
Submitted:
22 September 2023
Posted:
28 September 2023
You are already at the latest version
Abstract
Although the effect of thermal modification (TM) on teak wood color is well documented, a few studies were carried out in closed system processes, as well as it remains unclear the effect of different processes on the same material. This work aimed to verify the effect of closed and open system processes of TM on the color of fast-growing teak wood. Thermally modified wood was evaluated in a closed system at 160 °C (CS160) and in an open system at 185 °C and 210 °C (OS185 and OS210). We measured the moisture content (initial and final) of wood, and the corrected mass loss (CML). The chemical analyses encompassed the contents of alpha-cellulose, hemicelluloses, lignin, and extractives (total, in acetone and dichloromethane). Wood color was measured before and after TM according to the CIEL*a*b* color space. It was possible to achieve the same color using different processes of thermal modification (CS160 and OS210). TM reduced wood lightness (L*), red-green chromaticity coordinate (a*), and yellow-blue chromaticity coordinate (b*). L* and a* had the bigger and lower variations, respectively. The color of thermally modified wood was significantly changed, even at the mildest condition tested (OS185, 0.33% CML).
Keywords:
teak wood
; closed system
; open system
; chemical analyses
; CIELab
1. Introduction
Thermal modification (TM) is a suitable industrial process for improving the properties of wood from planted forests, which is composed basically of lower-quality juvenile wood [1]. The main industrial processes of wood modification are in operation in Europe, where thermal modification dominates this market, with a production of 1.1 million m³ [2].
The high temperatures used in thermal modification (140 °C to 230 °C) degrade its fundamental chemical constituents, mainly hemicelluloses, which are among the most labile to heat. As a product, thermally modified wood (TMW) has properties that are different from the original (greater dimensional stability and greater durability against microorganisms), which can be useful in diversifying wood applications [1,2,3,4].
ThermoWood® is the leading commercial process of TMW, with a production of around 240,00 m³ in 2020. It is carried out in kilns, at atmospheric pressure (ca. 0.101 MPa) and temperatures ranging from 185 °C to 212 °C [5], then, regarding the pressure inside the equipment, it is classified as an open system process [1,6]. On the other hand, processes carried out at superatmospheric pressure are classified as closed systems [1,6]. Batista and Bernadi [7] compared four closed system industrial processes and reported pressures from 0.3 MPa to 2.0 MPa and temperatures from 140 °C to 190 °C. Wentzel et al. [6,8] pointed out that even at lower temperatures and cycles, closed system processes can have higher effects on wood properties than open system ones.
Regarding the process, besides pressure, the combination of temperature and duration will play key roles in different levels of alteration in the chemical composition of TMW [1]. In turn, these chemical changes [1,2,4,6,8] will be responsible for the altered properties of TMW, where the most important are enhanced dimensional stability and biological durability, as well as control of color changes [1,2].
Comparing the results of different TM processes is difficult because of the interpretation of the interaction of many variables altogether. Another factor that makes comparisons difficult is the heterogeneity of the wood material itself, even from the same species. This is because complex external factors (climate, soil, planted vs. natural forests) will produce wood with different qualities [9,10] resulting in an effect greater than that of the process itself. To overcome this difficulty, the corrected mass loss (CML) has been suggested as a quality control marker to compare the effect of different processes on TMW properties [6,8,11,12].
The difference between mass loss and CML is that the latter discounts the extractives content in TMW, which is particularly suitable when comparing open and closed system processes. That is because in closed systems condensable (volatiles and water) and thermally degraded products are accumulated in the TMW, whereas in open systems these products are removed from the atmosphere [1,6,11].
Teak (Tectona grandis L.f.) has one of the most valued woods in the international market because of its excellent characteristics such as durability, dimensional stability, and color (heartwood). This has led many countries, on all continents, to plant teak forests, resulting in around 7 million hectares, mainly in India (37%), Indonesia (21%), and Thailand (12%) [13]. However, Silva et al. [10] highlighted that teak wood from fast-growing forests underaged 10 years old can be unsuitable for solid products.
Regarding teak wood color, it was revised that young trees have a larger proportion of sapwood [10], which is yellowish, clearly demarked from the heartwood, and has a lower market value. It has led some researchers to study the suitability of TM to darken and homogeneize the color of teak wood from fast-growing plantations as a means of its valorization [14,15]. Since color is one of the most important wood properties for the wood market, other authors also studied the effect of TM on the teak wood color [16,17,18,19,20,21]. However, the majority of the studies used open system processes [15,16,17,18,19,20], whereas few studies used different processes, such as thermo-vacuum [14] and pressurized closed system [21].
As mentioned before, it is difficult to compare the effect of different TM processes from different studies because of the different materials tested, even from the same species. To solve this difficulty, we designed this work, that aimed to verify the effect of closed and open system processes of TM on the color of fast-growing teak wood.
2. Materials and Methods
2.1. Wood sampling and treatments
We tested juvenile teak wood (Tectona grandis L.f.) from the first thinning (six years old) of a planted forest in Cáceres, Mato Grosso, Brazil. The material was supplied by the company TWBrazil, Ponta Grossa, Paraná, Brazil, where the industrial process of thermal modification was carried out. We sampled 15 tangential battens (25 x 90 x 2,250 mm), from the company’s stock, composed of heartwood and without pith.
Each batten was planed and then trimmed into three samples of 500 mm (longitudinal), which were equally distributed among three groups (Figure 1), corresponding to the thermal modification treatments that were assessed (Table 1). The objective of this sampling scheme was to minimize the effect of the material on the results. Specimens were produced for moisture content (MC) determination by the oven-drying method (Figure 1), and the mean initial MC was 12.8% (±0.77%), suitable for thermal modification.
2.2. Thermal modification
TMW of the CS160 treatment was produced in an industrial autoclave with a capacity of 6 m³ and the samples of this treatment were loaded along with the company's process wood. The process lasted around 720 minutes and was carried out according to a schedule developed by the company, as follows: i) initial heating up to 110 °C at 1.30 °C min-1; ii) holding 110 °C for 30 minutes; iii) heating up to 140 °C at 0.50 °C min-1; iv) holding 140 °C for 30 minutes; v) heating up to 160 °C at 0.60 °C min-1; vi) holding 160 °C for 90 minutes; vii) cooling down to 60 °C at 0.25 °C min-1, when the process is finished.
TMW of the treatments OS185 and OS210 was produced in a 250 L electrical oven (Linn Electro Therm, Germany) and we adopted a similar schedule to the one used by Lopes et al. [15,18], who worked with the same wood species and used equipment of the same model. The schedule was: i) initial heating up to 100 °C at 0.50 °C min-1; ii) heating up to the target temperature (185 °C or 210 °C) at 2.60 °C min-1; iii) holding the target temperature for 180 minutes; iv) switching off the heating system and consequent cooling down to 60 °C. The complete process took 362 minutes and 372 minutes, respectively for OS185 and OS210.
For the quality control of thermal modification, we measured the initial MC (before the process), the final MC (after the process), and the corrected mass loss (CML, %). These analyses were performed according to the method adopted by Wentzel et al. [6], with all 15 samples of each treatment, described as follows.
Moisture content was measured with the oven-drying method and the initial moisture content (MCi, %) of each sample was estimated based on the mean MC between specimens A and B (Figure 2). Specimens C were used for chemical analyses. Then, the sample D (Figure 2) was weighed to the nearest 0.01 g, resulting in the initial mass (Mi, g). Based on Mi and MCi it was possible to calculate the estimated initial oven-dried mass (M0%) of the sample D – Equation 1.
After thermal modification, the samples were immediately weighed (Mf, g) and other A and B specimens (Figure 2) were taken for calculation of the final moisture content (MCf, %). Based on Mf and MCf it was possible to calculate the estimated final oven-dried mass (Mf0%) – Equation 2.
The mass (ML, %) loss caused by the process of thermal modification was calculated with Equation (3).
2.3. Chemical analyses
For chemical analyses (Table 2) we used specimens C (Figure 2). These specimens were transformed into chips in a hammer mill, and ground into sawdust in a Wiley mill. The sawdust passed through two sieves (40 and 60 mesh) and the latter portion was conditioned (25 ± 2°C and 65 ± 5% relative humidity - RH) for two weeks before analyses. The chemical analyses were performed in triplicate, except for extractive analyses, which were performed in five replicates.
The corrected mass loss (CML, %) was calculated with Equations 4 to 6.
In which – CML: corrected mass loss (%); CM0%: corrected estimated initial oven-dried mass (g); CMf0%: corrected estimated final oven-dried mass (g).
CM0%= M0% - (M0% . Eu)
In which - CM0%: corrected estimated initial oven-dried mass (g); M0%: estimated initial oven-dried mass (g); Eu: mean total extractives content of untreated wood (%).
CMf0%= Mf0% - (Mf0% . Etmi)
In which - CMf0%: corrected estimated final oven-dried mass (g); Mf0%: estimated final oven-dried mass (g); Etmi: mean total extractives content of thermally modified wood of treatment i (%).
2.4. Color measurements
The evaluation of the colorimetric parameters was performed according to the CIEL*a*b* color space. The colorimetric parameters L* (lightness), a* (red-green chromaticity coordinate), and b* (yellow-blue chromaticity coordinate) were measured using a Konica-Minolta (model CM2500D) portable spectrophotometer. The chroma (C* coordinate, or saturation) and the hue angle (h°) were calculated, respectively, with Equations 7 and 8 [28]. The five colorimetric parameters were used to classify the wood color according to the cluster classification proposed by Camargo and Gonçalez [28].
The samples were measured before (D, Figure 2) and after (E, Figure 2) thermal modification, where the former measurements represented the untreated treatment. The readings were taken at three points of each sample (Figure 4) on the tangential surface closer to the bark.
The variation of the colorimetric parameters (∆L*, ∆a*, and ∆b*) was calculated based on the deduction of the readings before and after the thermal modification, and the total color difference (∆E*) was calculated with Equation 9, modified from [29]. ∆E* was qualitatively classified according to Toyoda et al. [29], representing levels of visual perception (Table 3).
2.5. Statistical analyses
Statistical analyses were performed in a completely randomized design and the significance level adopted was up to 5% probability for all tests. Initial and final moisture contents and corrected mass loss results were compared and discussed based on the mean and standard deviation of the treatments.
The analysis of variance (ANOVA) was adopted to verify the effect of treatments on the results of chemical analyses. For the validation of the ANOVA, the tests of Bartlett and Shapiro-Wilk were previously applied to verify, respectively, the homogeneity of the variances and the normal distribution. In cases of rejection of the null hypothesis, the Tukey test was applied (p<0.05) to differentiate the means.
For cases in which there was no homogeneity of variances and data normality, the H-test of Kruskal-Wallis was applied, which provides a non-parametric method for ANOVA. In cases of rejection of the null hypothesis, the Bonferroni test was applied (p<0.05) to differentiate the mean scores.
The linear coefficient of correlation (r) was calculated between the corrected mass loss and the results of the chemical analyses. The significance of r was tested with the Student t-test.
3. Results and Discussion
3.1. Moisture content (MC) and corrected mass loss (CML)
The mean initial moisture content ranged from 12.51% (CS160) to 11.40% (OS210) resulting in a mean amplitude of only 1.11 percentage points (p.p.) (Figure 5). This indicates that the initial MC of the samples of the different treatments was homogeneous and had no impact on further processing. For all treatments, the final MC was lower than the initial MC, indicating the effect of the drying steps during thermal modification in both closed and open systems.
The most remarkable result in Figure 5 is that different processes caused different effects on the final MC. CS160 had the highest final MC, reaching 9.09%, which represents a drying of only 3.42 p.p. compared to the initial MC. In contrast, open system treatments resulted in a final MC close to 0%. This discrepancy is mainly due to the types of heating and equipment used. In the CS160, the system is closed, which prevents the elimination of gases generated in the thermal modification process. In addition, heating is performed by injecting steam into the autoclave, which increases the availability of water in the system. On the other hand, in the OS185 and OS210, the gases generated during the thermal modification are continuously eliminated. Wentzel et al. [11] also reported this same pattern for thermally modified Eucalyptus nitens in closed and open systems
It is also noted that, for the open system treatments, the final MC were similar, regardless of the final temperature (185 °C and 210 °C). This indicates that the 25 °C temperature difference had no significant impact on final MC and the equipment worked similarly to a dry kiln.
For Boonstra et al. [30], the lower final MC is considered a positive effect for the open system process, because the wood can have a higher mechanical resistance, which can compensate, in part, its reduction caused by the mass loss imparted by the process. However, the same effect will result in wood more difficult to machine.
The results of CML per treatment are shown in Figure 6. During thermal modification, cell wall constituents are degraded and can be accounted for as extractives during Soxhlet extraction. Furthermore, depending on the type of process, thermal modification can cause volatilization of extractives and other molecules resulting from cell wall degradation. Thus, CML is a useful tool for neutralizing the effect of wood extractives on mass loss results.
It is clearly noted in Figure 6 that the different processes of thermal modification influenced the CML results. CML was close to zero (0.33%) for OS185, indicating that this treatment did not affect the wood constituents, even the most thermally labile ones. This suggests that the OS185 treatment was ineffective, basically resulting in a drying process of the wood.
OS210 showed a slightly higher CML (2.44%) than OS185, showing the effect of increasing temperature on mass loss for the same kind of process (open system). Open system processes carried out at atmospheric pressure, depend mainly on heat to induce mass loss. Despite the high temperatures (185 °C and 210 °C), the low mass losses may be related to the overall short cycles of thermal modification in laboratory scale equipment, including the duration of maintaining the maximum temperature. These CML results raise doubts about the effectiveness of the adopted schedules since the main benefits of the process are associated with mass loss, such as reduced hygroscopicity and increased resistance to biodeterioration by fungi [11].
In contrast, CS160 had the highest CML, reaching 18.47%. In addition to heat, the closed system process uses pressure and a saturated atmosphere as mass loss inducers, which explains the higher CML, even at a lower temperature. This result was also observed by Wentzel et al. [6] on the thermal modification of eucalyptus wood in closed and open systems.
Studies argue that the behavior of wood degradation varies according to the heating medium used, due to the surrounding atmosphere [31]. The closed system (such as CS160) allows for the presence of steam, facilitating wood degradation compared to using temperature alone. In this process, hemicelluloses and cellulose are depolymerized by hydrolysis, in the presence of water, which is the main cause of the loss of resistance to degradation of these polymers. Both Modes et al. [31] and Severo and Tomaselli [32] stated that wood exposed to high relative humidity degrades predominantly by acid hydrolysis, with a higher degradation rate than thermal or pyrolytic degradation. Water is responsible for the breakdown of acetyl groups, with the formation of acetic acid, which is responsible for wood degradation.
According to the CML results, a greater effect on chemical composition and wood color is expected for CS160, followed by OS210. On the other hand, OS185 should show similar results to the untreated wood.
3.2. Chemical composition
The results of the chemical analyses of the structural components of the cell wall are shown in Table 4. The results of alpha-cellulose revealed that CS160 had a higher absolute mean than untreated wood, while for the open system treatments (OS185 and OS210) it was lower than untreated wood. Despite this, none of the means differed significantly from untreated wood, which suggests that the thermal modification did not have a significant effect on the alpha-cellulose content. This result reinforces the high thermal stability of this cell wall constituent [33].
Thermal modification had varying effects on hemicellulose contents, where CS160 had the lowest mean (8.90%). OS185 did not differ statistically from untreated wood, while OS210 was 3 p.p. lower than untreated, but with statistical significance. The coefficient of linear correlation between CML and hemicelluloses content was very high, negative, and significant (r= -0.996*), indicating that the higher the CML the lower the hemicelluloses content. Indeed, the correlation between CML and the structural components of the cell wall was significant (p<0.05) only for the hemicelluloses content.
Hemicelluloses are the most fragile components of the cell wall due to their thermal sensitivity [3,20,21,22]. The CS160 treatment showed a higher CML (Figure 6) due to the greater degradation of hemicelluloses (Table 4). In contrast, OS185 had a CML close to zero, indicating low thermal degradation, with a non-significant difference in the hemicelluloses content compared to the Control. These results confirmed what had been forecasted in the previous discussion of the results of CML.
Teak wood contains several substances in its vessels, which are solubilized during chemical analyses. In thermal modification, especially the most volatile extractives tend to disappear or degrade, as pointed out by Lengowski et al. [21]. However, during the degradation of the structural components of the cell wall, new compounds are formed and can be extracted from the wood. The application of high temperatures degrades the hemicelluloses, resulting in the formation of acetic acid, which acts as a catalyst for depolymerization and increases polymer breakdown. This leads to the formation of formaldehyde, furfural, and other aldehydes. In addition, part of the organic material can also be degraded and solubilized, justifying the reduction in the hemicelluloses content after thermal modification at 160CS and 210OS.
There was no statistical difference among the treatments for total lignin and insoluble lignin contents and, along with the results of alpha-cellulose, it indicates that the mass loss was mainly due to the degradation of hemicelluloses. Accordingly, the values (Table 4) of r for CML and total and insoluble lignin were low and non-significant.
Some studies [21,34] mentioned an increase in the lignin content, but there is no formation of this polymer during the treatment, but a condensation of the lignin structure due to the degradation of other wood components, mainly hemicelluloses. Temperatures above 200 °C result in greater availability of hemicelluloses degradation products, which can contribute to the lignin condensation reaction [34]. However, this difference had no significant effect on the results of total lignin content between the tested treatments.
On the other hand, there was a significant effect of thermal modification of CS160 on soluble lignin when compared to untreated wood. The CML was high enough to cause a significant reduction in soluble lignin and, in general, the higher the CML the lower the content of it (r= -0,880ns). However, the content of soluble lignin was too low (ranging from 1.61% to 1.89%) that it did not significantly impact the total amount of lignin.
The results of extractives content are shown in Table 5. CS160 had the highest total extractive content, while the open system treatments (OS185 and OS210) had means closer to the untreated wood, although all means differed significantly. The extraction performed with the sequence ethanol:toluene, ethanol, and hot water, accounted for as total extractives, showed the highest means compared to the other solvents. Sequential extraction uses a mixture of solvents, allowing the removal of several classes of extractives with different molecular weights [23]. Indeed, CS160 had the highest means of extractives content for all tested solvents. There was a strong, positive, and significant correlation between CML and total extractives content (r= 0.994*) indicating the increase of extractives with mass loss. The higher mass loss, associated with the impossibility of removal of gases from the equipment, resulted in a higher amount of extractives in the closed system than in open system processes.
The open system treatments (OS185 and OS210) showed different trends compared to untreated wood in terms of extractives in acetone and dichloromethane. For extractives in acetone, OS185 had a mean similar to the untreated, while the mean of OS210 was twofold. For extractives in dichloromethane, OS210 had a mean similar to the untreated, while OS185 had less than half the mean of it.
In the acetone extraction process, it is suggested that 185 °C was not sufficient to volatilize the polar extractives, while 210 °C increased the extractives contents due to mass loss. On the other hand, in dichloromethane extraction, 185 °C was sufficient to volatilize the non-polar extractives, while 210 °C produced new substances that compensated for the volatilized fraction.
The trend observed in the extraction with dichloromethane is in line with the literature for open system processes [3,35]. The extractive content of thermally modified wood can vary compared to untreated wood, increasing or reducing, depending on the process and temperature, which affect the chemical reactions during thermal modification, forming different types of substances.
Comparing acetone (polar) and dichloromethane (nonpolar) solvents, the latter showed, in general, greater extracting capacity. Gomide et al. [36] and Lopes [37] stated that dichloromethane is more advantageous when you want to extract lipophilic compounds from wood, such as fats, waxes, terpenes, sterols, resins, and non-volatile hydrocarbons [23,38].
3.3. Colour measurements
Initially, the means of the colorimetric parameters L*, a*, b*, C*, and h° of teak wood before thermal modification were 53.87, 11.52, 23.41, 26.09, and 63.80° respectively. They were calculated based on data from all 45 samples (three groups of 15) before thermal modification. According to the classification of Camargos and Gonçalez [28], the color of untreated teak wood was classified as “light brown”. This was the same color as reported by Gasparik et al. [17] for teak wood from Myanmar. Although the authors did not provide extra information about the material (e.g., tree age, planted x natural forests) it is likely to be heartwood because of the lightness result (47.0).
Chávez-Salgado et al. [39] and Qiu et al. [40] stated that secondary metabolites influence the color and smell of teak wood. Extractives contain chromatic compounds, such as phenolic hydroxyl groups, carbonyl groups, and double bonds, which impart color to the wood. In the specific case of teak, the unique color is promoted by the presence of 2-methyl-anthraquinone.
The results of the mean colorimetric parameters L*, a*, and b* are plotted in Figure 7, where it is possible to see that the wood before the thermal modification is grouped close to each other, indicating that they had a similar color. This was expected according to the design of the initial sampling (Figure 1). However, the color of untreated wood of each treatment had a different classification [28], as can be seen in Figure 8. Although this difference is not too perceptible to human vision, the method adopted identified three different colors, which indicates how sensitive it is.
TMW shifted downward to different positions in Figure 7 from its respective untreated wood, indicating the effect of the process on the original wood color. According to the classification of ΔE*, the change in wood color after thermal modification was “much” (from 6.1 – 12.0, Table 3) for all treatments. In Figure 9 it is possible to see that the means of ΔE* were 19.74, 11.65, and 15.37, respectively for 160CS, 185OS, and 210OS. Indeed the means of ΔE* of 160CS and 210OS did not fit the scale presented in Table 1, which suggests that, for thermally modified wood, the scale should be enlarged. We highlight that classification was not designed for analyzing the color changing of TMW, but rather for weathered wood [29]. Although 160CS had a higher ΔE*, it was lower than that reported (24.11) by Lengowsky et al. [21], who studied the same closed system process and temperature.
Anyway, TMW got darker compared to the untreated state, which is represented by the reduction in lightness (ΔL*) for all treatments (Figure 9) and can be seen in the color chart presented in Figure 8. According to the results of other studies [14,18,19,21], the reduction in lightness is the most relevant color change related to thermally modified teak wood, which was also verified in our work. All structural cell wall components, as well as extractives, can contribute to changing the color of wood. The darker color can be attributed to the formation of hemicelluloses degradation products (except in the case of OS185), changes in the extractives, and the formation of oxidation products, such as quinones, as well as the percolation of extractives to the samples’ surface [17,41].
Variations in L*, a*, and b* coordinates followed the same trend as ΔE*, with greater absolute variation (in modulus) in CS160 and lesser variation in OS185 treatment. This highlights the smaller effect of thermal modification on the red-green (a*) pigmentation of teak wood when compared to the yellow-blue (b*) pigmentation, which was also verified in other studies [18,19,21].
Despite the absolute means and the different colors before thermal modification (Figure 8), the TMW of CS160 and OS210 achieved the same color (“dark brown”). Notice how close these treatments are in Figure 7 when compared to OS185. This result was unexpected, considering CS160 and OS210 were carried out with different temperatures and processes, which resulted in different corrected mass losses (Figure 6), as well as different extractives contents (Table 5). However, since ΔE* was higher for CS160 (19.74) than for OS210 (15.37) if the wood color of both treatments was the same before thermal modification, TMW CS160 would likely be darker. But this hypothesis needs further investigation.
Based on the results of CS160 and OS210, it seems that CML is not related to the color of TMW from different processes. On the other hand, it makes sense for TMW from the same treatment, once OS210 had higher CML and ΔE* than OS185. This pattern was verified by other authors in open system thermal modification, i.e., the increase in temperature resulted in increased ΔE* [17,18,19]. Willems et al. [11] made a literature review and discussed that there is a good dependency between mass loss, chemical composition, fungal durability, and hygroscopicity. However, these relations cannot be directly transferred to other properties, such as color, and further investigation on this topic is necessary.
Even the mildest condition of thermal modification (OS185) was able to change the color of TMW (ΔE*= 11.65) compared to untreated wood. This result was similar to those obtained in open system processes at 180 °C by other authors [17,18], respectively 9.67 and 11.97. There was no significant difference in the chemical composition of the cell wall components between untreated wood and OS185 (Table 4). On the other hand, there was a significant difference in the extractives content between untreated wood and OS185 (Table 5), where the most relevant (reduction in 2.49 p.p.) was in the dichloromethane content. Thus, it seems that the combined effect of the volatilization of apolar extractives and the drying of hygroscopic water (from 11.48% to 0.43%, Figure 5) was responsible for this color change. Notice that this effect of drying also happened in the treatments CS160 and OS210.
4. Conclusions
It was possible to achieve the same color using different processes of thermal modification, at 160 °C in a closed system and 210 °C in an open system.
Thermal modification reduced wood lightness (L*), red-green chromaticity coordinate (a*), and yellow-blue chromaticity coordinate (b*). L* and a* had the bigger and lower variations, respectively. The color of thermally modified wood was significantly changed, even at the mildest condition tested: 185 °C, open system, and 0.33% corrected mass loss.
Even at a lower temperature (160 °C), the corrected mass loss was higher (18.47%) in the closed system than in the open system (185 °C – 0.33% and 210 °C – 2.44%), indicating that the type of process had more influence on mass loss than the temperature. It resulted in different effects on the chemical composition, with a higher effect at 160 °C in the closed system on the hemicelluloses content (reduced) and the extractives contents (increased - all solvents). The hemicelluloses were the most fragile components of the cell wall to thermal modification.
There was no difference in the chemical composition of untreated wood and thermally modified wood in an open system at 185 °C, except for the extractives content in dichloromethane, which was reduced in the latter.
We suggested more studies to clarify the effect of extractives content (in different solvents), on thermally modified wood color, mainly in cases where different processes are used.
Author Contributions
Conceptualization, D.C.B, P.H.G.C., H.F.N. and J.B.P.; Methodology, D.C.B., F.S.G., M.S.R., A.C.O.R. and L.C.D.; Software, P.H.S.S., A.C.O.R. and J.P.S.M.; Validation, D.C.B, P.H.G.C., H.F.N. and J.B.P.; Formal analysis, F.S.G., J.S.S.F. and P.H.S.S.; Investigation, F.S.G., M.S.R., A.C.O.R. and L.C.D.; Data curation, D.C.B., F.S.G. and P.H.S.S.; Writing—original draft preparation, F.S.G., P.H.S.S. and J.S.S.F.; Writing—review and editing, D.C.B., J.S.S.F., P.H.S.S., P.H.G.C., H.F.N. and J.B.P.; Supervision, D.C.B., P.H.G.C., H.F.N. and J.B.P.; Project administration, D.C.B.; Funding acquisition, D.C.B. All authors have read and agreed to the published version of the manuscript.
Funding
This research was financed in part by: the Coordenação de Aperfeiçoamento de Pessoal de Nível Superior – Brasil (CAPES) – Finance Code 001, scholarship to F.S.G.; the National Council for Scientific and Technological Development – CNPq, grant number 422637/2018-1; and CAPES/Fundação de Amparo à Pesquisa e Inovação do Espírito Santo (FAPES), through the “Programa de Desenvolvimento da Pós-graduação (PDPG) – Consolidação dos Programas de Pós-graduação da Área de Ciências Agrárias do Estado do Espírito Santo – Ciências Florestais, call FAPES/CNPq N° 23/2018 – PRONEM, process number 2021-FDGS5 and grant agreement 131/2021.
Institutional Review Board Statement
Not applicable.
Data Availability Statement
Dara sharing not applicable.
Acknowledgments
The authors express their gratitude to the company TWBrazil for donating the material, thermally modifying it in closed system, and shipping it to the execution institution.
Conflicts of Interest
The authors declare no conflict of interest.
References
- HILL, C. Wood modification: Chemical, thermal and other processes. John Wiley & Sons: USA , 2006, 264 pp. [CrossRef]
- JONES, D.; SANDBERG, D. A review of wood modification globally–updated findings from COST FP1407. Interdisciplinary Perspectives on the Built Environment, 2020, IPBE: Izola, Slovenia, v. 1. [CrossRef]
- ESTEVES, B. M.; PEREIRA, H. M. Wood modification by heat treatment: A Review. BioResources, 2009, v. 4, n. 1, p. 370-404. [CrossRef]
- MINKAH, M. A.; AFRIFAH, K. A.; BATISTA, D. C.; MILITZ, H. Chemical and Mechanical Chacacterization of Thermally Modified Gmelina arborea Wood. Les/Wood, 2021, v. 70, n.1, p. 31-44. [CrossRef]
- INTERNATIONAL THERMOWOOD ASSOCIATION. ThermoWood® Handbook. International ThermoWood Association: Finland, 2021, 56pp.
- WENTZEL, M.; FLECKENSTEIN, M.; HOFMANN, T.; MILITZ, H. Relation of chemical and mechanical properties of Eucalyptus nitens wood thermally modified in open and closed systems. Wood Material Science and Engineering, 2018, v. 14, n. 3, p. 165-173. [CrossRef]
- BERNARDI, L.P; BATISTA, D.C.;. TanWood®: The Brazilian Process of Thermal Modification of Wood. In Book of Abstracts of 9th European Conference on Wood Modification (ECWM9), 2018, SHR: Arnhem (The Netherlands), 138 pp.
- WENTZEL, M.; ROLLERI, A.; PRESENTI, H.; MILITZ, H. Chemical analysis and cellulose crystallinity of thermally modified Eucalyptus nitens wood from open and closed reactor systems using FTIR and X-ray crystallography. European Journal of Wood and Wood Products, 2019, v. 77, p. 517-525. [CrossRef]
- TSOUMIS, G. Science and technology of wood: Structure, properties, utilization. Verlag Kessel: USA, 1991, 494 pp.
- SILVA, J. G. M.; OLIVEIRA, R.F; ROCHA, S.M.G; VIDAURE, G.B; LATORRACA, J.V.F; CARMO, F.H.D.J. Qualidade da madeira da teca. In.: REIS, C.A.F; OLIVEIRA, E.B; SANTOS, A.M. Teca (Tectona grandis Lf.) no Brasil. 2023, Embrapa: Brasília, 1st ed, 734 pp.
- WILLEMS, W.; ALTGEN, M.; MILITZ, H. Comparison of EMC and durability of heat treated wood from high versus low water vapour pressure reactor systems. International Wood Products Journal, 2015, v. 6, n.1, p. 21-26. [CrossRef]
- BATISTA, D.C.; SILVARES, P.H.S.; WENTZEL, M.; BRISCHKE, C.; MILITZ, H. 2023. Influence of closed and open systems on the durability of short-rotation Eucalyptus grandis wood against rot-fungi. In 11th European TMT Workshop, 2023, IHD: Dresden (Germany), p 44-50.
- TOMASELLI, I.; HIRAKURI, S.R. Mercado mundial da madeira de teca. In.: REIS, C.A.F; OLIVEIRA, E.B; SANTOS, A.M. Teca (Tectona grandis Lf.) no Brasil. 2023, Embrapa: Brasília, 1st ed, 734 pp.
- CUCCUI, I.; NEGRO, F.; ZANUTTINI, R.; ESPINOZA, M.; ALLEGRETTI, O. Thermo-vacuum modification of teak wood from fast-growth plantation. BioResources, 2017, v. 12, n. 1, p. 1903-1915. [CrossRef]
- LOPES, J.O; GARCIA, R.A; NASCIMENTO, A.M; LATORRACA, J.V.F. Color uniformization of the young teak wood by heat treatment. Rev. Árvore, 2014, v. 38, n.3, p. 561-568. [CrossRef]
- GARCIA, R. A.; LOPES, J. O.; NASCIMENTO, A. M.; LATORRACA, J. V. F. Color stability of weathered heat-treated teak wood. Maderas. Ciencia y Tecnología, 2014, v. 16, n. 4, p. 453-462. [CrossRef]
- GAŠPARÍK, M.; GAFF, M.; KAČÍK, F.; SIKORA, A. Color and chemical changes in teak (Tectona grandis L. f.) and meranti (Shorea spp.) wood after thermal treatment. BioResources, 2019, v. 14, n. 2, p. 2667-2683. [CrossRef]
- LOPES, J. O.; GARCIA, R. A.; LATORRACA, J. V. de. F.; NASCIMENTO, A. M. D. Color change of teak wood by heat treatment. Floresta e Ambiente, 2014, v. 21, p. 521-534. [CrossRef]
- MÉNDEZ-MEJÍAS, L. D.; MOYA, R. Effects on density, shrinking, color changing and chemical surface analysis through FTIR of Tectona grandis thermo-treated. Scientia Forestalis, 2016, v. 44, n. 112, p. 811-820. [CrossRef]
- MÉNDEZ-MEJÍAS, L. D.; MOYA, R. Effect of Thermo-Treatment on the Physical and Mechanical, Color, Fungal Durability of Wood of Tectona Grandis and Gmelina Arborea from Forest Plantations. Materials Science (Medziagotyra), 2018, v.24, n.1, p.59-68. [CrossRef]
- LENGOWSKI, E.C.; BONFATTI JÚNIOR, E. A.; NISGOSKI, S.; MUÑIZ, G. I. B. de; KLOCK, U. Properties of thermally modified teakwood. Maderas: Ciencia y Tecnologia, 2021, v.23, p.1–26. [CrossRef]
- TECHNICAL ASSOCIATION OF PULP AND PAPER INDUSTRY. T264 cm: Preparation of wood for chemical analysis. Norcross, 1997.
- TECHNICAL ASSOCIATION OF PULP AND PAPER INDUSTRY. T204 cm: Solvent extractives of wood and pulp. Norcross, 1997.
- GOMIDE, J. L.; DEMUNER, B. J. Determinação do teor de lignina em material lenhoso: Método Klason modificado. O Papel, 1986, v. 47, n. 8, p. 36-38.
- GOLDSCHIMID, O. Ultraviolet Spectra. In Lignins: Occurrence, formation, structure and reactions. Wiley Interscience: USA. 1971. 916 pp.
- WISE, L. E.; MURPHY M.; D'ADDIECO A. A. Chlorite holocellulose, its fractionation and bearing on summative wood analysis and on studies on the hemicelluloses. Paper Trade, 1946, v. 122, p. 35-43.
- TECHNICAL ASSOCIATION OF PULP AND PAPER INDUSTRY. T 203 cm-99: Alpha-, beta- and gama-cellulose in pulp. Norcross, 1999.
- CAMARGOS, J. A. A.; GONÇALEZ, J. C. Applied colorimetry as intrument in the elaboration of a timber color chart. Brasil Florestal, 2001, n. 71, p. 30-41.
- TOYODA, T.; AZUMA, M.; HIKITA, Y. Weather Testing of Timber – Discoloration. 32nd Annual Meeting of The International Research Group on Wood Preservation (IRG/WP, 01-20221), 2001, 7 pp.
- BOONSTRA, M. J.; VAN ACKER, J.; TJEERDSMA, B. F.; KEGEL, E. V. Strength properties of thermally modified softwoods and its relation to polymeric structural wood constituents. Annals of Forest Science, 2007, v. 64, n. 7, p. 679-690. [CrossRef]
- MODES, K. S.; SANTINI, E. J.; VIVIAN, M. A.; HASELEIN, C. R. Effect of heat treatment on mechanical properties of Pinus taeda and Eucalyptus grandis woods. Ciência Florestal, 2017, v. 27, p. 291-302. [CrossRef]
- SEVERO, E. T. D.; TOMASELLI, I. Effect of vaporization treatment in logs and saw timber of Eucalyptus dunnii on the static bending. Floresta, 2003, v. 29, n. 3, p. 37-51. [CrossRef]
- SUNDQVIST, B. Colour changes and acid formation in wood during heating. Doctorate thesis, Luleå Tekniska Universitet, Sweden, 2004.
- PRATIWI, L. A.; DARMAWAN, W.; PRIADI, T.; GEORGE, B.; MERLIN, A.; GÉRARDIN, C.; GÉRARDIN, P. Characterization of thermally modified short and long rotation teaks and the effects on coatings performance. Maderas. Ciencia y Tecnología, 2019, v. 21, n. 2, p. 209-222. [CrossRef]
- ESTEVES, B.M.; GRAÇA, J.; PEREIRA, H.M. Extractive composition and summative chemical analysis of thermally treated eucalypt wood. Holzforschung, 2008, v. 62, n. 3, p. 344-351. [CrossRef]
- GOMIDE, J. L.; COLODETTE, J. L.; OLIVEIRA, R. C. D.; SILVA, C. M. Technological characterization of the new generation of Eucalyptus clones in Brazil for kraft pulp production. Revista Árvore, 2005, v. 1, n. 299, p. 129-137. [CrossRef]
- LOPES, O. R. The influence of extractives and heartwood/sapwood ratio on near-infrared evaluation of wood for pulp production. Master’s thesis, Universidade Federal de Viçosa, Viçosa, Minas Gerais, Brazil, 2008.
- BAPTISTA, I.; MIRANDA, I.; QUILHÓ, T.; GOMINHO, J.; PEREIRA, H. Characterisation and fractioning of Tectona grandis bark in view of its valorisation as a biorefinery raw-material. Industrial Crops and Products, 2013, v. 50, p. 166-175. [CrossRef]
- CHÁVEZ-SALGADO, L. P.; VANDENBOSSCHE, V.; VILAREM, G. Tectona grandis Linn. f. secondary metabolites and their bioactive potential: A review. iForest: Biogeosciences and Forestry, 2022, v. 15, n. 2, p. 112-120. [CrossRef]
- QIU, H.; LIU, R.; LONG, L.. Analysis of chemical composition of extractives by acetone and the chromatic aberration of teak (Tectona grandis L. f.) from China. Molecules, 2019, v. 24, n. 10, p. 1989. [CrossRef]
- BEKHTA, P.; NIEMZ, P. Effect of high temperature on the change in color, dimensional stability and mechanical properties of spruce wood. Holzforschung, 2003, v. 57, n. 5, p. 539-546. [CrossRef]
Figure 1.
Sampling scheme; MC: moisture content specimens; units in millimeters.
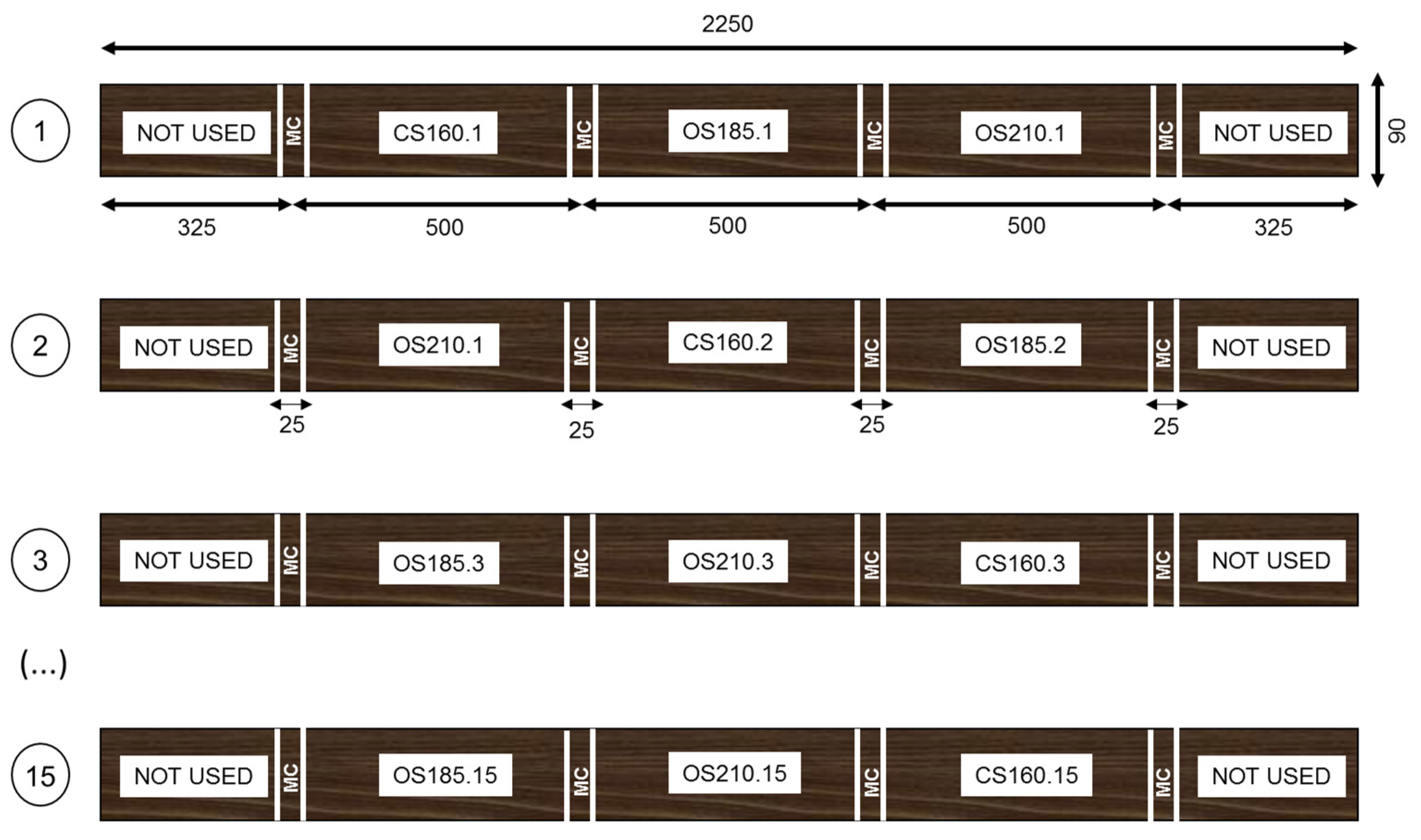
Figure 2.
Representation of an individual sample: before (upper) and after (lower) thermal modification; units in millimeters.
Figure 2.
Representation of an individual sample: before (upper) and after (lower) thermal modification; units in millimeters.
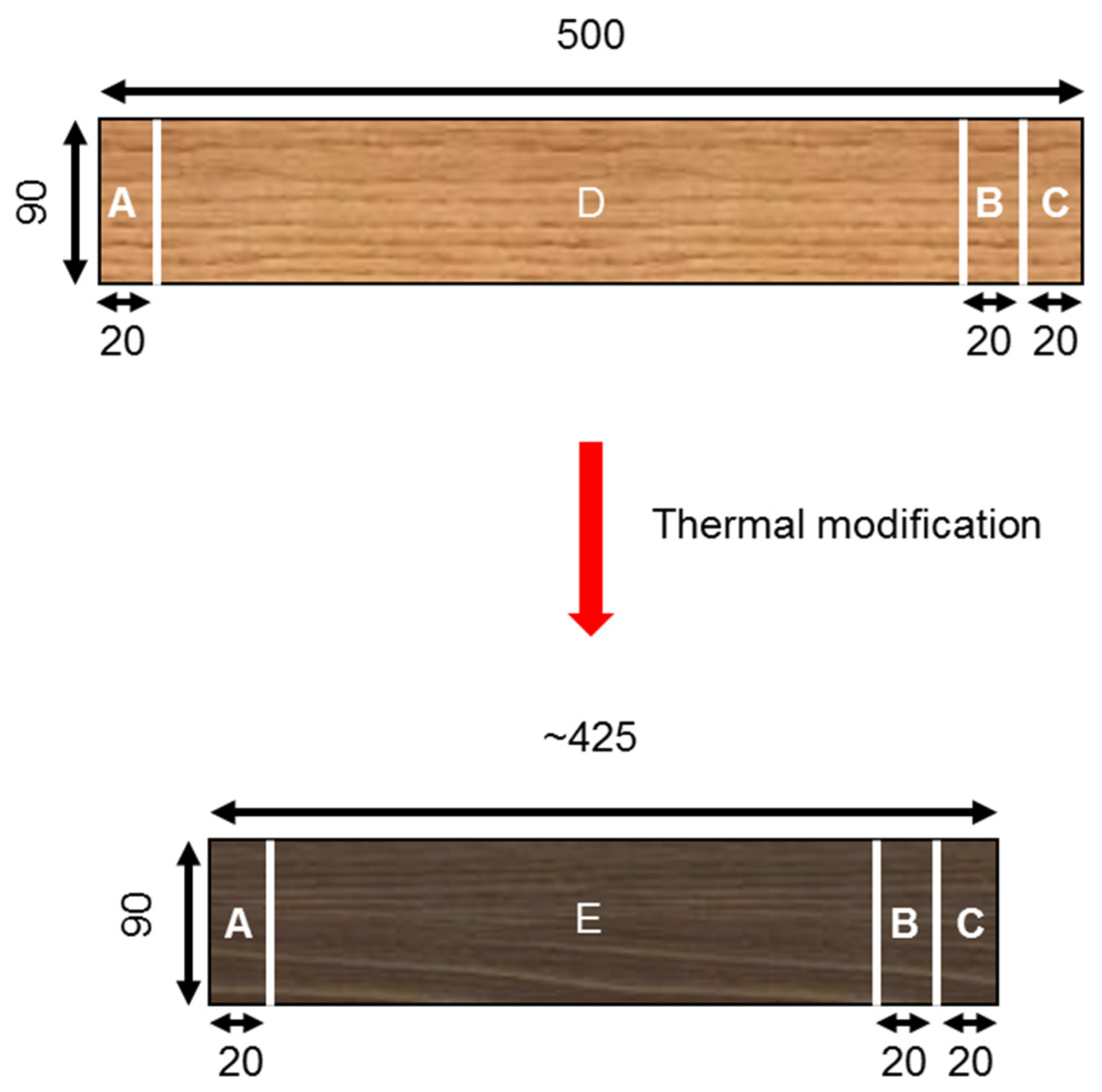
Figure 4.
Positioning scheme for colorimetric readings; units in millimeters.
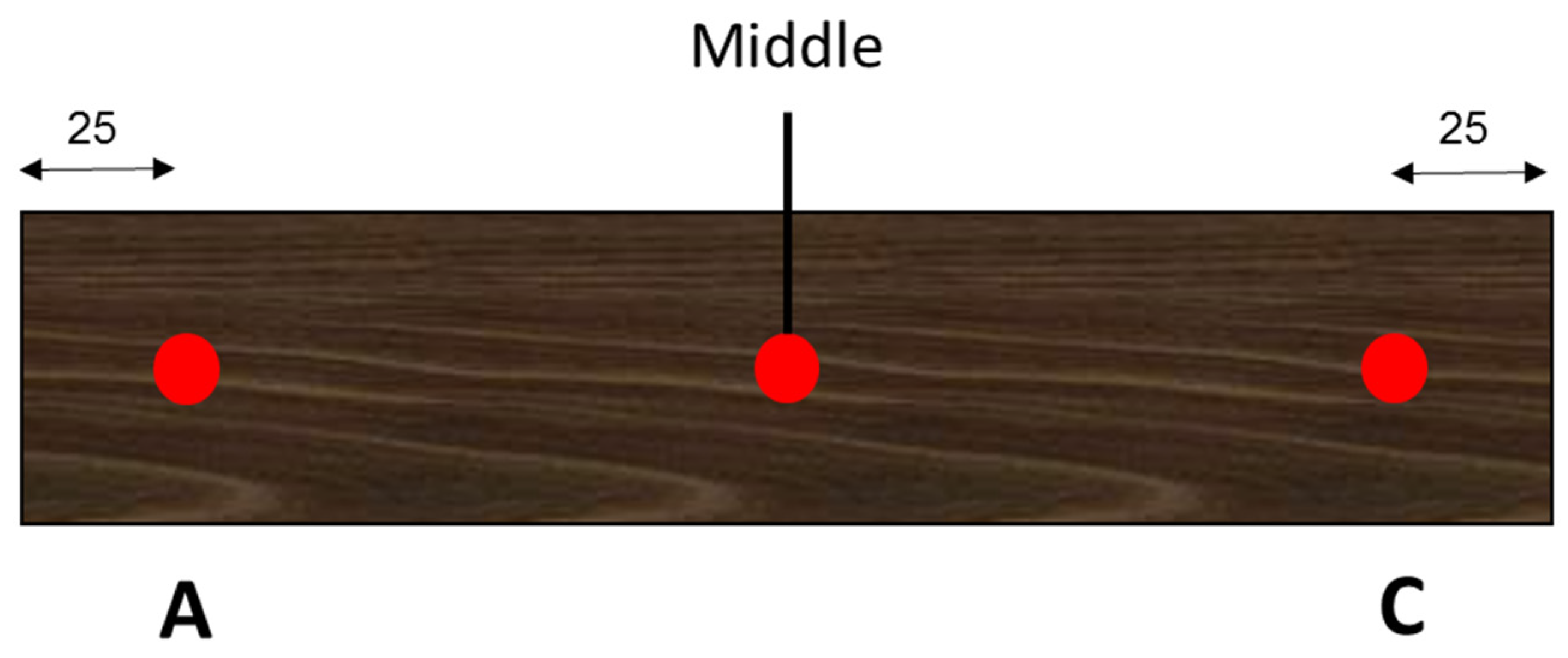
Figure 5.
Initial and final moisture content of wood by treatment.
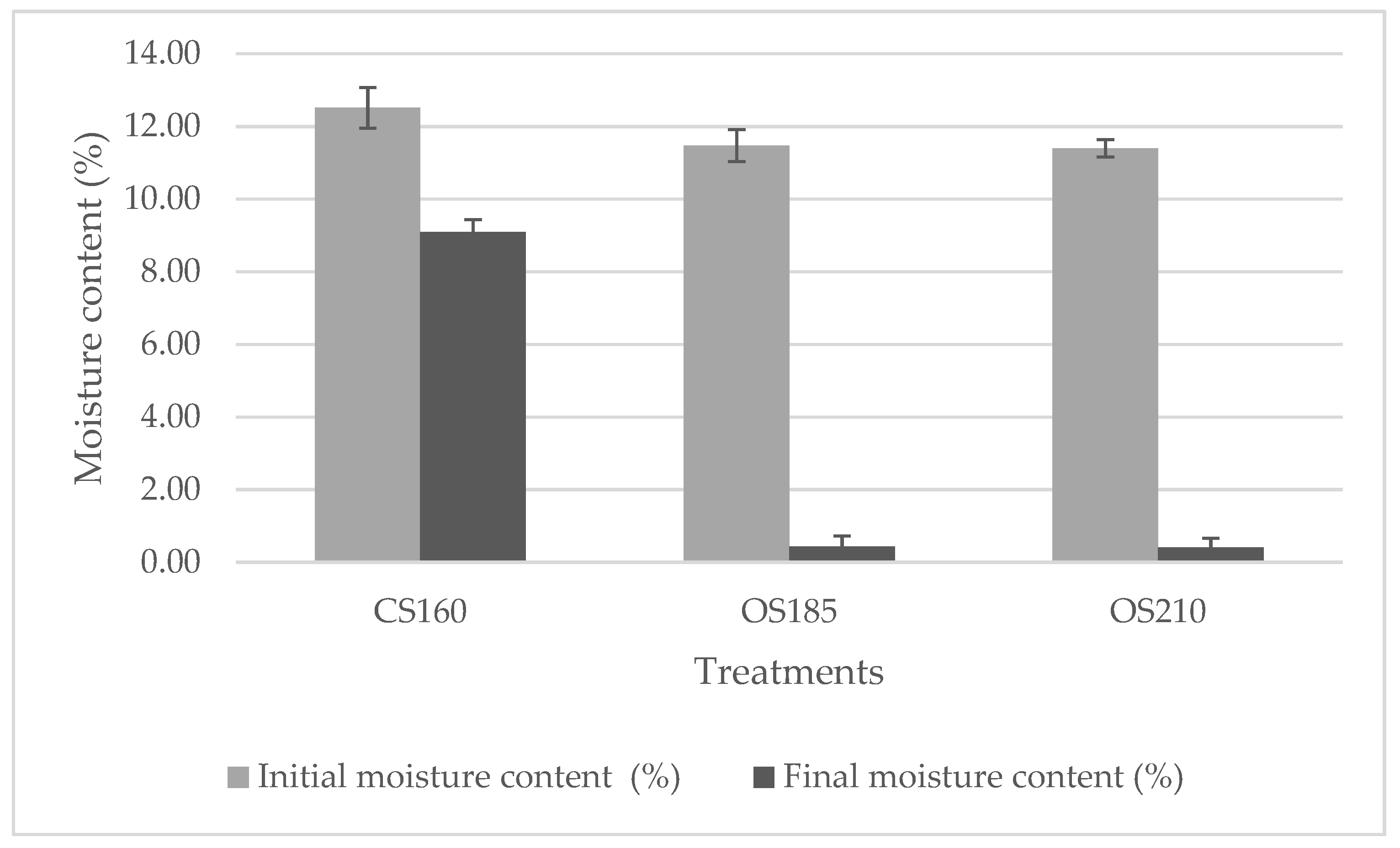
Figure 6.
Corrected mass loss (%) per treatment.
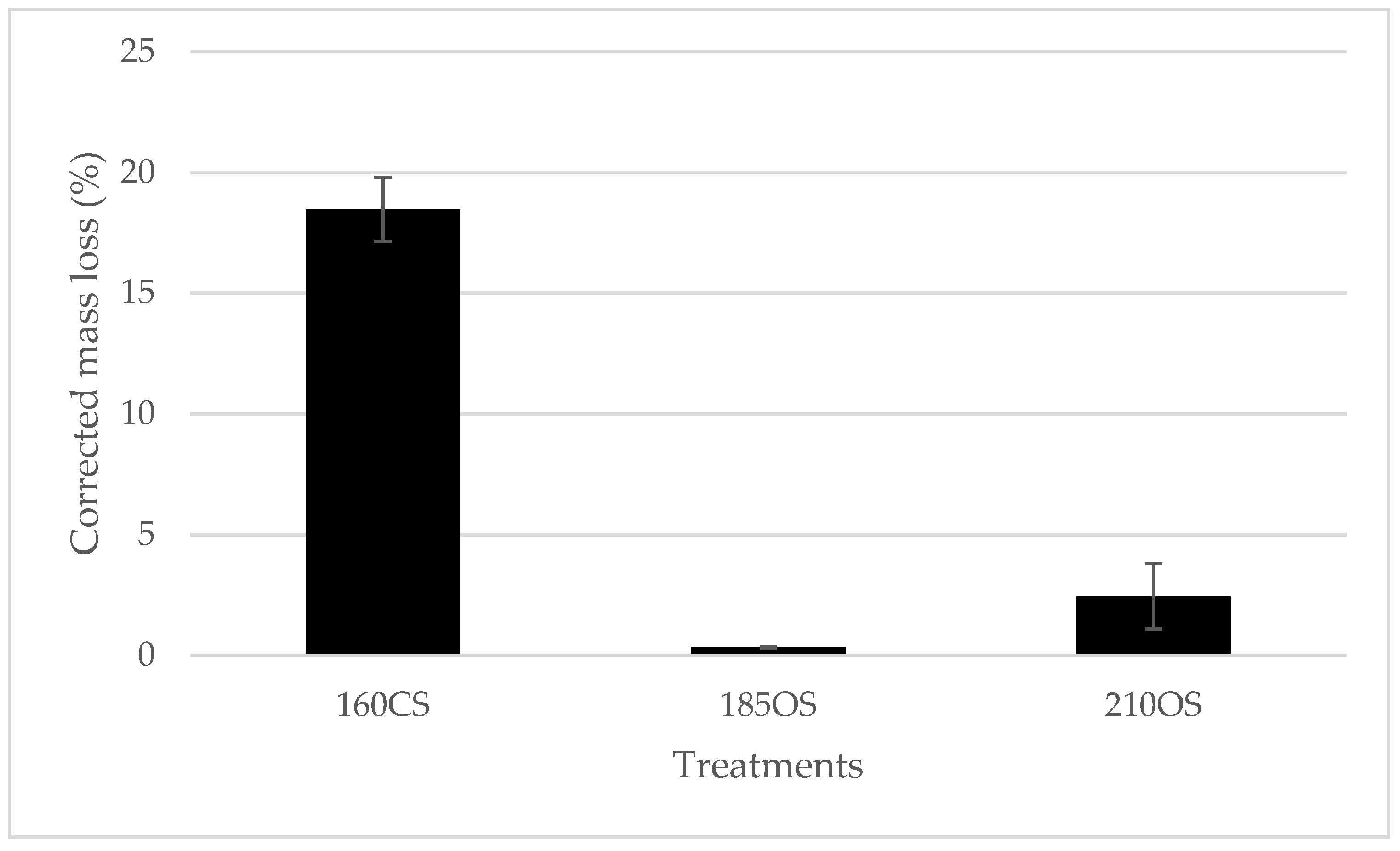
Figure 7.
Three-D graphic positioning for each treatment. Treatments marked with “u” mean wood before thermal modification (untreated).
Figure 7.
Three-D graphic positioning for each treatment. Treatments marked with “u” mean wood before thermal modification (untreated).
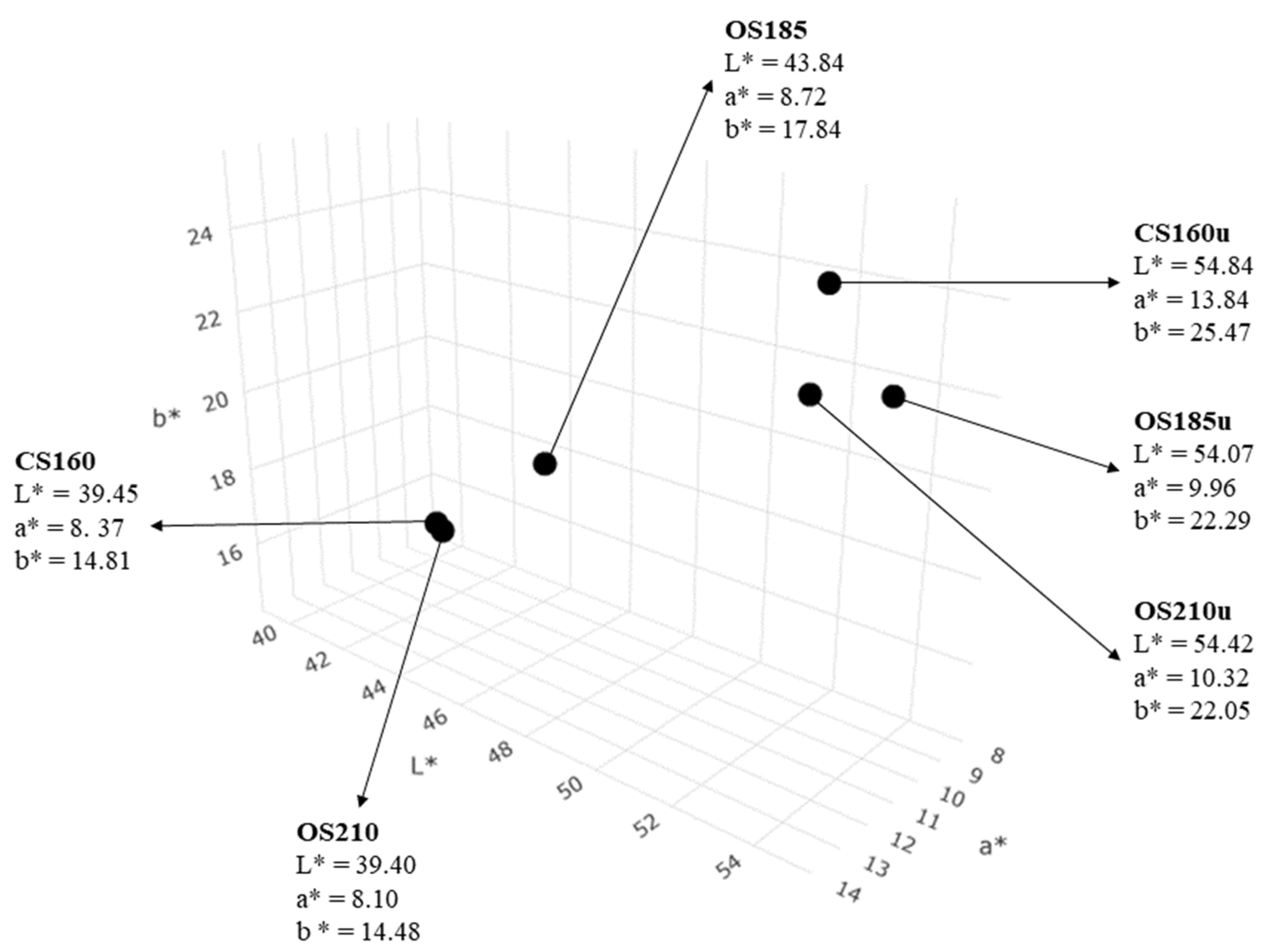
Figure 8.
Classifications of color and total color variation (ΔE*). 1 Toyoda et al. [29]. 2Camargos and Gonçalez [28].
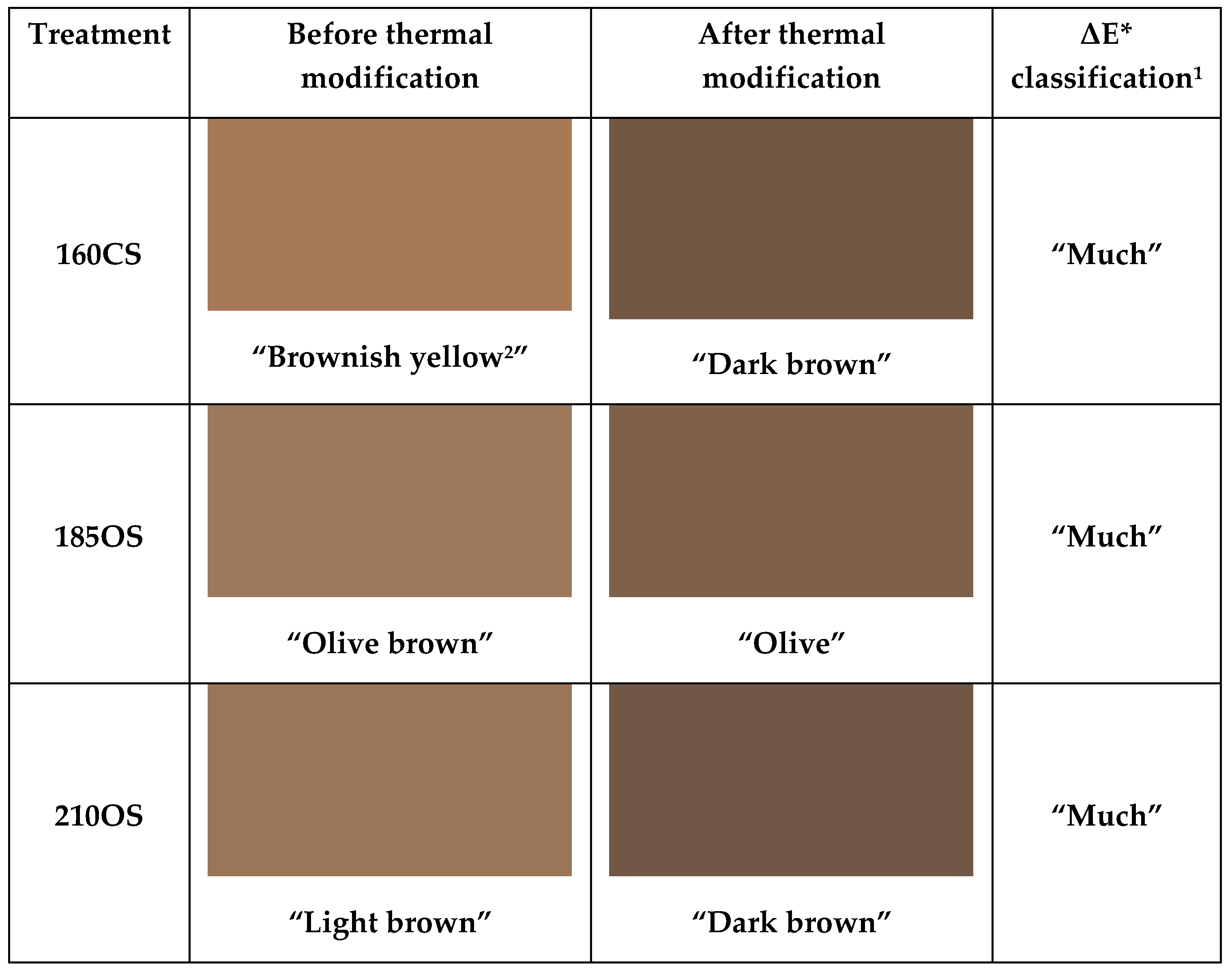
Figure 9.
Variations of colorimetric parameters by treatment.
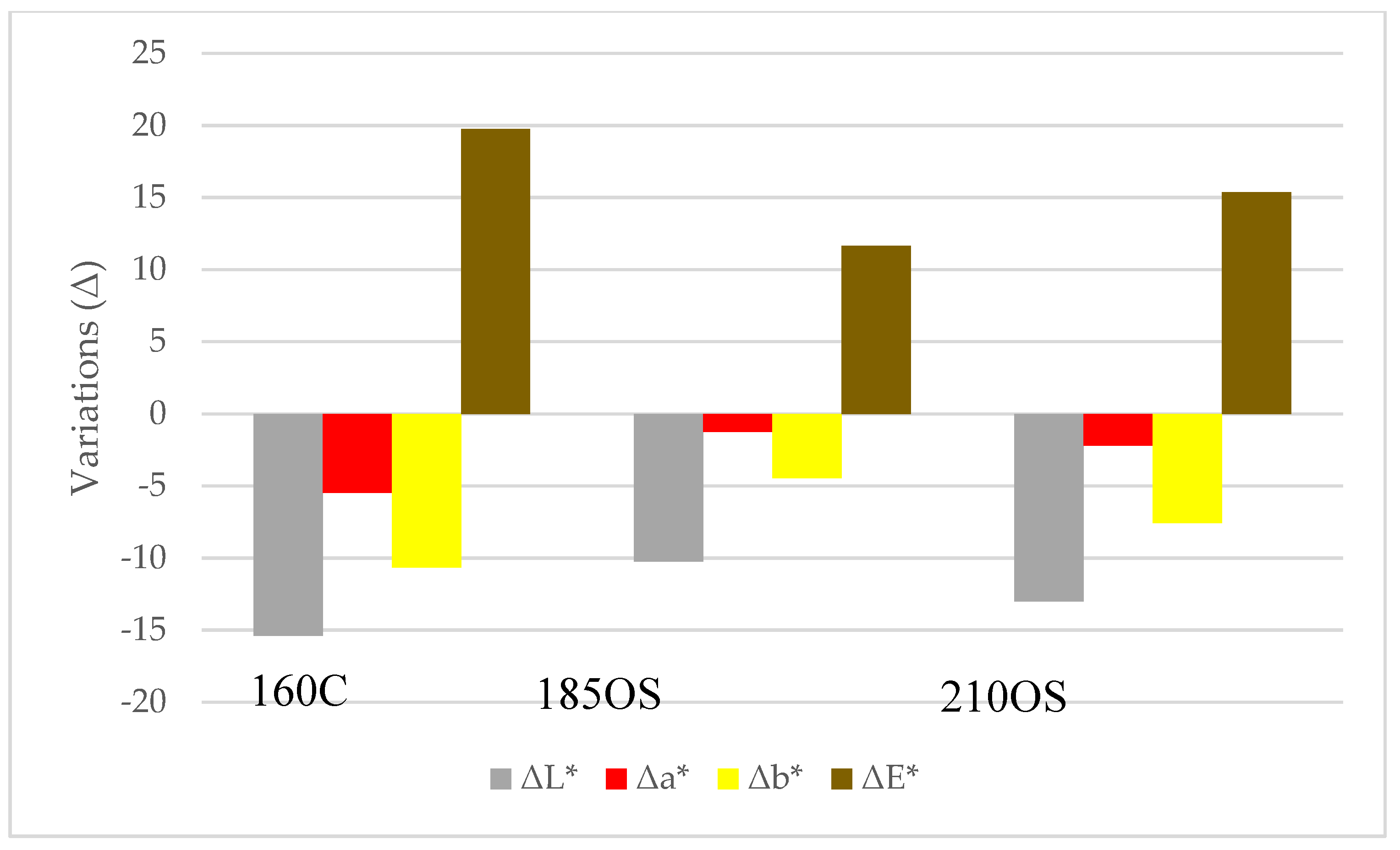

Table 1.
Treatments’ description.
| Treatment | Process | Temperature | Observation |
| CS160 | Closed system, pressurized | 160 °C | Temperature adopted by the company where the process was carried out |
| OS185 | Open system, non-pressurized | 185 °C | Temperature similar to the ThermoWood process for hardwoods: Thermo-S product (185 °C) and Thermo-D (210 °C) [9] |
| OS210 | Open system, non-pressurized | 210 °C |
Table 2.
Summary of chemical analyses.
| Chemical characteristic evaluated | Observation | Reference |
|---|---|---|
| Total extractives | Use of toluene instead of benzene | T 264 cm-97 [22] |
| Extractives | Extraction with acetone and dichloromethane | T 204 cm-97 [23] |
| Insoluble Lignin | Insoluble Klason lignin | Gomide e Demuner [24] |
| Soluble Lignin | Acid soluble lignin | Goldschmid [25] |
| Holocellulose | Reaction with sodium chlorite and acetic acid | Wise, Murphy e Daddieco [26] |
| Alpha-cellulose | Reaction with 17.5% sodium hydroxide | T 203 cm-99 [27] |
| Hemicellulose | Obtained by the difference between holocellulose and alpha-cellulose | - |
Table 3.
Perceived difference after thermal modification (∆E*) [29].
Table 3.
Perceived difference after thermal modification (∆E*) [29].
| Total color variation (∆E*) | Classification |
| 0.0 – 0.5 | Trace |
| 0.6 – 1.5 | Slight |
| 1.6 – 3.0 | Noticeable |
| 3.1 – 6.0 | Appreciable |
| 6.1 – 12 | Much |
Table 4.
Mean results of structural components of wood per treatment.
| Treatment | Alpha-cellulose (%) | Hemicelluloses (%) | Insoluble lignin (%) | Soluble lignin (%) | Total lignin (%) |
|---|---|---|---|---|---|
| Untreated | 48.21 AB | 24.24 a | 32.34 A | 1.89 a | 34.23 A |
| (0.74) | (2.10) | (2.48) | (0.45) | (2.34) | |
| CS160 | 53.01 A | 8.89 c | 33.36 A | 1.61 b | 34.97 A |
| (4.15) | (6.36) | (9.76) | (5.40) | (9.57) | |
| OS185 | 46.04 AB | 24.55 a | 32.29 A | 1.88 a | 34.17 A |
| (0.27) | (1.57) | (0.52) | (2.32) | (0.42) | |
| OS210 | 45.72 B | 21.20 b | 33.554A | 1.72 b | 35.27 A |
| (0.59) | (4.93) | (1.26) | (3.32) | (1.32) | |
| Shapiro-Wilk test | 0.0065* | 0.41 ns | 0.0356* | 0.8384 ns | 0.0359* |
| Bartlett test | 0.0034* | 0.59 ns | 0.0058* | 0.0642 ns | 0.0046* |
| F-test | - | 239.3* | - | 14.94* | - |
| H-test | 9.84 | - | 3.20 | - | 3.21 |
| r | 0.909ns | -0.996* | 0.580ns | -0.880ns | 0.487ns |
Means followed by the same lowercase or uppercase letter in the columns do not differ (p<0.05), respectively, according to the Tukey and Bonferroni tests. n.s.: not significant (p>0.05). *: significant (p<0.05). Results in parentheses are the coefficient of variation (%).
Table 5.
Averages of extractives content according to the solvent.
| Treatments | Total extractives (%) | Dichloromethane extractives (%) | Acetone extractives (%) |
|---|---|---|---|
| Untreated | 8.50 c (2.11) |
4.25 b (5.07) |
2.15 d (1.52) |
| CS160 | 15.17 a (0.55) |
8.50 a (2.84) |
7.79 a (1.21) |
| OS185 | 7.71 d (0.79) |
1.76 c (2.83) |
2.72 c (0.83) |
| OS210 | 8.59 b (1.09) |
4.61 b (3.11) |
4.39 b (3.91) |
| Shapiro-Wilk test | 0.88 ns | 0.57 ns | 0.14 ns |
| Bartlett test | 0.54 ns | 0.33 ns | 0.08 ns |
| F test | 2806.7* | 728.02* | 4020.1* |
| r | 0.994* | 0.911ns | 0.968* |
Means followed by the same lowercase letter in a column do not differ (p<0.05) according to Tukey's test. n.s.: not significant (p>0.05). *: significant (p<0.05). Results in parentheses are the coefficient of variation (%).
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



