Submitted:
30 March 2026
Posted:
02 April 2026
You are already at the latest version
Abstract
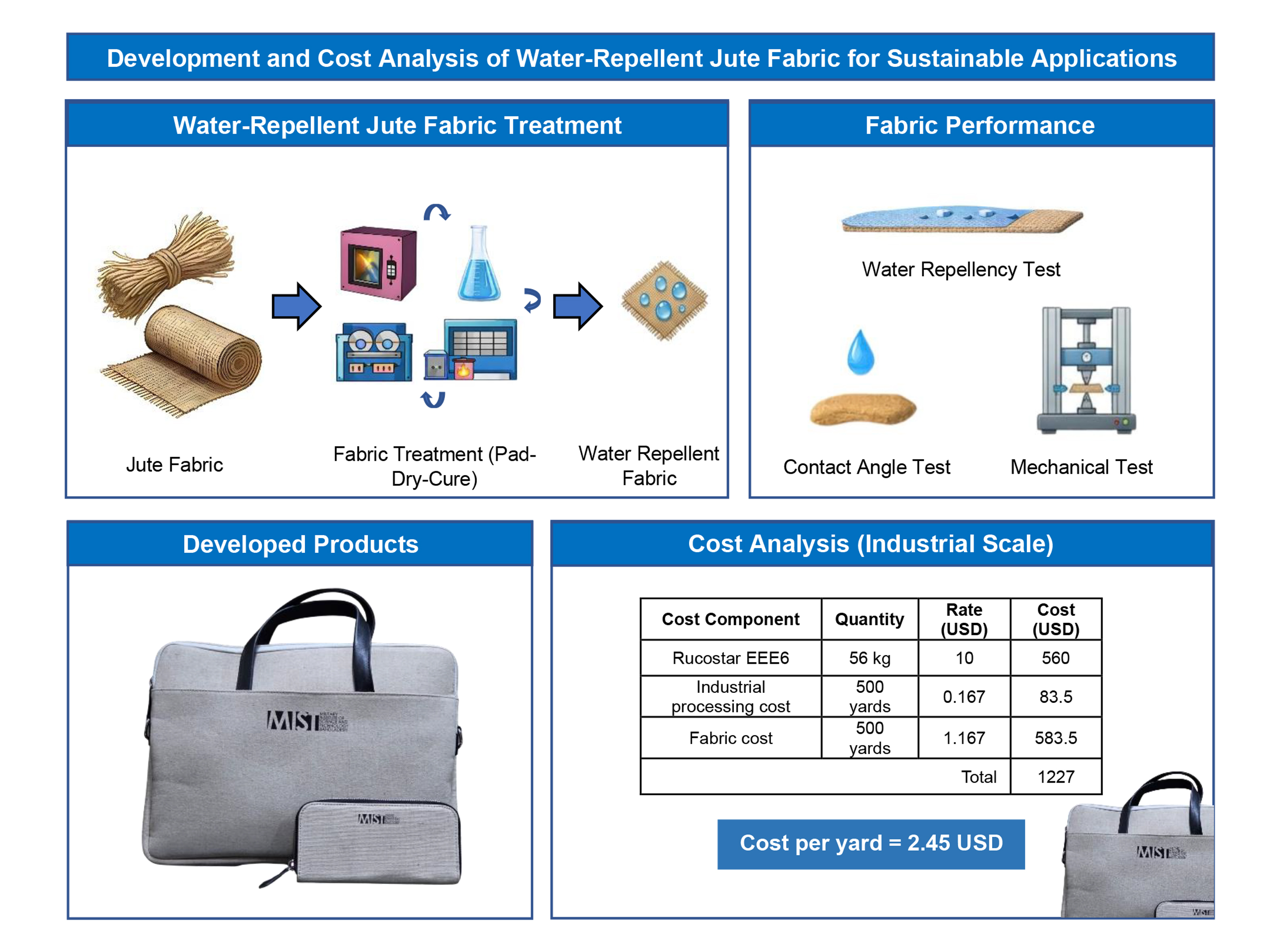
Green and biodegradable materials are also being considered as an alternative to the plastic-based products in the textile and packaging sectors as a sustainable alternative. In this study, four kinds of jute-based fabrics were used that included raw jute woven, bleached raw jute woven, jute-cotton union and bleached jute-cotton union subjected to a dip-pad-dry-cure to acquire water-repellent properties with the usage of Rucostar EEE6 (a C6-Fluorocarbon resin containing hyperbranched polymers in a hydrocarbon matrix). In the presence of acetic acid, finishing solutions of different concentrations of Rucostar EEE6 (120, 140 and 160 g/L) were prepared. Treated fabrics were dried at 100 °C at 30 mins and cured at 160 °C for 1 min to enhance fixation. Structural, chemical, mechanical, and functional characterizations were systematically performed to evaluate the performance of the treated fabrics. The use of Scanning Electron Microscopy (SEM) showed a consistent deposition of the finishing layer on the fiber surface and Fourier Transform Infrared (FTIR) spectroscopy showed that the resin chemically reacted with the hydroxyl groups of the jute cellulose. Tensile strength test was performed in order to determine the impact of finishing on the durability of fabrics. Contact angle, spray rating test (AATCC Method 22) and drop test were used to assess water-repelling performance. The contact angle of the treated fabric was more than 90, which confirms that the fabric is hydrophobic. It is important to note that the sample treated with 140 g/L of Rucostar EEE6 and cured at 160 °C had a spray rating value of 100, which means the highest water repellency level and a high degree of water penetration resistance. On the whole, the results indicate that jute fabric with fluorocarbon resin finish exhibits a considerable improvement in hydrophobic properties and retains mechanical strength and natural feel, which implies a high level of potential application in the sustainable development of the textile industry as an alternative to plastic bags.
Keywords:
jute fabric
; fluorocarbon resin
; water-repellent finishing
; hydrophobicity
; contact angle
; spray rating
; sustainable textiles
1. Introduction
Jute is a natural lignocellulosic fiber, extracted from the bast fibers of plants belonging to the genus Corchorus, essentially Corchorus capsularis and Corchorus olitorius. It is one of the most abundant, least expensive, and eco-friendly natural fibers that is extensively grown in such countries as Bangladesh and India [1]. Jute is also biodegradable, renewable, compostable and that is why jute is also an attractive substitute to the synthetic materials. Jute materials are biodegradable under the influence of microorganisms to form carbon dioxide, water, and biomass without polluting the environment, and this process is referred to as bio-degradation. On the other hand, plastic is an artificial polymer, a bulk of which is petrochemical material and is commonly used in packaging due to its light weight, durability and immense resistance to water. Plastic packaging mediums such as polyethylene and polypropylene are typically used as a shopping bag, wrapping food and as a food storage medium [2]. However, plastic materials cannot be biodegraded and may stay in the environment for hundreds of years, posing a great environmental and pollution threat to the surroundings and the oceans. Therefore, the sustainable alternatives are in high demand. Jute can be used as an alternative to the plastic packaging material since it is biodegradable and natural [3]. Jute is predominantly biodegradable because of its chemical composition which is primarily cellulose (approximately 60 to 65 percent), hemicellulose (20 to 25 percent) and lignin (10 to 15 percent). The hydroxyl (-OH) groups of cellulose and hemicellulose are numerous, which makes jute susceptible to microbial decay, and thus in this manner, this material can be disposed in an environmentally-friendly manner [4,5].
Although jute is environmentally friendly, biodegradable in its untreated form, it cannot be used directly as an alternative to plastic packaging materials. The main disadvantage of jute is connected with its chemical structure. The main components of jute (cellulose and hemicellulose) have large numbers of hydrophilic hydroxyl (-OH) groups. This makes the hydroxyl groups easily interact as hydrogen bonds with the water molecules and thus high moisture absorbency. As a result, untreated jute has high water absorption, fiber expansion, and lack of dimensional stability as well as mechanical property degradation [6,7]. On the other hand, plastic materials are water resistant and their absorption of moisture is very low, but they are not biodegradable and last longer in the environment. Therefore, to convert jute into practical packaging materials, such as shopping bags, it is necessary to impart durable water-resistant properties while maintaining its biodegradable nature [8]. Water repellency in jute fabrics is typically achieved through chemical treatments, including paraffin wax, silicone-based finishes, polyurethane coatings, and fluorocarbon resins. Fluorocarbon-based finishes are particularly favored due to their low surface energy, strong hydrophobicity, and high wear resistance [9,10]. Commonly used commercial water-repellent agents are Nuva N2114 and Scotchgard [11]. In this study, we employed Rucostar EEE6 (C6-Fluorocarbon resin with hyperbranched polymers in a hydrocarbon matrix) for water-repellent treatment in the jute fabrics.
Scanning Electron Microscopy (SEM) is usually employed examine and compare the morphology of the surface of the textile fibers prior to and following the chemical treatment. SEM offers high-resolution microstructural images, which can be used to study the structure of the fibers and surface roughness, depth of coating, and the existence of the deposited finishing layers [12,13]. It is able to detect structural components in jute fabrics, which are cellulose microfibrils, lignin-rich surface layers, hemicellulosic matrix regions, and natural surface impurities as well as physical defects such as fibrillation, voids as well as fiber breakage. Besides morphological analysis. SEM and elemental analysis allow one to detect chemical elements on the surface of the fiber. As jute is mainly formed by cellulose, hemicellulose, and lignin, the main elements that can be detected are carbon (C) and oxygen (O), whereas minor elements can also be identified such as calcium (Ca), magnesium (Mg), potassium (K), silicon (Si), and trace iron (Fe), are also present in natural minerals. Following the chemical treatment, other elements can be present and will appear depending on which finishing agent was used, i.e., fluorine (F) with fluorocarbon resin or silicon (Si) with silicone-based coatings, which proves successful surface modification [14]. The process of creating continuous layers of polymer, sealing the pores of the surface, flattening the surface of the fiber, and the introduction of new elements can thus be well observed and confirmed.
The FTIR spectroscopy is an effective tool used to study the chemical structure and functional groups of the textile materials [15,16]. FTIR analysis incorporates characteristic bands of absorption with respect to specific molecular vibrations, and as a result, the interaction of chemicals between fibers and finishing agents can be detected. This method is also helpful especially in distinguishing between physically deposited and chemically bonded finishes on the surface of the fibers. The intensity of changes in the peaks, or alternation of the hydroxyl group absorption bands may indicate the chemical modification of cellulose [17]. Thus, it will be necessary to verify the creation of new bonds and to see how the process of applying a water-repellent finishing works.
Tensile strength test is regularly performed to test the mechanical performance of textile materials. It is used to determine the maximum force required to break a fabric, which can determine the strength, elongation, and structural integrity of the fabric [18,19,20]. The chemical treatment can potentially interfere with fiber bonding and internal structure. So, tensile testing is required to guarantee that finishing procedures do not undermine durability. In packaging applications, tensile strength has to be sufficient to resist handling and load bearing requirements.
Surface wetting resistance of fabrics is measured by the spray rating test, which is commonly done based on the AATCC Method 22. The test is used to determine the effectiveness of a fabric in an exposure to a controlled water spray when it has to be resistant to water penetration [21]. The wetting pattern is compared visually to a standardized rating scale with a rating of 100 being total surface water repellency. Spray test has been extensively utilized in the studies of textile finishing due to the simulation of the actual conditions of being exposed to rain or splashing water [22,23].
Contact angle test is a quantitative test that is taken to know the wettability of a material surface. It is the angle which is created between a droplet of liquid and a solid surface [24]. Hydrophobic surface is characterized by a contact angle of more than 90 and Hydrophilic surface is characterized by a contact angle of less than 90 degrees [25,26]. This is a direct measure of the energy modification of the surface and is commonly used to measure the performance of water-repellent treatments.
A common pre-test of water resistance of textile materials is the drop test. It is a qualitative method that is easy to use to assess water penetration behavior [27]. The procedure of this test is to place a drop of water on the fabric material and the time of absorption is recorded. Absorption-resistant and droplet-shaped materials are regarded as water-repellent, and the opposite suggests hydrophilicity [28,29].
This study presents a thorough analysis of fluorocarbon-based water-repellent jute fabrics, demonstrating enhanced hydrophobicity while preserving mechanical strength and natural texture, highlighting their potential as sustainable alternatives to plastic-based materials.
2. Materials and Methods
2.1. Materials
Primary substrates included four jute-based fabrics namely raw jute woven, bleached raw jute woven, jute-cotton union, and bleached jute-cotton union. As a finishing agent and a pH regulator, Rucostar EEE6 and acetic acid were used, respectively. The materials and the sources are given in Table 1 and Figure 1 provides representative views of the four fabric samples. The key properties associated with water-repellent finishing (Rucostar EEE6) are presented in Table 2.
2.2. Treatment of the Jute Fabric
To improve surface uniformity and enhance the adhesion of the finishing agent, the four different types of jute-based fabric, namely raw jute woven fabric, bleached raw jute woven fabric, jute-cotton union fabric and bleached jute-cotton union fabric, were first subjected to a singeing process to remove protruding fibers. Rucostar EEE6 (120g/L) and acetic acid (1g/L) were dissolved in deionized water under continuous stirring at room temperature to prepare a water-repellent finishing solution. The experiment was then re-run by differentiating the concentration of Rucostar EEE6 to 140g/L and 160g/L to see the effect of variations in concentration as well as to ascertain the best finishing formulation. Then four different types of jute-based fabrics were processed under the same conditions by using the prepared solutions. The treatment of fabrics was done through a dip-pad technique as a way of getting even impregnation. Padding was carried out at a pressure of 2 bar, a roller speed of 790 rpm and a wet pick-up of about 80%. The padded samples were then dried at 100 C for 30 min and the next step was to cure the samples at 160 C for 1 min so that the finish would be fixed successfully on the fabric surface. Lastly, the treated fabrics were allowed to cool under ambient conditions. Table 3 presents the sample designations of untreated and treated jute fabrics. Figure 2 illustrates the fabric treatment procedure.
2.3. Fourier Transform Infrared Spectroscopy (FTIR)
The FTIR is a popular method of the identification of functional groups by absorption of the infrared (IR) radiation by molecular bonds. The various chemical structures absorb the IR radiation at wavelengths unique to them resulting in characteristic spectra that can be used to identify and distinguish between compounds. In this study, the FTIR of the prepared jute fabric samples was analyzed in the PerkinElmer (Model: Spectrum Two). To determine the characteristics of chemical structure and functional groups of the samples, the spectra were recorded within the spectrophotometric region of 8300-350 cm-1.
2.4. Scanning Electron Microscopy (SEM)
Scanning electron microscopy (SEM) is the device through which the morphology of the surface is observed at a high-level with the help of an electron beam, and EDX is applied to define elemental composition.
Surface morphology and elemental composition of the ready samples of the jute fabric were measured with SEM and EDX in this examination. A Zeiss EVO-18 SmartEDX system was used to measure the measurements. A thin layer of gold (Au) was sputter coated on the samples in a Quorum SC720 sputter coater before imaging to improve the quality of the images and create more alternating current.
2.5. Spray Rating Test
Water spray test is a convenient technique of determining the ability of jute fabrics to resist water. It is normally used to study the performance of water-repellent treatments on such natural fibers. A known volume of distilled water is sprayed on a taut sample of pre-conditioned jute fabric in a hoop in this test. The resulting wetting pattern and extent of the water is then visually observed and compared to a standard rating chart to know the resistance to wetting by the fabric [7].
Standard test conditions:
- i.
- Specimen Size: 180 mm × 180 mm (7 in. × 7 in.)
- ii.
- Conditioning: Minimum 4 h at 65% ± 2% relative humidity and 21±1 °C (70 ± 2°F)
- iii.
- Water Volume: 250 mL of distilled water at 27 ± 1°C (80 ± 2°F)
- iv.
- Spray Time: 25–30 s
- v.
- Apparatus: AATCC Spray Tester
- vi.
- Assessment: Visual comparison to a standard chart

Table 4.
Water Spray Test Ratings Table (AATCC 22).
| Rating | ISO Equivalent | Description |
| 100 | ISO 5 | No sticking or wetting of the specimen face |
| 90 | ISO 4 | Slight random sticking or wetting of the specimen face |
| 80 | ISO 3 | Wetting of the specimen face at spray points |
| 70 | ISO 2 | Partial wetting of the specimen face beyond spray points |
| 50 | ISO 1 | Complete wetting of the entire specimen face beyond spray points |
| 0 | – | Complete wetting of the entire face of the specimen |
2.6. Water Absorption Test
The water uptake of jute fabrics was measured in deionized water at room temperature (25C) in 2 hours. The treated jute fabrics were cut into rectangular (20 x 20 cm) specimens that were dried first in an oven at 100 C for 1 hour [31]. The specimens were then immersed in deionized water in the static glass beakers and ASTM D 570-99 compliance was met. The samples were taken out at specific time points of 30 min, 1 h, 1.5 h, and 2 h with a soft wiped of the samples using a piece of tissue to remove the water on the surface and put the samples right back in the water. The formula used to calculate the water absorption (%) was:
where W1 is the specimen weight before soaking and W2 is the specimen weight after soaking and W1 is the specimen weight before soaking.
2.7. Water Drop Test
The drop test was conducted to evaluate the repellency of water in jute fabrics. The test was performed on fabric specimens which had initially been conditioned in room temperature to standardize their moisture content. One drop of distilled water was applied on the upper surface of the untreated and the treated jute. Visual observation was used to establish the water repellency behavior of droplet namely on untreated jute droplets were absorbed instantly, which is hydrophilic, and on treated jute, the droplet was left on the surface without penetration, showing the hydrophobic behavior of being water-repellent.
2.8. Contact Angle
A portable technique was used to test water repulsiveness on jute fabrics with the ratio of water droplet contact angle through a smartphone, a macro lens, and ImageJ software. The method is able to make direct measurements on fabric samples without any specialized equipment. The samples of jute fabrics were placed on a flat surface with even light supply and a small amount (approximately 1 μL) of distilled water was placed on the surface. A sample of the droplets was photographed using Samsung S25 smart phone with the macro lens. The grayscale droplet images were examined in ImageJ with the LB-ADSA method applied in order to measure the contact angle at rest and give a quantifiable measure of the wettability of the fabric. Contact angles greater than 90° indicate hydrophobic behavior, showing water repellency, while angles less than 90° indicate hydrophilic behavior, showing water absorption.
2.9. Tensile Test
The tensile performance of the samples of jute fabrics were tested using a ZwickRoell Materials Testing Machine ProLine Z100 (Germany, UTM) in compliance with DIN EN ISO 527-1 standards. Before testing, the thickness of the fabric specimens was measured using a Syatek Digital Thickness Gauge, which can measure a range of 0 to 12.7mm, has a resolution of 0.01mm and a large LCD display for easy readings. Thickness measurements were taken at five different points on each specimen, and the mean value was recorded for tensile calculations The jute specimens were cut to the size of 100 mm × 20 mm and tested at a loading capacity of 10 kN and a crosshead speed of 10 mm/min. Tensile tests were performed with the fabric samples mounted between the grips of the UTM, and the mechanical response was recorded to determine tensile strength, elongation, and related properties.
2.9. GSM (Grams per Square Meter) Measurement
A conventional unit of measuring the weight of fabric per unit area is Grams per Square Meter (GSM). It is a significant parameter for evaluating fabric quality because it reflects the thickness and density of the material, as well as the general durability. Fabrics that have a high GSM tend to be heavier, significantly thicker, and have a longer lifespan compared to lower GSM fabric, which is lighter and more flexible. The weight area method was used to establish the GSM of the jute fabric samples. The fabric specimen was cut into a certain area by initially cutting them into known dimensions, with no wrinkles and deformation. The mass of the individual specimens was then determined by weighing each with a calibrated digital electronic balance in grams. The GSM of each sample was estimated by means of the following equation:
Each of the samples (NTA, NTB, NTC, NTD, T02A, T02B, T02C and T02D) was measured separately to identify their respective GSM values.
3. Results and Discussion
3.1. Fourier Transform Infrared Spectroscopy (FTIR)
3.1.1. FTIR Analysis of Non-Treated and Rucostar EEE6 Treated Jute Fabric
Figure 3 shows the FTIR spectra of non-treated jute woven fabric (NTA) and Rucostar EEE6 treated jute woven fabric (T02A) recorded in the range of 4000-500 cm⁻¹. The FTIR spectrum of NTA shows selective absorption bands related to the lignocellulosic nature of jute fiber consisting cellulose, hemicellulose and lignin.
A large absorption band in the spectrum of NTA which is centered around about 3400 cm-1 is attributed to O-H stretching bands related to the presence of water and hydroxyl groups absorbed in cellulose, hemicellulose, lignin, extractives, and carboxylic acids [32,33,34,35]. Absorption band at the wavelengths of approximately 2900 cm-1 is attributed to C-H stretching bands of CH2 and CH3 groups, which is typical of natural organic fibers [33,36].
The bands at around 1750 cm-1 and 1640 cm-1 can be connected to C=O stretching vibrations, which can be explained by the presence of 2-alpha-keto carbonyl types of structures in cellulose as proposed by Ibrahim et al. [37]. Bands that are associated with benzene ring stretching of lignin are extremely weak. The absorption bands at the range of 1370-1235 cm-1 are linked to CH3 bending and C-H stretching vibrations of lignin, especially the syringyl and guaiacyl ring breathing modes [37]. Furthermore, strong absorption bands observed in the range of 1150–1030 cm-1 are attributed to C-O-C, O–H, and C-O stretching vibrations of cellulose and hemicellulose, while the band near 893 cm-1 corresponds to the β-glycosidic linkage of cellulose [33].
Following the treatment of Rucostar EEE6, the FTIR spectrums of T02A change, which is the indication that the surface of the jute fabric has undergone successfully the surface modification. The general O-H broad band at an approximation of 3400 cm-1 has less strength than the untreated jute fabric, which indicates that the available hydroxyl groups have been covered with the fluorocarbon resin layer which is hydrophobic. This loss in hydroxyl absorption means that there is a loss in moisture affinity and surface hydrophilicity of the treated fibers.
One of the major changes is noted at the region of the area of approximately 1230-1240 cm-1. Whereas untreated jute has a band at this region, because of C-O vibrations of cellulose and lignin, the band form and intensity of the treated fabric noticeably change. This is due to the overlapping of native C-O stretching vibrations with C-F and CF2 stretching vibrations that are caused by the fluorinated side chains of the C6 fluorocarbon resin, which is a poly(fluoroalkyl acrylate). The coincidence of these vibrations causes the altered absorption profile, which validates the coating of the fluorocarbon finish on the surface of the jute fiber. In addition, the treated fabric exhibits two characteristic absorption bands at 1201 cm⁻¹ and 1150 cm⁻¹, which are attributed to the asymmetric and symmetric stretching vibrations of CF₂ groups, respectively. These bands are well-recognized signatures of fluorinated acrylate-based coatings and further substantiate the presence of the fluorocarbon resin on the treated jute fabric [38,39].
In addition, the treated fabric exhibits a more pronounced absorption band near 1735–1740 cm-1, which is assigned to ester carbonyl (C=O) stretching vibrations associated with the acrylate backbone of the fluorocarbon resin. The alterations manifested in the fingerprint region between 1200 cm-1 and 1000 cm-1 also illustrate the overall impact of resin deposits as well as partial obscuring of the cellulose as well as hemicellulose related vibrations.
3.1.2. FTIR Analysis of Non-Treated Bleached Jute Woven Fabric (NTB) and Rucostar EEE6 Treated Bleached Jute Woven Fabric (T02B)
The FTIR spectrum of non-treated bleached jute woven fabric (NTB) and Rucostar EEE6 treated bleached jute fabric (T02B) were measured in the region 4000-500 cm-1 (Figure 4). The spectrum of NTB has the typical characteristics of lignocellulosic fibers that are mainly cellulose made up.
The wide absorption band of about 3400 cm-1 is related to the OH stretching bands of the cellulose composition of hydroxyl groups that are already bonded with the hydrogen and the moisture that is adsorbed [32,33,34,35]. The peak near 2900 cm⁻¹ is assigned to aliphatic C-H stretching vibrations of CH₂ and CH₃ groups [33,36]. The C=O stretching bands at approximated frequencies of 1750 cm-1 and 1640 cm-1 are believed to be due to C=O stretching vibrations which may be the oxidized carbonyl groups of the cellulose such as the 2-alpha-keto groups [37]. Absorption bands located in the area 11501030 cm-1 are related to C-O-C and C-O vibrations of cellulose and hemicellulose, whereas the band at around 893 cm-1 confirms the existence of 8-glycosidic bonds of the cellulose skeleton [33].
In comparison with raw jute woven fabric, the bleached sample (NTB) shows much lower intensity of weak aromatic skeletal vibration bands which are normally present at 1500-1600 cm-1. The lignin has these bands and their decrease suggests the partial removal of lignin during the bleaching process. As a result, the NTB spectrum is more cellulose-related and the purity of the fibers and the exposure of the hydroxyl functionalities following the bleaching is proven. This is a favorable structural change in the futures of surface treatment because more surface hydroxyl groups are accessible and so more are available to the finishing agents.
After the treatment with Rucostar EEE6, spectral changes in T02B are visible, which proves successful surface functionalization. The intensity of the broad O-H band at 3400 cm-1 decreases, indicating partial masking of hydroxyl groups by the hydrophobic fluorocarbon layer and a corresponding reduction in moisture affinity. There is a major change in the 1230-1240 cm-1 area in accordance with the overlapping of the natural C-O stretch vibration with the C-F stretch vibration presented by the fluorinated side chains of the poly (fluoroalkyl acrylate) resin. Further, characteristic absorption bands at 1201 cm-1 and 1150 cm-1, attributed to asymmetric and symmetric stretching of CF2 groups, respectively, appear more distinctly in the treated fabric [38,39]. The increased band at 1735-1740 cm-1 is an increase in ester carbonyl (C=O) groups of the acrylate backbone, which further validates the deposition of the resin. In general, the FTIR findings indicate that it is possible to coat the bleached jute cloth with Rucostar EEE6 and preserve the basic structure of the cellulose.
3.2. Scanning Electron Microscopy (SEM)
The surface morphology of untreated (NTB, NTD) and treated (T02B, T02D) jute fabrics was analyzed through SEM analysis. The untreated samples had rough and irregular fiber surfaces and could be seen to have microfibrillar structure of natural cellulose fibers. Conversely, the treated samples had a smooth and even surface owing to the deposition of the fluorocarbon finishing layer hence effective coverage of the surface. Analysis of EDX indicated that untreated fabrics contained primarily carbon and oxygen whereas treated samples contained more carbon indicating the formation of the polymeric coating. In general, the findings affirm the presence of the finishing treatment that produced a continuous surface layer in the promotion of hydrophobic characteristics.
Figure 5.
(a) SEM image of NTB (b) EDX graph of NTB, (c) SEM image of T02B, and (d) EDX graph of T02B.
Figure 5.
(a) SEM image of NTB (b) EDX graph of NTB, (c) SEM image of T02B, and (d) EDX graph of T02B.

3.3. Spray Rating Test
The spray test results presented in Table 5 demonstrate a significant improvement in water repellency of jute fabrics after treatment with Rucostar EEE6. As the concentration of the finishing agent (120, 140 and 160 g/L) and the curing temperatures (150 C and 160 C) increased, the spray ratings improved in a progressive manner, which is indicative of an increase in the hydrophobic properties.
Table 5.
Spray rating of jute fabrics treated with Rucostar EEE6.
| Sample No. | Concentration (g/L) | Chemical | Spray Rating (150 °C) | Spray Rating (160 °C) |
| 01 | 120 | Rucostar EEE6 | 80 | 80 |
| 02 | 140 | Rucostar EEE6 | 90 | 100 |
| 03 | 160 | Rucostar EEE6 | 100 | 100 |
Up of the tested conditions, a 140 g/L of Rucostar EEE6 treatment with a 160 C curing showed a 100 level of spray rating as per AATCC Method 22, which is the highest resistance to water with no surface wetting taking place. However, 140 g/L was declared the best concentration in regards to performance efficiency despite the fact that the 160 g/L concentration was also rated as the maximum.
3.4. Water Absorption
Untreated and treated jute fabrics were tested in terms of their behavior during immersion at various times (30 min, 1 h, 1.5 h, and 2 h). The untreated samples (NTA, NTB, NTC and NTD) had a significantly high greater water absorption than the treated samples. NTA fabric had the greatest water uptake which was 225.4 percent after 2 h, followed by NTB (169.5 percent), NTC (160.1 percent), and NTD (100.5 percent). This is due to the fact that cellulose is hydrophile and jute fibers have a porous character thus making high absorption possible.
Figure 6.
Variation of water absorption (%) with immersion time for untreated (NTA, NTB, NTC, NTD) and treated (T02A, T02B, T02C, T02D) jute fabrics.
Figure 6.
Variation of water absorption (%) with immersion time for untreated (NTA, NTB, NTC, NTD) and treated (T02A, T02B, T02C, T02D) jute fabrics.


Conversely, the treated samples (T02A, T02B, T02C, and T02D) were characterized by a significant reduction in water absorption, which determined the use of the water-repellent finishing. As an example, T02A, the absorption was reduced in 2 h to 140.2 per cent as compared to 225.4 per cent of NTA. On the same note, T02B, T02C demonstrated lower values of absorption of 108% and 89.2%, respectively, than their untreated counterparts. But, T02D indicated a comparatively high absorption (160.2%), possibly due to differences in structure of bleached jute cotton union fabric. On the whole, the treated fabrics at all time periods always were found to absorb less water, proving that the finished applied on the fabrics formed a hydrophobic coating on the fiber. Moreover, all samples were found to have increased water absorption as the time of immersion progressed though the pace of absorption decreased substantially in treated fabrics. This diminishing effect of water absorption indicates clearly, that Rucostar EEE6 is effective in promoting water repellency of jute fabrics.
3.5. Water Drop Test
The wettability of jute fabrics (untreated, NTA, NTB, NTC, NTD and treated, T02A, T02B, T02C, T02D) was tested by the water drop test method. In the untreated samples, the water droplets were quickly absorbed and wet mark was clearly visible, which indicated the hydrophilic character of jute fibers because of the cellulose framework. Conversely, treated fabric showed permanent, almost spherical droplets of water on the surface without absorption, which showed a good hydrophobic effect. The change is credited to the development of a surface layer which lowers the surface energy of the fabric.
Figure 7.
Water drop test on jute fabrics: (a) NTA, (b) NTB, (c) NTC, (d) NTD, (e) T02A, (f) T02B, (g) T02C, and (h) T02D.
Figure 7.
Water drop test on jute fabrics: (a) NTA, (b) NTB, (c) NTC, (d) NTD, (e) T02A, (f) T02B, (g) T02C, and (h) T02D.

3.6. Contact Angle
ImageJ with the LB-ADSA method was used to assess the wettability of untreated and treated jute fabrics based on the measurement of contact angles. Figure 8 is a plot of the droplet profile that was analyzed. The T02A contact angle was found to be 144.676, which is highly hydrophobic. Contact angles of all untreated samples (NTA, NTB, NTC, and NTD) did not exceed 90, which proved their hydrophilic character caused by the presence of the hydroxyl groups in the cellulose structure and porous nature of the jute fibers. The treated samples (T02A, T02B, T02C, and T02D) on the other hand exhibited contact angles above 90, indicating a strong shift to a hydrophobic state. T02D had the highest value of contact angle, which means that it has higher water repellency.
The large values of the contact angle can be explained by the creation of a surface layer that decreases the surface energy and corresponds to the inability of water to penetrate the surface. So, it is evident that the treatment was successful in altering the surface properties of jute fabrics to be hydrophilic to hydrophobic as indicated by the outcome of the spray test as well as the water absorption test.
3.7. GSM
Table 6 shows the GSM values of jute fabric of untreated and treated samples. The findings demonstrate a small rise in GSM following treatment in all the types of fabrics. This is because it raises the overall mass per unit area on the fabric surface by deposition of the coating layer. In the samples, the untreated fabrics had relatively lower GSM values with the treated fabrics having slightly higher GSM, which implies successful chemical add-on without significant impact on the fabric flexibility. GSM differences between the various types of fabrics can be attributed to differences in yarn make up and fabric structure.
Table 6.
GSM values of untreated and treated jute fabrics.
| Sample | GSM (g/m2) |
| NTA | 260.8 |
| NTB | 289 |
| NTC | 370.3 |
| NTD | 374.2 |
| T02A | 265.8 |
| T02B | 299 |
| T02C | 385 |
| T02D | 380 |
3.8. Tensile Properties
Table 7 shows the tensile characteristics of the untreated and the treated jute fabrics. The findings indicate that the treated samples tended to have similar or even slightly high tensile strength as compared to untreated fabrics.
Table 7.
Tensile properties of untreated and treated jute fabrics.
| Sample | Tensile Properties | ||
| Strength (MPa) | Modulus (MPa) | Elongation at break (%) | |
| NTA | 14.7 | 20.1 | 100 |
| NTB | 18.7 | 18.4 | 120 |
| NTC | 7.95 | 37.0 | 99 |
| NTD | 18.9 | 63.4 | 100 |
| T02A | 19.5 | 52.2 | 56 |
| T02B | 15.7 | 17.7 | 120 |
| T02C | 12.0 | 5.91 | 110 |
| T02D | 21.2 | 9.99 | 72 |
T02A and T02D registered higher values of tensile strength than their respective untreated samples. This means that the finishing treatment had no negative impact on the mechanical integrity of the fabrics. The differences between samples are explained by the differences in the fabric structure and composition. In general, the findings justify that the used treatment preserves or even improves tensile properties of jute fabrics.
3.6. Manufacturing Cost Analysis at Industrial Scale
Bleached raw jute woven fabric was treated in large scale at Thermax Group, Narsingdi, Bangladesh, in a continuous finishing line consisting of singing (Osthoff-Senge, Germany), padding and stentering (Monforts stenter machine, Germany). Five hundred yards of bleached raw woven jute were worked under industrial conditions. Rucostar EEE6 (120 g/L) was added to the finishing bath along with acetic acid (1 g/L) to fix it well. A padding mangle was then used to cover the treatment before drying and curing on a stenter machine in order to create a uniform finish and stability. Table 8 shows the cost analysis of the industrial treatment. The significant cost items are chemical cost, processing cost, and raw fabric cost. The overall cost of production of treating 500 yards of fabric was estimated at 1226 USD.
Figure 9.
Industrial-scale jute fabric treatment process: (a) curing chamber, (b) singeing machine (Osthoff-Senge, Germany), (c) fabric processing line, and (d) stenter machine (Monforts, Germany).
Figure 9.
Industrial-scale jute fabric treatment process: (a) curing chamber, (b) singeing machine (Osthoff-Senge, Germany), (c) fabric processing line, and (d) stenter machine (Monforts, Germany).

Table 8.
Manufacturing cost analysis for 500 yards jute fabric treatment (USD).
| Cost Component | Quantity | Rate (USD) | Cost (USD) |
| Rucostar EEE6 | 56 kg | 10 | 560 |
| Industrial processing cost | 500 yards | 0.167 | 83.5 |
| Fabric cost | 500 yards | 1.167 | 583.5 |
| Total | 1227 | ||
The overall cost of manufacturing the treatment of the 500 yards of jute fabric was 1227 USD and that is equivalent to 2.45 USD per yard, which shows that the process is economically viable at the industrial level.
The average cost of production of a single water-repellant laptop bag was 7.741 USD per bag. Sewing and accessories cost was the highest cost element with 3.000 USD. As the treatment cost is still reasonable when compared to the end-product cost, the process has feasible prospective of commercial fabrication of sustainable jute-based laptop bag. Figure 10 shows the fabricated laptop bag and tote bag developed from water-repellent bleached raw jute woven fabric.
Table 9.
Manufacturing cost analysis of one water-repellent laptop bag (USD).
| Cost Component | Quantity | Rate (USD) | Cost (USD) |
| Rucostar EEE6 | 0.224 kg | 10 | 2.24 |
| Industrial processing cost | 1 yard | 0.167 | 0.167 |
| Fabric cost | 2 yards | 1.167 | 2.334 |
| Sewing and accessories cost | 3 | 3 | |
| Total | 7.741 | ||
3.6. Comparative Multi-Performance Analysis
Figure 11 shows a radar (spider) plot of the normalized multi-metric performance profiles of four untreated jute-based fabric samples (NTA, NTB, NTC, and NTD) and their Rucostar EEE6 treated counterparts (T02A, T02B, T02C, and T02D) in seven major parameters: tensile strength, elastic modulus, elongation at break, contact angle, spray rating, water repellency (expressed as the inverse of water absorption) and GSM stability. All measures were put on a uniform 0-100 scale, such that the direct comparison across samples and metrics of the results can take place. The strongest aspect of the plot is the significant exterior displacement of the treated sample profiles on the contact angle, spray rating, and water repellency axes. The untreated fabrics obtained close to zero in the axes of sprays and repelled water indicating the hydrophilic nature of the fabrics due to the high number of hydroxyl (-OH) groups of the lignocellulosic structure of jute. After treatment with 140 g/L Rucostar EEE6 and curing during 160C, all the treated samples display contact angles greater than 144 and a spray grade of 80-100 according to the AATCC Method 22, indicating a strong and measurable conversion to a highly hydrophobic surface state.
More importantly, this improvement in resistance to water does so without reducing the mechanical integrity of the fabrics. There are no significant differences in the tensile strength and modulus profile between the treated samples and their corresponding untreated samples where, T02A and T02D show improvements in tensile strength after the treatment. The GSM stability axis also demonstrates that the fluorocarbon finishing exercise adds a slight amount to the areal fabric weight, maintaining the natural lightweight properties of the jute substrate. In combination, the radar plot shows that treatment with Rucostar EEE6 gives a balanced performance profile industry-wise, at once maximizing hydrophobicity and maintaining structural and gravimetric characteristics required to utilize the products in sustainable textile and packaging applications.
4. Conclusions
An economical industrial approach to the production of water-repellent jute fabric was demonstrated successfully, by a dip-pad-dry-cure process. Various fabric groups based on jute were treated and tested systematically with respect to structural, mechanical and functional performance. Findings confirmed that the treatment improved hydrophobic behavior significantly with spray rating, contact angle, water absorption and drop test. SEM and FTIR measured that there was the formation of a uniform surface layer and effective interaction with the fiber structure and the tensile testing indicated that there was no significant change in the mechanical properties of the fabrics treated except that the mechanical properties of the fabrics were improved. Out of the concentrations studied, 140 g/L was the best performing with maximum water repellency without affecting the property of the fabric. Trial and cost analysis on the process performed at an industrial scale proved the economic viability of the process with a feasible cost per yard and applicability to large-scale production. The effective creation of water-resistant jute-like products including laptop and tote bags demonstrates the possibility of such a design to have sustainable textile and package application as the alternative of those based on plastic.
References
- A.S. Ahmed, M.S. Islam, A. Hassan, et al., "Fibers Polym.," vol. 15, pp. 307–314, 2014.
- A.K. Rana, R.K. Basak, B.C. Mitra, M. Lawther, A.N. Banerjee, "J. Appl. Polym. Sci.," vol. 64, pp. 1517, 1997.
- Ammayappan, L., Chakraborty, S., Pan, N.C., "Silica nanocomposite based hydrophobic functionality on jute textiles," J. Textile Inst., vol. 112, pp. 470–481, 2021.
- Arunavathi, S., Eithiraj, R.D., Veluraja, K., "Physical and mechanical properties of jute fiber and jute fiber reinforced paper bag with tamarind seed gum as a binder—An eco-friendly material," AIP Conf. Proc., vol. 1832, pp. 040026, 2017.
- B.J. Agarwal, S.D. Bhattacharya, "J. Appl. Polym. Sci.," vol. 118, pp. 1257–1269, 2010.
- Calabrese, E., Raimondo, M., Catauro, M., Vertuccio, L., Lamberti, P., Raimo, R., Tucci, V., Guadagno, L., "Thermal and electrical characterization of polyester resins suitable for electric motor insulation," Polymers, vol. 15, pp. 1374, 2023.
- Mokhlesur Rahman, Kristy Gourab Sinha, Md. Ashiqur, et al., "Development of water-repellent jute fabric as a sustainable solution for bag production," BioResources, vol. 21, pp. 1001–1012, 2025.
- Castelvetro, V., Francini, G., Ciardelli, G., Ceccato, M., "Evaluating fluorinated acrylic latices as textile water and oil repellent finishes," Textile Res. J., vol. 71, pp. 399–406, 2001.
- Chen, H., Chen, F., Chen, H., Liu, H., Chen, L., Yu, L., "Thermal degradation and combustion properties of most popular synthetic biodegradable polymers," Waste Manage. Res., vol. 41, pp. 431–441, 2023.
- Dayan, A.R., Habib, M.M., Kaysar, M.A., Uddin, M.M., "Study on the physico-mechanical properties of okra fibre at different harvesting time," Saudi J. Eng. Technol., vol. 5, pp. 304–309, 2020.
- Davulcu, A., Benli, H., Şen, Y., Bahtiyari, M.İ., "Cellulose," vol. 21, pp. 4671–4680, 2014.
- Gupta, M.K., Gond, R.K., "Influence of concentrations of alkali treatment on mechanical and dynamic mechanical properties of hemp/polyester composite," Am. J. Polym. Sci., vol. 5, pp. 24-33, 2017.
- Ismail, M., Khan, M.I., Akhtar, K., Seo, J., Khan, M.A., Asiri, A.M., Khan, S.B., "Phytosynthesis of silver nanoparticles; naked eye cellulose filter paper dual mechanism sensor for mercury ions and ammonia in aqueous solution," J. Mater. Sci.: Mater. Electron., vol. 30, pp. 7367-7383, 2019.
- Jafrin, S., Md. Kamal Uddin, F.A. Dilruba, Nayer Sultana, H.M. Zakir Hossain, "Rot-proofing of jute fabrics by using copper ammonium carbonate solution," Bangladesh Jute Research Institute, Dhaka, 2020.
- Ketema, A., Worku, A., "Review on intermolecular forces between dyes used for polyester dyeing and polyester fiber," J. Chem., vol. 2020, pp. 1–7, 2020.
- Lee, H.J., Michielsen, S., "Preparation of a superhydrophobic rough surface," J. Polym. Sci. Part B: Polym. Phys., vol. 45, pp. 253–261, 2007.
- Li, Z.R., Fu, K.J., Wang, L.J., Liu, F., "Synthesis of a novel perfluorinated acrylate copolymer containing hydroxyethyl sulfone as crosslinking group and its application on cotton fabrics," J. Mater. Process. Technol., vol. 205, pp. 243–248, 2008.
- Madara, D.S., Wetaka, S.N.C., "Characterization of nonwoven structures made from luffa cylindrica fibres," Chem. Process Eng. Res., vol. 50, pp. 1–13, 2017.
- Md. Abdus Shahid, Md. Ahasan Habib, Imam Hossain, Md. Golam Mortuza Limon, Tarikul Islam, Gajanan Bhat, "Eco-Friendly Jute-Based Hybrid Nonwoven Fabric for Packaging Applications," 2023.
- Mudalip, S.K.A., Bakar, M.R.A., Adam, F., Jamal, P., "Structures and hydrogen bonding recognition of mefenamic acid form I crystals in mefenamic acid/ethanol solution," Int. J. Chem. Eng. Appl., vol. 4, pp. 124-128, 2013.
- Piwowarczyk, J., Jędrzejewski, R., Moszyński, D., Kwiatkowski, K., Niemczyk, A., Baranowska, J., "Polymers," vol. 11, pp. 1629, 2019.
- Qi, H., Sui, K., Ma, Z., Wang, D., Sun, X., Lu, J., "Polymeric fluorocarbon-coated polyester substrates for waterproof breathable fabrics," Textile Res. J., vol. 72, pp. 93–97, 2002.
- Roe, B., Zhang, X., "Durable hydrophobic textile fabric finishing using silica nanoparticles and mixed silanes," Textile Res. J., vol. 79, pp. 1115–1122, 2009.
- Salman, H.D., "Evaluation and comparison the antibacterial activity of silver nanoparticles (AgNPs) and silver nitrate (AgNO3) on some pathogenic bacteria," J. Global Pharma Technol., vol. 9, pp. 238–248, 2017.
- Shao, H., Sun, J.Y., Meng, W.D., Qing, F.L., "Water and oil repellent and durable press finishes for cotton based on a perfluoroalkyl containing multi-epoxy compound and citric acid," Textile Res. J., vol. 74, pp. 851–855, 2004.
- Wang, W., et al., "Mechanical properties of jute fiber and composites," 2020.
- X. Zhang, et al., "Hydrophobic coatings for textiles," 2019.
- Shamina Jafrin, Md. Kamal Uddin, F.A. Dilruba, Nayer Sultana, H.M. Zakir Hossain, "Rot-proofing of jute fabrics by using copper ammonium carbonate solution," Bangladesh Jute Research Institute, Dhaka-1207.
- J.T. March, "An introduction to textile finishing," Chapman and Hall, London, 1996.
- Rudolf GmbH, "RUCOSTAR® EEE6 Technical Data Sheet," Rudolf GmbH, Geretsried, Germany, 2023.
- M. R. Rahman, M. Hasan, M. M. Huque, and M. N. Islam, J. Thermoplast. Compos. Mat., 22, 365 (2009).
- M.A. Khan, K.M. Idriss Ali, S.C. Basm, J. Appl. Polym. Sci. 49 (1993) 1547.
- A.K. Rana, R.K. Basak, B.C. Mitra, M. Lawther, A.N. Banerjee, J. Appl. Polym. Sci. 64 (1997) 1517.
- A.S. Ahmed, M.S. Islam, A. Hassan, et al., Fibers Polym. 15 (2014) 307–314.
- B.J. Agarwal, S.D. Bhattacharya, J. Appl. Polym. Sci. 118 (2010) 1257–1269.
- Davulcu, H. Benli, Y. Şen, M.İ. Bahtiyari, Cellulose 21 (2014) 4671–4680.
- M.M. Ibrahim, A. Dufresne, W.K. El-Zawawy, F.A. Agblevor, Carbohydr. Polym. 81 (2010) 811.
- J. Piwowarczyk, R. Jędrzejewski, D. Moszyński, K. Kwiatkowski, A. Niemczyk, J. Baranowska, Polymers 11 (2019) 1629.
- J.-C. Agopian, O. Téraube, K. Charlet, M. Dubois, J. Fluorine Chem. 251 (2021) 109887.
Figure 1.
Representative views of the four fabric samples: (a) raw jute woven fabric, (b) bleached raw jute woven fabric, (c) jute-cotton union fabric, and (d) bleached jute-cotton union fabric.
Figure 1.
Representative views of the four fabric samples: (a) raw jute woven fabric, (b) bleached raw jute woven fabric, (c) jute-cotton union fabric, and (d) bleached jute-cotton union fabric.

Figure 2.
Treatment process of jute fabric.

Figure 3.
FTIR spectra of non-treated jute fabric (NTA) and Rucostar EEE6 treated jute fabric (T02A).
Figure 3.
FTIR spectra of non-treated jute fabric (NTA) and Rucostar EEE6 treated jute fabric (T02A).

Figure 4.
FTIR spectra of non-treated bleached jute woven fabric (NTB) and Rucostar EEE6 treated bleached jute woven fabric (T02B).
Figure 4.
FTIR spectra of non-treated bleached jute woven fabric (NTB) and Rucostar EEE6 treated bleached jute woven fabric (T02B).

Figure 8.
(a) Contact angle values of untreated and treated jute fabrics showing transition from hydrophilic (<90) to hydrophobic (>90) behavior, and (b) Contact angle measurement of water droplet on treated jute fabric (T02A) using ImageJ (LB-ADSA method).
Figure 8.
(a) Contact angle values of untreated and treated jute fabrics showing transition from hydrophilic (<90) to hydrophobic (>90) behavior, and (b) Contact angle measurement of water droplet on treated jute fabric (T02A) using ImageJ (LB-ADSA method).

Figure 10.
Manufactured products from water-repellent bleached raw jute woven fabric: (a) laptop bag and (b) tote bag.
Figure 10.
Manufactured products from water-repellent bleached raw jute woven fabric: (a) laptop bag and (b) tote bag.

Figure 11.
Radar plot showing normalized performance profiles of untreated and Rucostar EEE6 treated jute fabric samples across seven key metrics.
Figure 11.
Radar plot showing normalized performance profiles of untreated and Rucostar EEE6 treated jute fabric samples across seven key metrics.

Table 1.
Materials and their sources.
| Material | Description | Source |
| Raw jute woven fabric | Untreated jute fabric | Mony Jute Shop, Bangladesh |
| Bleached raw jute woven fabric | Chemically bleached jute fabric | Mony Jute Shop, Bangladesh |
| Jute-cotton union fabric | Blend of jute and cotton fibers | Mony Jute Shop, Bangladesh |
| Bleached jute-cotton union fabric | Bleached jute-cotton blended fabric | Mony Jute Shop, Bangladesh |
| Rucostar EEE6 | Water-repellent finishing agent | RUDOLF GmbH (Authentic Color Tex Ltd., Dhaka, Bangladesh) |
| Acetic acid | pH adjusting agent | Sigma-Aldrich, Germany |
Table 2.
Physicochemical and functional properties of Rucostar EEE6 for water-repellent finishing [30].
Table 2.
Physicochemical and functional properties of Rucostar EEE6 for water-repellent finishing [30].
| Properties | Specification |
| Chemical composition | C6-Fluorocarbon resin system |
| Appearance | White emulsion |
| pH (at 20 C) | 2-5 |
| Specific gravity (20 C) | 1.03 |
| Solubility in water | Fully miscible |
| Functional property | Water, oil, and soil repellency |
| Handle effect | Soft, full handle |
| Washing durability | High resistance |
| PFOA, PFOS and APEO content | Free from PFOA (Perfluorooctanoic acid), PFOS (Perfluorooctane sulfonate) and APEO (Alkylphenol ethoxylates) |
Table 3.
Sample designation of untreated and treated jute fabrics.
| Sample designation | Fabric type |
| NTA | Raw jute woven fabric |
| NTB | Bleached raw jute woven fabric |
| NTC | Jute-cotton union fabric |
| NTD | Bleached jute-cotton union fabric |
| T02A | Treated raw jute woven fabric |
| T02B | Treated bleached raw jute woven fabric |
| T02C | Treated jute-cotton union fabric |
| T02D | Treated bleached jute-cotton union fabric |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2026 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



