Submitted:
25 February 2026
Posted:
27 February 2026
You are already at the latest version
Abstract
The use of flotation reagents in the form of microemulsions significantly enhances the recovery of noble metals during the flotation of gold-bearing ore and technogenic materials by improving the hydrophobicity of finely dispersed sulfides. This study in-vestigates the effect of a microemulsified dibutyldithiophosphate (DBDTP) on the flo-tation performance of gold-bearing ore and technogenic materials. The research objects were gold-bearing ore and aged flotation tailings from a Kazakhstani deposit contain-ing 3.43 g/t and 0.62 g/t of gold, respectively. Flotation beneficiation was conducted using a microemulsion of DBDTP generated in WAMG. Flotation kinetics demonstrat-ed that the application of the DBDTP microemulsion accelerates the flotation process, increasing gold recovery by 4.65% and reducing gold content in flotation tailings by 0.17 g/t. Under the baseline regime, 37.51% of gold is distributed into the −0.025+0 mm size fraction of tailings with a gold grade of 0.98 g/t. When the microemulsion reagent produced by the WAMG is applied, gold distribution in the −0.025+0 mm size fraction decreases to 28.29% (9.22% lower than the baseline), with a gold grade of 0.62 g/t. In the flotation of aged tailings, the microemulsion application increases gold recovery in the concentrate by 5.88% while maintaining concentrate quality.
Keywords:
ore
; technogenic raw materials
; beneficiation
; flotation
; microemulsion
; gold
; concentrate
1. Introduction
Due to the depletion of high-grade gold deposits, low-grade gold-bearing ores with a high content of clay minerals are increasingly involved in mineral processing. However, the processing of such ores is associated with numerous challenges caused by their fine-grained, layered structure and the anisotropic surface charge of clay minerals. In study [1], a lignosulfonate-based biopolymer (DP-1777) was applied to mitigate the adverse effects of clay minerals on the flotation of gold-bearing ores with high clay content. It was established that DP-1777 improved both gold grade and recovery by reducing mechanical entrainment and pulp viscosity.
The flotation recovery of finely disseminated gold associated with sulfides and quartz does not exceed 60–80%, and in some cases is limited to 30–40%, despite extensive studies aimed at enhancing gold extraction efficiency and developing new beneficiation technologies [2]. The improvement of flotation efficiency for refractory gold-bearing ore and technogenic raw materials can be achieved through the implementation of novel technological flowsheets and flotation regimes that ensure minimal gold losses, particularly in fine size fractions [3].
In studies [4,5], the feasibility of beneficiating gold-bearing tailings without regrinding using gravity and flotation methods was investigated. It was demonstrated that combined reagent schemes provide higher gold recovery compared to the application of butyl xanthate alone. The proposed gravity–flotation beneficiation scheme enables the production of gravity and flotation concentrates containing approximately 60 g/t gold with a total metal recovery of about 63.6%.
A laboratory study [6] investigated the influence of flotation reagents and clay minerals on the recovery of electrum from ore processed at Dundee Precious Metals Krumovgrad. It was found that removing a significant portion of fine particles (<10 μm) by desliming increased the gold grade in the concentrate by nine times. However, this improvement was accompanied by a slight decrease in recovery. Furthermore, a new set of collectors was tested to improve gold recovery and reduce the dosage of potassium amyl xanthate by replacing the existing promoter (AERO®238) with a new reagent called AEROMAXGOLD™900.
In study [7], amphiphilic polyethylene glycol polymer was used as a polymeric surfactant for selective and rapid flotation extraction of Au(III), demonstrating superior selectivity and adsorption properties. High separation efficiency and rapid flotation kinetics of gold were reported.
Studies [8,9] examined the effect of triethylenetetramine and staged addition of isobutyl xanthate in copper–gold flotation with pyrrhotite depression. Stepwise addition of the collector promotes the formation of a more stable xanthate/dixanthogen layer and increases gold recovery. In study [10], the influence of particle size on flotation efficiency during copper, gold, and lead separation using potassium dichromate and sodium diethyldithiocarbamate was investigated. The most suitable fraction for gold enrichment in the copper concentrate was −58 + 20 μm, while the coarse fraction −100 + 74 μm proved ineffective for selective gold recovery.
A large-scale industrial case study [11] integrated mineral processing techniques from laboratory to industrial scale to optimize flotation characteristics of Au–Te ore using Aerophine as a collector. The combination of Aerophine and xanthate significantly improved the recovery of gold, silver, and tellurium in industrial operations.
Gold flotation faces challenges because gold-bearing ores are often refractory and finely disseminated. Low recovery and poor flotation kinetics of fine particles are mainly attributed to the low frequency of particle–bubble collisions, while increased entrainment of fine gangue particles reduces concentrate grade. In study [12], two pilot-scale Imhoflot™ G-14 cells with tangential feed into a 1.4 m diameter separator were investigated. Bubble size measurements indicated that the pneumatic Imhoflot™ system generates extremely fine bubbles, increasing the collision frequency between mineral particles and air bubbles.
One of the most promising approaches for recovering finely disseminated sulfide-associated gold is the use of flotation reagents in microemulsion form [13,14,15,16,17]. Previous studies have demonstrated that the application of microemulsified composite flotation reagents enhances the recovery of gold and copper from technogenic raw materials by 3–5%.
The challenges associated with gold flotation, the presence of finely dispersed particles, and the necessity for fine grinding served as the motivation for the present study. The aim of this work is to investigate the effect of microemulsified flotation reagents on the flotation of gold-bearing ore and technogenic materials, focusing on improving the recovery of fine size fractions smaller than 30 μm. Additionally, this study seeks to identify methods for minimizing gold losses in beneficiation tailings, which is of considerable significance for processing precious metal ores. The application of microemulsions enables more effective separation of gold-bearing sulfides (e.g., pyrite) from gangue minerals, enhancing selectivity. The research objectives included the investigation of flotation kinetics, selection, and optimization of the main flotation process parameters.
2. Materials and Methods
Gold-bearing ore and aged tailings from a Kazakhstani deposit were used as research objects. Prior to experimentation, the samples were ground using a laboratory horizontal ball mill (BS-BALLMILL-II). The material composition of the samples was analyzed using X-ray diffraction (D8 Advance diffractometer), X-ray fluorescence spectroscopy (Venus 200 PANalytical B.V. wavelength-dispersive spectrometer), granulometric and chemical analyses, and dispersion analysis using a photometric sedimentometer (FSKh-6K). Mineral composition was examined using a JEOL JXA-5 electron probe microanalyzer.
Flotation experiments were conducted using laboratory flotation machines (FL-290, FM-1, FM-2) with chamber volumes of 1.5, 1.0, and 0.5 L. The ore charge for each experiment was 500 g. The mineral pulp was conditioned with flotation reagents without air supply at a rotor speed of 1500 rpm. Sodium carbonate was used to maintain an alkaline medium (pH 8–8.5). Sodium amyl xanthate and microemulsified DBDTP were employed as collectors, while T-92 served as a frother.
The microemulsion of DBDTP was generated using a water–air microemulsion generator (Figure 1). The microemulsion was introduced into the pulp after the addition of the collector. The microemulsion was fed from the generator outlet into the flotation cell through a polyvinyl chloride tube with an internal diameter of 1.5–2 mm connected to the suction port of the impeller stator, ensuring rapid dispersion of the microemulsion throughout the flotation cell. After microemulsion addition, atmospheric air was supplied at a flow rate of 3.1 L/min to initiate flotation.
A 0.5 wt.% solution of DBDTP was passed through the generator to produce the microemulsion. Bubble size distribution was measured using a Shimadzu SALD-2101 laser particle size analyzer. The distribution curves of microbubbles in the water–air microemulsion are presented in Figure 2.
The Shimadzu SALD-2101 laser analyzer determines particle size distributions in the range of 0.03–1000 μm based on laser light scattering. Detector-81 captures reflected, refracted, and scattered light, providing high resolution.
According to the differential size distribution (q3), 8.4% of bubbles had a diameter of 82.1 μm, 8.0% – 66.7 μm, 7.9% – 54.1 μm, 8.1% – 43.97 μm, 8.4% – 35.7 μm, 7.8% – 28.99 μm, 6.4% – 23.5 μm, 4.4% – 19.1 μm, 2.4% – 15.5 μm, and approximately 2% were smaller than 12 μm (Figure 2). The total content of bubbles sized 54.1–12 μm in the foam produced by the generator was 47.4%.
Surface tension measurements were conducted using a K20 Easy Dyne tensiometer (Krüss).
3. Results and Discussion
3.1. Test Experiments on the Flotation Kinetics of Gold-Bearing Ore
According to chemical analysis, the initial ore sample contains 3.43 g/t of gold, 2.97% iron, 11.3% calcium, and 1.63% sulfur. A rational analysis of gold occurrence forms in the ore was conducted, and the results are presented in Table 1.
Granulometric analysis of the ore prior to flotation with gold distribution across size classes was performed (Table 2).
The results indicate that 44.18% of gold in the flotation feed is contained in the −0.025 mm size fraction. The particle size of the ground ore before flotation corresponds to 84.2% passing −0.071 mm.
The study commenced with flotation kinetics experiments. The flotation testing flowsheet is shown in Figure 3, indicating reagent additions and flotation time for each stage. The consumption rates of sodium amyl xanthate (SAX), DBDTP, and T-92 were 35 g/t, 10 g/t, and 20 g/t, respectively, in the main flotation cycle, and 15 g/t, 5 g/t, and 7.5 g/t, respectively, in the scavenger flotation cycle.
Laboratory flotation tests of gold-bearing ore were conducted under baseline reagent conditions and with the application of the WAMG. Figure 4 presents the dependences of concentrate yield, gold recovery, and gold content in tailings on flotation time.
The flotation kinetics data indicate that the application of the WAMG significantly accelerates the flotation process, increasing gold recovery and reducing gold losses in tailings. With microemulsified DBDTP supplied through the WAMG, a concentrate containing 32.93 g/t Au at a recovery of 79.33% was obtained after only 4 minutes of flotation. Under baseline conditions, a concentrate containing 34.60 g/t Au at a recovery of 78.87% was obtained only after 7 minutes.
Moreover, the application of the WAMG reduced gold content in flotation tailings from 0.70 to 0.50 g/t.
3.2. Flotation Tests of Gold-Bearing Ore in a Closed Circuit
Flotation experiments were performed in a closed circuit under baseline conditions and with the application of the WAMG. The flotation flowsheet included rougher flotation, scavenger flotation, and two stages of concentrate cleaning (Figure 5). Sodium amyl xanthate, DBDTP, and T-92 were added to both the rougher and scavenger stages.
The results of optimal closed-circuit flotation tests are summarized in Table 3.
The supply of microemulsified DBDTP through the WAMG increased gold recovery by 4.65% and reduced gold content in tailings by 0.17 g/t.
To assess the influence of WAMG on fine gold recovery, granulometric analysis of flotation tailings was conducted (Table 4).
The results demonstrate that the application of the WAMG significantly improves the flotation of fine gold-bearing particles smaller than 25 μm. Under baseline conditions, 37.51% of gold in tailings is distributed in the −0.025 mm fraction at a grade of 0.98 g/t. With microemulsified reagent application, this decreases to 28.29% at a grade of 0.62 g/t, representing a reduction of 9.22%.
3.3. Kinetic Flotation Experiments on Aged Tailings
Flotation experiments were conducted to evaluate the effect of microemulsified reagents on aged flotation tailings. X-ray diffraction analysis (Figure 6) revealed that the tailings consisted mainly of quartz (40.2%), microcline (12.5%), clinochlore (24.2%), tremolite (12.4%), albite (5.6%), muscovite (2.3%), and calcite (2.8%).
Chemical analysis indicated that the tailings contained 0.623 g/t gold and 4.18% iron. Rational analysis showed that 38.47% of gold occurs in refractory association with quartz (Table 5).
X-ray fluorescence analysis of the initial tailings was carried out using a wavelength-dispersive X-ray fluorescence spectrometer (Venus 200, PANalytical B.V., Netherlands). According to the X-ray fluorescence results, the major components of the flotation tailings sample were silicon (23.676%), oxygen (44.682%), aluminum (6.874%), iron (2.466%), and calcium (2.413%). Electron probe microanalysis of the initial tailings sample (Figure 7) confirmed that the bulk of the tailings consists of quartz and aluminosilicate minerals.
Particle size distribution analysis of the initial tailings was performed using an FSKh-6K photometric sedimentometer (Figure 8). The results indicated that the majority of the material falls within the 10–20 μm and 50–70 μm size fractions.
To determine the granulometric composition of the flotation tailings sample and the distribution of gold across size classes, a dispersion analysis was conducted. The results demonstrated that most of the gold (53.27%) is concentrated in the 0–20 μm fraction. The results of the particle size analysis are presented in Table 6.
The flotation kinetics of aged tailings were investigated according to the flowsheet shown in Figure 3 under the following conditions: rougher flotation—five stages of 2 minutes each; scavenger flotation—five stages of 2 minutes each. Reagent consumption in the rougher cycle was 20 g/t sodium amyl xanthate (SAX), 5 g/t DBDTP, and 10 g/t frother T-92. In the scavenger cycle, reagent dosages were 10 g/t SAX, 2.5 g/t DBDTP, and 5 g/t T-92.
Figure 9 shows the dependence of concentrate yield, gold recovery, and gold content in tailings on flotation time under the baseline regime and with the application of a water–air microemulsion generator WAMG.
The flotation kinetics data (Figure 9) indicate that the use of a microemulsified flotation reagent produced via WAMG accelerates gold flotation, increases gold recovery to the concentrate, and reduces gold losses in tailings. By the third minute of flotation, cumulative gold recovery reached 69.92% when using the WAMG-generated microemulsion and modified reagent, whereas in the baseline regime (without WAMG), a comparable recovery of 67.97% was achieved only after five minutes.
At five minutes of flotation in the baseline regime, a concentrate containing 6.36 g/t Au was obtained at a recovery of 67.97%. With the application of the WAMG-produced reagent emulsion, the concentrate contained 6.8 g/t Au at a recovery of 69.92%. Thus, the use of WAMG reduces flotation time, increases gold recovery by 1.95%, and decreases gold content in tailings from 0.15 to 0.10 g/t.
3.4. Closed-Circuit Flotation Tests of Aged Tailings
Flotation tests of gold-bearing tailings using WAMG were conducted in a closed circuit including regrinding of the initial tailings to 95% passing −0.074 mm, rougher flotation, scavenger flotation, and two stages of concentrate cleaning. The results were compared with the baseline regime (Table 7).
The initial tailings had a particle size of 88.0% passing −0.074 mm. Regrinding was performed in a laboratory ball mill. The rougher flotation stage employed 40 g/t sodium amyl xanthate, 5 g/t DBDTP, and 10 g/t T-92. The scavenger stage used 10 g/t sodium amyl xanthate, 2.5 g/t DBDTP, and 5 g/t T-92.
In the baseline regime, a gold-bearing concentrate containing 6.9 g/t Au was obtained at a recovery of 58.57%. With the application of the water–air microemulsion generator, the concentrate contained 6.8 g/t Au at a recovery of 64.45%. Compared with the baseline, the use of WAMG increased gold recovery by 5.88% while maintaining concentrate grade.
The flotation activity of gold and gold-bearing sulfide minerals depends on their origin and technological characteristics. Particle size, grain morphology, and the surface chemical composition of gold and sulfide minerals are among the most significant factors influencing flotation performance [18,19,20]. Increasing the dispersion of sulfhydryl collector solutions and the use of surfactant additives and various modifiers can, in many cases, produce positive technological effects [21].
DBDTP acts as both a collector and a frother. The stability of the microemulsion depends primarily on the physicochemical properties of the flotation reagent, particularly its surface tension. Compared with frother T-92, DBDTP solutions exhibit lower surface tension (Figure 10). The lower the surface tension of the reagent solution, the finer the emulsion dispersion and the greater its stability [22].
The physicochemical form of the reagent can be regulated through surface-active additives. Supplying DBDTP in microemulsion form promotes its effective attachment to hydrophobized areas of mineral surfaces, ensuring higher surface coverage density and improved flotation performance. The microemulsion form enhances reagent distribution and penetration to the surfaces of fine gold particles, thereby improving their floatability. Additionally, microemulsions composed of fine bubbles increase the frequency of particle–bubble collisions [12,23,24].
Improved flotation performance of gold-bearing ores and technogenic materials is attributed, first, to the stronger adsorption of xanthate–dithiophosphate mixtures on gold particles, including plate-like grains [11,25,26]. Second, sodium amyl xanthate (SAX), similar to potassium amyl xanthate (KAX), retains high collecting ability for gold even in alkaline media up to pH 11.8 and is considered one of the most effective collectors for free gold [27,28]. Third, the delivery of dithiophosphate in microemulsion form facilitates the recovery of finely dispersed gold due to enhanced collector hydrophobicity and improved froth structure [29,30].
4. Conclusions
This study investigated the effect of a DBDTP flotation reagent microemulsion on the flotation of gold-bearing ore and technogenic raw materials. The research objects included gold-bearing ore and aged tailings from a Kazakhstani deposit containing 3.43 and 0.62 g/t Au, respectively.
A DBDTP microemulsion produced using a water–air microemulsion generator was applied in flotation tests. The size distribution of microbubbles in the water–air DBDTP emulsion was characterized; bubbles in the 12–54.1 μm size range accounted for 47.4% of the total bubble population.
Flotation kinetics of the gold-bearing ore sample were studied under the baseline reagent regime and with the application of DBDTP microemulsion. The use of DBDTP microemulsion accelerated flotation, increased gold recovery, and reduced gold losses in tailings.
Feeding DBDTP through the WAMG as a microemulsion in the flotation cycle of gold-bearing ore resulted in a 4.65% increase in gold recovery and a 0.17 g/t decrease in gold content in tailings. The increase in recovery is attributed to reduced losses of fine gold particles to final tailings.
The use of DBDTP in emulsion form improved flotation of fine gold-bearing fractions smaller than 25 μm. Under the baseline regime, 37.51% of gold in the −0.025+0 mm size fraction was lost to tailings at a grade of 0.98 g/t. With microemulsion application via WAMG, only 28.29% of gold was distributed to this fraction (9.22% lower than in the baseline regime), at a reduced grade of 0.62 g/t.
In closed-circuit flotation of aged gold-bearing tailings, the baseline regime yielded a concentrate containing 6.9 g/t Au at 58.57% recovery, whereas the DBDTP microemulsion achieved 6.8 g/t Au at 64.45% recovery. Thus, microemulsion application increased gold recovery by 5.88% while maintaining concentrate quality.
The use of reagents in microemulsion form enables the reprocessing of legacy tailings, slimes, and low-grade ores containing finely disseminated gold, thereby reducing precious metal losses and expanding the resource base.
Author Contributions
Conceptualization: N.T., D.T. and L.S.; data curation: D.T., N.T. and L.S.; formal analysis: N.T. and N.S.; funding acquisition: N.T.; investigation: S.N., Z.K., A.M., N.S.; methodology: L.S., S.N., Z.K., A.M., N.S.; project administration: N.T., D.T.; resources: D.T., N.T.; supervision: N.T.,D.T. and L.S.; validation: D.T., L.S. and S.N.; visualization: L.S., S.N. and N.S.; writing—original draft: L.S., S.N. and N.S.; writing—review & editing: D.T., N.T., L.S., N.S. and S.N.
Funding
This research was funded by the Science Committee of the Ministry of Science and Higher Education of the Republic of Kazakhstan (Program No. BR24992757).
Data Availability Statement
The data for this study are available in this manuscript.
Acknowledgments
This article is based on results obtained from a project, AP23487524, subsidized by the Science Committee of the Ministry of Science and Higher Education of the Republic of Kazakhstan.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Liu S., Chen X., Lauten R.A., Peng Y., Liu Q. Mitigating the negative effects of clay minerals on gold flotation by a lignosulfonate-based biopolymer. Miner. Eng. 2018, 126, P. 9-15. [CrossRef]
- Matveeva N. N., Chanturia V. A., Gapchich A. O. Finely Dispersed Micro- and Nano-Gold Recovery Using Thermomorphic Polymer with Diphenylphosphine. J. Min. Sci. 2018, 53 (3), P. 544-552. [CrossRef]
- Arellano-Piña R., Sanchez-Ramirez E.A., Vázquez-Sánchez E.E., Pérez-Garibay R., Rojas-Montes J.C. Gold recovery improvements in grinding and flash flotation circuit. Miner. Eng. 2023, 199, 108130. [CrossRef]
- Algebraistova N.K., Golsman D.A., Kolotushkin D.M., Prokopyev I.V. Technological evaluation of the stale tailings of the processing of gold-containing low-sulfide ore. Tsvetnye Metally. 2018, № 5, Р.25-30. [CrossRef]
- Algebraistova N.K., Samorodsky P.N., Kolotushkin D.M., Prokopiev I.V. Technology of gold recovery from gold-bearing technogenic raw materials. Obogashchenie Rud. 2018, № 1, P.33-37. [CrossRef]
- Demeusy B., Madanski D., Gaydardzhiev S. Laboratory flotation study of the DPM Krumovgrad gold ore (Bulgaria) – Effects from improved collector suite and ore desliming. Miner. Eng. 2024, 208, 108596. [CrossRef]
- Wang L., Lan H., Guan W., Wang Y., Han J., Yang Y., Gu L.,Wang Y. New insights into selective flotation recovery of gold using dye-derived thermo-responsive polymeric surfactant: DFT calculation and adsorption mechanism. Sep. Purif. Technol. 2023, 320, 124199. [CrossRef]
- Raji F., Kappes R., Peng Y. Deleterious impacts of triethylenetetramine and sodium metabisulphite on gold flotation during pyrrhotite depression. Miner. Eng. 2024, 216, 108884. [CrossRef]
- Raji F., Moimane T., Kappes R., Rezvani A., Peng Y. Mitigating amine-induced gold depression: mechanistic insights into stepwise xanthate addition in copper–gold flotation with pyrrhotite rejection. Miner. Eng. 2026, 238, 110056. [CrossRef]
- Ran J., Qiu X., Hu Z., Liu Q., Song B., Yao Y. Effects of particle size on flotation performance in the separation of copper, gold and lead. Powder Technol. 2019, 344, P. 654-664. [CrossRef]
- Vasconcelos C., Sinche-Gonzalez M., Acuña-Pérez C., Sand A., Brising D., Gulkova A. Mineral processing techniques to enhance gold-telluride flotation: development from laboratory to industrial scale for Åkulla Kankberg Ore, Sweden. Miner. Eng. 2026, 235(2), 109859. [CrossRef]
- Hoang D.H., Imhof R., Sambrook T., Bakulin A.E., Murzabekov K.M., Abubakirov B.A., Baygunakova R.K., Rudolph M. Recovery of fine gold loss to tailings using advanced reactor pneumatic flotation ImhoflotTM. Miner. Eng. 2022, 184, 107649. [CrossRef]
- Tussupbayev N.K., Semushkina L.V., Turysbekov D.K., Narbekova S.M., Muhamedilova A.M. Processing of flotation tailings from benefication by using modified flotation reagents. In Proceedings of XXIX International mineral processing congress (IMPC 2018), Moscow, Russia, 15-21 September, 2018.
- Semushkina L.V., Turysbekov D.K., Mukhanova A.A., Narbekova S.M., Mukhamedilova A.M. Processing of flotation tailings from ores of Kazakhstan deposits using a modified flotation reagent. Kompl. Ispolz. Min. Syra = Compl. Use of Min. Resour. 2018, № 1, P.5-11.
- Semushkina L.V., Tussupbayev N.K., Turysbekov D.K., Narbekova S.M., Musina M.M. Processing of mature copper tailings from concentration plant using a composite reagent. Metalurgija. 2022, 61(2), P.392-394.
- Semushkina L. V., Tusupbaev N. K., Turysbekov D. K., Narbekova S. М. Prospects for the processing of technogenic gold-bearing raw materials using a microemulsion of a composite flotation reagent. Obogashchenie Rud. 2021, № 5, Р.40-45. [CrossRef]
- Toktar G, Magomedov DR, Кoizhanova AK, Abdyldaev NN, Bakraeva AN. Extraction of gold from low-sulfide gold-bearing ores by beneficiating method using a pressure generator for pulp microaeration. Kompl. Ispolz. Min. Syra = Compl. Use of Min. Resour. 2023, 325(2), P.62-71. [CrossRef]
- Özçelik S., Ekmekçi Z. Surface Chemistry and Flotation of Gold-Bearing Pyrite. Minerals. 2024, 14(9), 914. [CrossRef]
- Keleş B., Dinç N.İ., Dursun H.N., Burat F., Ulusoy U.The effect of particle geometry (size & shape) on the recovery of gold and copper metallic particles from end-of-life random access memory cards byflotation. Waste Manage. (Oxford). 2024, 179, P.66-76.
- Barmenshinova MB, MotovilovIYu, TelkovShA, Omar RS. Study of the material composition of refractory gold-bearing ore from the Aktobe deposit. Kompl. Ispolz. Min. Syra = Compl. Use of Min. Resour. 2024, 331(4), P.5-11. [CrossRef]
- Bragin V.I., Usmanova N.F., Burdakova E.A., Kondratieva A.A. Application of reagents in the form of a reverse microemulsion for the flotation of lead and zinc sulfides. Russ. J. Non-Ferr. Met. 2022, 63(5), Р.482-489. [CrossRef]
- Turysbekov D., Tussupbayev N., Semushkina L., Narbekova S., Kaldybaeva Zh., Mambetaliyeva A. Effect of the water-air emulsion size of the foaming agent solution on the non-ferrous metal minerals flotation ability. Metalurgija. 2021, 60(3-4), P.395-398.
- Evdokimov S.I., Golikov N.S., Zadkov D.A., Voitovich E.V., Kondratiev V.V., Petrovskiy A.A., KonyukhovV.Yu., Gladkikh V.A. Studying the Flotation of Gold-Bearing Ores Using Carrier Minerals. Minerals. 2024, 14(1), 88. [CrossRef]
- Evdokimov S.I., Golikov N.S., Pryalukhin A.F., Kondratiev V.V., Mishedchenko A., Kuzina A.Vl., Bryukhanova N.N., Karlina A.I. Studying Flotation of Gold Microdispersions with Carrier Minerals and Pulp Aeration with a Steam–Air Mixture. Minerals. 2024, 14(1), 108. [CrossRef]
- Xing Q., Li F., Ming P., Wang Z. Enhanced Recovery of an Arsenopyrite-Type Gold Ore: Flotation Surface Chemistry and Kinetics of Blended Collector W8 with ADD. Coll. Interfaces. 2025, 9(6), 76. [CrossRef]
- Liu W., Miller J.D., Sun W., Hu Y. Analysis of the Selective Flotation of Elemental Gold from Pyrite Using Diisobutyl Monothiophosphate. Minerals. 2022, 12(10), 1310. [CrossRef]
- Lins F.F., Adamian R. Some Chemical Aspects of Gold Flotation. In Proceedings of the XVIII International Mineral Processing Congress, Sydney, 1119-1122, 23-28 May 1993.
- Forrest K., Yan D., DunneR. Optimisation of gold recovery by selective gold flotation for copper-gold-pyrite ores. Miner. Eng. 2001, 14(2), P.227-241. [CrossRef]
- Moncayo-Riascos I., Hoyos B.A. Effect of collector molecular structure on the wettability of gold for froth flotation. Appl. Surf. Sci. 2017, 420, P. 691-699. [CrossRef]
- Lee S., Gibson C.E., Ghahreman A. Flotation of Carbonaceous Matter from a Double Refractory Gold Ore: The Effect of MIBC on Flotation Performance and Kinetics. Minerals. 2021, 11(9), 1021. [CrossRef]
Figure 1.
Water–air microemulsion generator. 1 – disperser head; 2 – cooling water inlet; 3 – cooling water outlet; 4 – water–air microemulsion outlet in setup mode; 5 – water–air microemulsion outlet in operational mode; 6 – mode switch; 7 – disperser servo drive; 8 – frequency servo converter; 9 – peristaltic air feeder; 10 – peristaltic frother solution feeder.
Figure 1.
Water–air microemulsion generator. 1 – disperser head; 2 – cooling water inlet; 3 – cooling water outlet; 4 – water–air microemulsion outlet in setup mode; 5 – water–air microemulsion outlet in operational mode; 6 – mode switch; 7 – disperser servo drive; 8 – frequency servo converter; 9 – peristaltic air feeder; 10 – peristaltic frother solution feeder.
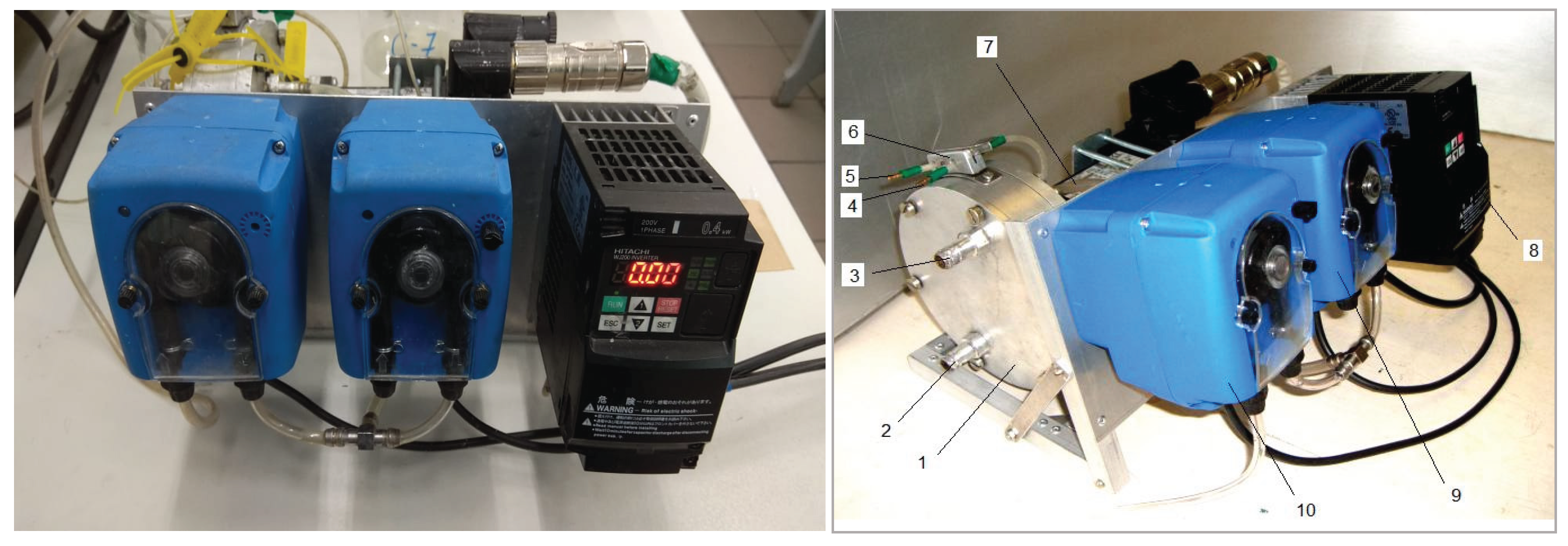
Figure 2.
Size distribution curve of microbubbles in the water–air emulsion of the DBDTP reagent.
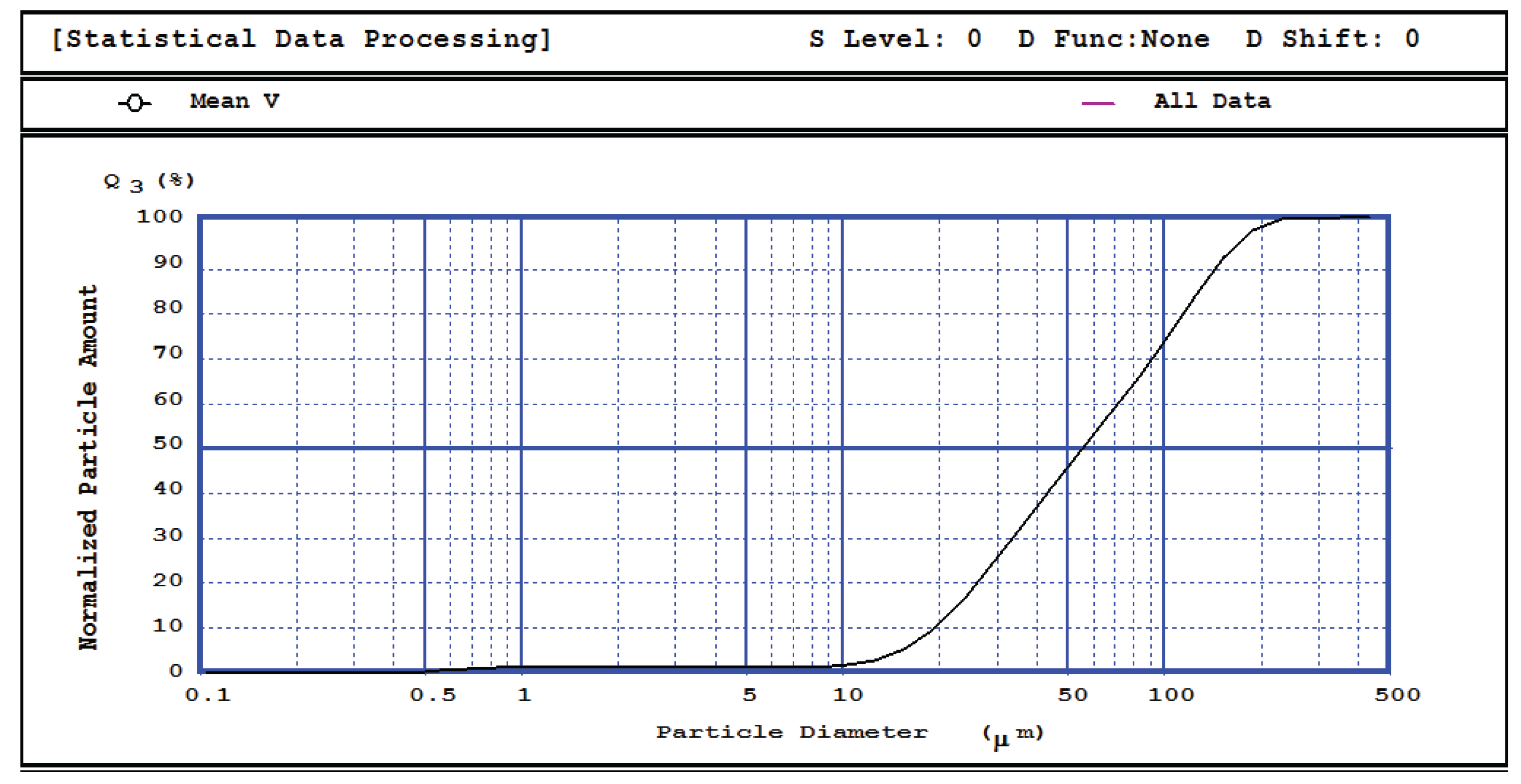
Figure 3.
Scheme of kinetic tests of flotation of gold-bearing raw materials.
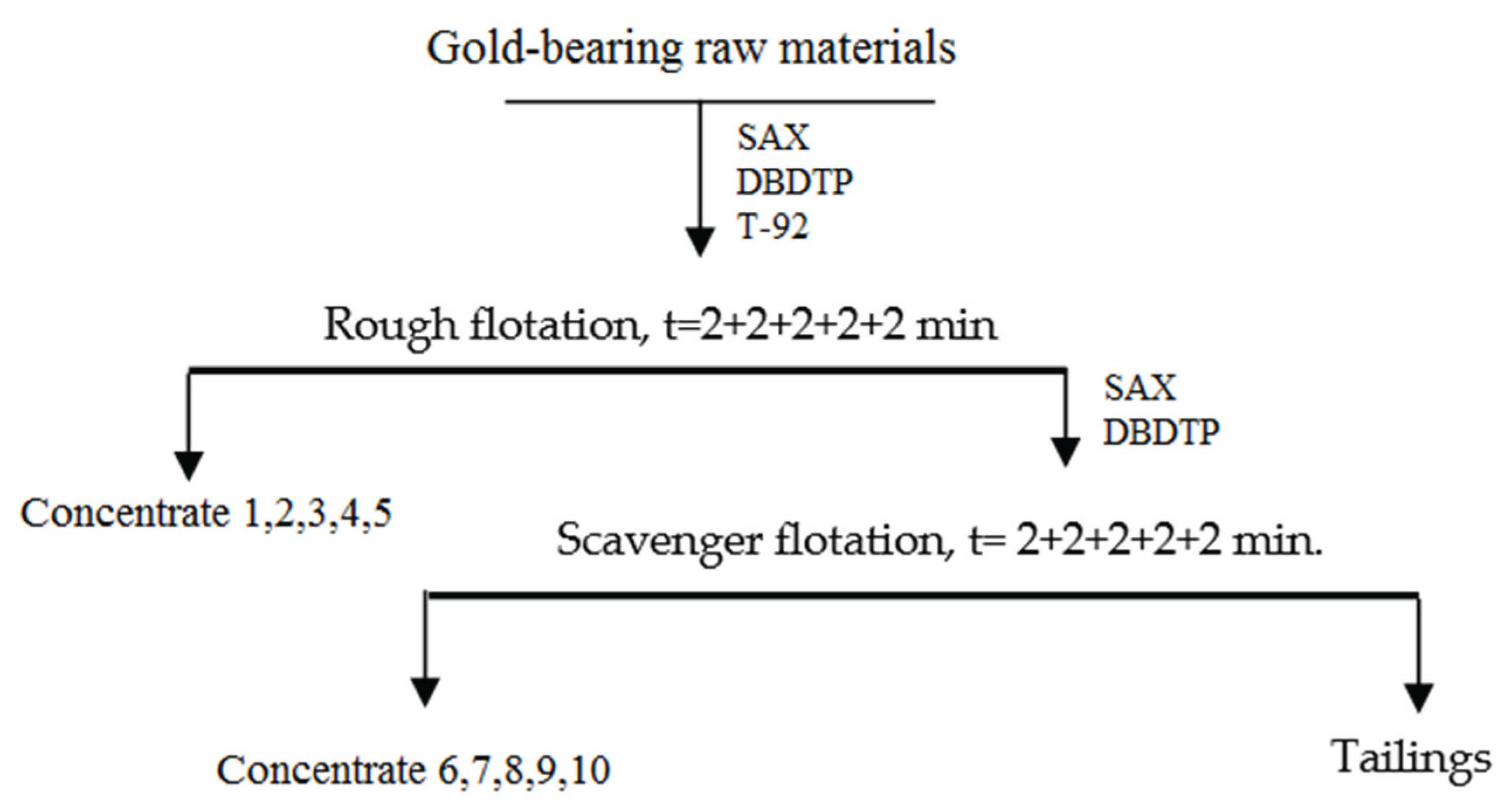
Figure 4.
(a) Dependence of gold recovery, extraction on flotation time; (b) Dependence of gold content in tailings on flotation time.
Figure 4.
(a) Dependence of gold recovery, extraction on flotation time; (b) Dependence of gold content in tailings on flotation time.
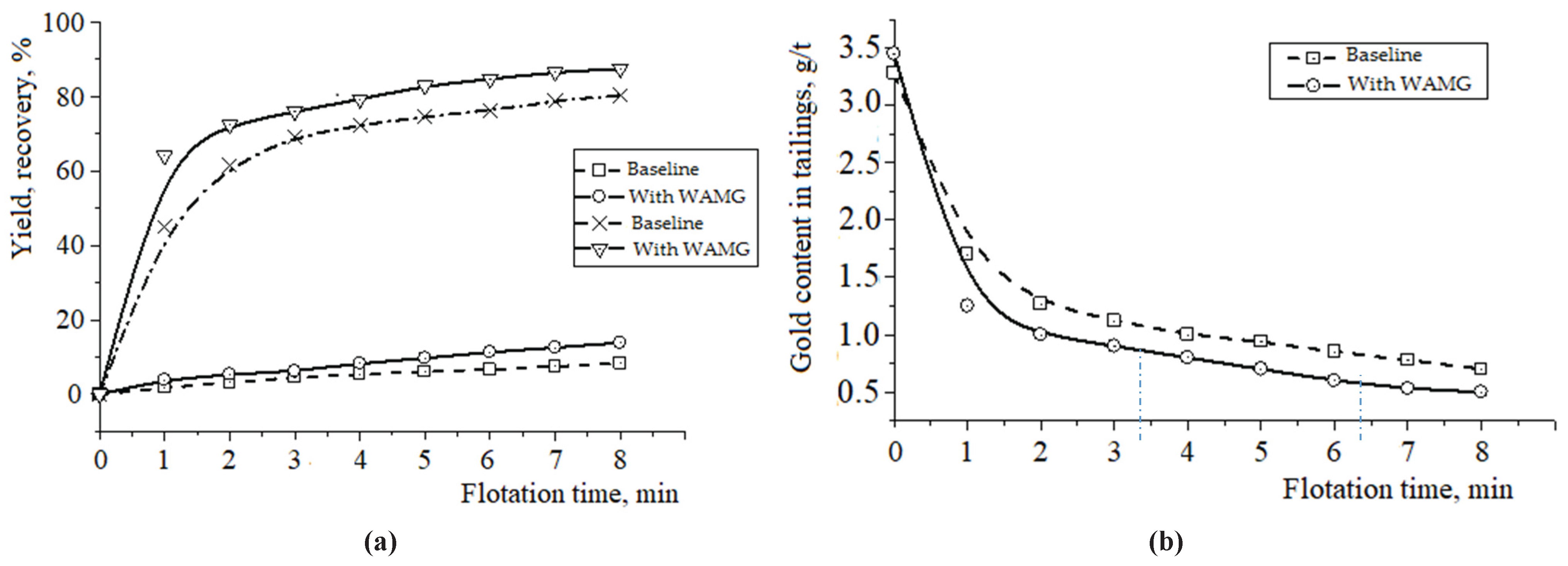
Figure 5.
Flotation flowsheet of the gold-bearing ore.
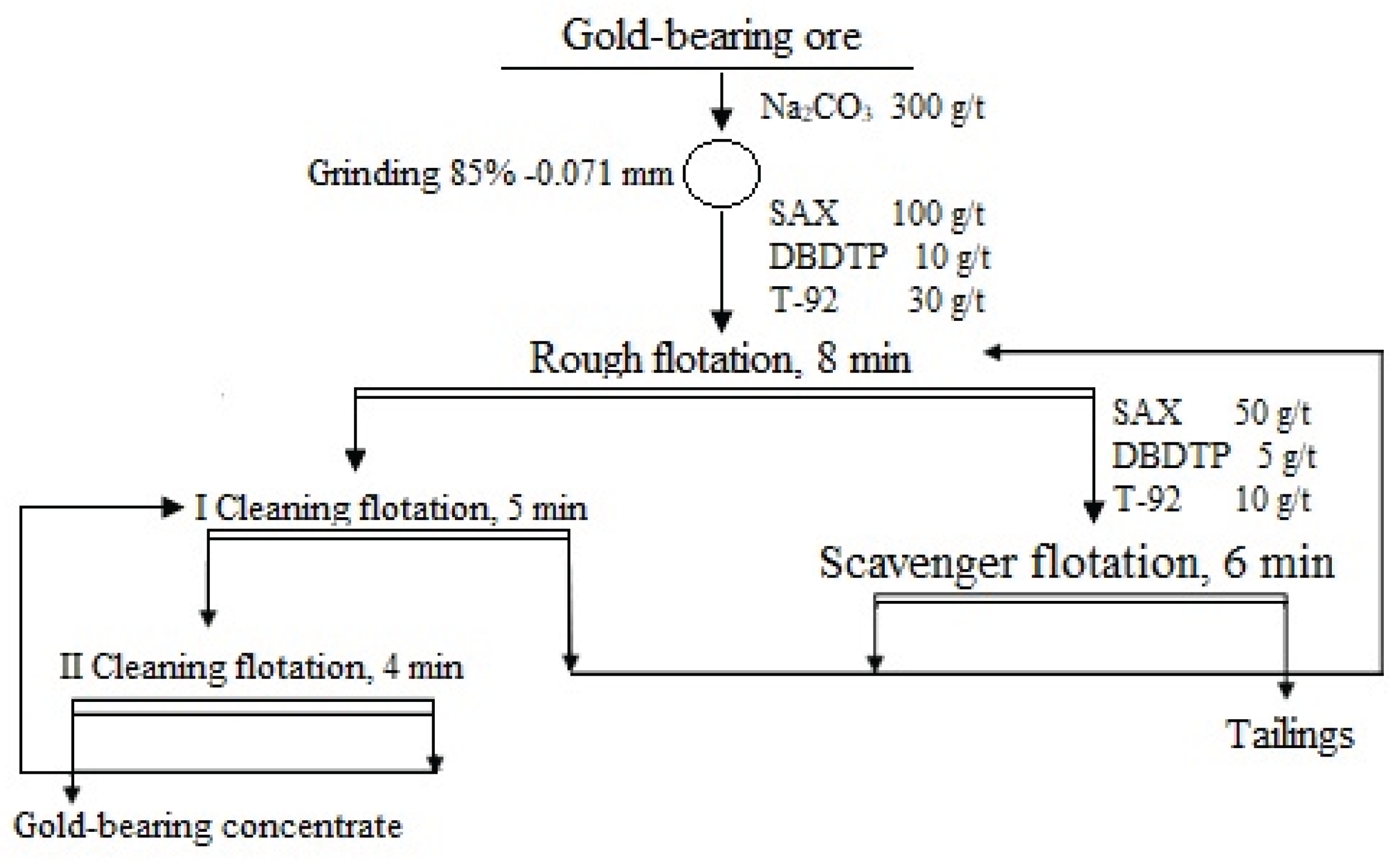
Figure 6.
X-ray diffraction analysis of the initial gold-bearing tailings.
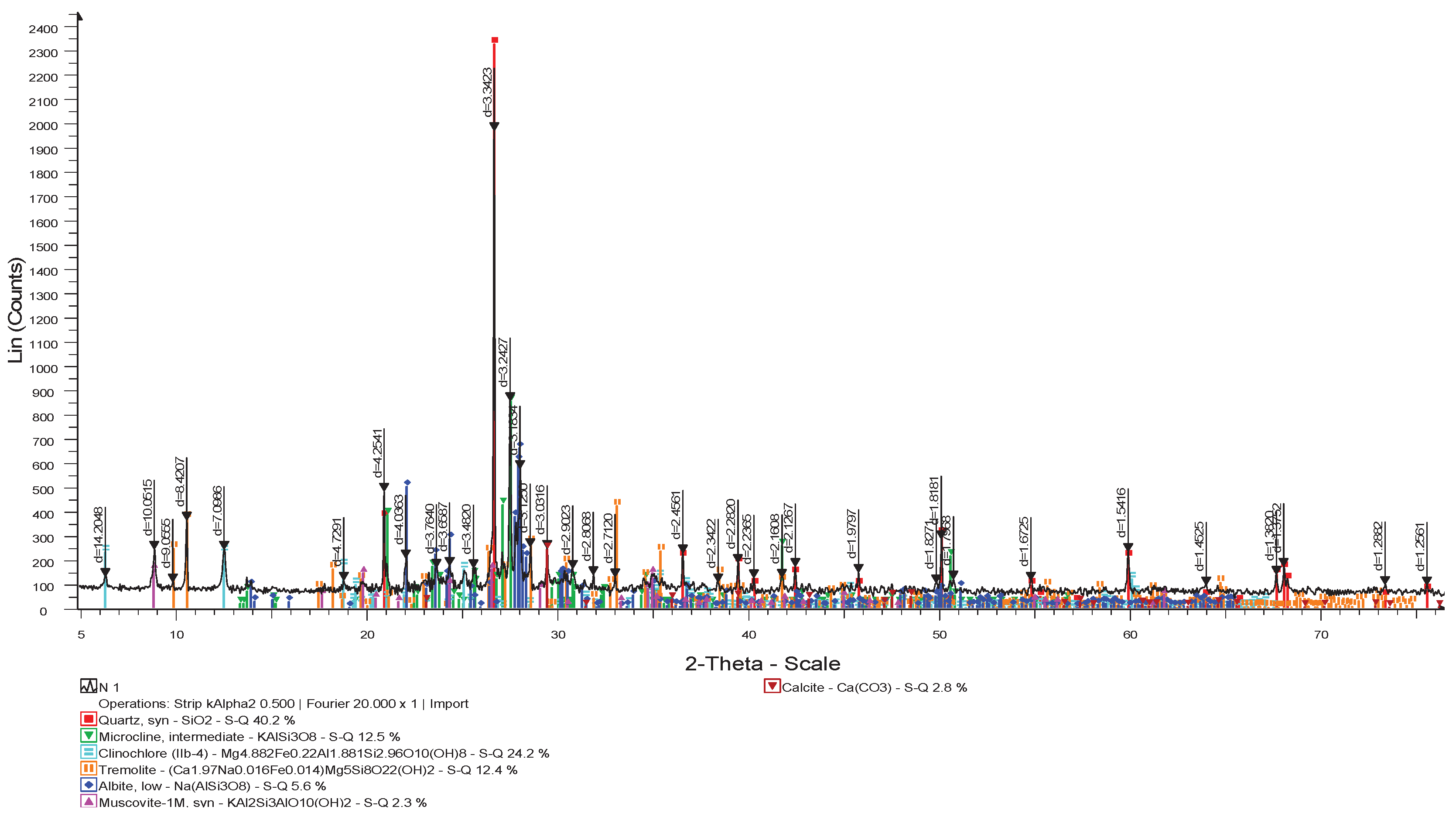
Figure 7.
Electron probe microanalysis of the initial tailings sample.
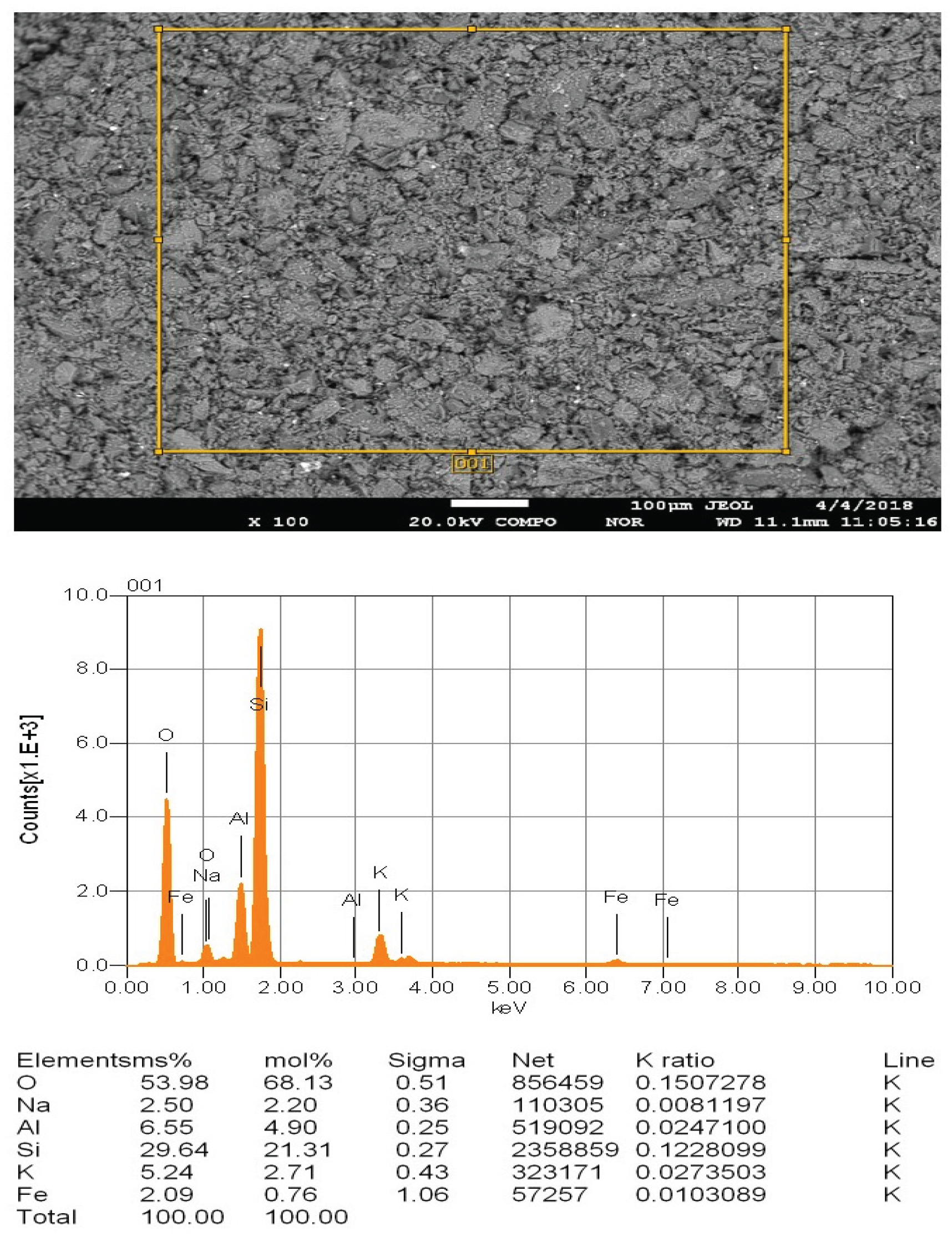
Figure 8.
Results of dispersion analysis of the initial tailings using the FSKh-6K.
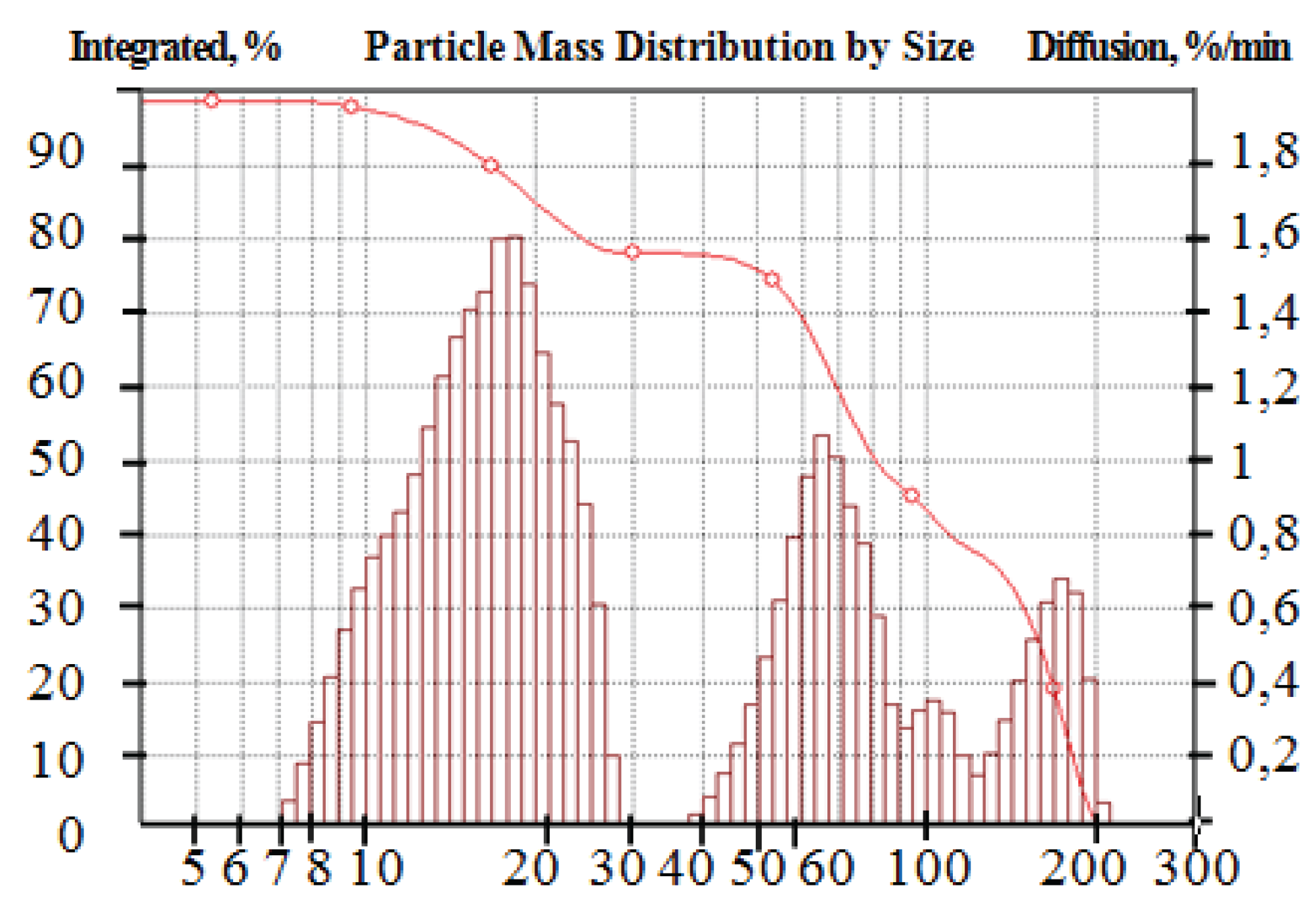
Figure 9.
(a) Dependence of concentrate yield, gold recovery on flotation time;(b) Dependence of gold content in tailings on flotation time.
Figure 9.
(a) Dependence of concentrate yield, gold recovery on flotation time;(b) Dependence of gold content in tailings on flotation time.
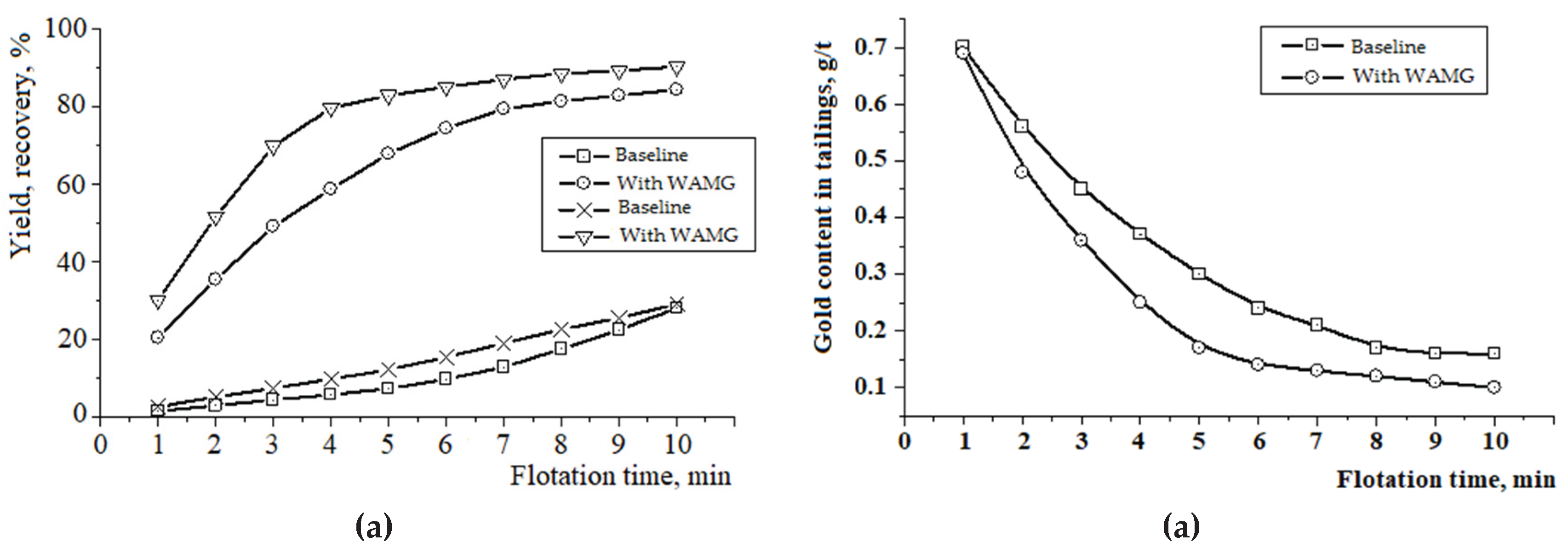
Figure 10.
Dependence of Reagent Surface Tension on Concentration.
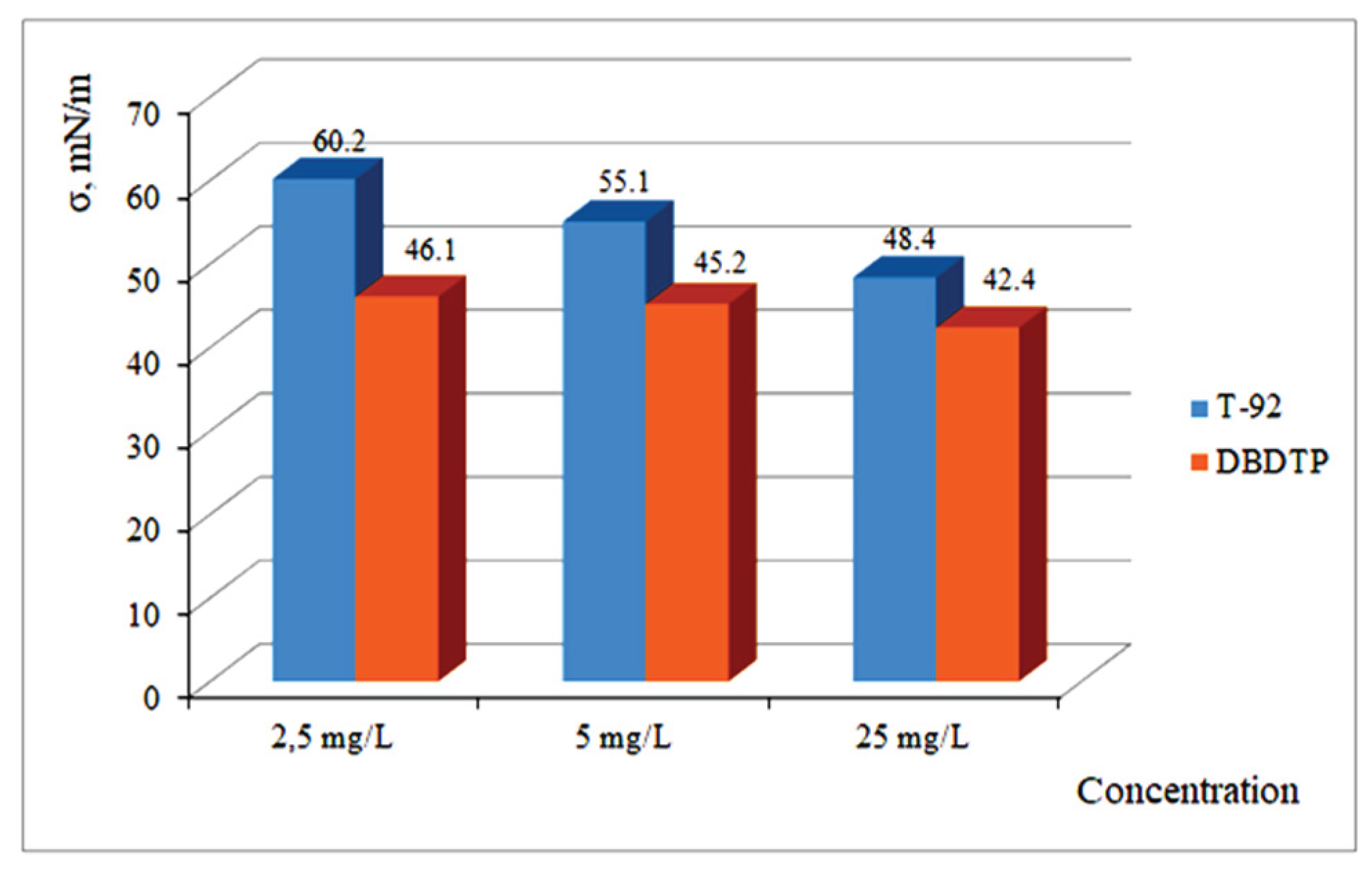

Table 1.
Rational analysis of gold forms in the initial ore sample.
| Gold Association Form | Content, g/t | Distribution, % |
|---|---|---|
| Finely disseminated native gold | 0.58 | 17.47 |
| Visible native gold | 0.84 | 25.30 |
| In intergrowths with sulfides and gangue | 0.54 | 16.27 |
| Associated with sulfides | 0.62 | 18.67 |
| Associated with gangue minerals | 0.35 | 10.54 |
| In quartz | 0.39 | 11.75 |
| Total | 3.32 | 100.0 |
Table 2.
Granulometric analysis of the initial ore before flotation.
| Size class, mm | Yield,% | Au grade, g/t | Distribution, % |
|---|---|---|---|
| +0.140 | 5.82 | 2.10 | 3.62 |
| -0.140+0.071 | 22.77 | 1.85 | 12.48 |
| -0.071+0.040 | 27.75 | 2.60 | 21.37 |
| -0.040+0.025 | 14.41 | 4.30 | 18.35 |
| -0.025+0 | 29.25 | 5.10 | 44.18 |
| Total | 100.00 | 3.38 | 100.00 |
Table 3.
Results of flotation tests of the gold-bearing ore sample under the base reagent regime and with WAMG application.
Table 3.
Results of flotation tests of the gold-bearing ore sample under the base reagent regime and with WAMG application.
| Product name | Yield, % | Content, г/т | Recovery, % | Remarks |
|---|---|---|---|---|
| Concentrate | 4.42 | 56.50 | 76.56 | Baseline |
| Tailings | 95.58 | 0.80 | 25.44 | |
| Feed | 100.00 | 3.11 | 100.00 | |
| Concentrate | 4.58 | 56.70 | 81.21 | With WAMG |
| Tailings | 95.42 | 0.63 | 18.79 | |
| Feed | 100.00 | 3.20 | 100.00 |
Table 4.
Particle size distribution of flotation tailings.
| Size class, mm | Yield, % | Au grade, г/т | Recovery, % | Remarks |
|---|---|---|---|---|
| +0.140 | 4.98 | 1.34 | 8.57 | Baseline |
| -0.140+0.071 | 21.61 | 0.97 | 26.93 | |
| -0.071+0.040 | 31.68 | 0.52 | 21.16 | |
| -0.040+0.025 | 11.94 | 0.38 | 5.83 | |
| -0.025+0 | 29.79 | 0.98 | 37.51 | |
| Total | 100.00 | 0.78 | 100.00 | |
| +0.140 | 5.43 | 1.10 | 9.52 | With WAMG |
| -0.140+0.071 | 22.27 | 0.93 | 33.01 | |
| -0.071+0.040 | 32.35 | 0.44 | 22.69 | |
| -0.040+0.025 | 11.32 | 0.36 | 6.49 | |
| -0.025+0 | 28.63 | 0.62 | 28.29 | |
| Total | 100.00 | 0.63 | 100.00 |
Table 5.
Rational analysis of gold in aged tailings.
| Form of gold occurrence | Content, g/t | Distribution, % |
|---|---|---|
| Finely disseminated native gold | 0,2 | 30,77 |
| Visible native gold | <0,1 | 15,38 |
| In intergrowths with sulfides and gangue | 0,1 | 15,38 |
| In quartz | 0,25 | 38,47 |
| Total | 0,65 | 100 |
Table 6.
Size distribution of gold in aged tailings.
| Size class, mm | Yield, % | Au grade, г/т | Distribution, % |
|---|---|---|---|
| -0.071+0.060 | 23.76 | 0.50 | 19.57 |
| -0.060+0.050 | 11.22 | 0.50 | 9.24 |
| -0.050+0.040 | 5.36 | 0.57 | 5.03 |
| -0.040+0.030 | 3.76 | 0.56 | 3.47 |
| -0.030+0.020 | 9.86 | 0.58 | 9.42 |
| -0.020+0.010 | 20.32 | 0.68 | 22.76 |
| -0.010+0 | 25.72 | 0.72 | 30.51 |
| Total | 100.0 | 0.61 | 100.0 |
Table 7.
Results of processing gold-bearing flotation tailings.
| Product name | Yield, % | Content, g/t | Recovery, % | Note |
|---|---|---|---|---|
| Concentrate | 5.24 | 6.90 | 58.57 | Baseline |
| Dump tailings | 94.76 | 0.27 | 41.43 | |
| Legacy tailings | 100.0 | 0.62 | 100.0 | |
| Concentrate | 6.25 | 6.80 | 64.45 | With WAMG |
| Dump tailings | 93.75 | 0.25 | 35.55 | |
| Legacy tailings | 100.0 | 0.66 | 100.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2026 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



