Submitted:
19 February 2026
Posted:
26 February 2026
You are already at the latest version
Abstract
This study aimed to develop a recycling process for reintegrating dental zirconia waste into CAD/CAM systems and to demonstrate the feasibility of producing functional products from the recycled material. The process began with the purification of zirco-nia, followed by the fabrication of pre sintered blocks compatible with these systems. Subsequently, sintered commercial and recycled zirconia were characterized and compared through density measurements, Vickers hardness, flexural strength, X ray diffraction, hydrothermal degradation analysis, and scanning electron microscopy. The results showed that recycled zirconia exhibits structural properties suitable for practi-cal applications, enabling the fabrication of several industrial prototypes. Overall, this work demonstrates that high value materials such as zirconia can be successfully recy-cled and reintegrated into manufacturing workflows, thereby reducing harmful waste while contributing to environmental sustainability and cost reduction.
Keywords:
dental zirconia
; zirconia waste
; high-value recycling
; CAD/CAM systems
; industrial applications
1. Introduction
Over the past two decades, zirconia ceramic (3Y-TZP) has been one of the most important materials in the dental industry due to its mechanical and aesthetic properties, biocompatibility, and durability [1]. Zirconia also has opened the door to the employment of CAD/CAM (Computer-aided design/Computer-aided manufacturing) systems for dental prosthesis fabrication, revolutionizing dental services by allowing high-quality restorations to be completed more easily and quickly than with previous methods. This has led to substantial growth in the dental zirconia market, a trend expected to continue in the future [2]. However, this increasing demand also results in a rise in waste production, as the fabrication of dental pieces generates a significant amount of powder and debris; an estimated 70% to 90% of the raw material is wasted [3], ultimately ending up as trash despite its potential value. In a world where sustainability and waste management are becoming central concerns, effective recycling of not only commodity materials but also high-value advanced materials such as zirconia should be prioritized.
Although recyclable commodity materials are well known in the recycling industry, recycling advanced materials requires the development of customized processes. In this sense, the present work introduces a process for recycling dental zirconia and demonstrates the feasibility of producing functional components for high-value applications.
Zirconia waste originates from the dental industry. The method for fabricating fixed dental prostheses, such as crowns, bridges, and full arches, currently employs CAD/CAM technology. The process begins with scanning the denture of a patient, previously prepared by the dentist, using an intraoral scanner. From this scan, restorations are designed using dental software, enabling the generation of a 3D crown or other dental structure perfectly customized for the patient. The designed restorations are milled from a disc-shape zirconia block using a dental milling machine [4]. These blocks are fabricated through high compaction of fine zirconia powders and a thermal pre-sintering process to provide sufficient mechanical stability, thereby facilitating the machining process [5,6]. The most common commercial disc size is 98mm in diameter and is available in different dental colors, translucency, and thicknesses from 12 to 25mm in which it is possible to mill approximately 25 individual units, depending on the size and accommodation of the pieces in the disc (Figure 1). Subsequently, the raw pieces undergo a complete sintering process up to 1550 °C to ensure the ceramic material reaches its maximum hardness and density. Finally, makeup, if necessary, and glaze are applied to enhance the surface finish and give the dental piece a more natural appearance.
The waste that motivated this work comes from the milling process in the form of powder, debris, and disc edges. Since the process is a subtracting manufacturing method, most of the material is subtracted from the zirconia disc to form dental pieces, generating a large amount of waste. As mentioned before, an estimated 70% to 90% of the disc’s weight is squandered. The powder and debris are extracted by a dust collector connected to the milling machine and collected in a special disposable vacuum bag. That bag contains approximately 20 kg of hig-value waste that does not have a well-established recycling pathway. Indeed, we believe most dental labs dispose of it in the trash, as we have probed several labs in Mexico and some in the United States of America.
Given this context, some authors have explored the potential of recycled zirconia [7,8,9,10,11]. Studies have addressed the effects of pre-sintering temperature, sintering conditions [12], and the impact of particle size on the final properties, demonstrating that reusing this material is indeed feasible. Although a slight reduction in mechanical properties has been observed, recycled zirconia still performs satisfactory compared to other commercially available materials.
What sets the present work apart is the reintegration of zirconia through the fabrication of 98 mm pre-sintered discs compatible with CAD/CAM systems, demonstrating its potential for producing functional parts for industrial applications, an approach not previously explored in the literature.
2. Materials and Methods
A process was developed to purify zirconia powders and transform them into discs suitable for dental CAD/CAM systems. The resulting discs were used to fabricate several solid samples with the same technology followed by sintering (Figure 2). Such results demonstrate the potential of existing technology to produce functional products from high-value recycled materials. This approach enables the retention of high-value materials within the production chain, helps prevent harmful environmental pollution, and offers the possibility of producing lower-cost, high-value products. In this study, the fabricated discs were used in the same dental CAD/CAM machine available.
2.1. Zirconia Recycling Process
In the dental field, commercial zirconia is classified as monochromatic and multilayered. The multilayered version features up to 5 shades, ranging from opacity to maximum translucency, emulating the chromatic variability of a natural tooth [13]. This translucency is achieved by increasing the yttria content and the addition of dopants. However, it is inversely related to the mechanical properties of the material, where higher translucency results in lower mechanical strength [14]. Depending on the specific dental restoration, this factor influences the choice of zirconia type; for example, translucency is prioritized in incisors, while mechanical strength is preferred in molars [15]. The powder residue generated by CAD/CAM systems in dental laboratories is a mixture derived from various discs, containing both monochromatic and multilayered zirconia with different concentrations of yttria, dopants, and crystallographic phases. Additionally, contamination of the powder with materials such as polymethyl methacrylate (PMMA) and wax can occur because CAD/CAM systems are frequently used to produce temporary prostheses, provisional dentures or test models. The recycling procedure involves separating zirconia powder from PMMA and wax. First, larger particles were separated using a 0.5mm mesh. This was followed by segregation in distilled water, where PMMA and wax floated while zirconia was sedimented. Afterward, the powder was subjected to a drying process at 115 °C. Since the zirconia was pre-sintered, the dried powder was subsequently ground using a dry ball milling process for 30 min
2.2. Disc Fabrication
To shape the recycled zirconia disc, 350 g of milled zirconia powder and 48 mL of organic binder (polyvinyl alcohol at 5%wt) were mixed and poured into a cylinder-piston Delrin plastic mold (Figure 3 left). The powder in the mold was compressed using a universal MTS-50 machine, applying an axial force of 20 tons over the piston; since the diameter of the mold was 98mm, the pressing pressure calculated was 25 MPa or 255 kg/cm2. The disc-shaped compact was removed from the mold and then dried for four hours at 150 °C to remove the binder and moisture. The discs were pre-sintered at 1100 °C for two hours, with heating and cooling ramps of 10 °C/min. This process was previously optimized. The final size of the disc was 98 mm in diameter x 14 mm in width (Figure 3). The furnace used was a high-temperature Duotron model Add-in S-6100.
2.2.1. Zirconia Shrinkage
Before milling prototypes, it is necessary to determine the shrinkage of recycled zirconia, defined as the percentage of dimensional reduction after sintering. Thus, the milling process must account for shrinkage by producing an oversized green piece that will reach the desired final dimension after sintering. The shrinkage percentage for pre-sintered recycled zirconia discs was experimentally determined by measuring the dimensions of disc-shaped samples before and after sintering, like those used for characterization. This value should be determined for each production batch.
2.3. Prototypes Fabrication
The first step for prototype fabrication is the CAD (Computer-aided design) part, where each prototype is designed using specialized software according to specific requirements and standards for each case. Then, a dental milling machine uses pre-sintered recycled discs to accomplish the CAM (Computer-aided manufacturing) process. In this study, both industrial and samples for material characterization were milled using a Rolland DWX-51D 5-axis dental milling machine. Subsequently, the sintering process was carried out in a Duotron high-temperature furnace at a maximum temperature of 1530 °C for two hours, following the temperature ramps and sintering time recommended by the commercial zirconia manufacturer.
2.4. Material Characterization
The physical and mechanical properties of yttria-stabilized zirconia depend on various factors. Specifically, the yttria content and sintering temperature [16] play critical roles in determining grain size, phase composition, and translucency. It is known that a molar yttria concentration between 3% and 4%, zirconia tends to adopt a tetragonal phase, whereas concentrations between 5% and 8%, stabilize the cubic phase [17,18]. Nevertheless, both phases may coexist under certain conditions [19,20]. Therefore, analysis of the crystallographic phases, their relative concentrations, and grain size in the recycled zirconia is necessary to establish correlations with the measured mechanical properties.
All analyses and measurements were also performed on a commercial white zirconia from Cera Direct®, which was used as a control material. It is important to note that various types of commercial zirconia are used in dental laboratories; consequently, the recycled powder represents a mixture of these different materials. For this study, the selected control material was a white zirconia with a low yttria content. This material exhibits higher mechanical strength but lower esthetic qualities, making it suitable for dental structures where strength is prioritized over appearance, such as bridges and molars. For characterization, disc-shaped samples (1 cm in diameter and 2mm thick) were machined from both the recycled CAD/CAM disc previously fabricated and the commercial CAD/CAM disc used as controls.
2.4.1. Scanning Electron Microscopy
The JEOL JMS 7401F field emission scanning electron microscope (SEM) was used to analyze the samples by acquiring secondary electron images (SEI) to determine their morphology and grain size. The grain size distribution was then determined using the ImageJ software.
2.4.2. Density
Density was measured using an Ultrapycnometer 1000. Ultra-high purity nitrogen was used, and five readings per sample were recorded to ensure accuracy and reliability. The final density was calculated as the average of these readings, using a theoretical value of 6.05 g/cm3 for zirconia.
2.4.3. Vickers Hardness and Fracture Toughness
Vickers hardness was determined using a Future-tech, FM-7 microhardness tester, with a load of 1 kg applied for 15 s. Fracture toughness was then calculated using the Equation (1) [21].
2.4.4. Flexural Strength Test
The three-point flexural strength test was conducted using a universal testing machine (Sintech 20/D, Sintech Co, United States) at a loading rate of 5 mm/min. Bar-shaped specimens were milled for this test, and after sintering, their dimensions were 45mm x 4mm x 3 mm. Flexural strength (σ) was calculated according to the formula (2):
2.4.5. Hydrothermal Degradation
The hydrothermal degradation test was conducted by exposing both materials to a steam autoclave at 134 °C and 2 bars of pressure for 5 h in distilled water. Subsequently, X-ray diffraction was performed to detect any phase changes.
2.4.6. X-Ray Diffraction
For crystallographic phase analysis, a PANalytical X-ray Diffractometer (XRD) was used. XRD measurements were performed on recycled, commercial, and aged zirconia samples to identify the present phases, such as tetragonal, cubic, and monoclinic. Diffractograms were obtained over a 2θ range of 20° to 120°, with a step size of 0.0130° and a counting time of 100 s per step.
where P is the load applied through the indenter, 1 kgf; and C is the crack length.
where P is the maximum load in Newtons; L is the distance between supports in mm; b is the width of the specimen in mm and d is the thickness of the specimen in mm.
3. Results
3.1. Material Characterization
Scanning electron microscopy images are presented in Figure 4, illustrating the surface morphology of both commercial and recycled zirconia. The grain size in recycled zirconia is notably larger than that observed in the commercial material. However, grains in both materials exhibit non-uniform morphology and size. The average grain size for commercial zirconia was 0.51 µm ± 0.18 µm, whereas for recycled zirconia it increased to 0.80 µm ± 0.34 µm. Analysis of the recycled zirconia revealed significant porosity, as confirmed by density measurements showing a value of 6.02 g/cm3 for commercial zirconia and 5.22 g/cm3 for the recycled material.
The average hardness for commercial zirconia was 1,188 HV ± 30 HV, whereas recycled zirconia exhibited a hardness of 879 HV ± 189 HV. The fracture toughness was 8.48 MPa.m1/2 for commercial zirconia and 5.07 MPa.m1/2 for the recycled material. Similarly, the flexural strength of commercial zirconia was 703 ± 207 MPa, while that of recycled zirconia was significantly lower, at 95 ± 9.7 MPa. Table 1 summarizes these comparative results.
Table 1.
X-ray diffraction results are presented in Figure 5. The diffractogram for commercial zirconia distinctly displays peaks characteristic of the tetragonal phase (Figure 5a). In contrast, the reflections from recycled zirconia, while present at similar angles, do not display
the same peak splitting characteristic of the tetragonal phase, indicating the presence of a cubic phase (Figure 5b). Rietveld analysis further confirmed that the recycled zirconia consisted of 21.05% tetragonal phase and 78.95% cubic phase.
After 5 h of aging, the diffractogram of commercial zirconia reveals the (-111) m peak, indicative of degradation due to the presence of a minor monoclinic phase component (Figure 5c). Meanwhile, the recycled zirconia maintained its original phase composition (Figure 5d). This evaluation showed that commercial zirconia transformed into the monoclinic phase, whereas recycled zirconia did not exhibit any phase transformation. These findings are consistent with previous reports indicating that there is no evidence of low-temperature degradation in cubic zirconia.
3.2. Shrinkage percentage
Twenty-one samples milled from three different recycled discs were measured before and after sintering, resulting in a shrinkage percentage ranging from 18.5% to 19.5%. These values are lower than those of commercial zirconia, which exhibited shrinkage percentages ranging from 22% to 24%. Notably, each commercial disc is characterized by a specific shrinkage value.
3.3. Prototypes fabrication
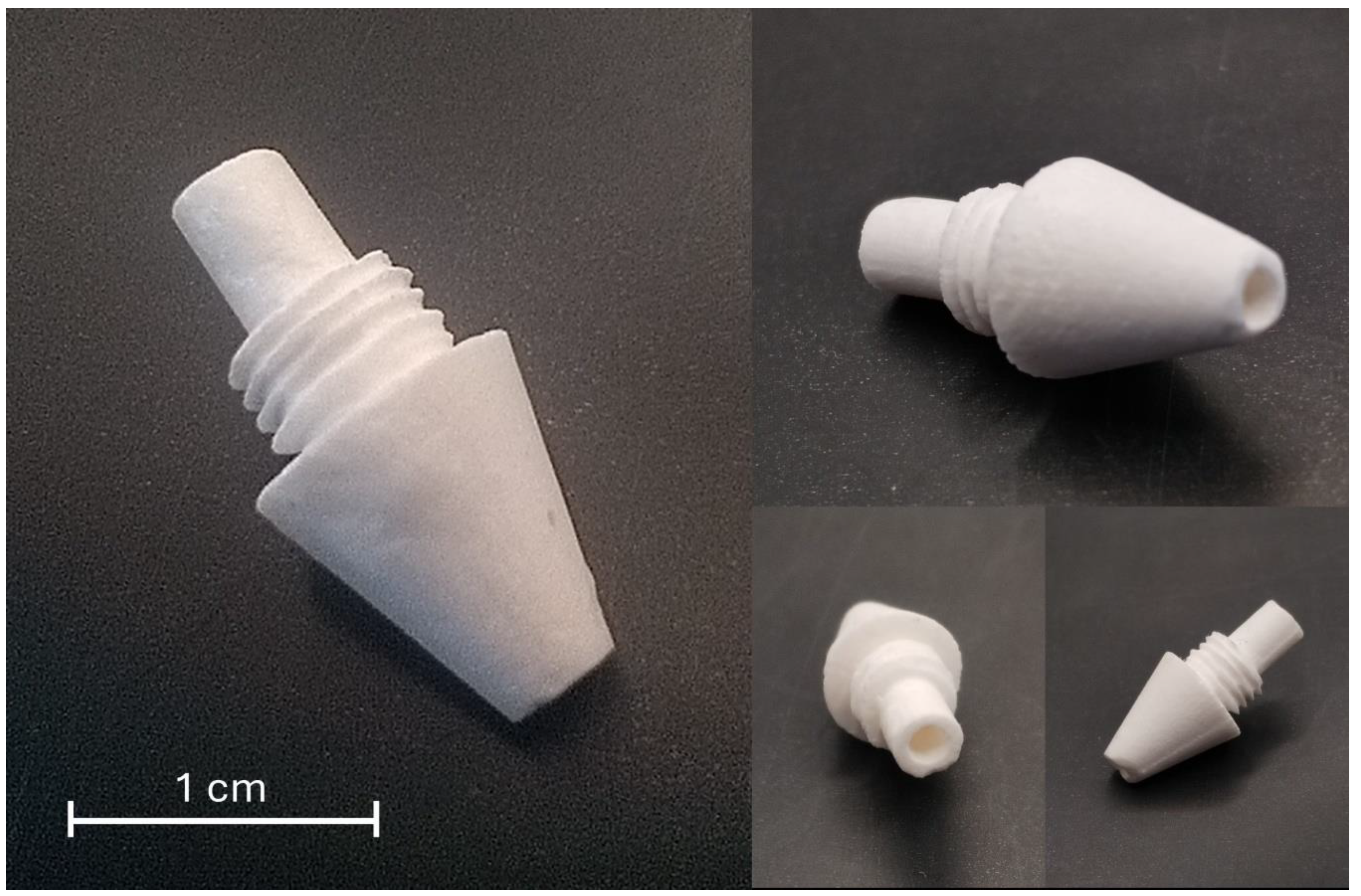
To demonstrate the capability of recycled zirconia discs to produce functional ceramic components several prototypes were fabricated. The fabrication process followed the same steps as previously described: design, milling and sintering. To explore practical applications, geometrical shapes such as cylinders and plates, as well as a housing for electrical and thermal insulation (typically used in thermocouples), were fabricated using CAD/CAM technology. Figure 6 presents a high-temperature application and various test specimens fabricated from recycled zirconia, illustrating the diverse potential of this material to produce industrial ceramic devices, such as those for electrical and thermal insulation. Figure 7 shows a 2 cm-long nozzle, typically used in flow air applications. More complex components can also be manufactured as required.
4. Discussion
Recycling dental zirconia was possible since it was purified and conformed in CAD/CAM discs for milling through CAD/CAM dental systems. However, the characterization of physical and mechanical properties gives rise to a more detailed analysis of the results. The recycled zirconia was assessed and compared against a dental high-resistance white zirconia. Therefore, our discussion is based on the differences found between them.
Compared with commercial zirconia, the properties of recycled zirconia were as follows: the density was 86.3%, the Vickers hardness was 74%, the fracture toughness was 60%, the flexural strength was 13%, and the grain size was approximately 40% larger. Overall, the measured mechanical properties of the recycled zirconia were lower. However, it is important to note that the commercial zirconia chosen as a comparative model was the most resistant to the variety of dental zirconia available. That means our recycled zirconia was compared to the strongest dental zirconia in the market, which is designed to support high loads under the strictest medical rules. Next, we will provide some explanations based on the results obtained.
The lower density compared to the commercial zirconia could be due to low pressing pressure. We applied 25 MPa to avoid some damage to our Delrin plastic mold, but greater pressures, up to 80 MPa, are reported for ceramic processing [22]. However, the more significant difference is the use of isostatic pressing, which even uses higher pressures. All the manufacturers use cold isostatic pressing around 180 MPa. Unfortunately, we lack isostatic pressing equipment.
The grain size obtained from the recycled zirconia was considerably bigger than the commercial, nearly 40% on average. As is well known, the bigger the grain size, the lower the mechanical properties. Grain growth can be attributed to several factors, such as the thermal process variables, temperature and time, crystallographic phases, and dopants, among other factors. Higher sintering temperatures and longer sintering times are associated with larger grain sizes. However, we used the same thermal process for recycled and commercial zirconia. Hence, grain growth could also be attributed to the heterogeneity of recycled powders, as explained below.
XRD results and Rietveld analysis confirmed that the commercial white zirconia only shows one tetragonal phase, while the recycled zirconia has two phases of 21% tetragonal and 79% cubic. Since the powder of recycled zirconia is a mix of different CAD/CAM discs, many of them are multilayered translucent zirconia because most dental pieces manufactured seek some level of translucency [23], the average yttria content in recycled zirconia tends to be higher, thus reflecting the significant amount of cubic phase observed. The dental laboratory where the recycling powder was taken uses more multilayered translucent zirconia than white. It is worth noting that the commercial zirconia used as comparative control was HT white zirconia. Thus, the difference in phases was dramatically affected.
The XRD results were reinforced by the hydrothermal degradation test results, where the commercial zirconia suffered some degradation to monoclinic while the recycled one remained as cubic. This happens because only tetragonal zirconia ages to monoclinic, but cubic zirconia does not.
The previous discussion explains the lower mechanical properties obtained from recycled zirconia compared to commercial ones. Several factors in the processing method may negatively affect these properties. Still, the most critical was the high content of cubic phase in the recycled powder, which impacted grain growth and lower mechanical properties such as flexural strength. As well known, the excellent mechanical properties of tetragonal zirconia are mainly attributed to the phenomenon of transformation toughening [24]. This transformation makes crack propagation more difficult, resulting in higher fracture toughness and good flexural strength. However, this mechanism is absent in cubic zirconia. The flexural strength was dramatically affected by the high cubic phase content and the porosity. Despite this, Vickers hardness and fracture toughness show acceptable values for ceramic material.
The findings of this study are consistent with previous reports for recycled zirconia [7,8,11,12], indicating that although properties are diminished, recycled zirconia still maintains acceptable value as a ceramic material.
Additionally, presintered discs with consistent dimensions and characteristics suitable for use in CAD/CAM were obtained. These discs were ultimately used to manufacture prototypes for industrial applications. This was achieved by optimizing the presintering and sintering processes for the material, including the shrinkage percentage.
Given these considerations, it is important to recognize that recycled zirconia exhibits compositional variations, including differences in phases, yttria concentrations, and other dopants. These variables are not controlled in the current process. Recognizing and understanding the impact of these fluctuations when assessing the physical and mechanical properties of recycled zirconia is essential. Such comprehension sets the foundation for designing the appropriate ceramic processing, ensuring the feasibility of its reuse in industrial applications, where high-temperature resistance and electrical insulation are primary properties rather than highly demanding mechanical strength.
As mentioned before, the dental zirconia market will continue to grow, and the waste of this high-value material will also increase. This study demonstrates that the recycling process developed offers an approach for recovering zirconia waste from CAD/CAM systems, enabling its reintegration into the circular economy, as the material demonstrates sufficient structural integrity and dimensional precision for some industrial applications.
5. Conclusions
The present work demonstrated the feasibility of reintegrating dental zirconia into CAD/CAM systems. Pre-sintered discs with consistent dimensions and characteristics suitable for these systems were obtained and used to produce industrial parts.
Although recycled zirconia exhibited lower physical and mechanical properties than high-resistance commercial zirconia, it still has adequate mechanical and structural properties for practical applications, as demonstrated. This decrease was attributed to the limitations of the pressing process used in this study and the heterogeneity of the powder composition. Variations in yttria concentrations and other dopants used for translucency contributed to grain growth and the formation of a cubic phase. Nevertheless, the material demonstrated potential for industrial applications where high-temperature stability and dimensional precision are prioritized.
Although further optimization of recycled zirconia is required to overcome existing challenges, the potential of this material for manufacturing industrial parts is noteworthy. The results of this study demonstrate the feasibility of reintegrating high-value materials originally used in dental applications into industrial contexts.
Author Contributions
M.C. Aragón-Duarte, Lillian V. Tapia-Lopez, H.E Esparza-Ponce, L.F. Jimenez-Tinoco and Héctor Camacho-Montes: methodology, validation, formal analysis, data curation; writing—original draft preparation. Javier S. Castro-Carmona: conceptualization; project administration and writing—review and editing; M.C. Aragón-Duarte and Javier S. Castro-Carmona: funding acquisition. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by SECIHTI through the Postdoctoral Fellowships in Mexico Program to M.C. Aragón-Duarte [grant number 423276] and the Institute of Innovation and Competitiveness of the Secretariat of Innovation and Economic Development of the State of Chihuahua.
Data Availability Statement
The original contributions presented in this study are included in this article. Further inquiries can be directed at the corresponding author.
Acknowledgments
The authors thank I. Murillo and L. Macias for designing and milling the ceramic pieces.
Conflicts of Interest
The authors declare no conflicts of interest.
Abbreviations
The following abbreviations are used in this manuscript:
| CAD | Computer-aided design |
| CAM | Computer-aided manufacturing |
| 3Y-TZP | 3 mol% Yttria-stabilized Tetragonal Zirconia Polycrystal |
| XRD | X-ray Diffraction |
References
- Yin, Y.; Xu, J.; Ji, M.; et al. A critical review on sintering and mechanical processing of 3Y-TZP ceramics. Ceram Int 2023, 49, 1549–1571. [Google Scholar]
- Yoshinari, M. Future prospects of zirconia for oral implants — a review. Dent Mater J 2020, 39, 37–45. [Google Scholar]
- PRWeb. Glidewell Laboratories launches recycling program for BruxZir milling blanks. 2011. Available online: https://www.e-dental.com/doc/glidewell-laboratories-launches-recycling-0001 (accessed on 4 October 2023).
- Davidowitz, G.; Kotick, P.G. The use of CAD/CAM in dentistry. Dent Clin North Am 2011, 55, 559–570. [Google Scholar] [CrossRef]
- Denry, I.; Kelly, J.R. State of the art of zirconia for dental applications. Dent Mater 2008, 24, 299–307. [Google Scholar] [CrossRef] [PubMed]
- Irvine, D.; Goh, W.T.; Dailami, F.; et al. The analysis of tool wear mechanisms in the machining of pre-sintered zirconia dental crowns. Procedia Manuf 2019, 38, 1026–1033. [Google Scholar] [CrossRef]
- Cordeiro, V.V.; Rodrigues, A.M.; Costa FPda et, a.l. The harnessing of the waste arising from Y-TZP dental ceramics manufactured by CAD/CAM to be used as alternative dental materials. Ceram Int 2022, 48, 36149–36155. [Google Scholar] [CrossRef]
- de Assis, L.C.L.; Magnago Rde, O.; da Silva, C.A.A.; etal. Reuse of ZrO2(Y2O3) arising from making dental implant—characterization of materials. Mater Sci Forum 2014, 798–799, 632–637. [Google Scholar] [CrossRef]
- Ding, H.; Tsoi, J.K.H.; Kan, C.W.; et al. A simple solution to recycle and reuse dental CAD/CAM zirconia block from its waste residuals. J Prosthodont Res 2021, 65, 311–320. [Google Scholar] [CrossRef]
- Gouveia, P.F.; Schabbach, L.M.; Souza, J.C.M.; et al. New perspectives for recycling dental zirconia waste resulting from CAD/CAM manufacturing process. J Clean Prod 2017, 152, 454–463. [Google Scholar] [CrossRef]
- Su, C.Y.; Wang, J.C.; Chen, D.S.; et al. Additive manufacturing of dental prosthesis using pristine and recycled zirconia solvent-based slurry stereolithography. Ceram Int 2020, 46, 28701–28709. [Google Scholar] [CrossRef]
- Silva, L.B.; Acchar, W.; Silva, V.M. Study of the sintering dental ceramic waste from ZrO2-Y2O3 system. Mater Sci Forum 2016, 881, 392–397. [Google Scholar] [CrossRef]
- McLaren, E.A.; Maharishi, A.; White, S.N. Influence of yttria content and surface treatment on the strength of translucent zirconia materials. J Prosthet Dent 2023, 129, 638–643. [Google Scholar] [CrossRef] [PubMed]
- Cho, J.-H.; Han, J.-S.; Yoon, H.-I.; et al. Effect of phase fraction and grain size on translucency of 3 mol% yttria-stabilized tetragonal zirconia polycrystal. J Mater Res Technol 2023, 25, 1222–1230. [Google Scholar] [CrossRef]
- Liao, Y.; Gruber, M.; Lukic, H.; et al. Survey of the mechanical and physical behaviors of yttria-stabilized zirconia from multiple dental laboratories. JADA Found Sci 2023, 2, 100018. [Google Scholar] [CrossRef]
- Manicone, P.F.; Rossi Iommetti, P.; Raffaelli, L. An overview of zirconia ceramics: basic properties and clinical applications. J Dent 2007, 35, 819–826. [Google Scholar] [CrossRef]
- Li, Q.-L.; Jiang, Y.-Y.; Wei, Y.-R.; et al. The influence of yttria content on the microstructure, phase stability and mechanical properties of dental zirconia. Ceram Int 2022, 48, 5361–5368. [Google Scholar] [CrossRef]
- Patil, D.S.; Prabhakaran, K.; Dayal, R.; et al. Eight mole percent yttria stabilized zirconia powders by organic precursor route. Ceram Int 2008, 34, 1195–1199. [Google Scholar] [CrossRef]
- Shin, H.-J.; Kwon, Y.-H.; Seol, H.-J. Effect of superspeed sintering on translucency, opalescence, microstructure, and phase fraction of multilayered 4 mol% yttria-stabilized tetragonal zirconia polycrystal and 6 mol% yttria-stabilized partially stabilized zirconia ceramics. J Prosthet Dent 2023, 130, 254.e1–254.e10. [Google Scholar] [CrossRef]
- Wertz, M.; Fuchs, F.; Hoelzig, H.; et al. The influence of surface preparation, chewing simulation, and thermal cycling on the phase composition of dental zirconia. Materials 2021, 14, 2133. [Google Scholar] [CrossRef]
- Ćorić, D.; Majić Renjo, M.; Ćurković, L. Vickers indentation fracture toughness of Y-TZP dental ceramics. Int J Refract Metals Hard Mater 2017, 64, 14–19. [Google Scholar] [CrossRef]
- Mosquim, V.; Ferrairo, B.M.; Vertuan, M.; et al. Structural, chemical and optical characterizations of an experimental SiO2–Y-TZP ceramic produced by the uniaxial/isostatic pressing technique. J Mech Behav Biomed Mater. 2020, 106, 103749. [Google Scholar] [CrossRef]
- Cesar, P.F.; Miranda RBde, P.; Santos, K.F.; et al. Recent advances in dental zirconia: 15 years of material and processing evolution. Dent Mater 2024, 40, 824–836. [Google Scholar] [CrossRef]
Figure 1.
Standard milling process of a commercial 98 mm diameter zirconia disc in a dental milling machine.
Figure 1.
Standard milling process of a commercial 98 mm diameter zirconia disc in a dental milling machine.

Figure 2.
Flowchart illustrating the CAD/CAM process. The solid pathway outlines the standard procedure, while the dotted pathway highlights the recycling of dental zirconia and its integration into the process.
Figure 2.
Flowchart illustrating the CAD/CAM process. The solid pathway outlines the standard procedure, while the dotted pathway highlights the recycling of dental zirconia and its integration into the process.
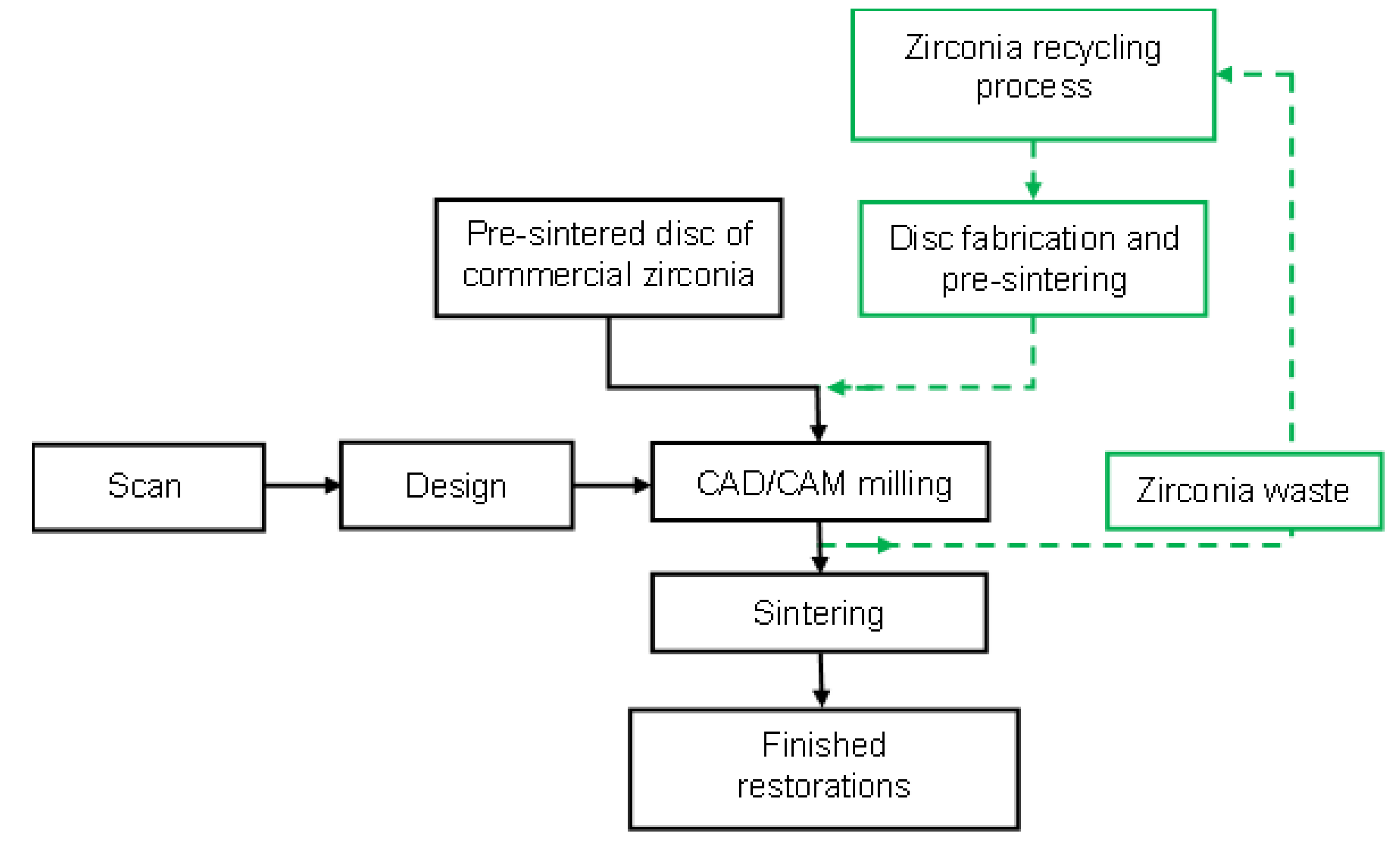
Figure 3.
On the left, a custom-made Delrin plastic mold that shapes compressed powder into discs. In the middle, the mold containing the powder is placed under pressure in the press. On the right, a disc made from recycled zirconia powder is presented.
Figure 3.
On the left, a custom-made Delrin plastic mold that shapes compressed powder into discs. In the middle, the mold containing the powder is placed under pressure in the press. On the right, a disc made from recycled zirconia powder is presented.
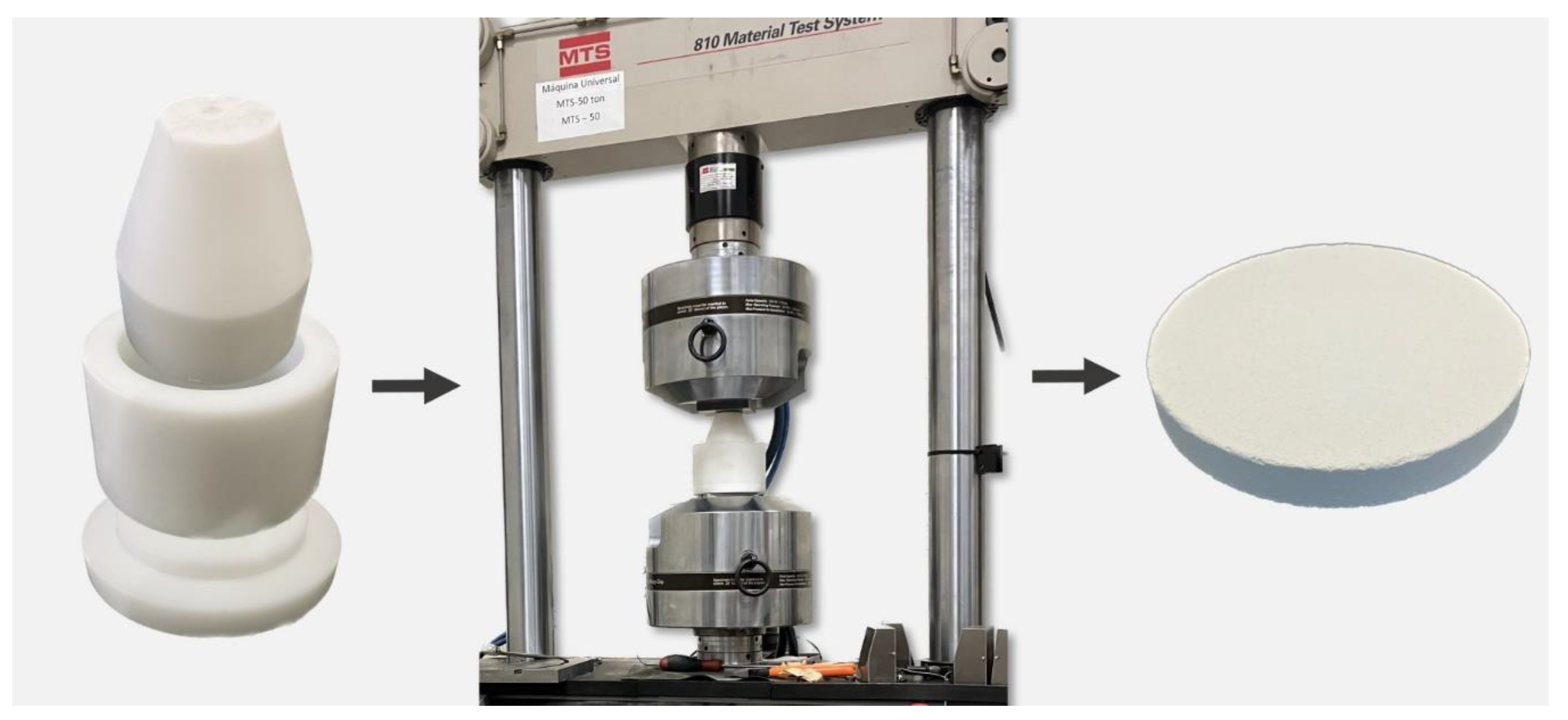
Figure 4.
Scanning electron microscope images. Commercial zirconia (left) and recycled zirconia (right). The bottom row shows a higher magnification than the top row.
Figure 4.
Scanning electron microscope images. Commercial zirconia (left) and recycled zirconia (right). The bottom row shows a higher magnification than the top row.
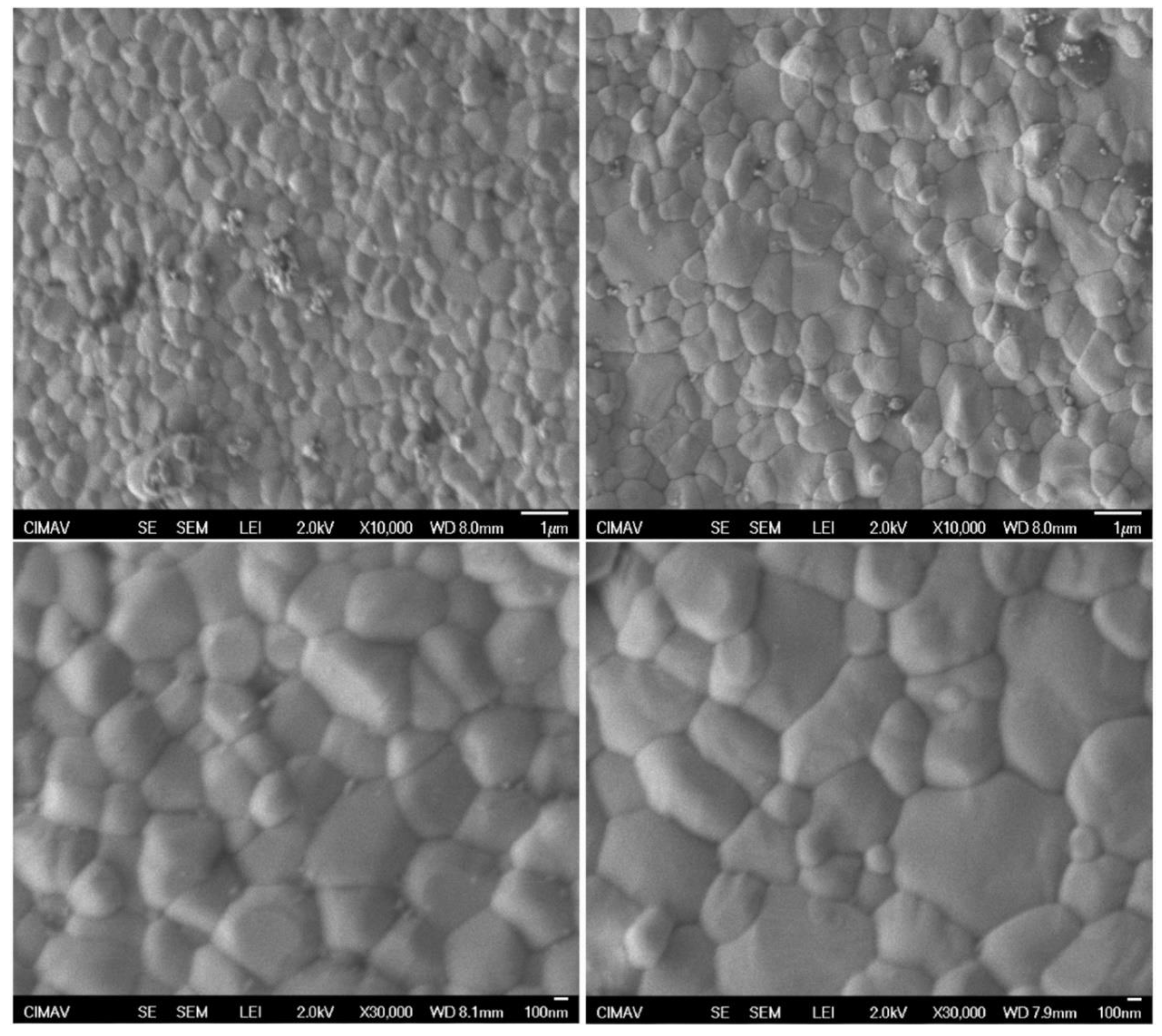
Figure 5.
XDR of both materials before and after the accelerated aging test for 5 h. t = tetragonal, c = cubic, m = monoclinic.
Figure 5.
XDR of both materials before and after the accelerated aging test for 5 h. t = tetragonal, c = cubic, m = monoclinic.
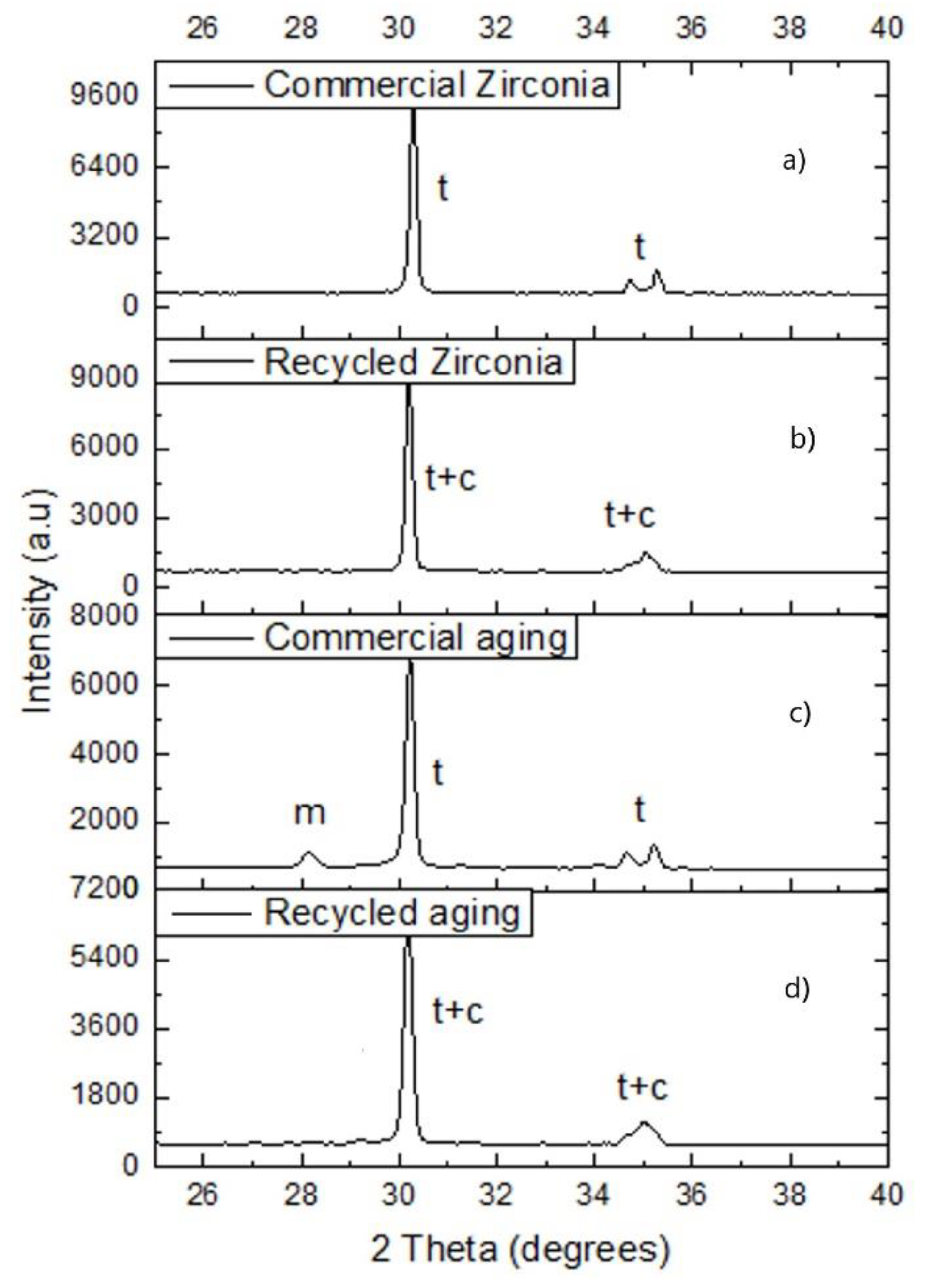
Figure 6.
In the center, a high-temperature ceramic protection for a thermocouple fabricated using CAD/CAM. Surrounding it are various test specimens produced using pressing dies: cylindrical, plate-type, and disc-shaped specimens. All figures are made from recycled zirconia.
Figure 6.
In the center, a high-temperature ceramic protection for a thermocouple fabricated using CAD/CAM. Surrounding it are various test specimens produced using pressing dies: cylindrical, plate-type, and disc-shaped specimens. All figures are made from recycled zirconia.
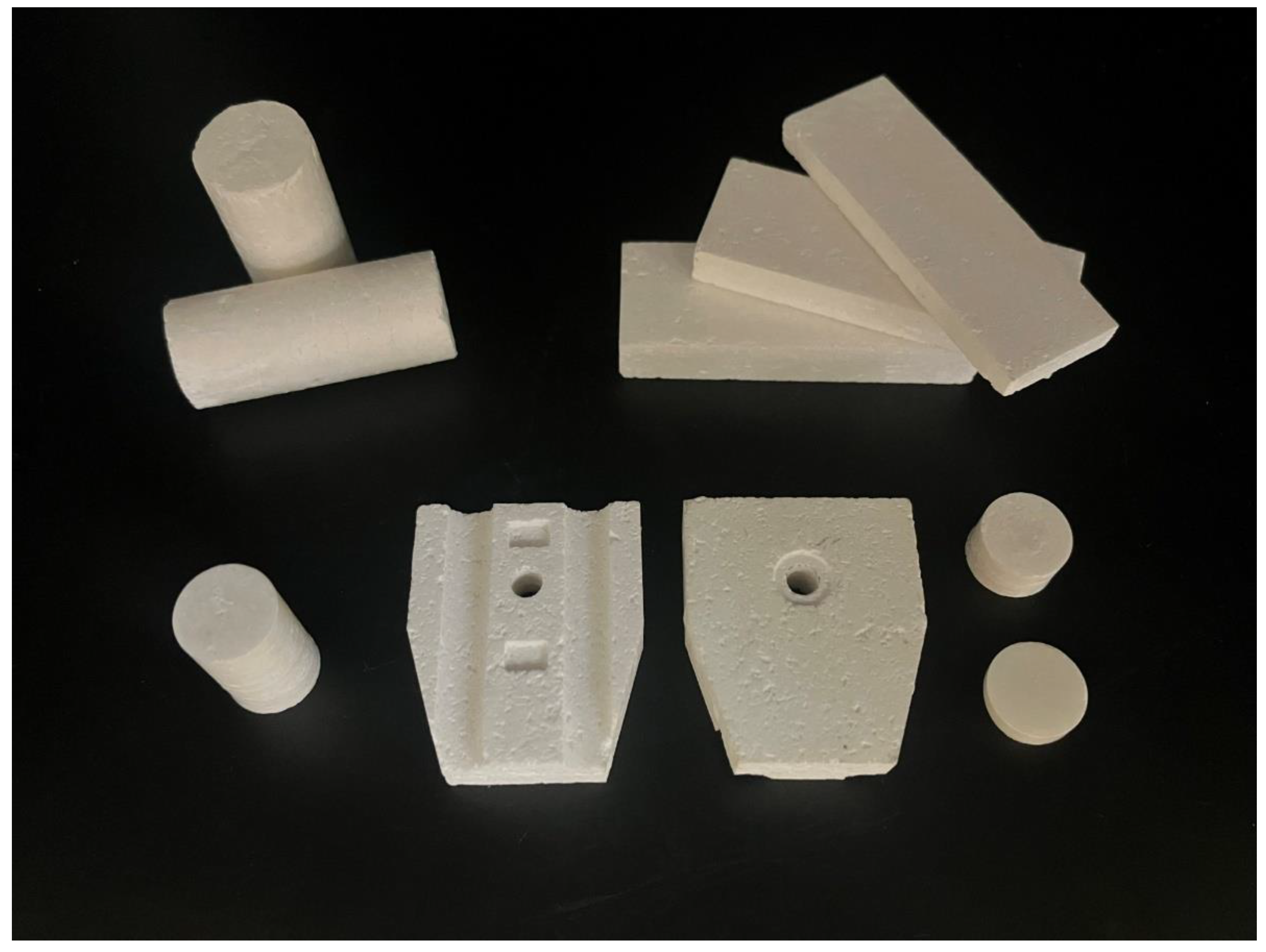
Figure 7.
A nozzle made from recycled zirconia. Different angles are presented to highlight their geometry and manufacturing details. Its design could be adapted for use in air and gas systems in high-temperature environments.
Figure 7.
A nozzle made from recycled zirconia. Different angles are presented to highlight their geometry and manufacturing details. Its design could be adapted for use in air and gas systems in high-temperature environments.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2026 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



