Submitted:
19 February 2026
Posted:
27 February 2026
You are already at the latest version
Abstract
Longwall paste backfilling mining is severely restricted in large-scale application due to its sequential mining-isolation-backfilling-curing operation mode, which leads to low production efficiency and poor economic feasibility. Taking the E1302-B paste backfilling face of Gaohe Coal Mine as the engineering background, this study systematically identified the key efficiency-restricting factors including low isolation efficiency, cumbersome backfilling process, prolonged paste curing time and insufficient system operation controllability, in view of the complex geological conditions of the face such as severe undulation of roof and floor and irregular cross-section. Technological innovations were carried out from four core dimensions: high-efficiency isolation, high-efficiency backfilling, accelerated curing and intelligent safety control. A self-adaptive mechanized isolation device was developed, a high-efficiency backfilling process with simplified isolation procedures was proposed, the optimal accelerator addition method with cross-blade mixing was determined, and an integrated intelligent monitoring system covering the whole process of equipment-pipeline-support was constructed. Eventually, a high-efficiency integrated technology system for longwall paste backfilling mining was formed. Industrial test validation demonstrated that the technical system significantly boosts the efficiency of isolation, backfilling and solidification in the backfill mining cycle, cutting the time of a single backfill mining operation cycle by 57%. The annual production capacity of the E1302-B face was increased to 0.81 Mt, with a comprehensive backfilling mining cost of 466.63 CNY/t, an annual economic benefit of 108.03 million CNY and a static investment return rate of 48.96%. The E1306 face achieved an even higher annual production capacity of 1.12 Mt with a static investment return rate of 74.94%. This technology system effectively breaks the efficiency and economic bottlenecks of traditional longwall paste backfilling mining, realizes the dual improvement of backfilling mining efficiency and economic benefits, and provides technical support and practical approaches for the large-scale application of longwall paste backfilling mining.
Keywords:
longwall paste backfilling mining
; high-efficiency isolation
; high-efficiency backfilling
; high-efficiency curing
; intelligent safeguard
; economic feasibility
1. Introduction
As a critical component of the global energy mix, coal plays an irreplaceable role in ensuring energy security and driving economic development [1,2]. With the increasing depletion of shallow coal resources, mining operations are progressively extending to greater depths [3]. Concurrently, the volume of coal reserves situated under buildings, railways, and water bodies continues to rise, leading to increasingly prominent environmental issues such as surface subsidence and ecological damage [4]. Longwall paste backfilling technology addresses these challenges by preparing solid wastes such as coal gangue and fly ash into a high-concentration paste [5,6], which is then injected into the goaf to provide effective support to the roof [7]. This approach significantly mitigates surface subsidence, enhances resource recovery rates, and facilitates the resource utilization of solid waste [8]. As such, it represents a green mining pathway that effectively balances resource extraction with ecological protection [9,10].
Despite its recognized ecological and resource benefits, the large-scale implementation of longwall paste backfilling mining is severely limited [11]. The primary constraint is its sequential “mining-isolation-backfilling-curing” cycle, leading to low productivity and poor economic viability [12]. Typical annual output for conventional paste backfilling faces is only 0.3–0.5 million tons, far below that of standard fully mechanized faces. Combined with high integrated costs, this hinders its economic competitiveness against traditional mining methods [13].
To address these challenges, researchers worldwide have conducted extensive studies on improving the efficiency of longwall paste backfilling. In terms of isolation technology, efforts include the development of hydraulically driven automatic isolation mechanisms to reduce manual intervention, as well as the design of composite isolation systems combining flexible and rigid elements to optimize sealing effectiveness [14]. However, widespread issues persist, such as poor reusability of sealing materials, insufficient reliability under complex geological conditions, and high dependence on manual operations, preventing fundamental improvements in isolation efficiency [15,16,17]. In the field of backfilling technology, progress has been made in optimizing high-capacity backfilling systems and constructing models for backfill volume calculation. Some studies have enhanced pumping capacity through methods like dual-pump parallel operation [18,19,20,21], while others have reduced ineffective backfilling volumes based on probability integral methods [22]. Nonetheless, shortcomings remain in areas such as the coordinated support between the backfill body and the roof, as well as optimization of supporting isolation processes, often leading to issues like inadequate roof contact and backfill fragmentation [23]. Regarding curing technology, the development of composite accelerators and intelligent dosing devices has somewhat shortened the initial setting time of paste [24,25]. However, key challenges—including control over the uniformity of accelerator-paste mixing, and dynamic coordination between dosage and pumping parameters—remain unresolved [26]. This often results in uneven strength distribution within the backfill and curing cycles that still fall short of meeting high-efficiency operational demands. In terms of integrated system support, existing research has established monitoring systems for isolated components such as backfilling pumps, pipeline pressure, and support resistance, enabling partial fault warning [27]. Yet, there is a lack of an intelligent monitoring system covering the entire “equipment-pipeline-support” workflow. The limited level of data processing and intelligent fault diagnosis hinders the ability to predict risks in advance and respond effectively [28,29]. In summary, while advances have been made in individual components, a holistic high-efficiency system integrating the complete “mining-isolation-backfilling-curing” chain is still lacking. Without synergistic optimization under complex geological conditions, core challenges—including inefficient isolation, insufficient backfilling capacity, long curing times, and inadequate system controllability—persist.
In response to the aforementioned research gaps, this study systematically investigates key technologies for improving the efficiency of longwall paste backfilling, using the E1302 backfilling face(E1302-B face)at Gaohe Coal Mine as the engineering context. By analyzing the complex geological conditions and the limitations of existing equipment, the factors constraining efficiency are identified. Technological innovations are implemented across four key aspects: high-efficiency isolation, high-efficiency backfilling, accelerated curing, and intelligent safety control. This includes the development of mechanized isolation devices, optimization of backfilling processes, improvement of accelerator dosing techniques, and the establishment of a full-process intelligent monitoring system. Ultimately, an integrated high-efficiency technology system is developed and validated through industrial trials, providing both technical support and a practical pathway for the large-scale adoption of longwall paste backfilling mining.
2. Geological Conditions of the E1302-B Face
Gaohe Coal Mine is located in Changzhi City, Shanxi Province, China. The surface above the mining area is distributed with numerous villages, high-voltage transmission lines, railways, industrial parks, and other critical infrastructure. Due to the overlying presence of these surface structures, a significant volume of coal resources underground cannot be safely extracted, with the total accumulated affected reserves reaching 372 million tons. In order to achieve safe and efficient mining of coal resources while effectively protecting the stability of surface villages and various facilities, the mine plans to adopt the longwall paste backfilling mining method.
The E1302 paste backfilling face is the first mining panel under villages within the Gaohe Coal Mine field. It targets the No. 3 coal seam, which has an average thickness of 6.38 m, an average burial depth of 408 m, and an average dip angle of 8°. A split-level backfilling mining method is employed, sequentially extracting the upper layer (mining height 3.5 m) and the lower layer (mining height 2.88 m). This study focuses primarily on the mining of the upper layer of the E1302 face.
The geological conditions at the E1302-B face are complex, characterized primarily by severe undulations and a highly irregular cross-section of the roof and floor. To quantify this irregularity, the relative height difference between the canopy beams of adjacent supports was used to characterize roof undulation. Measurement results (Figure 1) show that the maximum roof height difference between adjacent supports reached 300 mm. Of these, relative height differences exceeding 200 mm accounted for 7%, while those greater than 100 mm accounted for as high as 16%. Areas with significant height anomalies were concentrated in the tailgate section of the working face, resulting in an extremely irregular cross-sectional profile of the coal seam roof. Meanwhile, measured data on the roof–floor dip angle (Figure 2) indicate a maximum value of 5°, with angles greater than 1° accounting for 72.6%. These geological conditions severely constrain the efficiency of backfilling operations, with a particularly pronounced negative impact on the effectiveness of the isolation process.
3. Efficiency Constraints in Longwall Paste Backfilling
3.1. Mining-Backfilling Coordination
In longwall paste backfilling, the coordination of mining and backfilling is fundamentally characterized by the sequential alternation and precise synchronization of operational space over time. Based on the working status of the supports and the isolation plate, this dynamic process can be delineated into the following key stages, as shown in Figure 3.
(1) Initial Stage of Coal Cutting
Prior to the commencement of coal cutting, the face supports are in their initial position, as shown in Figure 3(a). At this stage, the isolation plate remains in the sealed position. The backfill behind it has fully cured and reached the required demolding strength, thereby establishing the prerequisite for support advance and subsequent coal cutting operations.
2) Coal Cutting and Support Preparation
After the first pass of the shearer, the support’s forward canopy is extended immediately to support the newly exposed roof (Figure 3(b)). Simultaneously, the isolation plate is fully retracted to disengage from the roof and floor.
(3) First Support Advance
Following the first support advance, the face configuration is as shown in Figure 3(c). A goaf space with a width equal to the web depth is now formed behind the supports. The rear canopy (tail beam) provides roof support in this area, allowing preparatory tasks such as removing isolation membranes to be performed.
(4) Formation of the Backfilling Space
Once the designed cutting distance is achieved and all supports have advanced into position, the backfilling space is fully formed (Figure 3(d)). At this stage, final pre-backfilling preparations are completed, including hanging new isolation membranes, inspecting and repairing their integrity, and sealing the bottom gap.
(5) Isolation Ready State
At the end of the cutting cycle, all face supports have advanced to their designated positions, isolation membranes are fully installed, and bottom sealing is complete. The entire system is now in a state ready for backfilling, as shown in Figure 3(e).
Backfilling can only begin after isolation is fully completed. During this phase, all mining equipment remains idle. The next mining-backfilling cycle can proceed only after the backfill has set and attained early strength within the enclosed goaf.
3.2. Key Constraints on Efficiency in Longwall Backfilling
Longwall paste backfilling mining typically follows a sequential “mining-isolation-backfilling-curing” operational model, which results in low production efficiency. The key factors constraining its efficiency mainly include the following aspects:
(1) Low Isolation Efficiency. The isolation mechanisms of backfilling supports have poor adaptability to site conditions, and isolation/leak prevention still relies heavily on manual operations. The isolation process is complex, labor-intensive, and remains inefficient. Furthermore, the use of non-reusable straw mats for sealing further reduces efficiency.
(2) Inefficient Backfilling Process. Achieving a complete fill in the designated backfill area of a longwall paste face requires a long time. Additionally, the process of retracting the canopy beam can easily damage the freshly placed backfill, leading to material waste and significantly lowering backfilling efficiency.
(3) Prolonged Paste Curing Time. After the paste slurry is pumped through pipelines to the backfill area, it normally requires over 8 hours to cure sufficiently before demolding and support advance can occur. The paste cannot rapidly gain early strength to become self-supporting.
(4) Impacts on Safe and Efficient System Operation. This includes the operational integrity of key equipment such as crushers, mixers, and backfilling pumps; the smoothness of pipeline transport, free from blockages; and whether the underground supports provide sufficient resistance and effective isolation.
4. High-Efficiency Paste Backfilling Mining Technology
4.1. High-Efficiency Isolation Technology
Isolation constitutes the pivotal link between coal cutting and backfilling in longwall paste mining. Its core function is to establish a reliable physical barrier, preventing paste leakage and ensuring operational safety. Achieving high efficiency in this process requires coordinated innovation in the isolation mechanism.
Based on the core functional requirements for high-efficiency isolation and sealing, an innovative high-efficiency isolation mechanism was designed, comprising an upper isolation, a middle isolation, a lower isolation, isolation connecting rods, a lifting jack, a tilting jack, and telescopic jacks (Figure 4). Its integrated advantages are as follows:
Highly Adaptive Adjustment: The upper isolation plate is hinged to the support canopy, allowing it to lift or lower synchronously with the mining height. A dedicated lifting jack ensures tight contact with the roof, while the built-in telescopic middle isolation section further extends the adjustment range.
Comprehensive Dynamic Sealing: The upper and lower isolation plates compress flexible sealing materials to seal the gaps against the roof/floor and the support structure, respectively. Laterally equipped with a telescopic function, they can also seal the gaps between adjacent supports, achieving three-dimensional leakage prevention.
High-Strength Box Structure: The isolation plates adopt a box-type design, providing sufficient rigidity and strength to effectively withstand the lateral pressure of the backfill paste.
Safety and Operational Convenience: The upper isolation plate is equipped with a tilting jack, allowing it to swing upward to form a safe pedestrian passageway, facilitating worker access to the backfilling area.
Integrated Backfilling Interface: A dedicated backfilling port is installed on the upper isolation plate, enabling rapid and precise connection to the backfilling pipeline and ensuring continuous and efficient backfilling operations.
Based on the high-efficiency isolation mechanism, a compression sealing method utilizing plastic sheeting and flexible materials was proposed (Figure 5).
The on-site application of the high-efficiency isolation technology at the E1302 face is shown in Figure 6. With this technology, the isolation operation time was reduced from three shifts to one shift, representing a 67% reduction in process duration.
4.2. High-Efficiency Backfilling Technology
Backfill mining operates on the principle of replacing extracted coal with a backfill mass to control roof movement and, consequently, surface subsidence. However, the sequential mining-isolation-backfilling-curing operational model in longwall paste backfilling has inherent limitations. Following coal extraction and support advance, the newly created goaf requires hours of isolation before backfilling can begin. Crucially, the backfill cannot provide effective support until it gains sufficient initial strength, resulting in inevitable roof deformation before the backfill mass becomes load-bearing.
Roof subsidence in the E1302 stope to be backfilled was measured under different exposure times. The relationship between subsidence and exposure time is shown in Figure 7. When the roof hanging time was 12 h, 16 h, 20 h, 24 h, 28 h, and 32 h, the corresponding average roof subsidence was 157.5 mm, 182.25 mm, 204.75 mm, 226.5 mm, 240.5 mm, and 249 mm, respectively, indicating a significant increase in subsidence with longer hanging time.
Therefore, the key to improving the backfill process lies in advancing the timing of effective roof support by the backfill mass. This can be achieved by simplifying the isolation procedure or optimizing the backfill volume to shorten the cycle time, while maintaining control over roof movement within design limits. Specific proposals are as follows:
The technology enables rapid backfill initiation by implementing a simplified isolation scheme across the entire working face or in selected zones. This is achieved primarily by eliminating the time-consuming top isolation step using plastic sheeting, which accounts for over 50% of the total isolation duration. A schematic of the technical principle is shown in Figure 8. Grounded in the requirement for precise surface-deformation control, the approach employs the probability integral method and the equivalent mining height principle to quantify the minimum required backfill volume. The resulting improvement in isolation efficiency strictly limits roof exposure time, effectively restraining roof subsidence. As a result, surface-subsidence control remains comparable to conventional methods, while overall backfilling efficiency is significantly enhanced.
A comparative field trial at the E1302 face demonstrated clear performance differences between conventional and efficient backfill methods. In the conventional process, embedding of the support tail beam into the backfill mass often created voids and induced fracturing and spalling of the material. The efficient backfill technology eliminated such mechanical damage during beam recovery and ensured reliable roof contact through precise volume control (Figure 9).
Monitoring data indicated that the efficient method maintained the same backfill volume per cycle and a stable backfill ratio as conventional practice. Moreover, both backfill height and roof subsidence matched the results obtained with conventional dense backfilling, confirming that surface-subsidence control remained unaffected. Overall, the efficient technology increased face-wide backfilling efficiency by approximately 30%, achieving both higher productivity and uncompromised control performance.
4.3. High-Efficiency Curing Technology
In longwall paste backfilling, the curing phase represents a major time component of the backfill cycle. Reducing its duration—specifically, the time needed to reach formwork-removal strength—relies mainly on incorporating accelerators into the paste mix, calling for coordinated material and process development. While accelerator formulations have been widely studied [30,31,32], this section focuses specifically on the high-efficiency curing process for the backfill mass.
In the curing process, thorough and uniform mixing of the accelerator with the paste material is essential for achieving rapid formwork-removal strength. To determine the optimal addition method, this study established a simulated test system based on actual backfill practice. A truck-mounted concrete pump simulated the backfill station pump, delivering uniformly mixed paste through a pipeline to the discharge point. At the pipeline outlet, five distinct accelerator addition methods (Table 1) were implemented and compared to evaluate their effects on paste setting acceleration. The experimental setup is illustrated in Figure 10 and Figure 11.
Accelerator addition tests under different mixing methods were carried out, and the mixed slurry was sampled for slump tests to evaluate its fluidity. The results indicate that without the accelerator, the initial slump of the paste was 240 mm, and the initial flow state was essentially consistent across different addition methods. One hour after adding the accelerator, the slump decreased significantly in all test groups, with no notable difference in the extent of reduction, whereas the control group (without accelerator) showed no obvious change in slump. This demonstrates that the accelerator can markedly accelerate the early loss of paste fluidity, but the addition method has no significant influence on this process.
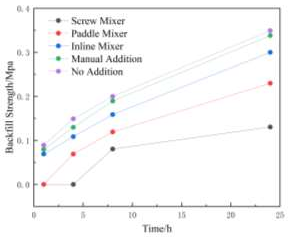
Samples of the mixed slurry were cured under standard conditions (20±1 °C, humidity >90%) and prepared into standard specimens to determine the early-age strength (2 h, 4 h, 8 h, 24 h) of the backfill material. As shown in Figure 13, the addition of the accelerator significantly improved early strength. Among the tested methods, cross-blade mixing and spiral mixing provided better acceleration, with results comparable to manual mixing. Both methods met the 2 h formwork-removal strength requirement. Due to its superior slurry homogeneity, the cross-blade mixing method was identified as the optimal process for adding the accelerator to paste backfill material.
Field tests at the E1302-B face demonstrate that after adopting the cross-blade mixer, the paste achieved a self-supporting strength exceeding 0.1 MPa within 2 h to 4 h, fully meeting the strength requirement for coal cutting and support shifting. Compared with the 8 h to 12 h curing period of the conventional process, this technology reduces the paste curing time by over 50%—effectively doubling curing efficiency and significantly shortening the waiting time in the mining-backfilling cycle.
Figure 12.
Preparation of Paste Backfill Material Specimens.

Figure 13.
This is a figure. Schemes follow the same formatting.
4.4. Intelligent Safeguard Technology
4.4.1. Equipment Operation Monitoring and Intelligent Control
Longwall paste backfill mining follows a sequential mining-isolation-backfilling-curing operational model. In this model, any inefficiency or failure of equipment in a given stage directly affects the overall production efficiency of the working face. Therefore, ensuring the safe and stable operation of key equipment in each phase is essential to support high-efficiency mining in a longwall paste backfill face. By continuously monitoring critical operating parameters such as current and pressure, the working state of equipment can be effectively evaluated, providing a reliable basis for operational decision-making.
(1) Monitoring and Analysis of Backfill Pump Operation Status
The paste backfill pump delivers surface-mixed slurry through a high-pressure pipeline to the underground stope. If the pump shuts down abnormally due to mechanical failure, power loss, or material issues, slurry flow stops abruptly. Under gravity and pipe resistance, the stagnant paste—owing to its viscosity and setting nature—adheres to the pipe wall and hardens, reducing the cross-section and potentially causing complete blockage, which requires system-wide shutdown and cleaning.
The outlet pressure of the backfill pump directly indicates slurry-transport resistance and operational load. Its fluctuation pattern correlates with equipment health, slurry properties, and pipeline condition: stable fluctuations reflect normal operation; abrupt spikes or drops suggest mechanical wear or valve failure; a sustained gradual rise signals abnormal slurry concentration or incipient pipeline blockage. These characteristics enable early warning of equipment and pipeline issues. Real-time pressure analysis allows rapid cause identification, distinguishing internal faults from external transport problems, thereby providing precise data for diagnostics.
Figure 14 displays the real-time outlet pressure curve of the backfill pump. Before 16:37, pressure remained stable within the normal range with minor fluctuations, indicating smooth slurry transport and stable pump operation. Pump suspension at 16:37 resulted in a stepwise pressure decline due to loss of propulsion. After restart at 16:46, pressure promptly recovered and stabilized. However, around 16:53, a sharp pressure surge exceeded the safety threshold, signaling a rapid increase in flow resistance likely caused by abnormal slurry concentration, localized pipeline buildup, or valve sticking. Timely control measures stabilized the pressure, preventing a complete pipeline blockage.
(2) Monitoring and Analysis of Crushing Equipment Operation Status
The operational stability of the crushing system directly determines the particle-size compliance of the backfill material and the overall efficiency of the subsequent backfill process. Current signals serve as a key parameter reflecting equipment load, providing real-time insight into crushing intensity, operational load, and feed uniformity—thereby helping to prevent equipment failures and energy waste caused by uneven feeding. Over-feeding can lead to motor overload and stalling, requiring system shutdown, while under-feeding results in low-load idling, increasing parasitic power consumption and wear; both scenarios significantly reduce backfilling efficiency.
Figure 15 displays real-time current curves for two parallel impact crushers. Their highly synchronized fluctuations within the rated range indicate uniform feed distribution and optimal operation. In contrast, Figure 2 shows three high-fineness crushers with a marked load imbalance: Crusher #1 operates near 16 A, while #2 and #3 remain at 10–12 A—a 4–6 A deviation signaling abnormal operation. The imbalance likely stems from either biased feed distribution, overloading #1 and underfeeding #2/3, or equipment issues such as differential hammer wear or bearing blockage. Restoring balance requires optimizing the working state of the feeding system, or servicing affected units to ensure stable material supply for efficient backfilling.
(3) Monitoring and Analysis of Mixing Equipment Operation Status
The mixer governs paste proportioning quality, and its current signal provides real-time insight into equipment load and slurry consistency. Given batch volumes of 4–5 m3 and pipeline lengths of 100–200 m, slurry deviations can readily cause pipeline blockage, while corrections after discharge are difficult. Monitoring the current allows early detection of consistency changes: a current below the normal range signals reduced density, whereas a reading above indicates excessive density. Based on current-signal feedback, operational parameters can be promptly adjusted by adding supplementary powder or adjusting water input, ensuring the backfill slurry remains within specified quality limits.
Figure 16 presents the current monitoring data of the mixer. During the initial material loading phase, the current remained above 70 A, reflecting the normal high-load condition of early-stage mixing. As mixing progressed, it quickly stabilized around 65 A, indicating uniform slurry blending and acceptable consistency. At 22:14, a sustained current drop below 60 A signaled low slurry density. Powder was immediately supplemented via the control system, allowing the current to gradually recover to the normal range and thereby preventing potential pipeline conveyance issues caused by low-density slurry.
4.4.2. Backfill Pipeline Pressure Monitoring and Intelligent Control
Pipeline pressure monitoring is crucial for efficient paste transport and operational continuity. Real-time data from drain valves drain valves along the pipeline track slurry-flow variations, enabling early detection of blockages and consistency anomalies. Adjusting pumping parameters or material ratios mitigates these risks, preventing blockages and downtime while dynamically optimizing backfilling efficiency.
The case shown in Figure 17(a) exemplifies the critical role of pressure monitoring in blockage localization and early warning. Before 22:08, stable pressure across all pipelines indicated normal backfilling. From 22:08 to 22:11, sharp fluctuations were recorded at underground points 1–5#, followed by a line-wide pressure drop after 22:11, indicating flow interruption and suggesting a potential blockage near the shaft base. At 22:15, a surge and sustained high pressure in the surface pipeline confirmed rapid slurry accumulation without flow, diagnosing a blockage at the shaft base. This real-time data provided precise timing and location evidence, enabling proactive intervention that shortened clearance time and minimized disruption to the backfilling cycle.
The case shown in Figure 17(b) illustrates how pressure monitoring supports mix-ratio optimization and backfilling-capacity improvement. Around 11:50, abnormal pressure fluctuations—attributed to excessive slurry density—prompted immediate mix adjustment, averting blockage. During 15:00–15:50, consistently high pressure indicated full-pipe flow. Raising the pumping rate from 400 to 450 m3/h at 15:35 further increased pressure, limiting efficiency. Based on real-time data, reducing slurry density maintained efficient and safe pumping, thereby enhancing overall backfilling performance.
4.4.3. Backfilling Support Pressure Monitoring and Support Quality Evaluation
The support pressure of backfilling supports critically governs roof control in the backfill face. Pressure monitoring enables analysis of roof-pressure evolution and assessment of the actual load-bearing capacity of supports, providing a basis for comprehensive evaluation and real-time supervision of support-group performance and operational health.
As shown in Figure 18, the automatic monitoring data of face support resistance reveal the following: the average working resistance of the front legs was 8.90 MPa, with a maximum of 25.72 MPa and a compliance rate of only 61.01%; the average working resistance of the rear legs was 8.57 MPa, with a maximum of 25.16 MPa and a compliance rate of 56.60%. The overall compliance rate for the entire face was merely 58.81%. The working resistance was critically low, failing to adequately meet roof stability requirements. Prompt measures—such as pressure adjustment and support maintenance—are required to increase support resistance, optimize roof maintenance, and ensure that roof subsidence before backfilling remains strictly within the designed allowable range.
5. Performance Evaluation of High-Performance Backfill Mining
5.1. Efficiency Analysis of High-Efficiency Backfill Mining
In conventional longwall paste backfill mining, the sequential mining–isolation–backfilling–curing process allocates 1, 3, 2, and 1 shift(s) to each stage, respectively. By implementing innovations in high-efficiency isolation, backfilling, curing, and intelligent safeguarding, the high-efficiency process significantly shortens each stage. The overall mining-backfilling cycle is reduced by 57%, successfully achieving the target of one complete mining-backfilling cycle per day (Figure 19).
Taking the E1302-B face as an example, with a mining height of 3.5 m, face length of 230 m, and backfill step distance of 2.4 m, the high-efficiency process achieves one mining-backfilling cycle per day. Based on 25 working cycles per month, the annual production capacity of this face increases to 0.81M t. In the subsequent E1306-B face, where the length extends to 317 m, the annual capacity rises further to 1.12M t under the same monthly cycle frequency. The application of high-efficiency backfill mining technology enables a single face to exceed 1Mt annually, more than doubling the productivity compared with the conventional output range of 0.3–0.5Mt/a in current industry longwall backfill operations, thereby significantly enhancing the potential for large-scale implementation of longwall paste backfilling.
5.2. Economic Analysis of High-Efficiency Backfill Mining
The economic assessment of paste backfill mining is based on a comprehensive calculation of its cost structure and savings. The method involves starting with the original fully mechanized mining cost, adding all additional expenses from the backfill system, and then subtracting policy incentives and operational savings attributable to the backfill process. The evaluation covers three main components: (1) the direct cost of backfill mining, referenced against the original full mining cost; (2) incremental costs for materials, labor, power, equipment depreciation, and auxiliary isolation; and (3) cost savings from resource-tax reductions, lower land-subsidence compensation, and decreased gangue-disposal expenses.
An economic analysis was performed for three production scenarios: conventional backfilling (0.40 Mt/a), the efficiency-improved E1302 face (0.81 M t/a), and the further-optimized E1306 face (1.12 Mt/a).
(1) Determination of Cost Baseline Parameters for Backfill Mining
The total investment in the Gaohe Mine backfill project is 220.66 million yuan, covering civil works, equipment purchase, installation, and other expenses. Calculated results show that the comprehensive mining cost for backfill operation in this mine is approximately 463 CNY/t.
The backfill cost was calculated using local raw-material prices, with the following key parameters: binder at 400 CNY/t, additive at 4.0 CNY/kg, fly ash at 50 CNY/t, mine water and waste gangue treated as zero-cost inputs, and electricity priced at 0.7 CNY/(kW·h). Annual salaries for surface and underground backfill personnel were set at 72,000 CNY and 150,000 CNY, respectively, with corresponding staffing quotas of 60 and 50 workers. The bulk density of coal was taken as 1.4 t/m3 and the backfill ratio as 94.3%.
(2) Cost Composition and Calculation of Backfill
The cost of paste backfill primarily comprises material expenses, fixed-asset depreciation, water and electricity charges, labor costs, and other auxiliary expenditures.
1) Material cost. The mix proportion of the gangue-based backfill material is as follows: binder 125 kg/m3, fly ash 200 kg/m3, additive 8 kg/m3, water 350 kg/m3, and gangue 1450 kg/m3. Accordingly, the material cost per tonne of coal is calculated as:
2) Fixed-asset depreciation assumes a 7-year lifespan and a 5% residual value rate for the total investment. The depreciation cost per tonne of coal is then expressed as a function of annual production capacity A:
3) Electricity cost. The backfill station has an installed capacity of 10,570 kW and a demand factor of 0.8, with an average backfill capacity of 400 m3/h. The electricity cost per tonne of coal is derived as:
4) Labor cost converted to a per-tonne basis is expressed as:
5) Other expenses, including backfill mesh, isolation materials, wear-parts, system accessories, and maintenance, are assigned based on field measurements:
the total backfill cost per tonne of coal is obtained as:
(3) Economic Savings from Backfill Mining
Paste backfill reduces overall mining costs through the following avenues:
1) Savings on gangue-disposal fees. The cost of transporting and disposing of waste gangue at Gaohe Mine is approximately 50 CNY/t. Since each cubic metre of backfill slurry consumes 1.45 t of gangue, the saving per tonne of coal is calculated as:
2) Reduction in resource tax. Based on a coal price of 600 CNY/t and a resource-tax rate of 10%, with the backfill-mining policy allowing a 50% tax reduction, the tax saving per tonne of coal is given by:
3) evenue from production-capacity substitution. The coal production capacity released through backfill mining can be converted into substitution quotas at a 30% conversion rate. Assuming a profit of 200 CNY per tonne of quota, the additional revenue per tonne of coal is expressed as:
4) Exemption from land-subsidence fees. The mine’s subsidence compensation fee is 13.07 CNY per tonne of coal.
(4) Comprehensive Economic Benefit Analysis
Applying the annual production levels of 0.4, 0.81, and 1.12 Mt/a to the developed formulas yields the cost-benefit indicators for paste backfill mining (Table 2). The results show that high-efficiency paste backfill technology significantly reduces the incremental backfill cost. Under the geological conditions of the E1302 panel, the comprehensive cost is 466.63 CNY/t, generating a per-tonne benefit of 133.37 CNY/t, an annual economic benefit of 108.03 million CNY, and a static investment return rate of 48.96%. For the E1306 panel, the cost is further reduced to 452.36 CNY/t, with a corresponding per-tonne benefit of 147.64 CNY/t, an annual benefit of 165.35 million CNY, and a return rate of 74.94%. The technology thus achieves pronounced technical and economic effectiveness.
5. Conclusions
This work addresses the low productivity and economic inefficiency inherent in the conventional sequential mining–isolation–backfilling–curing process of longwall paste backfill mining. Based on the E1302 paste backfill face at Gaohe Coal Mine, the study identifies the key constraints to efficient operation, systematically develops and industrially validates enhanced technologies, and presents the following main conclusions:
(1) The developed mechanized isolation system achieves adaptive sealing under complex geological conditions, doubling field-measured isolation efficiency and overcoming the high labor intensity and poor sealing reliability of conventional manual methods.
(2) The time-dependent subsidence behavior of the exposed roof in the stope to be backfilled was revealed. Based on this, a high-efficiency backfilling technology incorporating a simplified isolation process was developed. While maintaining surface-subsidence control performance equivalent to that of conventional methods, this technology increases the overall mining-backfilling efficiency by 30%, effectively preventing backfill fragmentation and insufficient roof contact.
(3) The optimal accelerator-addition process was established. Comparative tests verified that a cross-blade mixer ensures uniform blending, reducing the paste curing period from 8–12 h to 2–4 h (a reduction of >50%), meeting the demand for rapid formwork removal and support shifting.
(4) An integrated intelligent monitoring system covering equipment, pipelines, and supports was established. This system enables real-time monitoring and fault diagnosis of key equipment (backfill pumps, crushers, mixers), implements intelligent pipeline-condition regulation, and provides online support-pressure surveillance, thereby significantly enhancing operational safety and controllability.
(5) The efficiency and economic advantages of the high-efficiency backfill system were validated. Process optimization shortened the mining-backfilling cycle by 57%, achieving a daily mining-backfilling cycle. The annual capacity of the E1302 panel increased to 0.81 Mt, with a comprehensive cost of 466.63 CNY/t, an annual economic benefit of 10.803 M CNY, and a static investment return rate of 48.96%. Expanding the face width in the E1306 panel further enhanced the economic advantage.
Author Contributions
Guangyuan Song and Yu Zhang contributed equally to this work as co-first authors. Conceptualization, Guangyuan Song and Yu Zhang; Methodology, Guangyuan Song and Yu Zhang; Software, Zexin Li; Validation, Guangyuan Song, Yu Zhang and Yidong Zhang; Formal analysis, Guangyuan Song; Investigation, Wanzi Yan; Resources, Yu Zhang; Data curation, Zexin Li; Writing—original draft preparation, Guangyuan Song; Writing—review and editing, Yu Zhang and Shaobo Sun; Visualization, Wanzi Yan; Supervision, Yu Zhang; Project administration, Yidong Zhang; Funding acquisition, Yidong Zhang. All authors have read and agreed to the published version of the manuscript.
Funding
This study was funded by Shanxi Provincial Key Science and Technology Project for Coal-Based Development (grant number MJ2014-12).
Data Availability Statement
The data that support the findings of this study are available from the corresponding author upon reasonable request.
Conflicts of Interest
The authors declare that they have no conflict of interest.
Abbreviations
The following abbreviations are used in this manuscript:
| E1302-B face | E1302 Paste Backfilling Face |
| SDV | Slurry Discharge Valve |
References
- Clark, A.; Zhang, W. Estimating the Employment and Fiscal Consequences of Thermal Coal Phase-Out in China. Energies 2022, 15(3), 800. [CrossRef]
- Wu, A.; Ma, D.; Sun, L.; Su, C.; Ma, X.; Wang, X. Coordinated Development of China’s Coal Industrial Chain and Supply Chain Resilience Evaluation and Industrial Efficiency under the Dual Carbon Goals. Sustainable Energy Technologies and Assessments 2025, 81 (000), 2213-1388. [CrossRef]
- Adhikary, D. P.; Guo, H. Modelling of Longwall Mining-Induced Strata Permeability Change. Rock Mech Rock Eng 2015, 48 (1), 345–359. [CrossRef]
- Wen, P.; Guo, W.; Tan, Y.; Bai, E.; Ma, Z.; Wu, D.; Yang, W. Paste Backfilling Longwall Mining Technology for Thick Coal Seam Extraction under Buildings and above Confined Aquifers: A Case Study. Minerals 2022, 12 (4), 470. [CrossRef]
- Fall, M.; J.C. Célestin; Pokharel, M.; M. Touré. A Contribution to Understanding the Effects of Curing Temperature on the Mechanical Properties of Mine Cemented Tailings Backfill. Engineering Geology 2010, 114 (3–4), 397–413. [CrossRef]
- XIE Heping; ZHANG Jixiong; GAO Feng; LI Baiyi; LI Cunbao; XIE Yachen; ZHOU Nan3. Theory and technical conception of carbon-negative and high-efficient backfill mining in coal mines. JOURNAL OF CHINA COAL SOCIETY 2024, 49 (1), 36–46. [CrossRef]
- Chen, S.; Jin, A.; Zhao, Y.; Li, H.; Wang, J. Mechanical Properties and Deformation Mechanism of Stratified Cemented Tailings Backfill under Unconfined Compression. Construction and Building Materials 2022, 335, 0950-0618. [CrossRef]
- Zhang, J.; Yang, K.; He, X.; Zhao, X.; Wei, Z.; He, S. Research Status of Comprehensive Utilization of Coal-Based Solid Waste (CSW) and Key Technologies of Filling Mining in China: A Review. Science of The Total Environment 2024, 926, 171855. [CrossRef]
- Chen, X.; Wang, X.; Qian, C.; Qin, D.; Chang, Z.; Feng, Z.; Niu, Z. Influence of Filling Rate and Support Beam Optimization on Surface Subsidence in Sustainable Ultra-High-Water Backfill Mining: A Case Study. Sustainability 2026, 18 (2), 854. [CrossRef]
- Baogui Y.; Chengjin G. U.; Zhan S. H. I.; Faguang Y.; Longfei W.; Hongjiao L. I. Control factors and influencing patterns of surface subsidence indeep high⁃concentration cemented backfill mining. JOURNAL OF GREEN MINE 2025, 2(3), 234-245. [CrossRef]
- ZHANG Jixiong; ZHANG Qiang; ZHOU Nan; LI Meng; HUANG Peng; LI Baiyi4. Research progress and prospect of coal based solid waste backfilling mining technology. JOURNAL OF CHINA COAL SOCIETY 2022, 47 (12), 4167–4181. [CrossRef]
- HU Bing-nan. Backfill Mining Technology and Development Tendency in China Coal Mine. Coal Science and Technology 2012, 40 (11), 1–5, 18. [CrossRef]
- LI Zengqiang; ZHENG Xiaochen; ZHOU Junzhong; GAO Weiqiang; LIU Wendong; LI Qiang; ZHANG Pengfei; WANG Zhaohui; WU Chuanping. Distribution of hydraulic support load and support surrounding rock relationship in deep lower slice paste backfilling longwall panel. Coal Science and Technology 2025, 53 (8), 202–214. [CrossRef]
- Jiang Tenglong; Chen Qingfa; Chen Qinglin; Niu Wenjing; Zhao Fuyu. Study on the Range of Physico-mechanical Parameters for Flexible Isolation Layers in Simultaneous Backfilling. MINING RESEARCH AND DECELOPMENT 2018, 38 (2), 10–15. [CrossRef]
- Wang Ya. Structural Design of an Isolation Device for Headgate Paste Backfilling Supports. Mine 2021, 30 (12), 29–31. [CrossRef]
- Wei Liu; Bing Zhang. Research and Application of Geotextile in Coal Mine Paste Filling Isolation. XINJIANG IRON AND STEEL 2024, No. 4, 131–133. [CrossRef]
- DONG Jun-liang1; LYU Qing-xu; YIN Ning. Research on Adaptability of Magni Sealing Ring Behind Segment Wall of Shield Tunnel in Coal Mine Inclined Shaft. Coal Technology 2021, 40 (9), 60–63. [CrossRef]
- Liu, J.; Wei, Z. Optimization Design of Uncertainty Fluid Topology in the Parallel Connection of Double Pump. World Journal of Engineering 2014, 11 (3), 311–316. [CrossRef]
- Song, W.; Lin, J.; Lu, Y.; Zhao, Y.; Wang, Z. Study of Inlet Vortex Behavior in Dual-Pump Systems and Its Influence on Pump Operational Instability. Water 2025, 17 (12), 1784. [CrossRef]
- Li, S.; Shen, C.; Sun, T.; Cheng, L.; Lei, S.; Xia, C.; Zhang, C. Numerical Simulation Analysis on Hydraulic Optimization of the Integrated Pump Gate. Energies 2022, 15 (13), 4664. [CrossRef]
- Ji Peng. Analysis of Steering Dynamic Characteristics and Energy Consumption in Dual-Pump Merging Hydraulic Systems. Machinery Design & Manufacture 2021, No. 7, 217–220. [CrossRef]
- Guo, J.; Yang, W.; Zhao, Y.; Zhang, W. Stability Analysis of a Mine Wall Based on Different Roof-Contact Filling Rates. Minerals 2024, 14 (7),18. [CrossRef]
- Zhao, K.; Wang, X.; Xu, Z.; Liao, L.; Gong, C.; Yang, X. Numerical Investigation of the Stability of Roofing with Cemented Tailings Backfill and Its Application. Proceedings of the International Conference on Deep and High Stress Mining 2010, 413–422. [CrossRef]
- Zhang, S. Quicklime and Calcium Sulfoaluminate Cement Used as Mineral Accelerators to Improve the Properties of Cemented Paste Backfill with a High Volume of Fly Ash. Materials 2020, 13. [CrossRef]
- Liu, Y.; Li, H.; Wang, K.; Wu, H.; Cui, B. Effects of Accelerator–Water Reducer Admixture on Performance of Cemented Paste Backfill. Construction and Building Materials 2020, 242, 118187. [CrossRef]
- Chiloane, N. M.; Sengani, F.; Mulenga, F. An Experimental and Numerical Study of the Strength Development of Layered Cemented Tailings Backfill. Scientific Reports 2024, 14 (1). [CrossRef]
- Qi, C.; Chen, Q.; Sonny Kim, S. Integrated and Intelligent Design Framework for Cemented Paste Backfill: A Combination of Robust Machine Learning Modelling and Multi-Objective Optimization. Minerals Engineering 2020, 155, 106422. [CrossRef]
- CHENG Jingyi; WAN Zhijun; PENG Syd S; ZHANG Hongwei; XING Keke; YAN Wanzi; LIU Sifei. Technology of intelligent sensing of longwall shield supports status and roof strata based on massive shield pressure monitoring data. JOURNAL OF CHINA COAL SOCIETY 2020, 45 (6), 2090–2103. [CrossRef]
- Gamboa, U.; Janzon, A. Use of Intensive Remote Monitoring and Artificial Intelligence to Optimise Paste Pump Availability on Paste Fill; Fourie, A. B., Copeland, A., Daigle, V., MacRobert, C., Eds.; Australian Centre for Geomechanics, 2025; pp 303–314. [CrossRef]
- Du, P.; Yang, J.; Chu, H.; Lu, X.; Cheng, X. Influence of Additional Components on Mechanical and Shrinkage Properties of High Performance Cementitious Grouting Materials. Case Stud. Constr. Mater. 2024, 21, e03425. [CrossRef]
- Cavusoglu, I. Slag Substitution Effect on Features of Alkali-Free Accelerator-Reinforced Cemented Paste Backfill. Minerals 2025, 15 (2), 135. [CrossRef]
- Lian, S.; Meng, T.; Wang, M.; Yu, H. Effect of Nano-SiO2 on the Mechanical Properties, Microstructure, and Hydration Process of Cementitious Materials Incorporating Hydrophobic Admixture. J. Mater. Civ. Eng. 2020, 32 (3). [CrossRef]
Figure 1.
Relative Height Difference of the Support.
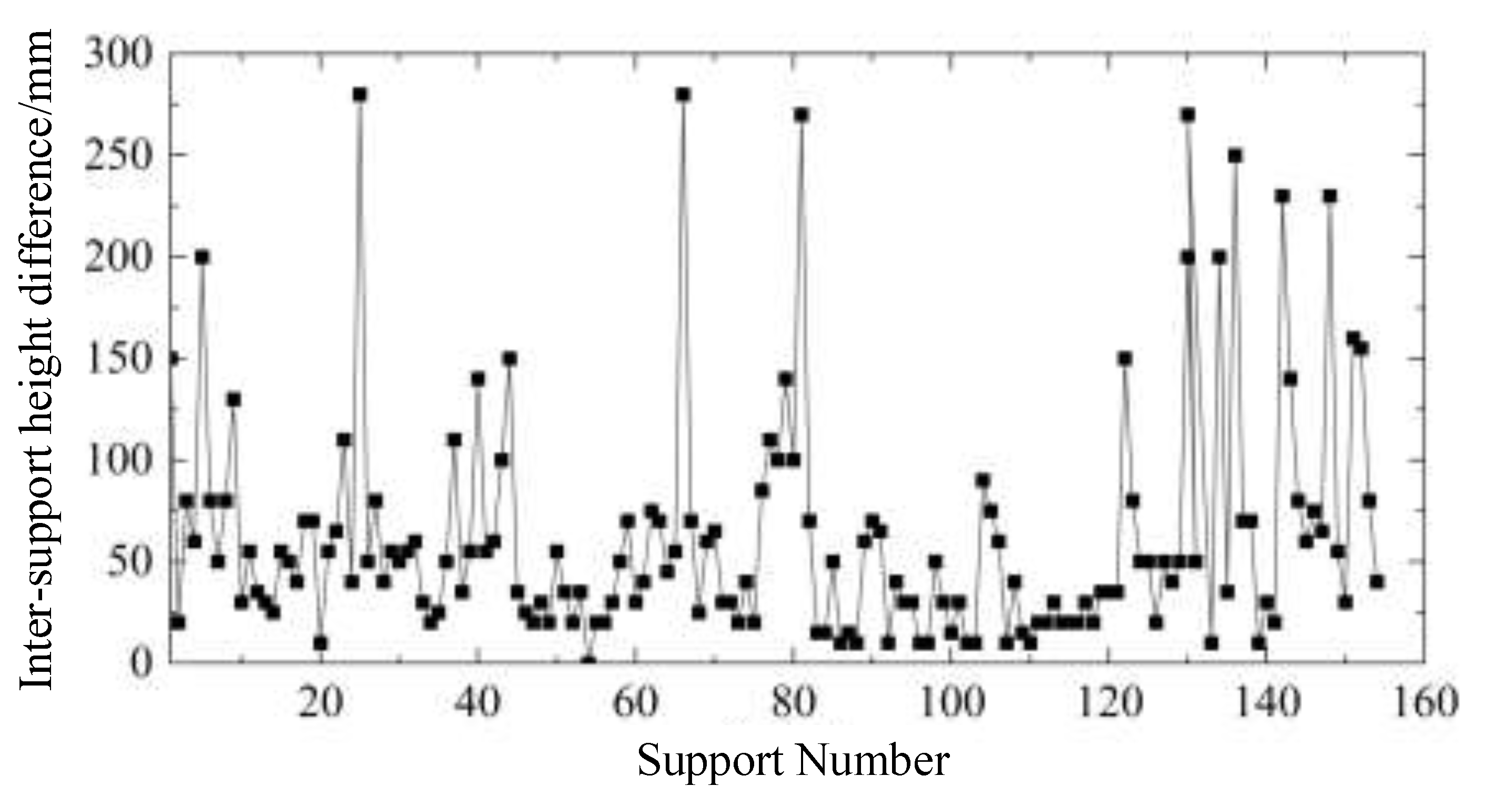
Figure 2.
Relative Angle between Roof and Floor.
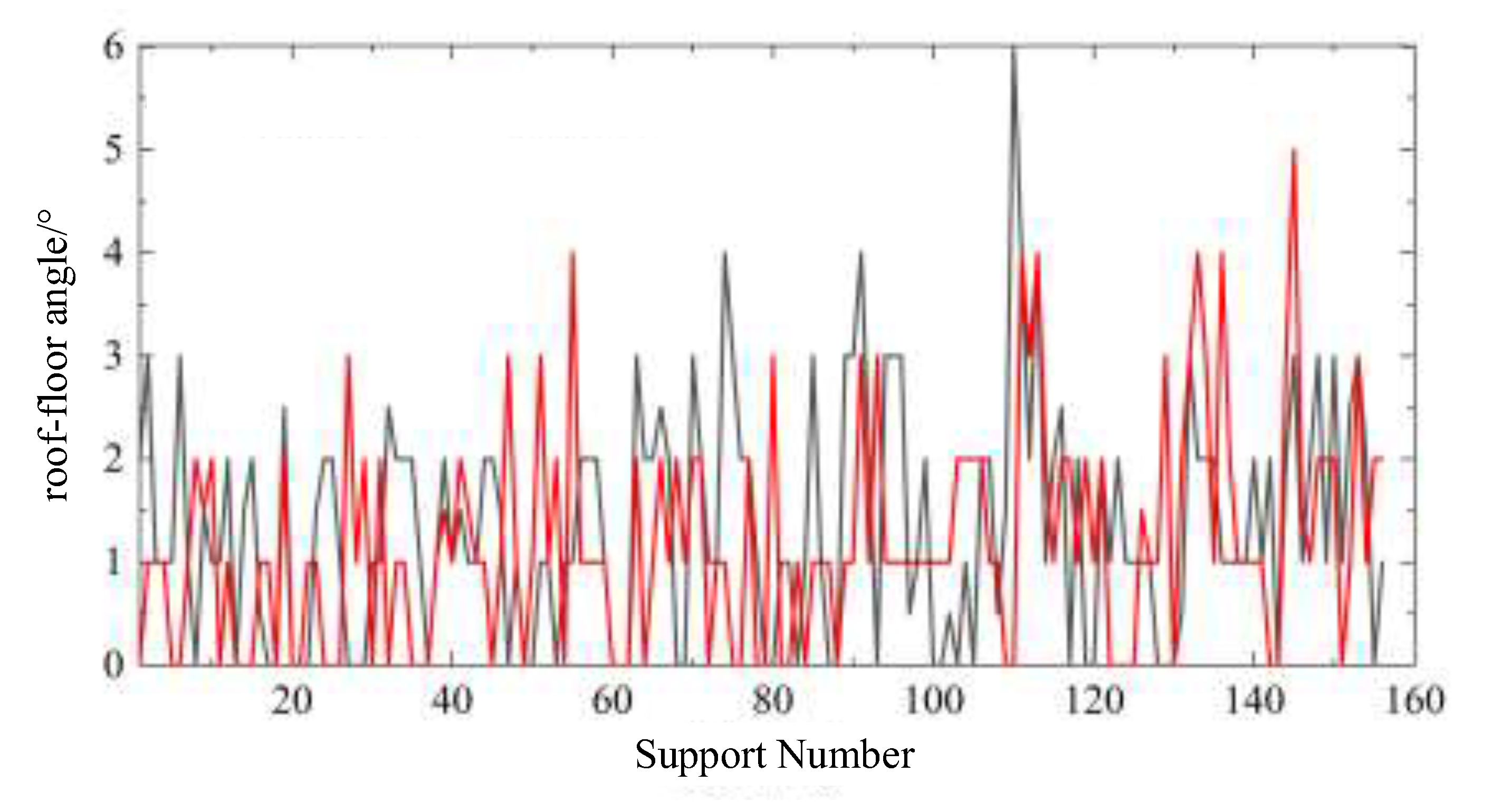
Figure 3.
Mining-Backfilling Operation Mode of a Longwall Paste Face.
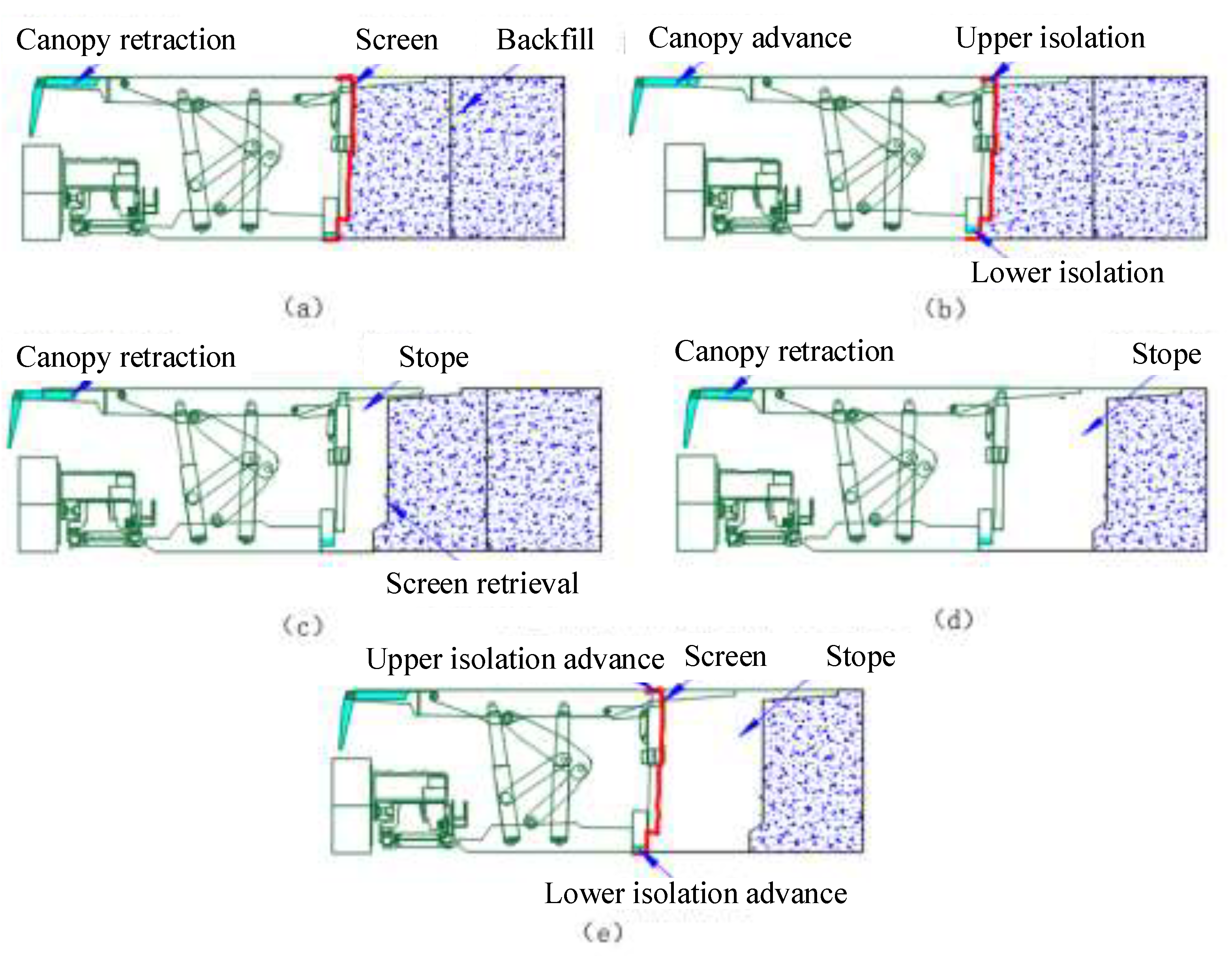
Figure 4.
Filling Support and High-Efficiency Isolation Mechanism.
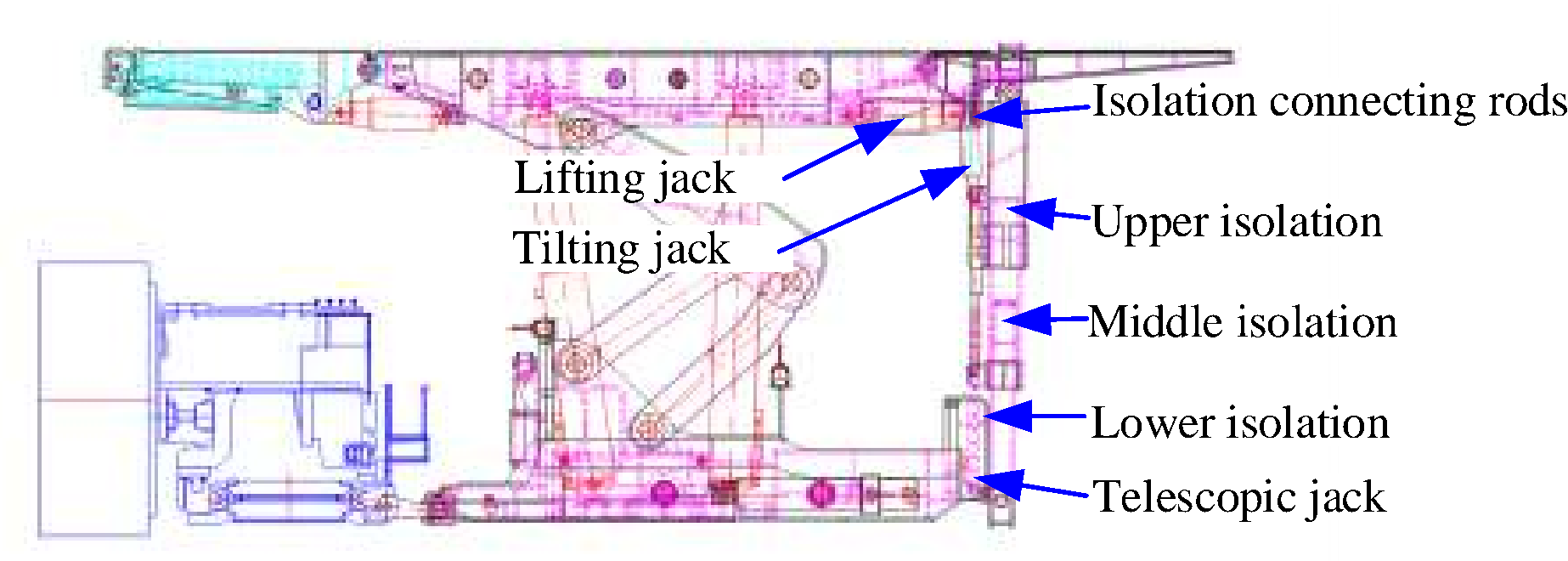
Figure 5.
High-Efficiency Isolation Process for Longwall Paste Backfilling.
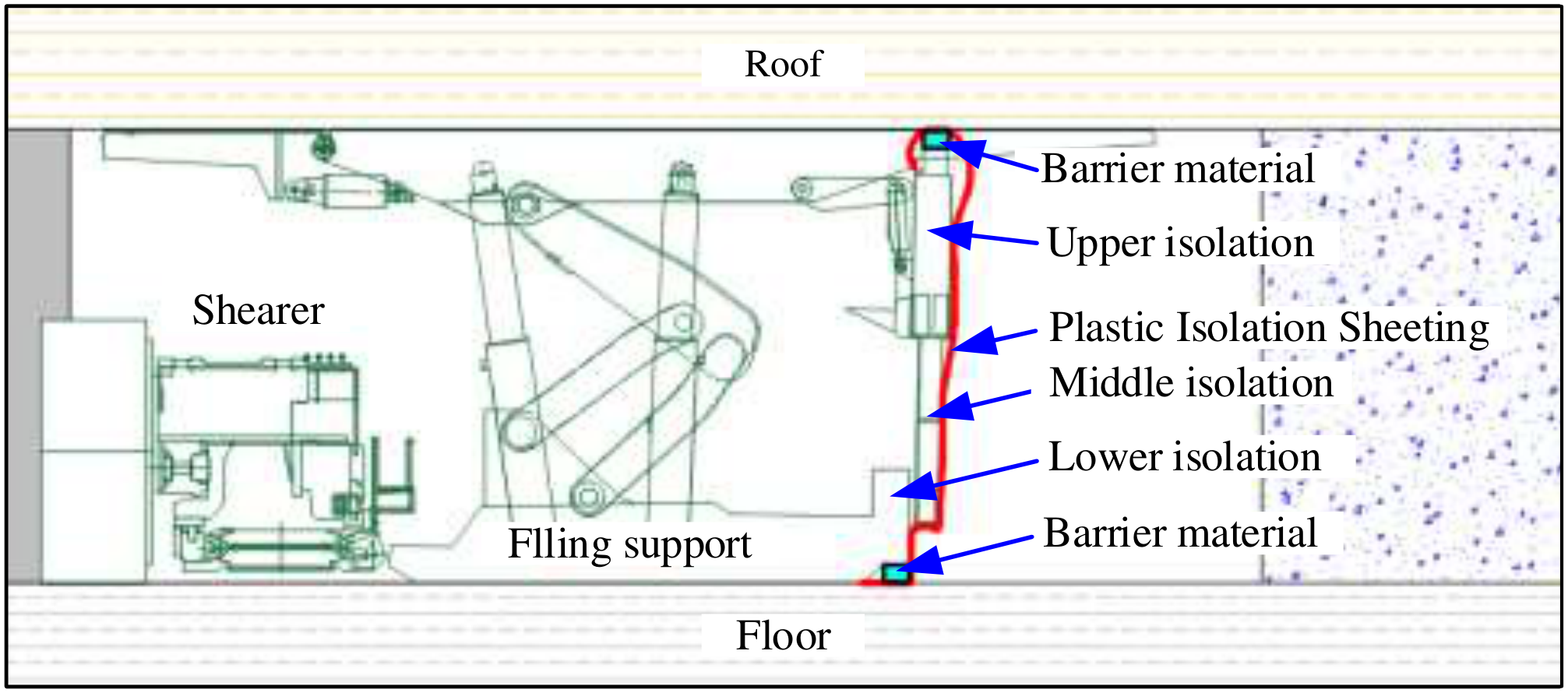
Figure 6.
Field Application of the High-Efficiency Isolation Mechanism and Sealing Materials.
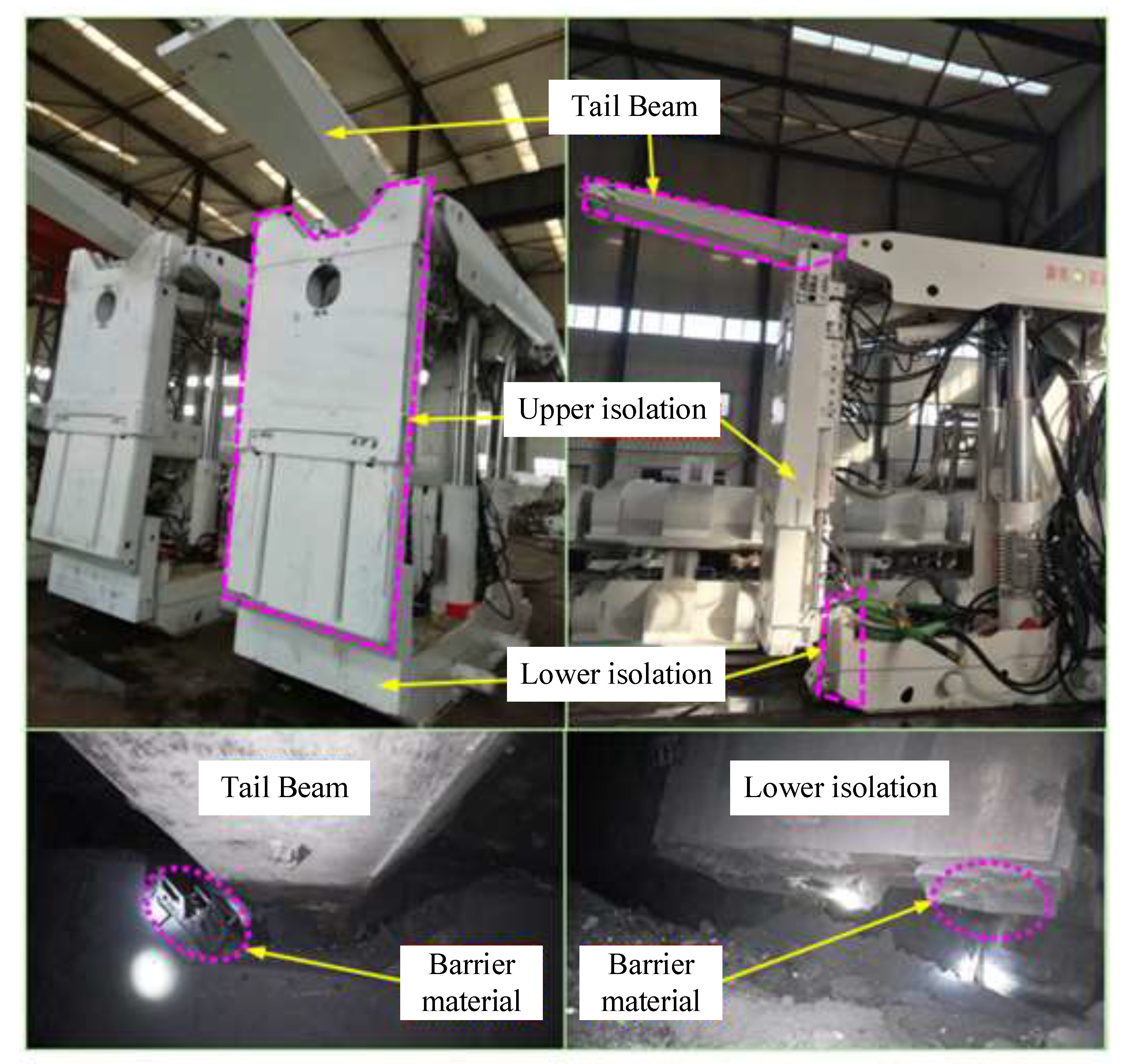
Figure 7.
Influence of Exposure Time on Roof Subsidence in Unfilled Areas.
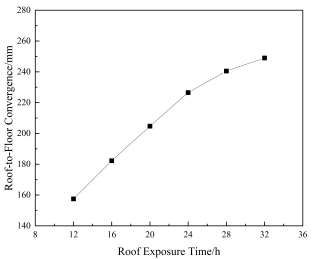
Figure 8.
Simple Isolation-Based High-Efficiency Backfilling Process.
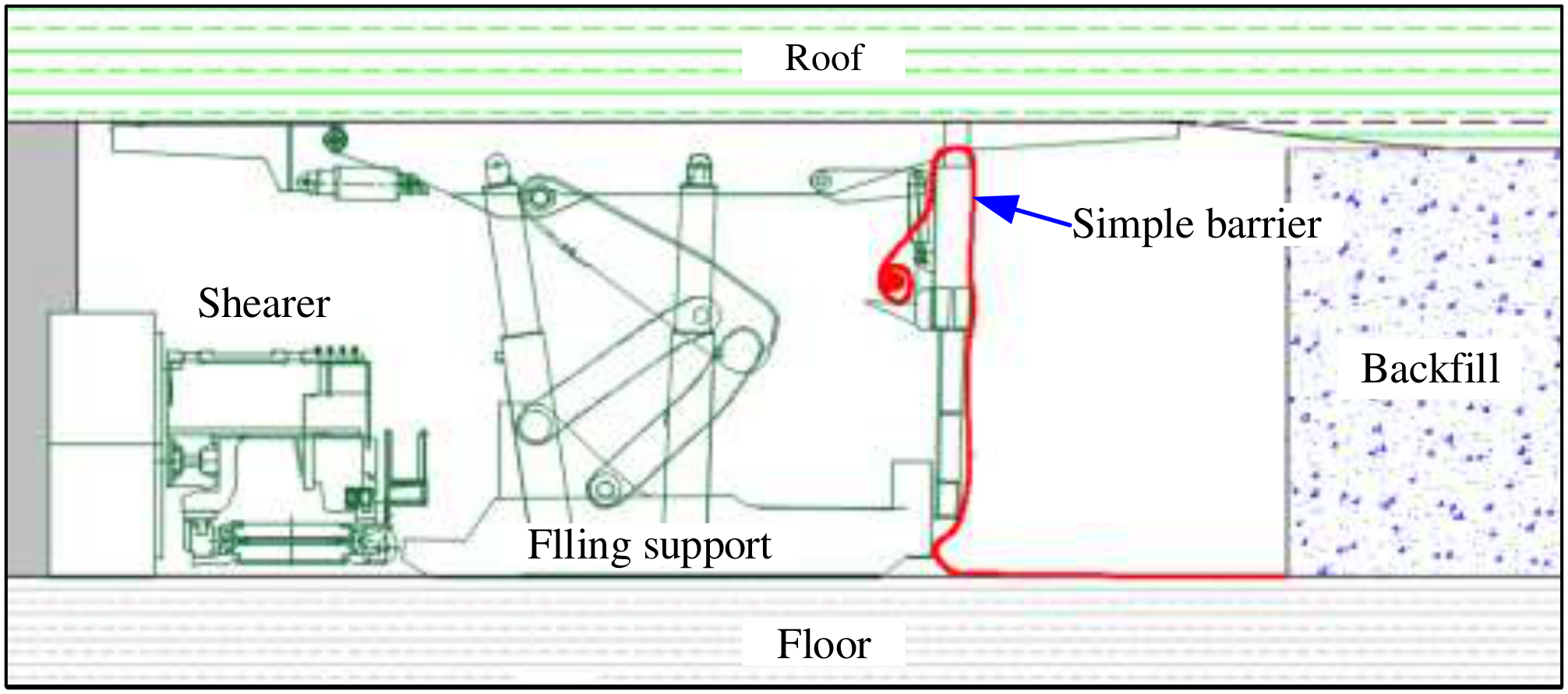
Figure 9.
Comparison of Backfill Roof Contact and Fragmentation State: (a) Traditional Dense Backfilling Process; (b) High-Efficiency Backfilling Process.
Figure 9.
Comparison of Backfill Roof Contact and Fragmentation State: (a) Traditional Dense Backfilling Process; (b) High-Efficiency Backfilling Process.
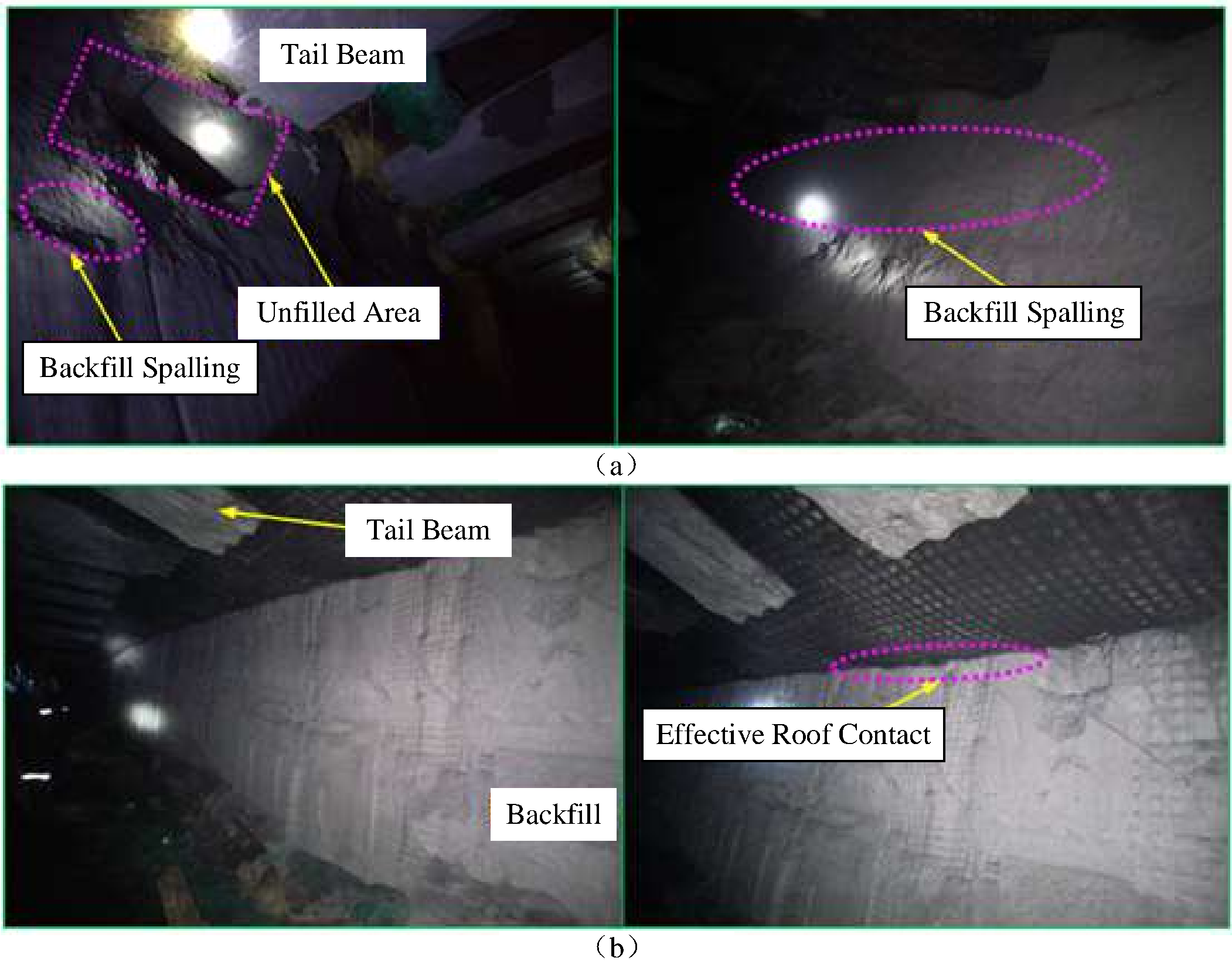
Figure 10.
Structure of the simulated mixer.

Figure 11.
Simulated test equipment for paste backfill materials.
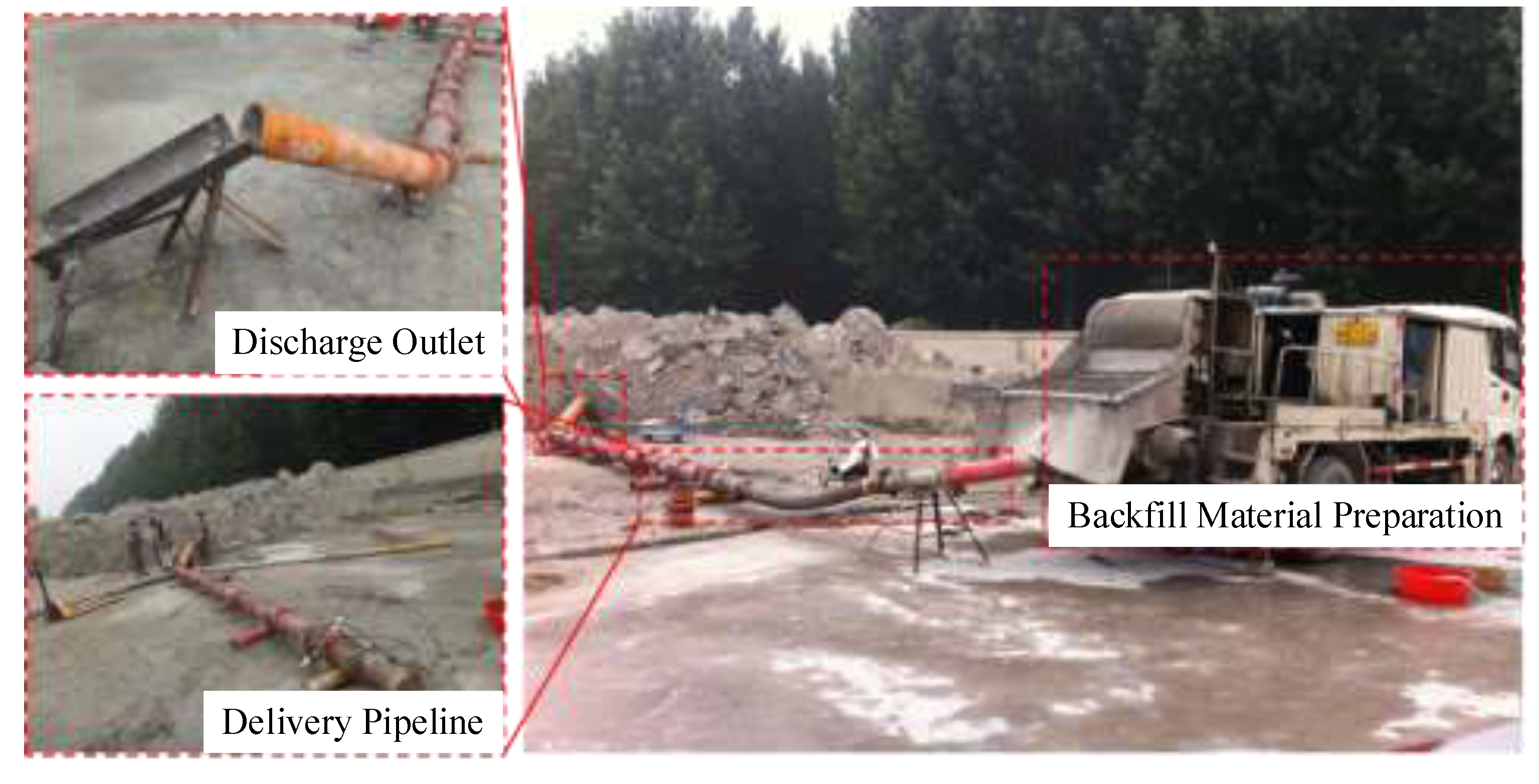
Figure 14.
Pressure Monitoring Data for the Backfill Pump and Main Pipeline.
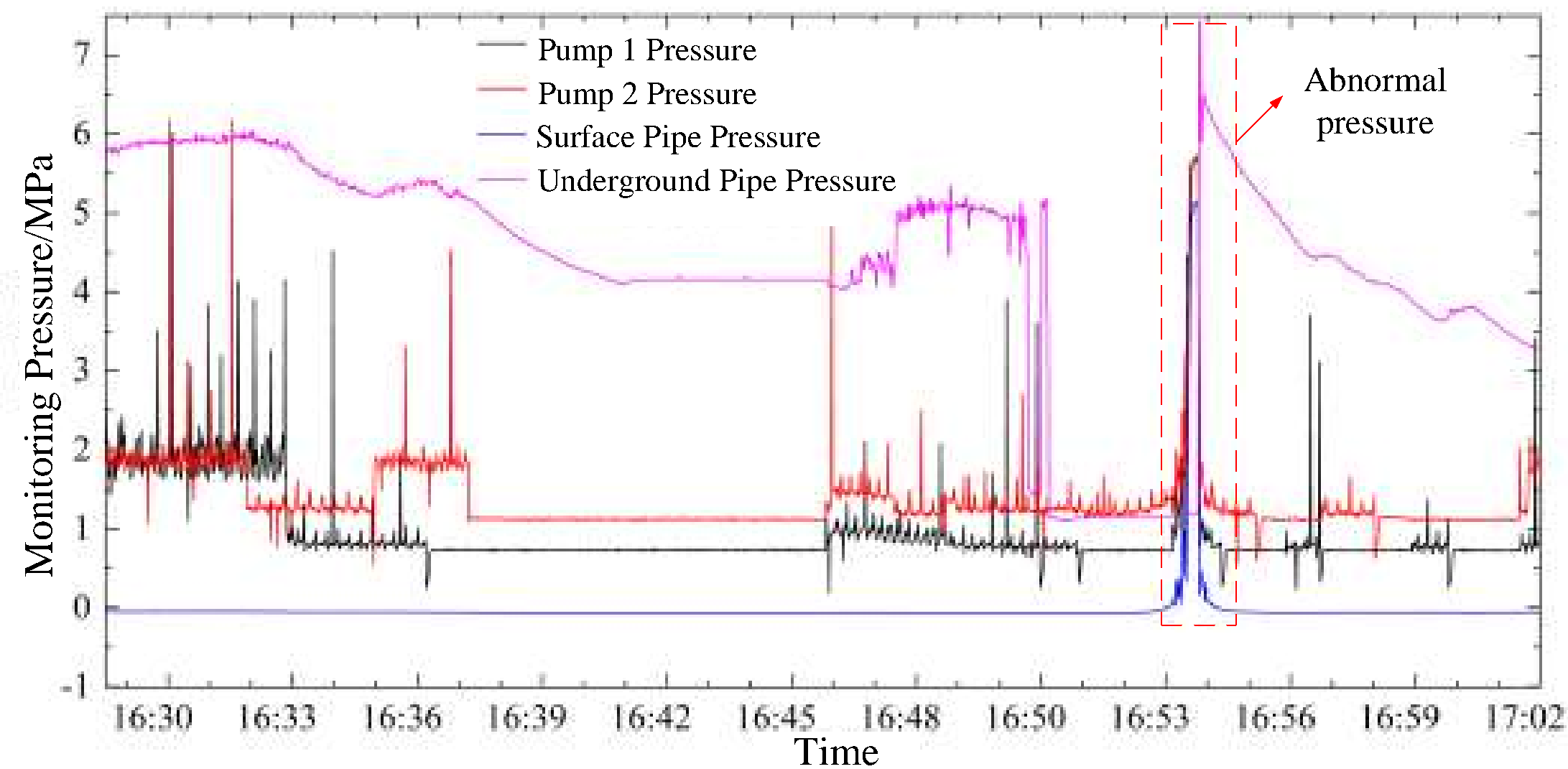
Figure 15.
Crusher Current Monitoring Data. (a) Impact Crusher; (b) High-Fine Crusher.
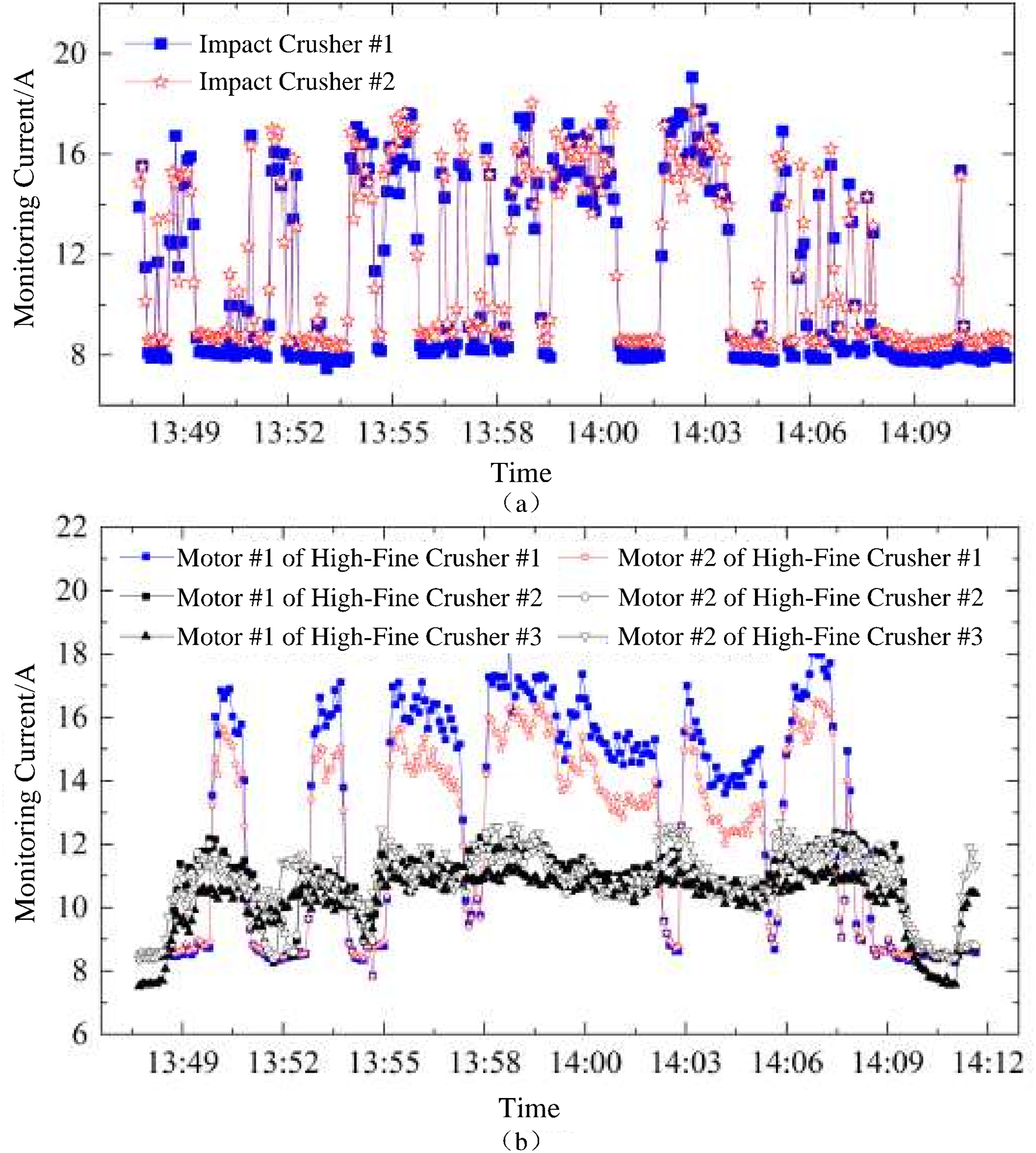
Figure 16.
Mixer Current Monitoring Data.
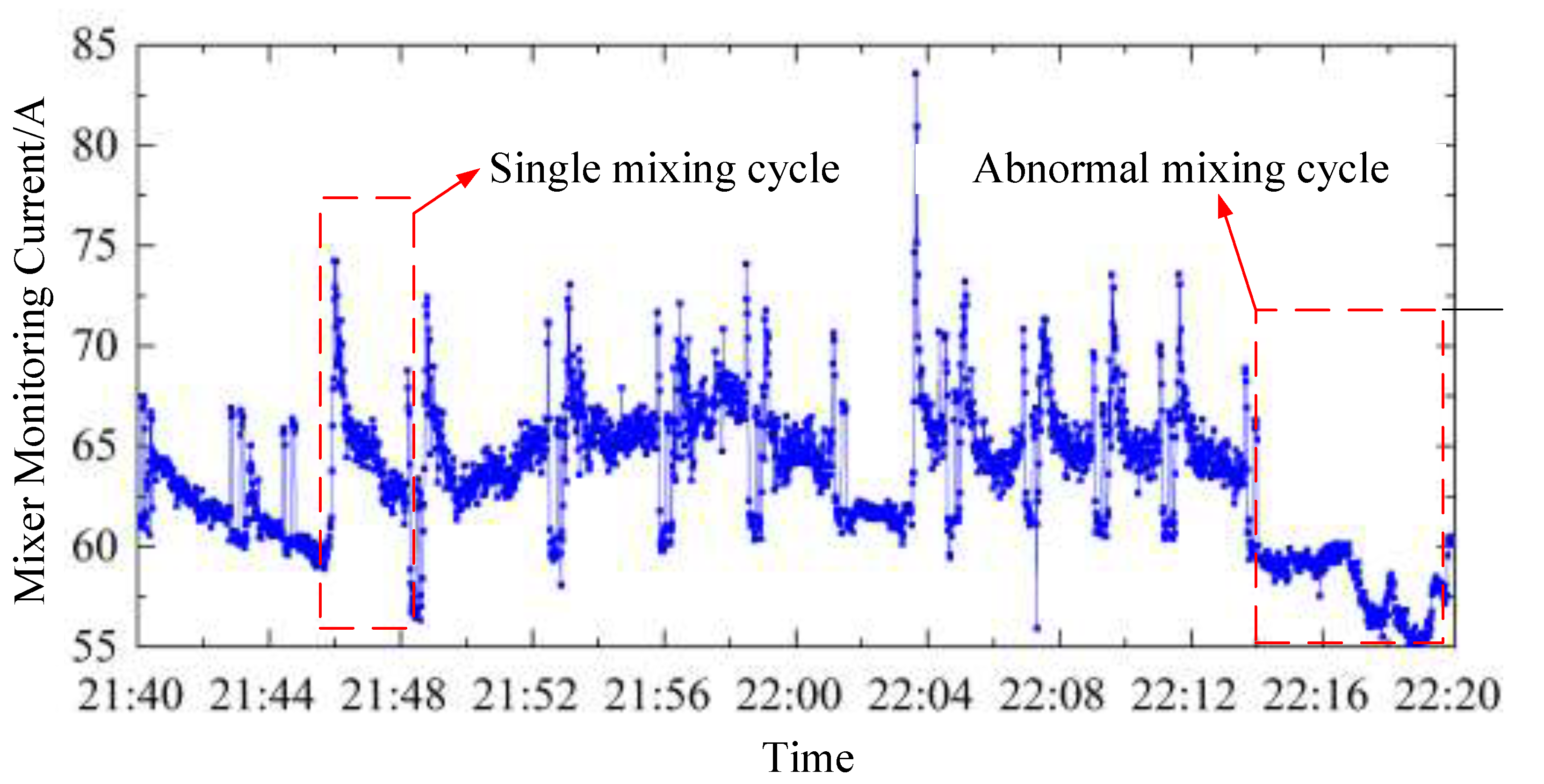
Figure 17.
Main Pipeline Pressure Monitoring Data: (a) Locating Pipeline Blockage Incidents through Data Analysis; (b) Optimizing the Slurry Transport Process Based on Monitoring Data.
Figure 17.
Main Pipeline Pressure Monitoring Data: (a) Locating Pipeline Blockage Incidents through Data Analysis; (b) Optimizing the Slurry Transport Process Based on Monitoring Data.
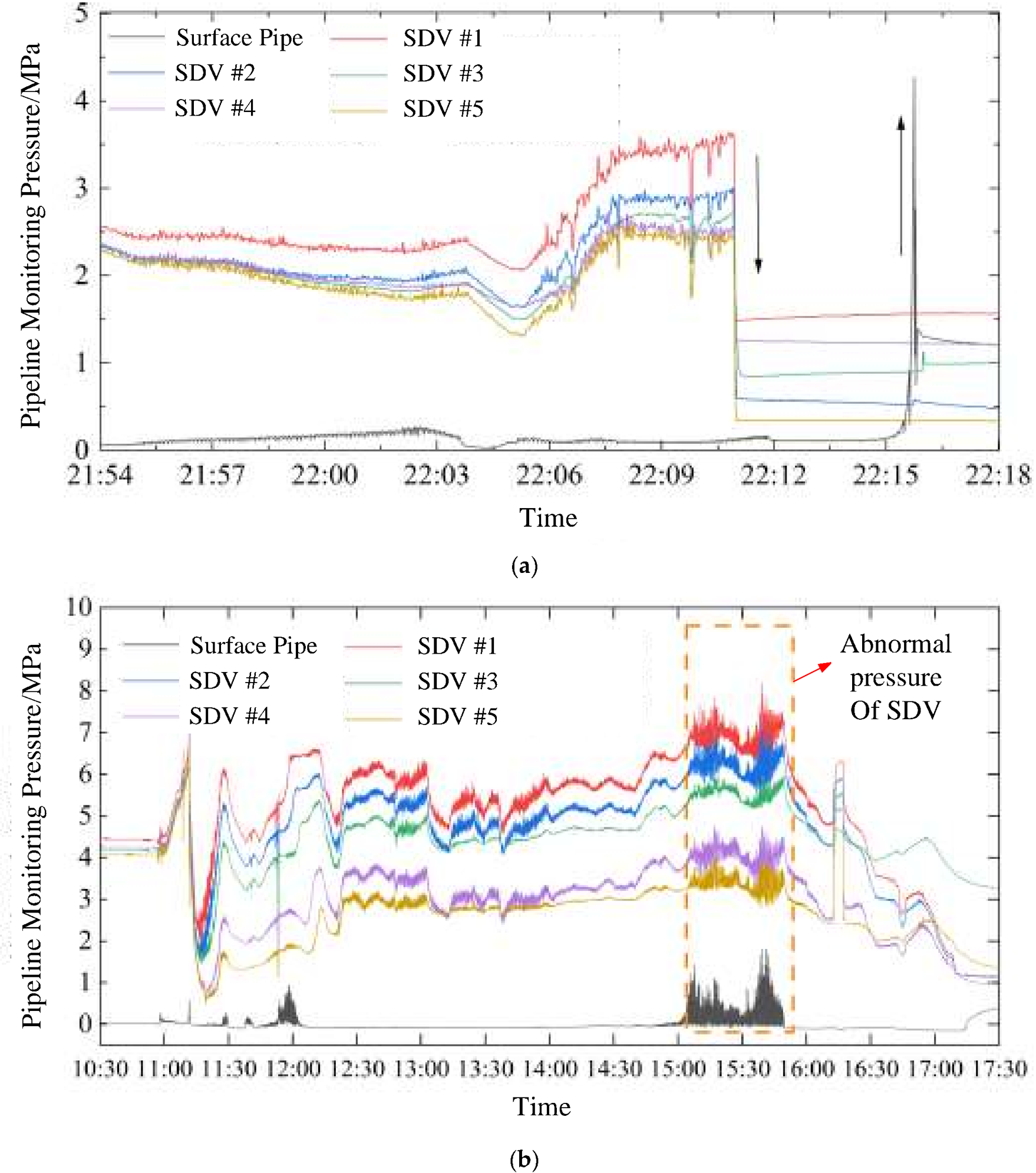
Figure 18.
Support Resistance Monitoring Data.
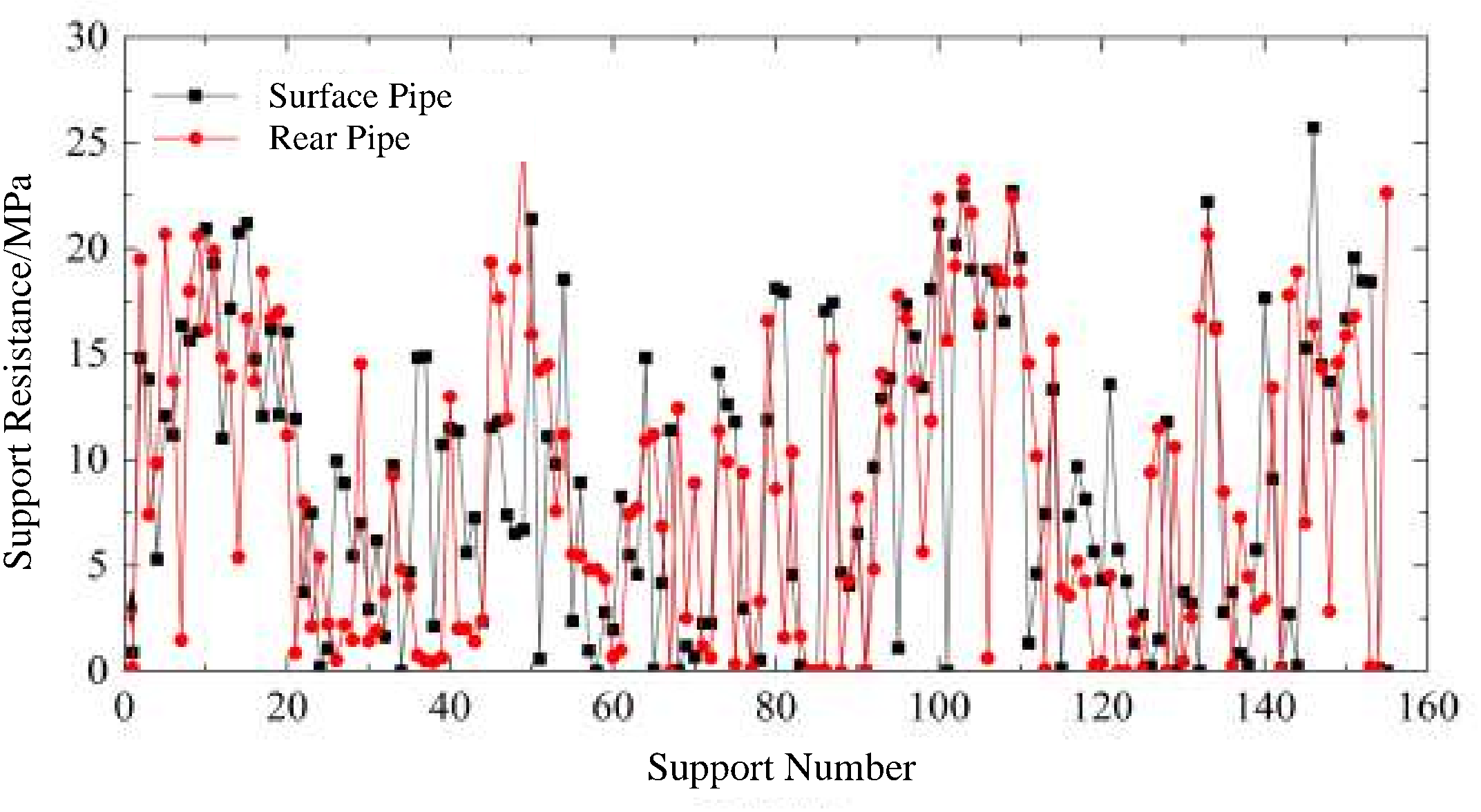
Figure 19.
Efficiency Improvement of High-Efficiency Backfilling Mining Technology.
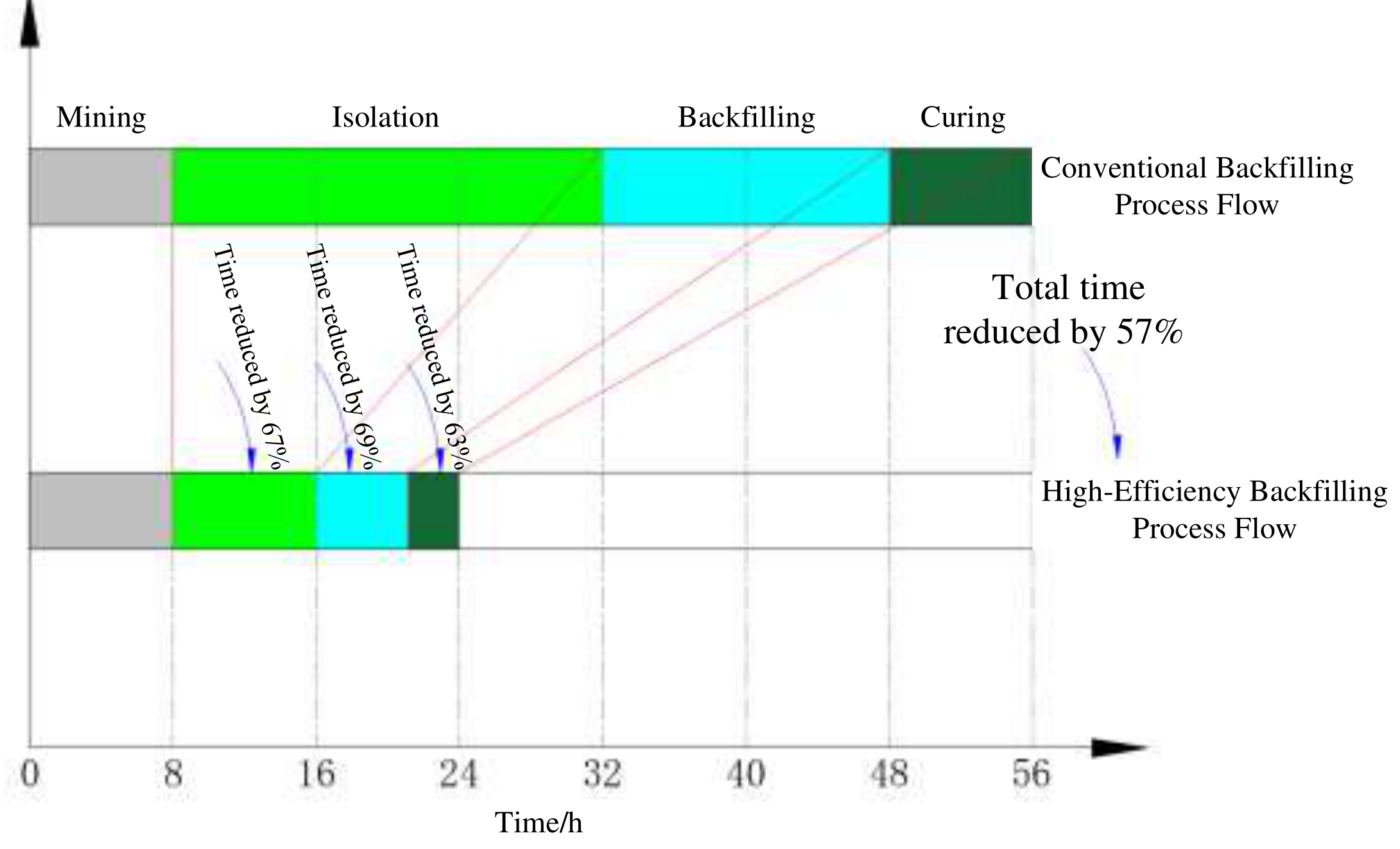

Table 1.
This is a table. Tables should be placed in the main text near to the first time they are cited.
Table 1.
This is a table. Tables should be placed in the main text near to the first time they are cited.
| Scheme | Mixing Method | Remarks |
| Scheme 1 | Helical mixing structure mixer | |
| Scheme 2 | Cross-shaped mixing structure mixer | |
| Scheme 3 | Nozzle-injection mixing | |
| Scheme 4 | Manual mixing | Thorough mixing |
| Scheme 5 | Without accelerator addition | Control group |
Table 2.
Cost-benefit analysis of paste backfill coal mining.
| No. | Item | Unit | Conventional Mode | High-efficiency Mode (E1302) | High-efficiency Mode (E1306) |
| 1 | Annual Production | Mt/a | 0.4 | 0.81 | 1.12 |
| 2 | Coal Mining Cost | CNY/t | 463.00 | 463.00 | 463.00 |
| 3 | Incremental Backfill Cost | CNY/t | 208.36 | 155.50 | 141.23 |
| 4 | Cost Savings | CNY/t | 151.87 | 151.87 | 151.87 |
| 5 | Comprehensive Backfill Mining Cost | CNY/t | 519.49 | 466.63 | 452.36 |
| 6 | Selling Price per Tonne of Coal | CNY/t | 600.00 | 600.00 | 600.00 |
| 7 | Profit per Tonne of Coal | M CNY | 0.805 | 1.334 | 1.476 |
| 8 | Annual Economic Benefit from Backfilling | M CNY | 32.21 | 108.03 | 165.35 |
| 9 | Static Investment Return Rate | % | 14.59% | 48.96% | 74.94% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2026 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



