Submitted:
17 February 2026
Posted:
25 February 2026
You are already at the latest version
Abstract
Wheat straw is an abundant agricultural residue with high potential for carbohydrate-based bioconversion, yet its efficient utilization is limited by lignocellulosic recalcitrance. This study systematically investigated Organosolv extraction of German wheat straw with the goal of achieving near-complete enzymatic hydrolysis at minimized process severity and energy demand. Process severity was evaluated using the P-Factor concept. In preliminary screening, acid catalysts and liquor ratios were assessed. Strong acids clearly outperformed weak acids: at comparable severity, 5% (w/w, DM) H2SO4 or p-toluenesulfonic acid (PTSA) yielded glucose yields of 83 ± 2.4% and 81 ± 6.2%, respectively, whereas weak acids (phosphoric, lactic, acetic) and a catalyst-free control resulted in only ~20–41% glucose yield. Liquor ratio strongly affected extraction performance; a ratio of 1:19 provided the highest glucose yield (85 ± 1.4%) and robust mixing compared to 1:12–1:15 (67–68%). Two novel pretreatment strategies applied prior to Organosolv extraction, namely hot-water pretreatment (HWP) and water pretreatment (WP), significantly increased hydrolysability compared to untreated straw (58 ± 3%), reaching 79 ± 2% for HWP and 86 ± 5% for WP. DOE-based experiments (135–170 °C; P-Factor 3.0–4.0) showed that increasing temperature from 135 to 150 °C markedly improved hydrolysability (e.g., WP: 74 ± 3% to 96 ± 3%), while further increase to 170 °C provided no additional benefit. Response-surface modeling predicted a maximum hydrolysability of approximately 88% for HWP but complete hydrolysis for WP within 152–170 °C, indicating a broad operational window. Overall, combining simple pretreatment with severity-optimized Organosolv extraction enables energy-efficient, near-complete enzymatic hydrolysis of wheat straw.
Keywords:
wheat straw
; Triticum aestivum
; Organosolv
; P-factor
; enzymatic hydrolysis
; DoE
1. Introduction
The progressive depletion of fossil resources and the increasing demand for sustainable energy and material supply have intensified interest in renewable lignocellulosic biomass as an alternative feedstock [1]. Biomass derived from woody materials, agricultural residues, energy crops, and industrial by-products represents an abundant resource for the production of biofuels and high-value bioproducts, supporting the transition toward a circular bioeconomy [1,2]. Among agricultural residues, wheat straw is one of the most abundant and cost-effective lignocellulosic resources worldwide [3,4]. It is generated in large quantities across more than 100 countries, with agricultural residues accounting for approximately 20% of the total biomass potential in the European Union [5]. In Germany alone, an estimated 30–35 million tonnes of wheat straw are produced annually [5,6]. Its typical composition, 34–40% cellulose, 30–35% hemicellulose, and 16–25% lignin makes wheat straw a promising feedstock for carbohydrate-based bioconversion [7,8,9].
The high cellulose content is particularly attractive, as cellulose can be hydrolyzed into glucose, which serves as a key microbial substrate for the production of biofuels, organic acids, and other value-added biochemicals [10,11]. Importantly, unlike starch-rich crops, wheat straw represents a non-food lignocellulosic resource and therefore does not compete directly with food production [12]. Despite its favorable availability and composition, the efficient utilization of wheat straw is hindered by the recalcitrant nature of its lignocellulosic structure. Lignin forms a rigid and complex matrix that limits enzyme accessibility and promotes non-productive enzyme adsorption, resulting in low sugar yields during direct enzymatic hydrolysis [13,14]. Consequently, effective fractionation or extraction strategies are required to overcome biomass recalcitrance and enable efficient conversion [15].
Steam explosion and Organosolv are currently regarded as among the most mature and widely applied technologies for processing lignocellulosic residues such as wheat straw. SE is particularly attractive due to its relatively low chemical input and good scalability [16,17]. However, although Steam explosion effectively disrupts biomass structure and enhances enzymatic digestibility, it generally achieves only limited lignin removal, and the harsh thermal conditions may promote lignin condensation reactions that reduce enzyme accessibility and limit downstream lignin valorization [18]. In contrast, Organosolv allows for selective lignin solubilization in organic solvent systems (e.g., ethanol–water or acetone–water), thereby achieving higher delignification efficiencies and enhanced glucose yields in lignocellulosic feedstocks such as wheat straw [19,20]. By employing organic solvents, most commonly ethanol or acetone, in combination with elevated temperatures and, in some cases, acid catalysis, Organosolv extraction enables the selective solubilization of lignin. As a result, hemicellulose is partially removed, yielding a cellulose-enriched solid fraction with enhanced enzymatic digestibility [21]. For example, Huijgen et al. reported that an acetone–water Organosolv process achieved approximately 79% delignification of wheat straw while preserving more than 90% of the cellulose, leading to an increase in enzymatic glucose yield from 16% for untreated straw to 87% after extraction [19]. Similarly, Serna-Loaiza et al. demonstrated that sequential liquid hot water followed by Organosolv extraction enabled the recovery of over 50% of hemicellulosic sugars and nearly 90% of lignin, yielding a cellulose-rich pulp suitable for enzymatic hydrolysis or material applications [22].
Comparable improvements in enzymatic digestibility have been observed in other Organosolv-based studies. Ruiz et al. reported that autohydrolysis combined with subsequent Organosolv extraction significantly increased the accessible surface area of wheat straw, resulting in cellulose-to-glucose conversion efficiencies exceeding 90.88% after enzymatic hydrolysis [23]. In addition, modified Organosolv systems have been proposed to further enhance process performance. For instance, Zhang et al. introduced an ammonia–ethanol–water Organosolv approach, which achieved approximately 77% lignin removal while yielding over 80% total fermentable sugars, demonstrating the flexibility of Organosolv extraction in accommodating different solvent systems and catalytic environments [24]. Collectively, these studies highlight the effectiveness and versatility of Organosolv extraction in improving lignocellulosic fractionation and downstream enzymatic hydrolysis [25].
The efficiency of Organosolv extraction strongly depends on process severity, which results from the combined effects of temperature and residence time [26]. However, due to the structural complexity of lignocellulosic biomass, the relationship between delignification, temperature, and time is non-linear, making direct comparison of process conditions challenging. To address this issue, Calhoun et al. (1937) first proposed a kinetic description of delignification [27], which later evolved into the P-Factor–a severity index derived from the Arrhenius equation and the apparent activation energy of lignin dissolution [28,29]. The P-Factor integrates time and temperature into a single kinetic parameter that more accurately represents delignification kinetics than the conventional Severity Factor [19]. Using this approach, Huijgen et al. (2010) observed that increasing the P-Factor enhanced delignification and enzymatic digestibility of wheat straw until secondary lignin–carbohydrate condensation limited further improvement [19]. Likewise, Serna-Loaiza et al. (2022) reported that moderate P-Factor values provide an optimal balance between cellulose preservation and lignin removal in sequential liquid-hot-water/Organosolv processes [22].
In this context, the present study focuses on the optimization of Organosolv extraction applied to German wheat straw, with the objective of maximizing enzymatic hydrolysis efficiency while minimizing energy input and process severity. A key aspect of this work is the introduction of a novel pretreatment step prior to Organosolv extraction, designed to improve extraction efficiency and reduce the severity required for effective delignification. By combining systematic experimental investigations with model-based analysis, including application of the P-Factor concept, this study aims to identify optimal Organosolv extraction conditions that enable complete or near-complete enzymatic hydrolysis of wheat straw. The results provide insights into the interplay between extraction severity, pretreatment strategy, and hydrolysis performance, contributing to the development of more efficient and sustainable lignocellulosic biorefinery concepts.
2. Materials and Methods
2.1. Experimental Workflow
The overall experimental workflow in this study comprised six main steps (see Figure 1): straw comminution, pretreatment, Organosolv extraction, Sample wash, Hydrolysis, and HPLC analysis. During the hydrolysis step, samples were treated separately using both total hydrolysis and enzymatic hydrolysis methods. The following sections describe the experimental methods for each step in detail, along with auxiliary experiments and related measurements.
2.2. Raw Material and Comminution
In this study, wheat straw (Triticum aestivum) was used as the raw material. The straw was collected from wheat fields in the Rhineland region of Germany during the summer months of June to August. After harvest, the straw was baled and compressed into straw bales, then transported to the laboratories. To preserve optimal storage conditions and minimize environmental impact, the straw was sealed in airtight plastic containers upon arrival at the laboratory.
Comminution was carried out using a laboratory cutting mill (SM300, Retsch, Haan, Germany). The mill operated at 1,000 revolutions per minute (rpm) with a 6.0 mm sieve to retain the straw in the grinding chamber. After grinding, the samples were stored in sealed plastic containers to minimize environmental impact.
2.3. Pretreatment
In this study, two pretreatment methods (see Figure 2) were developed and evaluated prior to Organosolv extraction to compare their effectiveness and identify the approach that best enhances overall process efficiency. The methods tested were Hot-Water Pretreatment (HWP) and Water Pretreatment (WP).
In the HWP method, 1.5 kg DM (dry mass) of milled straw was placed in a 50 L pressure reactor (Model 8500, Parr Instrument Company, Moline, IL, USA). Deionized water was added at a liquor ratio (the ratio of solid mass to liquid mass) of 1:19. The reactor was heated to 75 °C with continuous stirring at 50 rpm and maintained at this temperature for 90 minutes. After treatment, the reactor was allowed to cool naturally to room temperature. The treated straw was then removed and mechanically dewatered for further processing.
In the WP method, 1.5 kg DM of pre-milled straw was placed in the same 50 L reactor, with deionized water again added at a liquor ratio of 1:19. The mixture was left to stand at room temperature for eight days. During this period, the contents were stirred for one minute per day at 50 rpm using a mechanical stirrer. After eight days, the straw was removed and mechanically dewatered for subsequent treatment.
2.4. Organosolv Extraction
Organosolv extraction was conducted in a 7.5 L high-pressure reactor (Model 4550, Parr Instrument Company, Moline, IL, USA). Initially, 100 g of dry sample was loaded into the reactor, followed by the addition of a 60% (w/w) ethanol–water solution at a liquor ratio of 1:19. A 5% (w/w) sulfuric acid, based on the dry weight of the sample, was added as a catalyst. The reactor was then heated to a target temperature ranging from 135 to 170 °C. The residence time (holding stage) at this temperature was determined by the P-Factor specific to each experiment. After the holding stage, the reactor was allowed to cool naturally to room temperature. The treated material was then removed and subjected to hydraulic dewatering prior to further processing.
In this study, the P-Factor was introduced as a reference parameter to improve the comparability of Organosolv extraction results obtained at different temperatures [28,30]. This approach enabled a more systematic comparison of extraction severity and the corresponding enzymatic hydrolysis performance (see Equation 1).
2.5. Sample Wash
Following Organosolv extraction, the samples underwent an additional washing step to remove residual lignin, ethanol, and catalyst from their surfaces. This step aimed to minimize inhibitory effects on cellulolytic enzyme activity during subsequent enzymatic hydrolysis. The entire washing process was conducted at 60 °C to enhance lignin solubility. To ensure temperature stability and process uniformity, washing was performed in a double-jacket reactor (DWK Life Sciences, Wertheim, Germany) equipped with a mechanical stirrer (HS-100D, witeg Labortechnik GmbH, Wertheim, Germany) operating at 150 rpm. The washing procedure consisted of three sequential steps, as detailed in Table 1. After washing, the samples were pressed and dewatered to prepare for enzymatic hydrolysis.
2.6. Hydrolysis
Two hydrolysis methods were employed in this study to evaluate the samples. Total hydrolysis was used to determine the cellulose content, while enzymatic hydrolysis was performed to calculate the glucose yield of each sample. Total hydrolysis was performed according to the NREL method. Approximately 300 mg of dry sample was subjected to a two-step acid hydrolysis: an initial treatment with 72% H2SO4 for one hour, followed by hydrolysis with 4% H2SO4 for an additional hour. To ensure analytical accuracy, all experiments were conducted in at least triplicate, and cellulose content was calculated as the average of the results obtained [31].
For enzymatic hydrolysis, 1 g (dry mass) of sample was mixed with 25 mL of 0.1 M sodium acetate buffer (pH 5.0), yielding a solid concentration of 40 g/L. The mixture was then pasteurized in an incubator (KS 4000 i control, IKA-Werke GmbH & Co. KG, Germany) at 77 °C for 2 hours to eliminate unwanted microorganisms that might interfere with experimental outcomes. After pasteurization, the sample was cooled to approximately 55 °C, and a 12% (w/w, based on the sample dry mass) cellulase solution (C2610-10, US Biological, Salem, MA, USA) with an enzyme activity of 6200–7580 U/g was added under sterile conditions. The sealed mixture was incubated at 55 °C for 48 hours to facilitate enzymatic hydrolysis. To prevent sedimentation and maintain sample homogeneity during hydrolysis, continuous shaking was applied at 130 rpm with a 20 mm amplitude in the incubator. To enhance the accuracy of the experimental data, each sample was subjected to three independent replicates of enzymatic hydrolysis. The glucose yield during enzymatic hydrolysis was calculated based on the glucose concentration in the hydrolysate, as determined by HPLC, and the solid concentration of the sample (40 g/L) prior to hydrolysis (see Equation 2).
Combining the results from both methods enabled the calculation of the actual amount of cellulose converted, referred to as hydrolysability (see Equation 3). This value was subsequently used to assess the effectiveness of the preceding Organosolv extraction. In the equation, the factor 0.9 accounts for the stoichiometric conversion between cellulose and glucose, reflecting the mass ratio due to the addition of a water molecule during the hydrolysis of cellulose into glucose.
2.7. HPLC Analysis
To determine the sugar concentration in the hydrolysate, the samples were first centrifuged at 16,100 rcf for 15 minutes using a centrifuge (5415 D, Eppendorf AG, Hamburg, Germany). The resulting supernatant was then diluted to fall within the calibration range and subsequently filtered through a 0.22 µm polyethersulfone membrane filter (Wicom, Heppenheim, Germany). High-performance liquid chromatography (HPLC) was used for analysis. The system (1100 Series, Agilent Technologies, Santa Clara, CA, USA) was equipped with a Repromer H column (300 × 8 mm, Dr. Maisch, Ammerbuch, Germany) maintained at 30 °C, and a refractive index detector (1260 Infinity II, Agilent Technologies, Santa Clara, CA, USA) set to 35 °C. The mobile phase consisted of 5 mM sulfuric acid, delivered at a flow rate of 0.6 mL/min [32].
2.8. Press and Liquid Removal
To reduce the liquid content in the samples, press and liquid removal were performed after the pretreatment, Organosolv extraction, and washing steps. During the pretreatment and Organosolv extraction stages, hydraulic press and liquid removal were applied. The samples were placed in a hydraulic press and subjected to a pressure of 3 bar for two minutes. Following this, the samples were removed for further processing. After the washing step, press and liquid removal were carried out using a vacuum filtration system to eliminate residual water. All samples were then reanalyzed for moisture content to ensure accurate data for subsequent processing.
2.9. Measurement of Dry Matter Content
The dry matter content (DM%) of the samples was determined using a moisture analyzer (DBS 60-3, KERN, Balingen-Frommern, Germany) with a precision of 0.001 g. Approximately 0.5 to 1 g of each sample was evenly spread on the weighing pan. Drying was performed via infrared heating at 105 °C until the mass change was less than 0.03% over a 30-second interval. To reduce individual measurement error, each sample was analyzed in triplicate, and the average value was reported.
2.10. DoE and Simulation Model
In this study, a Design of Experiments (DoE) approach based on a D-optimal design was first applied to plan the experimental matrix. The software Visual-XSel (CRGRAPH, Starnberg, Germany, version 17.5) was used for experimental design, simulation, and subsequent model fitting based on the obtained data. Experimental datasets obtained from straw samples subjected to Hot-Water Pretreatment (HWP) and Water Pretreatment (WP) were used as model input. These samples underwent Organosolv extraction at temperatures ranging from 135 to 170 °C and P-Factors between 3.0 and 4.0. After extraction, the samples were washed and subsequently subjected to both total hydrolysis and enzymatic hydrolysis. Based on these results, the hydrolysability of each sample was calculated. In total, 47 experimental datasets were used to construct and validate the simulation model.
3. Results and Discussion
3.1. Parameter Optimization for Organosolv Extraction
3.1.1. Evaluation of the Effect of Different Pretreatment Catalysts on Enzymatic Hydrolysis
As part of the preliminary experiments, this study investigated the influence of different acidic catalysts used during Organosolv extraction on the subsequent enzymatic hydrolysis performance of straw. Three weak acids: phosphoric acid, lactic acid, and acetic acid were selected as catalysts, along with the inorganic strong acid sulfuric acid and the organic strong acid p-toluenesulfonic acid (PTSA). In addition, a catalyst-free Organosolv extraction was performed as a control. The severity of Organosolv extraction under different catalytic conditions was evaluated using the P-Factor.
The experimental results (Table 2) showed that, within the weak-acid group, lactic acid at a loading of 50% relative to the dry mass of the sample resulted in the best performance. Compared with acetic acid at the same concentration, lactic acid resulted in markedly higher enzymatic hydrolysis performance, achieving a glucose yield of approximately 78%. In contrast, experiments using phosphoric acid were limited to a catalyst loading of 20%, and both phosphoric acid and acetic acid yielded similar results, with glucose yields of approximately 20%. Notably, corrosion of 316L stainless-steel elements is likely with phosphoric acid, which prevented further testing at higher catalyst concentrations. Moreover, none of the weak-acid catalysts showed a significant advantage over the catalyst-free control. In contrast, the strong-acid catalysts sulfuric acid and p-toluenesulfonic acid (PTSA) exhibited clear superiority, achieving enzymatic hydrolysis efficiencies of approximately 80% in both cases. These values were markedly higher than those obtained with weak-acid systems, corresponding to an average increase in glucose yield of approximately 207% relative to the weak-acid group and 273% relative to the catalyst-free control.
The inferior performance of weak-acid systems can be attributed to insufficient catalytic efficiency during Organosolv extraction, specifically to an inadequate concentration of effective protons (H+) available to promote lignin depolymerization. Although higher loadings of weak acids were deliberately applied to compensate for their higher pKa values and would theoretically yield higher proton concentrations under ideal aqueous conditions, the use of a 60 wt% ethanol–water solvent system strongly suppressed their dissociation. Under such high organic solvent fractions, weak acids exhibit markedly reduced dissociation and proton activity, meaning that increased catalyst loading does not translate into comparable catalytic strength. In contrast, strong acids such as H2SO4 and PTSA maintain substantially higher effective acidity under these conditions and promote the cleavage of lignin ether bonds (e.g., β-O-4 linkages), resulting in significantly enhanced delignification and extraction performance [35,36]. Similar observations have been reported by Jasiukaitytė-Grojzdek et al. [36] and Kalogiannis et al. [37]. Insufficient Organosolv extraction directly limits enzymatic hydrolysis efficiency, explaining the lower glucose yields observed for weak-acid systems. This interpretation is further supported by post-extraction observations, as samples treated with weak acids exhibited significantly larger particle sizes than those treated with strong acids. Finally, catalyst-free control experiments confirmed that relying solely on water autoionization at elevated temperatures and autocatalytic lignin degradation during Organosolv extraction is highly inefficient, resulting in substantially lower enzymatic hydrolysis performance compared with systems employing strong-acid catalysts under otherwise identical extraction conditions. Evaluation of the Effect of Different Liquor Ratios on Enzymatic Hydrolysis.
Within the strong-acid group, experiments using sulfuric acid and PTSA resulted in very similar enzymatic hydrolysis performances after Organosolv extraction, with no discernible difference between the two catalysts. However, from an economic perspective, PTSA is considerably more expensive than sulfuric acid while offering no apparent performance advantage [37,38]. Therefore, considering cost efficiency and process scalability, sulfuric acid was selected as the acid catalyst for all subsequent experiments.
3.1.2. Evaluation of the Effect of Liquor Ratios on Enzymatic Hydrolysis
In Organosolv extraction, the liquor ratio (defined as the mass ratio of solid sample to solvent) is a key parameter influencing extraction performance. Therefore, as part of the preliminary investigations, experiments were conducted to identify a technically feasible and economically reasonable liquor ratio for subsequent experiments. Liquor ratios ranging from 1:1 to 1:24 were evaluated, and selected feasible ratios were applied in Organosolv extraction followed by enzymatic hydrolysis to assess their suitability and identify the most appropriate ratio.
At the outset of this study, the potential risk of insufficient lignin solubilisation at low liquor ratios was considered. Lignin solubility tests were therefore conducted to demonstrate that, in a 60 wt% ethanol–water solution, the solubility of Organosolv lignin reached a maximum value of approximately 0.39 g of lignin per g of solvent. This result aligns well with values reported by Goldmann et al. [39] and Santos-Rigual et al. [40]. Based on the average lignin content of wheat straw [41,42], the maximum liquor ratio required to prevent precipitation was calculated to be around 1.8:1. This is significantly lower than the liquor ratios used in the actual Organosolv extraction experiments. Therefore, under the investigated conditions, lignin solubility was not considered a limiting factor.
The experimental results (Figure 3 A) indicated that, due to the characteristics of the straw used in this study namely its relatively rough surface morphology and low bulk density combined with the prior comminution step that further increased the specific surface area, low liquor ratios resulted in insufficient solvent availability during Organosolv extraction. At liquor ratios of 1:1 and 1:4, the added solvent was completely absorbed by the sample, leaving most of the sample essentially dry. When the liquor ratio was increased to the range of 1:10 - 1:12, the samples gradually approached solvent saturation, and residual liquid began to appear at the bottom of the reactor. However, at liquor ratios below 1:15, the sample was still not sufficiently covered by the reaction medium, leaving a considerable fraction of the sample without effective contact with the organic solvent and catalyst. Complete and uniform coverage of the sample was achieved only at a liquor ratio of 1:15. At excessively high liquor ratios, such as 1:24, a substantial excess of solvent remained unused. It should be noted that, in this study, catalyst loading during Organosolv extraction was calculated based on the dry mass of the sample. Consequently, excessively high liquor ratios are not economically favorable due to increased solvent consumption and, more importantly, because the larger solvent volume dilutes the effective proton concentration in the organic phase. As discussed previously, such dilution can negatively affect extraction performance and subsequently reduce enzymatic hydrolysis efficiency. Therefore, liquor ratios of 1:12, 1:15, and 1:19 were selected for further Organosolv extraction experiments, followed by enzymatic hydrolysis. The resulting glucose yields were subsequently calculated and used to evaluate the suitability of these liquor ratios.
The enzymatic hydrolysis results (Figure 3 B) showed that liquor ratios of 1:12 and 1:15 resulted in similar performances, with glucose yields of 67 ± 1.4% and 68 ± 1.7%, respectively. These values were, on average, approximately 26% lower than the highest glucose yield of 85 ± 1.4% obtained at a liquor ratio of 1:19. During the experiments, it was observed that, upon heating, samples processed at liquor ratios of 1:12 and 1:15 exhibited increasing stirring resistance and, in some cases, partial blockage of the agitator, with this effect being particularly pronounced at a ratio of 1:12. This behavior is likely attributable to partial solvent evaporation during heating, which reduced the liquid-phase volume inside the reactor and consequently increased the viscosity and resistance of the remaining slurry. As a result, effective mixing could not be maintained, leading to incomplete Organosolv extraction and, consequently, reduced enzymatic hydrolysis efficiency. In contrast, samples treated at a liquor ratio of 1:19 exhibited more homogeneous mixing and noticeably smaller, more uniform particle sizes after extraction, indicating a more complete and effective extraction process. These observations suggest that, although reducing the liquor ratio can theoretically increase proton concentration during extraction, insufficient solvent coverage and mixing limitations particularly under conditions where solvent evaporation occurs—can negatively affect extraction performance and downstream hydrolysis. Therefore, considering both extraction efficiency and process robustness, a liquor ratio of 1:19 was identified as the optimal condition and selected for all subsequent experiments.
3.1.3. Evaluation of Pretreatment Impact on Organosolv Efficiency and Enzymatic Hydrolysis
One of the main objectives of this study was to investigate the introduction of a pretreatment step prior to Organosolv extraction within the straw biomass processing workflow, aiming to reduce energy demand, improve Organosolv extraction efficiency, and enhance subsequent enzymatic hydrolysis performance. To this end, preliminary experiments were conducted to evaluate the feasibility and effectiveness of the developed pretreatment approaches. Untreated straw, along with straw subjected to Hot-Water Pretreatment (HWP) and Water Pretreatment (WP) following the procedures described in Section 3, was processed by Organosolv extraction under standardized conditions (170 °C, P-Factor 3.6), as detailed in Section 2.5. The resulting samples were subsequently washed and enzymatically hydrolyzed, with total hydrolysis additionally employed to enable a more accurate assessment of the impact of pretreatment on overall process efficiency.
Experimental results indicated (Figure 4) that samples treated with HWP and WP exhibited statistically significant differences in both cellulose content and hydrolysability relative to the untreated control group (p < 0.05). In the control group (untreated straw), the cellulose content was the lowest at 65 ± 4%, and during enzymatic hydrolysis, only about half of the cellulose was converted, resulting in a hydrolysability of 58 ± 3%. In contrast, both pretreatment groups showed clear improvements in hydrolysis performance. The sample pretreated with HWP reached a hydrolysability of 79 ± 2%, corresponding to a 37% increase relative to the control. The sample pretreated with WP achieved the highest hydrolysability at 86 ± 5%, corresponding to a 50% improvement over the untreated control. Collectively, these results indicate that incorporating a pretreatment step prior to Organosolv extraction significantly enhances the enzymatic hydrolysis efficiency of straw.
Interestingly, although the HWP-treated samples generally exhibited higher (about 5,9%) cellulose content than the WP-treated ones, their hydrolysability was consistently lower. This trend was observed across all experiments, suggesting a consistent and reproducible phenomenon. A detailed discussion of this observation is provided alongside the results in the following sections.
3.2. Evaluation of Organosolv Severity (Temperature and P-Factor) on Enzymatic Hydrolysis of Pretreated Straw
The preliminary experiments described above clearly demonstrated that applying a simple pretreatment step prior to Organosolv extraction is an effective strategy for significantly enhancing the final enzymatic hydrolysis efficiency of straw. Consequently, one of the main objectives of this study was to identify the optimal Organosolv extraction severity using a Design of Experiments (DoE) approach, aiming to maximize enzymatic hydrolysis efficiency and glucose yield. To this end, HWP- and WP-pretreated samples were subjected to Organosolv extraction at 135 °C, 150 °C, and 170 °C, covering a P-Factor range from 3.0 to 4.0. After extraction, all samples were washed and enzymatically hydrolyzed to evaluate their hydrolysis performance.
Figure 5.
Experimental enzymatic hydrolysability of HWP- and WP-pretreated straw as a function of P-Factor at fixed Organosolv extraction temperatures (135, 150, and 170 °C). Error bars indicate standard deviations of the mean (n = 3).
Figure 5.
Experimental enzymatic hydrolysability of HWP- and WP-pretreated straw as a function of P-Factor at fixed Organosolv extraction temperatures (135, 150, and 170 °C). Error bars indicate standard deviations of the mean (n = 3).
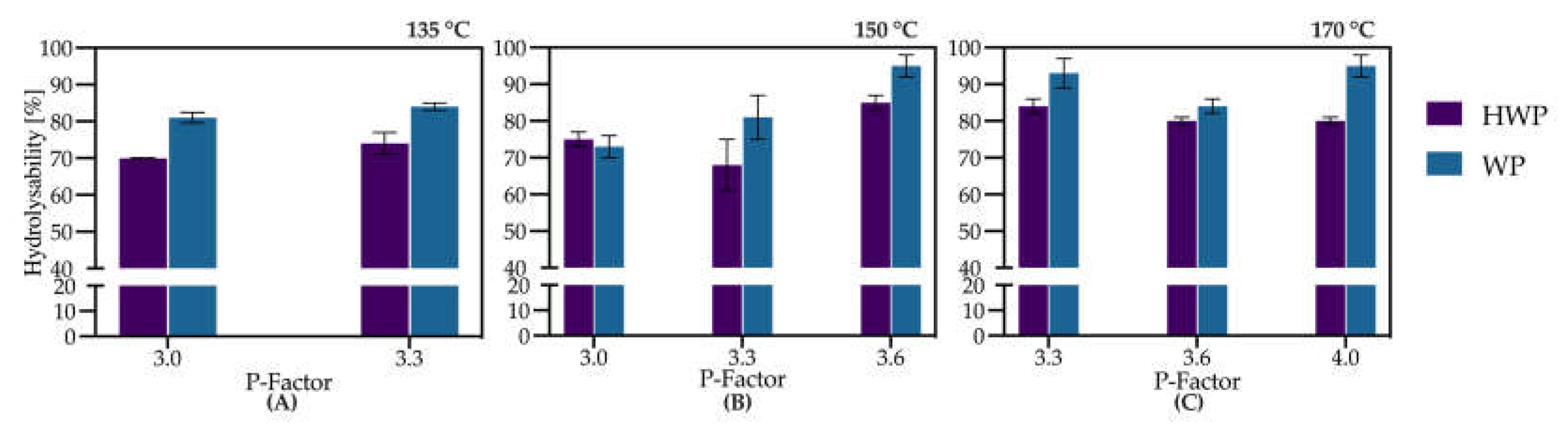
Experimental results revealed a clear and consistent trend: increasing the Organosolv extraction temperature enhanced enzymatic hydrolysis efficiency for both HWP- and WP-pretreated straw. For both pretreatment routes, raising the extraction temperature from 135 °C to 170 °C resulted in a pronounced improvement in hydrolysability (p < 0.05), confirming that both the applied pretreatment strategy and the severity of the subsequent Organosolv extraction significantly influence enzymatic hydrolysis performance [30,43].
Under identical reaction conditions, WP-pretreated samples consistently exhibited higher hydrolysis efficiencies than HWP-pretreated samples and clearly outperformed untreated straw. A minor deviation from this trend was observed at 150 °C (P-Factor 3.0), where the hydrolysability of WP-pretreated samples (73 ± 3%) was slightly lower than that of HWP-pretreated samples (75 ± 2%). However, this difference falls within experimental uncertainty and does not affect the overall conclusion that WP pretreatment yields superior hydrolysis performance. For HWP-pretreated samples, the lowest hydrolysability was observed at 135 °C (P-Factor 3.0), reaching 61 ± 6%. With increasing Organosolv severity, hydrolysability increased to 85 ± 1% at 150 °C (P-Factor 3.6) and remained high at 84 ± 2% at 170 °C (P-Factor 3.3), corresponding to an overall improvement of 24.6%. In comparison, WP-pretreated samples showed a higher initial hydrolysability of 74 ± 3% at 135 °C (P-Factor 3.0), which further increased to 96 ± 2% at 150 °C (P-Factor 3.6) and remained at a comparable level of 96 ± 3% at 170 °C (P-Factor 4.0), representing a total improvement of 28.3%.
Similar temperature-dependent enhancements in hydrolysis efficiency during Organosolv processing have been reported by Sun et al. [44,45], who attributed this behavior primarily to increased lignin solubilization at elevated temperatures. As the extraction temperature increases, the lignin matrix encapsulating cellulose fibers is progressively disrupted and removed, leading to enhanced cellulose exposure and an enlarged effective surface area available for enzymatic hydrolysis. Consequently, a higher number of accessible binding sites for cellulolytic enzymes can be generated, thereby improving overall hydrolysis efficiency. This interpretation is consistent with the general understanding of Organosolv extraction mechanisms, whereby higher temperatures promote lignin dissolution and structural opening of the biomass matrix [46]. In line with this, Li and Jiang discussed that elevated extraction temperatures facilitate the cleavage of lignin–carbohydrate complexes, further enhancing the enzymatic accessibility of the residual cellulose fraction [47].
The consistently superior performance of WP-pretreated samples indicates that pretreatment plays a critical role in generating a more favorable structural configuration for subsequent delignification and enzymatic hydrolysis. A plausible explanation is that pretreatment promotes the removal of soluble components from the straw matrix, including water-soluble carbohydrates, inorganic salts, and low-molecular-weight extractives [48]. In the case of HWP pretreatment, elevated temperatures may induce partial solubilization of hemicellulosic fractions [49], whereas during the extended WP pretreatment period, certain organic constituents may be gradually degraded or removed through microbial activity. The elimination of these components likely contributes to a partial opening of the lignocellulosic structure, thereby facilitating mass transfer and improving interactions between the biomass and the organic solvent–catalyst system during subsequent Organosolv extraction [30]. Consistent with this interpretation, a mass loss of approximately 10% was observed after both HWP and WP pretreatment, which can reasonably be attributed to the removal of such soluble or degradable fractions. In addition, pretreatment may allow water to penetrate and occupy air-filled voids within the straw structure, creating liquid-filled pathways that further enhance solvent–biomass contact. Nevertheless, these interpretations are based on indirect observations, and further targeted studies are required to clarify the relative contributions of compositional changes, structural modifications, and pore-filling effects. Despite these improvements, increasing Organosolv severity did not result in unlimited gains in enzymatic hydrolysis. For both pretreatment routes, the improvement observed between 135 °C and 150 °C was markedly more pronounced than that between 150 °C and 170 °C. In particular, WP-pretreated samples achieved near-complete hydrolysis already at 150 °C, with no substantial further increase at higher temperatures. Similar plateau effects at high severities have been described by Liu et al., who associated excessive thermal input with carbohydrate degradation and the formation of enzyme-inhibitory byproducts [50].
From an experimental perspective, these findings demonstrate that high enzymatic hydrolysis efficiencies can be achieved through a combination of simple water pretreatment and moderately severe Organosolv conditions. At the same time, the observed dependence of hydrolysis performance on both temperature and P-Factor highlights the importance of systematically evaluating Organosolv severity in order to balance enzymatic performance against unnecessary process intensity.
3.3. Model-Based Optimization of Organosolv Extraction Severity
While the preceding section identified clear experimental trends in enzymatic hydrolysis performance as a function of pretreatment strategy and Organosolv extraction severity, these trends also suggest a non-linear dependence on process parameters. In particular, the combined effects of extraction temperature and P-Factor cannot be adequately assessed through individual parameter comparisons alone. Therefore, the experimental data obtained in this study were used to develop a model-based approach for the systematic evaluation and optimization of Organosolv extraction severity. By applying a Design of Experiments (DoE) methodology, this chapter aims to quantitatively describe the relationship between process conditions and hydrolysis efficiency and to identify optimal reaction conditions.
Based on the experimental dataset, a full-range simulation covering extraction temperatures from 135 to 170 °C and P-Factors between 3.0 and 4.0 was performed to systematically evaluate hydrolysability. The resulting modeled response surfaces reveal the combined influence of Organosolv extraction temperature and P-Factor on enzymatic hydrolysis efficiency for HWP- and WP-pretreated straw (Figure 6). For both pretreatment routes, hydrolysis efficiency increased with increasing extraction severity; however, pronounced differences in the overall shape of the response surfaces were observed between HWP and WP samples. For HWP-pretreated straw (Figure 6A), the response surface indicates a gradual and continuous increase in hydrolysability with both temperature and P-Factor, suggesting a relatively high sensitivity to changes in extraction severity across the investigated parameter space. In contrast, WP-pretreated samples (Figure 6B), exhibit a steeper increase in hydrolysability at lower severities, followed by the formation of a plateau region at higher temperatures and P-Factors. This behavior implies that near-complete enzymatic hydrolysis can be achieved for WP-pretreated straw within a broader operational window.
Notably, the model predicts that, over the entire simulated domain, the maximum hydrolysability of HWP-pretreated samples remains limited to approximately 88%, whereas WP-pretreated samples are predicted to reach complete hydrolysis under a wide range of conditions, particularly within the temperature interval of approximately 152–170 °C. This distinction further highlights the superior robustness of WP pretreatment with respect to variations in Organosolv extraction severity.
To further elucidate the interaction between P-Factor, extraction temperature, and hydrolysability, the modeled response surfaces were projected into two-dimensional plots at fixed extraction temperatures. For HWP-pretreated samples (Figure 7A), hydrolysability increased markedly with increasing temperature at a constant P-Factor of 3.0, indicating a strong temperature dependence under mild severity conditions. The highest hydrolysability predicted by the model for HWP-pretreated straw was reached at 170 °C with values approaching approximately 88%. At 135 °C, a pronounced dependence on P-Factor was observed, with hydrolysability increasing steadily from about 63% at a P-Factor of 3.0 to approximately 85% at a P-Factor of 4.0. At 150 °C, the positive effect of increasing P-Factor remained evident but with a reduced slope, suggesting diminishing marginal gains from further severity enhancement at elevated temperature. In contrast, at 170 °C, hydrolysability exhibited only a weak dependence on P-Factor and even showed a slight decreasing trend, indicating that further increases in extraction severity do not translate into additional improvements in enzymatic hydrolysis performance under these conditions.
For WP-pretreated samples (Figure 7B), a distinctly different response pattern was observed. At 135 °C, hydrolysability increased strongly and almost linearly with P-Factor, approaching near-complete hydrolysis at a P-Factor of approximately 3.67. At 150 °C, hydrolysability rose rapidly with increasing P-Factor and reached values close to 100% at a P-Factor of around 3.90, beyond which a clear plateau was observed, indicating that high hydrolysis efficiencies can be achieved across a broad P-Factor range. At 170 °C, hydrolysability remained consistently high while exhibiting only a weak dependence on P-Factor. Notably, a plateau behavior similar to that observed for HWP-pretreated samples at 170 °C was evident, suggesting that at high extraction temperatures the influence of P-Factor becomes increasingly limited regardless of pretreatment strategy.
At elevated temperatures, further increases in extraction severity do not result in a continued increase in hydrolysability and may even lead to a slight decline, which can be attributed to several concurrent effects. At high temperatures, the formation of degradation products such as furfural and hydroxymethylfurfural may inhibit enzymatic activity, thereby offsetting the benefits of enhanced delignification [51]. In addition, severe thermal conditions can promote lignin recondensation or redistribution onto the fiber surface, which may hinder enzyme accessibility [52,53]. Moreover, visual inspection of samples treated at 170 °C revealed a pronounced reduction in particle size, with the material exhibiting a mud-like appearance. Excessive comminution may negatively affect enzymatic hydrolysis by reducing effective mass transfer, increasing slurry viscosity, or promoting non-productive enzyme adsorption [45,54,55]. While these effects provide plausible explanations for the observed plateau or slight decline in hydrolysability at high severity, further targeted analyses will be required to quantitatively assess their individual contributions.
3.4. Trade-Off Between Extraction Temperature, P-Factor, and Residence Time
To further assess the practical implications of achieving complete enzymatic hydrolysis, the relationship between P-Factor, extraction temperature, and residence time was examined under conditions corresponding to near-complete hydrolysis. As the P-Factor intrinsically represents a combined effect of temperature and time, different parameter combinations can result in comparable reaction severities while leading to substantially different process durations and operating conditions.
As illustrated in Figure 8, increasing the extraction temperature enables the target P-Factor to be reached within progressively shorter residence times. For instance, achieving a P-Factor of approximately 3.67 required about 7.3 h at 135 °C, whereas a comparable severity could be attained in only about 4.3 h at approximately 154 °C. From a process efficiency perspective, increasing temperature therefore offers a clear advantage in reducing extraction time and increasing throughput. However, elevating the extraction temperature is not without drawbacks. Higher operating temperatures are inevitably accompanied by increased system pressure, which imposes additional requirements on reactor design, material selection, and operational safety. These constraints may offset the benefits associated with reduced residence time, particularly when scaling the process to larger reactor volumes. Moreover, as demonstrated by the experimental and modeling results presented in the preceding sections, increasing Organosolv severity beyond a certain threshold does not necessarily enhance enzymatic hydrolysis performance and may even lead to diminishing returns.
In this context, the results of the present study indicate that complete or near-complete hydrolysis can be achieved across a range of temperature–time combinations, thereby providing flexibility in process design. Moderate temperatures combined with longer residence times may represent a more robust and technically feasible operating window, whereas higher temperatures can be advantageous when reactor capacity or throughput is limiting. Ultimately, the optimal balance between temperature, P-Factor, and residence time should be determined not only by hydrolysis efficiency, but also by reactor design constraints, energy input, and overall process economics.
5. Conclusions
This study systematically investigated Organosolv extraction of German wheat straw with the aim of achieving near-complete enzymatic hydrolysis while reducing process severity and energy demand. The P-Factor concept was applied to quantitatively evaluate extraction severity by integrating the combined effects of temperature and residence time.
In preliminary experiments, different acid catalysts and liquor ratios were systematically assessed with respect to delignification efficiency and subsequent enzymatic hydrolysis. Stronger acids with lower pKa values showed clear advantages over weaker acids, enabling substantial improvements in hydrolysability at lower catalyst dosages. In contrast, weak acids were less effective, particularly in solvent-rich systems were limited proton dissociation restricted lignin depolymerization. The liquor ratio was identified as a critical parameter: insufficient solvent limited effective biomass–solvent contact, whereas excessive solvent content reduced proton availability and resulted in inefficient solvent utilization. Based on these findings, two simple and efficient pretreatment strategies prior to Organosolv extraction were developed. Both hot-water pretreatment (HWP) and water pretreatment (WP) significantly enhanced enzymatic hydrolysis compared to untreated straw. Under identical Organosolv conditions, WP-pretreated samples consistently outperformed HWP-pretreated samples, achieving cellulose hydrolysabilities of up to 96 ± 3%, while HWP-pretreated samples reached maximum values of approximately 85–88%. These results highlight the importance of pretreatment in promoting structural opening and improving solvent–biomass interactions during Organosolv extraction.
The effects of extraction temperature and severity were further evaluated using a Design of Experiments approach combined with response surface modeling. Increasing the extraction temperature from 135 °C to 150 °C led to pronounced improvements in hydrolysability for both pretreatment routes, enabling complete or near-complete hydrolysis. However, further increases to 170 °C provided limited additional benefit and occasionally resulted in a slight decline in hydrolysis efficiency. Model-based analysis revealed clear plateau regions at high temperature–P-Factor combinations, indicating diminishing returns under overly severe conditions.
Overall, the combined experimental and modeling results demonstrate that near-complete enzymatic hydrolysis can be achieved within defined temperature–time windows. While higher temperatures shorten residence time, they impose increased pressure and reactor design constraints. Consequently, moderate temperatures combined with optimized P-Factor values represent a robust and scalable operating window for energy-efficient valorization of wheat straw in lignocellulosic biorefineries.
Author Contributions
Conceptualization, T.G. and N.T.; methodology, T.G., D.T., M.A. and N.T.; validation, T.G., D.T., M.A. and N.T.; formal analysis, T.G.; investigation, T.G. and T.N.; data curation, T.G.; writing—original draft preparation, T.G. and T.N.; writing—review and editing, T.G. and N.T.; visualization, T.G.; supervision, N.T.; project administration, N.T.; funding acquisition, N.T. All authors have read and agreed to the published version of the manuscript.
Funding
This work was funded by the German Federal Ministry of Research, Technology and Space (BMFTR) under the funding code 13FH115KX1, administered by the project management agency VDI-Technologiezentrum GmbH.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The original contributions presented in this study are included in the article, further inquiries can be directed to the corresponding author.
Acknowledgments
This article was prepared with the support of AI-based software for translation and language enhancement in English.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Baral, N.R.; Sundstrom, E.R.; Das, L.; Gladden, J.; Eudes, A.; Mortimer, J.C.; Singer, S.W.; Mukhopadhyay, A.; Scown, C.D. Approaches for More Efficient Biological Conversion of Lignocellulosic Feedstocks to Biofuels and Bioproducts. ACS Sustainable Chem. Eng. 2019, 7, 9062–9079. [Google Scholar] [CrossRef]
- Sharma, S.; Tsai, M.-L.; Sharma, V.; Sun, P.-P.; Nargotra, P.; Bajaj, B.K.; Chen, C.-W.; Dong, C.-D. Environment Friendly Pretreatment Approaches for the Bioconversion of Lignocellulosic Biomass into Biofuels and Value-Added Products. Environments 2022, 10, 6. [Google Scholar] [CrossRef]
- Tufail, T.; Saeed, F.; Afzaal, M.; Ain, H.B.U.; Gilani, S.A.; Hussain, M.; Anjum, F.M. Wheat Straw: A Natural Remedy against Different Maladies. Food Science & Nutrition 2021, 9, 2335–2344. [Google Scholar] [CrossRef]
- Ćilerdžić, J.; Galić, M.; Vukojević, J.; Brčeski, I.; Stajić, M. Potential of Selected Fungal Species to Degrade Wheat Straw, the Most Abundant Plant Raw Material in Europe. BMC Plant Biol 2017, 17, 249. [Google Scholar] [CrossRef]
- Kovačević, Z.; Bischof, S.; Bilandžija, N.; Krička, T. Conversion of Waste Agricultural Biomass from Straw into Useful Bioproducts—Wheat Fibers and Biofuels. Sustainability 2024, 16, 4739. [Google Scholar] [CrossRef]
- Reichel, R.; Wei, J.; Islam, M.S.; Schmid, C.; Wissel, H.; Schröder, P.; Schloter, M.; Brüggemann, N. Potential of Wheat Straw, Spruce Sawdust, and Lignin as High Organic Carbon Soil Amendments to Improve Agricultural Nitrogen Retention Capacity: An Incubation Study. Front. Plant Sci. 2018, 9, 900. [Google Scholar] [CrossRef] [PubMed]
- Carvalheiro, F.; Silva-Fernandes, T.; Duarte, L.C.; Gírio, F.M. Wheat Straw Autohydrolysis: Process Optimization and Products Characterization. Appl Biochem Biotechnol 2009, 153, 84–93. [Google Scholar] [CrossRef] [PubMed]
- Liu, R.; Yu, H.; Huang, Y. Structure and Morphology of Cellulose in Wheat Straw. Cellulose 2005, 12, 25–34. [Google Scholar] [CrossRef] [PubMed]
- Hernández, C.; Escamilla-Alvarado, C.; Sánchez, A.; Alarcón, E.; Ziarelli, F.; Musule, R.; Valdez-Vazquez, I. Wheat Straw, Corn Stover, Sugarcane, and Agave Biomasses: Chemical Properties, Availability, and Cellulosic-bioethanol Production Potential in Mexico. Biofuels Bioprod Bioref 2019, 13, 1143–1159. [Google Scholar] [CrossRef]
- Lynd, L.R.; Weimer, P.J.; Van Zyl, W.H.; Pretorius, I.S. Microbial Cellulose Utilization: Fundamentals and Biotechnology. Microbiol Mol Biol Rev 2002, 66, 506–577. [Google Scholar] [CrossRef]
- Himmel, M.E.; Ding, S.-Y.; Johnson, D.K.; Adney, W.S.; Nimlos, M.R.; Brady, J.W.; Foust, T.D. Biomass Recalcitrance: Engineering Plants and Enzymes for Biofuels Production. Science 2007, 315, 804–807. [Google Scholar] [CrossRef]
- Ragauskas, A.J.; Williams, C.K.; Davison, B.H.; Britovsek, G.; Cairney, J.; Eckert, C.A.; Frederick, W.J.; Hallett, J.P.; Leak, D.J.; Liotta, C.L.; et al. The Path Forward for Biofuels and Biomaterials. Science 2006, 311, 484–489. [Google Scholar] [CrossRef]
- Deng, Z.; Xia, A.; Liao, Q.; Zhu, X.; Huang, Y.; Fu, Q. Laccase Pretreatment of Wheat Straw: Effects of the Physicochemical Characteristics and the Kinetics of Enzymatic Hydrolysis. Biotechnol Biofuels 2019, 12, 159. [Google Scholar] [CrossRef]
- Huang, C.; Jiang, X.; Shen, X.; Hu, J.; Tang, W.; Wu, X.; Ragauskas, A.; Jameel, H.; Meng, X.; Yong, Q. Lignin-Enzyme Interaction: A Roadblock for Efficient Enzymatic Hydrolysis of Lignocellulosics. Renewable and Sustainable Energy Reviews 2022, 154, 111822. [Google Scholar] [CrossRef]
- Paës, G.; Navarro, D.; Benoit, Y.; Blanquet, S.; Chabbert, B.; Chaussepied, B.; Coutinho, P.M.; Durand, S.; Grigoriev, I.V.; Haon, M.; et al. Tracking of Enzymatic Biomass Deconstruction by Fungal Secretomes Highlights Markers of Lignocellulose Recalcitrance. Biotechnol Biofuels 2019, 12, 76. [Google Scholar] [CrossRef] [PubMed]
- Galbe, M.; Wallberg, O. Pretreatment for Biorefineries: A Review of Common Methods for Efficient Utilisation of Lignocellulosic Materials. Biotechnol Biofuels 2019, 12, 294. [Google Scholar] [CrossRef]
- Prasad, A.; Sotenko, M.; Blenkinsopp, T.; Coles, S.R. Life Cycle Assessment of Lignocellulosic Biomass Pretreatment Methods in Biofuel Production. Int J Life Cycle Assess 2016, 21, 44–50. [Google Scholar] [CrossRef]
- Den, W.; Sharma, V.K.; Lee, M.; Nadadur, G.; Varma, R.S. Lignocellulosic Biomass Transformations via Greener Oxidative Pretreatment Processes: Access to Energy and Value-Added Chemicals. Front. Chem. 2018, 6, 141. [Google Scholar] [CrossRef]
- Huijgen, W.J.J.; Reith, J.H.; Den Uil, H. Pretreatment and Fractionation of Wheat Straw by an Acetone-Based Organosolv Process. Ind. Eng. Chem. Res. 2010, 49, 10132–10140. [Google Scholar] [CrossRef]
- Smit, A.; Huijgen, W. Effective Fractionation of Lignocellulose in Herbaceous Biomass and Hardwood Using a Mild Acetone Organosolv Process. Green Chem. 2017, 19, 5505–5514. [Google Scholar] [CrossRef]
- Constant, S.; Basset, C.; Dumas, C.; Di Renzo, F.; Robitzer, M.; Barakat, A.; Quignard, F. Reactive Organosolv Lignin Extraction from Wheat Straw: Influence of Lewis Acid Catalysts on Structural and Chemical Properties of Lignins. Industrial Crops and Products 2015, 65, 180–189. [Google Scholar] [CrossRef]
- Serna-Loaiza, S.; Adamcyk, J.; Beisl, S.; Miltner, M.; Friedl, A. Sequential Pretreatment of Wheat Straw: Liquid Hot Water Followed by Organosolv for the Production of Hemicellulosic Sugars, Lignin, and a Cellulose-Enriched Pulp. Waste Biomass Valor 2022, 13, 4771–4784. [Google Scholar] [CrossRef]
- Ruiz, H.A.; Vicente, A.A.; Teixeira, J.A. Kinetic Modeling of Enzymatic Saccharification Using Wheat Straw Pretreated under Autohydrolysis and Organosolv Process. Industrial Crops and Products 2012, 36, 100–107. [Google Scholar] [CrossRef]
- Zhang, X.; Yu, G.; Feng, X.; Li, Z.; Li, B.; Cui, Q. Ammonia-Ethanol-Water Pretreatment of Wheat Straw for Facilitating Enzymatic Saccharification Integrated with the Preparation of Submicron Lignin Spheres. BioRes 2020, 15, 5087–5109. [Google Scholar] [CrossRef]
- Nair, L.G.; Agrawal, K.; Verma, P. Organosolv Pretreatment: An in-Depth Purview of Mechanics of the System. Bioresour. Bioprocess. 2023, 10, 50. [Google Scholar] [CrossRef]
- Overend, R.P. Fractionation of Lignocellulosics by Steam-Aqueous Pretreatments. Phil. Trans. R. Soc. Lond. A 1987, 321, 523–536. [Google Scholar] [CrossRef]
- Calhoun, J.M.; Yorston, F.H.; Maass, O. THE EFFECT OF SULPHITE LIQUOR COMPOSITION ON THE RATE OF DELIGNIFICATION OF SPRUCE WOOD AND YIELD OF PULP. Can. J. Res. 1937, 15b, 457–474. [Google Scholar] [CrossRef]
- Ruiz, H.A.; Hedegaard Thomsen, M.; Trajano, H.L. (Eds.) Hydrothermal Processing in Biorefineries; Springer International Publishing: Cham, 2017; ISBN 978-3-319-56456-2. [Google Scholar]
- Montané, D.; Overend, R.P.; Chornet, E. Kinetic Models for Non-homogeneous Complex Systems with a Time-dependent Rate Constant. Can J Chem Eng 1998, 76, 58–68. [Google Scholar] [CrossRef]
- Vaidya, A.A.; Murton, K.D.; Smith, D.A.; Dedual, G. A Review on Organosolv Pretreatment of Softwood with a Focus on Enzymatic Hydrolysis of Cellulose. Biomass Conv. Bioref. 2022, 12, 5427–5442. [Google Scholar] [CrossRef]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of Structural Carbohydrates and Lignin in Biomass. Laboratory analytical procedure 2008, 1617, 1–16. [Google Scholar]
- Guo, T.; Bode, J.; Kuka, K.; Tippkötter, N. Enhancing Single-Cell Protein Yield Through Grass-Based Substrates: A Study of Lolium Perenne and Kluyveromyces Marxianus. Fermentation 2025, 11, 266. [Google Scholar] [CrossRef]
- Franz, R.G. Comparisons of pKa and Log P Values of Some Carboxylic and Phosphonic Acids: Synthesis and Measurement. AAPS PharmSci 2001, 3, 1–13. [Google Scholar] [CrossRef]
- Zheng, J. IUPAC/Dissociation-Constants: V1.0 2022.
- Yasuda, S.; Murase, N. Chemical Structures of Sulfuric Acid Lignin. Part XII. Reaction of Lignin Models with Carbohydrates in 72% H2SO4. Holzforschung 1995, 49, 418–422. [Google Scholar] [CrossRef]
- Jasiukaitytė-Grojzdek, E.; Huš, M.; Grilc, M.; Likozar, B. Acid-Catalysed α-O-4 Aryl-Ether Bond Cleavage in Methanol/(Aqueous) Ethanol: Understanding Depolymerisation of a Lignin Model Compound during Organosolv Pretreatment. Sci Rep 2020, 10, 11037. [Google Scholar] [CrossRef]
- Kalogiannis, K.G.; Matsakas, L.; Aspden, J.; Lappas, A.A.; Rova, U.; Christakopoulos, P. Acid Assisted Organosolv Delignification of Beechwood and Pulp Conversion towards High Concentrated Cellulosic Ethanol via High Gravity Enzymatic Hydrolysis and Fermentation. Molecules 2018, 23, 1647. [Google Scholar] [CrossRef]
- Amarasekara, A.S.; Wiredu, B. A Comparison of Dilute Aqueous P-Toluenesulfonic and Sulfuric Acid Pretreatments and Saccharification of Corn Stover at Moderate Temperatures and Pressures. Bioresource Technology 2012, 125, 114–118. [Google Scholar] [CrossRef]
- Goldmann, W.M.; Ahola, J.; Mikola, M.; Tanskanen, J. Solubility and Fractionation of Indulin AT Kraft Lignin in Ethanol-Water Media. Separation and Purification Technology 2019, 209, 826–832. [Google Scholar] [CrossRef]
- Santos, T.M.; Rigual, V.; Domínguez, J.C.; Alonso, M.V.; Oliet, M.; Rodriguez, F. Fractionation of Pinus Radiata by Ethanol-Based Organosolv Process. Biomass Conv. Bioref. 2024, 14, 451–464. [Google Scholar] [CrossRef]
- Zhang, L.; Chen, K. Low-Temperature Alkali-Anthraquinone Pretreatment of Wheat Straw: Gradual Dissolution of Lignin and Carbohydrate Retention in Pretreated Solids. BioRes 2017, 12, 8550–8564. [Google Scholar] [CrossRef]
- Cachet, N.; Benjelloun-Mlayah, B. Comparison of Organic Acid-Based Organosolv Lignins Extracted from the Residues of Five Annual Crops. BioRes 2021, 16, 7966–7990. [Google Scholar] [CrossRef]
- Obama, P.; Ricochon, G.; Muniglia, L.; Brosse, N. Combination of Enzymatic Hydrolysis and Ethanol Organosolv Pretreatments: Effect on Lignin Structures, Delignification Yields and Cellulose-to-Glucose Conversion. Bioresource Technology 2012, 112, 156–163. [Google Scholar] [CrossRef]
- Sun, F.F.; Zhao, X.; Hong, J.; Tang, Y.; Wang, L.; Sun, H.; Li, X.; Hu, J. Industrially Relevant Hydrolyzability and Fermentability of Sugarcane Bagasse Improved Effectively by Glycerol Organosolv Pretreatment. Biotechnol Biofuels 2016, 9, 59. [Google Scholar] [CrossRef]
- Sun, T.-S.; Wang, K.; Yang, G.; Yang, H.-Y.; Xu, F. Hydrothermal Treatment and Enzymatic Saccharification of Corncobs. BioResources 2014, 9, 3000–3013. [Google Scholar] [CrossRef]
- Chen, H.; Li, X.; Yu, S.; Qin, Y.; Qu, Y.; Zhao, J. Potassium Permanganate Assisted Organosolv Pretreatment Enhances Enzymatic Hydrolysis of Corn Stover. GCB Bioenergy 2021, 13, 665–678. [Google Scholar] [CrossRef]
- Li, Z.; Jiang, Z.; Fei, B.; Pan, X.; Cai, Z.; Liu, X.; Yu, Y. Ethanol Organosolv Pretreatment of Bamboo for Efficient Enzymatic Saccharification. BioRes 2012, 7, 3452–3462. [Google Scholar] [CrossRef]
- Wolf, M.; Berger, F.; Hanstein, S.; Weidenkaff, A.; Endreß, H.-U.; Oestreich, A.M.; Ebrahimi, M.; Czermak, P. Hot-Water Hemicellulose Extraction from Fruit Processing Residues. ACS Omega 2022, 7, 13436–13447. [Google Scholar] [CrossRef]
- Zhang, X.; Du, L.; Li, S. STEPWISE EXTRACTION OF HEMICELLULOSES WITH WATER AND ALKALI FROM LARCH WOOD AND THEIR SUGAR COMPOSITIONS. WR 2024, 68, 638–649. [Google Scholar] [CrossRef]
- Raghavendran, V.; Nitsos, C.; Matsakas, L.; Rova, U.; Christakopoulos, P.; Olsson, L. A Comparative Study of the Enzymatic Hydrolysis of Batch Organosolv-Pretreated Birch and Spruce Biomass. AMB Expr 2018, 8, 114. [Google Scholar] [CrossRef] [PubMed]
- Ilanidis, D.; Stagge, S.; Jönsson, L.J.; Martín, C. Hydrothermal Pretreatment of Wheat Straw: Effects of Temperature and Acidity on Byproduct Formation and Inhibition of Enzymatic Hydrolysis and Ethanolic Fermentation. Agronomy 2021, 11, 487. [Google Scholar] [CrossRef]
- Chu, Q.; Tong, W.; Chen, J.; Wu, S.; Jin, Y.; Hu, J.; Song, K. Organosolv Pretreatment Assisted by Carbocation Scavenger to Mitigate Surface Barrier Effect of Lignin for Improving Biomass Saccharification and Utilization. Biotechnol Biofuels 2021, 14, 136. [Google Scholar] [CrossRef] [PubMed]
- Kellock, M.; Maaheimo, H.; Marjamaa, K.; Rahikainen, J.; Zhang, H.; Holopainen-Mantila, U.; Ralph, J.; Tamminen, T.; Felby, C.; Kruus, K. Effect of Hydrothermal Pretreatment Severity on Lignin Inhibition in Enzymatic Hydrolysis. Bioresource Technology 2019, 280, 303–312. [Google Scholar] [CrossRef]
- Momoh, O.L.Y.; Ouki, S. Development of a Novel Fractal-like Kinetic Model for Elucidating the Effect of Particle Size on the Mechanism of Hydrolysis and Biogas Yield from Ligno-Cellulosic Biomass. Renewable Energy 2018, 118, 71–83. [Google Scholar] [CrossRef]
- Zhao, X.; Zhang, L.; Liu, D. Biomass Recalcitrance. Part I: The Chemical Compositions and Physical Structures Affecting the Enzymatic Hydrolysis of Lignocellulose. Biofuels Bioprod Bioref 2012, 6, 465–482. [Google Scholar] [CrossRef]
Figure 1.
Schematic overview of the experimental workflow. Created in BioRender.com.
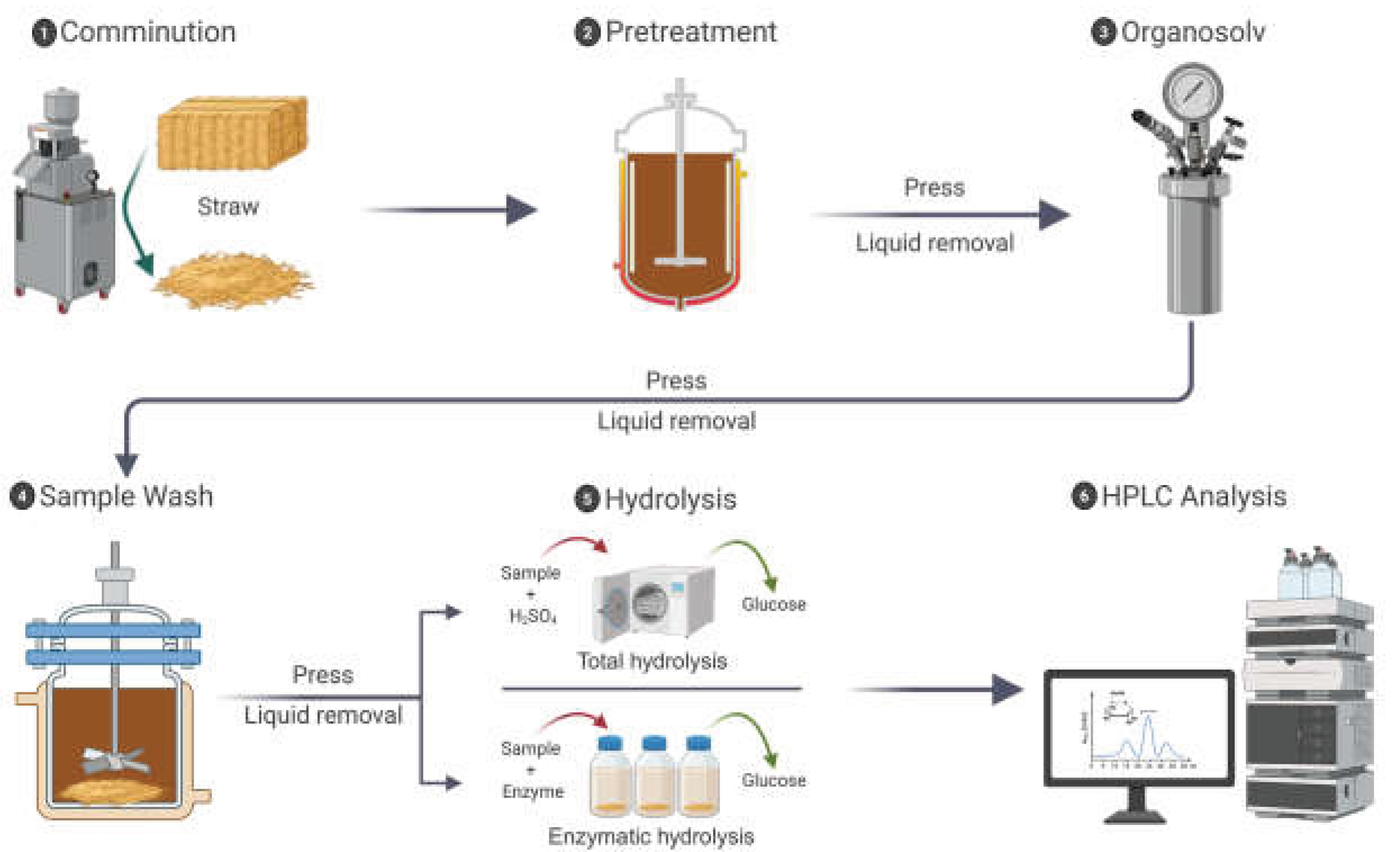
Figure 2.
Schematic overview of the pretreatment methods HWP and WP. Created in BioRender.com.
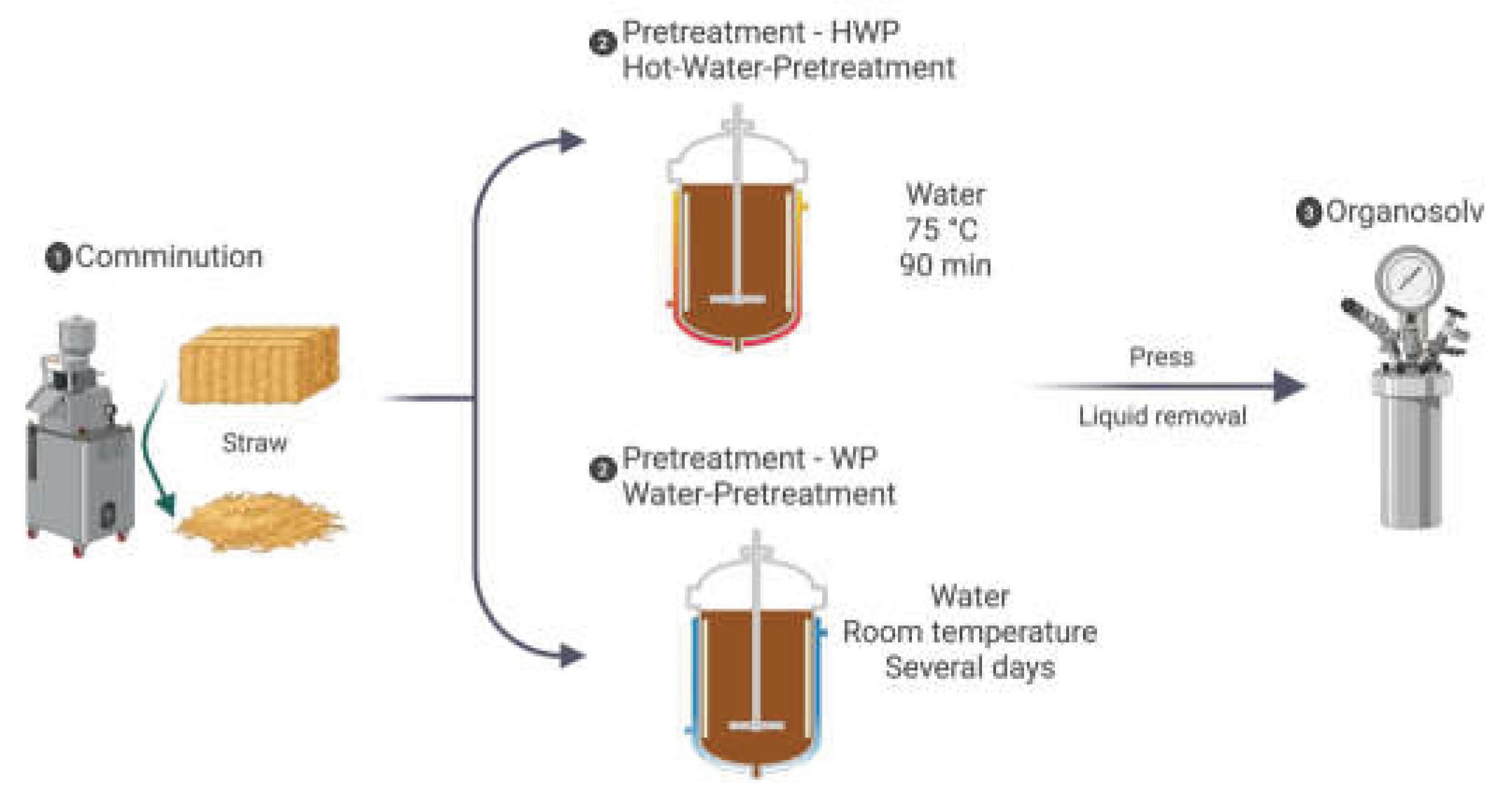
Figure 3.
(A) Straw samples at different liquor ratios; (B) enzymatic hydrolysis results of samples after Organosolv extraction conducted at different liquor ratios. Error bars indicate standard deviations of the mean (n = 3).
Figure 3.
(A) Straw samples at different liquor ratios; (B) enzymatic hydrolysis results of samples after Organosolv extraction conducted at different liquor ratios. Error bars indicate standard deviations of the mean (n = 3).
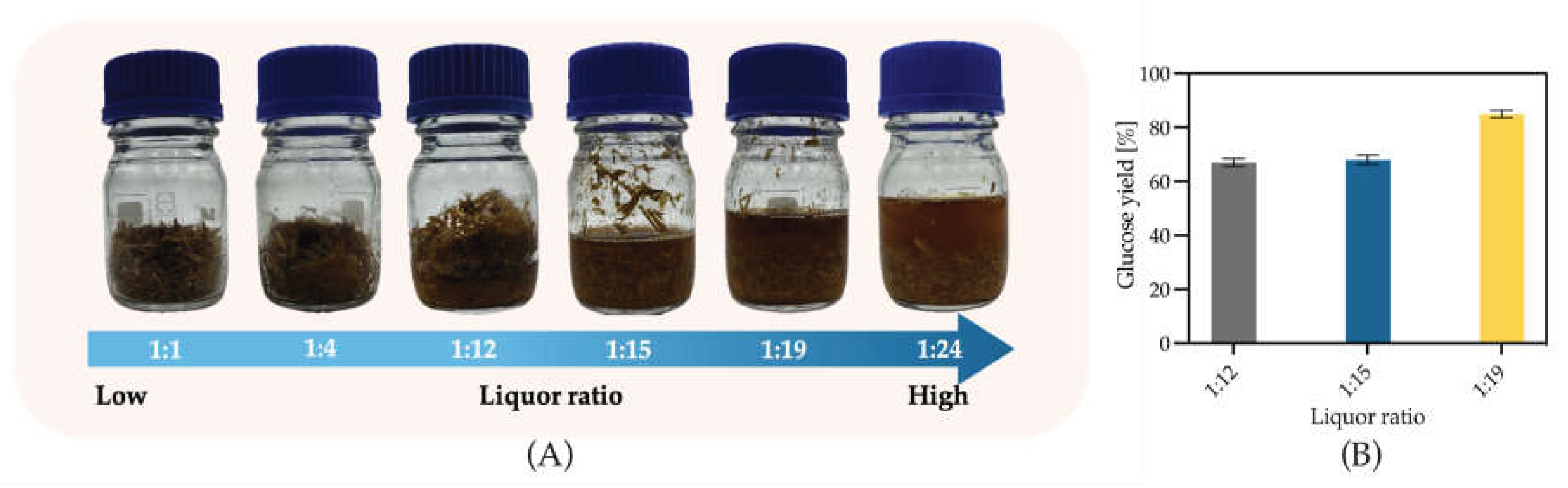
Figure 4.
Effect of Pretreatment on Cellulose Content and Hydrolysability of Straw Samples. Hot-Water Pretreatment (HWP) and Water Pretreatment (WP). Error bars indicate standard deviations of the mean (n = 3).
Figure 4.
Effect of Pretreatment on Cellulose Content and Hydrolysability of Straw Samples. Hot-Water Pretreatment (HWP) and Water Pretreatment (WP). Error bars indicate standard deviations of the mean (n = 3).
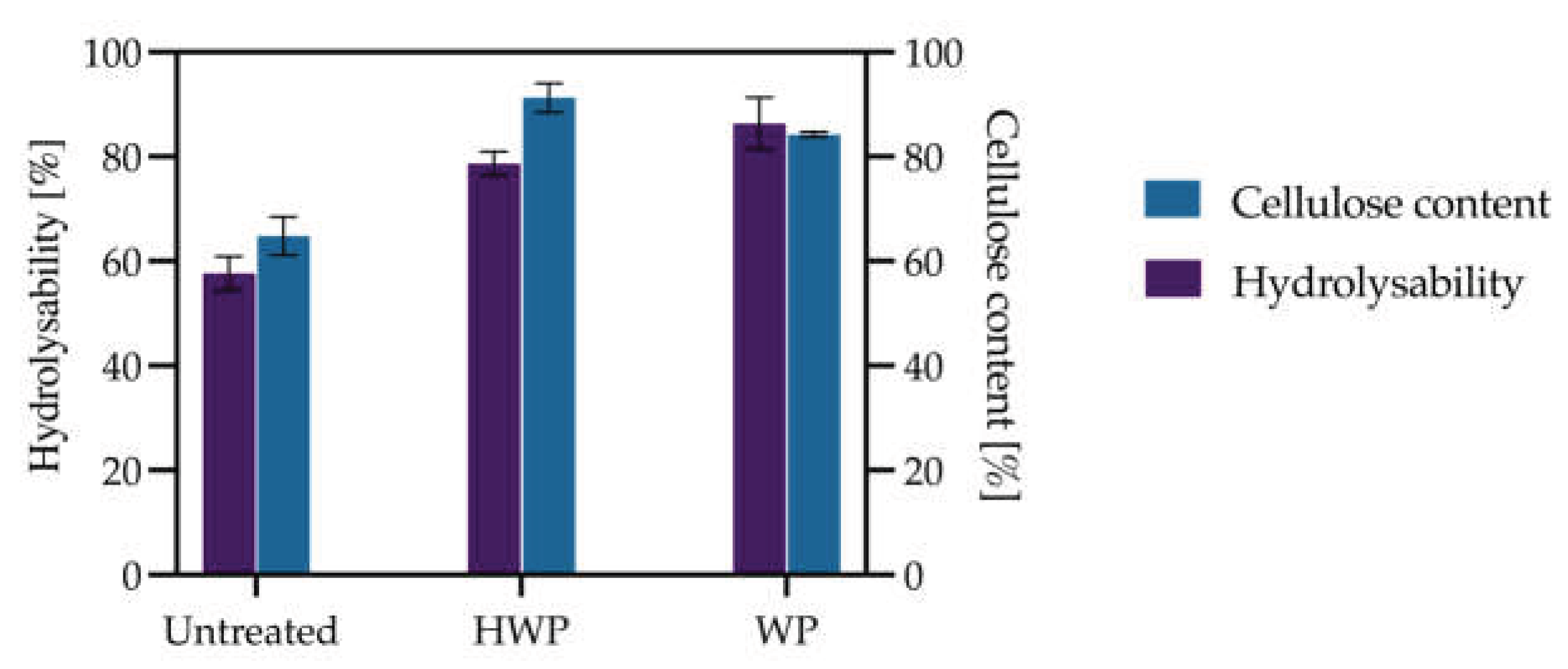
Figure 6.
Response surface of enzymatic hydrolysability as a function of Organosolv extraction temperature and P-Factor for (A) HWP- and (B) WP-pretreated straw.
Figure 6.
Response surface of enzymatic hydrolysability as a function of Organosolv extraction temperature and P-Factor for (A) HWP- and (B) WP-pretreated straw.
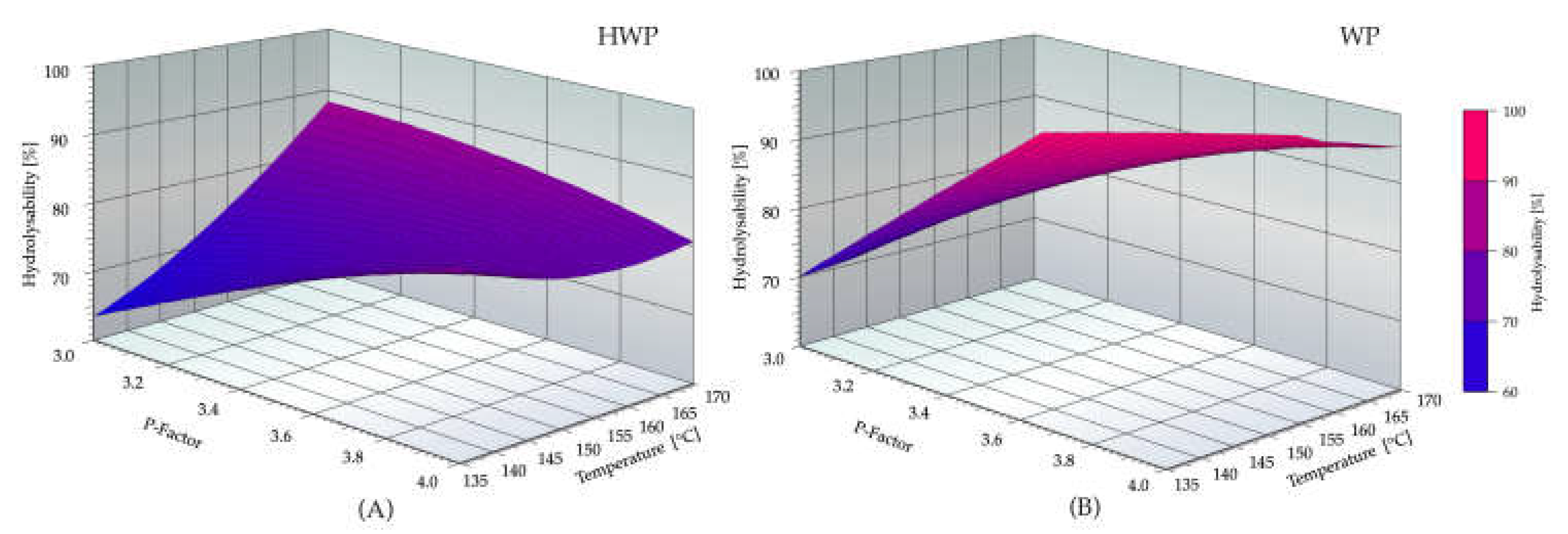
Figure 7.
Two-dimensional projections of the response surface showing the dependence of enzymatic hydrolysability on P-Factor at fixed extraction temperatures for (A) HWP- and (B) WP-pretreated straw.
Figure 7.
Two-dimensional projections of the response surface showing the dependence of enzymatic hydrolysability on P-Factor at fixed extraction temperatures for (A) HWP- and (B) WP-pretreated straw.
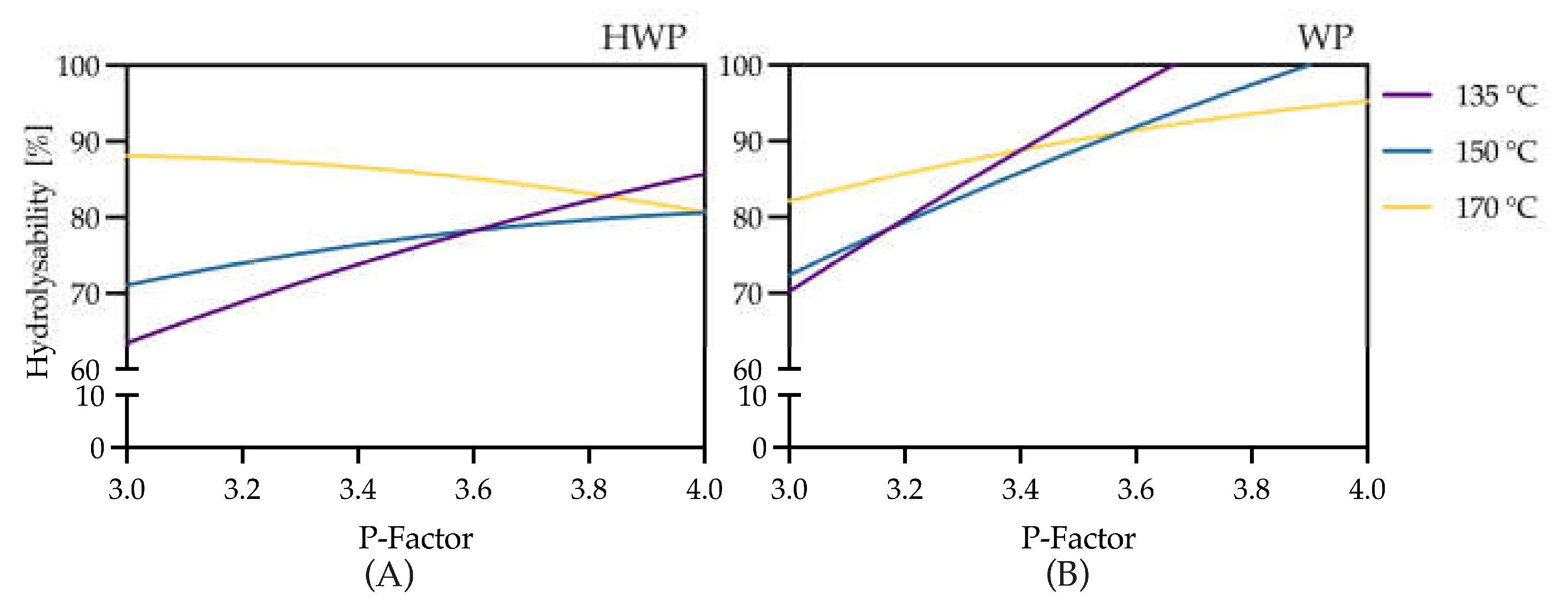
Figure 8.
Trade-off between P-Factor and residence time required to achieve near-complete enzymatic hydrolysis as a function of extraction temperature.
Figure 8.
Trade-off between P-Factor and residence time required to achieve near-complete enzymatic hydrolysis as a function of extraction temperature.
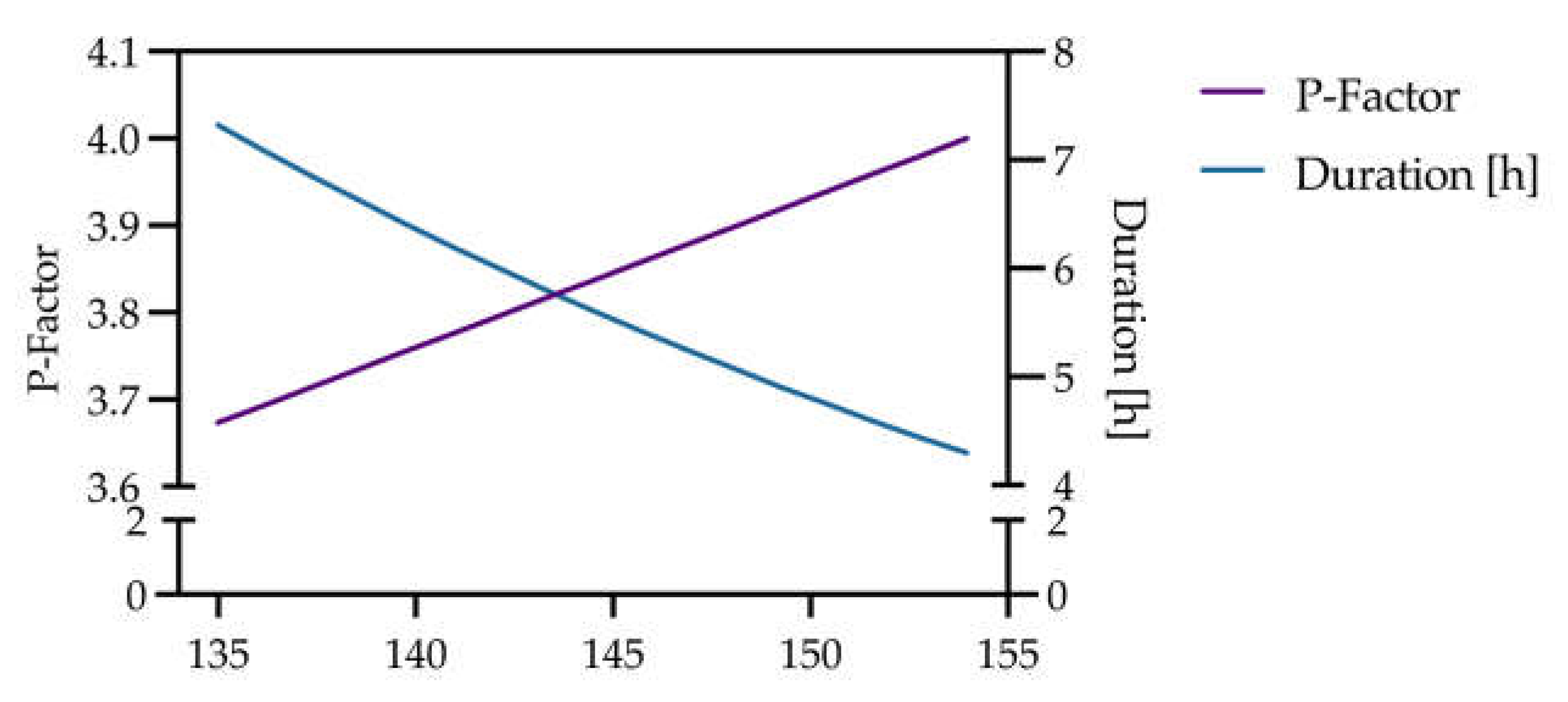

Table 1.
Overview of the sequential washing steps following Organosolv extraction.
| Wash Steps | Wash solution | Liquor ratio* |
|---|---|---|
| 1 | 60% (w/w) ethanol–water solution | 1:5 |
| 2 | Water | 1:20 |
| 3 | Water | 1:10 |
*Liquor ratio is based on the dry mass of the sample.
Table 2.
Organosolv Extraction with Different Acid Catalysts: pKₐ Values and Enzymatic Hydrolysis Results. Error indicate standard deviations of the mean (n = 2).
Table 2.
Organosolv Extraction with Different Acid Catalysts: pKₐ Values and Enzymatic Hydrolysis Results. Error indicate standard deviations of the mean (n = 2).
| Catalyst type | pKa | CCatalyst [%-DM] | P-Factor | Glucose yield |
|---|---|---|---|---|
| Phosphoric acid | 2.15 [33] | 20 | 3.4 | 20 ± 6.7% |
| Lactic acid | 3.86 [33] | 50 | 3.4 | 41 ± 1.1% |
| Acetic acid | 4.76 [33] | 50 | 3.4 | 23 ± 3.7% |
| Sulfuric acid | -3.0 [33] | 5 | 3.9 | 83 ± 2.4% |
| PTSA | -2.8 [34] | 5 | 3.9 | 81 ± 6.2% |
| Without catalyst | - | - | 3.9 | 22 ± 1.5% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2026 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



