Submitted:
22 January 2026
Posted:
23 January 2026
You are already at the latest version
Abstract
An in-line process analytical technology that measures drag force exerted by wet mass in a high-shear granulator on a thin cylindrical probe enabled real-time identification of dis-tinct stages in high shear wet granulation of acetaminophen. The technology known as Lenterra in-line rheometer outputs two parameters, the mean force pulse magnitude (MFPM), and the coefficient of variation of force pulse magnitude (CVFPM) that characterize granule densification and size uniformity in real time, providing a process fingerprint. The MFPM and CVFPM evolutions measured during granulation of acetaminophen formulations for varied amounts of added water were compared with the results of PSD analysis of the powder released after granulation and with the tablet dissolution tests. The comparison demonstrated a correlation between salient features of the MFPM and CVFPM evolutions and particle size distributions for different water amounts. Based on the measured process fingerprints, it was possible to identify water amount optimal for best granulation output. In addition, MFPM and CVFPM evolutions allowed for prediction of a granulation end point. The results indicate that in-line rheometry can be a useful tool for formulation development and scale-up of high shear wet granulation processes.
Keywords:
in‐line rheometer
; process analytical technology drag force flow sensor
; high shear wet granulation
; granulation endpoint
; particle size distribution
; tablet dissolution
1. Introduction
High-shear wet granulation (HSWG) is a high energy, rapid process that uses granulating fluid (typically water) and a cohesive substance (binder) to affect the adhesion of primary powder particles [1]. The primary powder particles agglomerate during HSWG into larger granules. The wet and/or dry granules then are milled to produce more uniformly sized granules. While all three constituent unit operations (HSWG, drying, and milling) play significant role in the quality of the product of this process (granule density/porosity and size distribution), HSWG is the most significant contributor because it drives interparticle adhesion and formation of agglomerated granules.
Process analytical technology (PAT) tools are important for robust and reproducible manufacture of pharmaceutical dosage forms [2]. Specifically, PAT tools can be used to guide development and scaleup of new drug product processes [3,4].
A key objective in monitoring and controlling the HSWG unit operation is the need to identify optimum process parameters that result in consistent quality of the product. These process parameters could be, for example, the impeller speed, mixing time, or the amount of water used for granulation. The quality attributes that affect the following unit operation (wet milling and/or drying) include wet mass properties (adhesion or agglomerate formation, and particle size distribution (PSD)). The quality attributes of the finished drug product that are affected by the HSWG unit operation include uniformity of drug content (affected by granule PSD) and drug release or dissolution (affected by granule density or porosity) [5].
A range of PAT tools is available to enable defining, monitoring, and allowing the control of the HSWG unit operation [1,3,6,7]. Based on the physical property measured, they may be roughly divided into optical, rheological, and others.
Optical methods such as near-infrared (NIR) spectroscopy [8,9,10], focused beam reflectance measurement (FBRM) [11], spatial filtering technique (SFT) [12], and Raman spectroscopy are based on probing the powder or wet mass with optical or electro-magnetic radiation and observing reflected light intensity or spectrum. NIR is primarily used for in-line monitoring of moisture or API content. Focused beam reflectance measurement and spatial filtering technique measure granule chord length distribution during granulation, which can be correlated to PSD. While offering direct insight into powder characteristics, optical technologies have one common shortcoming, specifically a requirement for an optical window placed in direct contact with the powder. Special care should be taken to prevent powder/wet mass adhesion to the optical window. Optical probes require frequent cleaning, calibration and/or use of complex chemometric models. Such as, a mechanical scraper in the FBRM is employed to clean the optical window at a predefined time interval to allow the use of the probe in cohesive or sticky powders during pharmaceutical wet granulation [13,14]. In NIR measurements, the probe may require periodical extraction from the powder for cleaning before returning to the measurement position [15]. These procedures introduce additional complexity to the device and interrupt continuous monitoring of the granulation process.
Other less popular techniques include capacitance [16], acoustics emissions [17], and stress and vibration measurements [18,19]. Some of these techniques provide limited information about state of the powder while others are associated with submerging a probe with movable parts that are prone to frequent fouling [7].
Traditionally, rheological characteristics of the powder deduced from the impeller torque (or related amperage or power consumption) were used for monitoring HSWG. Impeller torque is related to forces exerted by the wet mass on the impeller blades [20,21] and can be viewed as an integration of all the forces and force moment arms along each of the mixing blade arms. Torque and power consumption measurements correlate well with each other [22], however, it is understandable that amperage and power consumption are influenced by motor wear and tear, changes in motor temperature, and other equipment characteristics. But since measuring power consumption is an easier and cheaper method, it is used most often in evaluation of the impeller mechanical load [7] and has been considered an “excellent” in-line measure of the load on the main impeller [7,20,21].
Typical power and torque time dependencies over a granulation cycle start with a flat low-level dry mixing stage, rise steeply when binder fluid or solution is added, then either level off into a plateau or slowly decrease, followed by flattening in an over-granulation stage. According to granulation theory initially proposed by Leuenberger et al. in 1979 [23], useable granules can be obtained in the region that begins with the peak of the signal derivative. Therefore, in real time monitoring, observation of the amperage signal may provide a good indication for the time when the process should be stopped [24,25].
While being intuitively directly related to the physical parameter of the wet mass, the torque or power consumption measurement, however, is not sufficient for granulation end point determination and scaling. Specifically, a number of researchers found that a plateau of the torque versus time dependence did not correspond to the desired granulation endpoint for many formulations [7].
In contrast to the impeller parameters monitoring, Lenterra in-line rheometer (LIR) uses a thin cylindrical probe immersed in wet mass during high shear wet granulation to measure local forces in a desired location [26]. The probe, known as drag force flow (DFF) sensor, detects forces exerted by moving powder at high measurement rate, and its outputs reflect granule density and particle size distribution in real-time during granulation process. Monitoring these parameters allows operator to directly control the process, and analysing of evolution of these parameters could be used for formulation development, optimization of water addition, determination of the granulation end point, and scale-up. The technology has been found to be more sensitive that that based on the impeller torque monitoring [26,27] and was successfully used to predict tablet tensile strength [27]. The LIR measurements have also been used as the input variables for a predictive model for tabletting die fill depth [28].
The aim of this work was to investigate possible correlations between the LIR output with granule properties and tablet dissolution times while varying the water content in HSWG.
2. Materials and Methods
In this study, acetaminophen (APAP) was used as an active pharmaceutical ingredient (API). Acetaminophen (paracetamol) is a common and popular choice as a model API in academic and industrial studies of granulation and tableting. It’s widely used in research because of its challenging processing properties: poor flowability and tabletability, and relevance to real tablet products. Wide range of API load, from 3%wt. to 97.5%wt. in formulations were studied [29,30,31,32,33,34].
Two formulations under this study are specified in Table 1. API was dry mixed with excipients in a granulator following the water addition with a constant flow rate, and wet massing. Wet granules were then air dried in an oven and particle size distribution was determined using sieve analysis. After dried granules were milled, tablets were manufactured using a hand press. Produced tablets were further characterized in a dissolution test using a USP type 2 apparatus.
2.1. High Shear Wet Granulation
Granulation was performed in a custom made 0.5-liter bowl with a three-blade impeller (see Figure 1). The bowl diameter was 100 mm, height was 70 mm. The top portion of the granulating bowl wall was inclined to promote a roping motion of the granulated material. The bowl was installed in a bottom driven table-top mixer (product of Lenterra Inc.). Water was added using a peristaltic pump at a fixed flow rate of 5 ml/min for all tests. Water was dispersed into the bowl through a 23-gauge stainless steel needle fixed at the lid and positioned 33 mm from the impeller axis diametrically opposite the DFF probe.
2.2. Lenterra In-Line Rheometer
LIR consists of a DFF sensor connected to the Lenterra optical interrogator and host computer [4]. A sensor, type SD-4000-40, having a 40 mm long, 2.8 mm diameter probe (measurement range 4 N) was used. The probe was inserted vertically through the opening in the lid (see Figure 1). The tip of the probe was located 2 mm above the blade or 12 mm above the bottom of the bowl, and 33 mm from the impeller axis or at 66% radial position. Sensor measurement axis was tangential, perpendicular to the bowl radius. The DFF probe position was kept same for all batches.
The LIR registered force pulses due to impeller blades moving under the sensor tip, and for each pulse found its magnitude (force pulse magnitude, FPM). For a predetermined group of pulses, LIR built a histogram distribution and applied a log-normal distribution fit to find the mean value and width of the distribution. This FPM mean value (MFPM) is the first output of the measurement. The width of the distribution divided by the mean gives a second, independent from MFPM, output, the coefficient of variation (CVFPM). Time evolutions of MFPM and CVFPM represent the granulation process fingerprint. MFPM evolution indicates change in densification of the wet powder during granulation and the CVFPM characterizes uniformity of the granule sizes at various times, i.e., reflects particle size distribution (PSD). Observing MFPM and CVFPM evolutions in real time allows operator to see changes of granulation stages in real-time and control the process.
2.3. Design of Experiment
Quality by Design (QbD) is a critical framework for high-shear granulation studies, as it facilitates understanding of how variations in granulation process parameters influence the properties of intermediate granules and, consequently, the quality of the final tablet product. In this study, the influence of water amount and wet massing time on the critical quality attributes of intermediate granules and the final tablet product were systematically assessed. The design of experiment (DoE) was the mixed-level full factorial design with three factors (APAP content, wet mixing time, and water addition amount) with two levels for the first two factors and three levels for the last factor. Preliminary experiments have shown that granulations for more than one minute for formulations with 90% APAP resulted in quick formation of large unusable lumps, therefore these tests were excluded from analysis. Total of 9 granulations are reported here, with levels of the process variables as indicated in Table 2.
Tests were conducted in following steps: (1) 80 grams of dry powder mixture were placed in the bowl; (2) dry powder was mixed for 3 minutes; (3) water was added for a predetermined time; (4) wet massing. The LIR process fingerprint was recorded for every granulation. The impeller speed was 300 RPM for all batches, and water content and wet massing time were varied.
2.4. Granule Analysis
Granules produced in high shear wet granulation were dried in an air fryer (Nuwave Air Frier XL) at 48 °C for 16 hours. Particle size distribution analysis was carried out with Vibrating Screen Sieve Shaker BZS-200. Set of 8” stainless steel sieves (product of Gilson Company, Inc.) were used including No. 12, 20, 30, 40, 60, 100, and 170. 30-60 grams of granules were sieved for 10 min.
2.5. Tablet Fabrication
Prior to tableting, air dried granules were milled in burr grinder (HB583, product of Aromaster, USA). Tablets were produced in TDP-0 manual single punch tablet press (product of INF Ltd., UK) with a 10 mm concave punch and die. The tablets were manufactured with a target weight of 433 mg for formulation 1, and 361 mg for formulation 2 to have the same absolute amount of API, 325 mg, in each tablet which is in line with API amount present in commercially available tablets. At least 10 tablets were manufactured from each granulation batch. The standard deviations in tablet thickness and weight for each batch were below 0.8% and 1.6%, respectively.
2.5. Tablet Dissolution
For each batch, five tablets were dissolved using USP type 2 apparatus (SOTAX AT6 CH-4008, product of SOTAX AG) in 900 ml of phosphate buffer (pH 5.8) at the temperature of 37 ± 0.5 °C. The paddle rotation was kept at 50 rpm. Samples were taken with a syringe and replaced with the fresh buffer at 0, 1, 2, 3, 5, 7, 10, 15, 30 and 60 min after placing a tablet into a vessel. The samples were further diluted with the buffer and analysed using a UV/VIS spectrophotometer (UV 5100B, product of Shanghai Metash Instruments Co. Ltd.). Transmission coefficient was measured at 243 nm and converted into percentage of the drug released into buffer.
3. Results and Discussion
3.1. Granulation Stages as Observed by LIR
A process fingerprint for one of the granulation cycles (formulation 1, 16 ml water added, 5 min wet massing) is presented in Figure 2. For this batch, the motor started at zero time instant, the dry powder was mixed for three minutes, then water was added for 3.2 minutes, and wet massing continued for 5 minutes thereafter. One can identify the following granulation stages:
- [0 to 3 min] Dry powder mixing. MFPM and CVFPM are steady at relatively low
- level, reflecting low density and uniformity of the dry powder;
- [3 to 3.5 min] Start of water addition and extensive nucleation. CVFPM increases reflecting increasing non-uniformity of the powder due to agglomerate formation, reaching maximum at approximately 3.5 minutes. One would expect the distribution of masses in the powder to be widest at this time, when large number of nuclei and low-density agglomerates formed, but a significant amount of dry powder still remains;
- [3.5 to 5.3 min] Granule consolidation and densification phase starts. MFPM grows fast reflecting increasing number of granules in the powder, CVFPM begins to fall indicating that uniformity of the powder increases when decreasingly less dry powder remains.
- [5.3 min] The total wetting occurs and nucleation stage ends at 5.3 minutes or 2.3 minutes after water addition started. A minimum is observed at this time on the CVFPM evolution, and an elbow point is observed approximately at this time on the MFPM evolution;
- [5.3 to 8 min] Granule consolidation and densification continue. MFPM continues to grow, CVFPM gradually increases showing secondary maxima and minima, the formation of increasingly heavier granules widens particle size distribution. Note that the termination of water addition at 6.2 minutes does not affect the MFPM and CVFPM growth continuing from 5.3 min to 8 min. This means that adding extra amount of water after 5.3 min does not significantly affect the chemistry of the wet mass;
- [8 to 10 min] Larger granule consolidation. MFPM and CVFPM increase rapidly, CVFPM demonstrates unstable growth, MFPM also showing local minima. Figure 3 and Figure 4 show photographs and particle size distributions of the powder released from the granulator at the end of the granulation cycle. The granules of 5 to 10 mm were observed.
According to the accepted description of granulation [35], it is a combination of three sets of rate processes: 1) wetting and nucleation, 2) consolidation and growth, and 3) attrition and breakage. In Figure 2, first two stages are observed, their ranges are shown with green arrows. Continuing granulation further for this batch led to wet mass agglomerating into a few large lumps, apparently indicating that the optimal end point of this granulation has already occurred, therefore, the granulation was stopped after 10 minutes. Note, however, that for the first two stages MFPM and CVFPM evolutions show details. The wetting and nucleation stage overlaps with the consolidation and growth stage resulting in the formation of salient points on the process fingerprint. The consolidation and growth stage is also split into two phases separated with a salient point where the MFPM and CVFPM dependencies begin to rise rapidly, indicating formation of the larger granules. These salient points apparently characterize specific conditions of the powder, and they are used in this study for correlation with PSD and tablet dissolution data.
3.2. Impact of Water Addition on Granule Properties (Formulation 1)
Six fingerprints for formulation 1 that contained 75% APAP are given in Figure 5. Three of them were granulated with wet massing time of 1 minute and the other three with wet massing time of 5 minutes. In each set the water addition was 3, 12, and 16 ml, respectively. MFPM and CVFPM plots are split in this figure to allow better separation of multiple granulation fingerprints.
For the 3 ml batches, both MFPM and CVFPM evolutions before and after water addition do not differ. This small amount of water appears to be insufficient for granulation to start. It is also observable on the photographs in Figure 3 and plots in Figure 4 that PSD for 1 and 5 min batches with 3 ml water content are similar, which confirms the assumption.
For both 12 and 16 ml batches, granulation stages are well defined and similar in timing to that of the 16 ml, 5 min batch that was described in detail in Figure 2. Specifically, the elbow point of MFPM and the minimum of CVFPM at 5.3 minutes are common for all four batches. For the 12 and 16 ml water contents, both MFPM and CVFPM evolutions are overlapping for up to 8 minutes. For the two batches of 5 min wet massing time, however, the difference between 12 and 16 ml is significant. For the 12 ml batch we do not see the larger granule consolidation stage that is well pronounced for the 16 ml batch starting at 8 minutes. This difference is also evident when comparing PSDs for these two batches (Figure 4) and photographs (Figure 3). On the photograph for the 12 ml batch, a number of smaller granules are readily observable, and no well-formed large dense granules are present, while on the photograph for 16 ml batch no small granules are seen and large well-formed dense granules dominate.
The MFPM and CVFPM could also be used for granulation end point determination. It seems reasonable to assume that water addition should end soon after the start of the granule consolidation and growth, that is after a minimum of CVFPM and elbow point on the MFPM evolution seen in Figure 5 at 5.3 min. For this formulation, the end of water addition for 12 ml water content is 0.1 minute after the minimum of CVFPM. The wet massing may continue for a few minutes after ending water addition with a little difference in the resulting granule properties. That is confirmed first, by the observations that the 1 min and 5 min wet massing evolutions are flat after the end of respective water additions (see Figure 5) and, second, because PSDs for these two batches are similar as well as tablet dissolution times (discussed in the following section). It does not seem reasonable, however, to continue wet massing after the MFPM and CVFPM start rising sharply at 8 min, as observed on the plots for the 16 ml-5 min batch. Therefore, the wet massing of 1 minute realized for the 12 min batch is considered sufficient and this point can be recommended as a granulation end point.
3.3. Impact of Water Addition on Granule Properties (Formulation 2)
Figure 6 presents three fingerprints for formulation 2 (90% APAP), and Figure 7 and Figure 8 show photographs and particle size distributions of the released powder, respectively. Wet massing time for all batches was 1 minute. High amount of APAP increases the risk of overwetting, excessive agglomeration, and lump formation [36]. In preliminary experiments, granulations for more than one minute for 90% APAP resulted in quick formation of large granules as those observed for the 75% APAP 16 ml, 5 min batch (Figure 3). Therefore, wet massing of more than 1 minute was not studied for the 90% APAP formulation. Also, the large granule consolidation was observed for the 90% APAP 16 ml batch earlier than for 75% APAP (5.4 min vs. 8 min, cr. Figure 5).
As it was the case for the 75% APAP 3 ml water content (Figure 5), MFPM and CVFPM levels for the 90% APAP 3 ml batch keep steady before, during and after water was added. Again, this is considered as evidence that this small amount of water is insufficient for granulation to start. The similarity between these batches is also observable on the 3 ml water addition photographs in Figure 3 and Figure 7. Also, the particle size distribution for the 90% APAP 3 ml batch (see it in Figure 8) is similar to that observed for the 75% APAP 3 ml batches (see them in Figure 4).
By comparing Figure 5 and Figure 6, one may see that all 75% and 90% APAP formulations display similar fingerprints. Such, the larger granule consolidation stage is observed for 16 ml water amount and observed not for the 12 ml water amount for both 75% and 90% APAP formulations. The salient points of the fingerprints such as the minimum in CVFPM evolution and the elbow/maximum points for MFPM evolution are present in both formulations. However, for the 90% APAP these points are shifted back in time (4.6 min vs. 5.3 min for 75% APAP) indicating that the granule consolidation and densification stage starts earlier for the 90% APAP formulation. Also, the large granule consolidation stage observed for the 90% APAP 16 ml batch starts earlier as well (5.4 min vs. 8 min for 75% APAP). This is expected since 90% APAP formulation is more likely to form large agglomerates and lumps then 75% APAP formulation as discussed earlier. In addition, the characteristic point that was observed for 75% APAP at 5.2 min as an elbow point manifests itself for 90% APAP as an extreme point, a maximum, seen at 4.7 min (Figure 6), making identification of this point more reliable.
On can see from Figure 6 that both MFPM and CVFPM plots rise sharply before the end of water addition for both 12 ml and 16 ml unlike the situation with the 75% APAP formulations where rapid rise after 8 min was observed only for 16 ml batch (see Figure 5). This may indicate that the optimum amount of water addition for the 90% APAP formulation is smaller than 12 ml. The suggested granulation endpoint for the 12 ml batch is at around 1 min of wet massing seems reasonable as supported by PSD and tablet dissolution analyses.
3.4. Tablet Dissolution Tests
After analyzing MFPM and CVFPM evolutions together with PSD results, the granules from batches with 3 ml and 16 ml water were not selected for tablet dissolution tests since the former water amount was found insufficient to start granulation process, and the latter resulted in overwetting and formation of dense large agglomerates. Dissolution tests results for the 75% (1 and 5 min of wet massing) and 90% (1 min of wet massing) APAP formulations with 12 ml water are summarised in Figure 9.
Tablets fabricated from 1 and 5 min of wet massing of 75% APAP show similar dissolution times (T80% is 2.2 and 1.9 min for 1 min and 5 min wetmassing, respectively). This observation correlates well with the similar positions of the CVFPM minima or MFPM elbow point observed at 5.3 minutes in Figure 5 for these batches.
For the 90% APAP tablets, the T80% dissolution time is significantly longer, the approximately 4.7 min. This also correlates (inversely) with the position of the CVFPM minima and MFPM maxima for 90% APAP batches. In Figure 6 it appears at ~4.6 min versus ~5.3 min in the 75% APAP batches. This apparent connection between a salient feature observable in the granulation process fingerprints and dissolution time may be used for prediction of tablet dissolution times.
4. Conclusions
An in-line PAT that measures drag force exerted by wet mass in a high-shear granulator on a thin cylindrical probe at high data acquisition rate (DFF sensor) provided a signal that was able to identify the stages of granulation process in a high shear wet granulator. The fingerprints measured for granulations of acetaminophen formulations with different API content and varied water addition were compared with results of PSD analysis of the powder released after granulation and tablet dissolution tests. The comparison demonstrated an evidence of strong correlation between salient features of MFPM and CVFPM evolutions and particle size distributions for different water amounts added during granulation. From the three different water amounts studied, based on the measured process fingerprints, it was possible to reliably identify water amount that is optimal for granulation. In addition, a correlation was found between the time when a characteristic feature (a minimum of CVFPM and a maximum of MFPM) appears on the LIR measurements and dissolution times of the tablets. The technology also identified the time interval that is suitable for ending granulation and determination of the end point. Overall, this research indicated that LIR can be used as a tool for formulation development, scale-up, as well as real-time monitoring and control of HSWG.
Acknowledgments
The authors would like to express the gratitude to Dr. Ajit S. Narang for his invaluable contribution into the application of LIR technology to HSWG and guidance throughout this study. His expertise was instrumental in shaping this research.
Abbreviations
The following abbreviations are used in this manuscript:
| LIR | Lenterra In-line Rheometer |
| PAT | Process Analytical Technology |
| HSWG | High Shear Wet Granulation |
| API | Active Pharmaceutical Ingredient |
| APAP | Acetaminophen |
| PSD | Particle Size Distribution |
| FPM | Force Pulse Magnitude |
| MFPM | Mean FPM |
| CVFPM | Coefficient of Variation of FPM |
References
- Handbook of Pharmaceutical Wet Granulation: Theory and Practice in a Quality by Design Paradigm, 2nd ed.; Narang, A.S., Badawy, S.I.F., Eds.; Academic Press, 2025. [Google Scholar]
- Food Drug Administration Center for Drugs Evaluation Research. Guidance for industry: PAT - a framework for innovative pharmaceutical manufacturing and quality assurance. 2004. Available online: https://www.fda.gov/media/71012/download.
- Alves, A.R.; Simões, M.F.; Simões, S.; Gomes, J. A review on the scale-up of high-shear wet granulation processes and the impact of process parameters. Particuology 2024, 92, 180–195. [Google Scholar] [CrossRef]
- Jang, E.H.; Park, Y.S.; Kim, M.-S.; Choi, D.H. Model-based scale-up methodologies for pharmaceutical granulation. Pharmaceutics 2020, 12, 453. [Google Scholar] [CrossRef] [PubMed]
- Badawy, S.I.F.; Narang, A.S.; Lamarche, K.; Subramanian, G.; Varia, S.A. Mechanistic basis for the effects of process parameters on quality attributes in high shear wet granulation. Int. J. Pharmaceutics 2012, 439, 324–333. [Google Scholar] [CrossRef] [PubMed]
- Indian Pharmaceutical Alliance (IPA). The Guidance on Process Analytical Tools (PAT) on Oral Solids and API. 2024. Available online: https://www.ipa-india.org/wp-content/uploads/2024/06/Guidance_on_Process_Analytical_Tools_(PAT)_in_Oral_Solids_and_API.pdf.
- Hansuld, E.M.; Briens, L. A review of monitoring methods for pharmaceutical wet granulation. Int. J. Pharmaceutics 2014, 472, 192–201. [Google Scholar] [CrossRef] [PubMed]
- Koyanagi, K.; Ueno, A.; Hattori, Y.; Sasaki, T.; Sakamoto, T.; Otsuka, M. Analysis of granulation mechanism in a high-shear wet granulation method using near-infrared spectroscopy and stirring power consumption. Colloid Polym. Sci. 2020, 298, 977–987. [Google Scholar] [CrossRef]
- Jørgensen, A.C.; Rantanen, J.; Luukkonen, P.; Laine, S.; Yliruusi, J. Visualization of a pharmaceutical unit operation: wet granulation. Anal. Chem. 2004, 76, 5331–5338. [Google Scholar] [CrossRef]
- Atanaskova, E.; Angelovska, V.; Chachorovska, M.; Stojanovska, N.A.; Petrushevski, G.; Makreski, P.; Geskovski, N. Development of novel portable NIR spectroscopy process analytical technology (PAT) tool for monitoring the transition of ibuprofen to ibuprofen sodium during wet granulation process. Spectrochim. Acta A Mol. Biomol. Spectrosc. 2024, 317, 124369. [Google Scholar] [CrossRef]
- Narang, A.S.; Stevens, T.; Macias, K.; Paruchuri, S.; Gao, Z.; Badawy, S. Application of in-line focused beam reflectance measurement to brivanib alaninate wet granulation process to enable scale-up and attribute-based monitoring and control strategies. J. Pharm. Sci. 2017, 106, 224–233. [Google Scholar] [CrossRef]
- Petrak, D.; Dietrich, S.; Eckardt, G.; Köhler, M. In-line particle sizing for real-time process control by fibre-optical spatial filtering technique (SFT). Adv. Powder Technol. 2011, 22, 203–208. [Google Scholar]
- Huang, J; Kaul, G; Utz, J; Hernandez, P; Wong, V; Bradley, D; Nagi, A; O’Grady, D. A PAT approach to improve process understanding of high shear wet granulation through in-line particle measurement using FBRM C35. J. Pharm. Sci. 2010, 99, 3205–3212. [Google Scholar] [CrossRef]
- Arp, Z; Smith, B; Dycus, E; O’Grady, D. Optimization of a high shear wet granulation process using focused beam reflectance measurement and particle vision microscope technologies. J Pharm Sci 2011, 100, 3431–3440. [Google Scholar] [CrossRef] [PubMed]
- Palmer, J.; O’Malley, C.J.; Wade, M.J.; Martin, E.B.; Page, T.; Montague, G.A. Opportunities for process control and quality assurance using online NIR analysis to a continuous wet granulation tableting line. J. Pharm. Innov. 2020, 15, 26–40. [Google Scholar] [CrossRef]
- Covari, V.; Fry, W.C.; Seibert, W.L.; Augsburger, L. Instrumentation of a high shear mixer: evaluation and comparison of a new capacitive sensor, a wattmeter, and a strain-gage torque sensor for wet granulation monitoring. Pharm. Res. 1992, 9, 1525–1533. [Google Scholar] [CrossRef]
- Hansuld, E. M.; Briens, L.; McCann, J.A.B.; Sayani, A. Audible Acoustics in High-Shear Wet Granulation: Application of Frequency Filtering. Int. J. Pharm. 2009, 378, 37–44. [Google Scholar] [CrossRef]
- Ohike, A.; Ashihara, K.; Ibuki, R. Granulation monitoring by fast Fourier transform technique. Chem. Pharm. Bull. 1999, 47, 1734–1739. [Google Scholar] [CrossRef]
- Talu, I.; Tardos, G.I.; Ommen, J.R. Use of stress fluctuations to monitor wet granulation of powders. Powder Technol. 2001, 117, 149–162. [Google Scholar] [CrossRef]
- Levin, M. How to scale-up a wet granulation end point scientifically; Elsevier Science & Technology, 2015. [Google Scholar]
- Parikh, D.M. Handbook of pharmaceutical granulation technology, 4th ed.; CRC Press, 2010. [Google Scholar]
- Watano, S. Online Monitoring. In Handbook of Powder Technology; Elsevier B.V, 2007; vol. 11, pp. 477–498. [Google Scholar]
- Leuenberger, H.; Bier, H.P.; Sucker, H. Determination of the liquid requirement for a conventional granulation process. German Chem. Eng. 1981, 4, 13–18. [Google Scholar]
- Holm, P.; Schaefer, T.; Larsen, C. End-point detection in a wet granulation process. Pharm. Dev. Technol. 2001, 6, 181–192. [Google Scholar] [CrossRef]
- Laicher, A.; Profitlich, T.; Schwitzer, K.; Ahlert, D. A modified signal analysis system for end-point control during granulation. Eur. J. Pharm. Sci. 1997, 5, 7–14. [Google Scholar] [CrossRef]
- Sheverev, V.A.; Stepaniuk, V.; Narang, A.S. Principles and applications of drag force flow sensor. In Handbook of Pharmaceutical Wet Granulation: Theory and Practice in a Quality by Design Paradigm, 2nd ed.; Narang, A.S., Badawy, S.I. F., Eds.; Academic Press, 2025; pp. 509–556. [Google Scholar]
- Munu, I.; Nicusan, A.L.; Crooks, J.; Pitt, K.; Windows-Yule, C.; Ingram, A. Predicting tablet properties using in-line measurements and evolutionary equation discovery: A high shear wet granulation study. Int. J. Pharmaceutics 2024, 661, 124405. [Google Scholar] [CrossRef]
- Munu, I.; Nicusan, A.L.; Crooks, J.; Pitt, K.; Windows-Yule, C.; Ingram, A. Using in-line measurement and statistical analyses to predict tablet properties compressed using a Styl’One compaction simulator: A high shear wet granulation study. Int. J. Pharmaceutics 2025, 669, 125098. [Google Scholar] [CrossRef]
- Fayed, M.H.; Abdel-Rahman, S.I.; Alanazi, F.K.; Ahmed, M.O.; Tawfeek, H.M.; Al-Shedfat, R.I. High-shear granulation process: influence of processing parameters on critical quality attributes of acetaminophen granules and tablets using design of experiment approach. Acta Pol. Pharm. 2017, 74, 235–248. [Google Scholar]
- Cavinato, M.; Andreato, E.; Bresciani, M.; Pignatonec, I.; Bellazzi, G.; Franceschinis, E.; Realdon, N.; Canua, P.; Santomaso, A.C. Combining formulation and process aspects for optimizing the high-shear wet granulation of common drugs. Int. J. Pharm. 2011, 416, 229–241. [Google Scholar] [CrossRef]
- Kyttä, K.M.; Lakio, S.; Wikström, H.; Sulemanji, A.; Fransson, M.; Ketolainen, J.; Tajarobi, P. Comparison between twin-screw and high-shear granulation - The effect of filler and active pharmaceutical ingredient on the granule and tablet properties. Powder Technol. 2020, 376, 187–198. [Google Scholar] [CrossRef]
- Oka, S.; Smrčka, D.; Kataria, A.; Emady, H.; Muzzio, F.; Štěpánek, F.; Ramachandran, R. Analysis of the origins of content non-uniformity in high-shear wet granulation. Int. J. Pharm. 2017, 528, 578–585. [Google Scholar] [CrossRef] [PubMed]
- Keleb, E.I.; Vermeire, A.; Vervaet, C.; Remon, J.P. Extrusion granulation and high shear granulation of different grades of lactose and highly dosed drugs: a comparative study. Drug Dev. Ind. Pharm. 2004, 30, 679–691. [Google Scholar] [CrossRef] [PubMed]
- Macho, O.; Gabrišová, L.; Brokešová, J.; Svačinová, P.; Mužíková, J.; Galbavá, P.; Blaško, J.; Šklubalová, Z. Systematic study of paracetamol powder mixtures and granules tabletability: Key role of rheological properties and dynamic image analysis. Int. J. Pharm. 2021, 608, 121110. [Google Scholar] [CrossRef]
- Iveson, S.M.; Litster, J.D.; Hapgood, K.; Ennis, B.J. Nucleation, growth and breakage phenomena in agitated wet granulation processes: a review. Powder Technol. 2001, 117, 3–39. [Google Scholar] [CrossRef]
- Gao, T.; Singaravelu, A.S.S.; Oka, S.; Ramachandran, R.; Štepánek, F.; Chawla, N.; Emady, H.N. Powder bed packing and API content homogeneity of granules in single drop granule formation. Powder Technol. 2020, 366, 12–21. [Google Scholar] [CrossRef]
Figure 1.
High shear wet granulator with installed DFF probe.
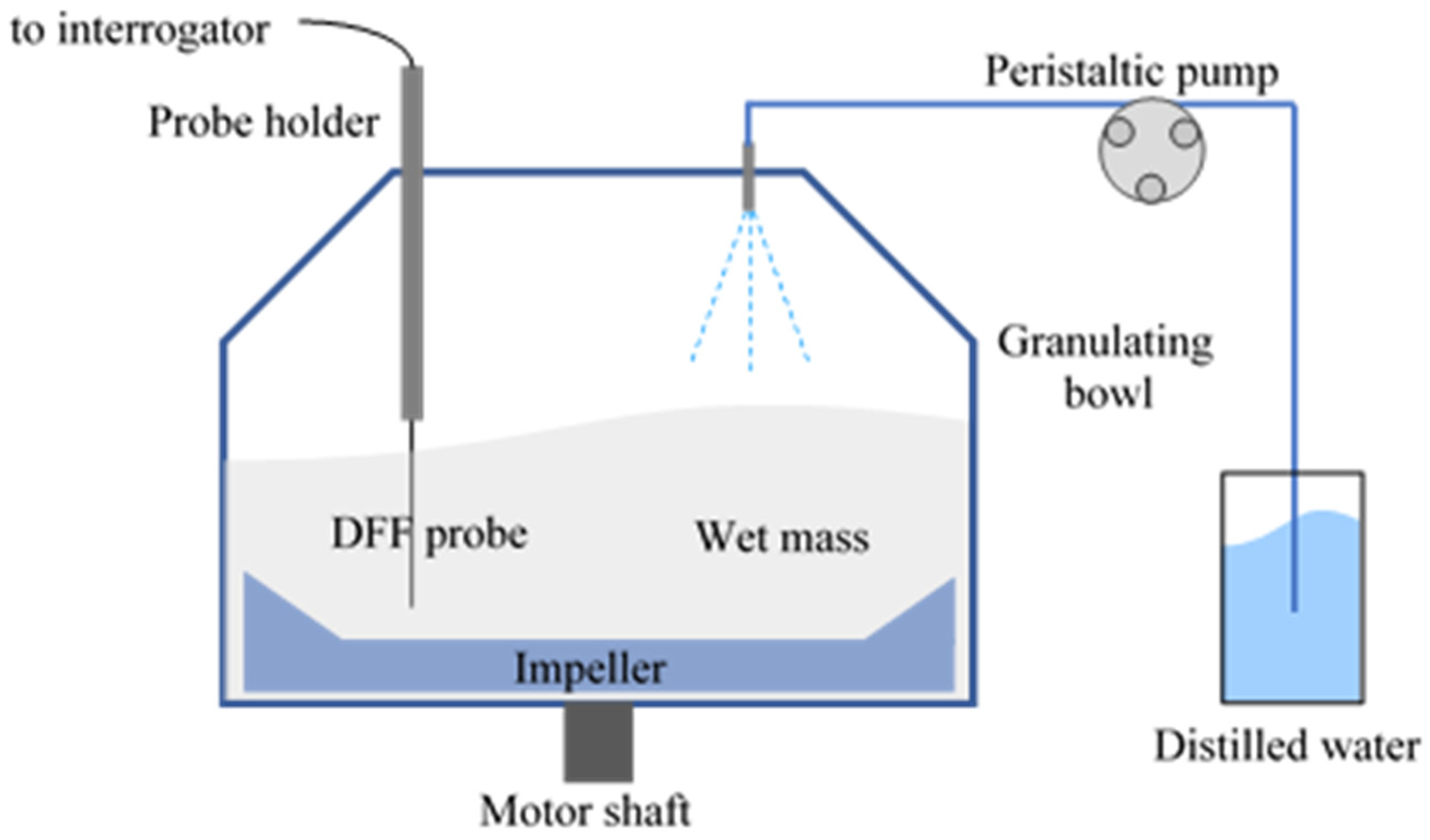
Figure 2.
Granulation fingerprint of formulation 1 with 16 ml water and 5 min of wet massing.
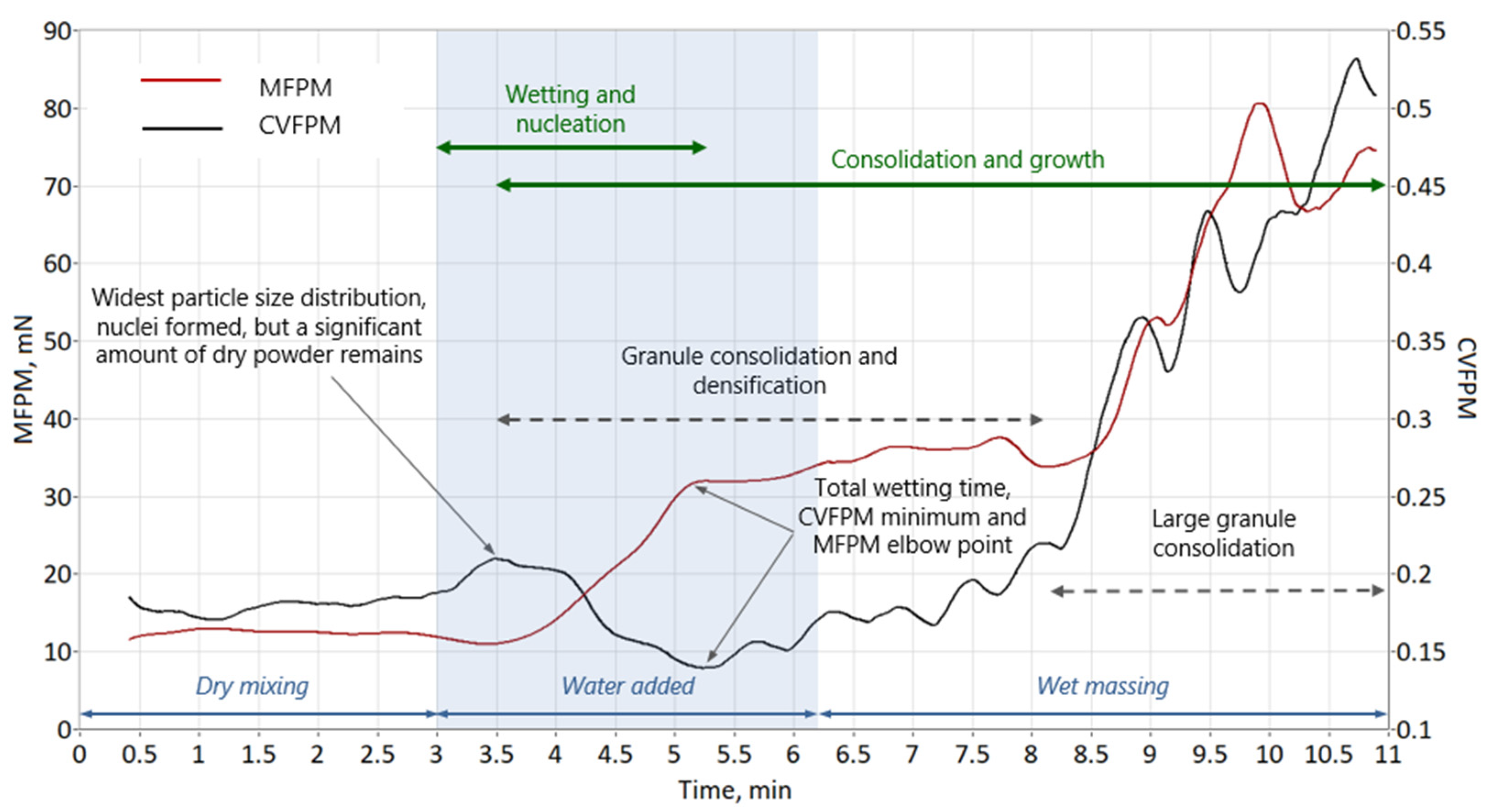
Figure 3.
75% APAP formulation granules.
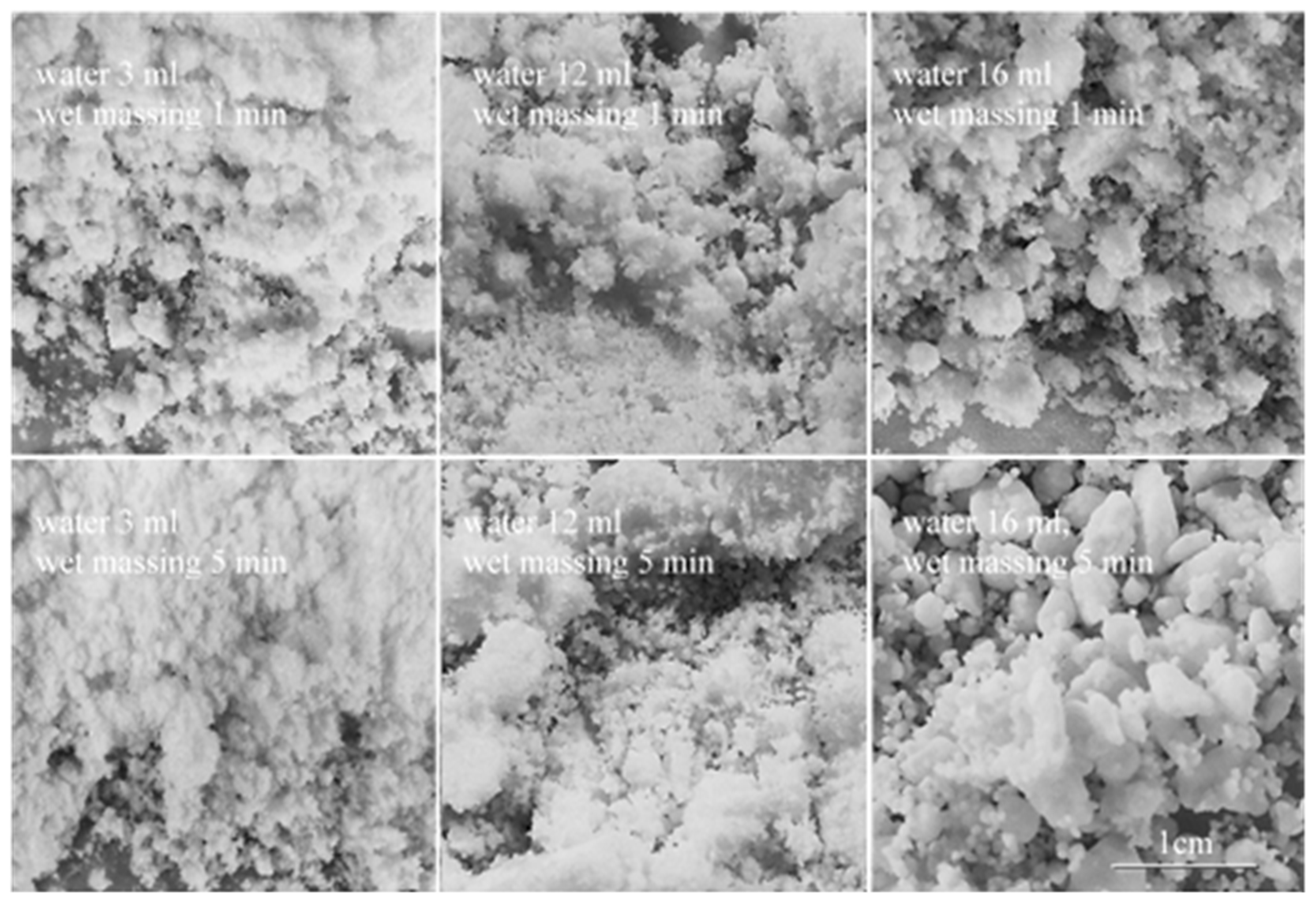
Figure 4.
PSDs for the 75% APAP formulation.
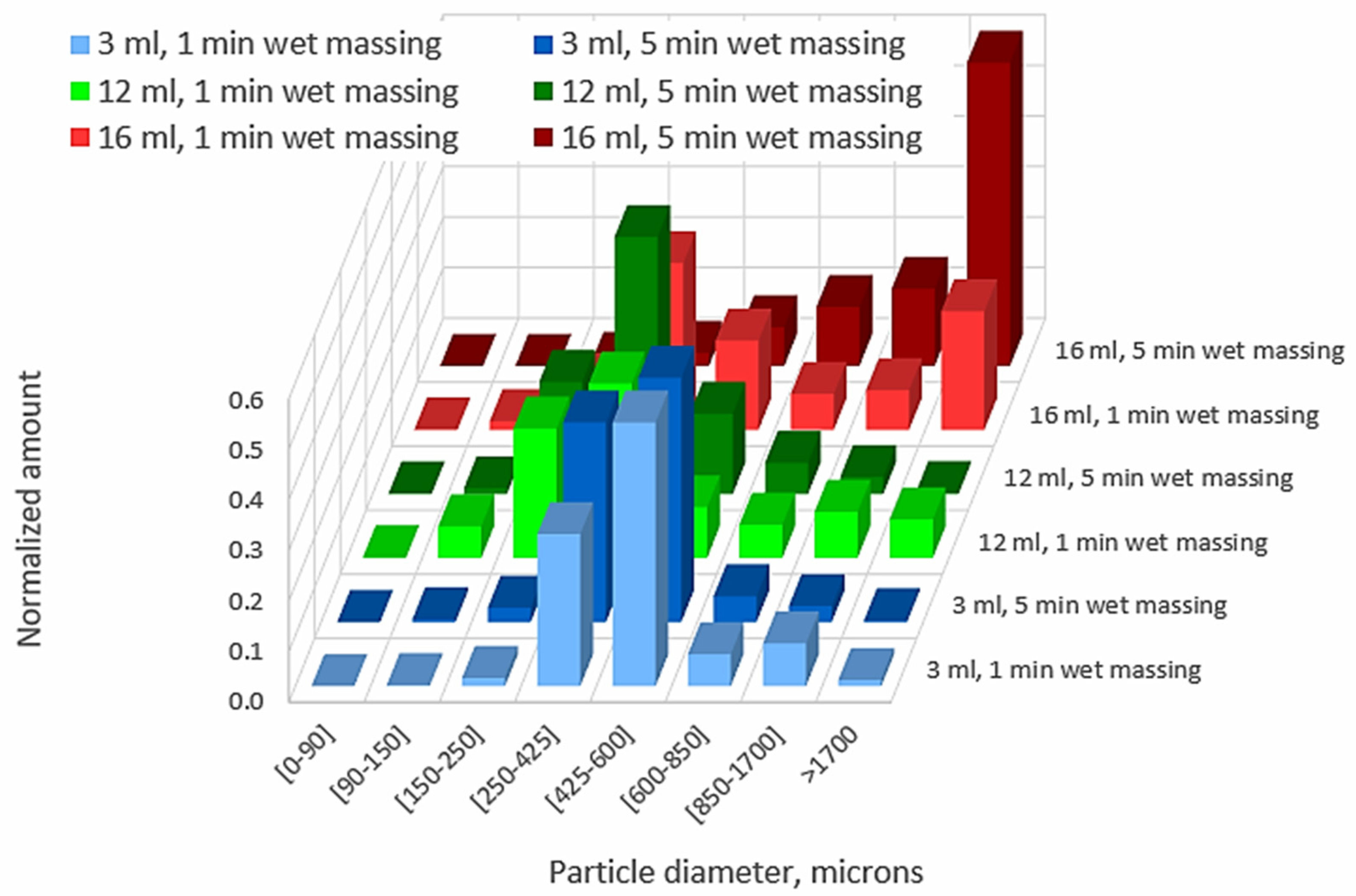
Figure 5.
MFPM (upper plot) and CVFPM (lower plot) evolutions for the 75% APAP formulation.
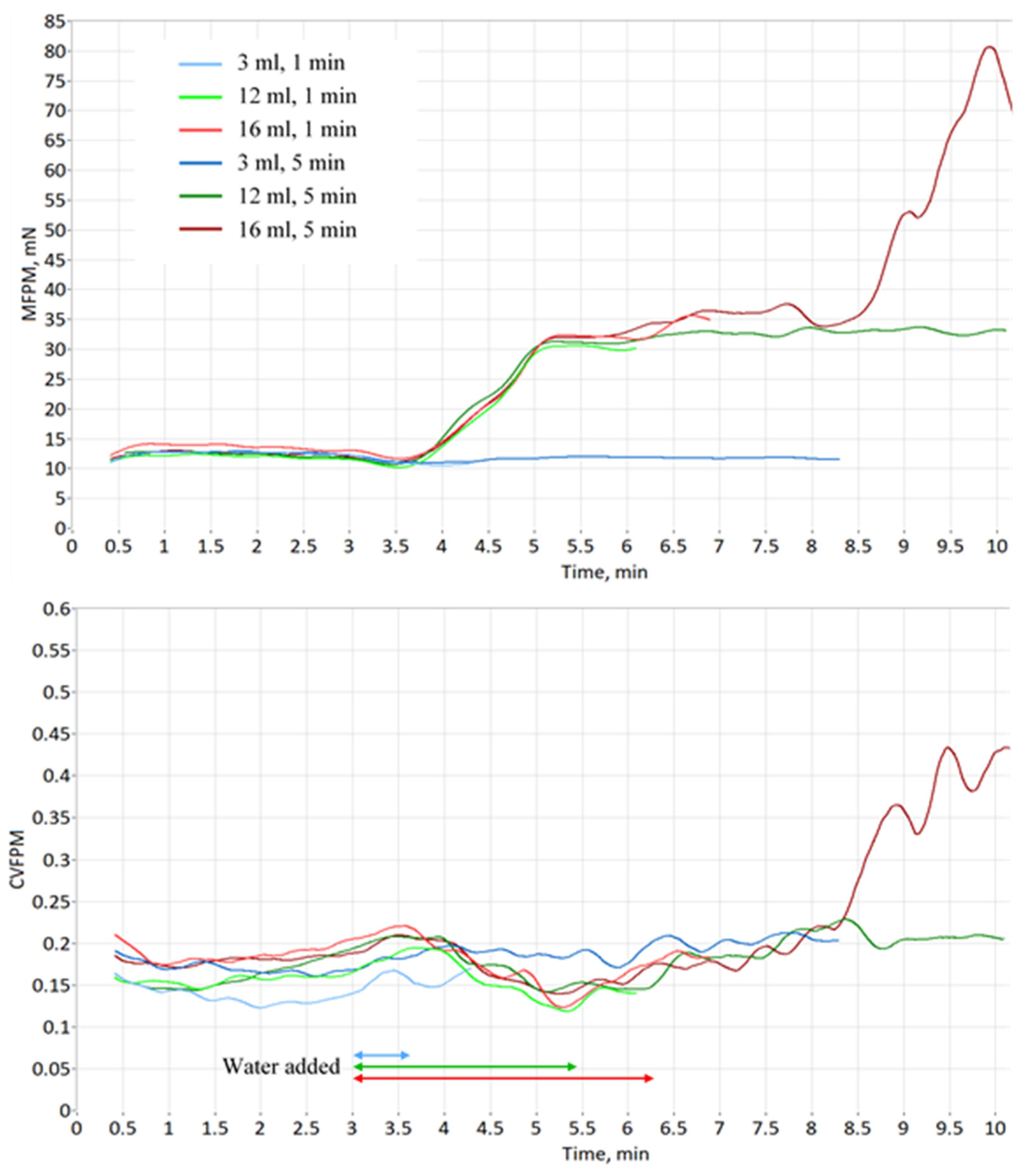
Figure 6.
MFPM and CVFPM evolutions for the 90% APAP formulation. Wet massing time was 1 min in all batches.
Figure 6.
MFPM and CVFPM evolutions for the 90% APAP formulation. Wet massing time was 1 min in all batches.
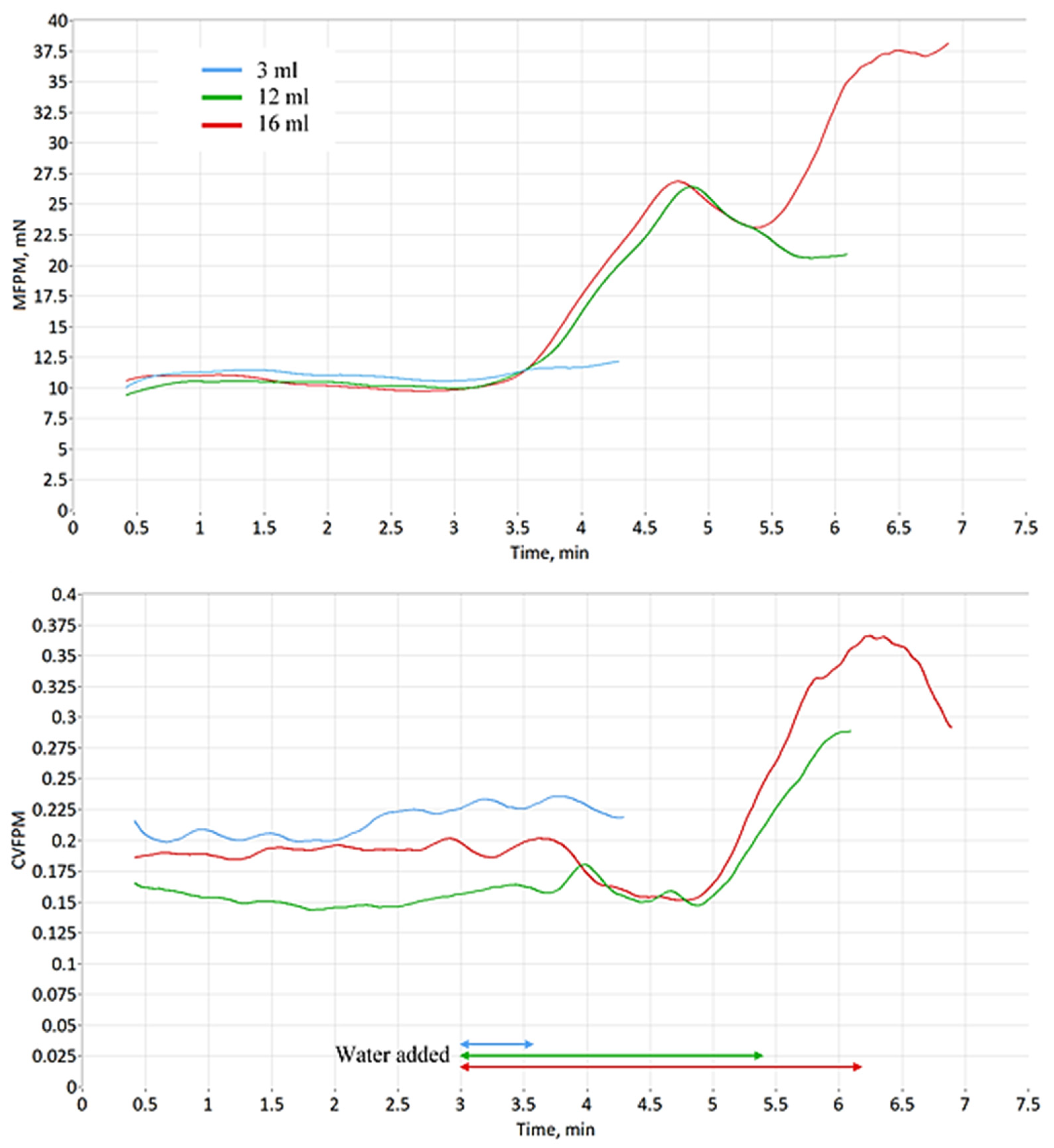
Figure 7.
90% APAP formulation granules.
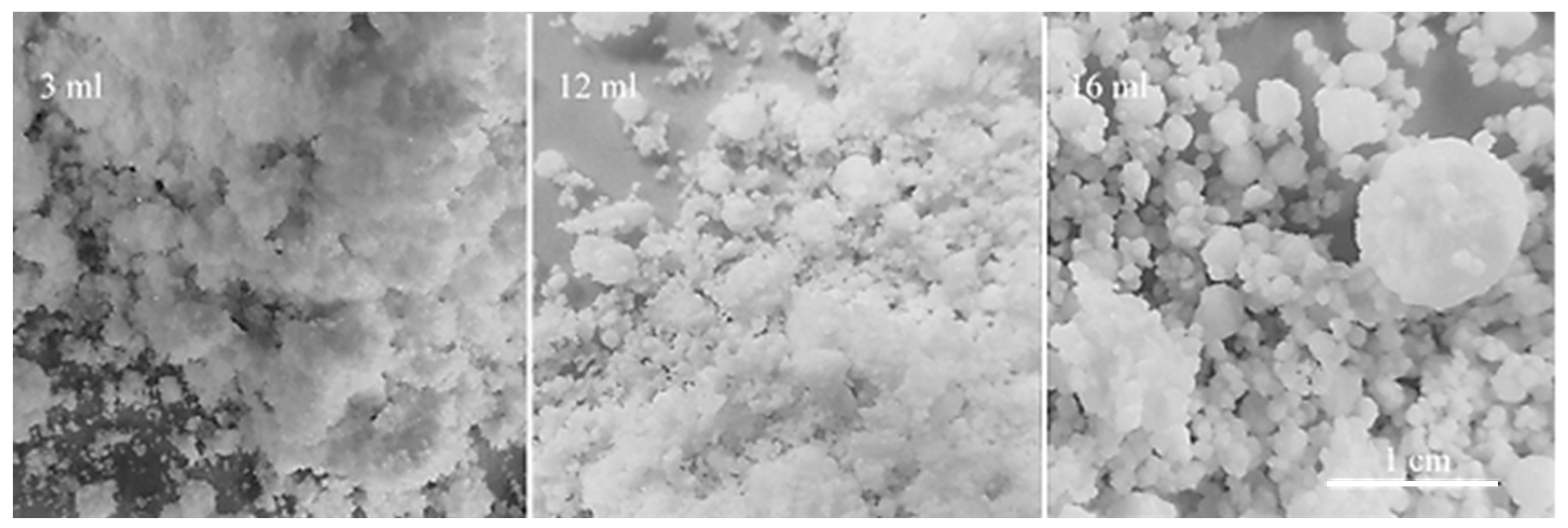
Figure 8.
PSDs for the 90% APAP formulation.
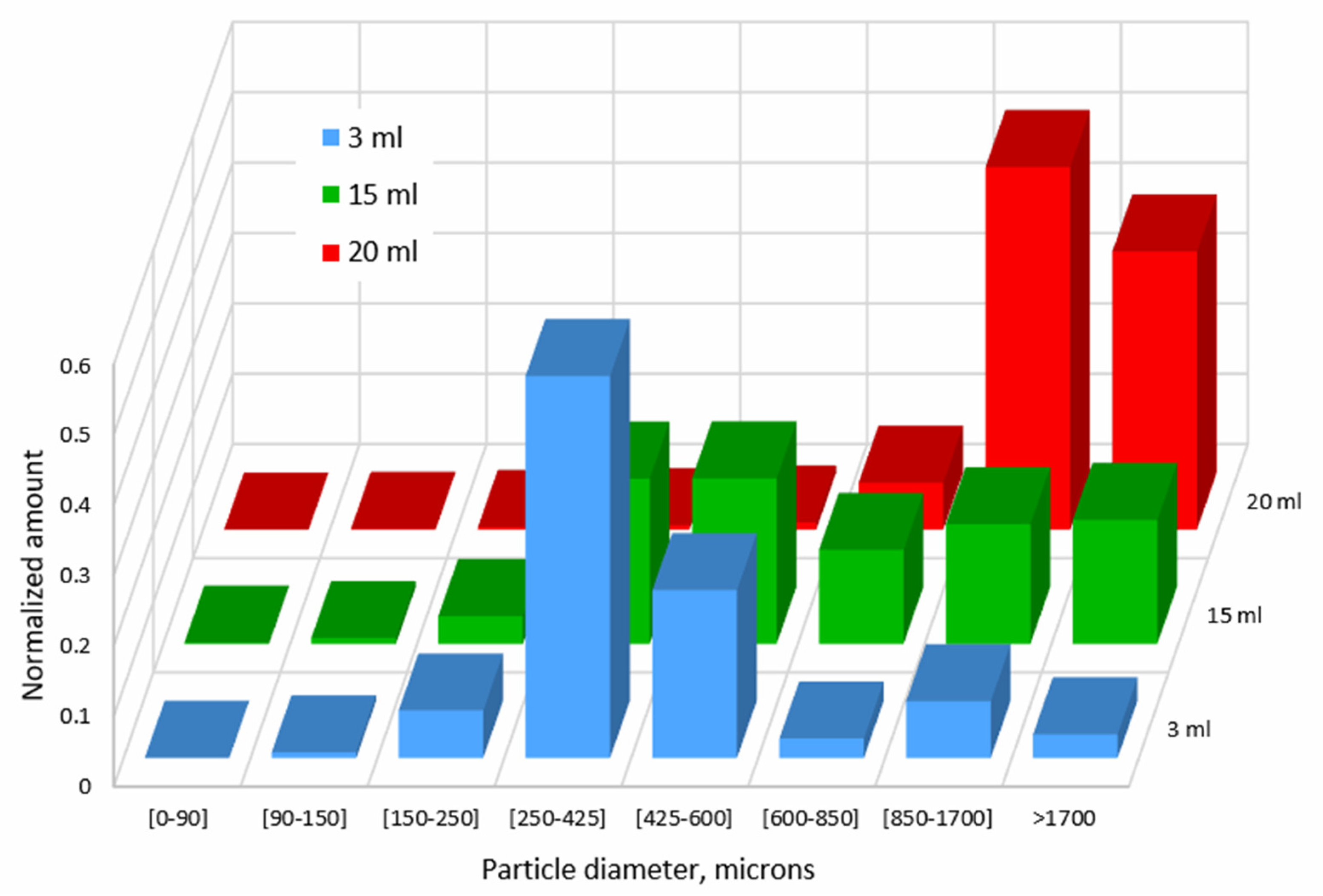
Figure 9.
Dissolution tests results for the 75% (1 and 5 min of wet massing) and 90% (1 min of wet massing) APAP formulations.
Figure 9.
Dissolution tests results for the 75% (1 and 5 min of wet massing) and 90% (1 min of wet massing) APAP formulations.
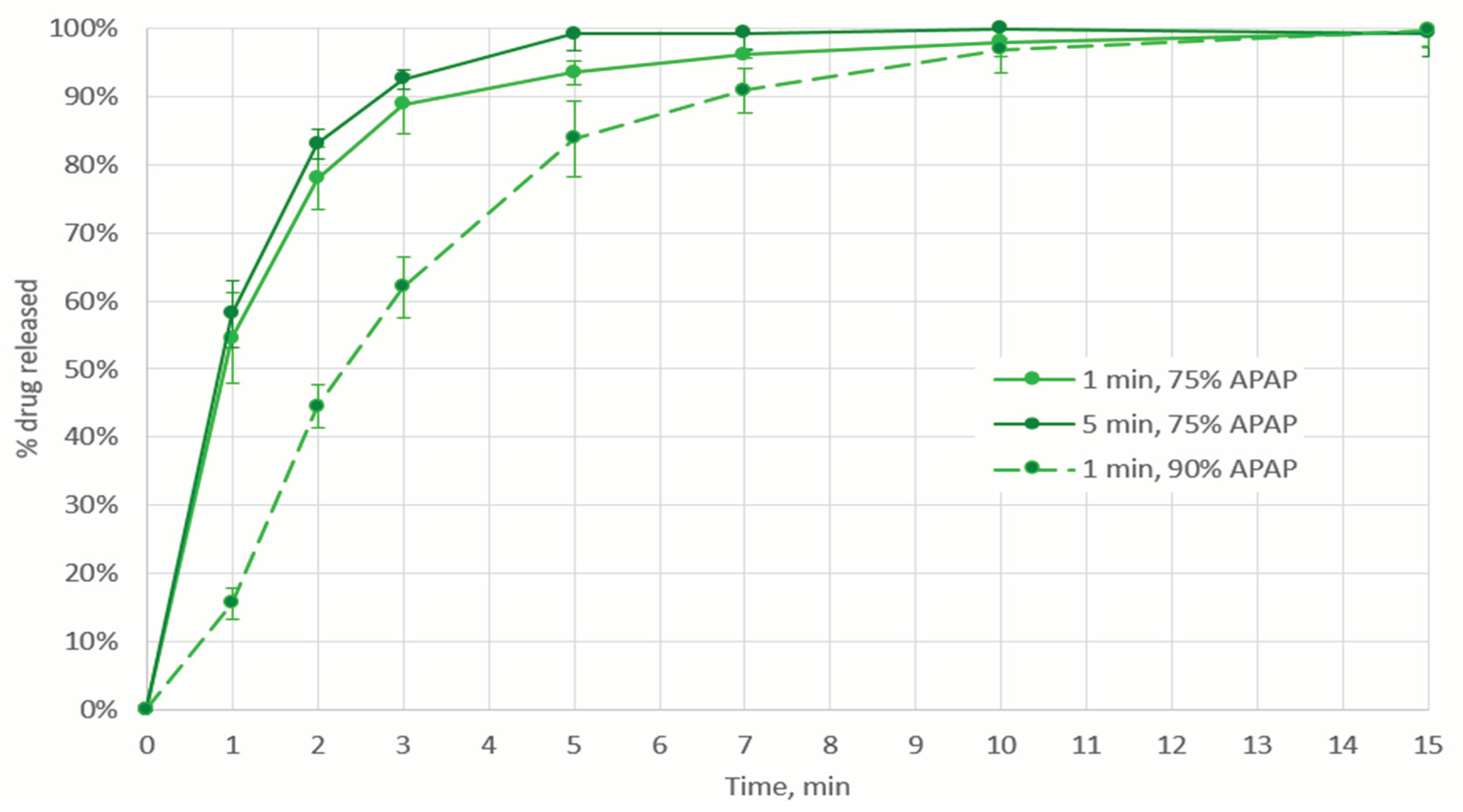

Table 1.
Formulations.
| Component | Manufacturer and grade | Quantity as % of total tablet weight |
|
| Formulation 1 | Formulation 2 | ||
| Intra-granular | |||
| Acetaminophen (APAP) | Sigma-Aldrich, USA | 75 | 90 |
| Polyvinylpyrrolidone (PVP) | RND Center INC, CA, USA M.W. =40,000 |
5 | 5 |
| Cellulose microcrystalline | Sigma-Aldrich, USA Avicel® PH-101 |
6.8 | 1.7 |
| Lactose monohydrate | Merck, Germany | 10.1 | 2.6 |
| Croscarmellose sodium | Spectrum Chemical Mfg. Corp, USA | 1.3 | 0.3 |
| Extra-granular | |||
| Croscarmellose sodium | Spectrum Chemical Mfg. Corp, USA | 1.3 | 0.3 |
| Magnesium stearate | Spectrum Chemical Mfg. Corp, USA | 0.5 | 0.1 |
Table 2.
Granulation protocols.
| Wet massing time → | 1 min | 5 min |
| Water addition ↓ | ||
| 0.6 min or 3 ml (3.75% of dry powder weight) |
formulations 1 and 2 | formulation 1 |
| 2.4 min or 12 ml (15% of dry powder weight) |
formulations 1 and 2 | formulation 1 |
| 3.2 min or 16 ml (20% of dry powder weight) |
formulations 1 and 2 | formulation 1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2026 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



