
Submitted:
12 January 2026
Posted:
13 January 2026
You are already at the latest version
Abstract
A technology has been developed for producing dry functional vegetable powders from carrot, beetroot, and pumpkin pomace using combined methods: convective drying, ultrasound pretreatment, and vacuum-microwave drying. A comparative analysis was conducted to evaluate the effects of different drying techniques on particle size distribution, flowability, hydration properties, color, thermal stability, retention of bioactive compounds (β-carotene, betalains, carotenoids), and overall functional-technological characteristics of the powders. It was established that vacuum-microwave drying provides the best results: minimal moisture content (5.2–6.1%), low water activity (0.28–0.33), high flowability (Carr’s index 23.7–30.4), excellent dispersibility and solubility, as well as maximum retention of thermolabile compounds (carotenoids/betalains retention up to 90–95%). Ultrasound pretreatment significantly enhances mass transfer, reduces particle size, and improves powder quality during subsequent convective drying; however, it remains inferior to the vacuum-microwave method across all key indicators.
Optimal parameters for vacuum-microwave drying were determined for each type of raw material, ensuring maximum nutrient preservation with minimal processing time. The resulting powders demonstrate high thermal stability up to 200 °C and are suitable for fortification of functional food products. The study results confirm the high potential of combined drying technologies applied to secondary vegetable raw materials for the production of natural functional ingredients with extended shelf life.
Keywords:
vegetable powders
; carrot/beetroot/pumpkin pomace
; vacuum‐microwave drying
; ultrasound treatment
; bioactive compounds
; functional properties
1. Introduction
Dry vegetable powders obtained from secondary raw materials (pomace of carrot, beetroot, pumpkin, and similar wastes) serve as natural additives for enriching food products with bioactive compounds such as antioxidants, vitamins, dietary fibers, and pigments. They effectively replace synthetic colorants, preservatives, and stabilizers, contributing to the creation of healthier and more environmentally friendly products [1]. The global market for natural colorants and functional ingredients is growing at 8–10% annually [2]. Powders from vegetable pomace are already successfully used in the EU and USA as substitutes for synthetic colorants (E124, E129, E160b) and antioxidants (E300–E321) [3,4]. This aligns with the principles of sustainable development by reducing food waste and enhancing the functionality of finished products.
Studies show that adding vegetable powders at dosages of 0.5–1% to yogurts increases total phenolic content (TPC) by up to 300% and extends shelf life due to antioxidant properties [5]. In ice cream (0.2–0.5%), powders stabilize texture by preventing ice crystal formation [6]. In juices (0.2–0.5%), they act as natural colorants, enriching the product with pigments such as betalains [7]. In cocktails (0.3–0.6%), they stabilize emulsions and prevent phase separation [8]. In teas (1–2%), they serve as flavor enhancers, intensifying taste [9]. In bread (1–3%), powders slow down staling thanks to dietary fibers, prolonging freshness [10]. For gluten-free bakery products (2–4%), they provide additional fiber to improve structure [11]. In sausages (0.1–0.3%), powders inhibit lipid oxidation, extending shelf life [12]. For vegan meat analogs (0.5–1%), they ensure natural color [13]. In canned fish (0.1–0.3%), they prevent rancidity [14]. Research results demonstrate that incorporating vegetable powders into food formulations extends shelf life, provides stable color, enhances flavor, stabilizes emulsions (preventing separation), and improves bioavailability. However, authors also note that higher dosages can impart bitterness to products [15] or undesirable off-flavors [16], affect texture by making it less uniform [17], and increase viscosity [18].
Studies confirm that the physicochemical properties of vegetable powders significantly influence the sensory, stabilizing, rheological, structural, organoleptic, and other characteristics of the final food product [19,20,21,22,23].
The most common methods for producing vegetable powders are vacuum-microwave drying and convective hot-air drying. However, each drying method, depending on the type of plant raw material and the intended use of the resulting powder, has its own advantages and disadvantages [24]. Convective hot-air drying is one of the most widespread and cost-effective methods for producing powders from vegetable pomace. It yields powders with good dietary fiber content but often results in 20–50% losses of thermolabile antioxidants (carotenoids, betalains) due to high temperatures [25]. Vacuum-microwave drying enables drying at low temperatures (40–60 °C), preserving antioxidants much better (retention up to 80–90%), as well as color and flavor. This method reduces drying time by 5–10 times and minimizes oxidation [26,27]. In recent years, ultrasound-assisted processing (ultrasound-assisted extraction, UAE) has been widely applied for extracting antioxidants from carrot, beetroot, and pumpkin pomace. It significantly increases the yield of bioactive compounds compared to traditional methods, thanks to cavitation that disrupts cell walls and enhances mass transfer. UAE minimizes oxidation at moderate power levels, improving stability in moist products (e.g., emulsions or yogurts) [28]. Its selectivity helps reduce bitterness by limiting the extraction of bitter phenolic compounds [29]. UAE of carotenoids (β-carotene, lutein, lycopene) from carrot pomace provides higher yields than conventional methods [30]. However, excessive power, duration, or temperature (>60 °C) can generate free radicals (OH, H₂O₂), leading to oxidation, isomerization, or degradation of bioactives (e.g., carotenoids in carrot at >60% ethanol, betalains in beetroot at room temperature) [31].
The aim of the present study was to determine the advantages and disadvantages of various drying methods, including combined ones, using pomace from carrot, beetroot, and pumpkin as examples. The research objective was to conduct a comparative analysis of the production of dry functional vegetable powders from carrot, beetroot, and pumpkin pomace using convective drying, ultrasound-assisted (combined) processing, and vacuum-microwave drying. The novelty of the study lies in establishing the relationships between drying parameters and methods applied to carrot, beetroot, and pumpkin pomace and the qualitative, rheological, organoleptic, and other characteristics of the resulting vegetable powders.
2. Materials and Methods
2.1. Raw Materials
Pomace from carrot, beetroot, and pumpkin was used immediately after industrial juice pressing. The varieties included: Pumpkin – ‘Matilda F1’ (sweet, with dense orange flesh); Beetroot – ‘Pablo F1’ (excellent taste, dark-red flesh); Carrot – ‘Prominence F1’ (sweet, bright-orange roots). These varieties are the most common in industrial production and provide high juice yields.
2.2. Methods for Processing Carrot, Beetroot, and Pumpkin Pomace
Convective drying (CD) — a traditional method for moisture removal through circulation of hot air around the material. The process was carried out in drying cabinets at air temperatures of 50–80 °C to avoid severe degradation of thermolabile components. Airflow velocity was regulated within 0.5–2 m/s to ensure uniform exposure and efficient mass transfer. The material was placed in a thin layer (5–20 mm) on perforated trays. Drying duration ranged from 8–24 hours depending on initial moisture content, particle size, and selected temperature. CD is simple to implement; however, its drawbacks include longer processing time and uneven drying, leading to partial loss of bioactive compounds and changes in product color [32].
Vacuum-microwave drying (VMD) was performed using the MagWave-3000 unit, which combines microwave volumetric heating with reduced pressure. Microwave energy (power 300–600 W), absorbed by water molecules within the material, provided rapid and uniform heating throughout the volume, significantly accelerating moisture removal compared to traditional methods. Vacuum was maintained in the range of 0.05–0.1 MPa, lowering the boiling point of water (to 30–50 °C) and minimizing thermal degradation of thermolabile compounds (β-carotene, betalains, and other pigments). Process duration varied from 15–45 minutes depending on initial material moisture and layer thickness. Drying was conducted in intermittent mode with automatic control of power and pressure, ensuring high retention of color, aroma, and bioactive compounds, as well as the formation of a porous powder structure with good solubility [33].
Ultrasound treatment of carrot, beetroot, and pumpkin pomace was performed using the Hielscher UP400St ultrasonic homogenizer. Ultrasound frequency ranged from 20–35 kHz, providing effective disruption of cell walls, reduced suspension viscosity, and uniform particle dispersion. Processing power varied in the range of 200–600 W/kg of treated material, allowing control of cavitation intensity depending on raw material type and desired homogenization degree. Treatment duration was 5–20 minutes. The process was conducted in pulse mode (to prevent overheating) with constant cooling of the suspension in an ice bath. Ultrasound treatment resulted in significant particle size reduction, release of intracellular compounds (e.g., pigments and bioactive substances), and improvement of the technological properties of the resulting powder [34].
2.3. Functional-Technological Properties and Composition of Vegetable Powders
The following methods were used to determine the functional-technological properties and composition of the vegetable powders: Particle size. Granulometric composition was determined by laser diffraction using a Malvern Mastersizer 3000 instrument. Samples were dispersed in a liquid medium (water) and passed through a laser beam. Based on light scattering angles from particles of different sizes, volume-based distribution was calculated (d10, d50, d90, and mean diameter). The results allowed assessment of the degree of grinding and powder uniformity after various treatments; Flowability. Flow properties were evaluated using three parameters: Angle of repose — measured by free pouring the powder through a funnel onto a flat surface and determining the angle between the cone and the horizontal plane; Carr’s index (CI) and Hausner ratio (HR) — calculated from bulk and tapped densities (after tapping): CI = 100 × (ρ_tapped – ρ_bulk)/ρ_tapped; HR = ρ_tapped/ρ_bulk. Low values indicate excellent flowability, while high values suggest a tendency to caking; Hydration properties. Water-holding capacity (WHC) and oil-holding capacity (OHC) were determined according to the standard AACC 88-04 method. A powder sample was mixed with excess water (or oil), centrifuged, the supernatant removed, and the amount of retained liquid per gram of dry matter calculated (g/g). These indicators characterize the functional-technological properties of the powder as a food ingredient; Color. Color was measured in the CIE Lab* system using a HunterLab ColorFlex spectrophotometer in reflectance mode. Parameters: L* — lightness (0–100), a* — from green (-) to red (+), b* — from blue (-) to yellow (+). Measurements were performed in multiple replicates on evenly distributed powder. This method enabled objective evaluation of natural pigment retention after technological processing; Content of β-carotene, betalains, and carotenoids. Quantitative determination was performed by high-performance liquid chromatography (HPLC) using a suitable C18 column, mobile phase, and detector. Pigment extraction was carried out with organic solvents, and calibration used certified standards. The method provided high accuracy and selectivity for individual compounds; Thermostability. Thermal analysis was conducted simultaneously by thermogravimetry (TGA) and differential scanning calorimetry (DSC) using a Netzsch STA 449 F3 instrument. Samples were heated in an inert atmosphere (nitrogen) at a rate of 10 K/min in the range of 25–600 °C. TGA recorded mass loss (moisture, decomposition), while DSC detected endothermic and exothermic transitions (melting, oxidation). The obtained data indicated the thermal stability of the powders [35]; Sensory evaluation. Evaluation was performed using a 9-point hedonic scale (1 — extremely dislike, 9 — extremely like) by a panel of 12 tasters. Parameters assessed included color, aroma, taste, and consistency (for rehydrated samples). Tasting was conducted under controlled lighting and temperature conditions. Results were averaged and subjected to statistical analysis using analysis of variance (ANOVA). Multiple comparisons were performed using Tukey’s test at a significance level of p < 0.05. Calculations were carried out using Statistica 13.0 software.
3. Results
3.1. The Drying Kinetics of Vegetable Powders during Vacuum-Microwave Drying
To conduct a comparative analysis of the functional-technological properties and composition of vegetable powders obtained from carrot, beetroot, and pumpkin pomace using convective drying, ultrasound-assisted (combined) processing, and vacuum-microwave drying, the results obtained by the aforementioned methods are presented below. Figure 1 shows the drying kinetics of vegetable powders during vacuum-microwave drying.
All three curves exhibit an exponential character, typical for drying processes of food materials. In the interval of 0–20 min, there is a stage of rapid moisture removal due to intense evaporation of free surface moisture under the high partial pressure difference in vacuum-microwave drying. Moisture content decreases by 40–50% from the initial value (carrot and beetroot — down to ~25–30%, pumpkin — down to ~35–40%). In the interval of 20–50 min, the falling rate period occurs as moisture is removed from internal layers, with diffusion becoming the limiting factor. Moisture content reaches ≈10–15% for carrot and beetroot, and ≈20–25% for pumpkin. In the interval of 50–120 min, all three powders achieve equilibrium moisture content ≈4–6%.
3.2. Effect of Drying Methods on the Granulometric Composition and Density of Vegetable Powders
The granulometric composition and density of vegetable powders obtained by vacuum-microwave drying (VMD) were determined using laser diffraction (Table 1). The finest and most uniform powder was from beetroot (D50 = 32 µm, Span = 1.78). Beetroot also showed the highest bulk density (0.45 g/cm³). Carrot and pumpkin powders were slightly coarser but still exhibited high flowability (Span < 2, which is considered good for food powders).
The data obtained on the granulometric composition and density of vegetable powders using laser diffraction, for powders produced with ultrasound pretreatment followed by convective drying (Table 2), show that the particles are noticeably coarser (D50 is 30–40% larger) compared to those obtained by vacuum-microwave drying (VMD). The polydispersity is higher, meaning the powder is less uniform. The values of bulk and tapped density are also lower [36].
Analysis of the flowability data for beetroot and carrot powders produced by vacuum-microwave drying indicates that particles with D50 values exhibit better flow properties. The superior flowability of the beetroot powder is ensured by the more spherical shape of its particles (Figure 2).
3.3. Effect of Drying Methods on the Thermal Properties of Powders
The results of thermogravimetric analysis (TGA) show changes in sample mass (%) as a function of temperature (°C) during heating in an inert atmosphere at a rate of 10 °C/min (Figure 3). All curves exhibit a similar pattern — a gradual mass loss with increasing temperature, occurring in several distinct stages. Interval 25–150 °C — removal of weakly bound moisture (mass loss 4–8%). Interval 150–300 °C (mass loss ~10–15%) — onset of thermal decomposition of organic matter, degradation of volatile components (monosaccharides, organic acids, some pigments), and the beginning of pyrolysis of polysaccharides (hemicellulose, pectin). Interval 300–500 °C — main decomposition stage (the most intense, mass loss 30–40%) due to thermal breakdown of cellulose, lignin, proteins, and other structural polymers of cell walls. Interval >500 °C — final stage: mass stabilizes at ~55–60%. The remaining residue is the mineral ash — inorganic salts (K, Ca, Mg, Na, etc.) and oxides [37].
3.4. Factors Related to the Retention of Bioactive Compounds and High Technological Properties of Vegetable Powders Using Different Drying Methods
The results of the functional-technological properties and composition of vegetable powders obtained by vacuum-microwave drying (Table 3) demonstrate that beetroot powder exhibits the highest flowability and pourability, characterized by the lowest angle of repose and Carr’s index. Carrot powder shows the highest contents of dietary fiber and carotenoids among the three powders. All three powders have extremely low moisture content and water activity (aₓ), which ensures a long shelf life of up to 2–3 years [38].
The results of the functional-technological properties and composition of vegetable powders obtained by preliminary ultrasound pretreatment followed by vacuum-microwave drying (Table 4) demonstrate that ultrasound pretreatment (US) prior to vacuum-microwave drying enhances the cavitation effect, creates microchannels in cell walls, improves mass transfer, and enables even better preservation of thermolabile compounds due to faster and more uniform moisture removal [39]. Thanks to more efficient removal of bound moisture, the moisture content and water activity (aₓ) are lower (by 0.5–1%) compared to pure vacuum-microwave drying. Flowability parameters (angle of repose, Carr’s index, Hausner ratio) are also significantly improved, with a markedly reduced tendency to caking due to the highly porous structure of the powder particles. Dispersibility and dissolution time are 10–20% higher owing to the formation of micropores induced by ultrasound. Dietary fiber content is higher due to reduced degradation of polysaccharides. Retention of carotenoids and betalains is improved by 10–15%, achieved through minimization of oxidative degradation and pigment isomerization during the short, low-temperature vacuum-microwave drying stage [40].
The results of the functional-technological properties and composition of vegetable powders obtained by convective drying (Table 5) and by convective drying with preliminary ultrasound pretreatment (Table 6) show that the moisture content and water activity (aₓ) values are close to those achieved with ultrasound pretreatment alone [41]. However, flowability parameters (angle of repose, Carr’s index, Hausner ratio) are noticeably poorer compared to the ultrasound + convective drying variant. Without ultrasound pretreatment, the powders exhibit a higher tendency to caking and lower pourability. Dispersibility and solubility are 10–25% worse, which can be explained by larger particle sizes and less disruption of cell walls compared to the ultrasound-pretreated samples. A significantly greater loss (25–45% compared to the ultrasound variant) of carotenoids and betalains is observed, as prolonged convective drying at elevated temperatures causes more severe degradation of thermolabile pigments [42].
4. Discussion
The nutritional value and functional properties of vegetable powders obtained from pomace depend on the drying methods and process parameters, as well as on the type and characteristics of the raw material [43]. For example, the vacuum-microwave drying (VMD) process proceeds faster for beetroot (reaching ~5% moisture by 90–100 minutes) due to lower bound moisture content, while it is slower for pumpkin due to its high starch content and initial moisture level.
The granulometric composition and density characteristics of the vegetable powders indicate that particle properties significantly influence flowability, dispersibility, solubility, color, and sensory attributes [42]. For instance, the high sphericity of beetroot particles ensures superior flowability (D50 < 35 µm + Span < 1.8), while the high porosity (>40%) of carrot particles provides excellent dispersibility and solubility. The type of pigment also contributes to color retention in beetroot powder [44].
Thermal analysis of the vegetable powders demonstrated good thermostability up to approximately 200–250 °C, with mass loss not exceeding 10–12%. The main decomposition stage occurred above 300 °C, which is typical for fiber-rich plant materials. Therefore, these powders can be safely used in food technologies without significant degradation at temperatures up to 200 °C [45].
The combination of ultrasound pretreatment with vacuum-microwave drying enabled rapid moisture reduction in the first 20–30 minutes and safe moisture levels (<8–10%) were achieved within 60–90 minutes. Equilibrium moisture content was reached in approximately 2 hours, while thermal stress on thermolabile compounds was minimized due to the reduced boiling point of water under vacuum [46]. Analysis of the obtained results allowed optimization of vacuum-microwave drying parameters (Table 7). Recommended optimization parameters: Carrot: medium power (400 W) for maximum β-carotene retention (85%) with reasonable drying time (20–25 min); Beetroot: low vacuum (5–10 kPa) and power of 300 W to minimize betalain oxidation, achieving up to 90% retention; Pumpkin: low power (200 W) is optimal for preserving vitamins (95%) and reducing drying time to 10–15 min [47].
Figure 4 presents the powders obtained by the vacuum-microwave drying method.
Convective drying without preliminary ultrasound pretreatment produces powders with poorer technological properties (lower flowability, reduced solubility, coarser texture) and significantly lower content of bioactive compounds (especially carotenoids and betalains). Ultrasound pretreatment noticeably improves the quality of the final product when followed by convective drying [42].
5. Conclusions
The comparative analysis of drying data using various methods, including combined approaches, on carrot, beetroot, and pumpkin pomace confirmed that vacuum-microwave drying enables the production of vegetable powders suitable for use in food technologies for functional products at temperatures up to 200 °C. At the same time, the application of ultrasound pretreatment combined with convective drying improved some parameters compared to conventional convective drying; however, it still remains significantly inferior to vacuum-microwave technology across all key functional and consumer characteristics of vegetable powders (Table 8).
The results of this study, supported by existing literature, highlight the importance of selecting the appropriate drying method for vegetable pomace, particularly for ingredients used in functional food technologies. Furthermore, the functional and consumer characteristics are significantly influenced by the type of plant raw material, with greater variability observed across different drying process parameters. These findings emphasize the need for strict control of drying processes and parameters (power, duration, temperature) to ensure consumer safety and product quality.
Funding
This research was funded by the Ministry of Agriculture of the Republic of Kazakhstan, Grant No. BR22883587 “Improvement and development of technologies for deep processing of agricultural raw materials to strengthen food security of the Republic of Kazakhstan”.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Ngamwonglumlert L., Devahastin S., Chiewchan N. Natural colorants: Pigment stability and extraction yield enhancement via utilization of appropriate pretreatment and extraction methods //Critical reviews in food science and nutrition. – 2017. – T. 57. – №. 15. – S. 3243-3259.
- Alegbe E. O., Uthman T. O. A review of history, properties, classification, applications and challenges of natural and synthetic dyes //Heliyon. – 2024. – T. 10. – №. 13.
- Bekavac, N., Krog, K., Stanic, A., Samec, D., Salic, A., Benkovic, M., ... & Jurinjak Tusek, A. (2025). Valorization of Food Waste: Extracting Bioactive Compounds for Sustainable Health and Environmental Solutions. Antioxidants, 14(6), 714.
- Ueda, J. M., Pedrosa, M. C., Heleno, S. A., Carocho, M., Ferreira, I. C., & Barros, L. (2022). Food additives from fruit and vegetable by-products and bio-residues: A comprehensive review focused on sustainability. Sustainability, 14(9), 5212.
- Paul, S. K. K., Islam, M. N., Dewan, M. F., Alim, M. A., & Ahmmed, R. (2024). Functional yogurt: An approach to enhance yogurt quality with peanut polyphenols. Food Bioscience, 60, 104398.
- Wicks C. Polyphenol-Mediated Protein and Fat Structure Development in a Frozen Dessert Model. – The University of Wisconsin-Madison, 2024.
- Jacob, T. M., Ijarotimi, O., Oluwalana, I., & Adewumi, S. Phytochemical, physicochemical, sensory, antioxidant, and functional Properties of Infused Roselle, Beetroot, and Fig Fruit Beverages. Beetroot, and Fig Fruit Beverages.
- Xie, A., Dong, Y., Liu, Z., Li, Z., Shao, J., Li, M., & Yue, X. (2023). A review of plant-based drinks addressing nutrients, flavor, and processing technologies. Foods, 12(21), 3952.
- Huang, X., Yang, J., Ho, C. T., Ke, Q., & Kou, X. (2025). Functional flavor agents: enhancing health benefits and consumer preferences. Critical Reviews in Food Science and Nutrition, 1-29.
- Betoret E., Rosell C. M. Enrichment of bread with fruits and vegetables: Trends and strategies to increase functionality //Cereal Chemistry. – 2020. – T. 97. – №. 1. – S. 9-19.
- Saddique, M. S., Sultan, M. T., Iqbal, S. Z., Bosch, C., Akhtar, S., Raza, H., ... & Ahmed, W. (2024). Physicochemical, rheological and sensory evaluation of herbal bread containing turmeric, ginger, and black cumin powder. Foods, 13(4), 555.
- Lee, J., Sung, J. M., Cho, H. J., Woo, S. H., Kang, M. C., Yong, H. I., ... & Choi, Y. S. (2021). Natural extracts as inhibitors of microorganisms and lipid oxidation in emulsion sausage during storage. Food science of animal resources, 41(6), 1060.
- Lakshmi, M., & Malathy, S. Creation of a Functional Vegan Sausage Dry Mix Using Plant-Based Ingredients: A Comparative Study on Proximate, Microbial, Shelf Life, and Sensory Attributes.
- Pourashouri, P., Shabanpour, B., Kordjazi, M., & Jamshidi, A. (2020). Characteristic and shelf life of fish sausage: fortification with fish oil through emulsion and gelled emulsion incorporated with green tea extract. Journal of the Science of Food and Agriculture, 100(12), 4474-4482.
- Kolniak-Ostek, J., Kita, A., Giacalone, D., Vazquez-Araujo, L., Noguera-Artiaga, L., Brzezowska, J., & Michalska-Ciechanowska, A. (2025). Physicochemical and Instrumental Flavor Analysis of Plant-Based Drinks with Plant Powder Additions. Foods, 14(15), 2593.
- Sahu F. M. Food Additives: making food taste better and safer //Beverages and. – 2016.
- Jiang, H., Zhang, N., Xie, L., Li, G., Chen, L., & Liao, Z. (2025). A comprehensive review of the rehydration of instant powders: mechanisms, influencing factors, and improvement strategies. Foods, 14(16), 2883.
- Chan P. N. A. Chemical properties and applications of food additives: flavor, sweeteners, food colors, and texturizers //Handbook of food chemistry. – Springer, Berlin, Heidelberg, 2015. – S. 101-129.
- Saddique, M. S., Sultan, M. T., Iqbal, S. Z., Bosch, C., Akhtar, S., Raza, H., ... & Ahmed, W. (2024). Physicochemical, rheological and sensory evaluation of herbal bread containing turmeric, ginger, and black cumin powder. Foods, 13(4), 555.
- Que, F., Mao, L., Fang, X., & Wu, T. (2008). Comparison of hot air-drying and freeze-drying on the physicochemical properties and antioxidant activities of pumpkin (Cucurbita moschata Duch.) flours. International journal of food science & technology, 43(7), 1195-1201.
- Polat, S., Guclu, G., Kelebek, H., Keskin, M., & Selli, S. (2022). Comparative elucidation of colour, volatile and phenolic profiles of black carrot (Daucus carota L.) pomace and powders prepared by five different drying methods. Food Chemistry, 369, 130941.
- Cui Z. W., Xu S. Y., Sun D. W. Microwave–vacuum drying kinetics of carrot slices //Journal of Food Engineering. – 2004. – T. 65. – №. 2. – S. 157-164.
- Zhumaliyeva, G., Chomanov, U., Tultabayev, M., Aktokalova, G., Tultabayeva T., Kenenbay, G., Kasymbek, R., & Tultabayev, N. (2023). Establishing the regularities of blending functional purpose juices based on watermelon juice. Eastern-European Journal of Enterprise Technologies, 5(11 (125), 57–66. [CrossRef]
- Akcicek, A., Avci, E., Tekin-Cakmak, Z. H., Kasapoglu, M. Z., Sagdic, O., & Karasu, S. (2023). Influence of different drying techniques on the drying kinetics, total bioactive compounds, anthocyanin profile, color, and microstructural properties of blueberry fruit. ACS omega, 8(44), 41603-41611.
- Alam, M. S., K. Gupta, H. Khaira and M. Javed. 2013. Quality of dried carrot pomace powder as affected bypretreatments and methods of drying. Agric Eng Int: CIGR Journal, 15(4): 236-243.
- Nahimana H., Zhang M. Shrinkage and color change during microwave vacuum drying of carrot //Drying Technology. – 2011. – T. 29. – №. 7. – S. 836-847.
- Izli G, Yildiz G, Berk SE. Quality retention in pumpkin powder dried by combined microwave-convective drying. J Food Sci Technol. 2022 Apr;59(4):1558-1569. Epub 2021 Jun 7. PMID: 35250079; PMCID: PMC8882515. [CrossRef]
- Ghelichi, S., Hajfathalian, M., Yesiltas, B., Sorensen, A. M., Garcia-Moreno, P. J., & Jacobsen, C. (2023). Oxidation and oxidative stability in emulsions. Comprehensive reviews in food science and food safety, 22(3), 1864–1901. [CrossRef]
- Elien De Laet, Tom Bernaerts, Jose Nunez Ares, Kim De Cock, Peter Goos, Ann M. Van Loey, Influence of ultrasound-assisted extraction on the pectin extraction yield and structural characteristics: A case study on carrot pomace (Daucus carota), Food and Bioproducts Processing, Volume 148, 2024, Pages 309-320. [CrossRef]
- Oliveira S. M., Brandao T. R. S., Silva C. L. M. Influence of drying processes and pretreatments on nutritional and bioactive characteristics of dried vegetables: A review //Food Engineering Reviews. – 2016. – T. 8. – №. 2. – S. 134-163.).
- Tultabaev, M., and Ospanova M. “ Тhe effect of the duration of ultrasonic treatment on the quality of beverages”. Vestnik KazUTB, vol. 3, no. 28, Sept. 2025. [CrossRef]
- Wojdylo, A.; Lech, K.; Nowicka, P. Effects of Different Drying Methods on the Retention of Bioactive Compounds, On-Line Antioxidant Capacity and Color of the Novel Snack from Red-Fleshed Apples. Molecules 2020, 25, 5521. [CrossRef]
- Pandiselvam, R., Tak, Y., Olum, E., Sujayasree, O. J., Tekgul, Y., Caliskan Koc, G., Kaur, M., Nayi, P., Kothakota, A., & Kumar, M. (2022). Advanced osmotic dehydration techniques combined with emerging drying methods for sustainable food production: Impact on bioactive components, texture, color, and sensory properties of food. Journal of texture studies, 53(6), 737–762. [CrossRef]
- Wang X., Song Z., Ding C. Study on the effect of ultrasonic and cold plasma non-thermal pretreatment combined with hot air on the drying characteristics and quality of yams //Foods. – 2025. – T. 14. – №. 16. – S. 2831.
- ElGamal, R.; Song, C.; Rayan, A.M.; Liu, C.; Al-Rejaie, S.; ElMasry, G. Thermal Degradation of Bioactive Compounds during Drying Process of Horticultural and Agronomic Products: A Comprehensive Overview. Agronomy 2023, 13, 1580. [CrossRef]
- Santos, A.A.d.L.; Leal, G.F.; Marques, M.R.; Reis, L.C.C.; Junqueira, J.R.d.J.; Macedo, L.L.; Correa, J.L.G. Emerging Drying Technologies and Their Impact on Bioactive Compounds: A Systematic and Bibliometric Review. Appl. Sci. 2025, 15, 6653. [CrossRef]
- Nowacka, M.; Dadan, M.; Tylewicz, U. Current Applications of Ultrasound in Fruit and Vegetables Osmotic Dehydration Processes. Appl. Sci. 2021, 11, 1269. [CrossRef]
- Ravichandran C., Upadhyay A. Use of vacuum technology in processing of fruits and vegetables //Processing of fruits and vegetables. – Apple Academic Press, 2019. – S. 139-174.
- Mothibe, K. J., Zhang, M., Nsor-atindana, J., & Wang, Y. C. (2011). Use of ultrasound pretreatment in drying of fruits: Drying rates, quality attributes, and shelf life extension. Drying Technology, 29(14), 1611-1621. [CrossRef]
- Bonazzi C., Dumoulin E. Quality changes in food materials as influenced by drying processes //Modern drying technology. – 2011. – T. 3. – S. 1-20.
- Tejeda-Miramontes, J. P., Espinoza-Paredes, B. C., Zatarain-Palffy, A., Garcia-Cayuela, T., Tejada-Ortigoza, V., & Garcia-Amezquita, L. E. (2024). Process Modeling and Convective Drying Optimization of Raspberry Pomace as a Fiber-Rich Functional Ingredient: Effect on Techno-Functional and Bioactive Properties. Foods (Basel, Switzerland), 13(22), 3597. [CrossRef]
- Motegaonkar, S., Shankar, A., Tazeen, H., Gunjal, M., & Payyanad, S. (2024). A comprehensive review on carrot (Daucus carota L.): the effect of different drying methods on nutritional properties and its processing as value-added foods. Sustainable Food Technology, 2(3), 667-688).
- Ciurzynska, A.; Janowicz, M.; Karwacka, M.; Galus, S.; Kowalska, J.; Ganko, K. The Effect of Hybrid Drying Methods on the Quality of Dried Carrot. Appl. Sci. 2022, 12, 10588. [CrossRef]
- Ashtiani S. H. M., Martynenko A. Nature-Inspired Approaches for Optimizing Food Drying Processes: A Critical Review //Food Engineering Reviews. – 2025. – S. 1-21. [CrossRef]
- Wardhani N. S. K., Amanda N., Sari A. R. Microwave vacuum drying on fruit: a review //2nd International Conference on Smart and Innovative Agriculture (ICoSIA 2021). – Atlantis Press, 2022. – S. 309-316. [CrossRef]
- In Ultrasound and microwave for food processing: synergism for preservation and extraction; Nayik, G. A., Ranjha, M., Zeng, X. A., Irfan, S., & Zahra, S. M. (Eds.). (2022). Ultrasound and microwave for food processing: synergism for preservation and extraction. [CrossRef]
- Min Zhang, Huizhi Chen, Arun. S. Mujumdar, Juming Tang, Song Miao & Yuchuan Wang (2017) Recent developments in high-quality drying of vegetables, fruits, and aquatic products, Critical Reviews in Food Science and Nutrition, 57:6, 1239-1255. [CrossRef]
Figure 1.
Drying kinetics of vegetable powders.
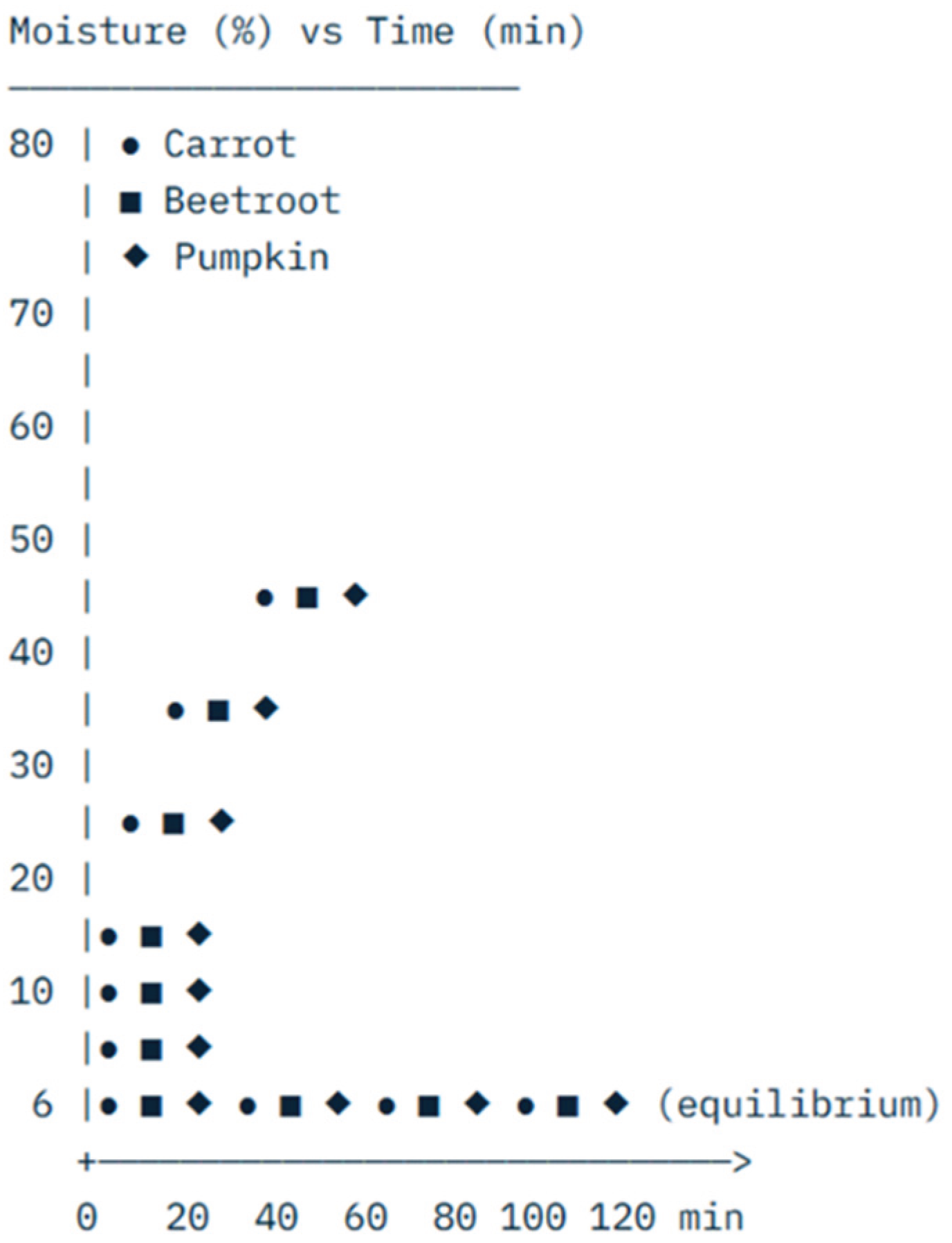
Figure 2.
Flowability vs D50.
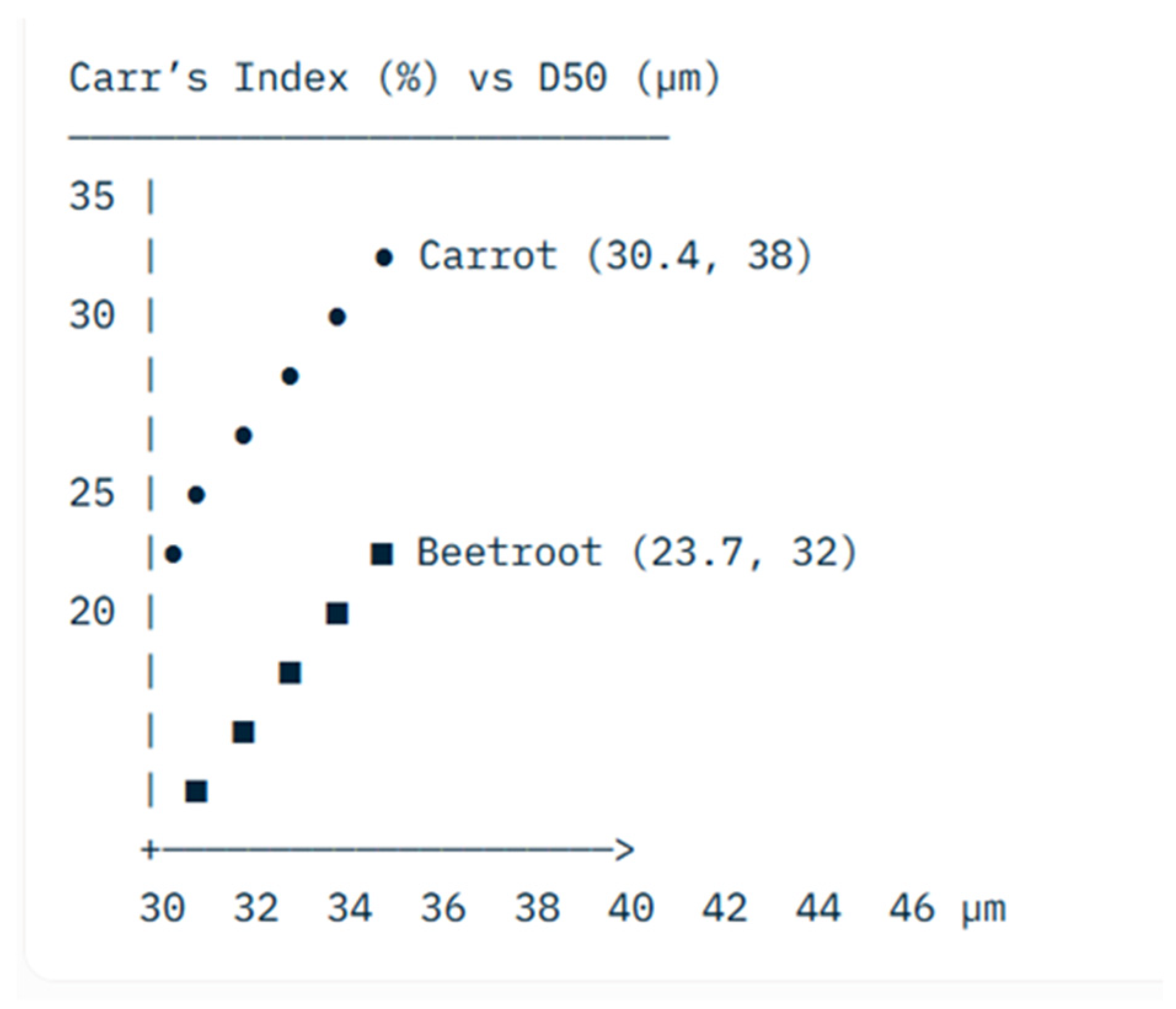
Figure 3.
TGA (Thermogravimetric analysis).
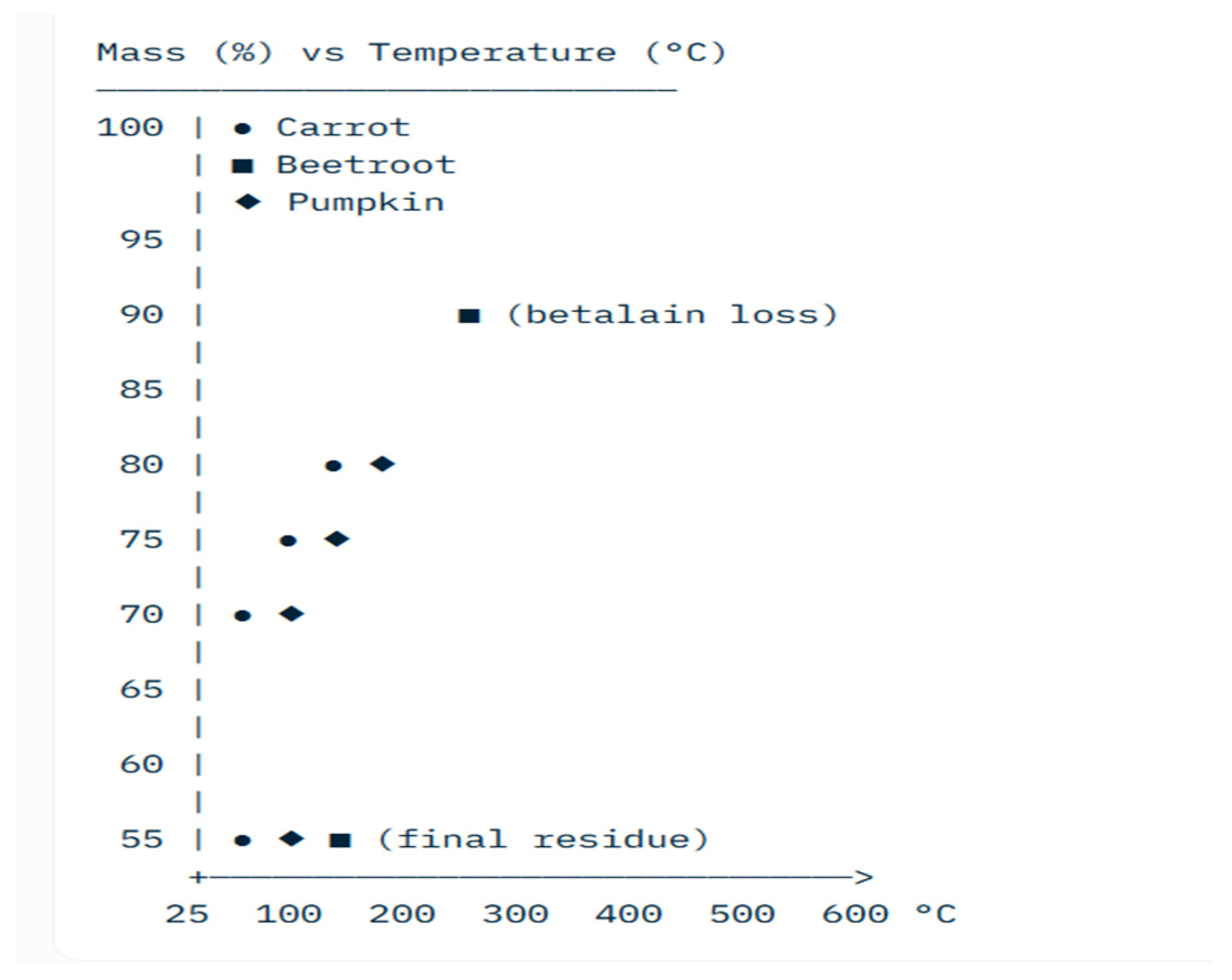
Figure 4.
Powders obtained by vacuum-microwave drying method, where: a – carrot; b – pumpkin; c – beetroot.
Figure 4.
Powders obtained by vacuum-microwave drying method, where: a – carrot; b – pumpkin; c – beetroot.

Table 1.
Granulometric composition and density of vegetable powders obtained by vacuum-microwave drying (VMD).
Table 1.
Granulometric composition and density of vegetable powders obtained by vacuum-microwave drying (VMD).
| Powder | D10, µm | D50 (median), µm | D90, µm | Span (polydispersity) | Bulk density, g/cm³ | Tapped density, g/cm³ |
|---|---|---|---|---|---|---|
| Carrot | 10 | 38 | 85 | 1.97 | 0.39 | 0.56 |
| Beetroot | 8 | 32 | 65 | 1.78 | 0.45 | 0.59 |
| Pumpkin | 15 | 45 | 98 | 1.84 | 0.41 | 0.58 |
Table 2.
Granulometric composition and density of vegetable powders obtained with ultrasound pretreatment and convective drying.
Table 2.
Granulometric composition and density of vegetable powders obtained with ultrasound pretreatment and convective drying.
| Powder | D10, µm | D50 (median), µm | D90, µm | Span (polydispersity) | Bulk density, g/cm³ | Tapped density, g/cm³ |
|---|---|---|---|---|---|---|
| Carrot | 14 | 52 | 118 | 2.08 | 0.34 | 0.51 |
| Beetroot | 12 | 44 | 96 | 1.91 | 0.39 | 0.54 |
| Pumpkin | 19 | 61 | 138 | 1.95 | 0.36 | 0.53 |
Table 3.
Functional-technological properties and composition of vegetable powders obtained by vacuum-microwave drying.
Table 3.
Functional-technological properties and composition of vegetable powders obtained by vacuum-microwave drying.
| Parameter | Carrot | Beetroot | Pumpkin |
|---|---|---|---|
| Moisture, % | 5.6 | 5.2 | 6.1 |
| Water activity, aₓ | 0.3 | 0.28 | 0.33 |
| Angle of repose, ° | 43.1 | 38.7 | 41.5 |
| Carr Index, % | 30.4 | 23.7 | 29.3 |
| Hausner Ratio | 1.44 | 1.31 | 1.41 |
| Dispersibility (30 s), % | 88 | 72 | 75 |
| Dissolution time (90%), s | 45 | 68 | 62 |
| Mouthfeel (creaminess, /9) | 6.2 | 5.1 | 7.8 |
| Dietary fiber, % | 58.2 | 51.4 | 49.7 |
| Carotenoids, mg/100 g | 42.1 | — | 18.3 |
| Betalains, mg/100 g | — | 92.4 | — |
Table 4.
Functional properties and composition of vegetable powders obtained with preliminary ultrasonic treatment and vacuum-microwave drying.
Table 4.
Functional properties and composition of vegetable powders obtained with preliminary ultrasonic treatment and vacuum-microwave drying.
| Parameter | Carrot US + VMD | Beetroot US + VMD | Pumpkin US + VMD |
|---|---|---|---|
| Moisture, % | 4.8 – 5.4 | 4.5 – 5.0 | 5.2 – 5.8 |
| Water activity, aₓ | 0.26 – 0.29 | 0.24 – 0.27 | 0.28 – 0.32 |
| Angle of repose, ° | 40 – 42 | 35 – 38 | 38 – 41 |
| Carr Index, % | 25 – 29 | 20 – 23 | 24 – 28 |
| Hausner Ratio | 1.33 – 1.41 | 1.25 – 1.30 | 1.32 – 1.39 |
| Dispersibility (30 s), % | 92 – 95 | 78 – 85 | 80 – 88 |
| Dissolution time (90%), s | 35 – 42 | 55 – 65 | 50 – 60 |
| Mouthfeel (creaminess, /9) | 6.8 – 7.5 | 5.8 – 6.5 | 8.0 – 8.5 |
| Dietary fiber, % | 60 – 63 | 53 – 56 | 51 – 54 |
| Carotenoids, mg/100 g | 45 – 50 | — | 20 – 23 |
| Betalains, mg/100 g | — | 98 – 105 | — |
Table 5.
Functional properties of vegetable powders obtained by convective drying only.
| Parameter | Carrot Convective | Beetroot Convective | Pumpkin Convective |
| Moisture, % | 6.5 – 9.2 | 7.0 – 9.5 | 6.8 – 9.0 |
| Water activity, aₓ | 0.38 – 0.48 | 0.40 – 0.50 | 0.42 – 0.52 |
| Angle of repose, ° | 52 – 58 | 50 – 57 | 48 – 55 |
| Carr Index, % | 38 – 44 | 36 – 42 | 35 – 41 |
| Hausner Ratio | 1.60 – 1.75 | 1.55 – 1.70 | 1.52 – 1.68 |
| Dispersibility (30 s), % | 58 – 68 | 52 – 62 | 55 – 65 |
| Dissolution time (90%), s | 95 – 130 | 110 – 145 | 90 – 125 |
| Mouthfeel (creaminess, /9) | 3.8 – 4.5 | 3.2 – 4.0 | 4.5 – 5.3 |
| Dietary fiber, % | 48 – 55 | 42 – 50 | 40 – 48 |
| Carotenoids, mg/100 g | 18 – 28 | — | 8 – 15 |
| Betalains, mg/100 g | — | 50 – 68 | — |
Table 6.
Functional properties of vegetable powders obtained with preliminary ultrasonic treatment and convective drying.
Table 6.
Functional properties of vegetable powders obtained with preliminary ultrasonic treatment and convective drying.
| Parameter | Carrot US | Beetroot US | Pumpkin US |
|---|---|---|---|
| Moisture, % | 7.8 | 7.4 | 8.2 |
| Water activity, aₓ | 0.42 | 0.39 | 0.46 |
| Angle of repose, ° | 48.6 | 45.2 | 47.1 |
| Carr Index, % | 36.8 | 32.1 | 35.4 |
| Hausner Ratio | 1.58 | 1.47 | 1.55 |
| Dispersibility (30 s), % | 71 | 59 | 63 |
| Dissolution time (90%), s | 78 | 94 | 89 |
| Mouthfeel (creaminess, /9) | 4.8 | 3.9 | 5.7 |
| Dietary fiber, % | 52.3 | 47.1 | 44.6 |
| Carotenoids, mg/100 g | 31.6 | — | 12.7 |
| Betalains, mg/100 g | — | 74.8 | — |
Table 7.
Recommended parameters for vacuum-microwave drying.
| Crop | Power (W) | Vacuum (kPa) | Time (min) | Temperature (°C) | Nutrient retention (%) | Moisture (%) | Drying rate (g/min) |
|---|---|---|---|---|---|---|---|
| Carrot | 400–600 | 10–15 | 20–30 | 40–50 | 70–85 | 5–7 | 0.2–0.3 |
| Beetroot | 300–500 | 5–10 | 15–25 | 35–45 | 75–90 | 4–6 | 0.15–0.25 |
| Pumpkin | 200–400 | 5–10 | 10–20 | 30–40 | 80–95 | 5–8 | 0.25–0.35 |
Table 8.
Comparative key performance indicators of vegetable powders.
| Parameter | VMD | US + Convective drying | Difference |
|---|---|---|---|
| Moisture | 5.2–6.1% | 7.4–8.2% | 30–40% higher, poorer shelf life |
| Water activity (aₓ) | 0.28–0.33 | 0.39–0.46 | High microbiological risk |
| Carr’s index | 23.7–30.4 | 32.1–36.8 | Inferior flowability |
| Dispersibility (30 s) | 72–88% | 59–71% | 15–25% lower |
| Dissolution time | 45–68 s | 78–94 s | 1.5–2 times longer |
| Mouthfeel (creaminess) | 5.1–7.8 | 3.9–5.7 | Noticeably poorer |
| Retention of carotenoids/betalains | 100% (baseline) | –23…–27% | Significant loss of active compounds |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2026 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



