
Submitted:
30 December 2025
Posted:
31 December 2025
You are already at the latest version
Abstract
This study aims development of wood-based particleboard contributing to resource, environmental and health impact issues. Conventional particleboard industry uses synthetic, mostly formaldehyde-based adhesives concerning environmental, health and utilization risks. Due to the increase of prices, restrictions and competition in wood processing industry the issue of biomass resources for particleboard production gains another primary importance. Responding to the outlined issues the study investigates suitability of available sawdust resources from production residues of cellular wood materials and recycled particleboards combined with natural suberinic acids as binder derived from birch outer bark. Impact of furnish structure, binder content (15–21%), pressing temperature (190–220 ℃), pressing rate (0.9–1.7 min/mm) and density (650–850 kg/m3) on the obtained particleboard properties was evaluated. Results show that it is possible to achieve requirement values proposed for boards for use as interior fitments including furniture according to EN 312, Type P2 for thickness swelling (≤ 17%) and internal bonding (≥ 0.40 N/mm2). The bending properties of the obtained particleboards are very close to the requirement values (MOE ≥ 1800 N/mm2, MOR ≥ 11 N/mm2), suggesting for the further improvement at the target density levels. Furnish structure, board thickness, density and pressing temperature are the most influencing factors on the achieved properties.
Keywords:
wood sawdust
; recycled particleboard
; bio‐based adhesive
; suberinic acids
; green composites
; particleboard
; properties
1. Introduction
Conventional global wood-based particleboard production has a growing trend exceeding 100 million m3 per year since 2021 [1]. It’s an engineered product for many applications in furniture, construction, and packaging composed of wood/lignocellulosic particles bonded by a synthetic adhesive, usually containing cancerogenic formaldehyde. This disadvantage causes health concern, especially in in-house environments required by air quality control [2]. Therefore, it is very important to develop the product looking for eco-friendly adhesives, preferably from natural resources. Regarding natural biomass-based adhesive development, there are many attempts to introduce starch [3], proteins (soy, gluten, casein) [4], lignins (alkaline, hydrolysis, organosolv, lignosulfonate, etc.) [5], tannins [6], and acids [7] into particleboard production with requirement property values. The findings of the studies on particleboards made with alternative bio-based adhesives (based on soy protein, lignin, tannin, and starch) reveal comparable physical and mechanical properties of those made with conventional urea-formaldehyde resin [8]. Development of binder-less particleboards without any additional adhesives are also on great attention [9]. However, the last direction could be achieved mostly for high-density (> 1000 kg/m3) particleboards [10]. The approach of reducing environmental impact by developing synthetic adhesives for particleboard is also have been attempted [11,12]. Suberinic acids (SA) obtained from birch (Betula) outer bark were investigated in Latvian State Institute of Wood Chemistry, showing a good adhesive properties and high suitability for particleboard production from birch wood particles [13,14]. However, the SA compatibility with other raw materials is not investigated so far.
Another challenge of particleboard industry is availability of raw materials by means of wood competition between wood product sectors, supply and growing cost. One of the key solutions regarding raw materials is reuse of wood after a life cycle of many wood products approaching industrial application. There was reported that particleboard and the core layer of oriented strand board could be fully substituted by recycled wood particles retaining the property values according to relevant standard requirements [15]. Another viable key approach to fulfil the demand of raw materials for particleboard production is introducing available agro-industrial wastes like straw, stalk, bagasse, grass, etc. It was reported a feasibility of agricultural residues for particleboard manufacturing in many cases exhibiting sufficient property values compared to conventional particleboards [16]. These approaches could ensure sustainable development of particleboards featuring economic growth, social inclusion and environmental protection. Performance of particleboards based on annual plant byproducts bound with casein adhesive was demonstrated yielding efficient potential for application in furniture or door panels [17]. Besides the mentioned solutions there are available tons of wood sawmill by-products like sawdust with a great potential to be used in particleboard production [18]. Some decades ago, a cellular wood material (CWM) was engineered as a lightweight wood product for furniture, door production, and transportation components [19]. However, due to the sawn longitudinal grooves, more than 40% of the log-producing CWM is generated as sawdust by-product for potential further processing.
Taking into account in the above highlighted issues this study aims investigation of particleboards using different types of sawdust and SA-based binder derived from birch outer bark. For the first time, a particleboard was made using a combination of sawdust after CWM production from pine wood (Pinus sylvestris), the recycled particles from used particleboard, and SA binder. The obtained particleboards were evaluated for potential suitability to be used as interior fitments (including furniture) for use in dry conditions according to European requirements EN 312, Type P2 [20]. The results obtained provide a data-based assessment of used sawdust and SA binder for suitability in particleboard production, and identify key directions for further optimization of their mechanical performance.
2. Materials and Methods
2.1. Raw Materials
Three different furnishes of wood particles were used in this study for the board production and investigation. Two particle furnishes were prepared by a longitudinal inner sawing of dried pine wood (Pinus sylvestris) boards (20x100x1000 mm) using two different circular sawblades. One sawblade is characterized by the teeth number Z24 and the tooth top bevel angle of 20° (Figure 1, GS), another – Z18 with flat top tooth (0°) (Figure 1, GM). The sawblade diameter (250 mm) and tooth width (3.2 mm) were constant for both sawblades. Further the sawdust obtained by the longitudinal sawing with GS sawblade is denominated as LS-/ and the sawdust obtained by GM sawblade – as LS-|.
The third particle furnish was delivered from a local particleboard factory Kronospan Latvia containing recycled particleboard particles of two fractions. A fine (< 2 mm) and coarse (55% > 2 mm) particle fractions were received without added binder. However, taking into account that the received particles were extracted from recycled particleboards, we assume that they contain some amount of cured adhesive and additives. Since the delivered industrial furnish contain only recycled particles, further it is denominated as RE. A dimensional fraction of used furnish particles is shown in Table 1.
2.2. Binder Preparation
Ethanol-extracted birch outer bark was ground to pass a 2 mm sieve and hydrolytically depolymerized in KOH solution for 30 min as described in [21]. The filtered wet substance with a moisture content (MC) of ~75% was used as the SA-based binder (solubility in dimethylsulfoxide ~41%, acid number ~49 mg KOH/g) without any other additives.
2.4. Production of Particleboards
Three-layer particleboards were produced using three types of furnishes defined above. To use all fractions of sawn LS particles, the face layers were formed from the particle fraction < 1 mm, and the core layer – from the particles > 1 mm. Based on a previous study [14], 21–25% (o.d.) of wet SA binder was added to the furnish of both LS-particles, and 15–21% to the RE-particles. Then, the furnishes were dried (MC < 2%), and hot-pressed, varying the temperature (190–220 ℃) and time (0.9–1.7 min/mm) to obtain the particleboards with measurements of 9 mm × 30 mm × 30 mm, and a set density in the range of 650–850 kg/m3. The pressing cycle for all board types consisted of four steps:
- pressing under the maximum pressure (3 MPa) to achieve the set thickness for 3.5 min;
- pressure release down to 0.2 MPa for 30 s;
- pressing under decreased pressure (< 2 MPa) to stabilize the thickness for 3 min;
- pressing under minimum pressure (0.5 MPa) until the end of set pressing time.
The type and conditions of produced particleboards are summarized in Table 2. The distance bars were used during the hot-pressing to control the set thickness of the boards. The particleboard production flow is shown in Figure 2.
The produced particleboard samples were conditioned in a chamber under controlled conditions (temperature 20 ± 2 ℃ and relative humidity 60 ± 5%) until equilibrium moisture content.
2.5. Evaluation of Particleboards
The obtained particleboards were characterized according to the relevant standards by density [22], modulus of elasticity (MOE) and modulus of rupture (MOR) in the 3-point bending test [23], tensile strength perpendicular to the plane of the board (IB) [24], thickness swelling/water absorption (TS/WA) after immersion in water for 24 h [25], and face withdrawal of screw resistance (WSR) [26]. Mechanical tests (MOE, MOR, IB, FWS) were performed on a ZWICK/Roell Z010 (Ulm, Germany) universal machine for testing resistance of materials.
A size of specimens was 200 mm × 50 mm at the bending testing, and 50 mm × 50 mm for all other properties testing. Five specimens were determined in each test to calculate an average value of each property. The obtained board’s properties were compared with the European requirements EN 312 for particleboards for interior fitments (including furniture) for use in dry conditions (Type P2) [20]. The factors of the influence on the mean values of the tested properties are analyzed at the confidence level α=0.05 by using the Excel software tools one-way ANOVA and CORRELATION.
3. Results
3.1. Properties of Obtained Particleboards
The obtained particleboards have a brown color because of SA binder and are of great quality in terms of machinability and surface roughness (Figure 2e). An initial study on LS particle fraction and pressing time revealed that the particle fraction > 2 mm resulted in the highest bending properties (MOE 900 N/mm2, MOR 6 N/mm2). In turn, the pressing time of 0.8 and 1.2 min/mm didn’t show a significant difference between the tested properties. Based on this, and on the LS furnish fractional content (Table 1), further boards were composed of three layers: the core layer containing particles of > 1 mm, and the face layers containing particles of < 1 mm. In addition to varying pressing conditions, four sample groups were made of both LS particle furnish without the fraction < 0.5 mm. The results of detected properties of obtained particleboards depending on all variables are summarized in Table 3.
The achieved density values of the obtained particleboards vary in range of 620–960 kg/m3 (Table 3) exceeding the set density range. This is occurred because of different particle furnish was used with specific particle shape and fraction as shown in Table 1. During the experimental particleboard preparation, the furnish mass relation to the set density was adjusted for each furnish specifically, further obtaining anticipated density values.
3.1.1. Resistance to Water
After the immersion in water for 24 h of the obtained particleboards the WA values were detected in range of 49–109% (Table 3). The obtained WA values differ significantly and is mostly dependent on density (r = −0.73). There was also observed a moderate impact of pressing temperature (r = −0.39) in terms of the lower WA values achieved the boards hot-pressed at the higher temperature (220 ℃). In average, a lower WA value (76%) achieved the boards made of LS-particles than from RE-particles (87%) indicating the impact and difference of the used particle’s geometry. On the other hand, such result was impacted by amount of binder. For e.g., comparing the boards made of different furnishes with the same amount of the binder, the results of WA are not significantly different (samples No 7, 15 and 27, Table 3). There was not observed the significant difference between the furnishes LS-/ and LS-| on WA values (samples No 6 vs 14 and 7 vs 15, Table 3). The same observation is in case of the elimination of fine fraction in both LS-furnishes (samples No 7 vs 8 and 15 vs 16, Table 3). A strong positive relationship (r = 0.52) between WA and TS values of the obtained particleboards depending on the used furnishes is shown in Figure 3. In addition, a strong negative relationship was assessed between WA and MOR (r = −0.70), and IB (r = −0.71) values of the obtained particleboards meaning a higher water absorption at the lower mechanical properties.
The detected TS values of the obtained particleboards significantly vary in range of 9–42% (Table 3). There was assessed a strong negative correlation (r = −0.67) between the boards TS values and the pressing temperature meaning improvement of TS with increasing temperature. In average, the boards made of LS-particles achieved twice lower TS than the boards from RE-particles that was impacted by the binder amount as in the case of WA. However, as in the case of WA, comparing the boards from three different furnish particles made at the same conditions and density (samples 7, 15 and 27, Table 3), the difference in TS values is insignificant. As well, the exclusion of fine fraction from LS-particles resulted to insignificant difference on TS values (samples No 7 vs 8 and 15 vs 16, Table 3).
The increase of binder from 21 to 25% in the boards with LS-furnish resulted to insignificant differences on both WA and TS values (samples No 6 vs 12, Table 3). However, in the case of RE-furnish, the increase of the binder from 15% to 21% resulted improved water resistance, the difference being significant in the case of TS (samples No 25 vs 26, Table 3).
3.1.2. Resistance to Bending
MOR of the obtained particleboards vary in range of 2.0–10.3 N/mm2 (Table 3) strongly depending on density (r = 0.65). MOE of the obtained particleboards achieved values between 360 and 2040 N/mm2 (Table 3) with a lower dependence on the density, however, the assessed correlation is strong (r = 0.51). A very strong correlation (r = 0.79) obtained between MOR and MOE of the boards (Figure 4) indicate to stiff material with low strength. A low negative correlation is estimated on MOE values with increasing pressing rate (r = −0.40). There are observed some variation in MOR and MOE of the boards depending on pressing conditions and LS-furnishes (including fraction), in some cases showing a significant difference, however, not so big in terms of the achieved values. It should be noted, that in average the boards with RE-particles achieved a higher both MOE and MOR values comparing to the boards with LS-particles (e.g., samples No 7, 15 vs 27, Table 3). It is worth also noting, if the board with LS-particles achieved the highest bending values depending on high density (sample No 5, Table 3), the board with RE-particles (sample No 21, Table 3) it achieved with a density of 750 kg/m3 depending on a lower thickness of the board. Indeed, the board samples No 19–21 were obtained with a thickness of 7 mm instead of 9 mm as all other boards that significantly influenced the bending values even at a lower density. The increase of binder from 21 to 25% in the boards with LS-furnish resulted to significant increase on both MOE and MOR values (samples No 6 and 12, Table 3). However, in the case of RE-furnish, the increase of the binder from 15% to 21% resulted to significant decrease of bending values (samples No 25 vs 26, Table 3) indicating that the SA binder content achieved its potential improvement to mechanical properties at the level between 15–20%.
3.1.3. Evaluation of Adhesion
IB of the obtained particleboards achieved significantly different values between 0.2 N/mm2 and 1.5 N/mm2 (Table 3) in some extent depending on density that prove an estimated correlation (r = 0.46). There is no significant difference between the IB values of the board with LS-furnish (samples No 11 vs 12) indicating that it is not worth to increase the SA binder from 21% to 25% nor pressing rate from 1.5 to 1.7 min/mm. In spite of high IB value difference between the samples No 12 and 13 (Table 3), the ANOVA confirmed insignificance due to high deviation of individual specimens. This also indicate that the most influencing factor on IB strength is the pressing temperature instead of pressing rate.
The boards obtained with RE-particles under the same conditions and density achieved significantly higher IB values compared to LS-particles (sample No 14 vs 26, Table 3) indicating the influence of used furnish. However, the highest IB values achieved the boards with LS-/ furnish at the density ≥ 750 kg/m3 (samples No 9, 10). Regarding the particle influence, the LS-/ resulting higher values compared to LS-| furnish (samples No 6 vs 14, Table 3), even without the fine particle fraction (samples No 8 vs 16, and 9 vs 17, Table 3). This could be explained by the different particle fraction between the furnishes (Table 1) in which the LS-/ contains more finer fraction (< 2 mm) than LS-| affecting the core layer of the board during the IB testing. In turn, the fraction > 2 mm of RE-furnish also contain 33% like in the case of LS-|, resulted to significantly higher IB value achieved between the boards with density 720 kg/m3 (samples No 15, 16 vs 27) indicating the influence of both particle shape and fractional distribution. Finally, analyzing the highest IB value obtained with LS-/ furnish (sample No 10, Table 3), the influence of the furnish preparation was observed. There was concluded that a feed rate of the log at the sawing was different resulting a lower content of fine fraction (< 2 mm) at a higher feed rate that was a random reason for IB improvement.
In this study WSR was tested mostly for the boards made under the same production conditions, but with different densities and furnishes. In spite of that, WSR values of the obtained particleboards vary significantly in range of 209–588 N (Table 3) depending mostly on density; however, the particle geometry makes a sense as well. In general, a higher WSR achieved the boards with RE-furnish that could be related to the particle characteristics being significantly thicker and harder than LS-particles. E.g., the highest WSR value (588 N) achieved the board made of RE-particles with a density of 720 kg/m3 (sample No 27, Table 3). In turn, the boards made of LS-particles with the same density (samples No 7 and 15, Table 3) achieved significantly lower WSR values indicating the significant difference between the used LS- and RE-particles. An exception is the sample No 10 (Table 3) with different particle fraction distribution resulting to significantly increased WSR values as in the case of IB property. Also, similar to IB results, the boards made of the LS-/ furnish achieved higher WSR values than those from LS-| furnish (samples No 6 vs 14, and 7 vs 15). There was observed a positive moderate correlation (r = 0.47) between the WSR and IB values of the obtained boards (Figure 5) indicating to a high enough WSR capability of the boards provided by the SA-based binder.
Regarding the binder influence, WSR value was slightly increased in the case of LS-furnish (sample No 6 vs 12, Table 3), and decreased in the case of RE-furnish (sample 24 vs 26, Table 3). Without relationship with IB, there is observed a strong WSR correlation with MOE (r = 0.82), and MOR (r = 0.76) indicating a typical interrelation between mechanical properties of particleboards.
4. Discussion
In the previous section was shown that the properties of the obtained particleboards significantly varied depending on all the research factors: the production conditions (pressing temperature and time), board density and the used furnish. That is typical as in the case of conventional particleboard too [27]. There was shown that the influence of research factors on the tested properties was different. The density of the boards influenced all the tested properties except of TS that was influenced by the pressing temperature and binder content. In turn, the influence of pressing conditions on the obtained particleboard properties was different. For e.g., the increase of pressing temperature from 200 to 220℃ slightly improved WA and IB, TS was improved significantly, but in the case of bending properties, particularly MOE, the influence was observed as slightly negative. The influence of all research factors on the board’s properties and interrelation between the properties in terms of assessed correlation coefficients is summarized in Table 4. From it can be seen that the increase of binder resulted a negative correlation with almost all board properties except of IB meaning an improvement of IB, WA and TS. The pressing rate showed the lowest impact on the board properties, in the case of MOE the correlation being moderate negative (Table 4).
In general, our conclusions agree to other works on investigation of particleboards, e.g., from flax shives and sunflower bark bonded by casein-based adhesives [17], sawmill residues using formaldehyde-based MUF adhesive [18], miscanthus bonded by synthetic MDI [28], and recycled particleboards bonded by tannin and sucrose [29]. Investigating the influence of furnish structure depending on particle fraction was shown the most advantageous properties of resulting particleboards when outer layers were formed with particles mostly > 0.63 mm while core layer > 10 mm [18]. Regarding biobased adhesives, the suitable resin content composed of tannin and sucrose (25:75) was found 30 to 40%, while optimal hot-pressing temperature and rate were 220℃ and 1.1 min/mm, respectively [29]. In our case the suitable SA binder content and pressing rate ensuring quite efficient board properties with all used furnishes is 21% and 1.5 min/mm, respectively. Although synthetic adhesives (like, for e.g., MDI) ensures fast particleboard pressing rate (25 s/mm), MOR of the resulting boards with a density 600 kg/m3 vary in range of 7–10 N/mm2 depending on particle fraction proportion and composition [18]. In our case maximum of the achieved MOR are also 10 N/mm2, but with a density of 960 kg/m3 in the case of LS-furnish (sample No 5, Table 3) and with a density of 750 kg/m3 in the case of RE-furnish influenced by lower board thickness (sample No 21, Table 3). In that point, RE-furnish is more compatible with SA binder, however, LS-furnish have also a potential in terms of very satisfactory values achieved in water resistance and adhesive property. In turn, WSR of the most advanced particleboards obtained during this study (samples No 10 and 27, Table 3) achieved values between 505–588 N, very comparable with WSR of the soybean boards bonded by epoxidized sucrose soyate varying in range of 68–680 N [30].
Regarding used wood species in this study, the achieved particleboard properties compete with the boards obtained from birch wood particles bonded by the same SA binder [14]. Only the bending properties achieved during this study are lower those achieved by the boards from birch (MOR up to 18.7 N/mm2), however, the result was affected by a higher density (> 800 kg/m3) in spite of variation in the binder parameters [13]. From another point of view, the blocks of CWM composed of sawn pine solid wood (the sawdust of which is used in this study) that advised for furniture and door manufacturing, represent MOR value only 2.15 MPa and MOE value 140 MPa [19] being significantly lower compared to our results.
In terms of EN requirements for particleboards for use as interior fitments including furniture [20], not all the particleboard properties obtained during this study meet the standard requirements. Actually, only the bending properties are a bit lower the limit value, however, the board composed of RE-particles with a density of 750 kg/m3 demonstrate the most suitable manufacturing parameters with achieved requirement value for MOE (sample No 21, Table 3). This achievement suggests for future development of particleboard bonded by SA binder aiming adjustments in furnish configuration to increase the bending properties. For e.g., in many cases development of particleboard from agricultural biomass combined with different adhesive systems including formaldehyde-based represent MOR values lower than EN standard requirement (11 N/mm2) [16].
5. Conclusions
The results show that it is possible to obtain particleboards using both particles from LS- and RE-furnishes bonded by SA-based natural binder. Suberinic acids-derived binder obtained from birch outer bark have a potential to be used for particleboard production using both pine sawdust: virgin and recycled. The most influencing factors for the preferable board properties are furnish composition, thickness, density and pressing temperature. The boards composed of RE-furnish and 21% of SA binder hot-pressed at 220℃ and 1.5 min/mm with a thickness of 7 mm and a density of 750 kg/m3 approaches the standard requirement values proposed for boards for use as interior fitments according to EN 312, Type P2. The achieved optimal properties (TS 9–12%, MOE 1700–2040 N/mm2, MOE 7.9–10.1 N/mm2, IB 0.72–1.54 N/mm2) of the investigated particleboards suggest for future development aiming to increase bending properties.
Author Contributions
Conceptualization, software, validation, writing—original draft preparation, supervision, project administration, funding acquisition, R.T.; methodology, A.B., M.A. and R.B.; formal analysis, investigation, R.T., A.B., M.A. and G.P.; resources, R.T. and R.B.; data curation, A.B., M.A. and G.P.; writing—review and editing, all authors; visualization, R.T. and A.B. All authors have read and agreed to the published version of the manuscript.
Funding
This research including APC of the article were funded by the LATVIAN COUNCIL OF SCIENCE within the State Research Program, Project “Innovation in Forest Management and Value Chain for Latvia's Growth: New Forest Services, Products and Technologies (Forest4LV)”, grant number VPP-ZM-VRIIILA-2024/2-0002.
Data Availability Statement
The data generated during the study and the supporting conclusions of this article will be available on request.
Conflicts of Interest
The authors declare no conflicts of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript; or in the decision to publish the results.
Abbreviations
The following abbreviations are used in this manuscript:
| LS | Sawdust obtained by longitudinal sawing |
| RE | Recycled particles |
| SA | Suberinic acids |
| WA | Water absorption |
| TS | Thickness swelling |
| MOR | Modulus of Rupture |
| MOE | Modulus of elasticity |
| IB | Internal bonding |
| WSR | Withdrawal screw resistance |
References
- FAOSTAT Forestry Production and Trade. Available Online: Https://Www.Fao.Org/Faostat/En/#data/FO [Accessed November 26, 2025].
- Lebkowska, M.; Zaleska-Radziwill, M.; Tabernacka, A. Adhesives Based on Formaldehyde – Environmental Problems. Biotechnologia 2017, 98, 53–65.
- Watcharakitti, J.; Win, E.E.; Nimnuan, J.; Smith, S.M. Modified Starch-Based Adhesives : A Review. Polymers (Basel). 2022, 14. [CrossRef]
- Khosravi, S.; Khabbaz, F.; Nordqvist, P.; Johansson, M. Protein-Based Adhesives for Particleboards. Ind. Crops Prod. 2010, 32, 275–283. [CrossRef]
- Agustiany, E.A.; Ridho, M.R.; Rahmi, M.D.N.; Madyaratri, E.W.; Falah, F.; Lubis, A.M.R.; Solihat, N.N.; Syamani, F.A.; Karungamye, P.; Sohail, A.; et al. Recent Developments in Lignin Modification and Its Application in Lignin-Based Green Composites : A Review. Polym. Compos. 2022, 1–18. [CrossRef]
- Zhou, X.; Du, G. Applications of Tannin Resin Adhesives in the Wood Industry. In Tannins - Structural Properties, Biological Properties and Current Knowledge; IntechOpen, 2019; p. 19.
- Lee, S.H.; Tahir, P.M.; Lum, W.C.; Tan, L.P.; Bawon, P.; Park, B.-D.; Osman Al Edrus, S.S.; Abdullah, U.H. A Review on Citric Acid as Green Modifying Agent and Binder for Wood. Polymers (Basel). 2020, 12, 1–21, doi:doi:10.3390/polym12081692.
- Mirindi, D. A Review of Particleboard Development and Performance Using Non-Toxic and Biodegradable Adhesives. Int. J. Eng. Trends Technol. 2024, 72, 252–260. [CrossRef]
- Vitrone, F.; Ramos, D.; Ferrando, F.; Salvad, J. Binderless Fiberboards for Sustainable Construction. Materials, Production Methods and Applications. J. Build. Eng. 2021, 44, 102625. [CrossRef]
- Ferrandez-Garcia, A.; Ferrandez-Garcia, M.T.; Ferrandez-Villena, M.; Garcia-Ortuño, T. Influence of the Density in Binderless Particleboards Made from Sorghum. Agronomy 2022, 12, 1–10. [CrossRef]
- Solt, P.; Konnerth, J.; Gindl-Altmutter, W.; Kantner, W.; Moser, J.; Mitter, R.; van Herwijnen, H.W.G. Technological Performance of Formaldehyde-Free Adhesive Alternatives for Particleboard Industry. Int. J. Adhes. Adhes. 2019, 94, 99–131. [CrossRef]
- Muhammad Zain, N.; Ghazali, F.A.; Roslin, E.N. Potential of Natural Oil-Based Polyurethane as an Adhesive for Particleboard Production: A Review. Int. J. Mech. Eng. Technol. 2018, 9, 1485–1493.
- Rizhikovs, J.; Brazdausks, P.; Paze, A.; Tupciauskas, R.; Grinins, J.; Puke, M.; Plavniece, A.; Andzs, M.; Godina, D.; Makars, R. Characterization of Suberinic Acids from Birch Outer Bark as Bio-Based Adhesive in Wood Composites. Int. J. Adhes. Adhes. 2022, 112, 102989. [CrossRef]
- Tupciauskas, R.; Rizhikovs, J.; Grinins, J.; Paze, A.; Andzs, M.; Brazdausks, P.; Puke, M.; Plavniece, A. Investigation of Suberinic Acids-Bonded Particleboard. Eur. Polym. J. 2019, 113, 176–182. [CrossRef]
- Nguyen, D.L.; Luedtke, J.; Nopens, M.; Krause, A. Production of Wood-Based Panel from Recycled Wood Resource: A Literature Review. Eur. J. Wood Wood Prod. 2023, 81, 557–570. [CrossRef]
- Hua, S.; Chen, W.; Geng, J.; Kristak, L.; Taghiyari, H.R.; Antov, P.; Pe, M.; Adly, M.; Lubis, R.; Fatriasari, W.; et al. Particleboard from Agricultural Biomass and Recycled Wood Waste: A Review. J. Mater. Res. Technol. 2022, 20, 4630–4658. [CrossRef]
- Mahieu, A.; Vivet, A.; Poilane, C.; Leblanc, N. Performance of Particleboards Based on Annual Plant Byproducts Bound with Bio-Adhesives. Int. J. Adhes. Adhes. 2021, 107, 102847. [CrossRef]
- Mirski, R.; Dukarska, D.; Derkowski, A.; Czarnecki, R.; Dziurka, D. By-Products of Sawmill Industry as Raw Materials for Manufacture of Chip - Sawdust Boards. J. Build. Eng. 2020, 32, 101460. [CrossRef]
- Iejavs, J.; Spulle, U. Cellular Wood Material Properties – Review. Drew. 2016, 59, 5–18. [CrossRef]
- EN 312 Particleboards - Specifications 2010, 1–18.
- Tupciauskas, R.; Berzins, A.; Andzs, M.; Berzins, R.; Rizikovs, J.; Pavlovics, G. Physical – Mechanical Properties of Innovative Biobased Particleboards for Application in External Building Façades. Forests 2025, 16.
- EN 323 Wood-Based Panels. Determination of Density; 1993;
- EN 310 Wood-Based Panels. Determination of Modulus of Elasticity in Bending and of Bending Strength 1993, 1–8.
- EN 319 Particleboards and Fibreboards - Determination of Tensile Strength Perpendicular to the Plane of the Board 1993.
- EN 317 Particleboards and Fibreboards – Determination of Swelling in Thickness after Immersion in Water 1993.
- EN 320, E.S. Particleboards and Fibreboards - Determination of Resistance to Axial Withdrawal of Screws 2011.
- Thoemen, H.; Irle, M.; Sernek, M. Wood-Based Panels - An Introduction for Specialists; Brunel University Press: London, 2010; ISBN 9781902316826.
- Klímek, P.; Wimmer, R.; Meinlschmidt, P.; Kúdela, J. Utilizing Miscanthus Stalks as Raw Material for Particleboards. Ind. Crops Prod. 2018, 111, 270–276. [CrossRef]
- Zhao, Z.; Umemura, K. Investigation of New Natural Particleboard Adhesive Composed of Tannin and Sucrose. Effect of Pressing Temperature and Time on Board Properties, and Characterization of Adhesive. BioResources 2015, 10, 2444–2460.
- Sitz, E.D.; Bajwa, D.S.; Webster, D.C.; Monono, E.M.; Wiesenborn, D.P.; Bajwa, S.G. Epoxidized Sucrose Soyate—A Novel Green Resin for Crop Straw Based Low Density Fiberboards. Ind. Crops Prod. 2017, 107, 400–408. [CrossRef]
Figure 1.
Tooth angles of circular saws GS (LS-/) and GM (LS-|).
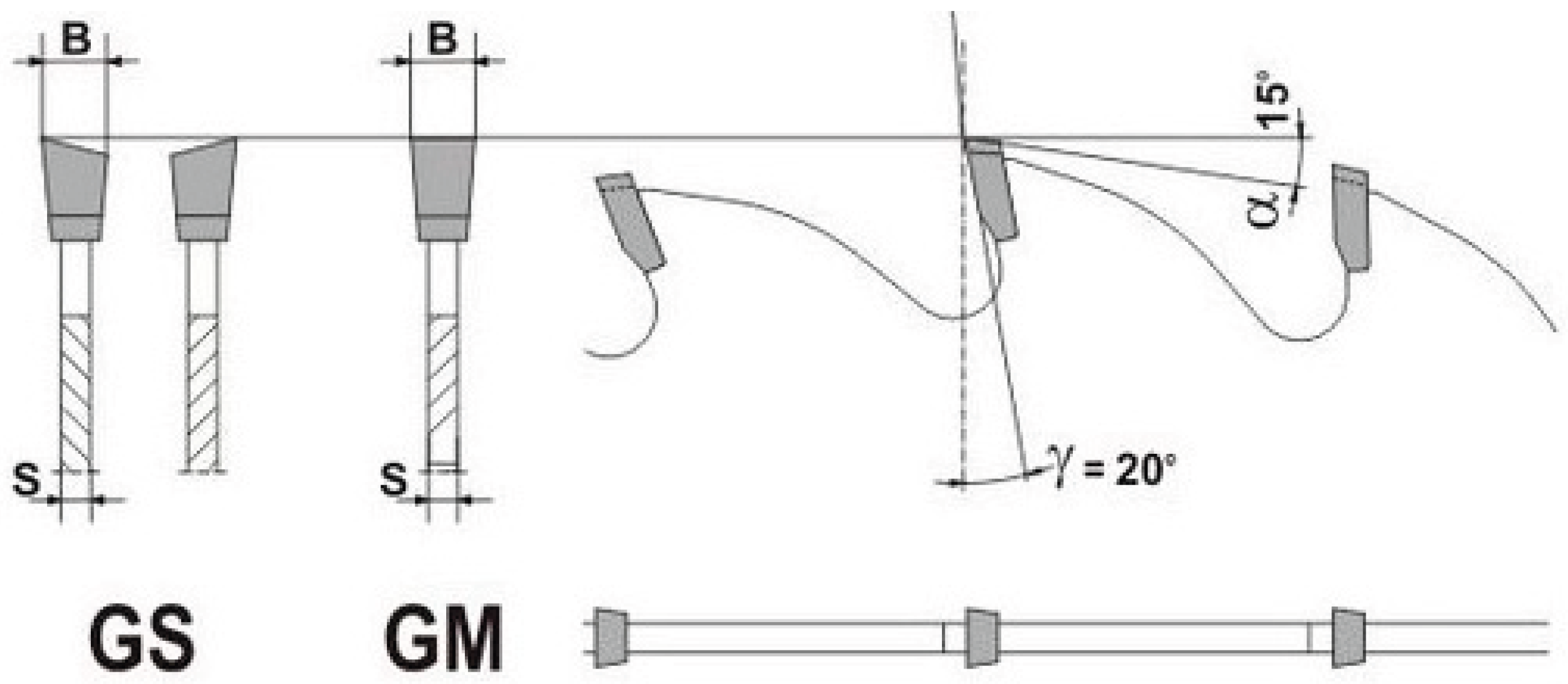
Figure 2.
Flow diagram representing preparation of LS sawdust (a), shape of LS-particles (b), shape of RE-particles (c), addition of binder (d), and obtained particleboards (e).
Figure 2.
Flow diagram representing preparation of LS sawdust (a), shape of LS-particles (b), shape of RE-particles (c), addition of binder (d), and obtained particleboards (e).
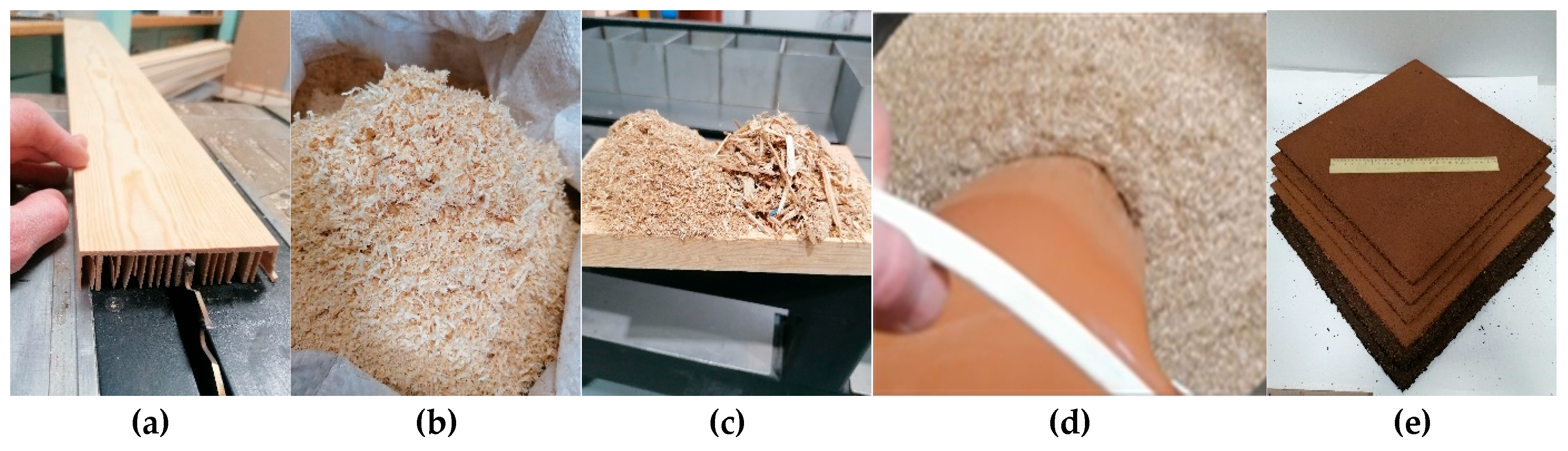
Figure 3.
TS vs WA of the obtained particleboards depending on furnish.
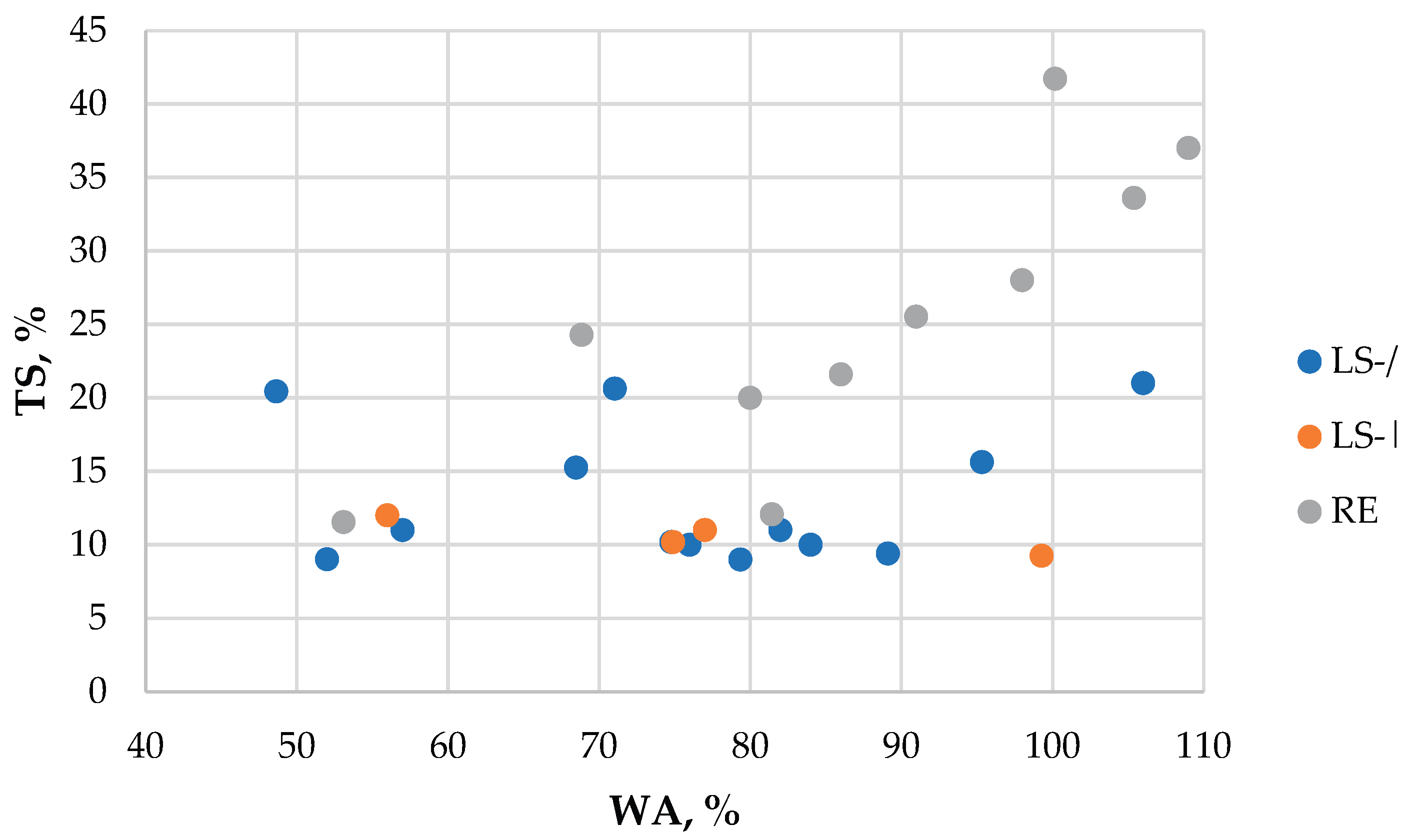
Figure 4.
MOE vs MOR of the obtained particleboards depending on furnish.
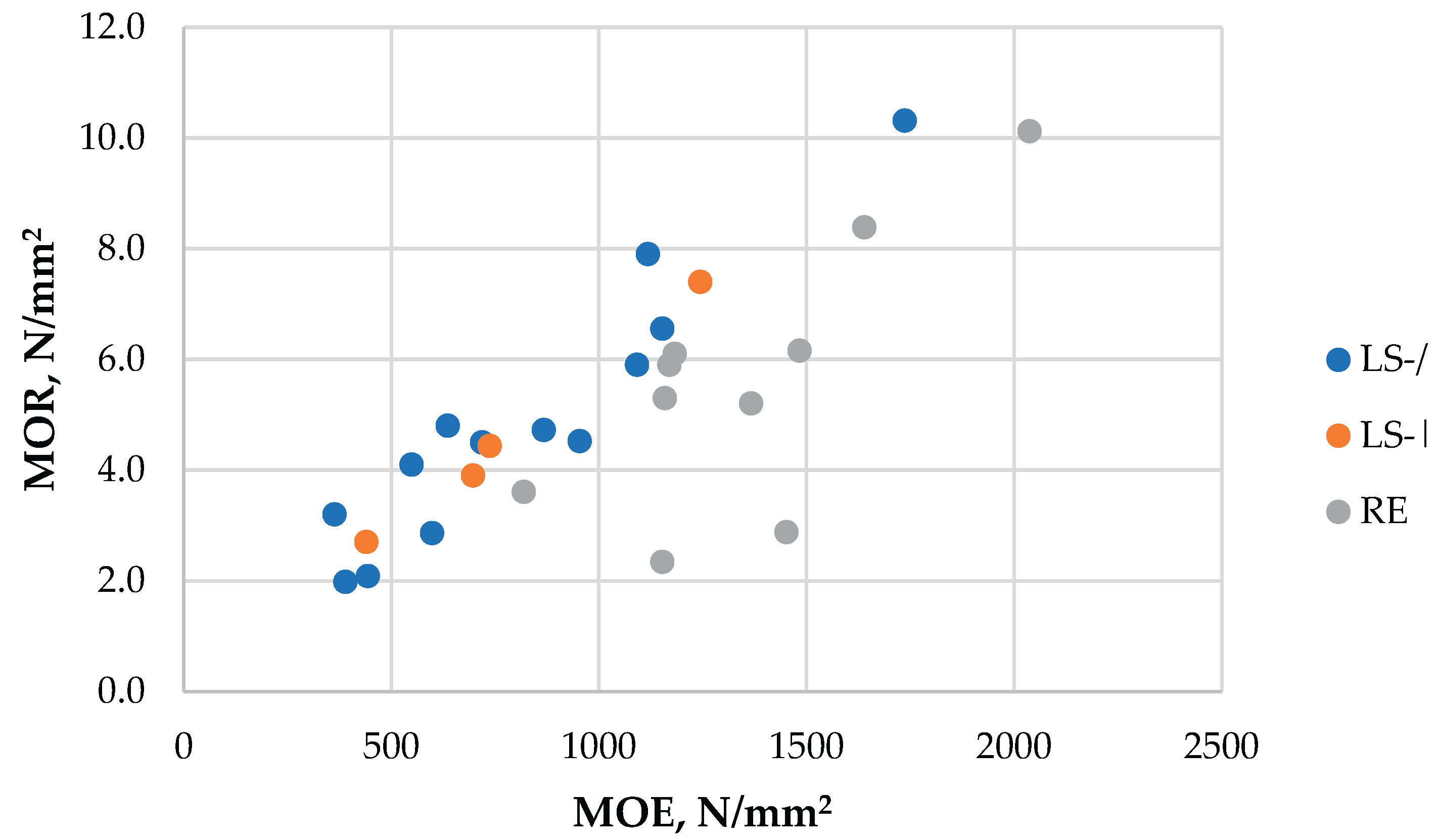
Figure 5.
WSR vs IB of the obtained particleboards depending on furnish.
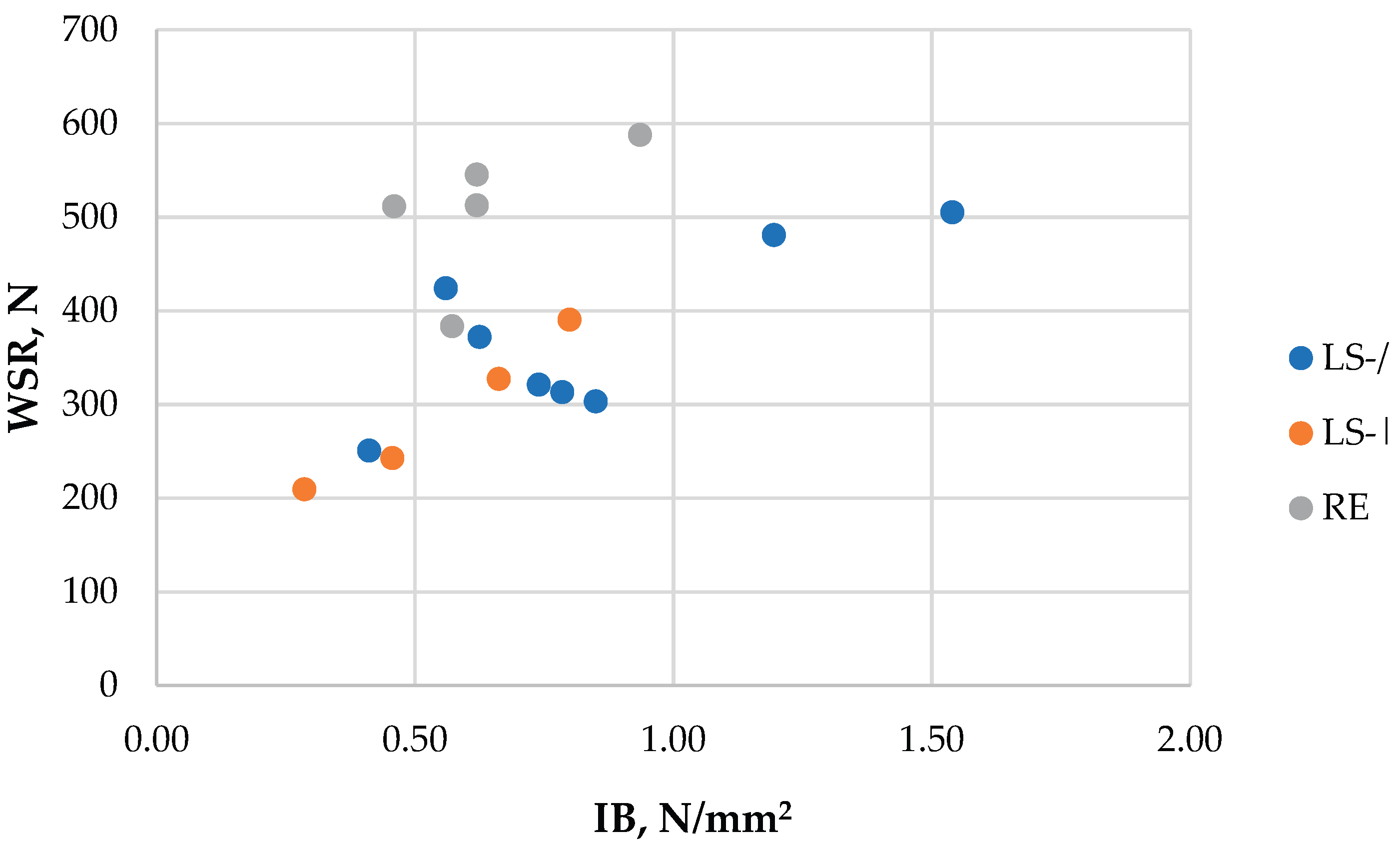

Table 1.
Percentage of used furnish particle dimensional fractions.
| Furnish | < 0.5 mm | 0.5 – 1 mm | 1 – 2 mm | > 2 mm |
| LS-/ | 19.4 | 20.7 | 43.5 | 16.2 |
| LS-| | 35.3 | 17.6 | 14.6 | 32.4 |
| RE | 12.8 | 27.6 | 26.2 | 33.4 |
Table 2.
Parameters of particleboard production.
| Furnish |
Binder (%) |
Temperature (℃) |
Pressing rate (min/mm) |
Density (kg/m3) |
| LS | 21–25 | 190–220 | 1.0–1.7 | 650–850 |
| RE | 15–21 | 0.9–1.5 | 650–750 |
Table 3.
Properties of obtained particleboards bonded by SA-based adhesive.
| No | Sample 1 |
Density (kg/m3) |
WA (%) |
TS (%) |
MOE (N/mm2) |
MOR (N/mm2) |
IB (N/mm2) |
WSR (N) |
| 1 | LS-/-21-1.0-210 | 665 (54) 2 | 95 (15) | 15.6 (1.1) | 445 (110) | 2.1 (0.3) | 0.16 (0.04) | n.d. 3 |
| 2 | LS-/-21-1.0-220 | 670 (39) | 79 (5) | 9.0 (2.5) | 600 (45) | 2.9 (0.2) | 0.25 (0.06) | n.d. |
| 3 | LS-/-21-1.0-210 | 775 (44) | 68 (8) | 15.3 (1.8) | 955 (175) | 4.5 (0.5) | 0.27 (0.07) | n.d. |
| 4 | LS-/-21-1.4-200 | 820 (39) | 71 (7) | 20.6 (0.9) | 1155 (190) | 6.6 (1.2) | 0.73 (0.27) | n.d. |
| 5 | LS-/-21-1.4-200 | 960 (35) | 49 (7) | 20.4 (1.2) | 1740 (150) | 10.3 (1.2) | 0.94 (0.13) | n.d. |
| 6 | LS-/-21-1.5-220 | 650 (32) | 89 (6) | 9.4 (1.0) | 390 (90) | 2.0 (0.5) | 0.41 (0.11) | 251 (70) |
| 7 | LS-/-21-1.5-220 | 715 (39) | 75 (5) | 10.2 (1.0) | 870 (120) | 4.7 (0.7) | 0.63 (0.10) | 372 (59) |
| 8 | LS-/>05-21-1.5-220 | 700 (46) | 76 (11) | 10.0 (0.5) | 720 (195) | 4.5 (0.9) | 0.79 (0.24) | 313 (72) |
| 9 | LS-/>05-21-1.5-220 | 805 (34) | 57 (8) | 11.0 (0.8) | 1095 (170) | 5.9 (0.9) | 1.19 (0.17) | 481 (27) |
| 10 | LS-/-21-1.5-220 | 748 (44) | 52 (9) | 9.2 (0.5) | 1120 (250) | 7.9 (1.6) | 1.54 (0.31) | 505 (150) |
| 11 | LS-/-21-1.7-220 | 634 (45) | 84 (14) | 9.8 (0.2) | 550 (90) | 4.1 (0.7) | 0.74 (0.10) | 321 (90) |
| 12 | LS-/-25-1.5-220 | 660 (33) | 82 (10) | 11.0 (0.5) | 635 (130) | 4.8 (1.0) | 0.85 (0.23) | 303 (75) |
| 13 | LS-/-25-4.5-190 | 649 (41) | 106 (11) | 21.2 (3.1) | 365 (75) | 3.2 (0.8) | 0.56 (0.16) | 424 (70) |
| 14 | LS-|-21-1.5-220 | 625 (47) | 99 (12) | 9.2 (1.3) | 440 (90) | 2.7 (0.8) | 0.29 (0.09) | 209 (93) |
| 15 | LS-|-21-1.5-220 | 730 (51) | 75 (11) | 10.2 (1.0) | 740 (165) | 4.4 (0.7) | 0.66 (0.12) | 327 (93) |
| 16 | LS-|>05-21-1.5-220 | 700 (66) | 77 (14) | 11.0 (0.0) | 700 (220) | 3.9 (0.8) | 0.46 (0.17) | 243 (93) |
| 17 | LS|>05-21-1.5-220 | 815 (53) | 56 (11) | 12.0 (0.7) | 1245 (340) | 7.4 (1.8) | 0.80 (0.16) | 390 (115) |
| 18 | RE-15-0.9-200 | 730 (23) | 100 (4) | 41.7 (2.5) | 1452 (76) | 2.9 (0.2) | 0.32 (0.09) | n.d. |
| 19 | RE-15-0.9-200 | 655 (15) | 91 (3) | 25.5 (1.0) | 1483 (346) | 6.2 (1.4) | 0.37 (0.21) | n.d. |
| 20 | RE-15-0.9-220 | 660 (62) | 86 (13) | 21.6 (1.0) | 1365 (124) | 5.2 (1.4) | 0.48 (0.02) | n.d. |
| 21 | RE-15-0.9-220 | 750 (32) | 69 (4) | 24.3 (3.2) | 2040 (94) | 10.1 (0.7) | 0.72 (0.15) | n.d. |
| 22 | RE-15-1.0-200 | 650 (27) | 105 (8) | 33.6 (1.7) | 1153 (72) | 2.3 (0.4) | 0.26 (0.06) | n.d. |
| 23 | RE-15-1.5-200 | 665 (18) | 109 (12) | 37.0 (5.3) | 1160 (140) | 5.3 (0.6) | 0.46 (0.17) | 511 (160) |
| 24 | RE-15-1.1-220 | 644 (19) | 80 (11) | 20.1 (4.1) | 1170 (75) | 5.9 (0.5) | 0.62 (0.11) | 545 (95) |
| 25 | RE-15-1.5-220 | 653 (18) | 98 (21) | 28.4 (8.7) | 1185 (190) | 6.1 (0.7) | 0.62 (0.19) | 513 (150) |
| 26 | RE-21-1.5-220 | 620 (38) | 81 (11) | 12.1 (0.7) | 819 (118) | 3.6 (0.3) | 0.57 (0.08) | 384 (81) |
| 27 | RE-21-1.5-220 | 720 (25) | 53 (7) | 11.5 (0.8) | 1639 (67) | 8.4 (0.5) | 0.94 (0.16) | 588 (60) |
| Standard requirement (EN 312 Type P2) | – | ≤ 17 4 | ≥ 1800 | ≥ 11 | ≥ 0.40 | – | ||
1 The sample code includes following values: furnish particle details (section 2.1) - SA binder content (%) - pressing rate (min/mm) - pressing temperature (℃); 2 values in parenthesis are standard deviation; 3 n.d. not detected; 4 Type P3.
Table 4.
Correlation coefficients (r) between the research factors and particleboard properties.
| Property | Binder | Density | Temperature | Pressing rate | WA | TS | MOE | MOR | IB |
| WA | -0.33 | -0.73 | -0.39 | 0.19 | 1 | 0.52 | -0.38 | -0.70 | -0.71 |
| TS | -0.74 | -0.02 | -0.67 | -0.12 | 0.52 | 1 | 0.50 | 0.04 | -0.33 |
| MOE | -0.60 | 0.51 | -0.15 | -0.40 | -0.38 | 0.50 | 1 | 0.79 | 0.28 |
| MOR | -0.15 | 0.65 | 0.06 | -0.13 | -0.70 | 0.04 | 0.79 | 1 | 0.66 |
| IB | 0.28 | 0.46 | 0.28 | 0.16 | -0.71 | -0.33 | 0.28 | 0.66 | 1 |
| WSR | -0.48 | 0.24 | -0.21 | 0.02 | -0.25 | 0.52 | 0.82 | 0.76 | 0.47 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2026 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license.
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



