Submitted:
25 August 2025
Posted:
26 August 2025
You are already at the latest version
Abstract
Anaerobic digestion (AD) effectively treats organic waste and biomass. This process recovers energy as biogas, while a by-product known as digestate requires proper treatment. The goal of enhancing biogas production as a way of increasing the share of renewable fuels in the transport and industrial sectors comes with the drawback of managing digestates. When the use of digestate as an organic amendment is not feasible, thermal processes are the alternatives currently available to obtain valuable energetic products. Hydrothermal treatment is a promising option among various thermal processes because it is expected to have a lower thermal demand when combined with anaerobic digestion (AD). This contrasts with scenarios where gasification or pyrolysis is used as the accompanying technology. However, several issues regarding the treatment of by-products (process-water and hydrochar contaminants) need to be resolved, along with high operating and maintenance costs, before these technologies can be truly adopted by digestion plants. The present document reviews the current state of the art in hydrothermal carbonization and liquefaction as technologies for treating digestate, focusing on the key aspects that require further research and development.
Keywords:
hydrochar
; land application
; energy demand
; process-water
; hydrothermal carbonization
; hydrothermal liquefaction
1. Introduction
Anaerobic digestion is a mature technology widely recognized as the ideal option for treating organic waste with high biodegradability and high moisture levels. The process has traditionally been applied to the stabilization of sewage sludge, manures, and agronomic residues. In recent years, it has also been proposed as a strategy for providing renewable methane as a substitute for natural gas, using energy crops in this latter case. Anaerobic microflora degrade organics through a sequential set of biological reactions, producing volatile fatty acids as intermediates. Subsequent transformation occurs, resulting in the production of biogas, which primarily consists of methane and carbon dioxide, along with a slurry known as digestate. This digestate is rich in stable organic compounds, minerals, and biological material [1].
Biogas is the primary energy product, with its most common application being the production of energy, either through boilers (to generate heat) or combined heat and power (CHP) engines (to produce both electricity and heat). Other technologies, such as microturbines and fuel cells, have also been proposed, but their higher costs limit their implementation. Biogas upgrading has recently become a preferred option. The REPowerEU communication promotes reducing demand for Russian gas following the Ukraine invasion by doubling the objective of biomethane production established in the Fit for 55 package, which aims to reach 35 billion cubic meters per year by 2030, thereby accelerating the green transition [2]. The process of biogas upgrading involves the removal of contaminants such as water vapor, hydrogen sulfide, oxygen, nitrogen, ammonia, and mercaptans, among others, using different technologies and produces a purified methane gas stream suitable for injection into the natural gas grid [3,4].
However, biogas plants are not free from controversy; a review by Hurtig et al. (2025) indicated that methane fugitive emissions in biogas plants range from 0.5% to 6%, with an average value of approximately 5%. Thus, environmental benefits related to climate change may be negated by the negative impact of biogas leaks. Another relevant issue is associated with the rejection observed in local communities when installing new biogas plants and the final disposal of digested material. Despite the environmental benefits claimed for creating jobs, producing renewable energy, and valorizing waste, which facilitate carbon emission reduction, the local population may still be opposed to this type of investment. Their concerns typically revolve around the annoyance caused by unpleasant odors, as well as problems related to waste transport and storage, including digestate storage and its final disposal [5,6].
1.1. Finding a Solution for Digestate Disposal Is an Urgent Task
Digestate is the by-product obtained from anaerobic digestion. The disposal of this slurry is one of the major drawbacks of the technology if it is not properly stabilized and if no adequate strategy is available for valorization as an organic amendment or for obtaining valuable products; thereby, environmental benefits may be lost, and the material may become a nuisance [7]. Digestate characteristics are dependent on several factors, such as the type of raw materials, digestion time, reactor operating conditions, and reactor solid content. Digestate accumulates complex molecules rich in aromatic carbons and some other compounds with an alkyl carbon structure [8]. Digestates also have a higher mineral content than the raw material from which they originate, due to the biological conversion of labile compounds, the accumulation of minerals, and the breakdown of recalcitrant organics [9]. Therefore, the expected content of sugar and acid intermediaries should be low, and the pH of the material is usually close to neutrality or even higher when the feed contains high levels of proteins.
With the recent interest in biogas plants, the focus of research has shifted to the treatment and valorization of digestate. Applying digestate to land, either right after anaerobic stabilization or following composting, is one of the most common practices. Several benefits have been demonstrated regarding the recycling of nutrients, conservation of soil organic matter, and improvement of soil microbial biomass and enzyme activity [10,11]. However, the high ammonia concentration of the slurry and the specific feature of the stabilization process, which concentrates minerals and metals in digestate solids, may create risks related to uncontrolled emissions of pollutants and soil contamination by copper and zinc [12]. Additionally, pathogen risks associated with inadequate stabilization have also been identified [13,14], but these latter risks can be mitigated by effective monitoring of digestion parameters and implementing post-stabilization stages after the anaerobic treatment.
The scale of a digestion plant greatly influences the feasibility of a specific valorization approach for the digested material. The treatment capacity of the plant is directly related to the amount of digestate produced. The removal of volatile solids from manures, food wastes, agronomic residues, and sewage sludge ranges from 35 to 80% [15,16,17,18]. The presence of lignocellulosic material and the crystallinity of cellulose hinder microbial access to cellulosic compounds, resulting in reduced degradation rates and lower conversions at a given hydraulic retention time. Therefore, pretreatments are recommended to increase digestibility and enhance biogas production [19,20]. Nevertheless, the application of pretreatments brings as a disadvantage an increase in installation and operational costs, either due to the expenses associated with chemical or biological reactive compounds, or with the higher energy demand linked to the auxiliary equipment used to run these pretreatment units.
The land disposal of digestates has its limitations when large areas of agronomic land are required to dispose of all the digested material obtained throughout the year. Land application of organic amendments is a seasonal activity; therefore, sufficient land must be available to absorb the digestate produced continuously over a few months, thereby creating disposal difficulties as the size of the plant increases. The profitability of the biogas plant is influenced not only by its size and the input material to be treated and transported, but also by the plant location, which affects the valorization option selected for digestate. Consequently, digestate transport becomes a crucial factor when land application is the chosen option [21]. Other alternatives for digestate valorization include composting and pelletization, although both options involve land application of the material and therefore experience similar issues to those already mentioned.
Alternatives recently available for valorizing digestate include its use as a medium for bacterial growth, mushroom cultivation, or producing oils from lipid-accumulating microorganisms and microalgae [22,23,24,25]. However, these proposals are at an early experimental stage, and finding a feasible solution for digestate valorization using an already developed technology with a large treatment capacity is urgent. Thermal treatments have been widely studied as suitable alternatives for digestate conversion, recovering energy and valuable products from organics. Among these technologies, combustion, gasification, and pyrolysis have been tested at pilot and large scale, either as a treatment for digestate [26,27,28] or as a co-processing with conventional fuels (coal, biomass) [29,30,31] and other wastes [29,32,33].
Gasification and pyrolysis show a better environmental performance when considering CO2 process emissions than incineration because of their feature of producing valuable fuels capable of replacing fossil fuels [34], but the energetic balance of the integrated approach between digestion and thermal processes is a critical issue as well as the treatment of by-product streams [35]. Any of the previous technologies involves digestate drying as an intermediary step in the integration between anaerobic digestion and thermal processing, which can adversely affect the energetic balance. Other thermal processes available for treating organics include hydrothermal technologies, which are carried out in a water-rich environment, thereby eliminating the drawbacks associated with drying. However, the process is performed under higher pressure, which may reduce profitability due to higher investment and maintenance costs.
The present manuscript reviews the current state of the art in hydrothermal carbonization and hydrothermal liquefaction when applied to digested material as a solution to the valorization problem of large-scale digestion plants. The document focuses on the challenges encountered when implementing this type of technology in digestion plants and covers the issues associated with treating process water. A review was also conducted regarding techno-economic feasibility studies on the implementation of either hydrothermal carbonization (HTC) or hydrothermal liquefaction (HTL) plants using different biomass materials.
2. Materials and Methods
The databases used for this work included Google Scholar, PubMed, and Scopus. Additionally, a search for grey literature was conducted, focusing on commercial technologies currently available in the field of Hydrothermal Carbonization (HTC) and Hydrothermal Liquefaction (HTL). The literature search emphasized both ongoing development projects and recent initiatives that have received public funding.
The following main keywords were used to select relevant manuscripts: “anaerobic digestion” and “hydrothermal carbonization HTC”, “anaerobic digestion” and “hydrothermal liquefaction HTL”. Keywords related to this subject were also employed, such as: “digestate”, “HTC process-water”, “HTL process-water”, and “techno-economic assessment”. Manuscripts published between 2010 and 2025 were given priority, particularly those in which the energetic performance of the process was considered. Manuscripts containing basic knowledge of the subject were also included, even though the publication date was earlier than the reviewing period.
3. Hydrothermal Processes
The treatment of organics in the presence of water, acting as a solvent due to the increase in temperature and pressure, enables the degradation of molecules by hydroxyl ions present under conditions below the supercritical point, thereby avoiding the thermal penalty associated with phase change [36]. The family of hydrothermal treatments encompasses hydrothermal carbonization, liquefaction, and gasification, which are classified based on the severity of the process conditions that affect the primary outcome [37,38]. However, when considering only process conditions, a broader classification should also involve the traditional hydrothermal treatment as the less aggressive category. HTC operates at milder temperatures, in the range of 180 – 260 °C and pressures of 20 – 50 bars when compared with its homologous [39]. However, below these temperatures the process can be classified as thermal hydrolysis, with optimum temperatures between 160 and 180 ºC and processing times of 30 to 60 min [40].
The application of thermal hydrolysis as a post-treatment stage offers the advantage of lower capital investment and energy demand, as the biological process has already removed easily degradable material, and the total amount to be heated is significantly reduced [41,42]. As the severity of the thermal hydrolysis process is increased, the occurrence of inhibitory conditions in the biological degradation has been reported due to Maillard reactions, involving the combination of carbohydrates and amino acids to form colored compounds (melanoidins) which are difficult to degrade [43,44]. The occurrence of these reactions allows for foreseeing the challenges that will be encountered when attempting the hydrothermal treatment of organic waste, which takes place under conditions more severe than those applied during thermal hydrolysis. The carbonization process yields a hydrochar material as its main product, along with by-products: a gaseous stream containing mainly CO2 and a liquid stream known as process water. Figure 1 illustrates a simplified scheme of the main reactions produced, process conditions, and main products obtained from hydrothermal processes.
Increasing the temperature of the treatment leads to the second category, which is hydrothermal liquefaction (HTL), with operating conditions ranging from 200 to 370 °C and pressures between 40 and 220 bars, yielding biocrude as the primary valuable product. In contrast, in the HTC process, it is hydrochar [45]. Just as in the previous case, hydrochar is also formed, along with a gaseous stream of low energetic value; however, the optimum operating conditions are dedicated to maximizing biocrude yields. This yield is highly dependent on the characteristics of the raw material, as well as the operating conditions, with values ranging from 21% to 53% [46]. Both processes produce hydrochar. The thermal stability of this material and its carbon content increase with process severity (increase in time and temperature) [47].
The severity of hydrothermal treatments is defined in terms of the temperature and reaction time applied. Different authors use factors to describe the combinatorial effect of these two main parameters, and others may also include the heating and cooling stages. Refer to Table 1, which provides different definitions for calculating the severity factor. The severity factor helps analyze the extent of the reaction and to establish a correlation between process outcomes and operating conditions, allowing for the inclusion of pH effects when necessary [48].
Reactions involved in HTC and HTL follow a similar structure, including hydrolysis, dehydration, decarboxylation, condensation, polymerization and aromatization, with the formation of 5-HMF (5-(hydroxymethyl)furfural), aldehydes and ketones, which are distributed in the aqueous phase, but the less severe conditions of HTC make lignin relatively inert [56,57,58]. It is also considered that the biocrude formed during the HTC process acts as a precursor of hydrochar [59]. Thereby, two routes are differentiated during char formation, considering primary hydrochar that one derived from solid-solid reactions of biomass, having thus a similar structure with the original raw material, and secondary char as that one derived from the condensation and polymerization reactions of compounds found in the liquid phase, showing a microsphere type structure [60]. Under subcritical conditions, ionic reactions are dominant (involving protons and hydroxyl ions derived from water), whereas free radicals are the main species involved in the conversion of organics into gaseous species when reaching supercritical conditions [61,62]. Gas production increases above 300 °C because water density decreases at this point, resulting in the disruption of ionic product formation and an enhancement of the free radical mechanism. Consequently, higher gas yields are expected as the temperature continues to increase [63].
Another related process to these conversion technologies is wet oxidation. Operating temperatures also fall within a similar range to that of HTL. In this case, an oxidant, typically air or oxygen, is added, thereby facilitating the solubilization of organic matter and its conversion into small, soluble compounds and volatile fatty acids (VFA) [64,65]. The last process carried out at the highest temperature is hydrothermal gasification. This process involves conditions close to or above the supercritical point and even higher, receiving the name of supercritical water gasification when operating above the critical point. Around the critical point (374 °C) organics are gasified yielding mainly methane and CO2 (but also other components as CO, H2 and C2 gases are generated), whereas increasing temperature above 600 °C favor hydrogen formation, having as main feature the catalytic effect of salts already contained in the raw material which promote the water-gas shift reaction [66,67].
Table 2 provides an example of experiments carried out using typical biomass, detailing the main operating conditions of each process and the yields obtained when using similar raw materials. Many studies consider the hydrothermal process a convenient treatment based on the evaluation of energy ratios between the products obtained and the energy input of the raw materials, without considering the energy demand of the entire global process [68,69,70]. On the contrary, McGaughy and Toufiq Reza [71] evaluated the energy ratio by also including the electricity demand associated with pumping the material, the heating demand of the process, the energy demand of hydrochar dewatering, and subsequent drying. These authors reported a ratio between 2.94 and 4.91 for the HTC conditions tested (200 – 260 °C), with these values being higher than those obtained when considering waste incineration (an energy ratio of 2.2). However, in their case, hydrochar yields were high and characterized by a low ash content, which is not typically the case when dealing with digested material. Therefore, any detriment in char yields and its characteristics approximates the process to conventional energy ratios obtained from other thermal processing technologies. A similar case is that of HTL, Aierzhati et al. [72] assessed the energy ratio of food waste HTL. These authors reported similar values, with a ratio of 1.88 (the reported value was 0.53 because ratio terms were inverted), after including the heat demand of the process.
When considering the HTL process, biocrude is the product of interest, but it is far from being a commercial product. Biocrude requires further processing to reduce its content in heteroatoms (N, O, and S). The upgrading is typically performed under supercritical conditions in a H2 atmosphere, in the presence of catalysts. Several authors have tested different catalysts, reporting a significant removal of O but finding difficulties in reducing the nitrogen content [83,84,85]. The concentration of heteroatoms in biocrudes is related to the composition of the raw materials; thus, lignocellulosic biomass yields bio-oils with a higher oxygen content and, therefore, lower energetic density. On the contrary, algal biomass and sewage sludge yield bio-oils with higher nitrogen levels, associated with a higher presence of proteins [86,87,88]. Wu et al. [89] reported that 3 – 35% nitrogen present in sludge is transferred into biocrude. The presence of nitrogen in bio-oil poses a significant challenge due to the production of NOx emissions when considering its use as a biofuel.
3.1. Large Demonstration Projects Are Needed
Most of the experiences found in the scientific literature involve small-scale assays in the range of a few milliliters, and a few experiments report the use of small pilot plants under batch or continuous conditions. Despite the great amount of scientific work related to the subject, the large-scale application of technology is far from becoming a reality. The review performed by Castello et al. [90] presents an interesting historical overview of the process. It highlights the limitations encountered when operating under continuous HTL conditions and the research gaps that require a feasible solution. Chen et al. [91] also list the main challenges encountered when dealing with the hydrothermal process, which coincide in aspects such as issues related to high-pressure pumping of the feed, maintaining flowability and avoiding clogging, and corrosion of the reactor and auxiliary equipment.
There is a lack of pilot-plant derived data suitable for developing models for large-scale reaction units [92]. The work of Zaccariello et al. [93] is one of the few working with a batch reactor of 100 L (working volume 70 – 90 L) and the commercial plant of Terranova Energy [94] located in Jining, China with the process of TerraNova®ultra and the development of the project in Uşak, Turkey also involving a commercial plant are the few of their type. Ingelia [95] also built a commercial plant, which has been in operation since 2022, and has participated in different research projects. HTCycle (Murchin, Germany) claims to be the first company to introduce an industrial HTC plant in 2010 [96]. The company built an industrial demonstration plant in Relzow (Germany), receiving funding from Horizon 2020 (grant agreement No 823124) [97]. Data regarding plant performance and product characteristics are available on the Cordis project webpage [98]. The plant was dedicated to treating sewage sludge, transforming this material into a coal-like solid with high phosphorus content. The process water was treated by membrane separation, with the pH having a significant relevance on membrane retention performance. The review performed by Ferrentino et al. [99] focuses on technologies for reducing sewage sludge volume and describes different HTC plants built at a demonstration commercial scale. However, current gaps regarding hydrochar heavy metal content and the treatment of contaminants in process water may probably delay the widespread application of this technology.
An industrial demonstration plant (continuous operation mode) was built by CarboRem Srl (Rovereto, Trento, Italy) with a treatment capacity of 5000 t/year of residues with a solid content between 2 and 10%TS (operation temperature of 200 °C and retention time applied of less than 60 min). The process water was treated by the digestion process in the case of adapted to sewage sludge treatment [100,101]. The review manuscript of Farru et al. [39] lists different companies providing HTC technology, but many of them only have demonstration plants. In the case of HTL, only a few companies have built or are commissioned to construct commercial plants in the short term. The Licella Holdings Ltd. (North Sydney, Australia) is one of them with the Cat-HTRTM technology [102], and Arbios Biotech [103], which is a joint venture between Canfor and Licella, is participating in the construction of a liquefaction plant in Prince George, British Columbia (Canada). Mura Technology offers the HydroPRSTM process, which is capable of treating plastic waste and transforming it into a crude similar to petroleum crude [104]. Just as in the case of HTC technology, data regarding industrial plant performance are scarce.
4. Hydrothermal Conversion of Digested Material
The biological degradation of biomass leads to the mineralization and stabilization of organic compounds, accumulating minerals, metals and recalcitrant materials in the slurry derived from the process. In the case of aerobic processes, such as composting, a higher aromatization is achieved, whereas in anaerobic digestion, long-chain aliphatic compounds are also reported as part of the stabilized components [105,106,107]. The anaerobic stabilization enables the production of an organic material with a lower energy density than the raw input, due to its lower volatile content and higher ash content [35]. Therefore, any thermal valorization attempt of digestate must be confronted with the lower energetic value of digestate compared to the feeding material, and the subsequent higher ash content of hydrochar, which would limit its use as fuel [75], thereby compromising the profitability balance of any hypothetical plant. Applications of hydrochar as adsorbents, as part of fertilizer formulation or catalysts have also been proposed, but the low value of these products hurts the economic balance [108,109,110,111,112,113].
Although the reactions involved in hydrothermal processes are highly complex, comprising several parallel and serial stages, the significance of feed composition and operating conditions is well recognized. Process yields have been successfully predicted using statistical models that integrate multiple factors [114,115]. The empirical knowledge gained from a wide variety of experiments performed using different types of biomass and reactor conditions enables the approximation of expected yields. In the case of digestate hydrothermal processing, the results are less optimistic due to its higher mineral content, particularly when considering digestate derived from manure and sewage sludge. Table 3 presents a list of results reported regarding HTC and HTL processing of digestates.
Digestate derived from agricultural materials or with a relatively high lignocellulose content is expected to show a better performance for the whole integrated process (AD+HTC) due to the higher hydrochar yield from this type of biomass and the higher HHV obtained as well [130]. For this reason, some authors considered the co-processing of digestates and lignocellulosic biomass as a suitable option for improving process performance [131]. However, in the case of HTL, the high lignocellulosic content results in lower yields unless catalysts are added. Sudibyo et al. [132] proposed changing operating conditions to improve biocrude yield. These authors tested acidic conditions to catalyze biocrude production and inhibit Maillard reactions. The application of higher temperatures and longer reaction times enabled hydro-denitrogenation and deoxygenation reactions, thereby improving biocrude quality.
In general, lower HTC temperatures favor hydrochar yields characterized by lower energetic density, whereas in the case of HTL, an optimum temperature is found where biocrude formation is maximized. In both treatments, the effect of temperature is usually more relevant than the effect of reaction time, although comparison of results performed by different authors is not easy because the heating ramp, reactor size, configuration, and cooling conditions applied are usually not clearly described, despite having a great impact on the process outcome [115,133,134,135]. The heating rate applied and its duration may favor the initiation of carbonization-type reactions at temperatures around 180 °C [60], thus conditioning the yields obtained once the desired temperature is reached.
Belete et al. [120] compared the integration of AD and HTC with the single HTC treatment of fresh manure. They reported similar energy ratios for both approaches, although they indicated higher energy gains for the HTC process. However, when considering the energy required to run any of the processes (input energy), the energetic performance was quite similar, with energy ratio values ranging from 1.6 to 2.7. Regarding HTL, the clear benefit of considering this technology as an integral part of a biogas plant is hard to discern, given the complexity of the compounds forming biocrudes and the fact that not only the yield obtained matters, but also its heteroatom content. Actions dedicated to reducing nitrogen and sulfur content in biocrude may enhance global process performance by lowering the energetic requirements in the subsequent bio-oil upgrading stage, as well as the hydrogen demand for this process (approximately 20–50 g H2/kg bio-oil [136,137]). Sewage sludge and manures are characterized by producing biocrude with high nitrogen levels [54,76,133]. Therefore, any strategy intended to decrease N concentration results in significant economic savings. This is the case of the study by Sudibyo et al. [138], which proposes the co-liquefaction of digested sewage sludge and polyphenolic extracts derived from apple, olive pomace, spent coffee grounds, and sweet orange peels. Their experiment was performed at 370 °C and with a 60-minute holding time (under acidic conditions, pH = 3.0), resulting in a biocrude yield of 30% with nitrogen contents ranging from 0.04 to 0.27%. These values are extremely low compared to those obtained from other high nitrogen-containing biomass, which can lead to bio-oils having nitrogen concentrations between 6.5% and 8.1% [139].
5. Aqueous Phase
The treatment of by-products involves the oxidation of organics found in the aqueous phase. The severity of the treatment and the composition of the raw material determine their distribution in this phase, as well as the yield of the different products of interest. Regardless of the selected technology (either HTC or HTL), the treatment of process water is still a pending assignment. The review performed by Ender et al. [140] indicated that none of the current HTC technology providers report on any data regarding the efficiency of organic removal for the treatment alternative selected when dealing with this polluted stream. Table S1 presents the list of common compounds found in this process water.
Hydrothermal process water is characterized by a high concentration of organic compounds, which can create toxic effects, as evidenced by the toxicity tests performed by Kulikova et al. [141] using Artemia salina and Paremecium caudatum. However, the toxicity of this effluent is highly related to the process conditions. The toxicity test performed by Melo et al. [142] using Eisenia fetida and Artemia salina showed non-toxic or minimal effects when the process water pH was adjusted to 8.5 units, using process water derived from sewage sludge HTC processing at 190 °C in this case. In contrast, the study by Kulikova et al. [141] utilized process water derived from hydrothermal treatment at 240 – 280 °C (sewage sludge hydrothermal liquefaction). Similarly, the results reported by Pham et al. [143] from testing HTL process water derived from the processing of Spirulina, indicate high toxicity of nitrogen-containing organic compounds when using Chinese hamster ovary cells in their toxicity tests.
Anaerobic digestion has been proposed as a feasible solution for treating process water; however, many components contained in the aqueous solution are recalcitrant to biological degradation. Farru et al. [124] studied the digestion of HTC process water, reporting yields ranging from 50.9 to 75.8 mL CH4/g COD (chemical oxygen demand). They indicated that lower processing temperatures and higher residence times reduced the toxicity of the process water. The low methane yield reported by these authors was also associated with the high recalcitrance of the organics forming the process water. Therefore, any attempt to recirculate this water back to the digestion reactor may dilute the degradable organic content of the feed, adding the risk of also inhibiting the process.
Digestion of HTC process-water was reported by Cao et al. [119], yielding better results with biochemical methane potential (BMP) values ranging from 200.3 to 211.0 mL CH4/g COD. After considering all energy inputs of the process (HTC heat demand, dewatering, and hydrochar thermal drying), these authors reported an energy gain of 48.5%, which is obtained on average after including the energy derived from anaerobic digestion of the process water in this estimation. When considering the energy inputs of this process (excluding the energy contained in the raw material) and the reported energy outputs, a ratio between 0.96 and 1.025 was estimated (energy ratio: output/input).
Regarding the digestion of HTL process water, inhibitory issues are to be expected, given the previous difficulties encountered when treating HTC-derived water (obtained at a lower severity). In general, authors have reported increased inhibitory conditions with an increase in HTL process temperature, with phenolic and nitrogen compounds being the main sources of toxicity [144,145]. Another essential requirement is the need to remove nutrients before submitting the stream to anaerobic digestion. Shanmugam et al. [146] tested the precipitation of struvite as a method for removing ammonia, enabling the recovery of a product with commercial value in this case.
Given the difficulties associated with the biological treatment of process water, alternative treatment methods have been proposed, including the combination of chemical and biological processes or the application of severe oxidation conditions. Table 4 lists different approaches reported in the scientific literature. Electro-oxidation has proven successful; however, excessive energy demand renders this option unfeasible [147]. Wet oxidation offers the advantage of significantly reducing organic content by transforming complex organics into short-chain acids at a lower energetic cost [148]. Matayeva & Biller [147] estimated the energy ratio of an HTL plant, considering either wheat straw or sludge as raw input, along with the treatment of process water by wet oxidation. The sewage sludge plant had a higher energy ratio due to its higher total solids content and lower processing temperature, which also resulted in the production of more biocrude. Therefore, the energy ratio was 3.4 without considering process water treatment, but reduced to 2.17 when this latter treatment was included. In contrast, the values for wheat straw were 2.2 and reduced to 1.06 after considering process water treatment.
Marrone et al. [79] tested the liquefaction of sewage sludge and subsequent biocrude catalytic upgrading, as well as catalytic hydrothermal gasification of the process water, in a bench-scale plant under continuous conditions. The integration of numerous stages involving severe experimental conditions highlights the high up-front cost a plant of this type would incur, thereby making the process only feasible for large-scale systems, which may be in contradiction with local populations who are more likely to reject large-scale biogas plant projects. In addition, given that any type of treatment applied to the water phase will increase plant operating costs, alternatives that allow for the recovery of fuel-type products or chemical molecules may become areas of interest. This is particularly the case of the catalytic treatment proposed by Davidson et al. [154], which yields olefins as the main product. Another option is to avoid releasing process water by reusing it within the same process.
The recycling of process water is a more feasible option for the HTC than for the HTL process. Since water recirculation may aid in reducing water demand when treating low-moisture-content biomass and increase carbon yields [155], however, when treating digestate—a material with a high water content —the main benefit may be associated with avoiding the need to treat this stream. Recirculation of process water can increase process efficiency by enhancing hydrochar yield and its energy content thanks to the conversion of water-soluble compounds like furfural and its derivatives, which participate in condensation reactions [156,157]. However, in the specific case of sewage sludge, recirculation did not affect hydrochar yields due to its different composition, which was rich in proteins and saccharide hydrolizates. Recirculation of process water in this case resulted in an increase in process water pH due to the accumulation of ammonia [158]. On the contrary, in the case of HTL treatment, the recirculation of process water increases the nitrogen content of bio-oils when dealing with rich protein substrates, thereby hindering subsequent biocrude hydrotreatment [159,160,161]. Therefore, water recirculation is recommended when treating lignocellulosic biomass, but not for digestates, which are typically characterized by a relatively high nitrogen content.
6. Techno-Economic Assessment
The process conditions of HTC and HTL require high-pressure systems, which result in high investment and operating costs. Many scientific reports assess different scenarios using lignocellulosic biomass or waste materials, reporting profitability. However, after several years of experience on a laboratory scale and with small demonstration plants, HTC and HTL technologies have not yet reached commercial deployment. In the case of HTC, the technology appears to have a more promising future, given its lower thermal demand compared to HTL and the fact that hydrochar, as the main product, does not require excessive additional post-treatment. This is not the case when considering HTL and the subsequent stages required for biocrude upgrading.
The high costs of the plant relegates the technology to large scale systems where biomass can be obtained from high productivity crops and small transport distances, like poplar crops, the aggregation of several livestock farms, industries with high waste production such as paper industries (pulp mill waste) or from WWTPs or large anaerobic digester with high annual digestate production [162]. Most of the experimental work found in the scientific literature deals with small-batch reactors, and the few experiments reporting on the use of pilot plants are characterized by low throughput. Some demonstration plants have been built thanks to the availability of public funding, with the HTCycle AG plant in Relzow, Germany, still in operation and capable of producing commercial products. However, there is a lack of information regarding aging, abrasion, erosion, and corrosion of materials subjected to high-temperature and high-pressure stress, thus making it difficult to approximate operational costs. Precipitation of secondary char on reactor walls and inner parts may create maintenance issues and reduce heat transfer efficiency, thereby increasing maintenance costs.
The review conducted by Ho et al. [163] suggested that continuous HTC plants may encounter more operating difficulties associated with high-pressure systems when continuously feeding the reactor. However, the commercial experience of thermal hydrolysis plants have demonstrated a better performance of continuous processes, such as the case of the technologies commercialized by Veolia, ExelysTM a continuous process with better energy recovery, and BioThelysTM a batch process finds applicability in cases where high flexibility is needed, or when the process is intended for small installations [164,165]; therefore, the final decision of choosing from continuous or batch processes also rests on aspects regarding the annual treatment capacity expected for the plant and its capital investment. Table 5 presents a list of various technoeconomic assessment studies on HTC and HTL plants. Many of these studies lack some important stages regarding the treatment of by-products or upgrading.
Energy recovery is crucial for achieving a net positive balance when considering the integration of anaerobic digestion and hydrothermal processes. Any increase in biogas production expected from the digestion of hydrothermal process water or the application of hydrochar to enhance digestion performance may not compensate for the additional energetic requirements of the auxiliary units and thermal demand of the hydrothermal unit [177]. However, as the scale increases and restrictions regarding digestate application become a severe constraint, the additional cost of reducing digestate volume to a fraction of the expected solid material may appear as an interesting alternative. The analysis carried out by Bacci di Capaci et al. [178] shows that implementing an HTC unit in a WWTP (250,000 m3/d, 600,000 population equivalent) can reduce the amount of sludge disposal from 20,346 ± 308 t/year (mean value of three cases studied) to 4700 ± 420 t/year of hydrochar. Results reported by the HTC Ingelia plant [171] indicated that from 9 t of sludge (80% water content), 0.624 t of hydrochar and 0.14 t of an inert material were obtained after the HTC process. It is often claimed as an advantage that hydrochar can be dewatered to a much higher value than the raw original feeding material, thereby requiring less energy to evaporate the remaining water [179,180]. The functional groups present in hydrochar composition significantly affect the energy demand for water removal, with carboxyl groups creating strong hydrogen bonding interactions that adversely impact water removal; therefore, the O/C ratio of hydrochar dictates the energy required during drying [181]. Even if the energy required for drying would be the same, drying a much lower mass of material directly translates into energy savings.
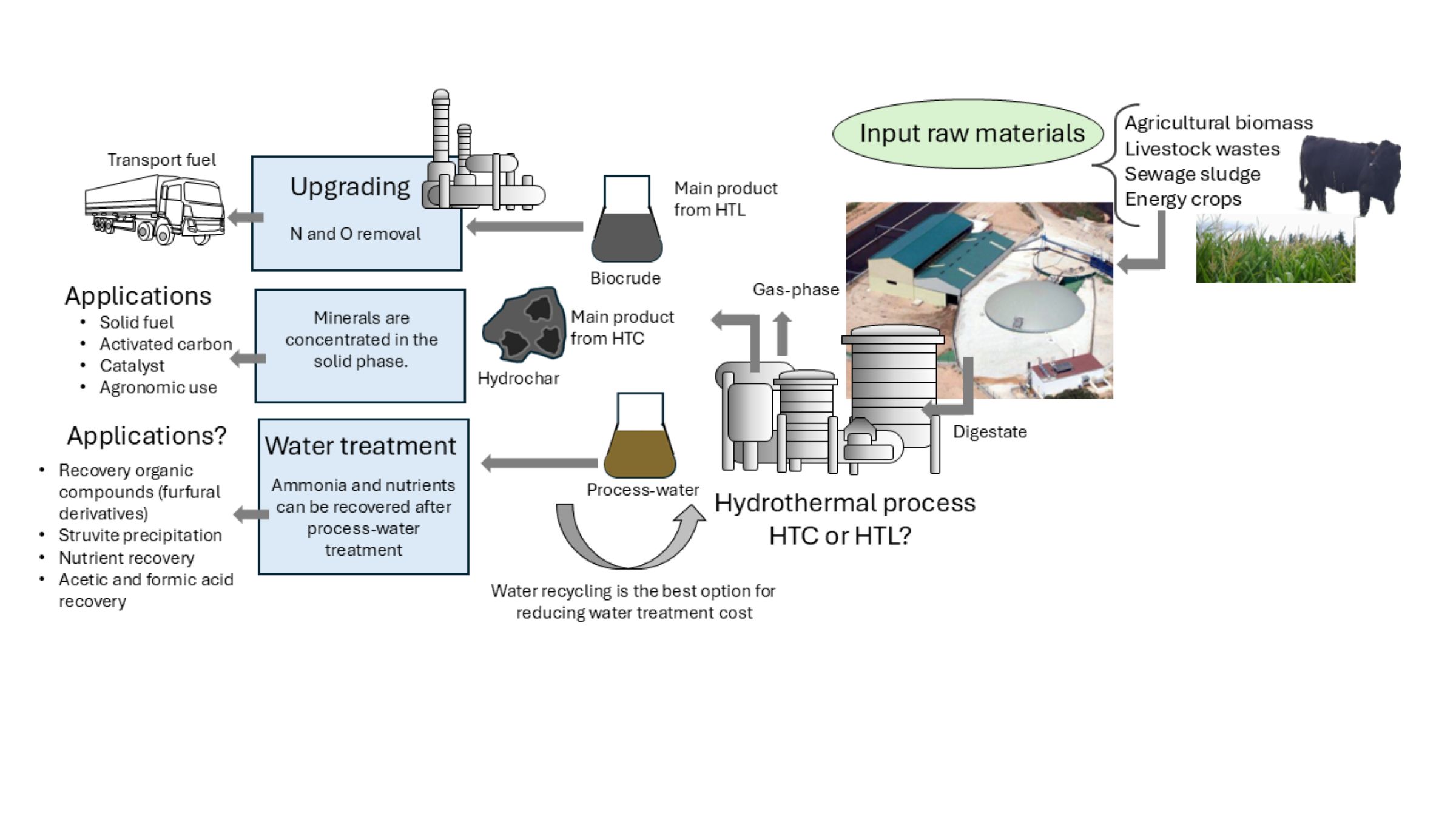
The common practice is to consider hydrochar as a valuable resource. Nevertheless, metals are reported to accumulate in this solid material, thereby becoming a concern when using it as an agronomic amendment, as they may increase the total content and bioavailable metal content in soils [182]. Wang et al. [183] reported that although most heavy metals accumulated in hydrochar, the carbonization process reduced their bioavailability, except for arsenic, thereby recommending the application of hydrochar to non-farming soils. If revenues from selling hydrochar are eliminated, the feasibility of these technologies is greatly reduced. Adding this fact to the delicate economic balance of digestion plants, the introduction of a highly costly process can only be justified when digestate land application encounters significant rejection from the local population. Figure 2 illustrates a schematic representation of the primary products generated by combining anaerobic digestion and hydrothermal treatment technologies.
Given the large investment costs of the technology and the high ash content of digestates, in addition to the high metal content of sewage sludge, the co-processing of digested sludge has been lately proposed as an alternative for improving hydrochar quality in the case of HTC [184,185,186] and biocrude quality in the case of HTL processes [187,188,189]. The report by the Pacific Northwest National Laboratory [175] considered the treatment of sewage sludge by HTL in individual plants with a treatment capacity of 110 t/day (dry sludge), as well as the centralized upgrading of biocrude to increase process feasibility and the catalytic treatment of the aqueous phase. The report indicated that, thanks to advancements in technological knowledge, the minimum fuel sale price (MFSP) has been rapidly decreasing from 9.66 USD/GGE (GGE, gasoline gallon equivalent) in 2016 to 2.77-2.79 USD/GGE in 2022. The complexity associated with upgrading biocrude, along with the high costs of the technology, makes the best solution the integration of the HTL process into current crude refining facilities. This can be achieved by introducing either the whole treatment stage or the final upgrading stage, aiming to decrease transport costs. In the case of HTC, the lower technical requirements of the technology make it the best solution for medium-scale plants or coupling to centralized municipal centers.
Whenever possible, the land application of digestate should be considered the best alternative for recovering nutrients and taking advantage of its particular features regarding crop yield enhancement and improved soil organic characteristics [190]. The application of organic amendments, either as composted materials or digestates, offers the added benefit of reducing the use of mineral fertilizers [191], with savings associated with energy demand and CO2 emissions. Hydrothermal treatment becomes a viable solution only in cases where excessive amounts of digestate need to be handled, making it unfeasible to have enough available agronomic land in the plant's surroundings.
7. Conclusions
Hydrothermal treatments may be considered as a feasible alternative for reducing digestate volume. HTC offers the advantage of operating at a lower temperature and producing, as a byproduct, process water with less toxicity, thereby facilitating its subsequent post-treatment through conventional biological processes or allowing its use as a liquid fertilizer. Depending on the characteristics of hydrochar, this material can be used as fuel, a soil amendment, or just discarded as an inert material when heavy metal content restricts its agronomic use. On the contrary, HTL yields a biocrude as its main product, which requires further processing to obtain a gasoline-type fuel. This feature implies the installation of a more complex process structure to achieve the complete valorization of the raw material, with the added disadvantage of requiring more extreme conditions to handle the process-water derived in this case. The effective use of these technologies should take into account the scale of the digestion plant and the feasibility of processing co-substrates to improve product characteristics and benefit from economies of scale. A deeper understanding of hydrochar characteristics, toxicity, and the effects of process operating conditions and raw material composition is necessary to achieve a more accurate assessment of the process, enabling a more realistic analysis of the technology's implementation and suitability for valorizing digestates. Given the high investment costs of these technologies, their current application may be limited to large-scale digestion plants or as a centralized unit receiving waste materials from different locations.
Supplementary Materials
The following supporting information can be downloaded at: https://www.mdpi.com/article/doi/s1, Table S1: Main components found in the aqueous phase.
Author Contributions
Conceptualization, X.G.; methodology, X.G. and E.A-A.; investigation, X.G. and E.A-A.; resources, X.G.; data curation, X.G.; writing—original draft preparation, E.A-A.; writing—review and editing, X.G.; visualization, E.A-A..; supervision, X.G. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding. The APC was funded by Environments MDPI journal.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Czekała, W.; Jasiński, T.; Grzelak, M.; Witaszek, K.; Dach, J. Biogas Plant Operation: Digestate as the Valuable Product. Energies 2022, 15, 8275. [Google Scholar] [CrossRef]
- REPowerEU: Joint European Action for more affordable, secure and sustainable energy. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=celex:52022DC0108 (accessed on 1st August 2025).
- Brunetti, A.; Barbieri, G. Membrane Engineering for Biogas Valorization. Front. Chem. Eng. 2021, 3, 775788. [Google Scholar] [CrossRef]
- Francisco López, A.; Lago Rodríguez, T.; Faraji Abdolmaleki, S.; Galera Martínez, M.; Bello Bugallo, P.M. From Biogas to Biomethane: An In-Depth Review of Upgrading Technologies That Enhance Sustainability and Reduce Greenhouse Gas Emissions. Appl. Sci. 2024, 14, 2342. [Google Scholar] [CrossRef]
- Czekała, W. Social Aspects of Agricultural Biogas Plants. In: Biogas Plants: Waste Management, Energy Production and Carbon Footprint Reduction. 2024. Wiley. 279-290. [CrossRef]
- Bourdin, S.; Chassy, A. Are Citizens Ready to Make an Environmental Effort? A Study of the Social Acceptability of Biogas in France. Environ. Manag. 2023, 71, 1228–1239. [Google Scholar] [CrossRef]
- Szymańska, M.; Ahrends, H.E.; Srivastava, A.K.; Sosulski, T. Anaerobic Digestate from Biogas Plants—Nuisance Waste or Valuable Product? Appl. Sci. 2022, 12, 4052. [Google Scholar] [CrossRef]
- Fernández-Domínguez, D.; Guilayn, F.; Patureau, D.; Jimenez, J. Characterising the stability of the organic matter during anaerobic digestion: A selective review on the major spectroscopic techniques. Rev. Environ. Sci. Bio/Technol. 2022, 21, 691–726. [Google Scholar] [CrossRef]
- González-Rojo, S.; Carrillo-Peña, D.; González, R.G.; Gómez, X. Assessing Digestate at Different Stabilization Stages: Application of Thermal Analysis and FTIR Spectroscopy. Eng 2024, 5, 1499–1512. [Google Scholar] [CrossRef]
- Alburquerque, J.; De la Fuente, C.; Campoy, M.; Carrasco, L.; Nájera, I.; Baixauli, C.; Caravaca, F.; Roldán, A.; Cegarra, J.; Bernal, M. Agricultural use of digestate for horticultural crop production and improvement of soil properties. Eu. J. Agron. 2012, 43, 119–128. [Google Scholar] [CrossRef]
- García-López, A.M.; Delgado, A.; Anjos, O.; Horta, C. Digestate Not Only Affects Nutrient Availability but Also Soil Quality Indicators. Agronomy 2023, 13, 1308. [Google Scholar] [CrossRef]
- Nkoa, R. Agricultural benefits and environmental risks of soil fertilization with anaerobic digestates: a review. Agron. Sustain. Dev. 2014, 34, 473–492. [Google Scholar] [CrossRef]
- Nag, R.; Whyte, P.; Markey, B.K.; O'Flaherty, V.; Bolton, D.; Fenton, O.; Richards, K.G.; Cummins, E. Ranking hazards pertaining to human health concerns from land application of anaerobic digestate. Sci. Total Environ. 2020, 710, 136297. [Google Scholar] [CrossRef]
- Cucina, M.; Castro, L.; Escalante, H.; Ferrer, I.; Garfí, M. Benefits and risks of agricultural reuse of digestates from plastic tubular digesters in Colombia. Waste Manage. 2021, 135, 220–228. [Google Scholar] [CrossRef] [PubMed]
- Novak, J.T.; Banjade, S.; Murthy, S.N. Combined anaerobic and aerobic digestion for increased solids reduction and nitrogen removal. Water Res. 2011, 45, 618–624. [Google Scholar] [CrossRef] [PubMed]
- Gao, J.; Li, J.; Wachemo, A.C.; Yuan, H.; Zuo, X.; Li, X. Mass conversion pathway during anaerobic digestion of wheat straw. RSC adv. 2020, 10, 27720–27727. [Google Scholar] [CrossRef] [PubMed]
- González, R.; Blanco, D.; Cascallana, J.G.; Carrillo-Peña, D.; Gómez, X. Anaerobic Co-Digestion of Sheep Manure and Waste from a Potato Processing Factory: Techno-Economic Analysis. Fermentation 2021, 7, 235. [Google Scholar] [CrossRef]
- Parra-Orobio, B.A.; Cruz-Bournazou, M.N; Torres-Lozada, P. Single-Stage and Two-Stage Anaerobic Digestion of Food Waste: Effect of the Organic Loading Rate on the Methane Production and Volatile Fatty Acids. Water Air Soil Pollut. 2021, 232, 105. [Google Scholar] [CrossRef]
- Sayara, T.; Sánchez, A. A Review on Anaerobic Digestion of Lignocellulosic Wastes: Pretreatments and Operational Conditions. Appl. Sci. 2019, 9, 4655. [Google Scholar] [CrossRef]
- Poddar, B.J.; Nakhate, S.P.; Gupta, R.K.; Chavan, A.R.; Singh, A.K.; Khardenavis, A.A.; Purohit, H.J. A comprehensive review on the pretreatment of lignocellulosic wastes for improved biogas production by anaerobic digestion. Int. J. Environ. Sci. Technol. 2022, 19, 3429–3456. [Google Scholar] [CrossRef]
- Delzeit, R.; Kellner, U. The impact of plant size and location on profitability of biogas plants in Germany under consideration of processing digestates. Biomass Bioenerg. 2013, 52, 43–53. [Google Scholar] [CrossRef]
- Zhong, Y.; Liu, Z.; Isaguirre, C.; Liu, Y.; Liao, W. Fungal fermentation on anaerobic digestate for lipid-based biofuel production. Biotechnol. Biofuels 2016, 9, 1–11. [Google Scholar] [CrossRef]
- Jasinska, A.; Wojciechowska, E.; Stoknes, K.; Roszak, M. Bioconversion of Agricultural Wastes into a Value-Added Product: Straw of Norwegian Grains Composted with Dairy Manure Food Waste Digestate in Mushroom Cultivation. Horticulturae 2022, 8, 331. [Google Scholar] [CrossRef]
- Fernandes, F.; Silkina, A.; Gayo-Peláez, J.I.; Kapoore, R.V.; de la Broise, D.; Llewellyn, C.A. Microalgae Cultivation on Nutrient Rich Digestate: The Importance of Strain and Digestate Tailoring under PH Control. Appl. Sci. 2022, 12, 5429. [Google Scholar] [CrossRef]
- Sobolewska, E.; Borowski, S.; Jurczak, T. Growth of microalgae and cyanobacteria consortium in a photobioreactor treating liquid anaerobic digestate from vegetable waste. Sci. Rep. 2023, 13, 1–12. [Google Scholar] [CrossRef]
- Elbl, P.; Baláš, M.; Lisý, M.; Lisá, H. Sewage sludge and digestate gasification in an atmospheric fluidized bed gasifier. Biomass Conv. Bioref. 2024, 14, 21821–21829. [Google Scholar] [CrossRef]
- Rathnayake, N.; Patel, S.; Hakeem, I.G.; Veluswamy, G.; Al-Waili, I.; Agnihotri, S.; Vuppaladadiyam, A.K.; Surapaneni, A.; Bergmann, D.; Shah, K. The Pyrolysis of Biosolids in a Novel Closed Coupled Pyrolysis and Gasification Technology: Pilot Plant Trials, Aspen Plus Modelling, and a Techno-Economic Analysis. Water 2024, 16, 3399. [Google Scholar] [CrossRef]
- Winchell, L.J.; Wells, M.J.; Ross, J.J.; Kakar, F.; Teymouri, A.; Gonzalez, D.J.; Dangtran, K.; Bessler, S.M.; Carlson, S.; Almansa, X.F.; Norton, J.W.; Bell, K.Y. Fate of perfluoroalkyl and polyfluoroalkyl substances (PFAS) through two full-scale wastewater sludge incinerators. Water Environ. Res. 2024, 96, e11009. [Google Scholar] [CrossRef] [PubMed]
- Freda, C.; Nanna, F.; Villone, A.; Barisano, D.; Brandani, S.; Cornacchia, G. Air gasification of digestate and its co-gasification with residual biomass in a pilot scale rotary kiln. Int. J. Energy Environ. Eng. 2019, 10, 335–346. [Google Scholar] [CrossRef]
- Chang, S.; Zhang, Z.; Cao, L.; Ma, L.; Wang, F.; Li, J.; Li, W. Interaction and Kinetics Study of the Co-Gasification of High-solid Anaerobic Digestate and Lignite. Molecules 2020, 25, 459. [Google Scholar] [CrossRef]
- Yang, H.; Guo, Y.; Fang, N.; Dong, B. Life cycle assessment of greenhouse gas emissions of typical sewage sludge incineration treatment route based on two case studies in China. Environ. Res. 2023, 231, 115959. [Google Scholar] [CrossRef]
- González-Arias, J.; Fernández, C.; Rosas, J.G.; Bernal, M.P.; Clemente, R.; Sanchez, M.E.; Gómez, X. Integrating anaerobic digestion of pig slurry and thermal valorisation of biomass. Waste Biomass Valor. 2020, 11, 6125–6137. [Google Scholar] [CrossRef]
- Petrovič, A.; Vohl, S.; Cenčič Predikaka, T.; Bedoić, R.; Simonič, M.; Ban, I.; Čuček, L. Pyrolysis of Solid Digestate from Sewage Sludge and Lignocellulosic Biomass: Kinetic and Thermodynamic Analysis, Characterization of Biochar. Sustainability 2021, 13, 9642. [Google Scholar] [CrossRef]
- Chang, H.; Yuan, J.; Zhao, Y.; Bisinella, V.; Damgaard, A.; Christensen, T.H. Carbon footprints of incineration, pyrolysis, and gasification for sewage sludge treatment. Resour. Conserv. Recycl. 2025, 212, 107939. [Google Scholar] [CrossRef]
- Abdelfatah-Aldayyat, E.; González-Rojo, S.; Gómez, X. Reviewing Digestate Thermal Valorization: Focusing on the Energy Demand and the Treatment of Process Water. Environments 2024, 11, 239. [Google Scholar] [CrossRef]
- Peterson, A.A.; Vogel, F.; Lachance, R.P.; Fröling, M.; Antal Jr, M.J.; Tester, J. W. Thermochemical biofuel production in hydrothermal media: a review of sub-and supercritical water technologies. Energy Environ. Sci. 2008, 1, 32–65. [Google Scholar] [CrossRef]
- Hoekman, S.K.; Leland, A.; Felix, L. Hydrothermal carbonization (HTC) of biomass for energy applications. In Biomass preprocessing and pretreatments for production of biofuels, 2018. Editor: Tumuluru, J.S. (pp. 196-254). CRC Press. [CrossRef]
- Zhang, B.; Biswal, B.K.; Zhang, J.; Balasubramanian, R. Hydrothermal treatment of biomass feedstocks for sustainable production of chemicals, fuels, and materials: progress and perspectives. Chem. Rev. 2023, 123, 7193–7294. [Google Scholar] [CrossRef]
- Farru, G.; Scheufele, F.B.; Moloeznik Paniagua, D.; Keller, F.; Jeong, C.; Basso, D. Business and Market Analysis of Hydrothermal Carbonization Process: Roadmap toward Implementation. Agronomy 2024, 14, 541. [Google Scholar] [CrossRef]
- Carrère, H.; Dumas, C.; Battimelli, A.; Batstone, D.; Delgenès, J.; Steyer, J.; Ferrer, I. Pretreatment methods to improve sludge anaerobic degradability: A review. J. Hazard. Mater. [CrossRef]
- Svensson, K.; Kjørlaug, O.; Higgins, M.J.; Linjordet, R.; Horn, S.J. Post-Anaerobic Digestion Thermal Hydrolysis of Sewage Sludge and Food Waste: Effect on Methane Yields, Dewaterability and Solids Reduction. Water Res. 2018, 132, 158–166. [Google Scholar] [CrossRef]
- García-Cascallana, J.; Barrios, X.G.; Martinez, E.J. Thermal Hydrolysis of Sewage Sludge: A Case Study of a WWTP in Burgos, Spain. Appl. Sci. 2021, 11, 964. [Google Scholar] [CrossRef]
- Dwyer, J.; Starrenburg, D.; Tait, S.; Barr, K.; Batstone, D.J.; Lant, P. Decreasing activated sludge thermal hydrolysis temperature reduces product colour, without decreasing degradability. Water Res. 2008, 42, 4699–4709. [Google Scholar] [CrossRef]
- Bougrier, C.; Delgenès, J.P.; Carrère, H. Effects of thermal treatments on five different waste activated sludge samples solubilisation, physical properties and anaerobic digestion. Chem. Eng. J. 2008, 139, 236–244. [Google Scholar] [CrossRef]
- Boel, M.J.; Wang, H.; Farra, A.A.; Megido, L.; González-LaFuente, J.M.; Shiju, N.R. Hydrothermal liquefaction of plastics: a survey of the effect of reaction conditions on the reaction efficiency. React. Chem. Eng. 2024, 9, 1014–1031. [Google Scholar] [CrossRef]
- Li, Y.; Leow, S.; Fedders, A.C.; Sharma, B.K.; Guest, J.S.; Strathmann, T.J. Quantitative multiphase model for hydrothermal liquefaction of algal biomass. Green Chem. 2017, 19, 1163–1174. [Google Scholar] [CrossRef]
- Ischia, G.; Sudibyo, H.; Miotello, A.; Tester, J.W.; Fiori, L.; Goldfarb, J.L. Identifying the transition from hydrothermal carbonization to liquefaction of biomass in a batch system. ACS Sustainable Chem. Eng. 2024, 12, 11–4539. [Google Scholar] [CrossRef]
- de Farias Silva, C.E.; Bertucco, A. Severity Factor as an Efficient Control Parameter to Predict Biomass Solubilization and Saccharification During Acidic Hydrolysis of Microalgal Biomass. Bioenerg. Res. 2018, 11, 491–504. [Google Scholar] [CrossRef]
- Jeder, A.; Sanchez-Sanchez, A.; Gadonneix, P.; Masson, E.; Ouederni, A.; Celzard, A.; Fierro, V. The severity factor as a useful tool for producing hydrochars and derived carbon materials. Environ. Sci. Pollut. Res. 2018, 25, 1497–1507. [Google Scholar] [CrossRef] [PubMed]
- Querejeta, N.; Gil, M.V.; Rubiera, F.; Pevida, C. Sustainable coffee-based CO2 adsorbents: Toward a greener production via hydrothermal carbonization. Greenh. Gases: Sci. Technol. 2018, 8, 309–323. [Google Scholar] [CrossRef]
- Kim, Y.; Kreke, T.; Mosier, N.S.; Ladisch, M.R. Severity factor coefficients for subcritical liquid hot water pretreatment of hardwood chips. Biotechnol. Bioeng. 2014, 111, 254–263. [Google Scholar] [CrossRef]
- Zhang, Y.; Hawboldt, K.; MacQuarrie, S.; Thomas, R. Hydrothermal valorization of beach-cast brown seaweed Ascophyllum nodosum into bioactive compounds and hydrochar using severity factor as a design tool. Chem. Eng. Sci. 2026, 319, 122301. [Google Scholar] [CrossRef]
- Ruiz, H.A.; Galbe, M.; Garrote, G.; Ramirez-Gutierrez, D.M.; Ximenes, E.; Sun, S.; Lachos-Perez, D.; Rodríguez-Jasso, R.M.; Sun, R.; Yang, B.; Ladisch, M.R. Severity factor kinetic model as a strategic parameter of hydrothermal processing (steam explosion and liquid hot water) for biomass fractionation under biorefinery concept. Bioresour. Technol. 2021, 342, 125961. [Google Scholar] [CrossRef]
- Qian, L.; Wang, S.; Savage, P. E. Fast and isothermal hydrothermal liquefaction of sludge at different severities: Reaction products, pathways, and kinetics. Appl. Energy 2020, 260, 114312. [Google Scholar] [CrossRef]
- Faeth, J.L.; Valdez, P.J.; Savage, P.E. Fast hydrothermal liquefaction of Nannochloropsis sp. to produce biocrude. Energy Fuels 2013, 27, 3–1391. [Google Scholar] [CrossRef]
- Möller, M.; Harnisch, F.; Schröder, U. Hydrothermal liquefaction of cellulose in subcritical water—the role of crystallinity on the cellulose reactivity. Rsc Adv. 2013, 3, 11035–11044. [Google Scholar] [CrossRef]
- Coronella, C.J.; Lynam, J.G.; Reza, M.T.; Uddin, M.H. (2014). Hydrothermal Carbonization of Lignocellulosic Biomass. In: Jin, F. (eds) Application of Hydrothermal Reactions to Biomass Conversion. Green Chemistry and Sustainable Technology. Springer, Berlin, Heidelberg. [CrossRef]
- Gollakota, A.; Kishore, N.; Gu, S. A review on hydrothermal liquefaction of biomass. Renew. Sust. Energ. Rev. 2017, 81, 1378–1392. [Google Scholar] [CrossRef]
- Reza, M.T.; Andert, J.; Wirth, B.; Busch, D.; Pielert, J.; Lynam, J.G.; Mumme, J. Hydrothermal carbonization of biomass for energy and crop production. Appl. Bioenerg. 2014, 1, 11–29. [Google Scholar] [CrossRef]
- Abdeldayem, O.M.; Dupont, C.; Ferras, D.; Kennedy, M. An experimental and numerical investigation of secondary char formation in hydrothermal carbonization: revealing morphological changes via hydrodynamics. RSC adv. 2025, 15, 12723–12738. [Google Scholar] [CrossRef] [PubMed]
- Bühler, W.; Dinjus, E.; Ederer, H.; Kruse, A.; Mas, C. Ionic reactions and pyrolysis of glycerol as competing reaction pathways in near- and supercritical water. J. Supercritic. Fluids 2001, 22, 37–53. [Google Scholar] [CrossRef]
- Wei, N.; Xu, D.; Hao, B.; Guo, S.; Guo, Y.; Wang, S. Chemical reactions of organic compounds in supercritical water gasification and oxidation. Water Res. 2021, 190, 116634. [Google Scholar] [CrossRef]
- Moghaddam, E.M.; Goel, A.; Siedlecki, M.; Michalska, K.; Yakaboylu, O.; de Jong, W. Supercritical water gasification of wet biomass residues from farming and food production practices: lab-scale experiments and comparison of different modelling approaches. Sustain. Energ. Fuels 2021, 5, 1521–1537. [Google Scholar] [CrossRef]
- Yin, F.; Chen, H.; Xu, G.; Wang, G.; Xu, Y. A detailed kinetic model for the hydrothermal decomposition process of sewage sludge. Bioresour. Technol. 2015, 198, 351–357. [Google Scholar] [CrossRef]
- Urrea, J.L.; Collado, S.; Oulego, P.; Díaz, M. Effect of wet oxidation on the fingerprints of polymeric substances from an activated sludge. Water Res. 2016, 105, 282–290. [Google Scholar] [CrossRef]
- Kruse, A.; Bernolle, P.; Dahmen, N.; Dinjus, E.; Maniam, P. Hydrothermal gasification of biomass: consecutive reactions to long-living intermediates. Energy Environ. Sci. 2010, 3, 136–143. [Google Scholar] [CrossRef]
- Khandelwal, K.; Boahene, P.; Nanda, S.; Dalai, A.K. A Review of the Design and Performance of Catalysts for Hydrothermal Gasification of Biomass to Produce Hydrogen-Rich Gas Fuel. Molecules 2023, 28, 5137. [Google Scholar] [CrossRef]
- Lynam, J.G.; Reza, M.T.; Yan, W.; Vásquez, V.R.; Coronella, C.J. Hydrothermal carbonization of various lignocellulosic biomass. Biomass Conv. Bioref. 2015, 5, 173–181. [Google Scholar] [CrossRef]
- Sánchez-Bayo, A.; Rodríguez, R.; Morales, V.; Nasirian, N.; Bautista, L.F.; Vicente, G. Hydrothermal Liquefaction of Microalga Using Metal Oxide Catalyst. Processes 2020, 8, 15. [Google Scholar] [CrossRef]
- Tsarpali, M.; Kuhn, J.N.; Philippidis, G.P. Hydrothermal Carbonization of Residual Algal Biomass for Production of Hydrochar as a Biobased Metal Adsorbent. Sustainability 2022, 14, 455. [Google Scholar] [CrossRef]
- McGaughy, K.; Toufiq Reza, M. Hydrothermal carbonization of food waste: simplified process simulation model based on experimental results. Biomass Conv. Bioref. 2018, 8, 283–292. [Google Scholar] [CrossRef]
- Aierzhati, A.; Watson, J.; Si, B.; Stablein, M.; Wang, T.; Zhang, Y. Development of a mobile, pilot scale hydrothermal liquefaction reactor: Food waste conversion product analysis and techno-economic assessment. Energy Convers. Manag.: X, 1000. [Google Scholar] [CrossRef]
- Tian, Y.; Wang, F.; Djandja, J.O.; Zhang, S.; Xu, Y.; Duan, P. Hydrothermal liquefaction of crop straws: Effect of feedstock composition. Fuel 2020, 265, 116946. [Google Scholar] [CrossRef]
- Okolie, J.A.; Nanda, S.; Dalai, A.K.; Kozinski, J.A. Optimization and modeling of process parameters during hydrothermal gasification of biomass model compounds to generate hydrogen-rich gas products. Int. J. Hydrogen Energy 2020, 45, 18275–18288. [Google Scholar] [CrossRef]
- Reza, M.T.; Freitas, A.; Yang, X.; Hiibel, S.; Lin, H.; Coronella, C.J. Hydrothermal carbonization (HTC) of cow manure: Carbon and nitrogen distributions in HTC products. Environ. Prog. Sustain. Energy 2016, 35, 1002–1011. [Google Scholar] [CrossRef]
- He, S.; Wang, J.; Cheng, Z.; Dong, H.; Yan, B.; Chen, G. Synergetic effect and primary reaction network of corn cob and cattle manure in single and mixed hydrothermal liquefaction. J. Anal. Appl. Pyrolysis 2021, 155, 105076. [Google Scholar] [CrossRef]
- Tavasoli, A.; Aslan, M.; Salimi, M.; Balou, S.; Pirbazari, S.; Hashemi, H.; Kohansal, K. Influence of the blend nickel/porous hydrothermal carbon and cattle manure hydrochar catalyst on the hydrothermal gasification of cattle manure for H2 production. Energy Convers. Manage. 2018, 173, 15–28. [Google Scholar] [CrossRef]
- Roslan, S.Z.; Zainudin, S.F.; Mohd Aris, A.; Chin, K.B.; Musa, M.; Mohamad Daud, A.R.; Syed Hassan, S.S.A. Hydrothermal Carbonization of Sewage Sludge into Solid Biofuel: Influences of Process Conditions on the Energetic Properties of Hydrochar. Energies 2023, 16, 2483. [Google Scholar] [CrossRef]
- Marrone, P.A.; Elliott, D.C.; Billing, J.M.; Hallen, R.T.; Hart, T.R.; Kadota, P.; Moeller, J.C.; Randel, M.A.; Schmidt, A.J. Bench-Scale Evaluation of Hydrothermal Processing Technology for Conversion of Wastewater Solids to Fuels. Water Environ. Res. 2018, 90, 329–342. [Google Scholar] [CrossRef] [PubMed]
- Yan, M.; Liu, S.; Zhang, H.; Zheng, R.; Cui, J.; Wang, D.; Rahim, D.A.; Kanchanatip, E. Syngas production and heavy metal dynamics during supercritical water gasification of sewage sludge. Front. Environ. Sci. Eng. 2024, 18, 149. [Google Scholar] [CrossRef]
- Cheng, F.; Cui, Z.; Chen, L.; Jarvis, J.; Paz, N.; Schaub, T.; Nirmalakhandan, N.; Brewer, C.E. Hydrothermal liquefaction of high- and low-lipid algae: Bio-crude oil chemistry. Appl. Energy 2017, 206, 278–292. [Google Scholar] [CrossRef]
- Graz, Y.; Bostyn, S.; Richard, T.; Bocanegra, P.E.; De Bilbao, E.; Poirier, J.; Gokalp, I. Hydrothermal conversion of Ulva macro algae in supercritical water. J. Supercritic. Fluids 2015, 107, 182–188. [Google Scholar] [CrossRef]
- Jensen, C.U.; Hoffmann, J.; Rosendahl, L.A. Co-processing potential of HTL bio-crude at petroleum refineries. Part 2: A parametric hydrotreating study. Fuel 2016, 165, 536–543. [Google Scholar] [CrossRef]
- Yu, J.; Biller, P.; Mamahkel, A.; Klemmer, M.; Becker, J.; Glasius, M.; Iversen, B.B. Catalytic hydrotreatment of bio-crude produced from the hydrothermal liquefaction of aspen wood: a catalyst screening and parameter optimization study. Sustain. Energ. Fuels 2017, 1, 832–841. [Google Scholar] [CrossRef]
- Patel, B.; Arcelus-Arrillaga, P.; Izadpanah, A.; Hellgardt, K. Catalytic Hydrotreatment of algal biocrude from fast Hydrothermal Liquefaction. Renew. Energy 2017, 101, 1094–1101. [Google Scholar] [CrossRef]
- Barreiro, D.L.; Gómez, B.R.; Hornung, U.; Kruse, A.; Prins, W. Hydrothermal liquefaction of microalgae in a continuous stirred-tank reactor. Energy Fuels 2015, 29, 6422–6432. [Google Scholar] [CrossRef]
- Kapusta, K. Effect of ultrasound pretreatment of municipal sewage sludge on characteristics of bio-oil from hydrothermal liquefaction process. Waste Manage. 2018, 78, 183–190. [Google Scholar] [CrossRef] [PubMed]
- Cao, M.; Long, C.; Sun, S.; Zhao, Y.; Luo, J.; Wu, D. Catalytic hydrothermal liquefaction of peanut shell for the production aromatic rich monomer compounds. J. Energy Inst. 2021, 96, 90–96. [Google Scholar] [CrossRef]
- Wu, B.; Berg, S.M.; Remucal, C.K.; Strathmann, T.J. Evolution of N-containing compounds during hydrothermal liquefaction of sewage sludge. ACS Sustainable Chem. Eng. 2020, 49, 18303–18313. [Google Scholar] [CrossRef]
- Castello, D.; Pedersen, T.H.; Rosendahl, L.A. Continuous Hydrothermal Liquefaction of Biomass: A Critical Review. Energies 2018, 11, 3165. [Google Scholar] [CrossRef]
- Chen, W.; Haque, M.A.; Lu, T.; Aierzhati, A.; Reimonn, G. A perspective on hydrothermal processing of sewage sludge. Curr. Opin. Env. Sci. Health 2020, 14, 63–73. [Google Scholar] [CrossRef]
- Ischia, G.; Fiori, L. Hydrothermal Carbonization of Organic Waste and Biomass: A Review on Process, Reactor, and Plant Modeling. Waste Biomass Valor. 2021, 12, 2797–2824. [Google Scholar] [CrossRef]
- Zaccariello, L.; Battaglia, D.; Morrone, B.; Mastellone, M.L. Hydrothermal carbonization: a pilot-scale reactor design for bio-waste and sludge pre-treatment. Waste Biomass Valor. 2022, 13, 3865–3876. [Google Scholar] [CrossRef]
- Terranova Energy. Available online: https://www.terranova-energy.com/en/technology/ (accessed on 2nd August 2025).
- Ingelia. Available online: https://www.ingelia.com/en/plantas-htc (accessed on 2nd August 2025).
- HTCycle: A closed cycle solution for waste management. Available online: https://htcycle.ag/ (accessed on 2nd August 2025).
- HTCycle. HTCycle EU Project. Available online: https://htcycle.ag/en/eu-project_53 (accessed on 2nd August 2025).
- Horizon 2020. Sewage sludge reuse with Phosphate recovery and heavy metal absorption with an innovative HTC technology. Available online: https://cordis.europa.eu/project/id/823124/results (accessed on 2nd August 2025).
- Ferrentino, R.; Langone, M.; Fiori, L.; Andreottola, G. Full-Scale Sewage Sludge Reduction Technologies: A Review with a Focus on Energy Consumption. Water 2023, 15, 615. [Google Scholar] [CrossRef]
- Lucian, M.; Merzari, F.; Messineo, A.; Volpe, M. Hydrothermal carbonization of sludge residues via carborem C700 industrial scale continuous operating plant. Chem. Eng. Trans. 2022, 92, 19–24. [Google Scholar]
- Greenthesis group. CarboREM – Recovery of Energy and Materials. Available online: https://www.greenthesisgroup.com/tecnologie-innovative/carborem-recovery-of-energy-and-materials/ (accessed on 2nd August 2025).
- LicellaTM. Available online: https://www.licella.com/ (accessed on 2nd August 2025).
- Arbios. Available online: https://arbiosbiotech.com/ (accessed on 2nd August 2025).
- MuraTechnology. Available online: https://www.muratechnology.com/hydroprt/ (accessed on 2nd August 2025).
- Gómez, X.; Diaz, M.C.; Cooper, M.; Blanco, D.; Morán, A.; Snape, C.E. Study of biological stabilization processes of cattle and poultry manure by thermogravimetric analysis and 13C NMR. Chemosphere 2007, 68, 1889–1897. [Google Scholar] [CrossRef]
- Gómez, X.; Blanco, D.; Lobato, A.; Calleja, A.; Martínez-Núñez, F.; Martin-Villacorta, J. Digestion of cattle manure under mesophilic and thermophilic conditions: characterization of organic matter applying thermal analysis and 1H NMR. Biodegradation 2011, 22, 623–635. [Google Scholar] [CrossRef]
- Pizzanelli, S.; Calucci, L.; Forte, C.; Borsacchi, S. Studies of Organic Matter in Composting, Vermicomposting, and Anaerobic Digestion by 13C Solid-State NMR Spectroscopy. Appl. Sci. 2023, 13, 2900. [Google Scholar] [CrossRef]
- Bargmann, I.; Rillig, M.C.; Kruse, A.; Greef, M.; Kücke, M. Effects of hydrochar application on the dynamics of soluble nitrogen in soils and on plant availability. J. Plant Nutr. Soil Sci. 2014, 177, 48–58. [Google Scholar] [CrossRef]
- Saber, M.; Takahashi, F.; Yoshikawa, K. Characterization and application of microalgae hydrochar as a low-cost adsorbent for Cu (II) ion removal from aqueous solutions. Environ. Sci. Pollut. Res. 2018, 25, 32721–32734. [Google Scholar] [CrossRef] [PubMed]
- Oumabady, S.; Selvaraj, P.S.; Kamaludeen, S.P.; Ettiyagounder, P.; Suganya, K. Application of sludge-derived KOH-activated hydrochar in the adsorptive removal of orthophosphate. RSC adv. 2021, 11, 6535–6543. [Google Scholar] [CrossRef]
- Zhang, X.; Liu, S.; Qin, Q.; Chen, G.; Wang, W. Alkali Etching Hydrochar-Based Adsorbent Preparation Using Chinese Medicine Industry Waste and Its Application in Efficient Removal of Multiple Pollutants. Processes 2023, 11, 412. [Google Scholar] [CrossRef]
- Khan, L.A.; Liaquat, R.; Aman, M.; Kanan, M.; Saleem, M.; khoja, A.H.; Bahadar, A.; Khan, W.U.H. Investigation of Novel Transition Metal Loaded Hydrochar Catalyst Synthesized from Waste Biomass (Rice Husk) and Its Application in Biodiesel Production Using Waste Cooking Oil (WCO). Sustainability 2024, 16, 7275. [Google Scholar] [CrossRef]
- Khosravi, A.; Yuan, Y.; Liu, Q.; Zheng, H.; Hashemi, M.; Tang, Y.; Xing, B. Hydrochars as slow-release phosphorus fertilizers for enhancing corn and soybean growth in an agricultural soil. Carbon Res. 2024, 3, 7. [Google Scholar] [CrossRef]
- Subramanya, S.M.; Rios, N.; Kollar, A.; Stofanak, R.; Maloney, K.; Waltz, K.; Powers, L.; Rane, C.; Savage, P.E. Statistical models for predicting oil composition from hydrothermal liquefaction of biomass. Energy Fuels 2023, 37, 9–6619. [Google Scholar] [CrossRef]
- Borbolla-Gaxiola, J.E.; Ross, A.B.; Dupont, V. Multi-Variate and Multi-Response Analysis of Hydrothermal Carbonization of Food Waste: Hydrochar Composition and Solid Fuel Characteristics. Energies 2022, 15, 5342. [Google Scholar] [CrossRef]
- Cao, Z.; Jung, D.; Olszewski, M.P.; Arauzo, P.J.; Kruse, A. Hydrothermal carbonization of biogas digestate: Effect of digestate origin and process conditions. Waste Manage. 2019, 100, 138–150. [Google Scholar] [CrossRef] [PubMed]
- Ekpo, U.; Ross, A.; Camargo-Valero, M.; Williams, P. A comparison of product yields and inorganic content in process streams following thermal hydrolysis and hydrothermal processing of microalgae, manure and digestate. Bioresour. Technol. 2016, 200, 951–960. [Google Scholar] [CrossRef] [PubMed]
- Urbanowska, A.; Kabsch-Korbutowicz, M.; Wnukowski, M.; Seruga, P.; Baranowski, M.; Pawlak-Kruczek, H.; Serafin-Tkaczuk, M.; Krochmalny, K.; Niedzwiecki, L. Treatment of Liquid By-Products of Hydrothermal Carbonization (HTC) of Agricultural Digestate Using Membrane Separation. Energies 2020, 13, 262. [Google Scholar] [CrossRef]
- Cao, Z.; Hülsemann, B.; Wüst, D.; Oechsner, H.; Lautenbach, A.; Kruse, A. Effect of residence time during hydrothermal carbonization of biogas digestate on the combustion characteristics of hydrochar and the biogas production of process water. Bioresour. Technol. 2021, 333, 125110. [Google Scholar] [CrossRef]
- Belete, Y.Z.; Mau, V.; Yahav Spitzer, R.; Posmanik, R.; Jassby, D.; Iddya, A.; Kassem, N.; Tester, J.W.; Gross, A. Hydrothermal carbonization of anaerobic digestate and manure from a dairy farm on energy recovery and the fate of nutrients. Bioresour. Technol. 2021, 333, 125164. [Google Scholar] [CrossRef]
- Pawlak-Kruczek, H.; Niedzwiecki, L.; Sieradzka, M.; Mlonka-Mędrala, A.; Baranowski, M.; Serafin-Tkaczuk, M.; Magdziarz, A. Hydrothermal carbonization of agricultural and municipal solid waste digestates – Structure and energetic properties of the solid products. Fuel 2020, 275, 117837. [Google Scholar] [CrossRef]
- Zhao, X.; Becker, G.C.; Faweya, N.; Rodriguez Correa, C.; Yang, S.; Xie, X.; Kruse, A. Fertilizer and activated carbon production by hydrothermal carbonization of digestate. Biomass Convers. Biorefin. 2018, 8, 423–436. [Google Scholar] [CrossRef]
- Charnnok, B.; Khompatara, K.; Chaiprapat, S.; Krishnan, S. Hydrothermal Carbonization of Digestate from Lignocellulosic Biogas Power Plants for Sustainable Soil Improvement and Low Carbon Emissions. BioEnergy Res. 2025, 18, 61. [Google Scholar] [CrossRef]
- Farru, G.; Asquer, C.; Cappai, G.; De Gioannis, G.; Melis, E.; Milia, S.; Muntoni, A.; Piredda, M.; Scano, E.A. Hydrothermal carbonization of hemp digestate: influence of operating parameters. Biomass Convers. Biorefin. 2024, 14, 6999–7010. [Google Scholar] [CrossRef]
- Sharma, K.; Rosendahl, L.A.; Pedersen, T.H. Evaluating direct use fertilizer potential of hydrothermal liquefaction solid mineral products: Integrating anaerobic digestion and hydrothermal liquefaction. Waste Manag. 2024, 191, 203–211. [Google Scholar] [CrossRef]
- Tito, E.; Landi, D.; Demichelis, F.; Pipitone, G.; Bensaid, S.; Pirone, R. Hydrothermal liquefaction of digestate from the organic fraction of municipal solid waste: Optimization of operating parameters. Energy Convers. Manag. 2025, 336, 119881. [Google Scholar] [CrossRef]
- Okoro, O.V.; Sun, Z.; Birch, J. Thermal depolymerization of biogas digestate as a viable digestate processing and resource recovery strategy. In Advances in Eco-Fuels for a Sustainable Environment 2019; pp. 277-308. [CrossRef]
- Posmanik, R.; Martinez, C.M.; Cantero-Tubilla, B.; Cantero, D.A.; Sills, D.L.; Cocero, M.J.; Tester, J.W. Acid and alkali catalyzed hydrothermal liquefaction of dairy manure digestate and food waste. ACS Sustainable Chem. Eng. 2018, 6, 2–2724. [Google Scholar] [CrossRef]
- Sudibyo, H.; Tester, J.W. Sustainable resource recovery from dairy waste: A case study of hydrothermal co-liquefaction of acid whey and anaerobic digestate mixture. Energy Fuels 2023, 37, 4–2897. [Google Scholar] [CrossRef]
- Mikusińska, J.; Kuźnia, M.; Czerwińska, K.; Wilk, M. Hydrothermal Carbonization of Digestate Produced in the Biogas Production Process. Energies 2023, 16, 5458. [Google Scholar] [CrossRef]
- Parmar, K.R.; Brown, A.E.; Hammerton, J.M.; Camargo-Valero, M.A.; Fletcher, L.A.; Ross, A.B. Co-Processing Lignocellulosic Biomass and Sewage Digestate by Hydrothermal Carbonisation: Influence of Blending on Product Quality. Energies 2022, 15, 1418. [Google Scholar] [CrossRef]
- Sudibyo, H.; Pecchi, M.; Tester, J.W. Experimental-based mechanistic study and optimization of hydrothermal liquefaction of anaerobic digestates. Sustain. Energ. Fuels 2022, 6, 2314–2329. [Google Scholar] [CrossRef]
- Xu, D.; Lin, G.; Liu, L.; Wang, Y.; Jing, Z.; Wang, S. Comprehensive evaluation on product characteristics of fast hydrothermal liquefaction of sewage sludge at different temperatures. Energy 2018, 159, 686–695. [Google Scholar] [CrossRef]
- Roslan, S.Z.; Zainol, M.M.; Bikane, K.; Syed-Hassan, S.S.A. Hydrothermal carbonization of sewage sludge for hydrochar production: optimization of operating conditions using Box-Behnken design coupled with response surface methodology. Biomass Convers. Biorefin. 2024, 1–17. [Google Scholar] [CrossRef]
- Mazariegos, I.; Abdelfath-Aldayyat, E.; González-Rojo, S.; Gómez, X. Reducing fossil fuel demand by using biofuels as an alternative hydrothermal liquefaction is a promising process for transforming biomass into drop-in fuels. RSC Sustain. 2025, 3, 3228–3265. [Google Scholar] [CrossRef]
- Albrecht, K.O.; Zhu, Y.; Schmidt, A.J.; Billing, J.M.; Hart, T.R.; Jones, S. B.; Maupin, G.; Hallen, R.; Ahrens, T.; Anderson, D. Impact of heterotrophically stressed algae for biofuel production via hydrothermal liquefaction and catalytic hydrotreating in continuous-flow reactors. Algal Res. 2016, 14, 17–27. [Google Scholar] [CrossRef]
- Haider, M.S.; Castello, D.; Rosendahl, L.A. Two-stage catalytic hydrotreatment of highly nitrogenous biocrude from continuous hydrothermal liquefaction: A rational design of the stabilization stage. Biomass Bioenerg. 2020, 139, 105658. [Google Scholar] [CrossRef]
- Sudibyo, H.; Budhijanto, B.; Celis, C.; Mahannada, A.; Suparmin, A.; Wintoko, J.; Prasetyo, D.J.; Anwar, M. Hydrothermal coliquefaction of anaerobic digestate with polyphenolic extracts from agricultural byproducts producing nearly nitrogen-free biocrude oil. Sustain. Energ. Fuels 2024, 8, 4533–4549. [Google Scholar] [CrossRef]
- Vardon, D.R.; Sharma, B.K.; Blazina, G.V.; Rajagopalan, K.; Strathmann, T.J. Thermochemical conversion of raw and defatted algal biomass via hydrothermal liquefaction and slow pyrolysis. Bioresour. Technol. 2012, 109, 178–187. [Google Scholar] [CrossRef] [PubMed]
- Ender, T.; Ekanthalu, V.S.; Jalalipour, H.; Sprafke, J.; Nelles, M. Process Waters from Hydrothermal Carbonization of Waste Biomasses like Sewage Sludge: Challenges, Legal Aspects, and Opportunities in EU and Germany. Water 2024, 16, 1003. [Google Scholar] [CrossRef]
- Kulikova, Y.; Klementev, S.; Sirotkin, A.; Mokrushin, I.; Bassyouni, M.; Elhenawy, Y.; El-Hadek, M.A.; Babich, O. Aqueous Phase from Hydrothermal Liquefaction: Composition and Toxicity Assessment. Water 2023, 15, 1681. [Google Scholar] [CrossRef]
- Melo, T.M.; Bottlinger, M.; Schulz, E.; Leandro, W.M.; de Aguiar Filho, A.M.; Ok, Y.S.; Rinklebe, J. Effect of biosolid hydrochar on toxicity to earthworms and brine shrimp. Environ. Geochem. Health 2017, 39, 1351–1364. [Google Scholar] [CrossRef]
- Pham, M.; Schideman, L.; Scott, J.; Rajagopalan, N.; Plewa, M.J. Chemical and biological characterization of wastewater generated from hydrothermal liquefaction of Spirulina. Environ. Sci. Technol. 2013, 47, 2131–2138. [Google Scholar] [CrossRef]
- Tommaso, G.; Chen, W.; Li, P.; Schideman, L.; Zhang, Y. Chemical characterization and anaerobic biodegradability of hydrothermal liquefaction aqueous products from mixed-culture wastewater algae. Bioresour. Technol. 2015, 178, 139–146. [Google Scholar] [CrossRef]
- Basar, I.A.; Liu, H.; Eskicioglu, C. Effects of municipal sludge composition on hydrothermal liquefaction products: Aqueous phase characterization and biodegradability assessment. Bioresour. Technol. 2024, 400, 130671. [Google Scholar] [CrossRef]
- Shanmugam, S.R.; Adhikari, S.; Shakya, R. Nutrient removal and energy production from aqueous phase of bio-oil generated via hydrothermal liquefaction of algae. Bioresour. Technol. 2017, 230, 43–48. [Google Scholar] [CrossRef]
- Matayeva, A.; Biller, P. Hydrothermal liquefaction aqueous phase treatment and hydrogen production using electro-oxidation. Energy Convers. Manag. 2021, 244, 114462. [Google Scholar] [CrossRef]
- Reza, M.T.; Freitas, A.; Yang, X.; Coronella, C.J. Wet air oxidation of hydrothermal carbonization (HTC) process liquid. ACS Sustainable Chem. Eng. 2016, 4, 6–3250. [Google Scholar] [CrossRef]
- González-Arias, J.; De la Rubia, M.; Sánchez, M.; Gómez, X.; Cara-Jiménez, J.; Martínez, E. Treatment of hydrothermal carbonization process water by electrochemical oxidation: Assessment of process performance. Environ. Res. 2023, 216, 114773. [Google Scholar] [CrossRef] [PubMed]
- Bhatwadekar, S.; Boruah, B.; Riedel, N.W.; Royer, N.D.; Pedersen, T.H.; Lopez-Ruiz, J.A. Electrocatalytic oxidation of hydrothermal liquefaction-derived aqueous phase for on-site wastewater treatment and H2 production. Cell Rep. Phys. Sci. 2025, 6, 102555. [Google Scholar] [CrossRef]
- Silva Thomsen, L.B.; Anastasakis, K.; Biller, P. Wet oxidation of aqueous phase from hydrothermal liquefaction of sewage sludge. Water Res. 2022, 209, 117863. [Google Scholar] [CrossRef]
- Xu, D.; Liu, L.; Wei, N.; Guo, Y.; Wang, S.; Wu, Z.; Duan, P. Catalytic supercritical water gasification of aqueous phase directly derived from microalgae hydrothermal liquefaction. Int. J. Hydrog. Energy 2019, 44, 26181–26192. [Google Scholar] [CrossRef]
- Kilgore, U.J.; Subramaniam, S.; Fox, S.P.; Cronin, D.J.; Guo, M.F.; Schmidt, A.J.; Ramasamy, K.K.; Thorson, M.R. Wet air oxidation of HTL aqueous waste. Biomass Bioenerg. 2023, 176, 106889. [Google Scholar] [CrossRef]
- Davidson, S.D.; Lopez-Ruiz, J.A.; Zhu, Y.; Cooper, A.R.; Albrecht, K.O.; Dagle, R.A. Strategies to valorize the hydrothermal liquefaction-derived aqueous phase into fuels and chemicals. ACS Sustainable Chem. Eng. 2019, 7, 24, 19889–19901. [Google Scholar] [CrossRef]
- Picone, A.; Volpe, M.; Messineo, A. Process Water Recirculation during Hydrothermal Carbonization of Waste Biomass: Current Knowledge and Challenges. Energies 2021, 14, 2962. [Google Scholar] [CrossRef]
- Kambo, H.S.; Minaret, J.; Dutta, A. Process water from the hydrothermal carbonization of biomass: a waste or a valuable product? Waste Biomass Valori. 2018, 9, 1181–1189. [Google Scholar] [CrossRef]
- Wang, R.; Jin, Q.; Ye, X.; Lei, H.; Jia, J.; Zhao, Z. Effect of process wastewater recycling on the chemical evolution and formation mechanism of hydrochar from herbaceous biomass during hydrothermal carbonization. J. Clean. Prod. 2020, 277, 123281. [Google Scholar] [CrossRef]
- Xu, Z.; Song, H.; Li, P.; He, Z.; Wang, Q.; Wang, K.; Duan, P. Hydrothermal carbonization of sewage sludge: Effect of aqueous phase recycling. Chem. Eng. J. 2020, 387, 123410. [Google Scholar] [CrossRef]
- Jensen, C.U.; Rosendahl, L.A.; Olofsson, G. Impact of nitrogenous alkaline agent on continuous HTL of lignocellulosic biomass and biocrude upgrading. Fuel Process. Technol. 2017, 159, 376–385. [Google Scholar] [CrossRef]
- Shah, A.A.; Toor, S.S.; Seehar, T.H.; Nielsen, R.S.; H. Nielsen, A.; Pedersen, T.H.; Rosendahl, L.A. Bio-Crude Production through Aqueous Phase Recycling of Hydrothermal Liquefaction of Sewage Sludge. Energies 2020, 13, 493. [Google Scholar] [CrossRef]
- Harisankar, S.; Vishnu Mohan, R.; Choudhary, V.; Vinu, R. Effect of water quality on the yield and quality of the products from hydrothermal liquefaction and carbonization of rice straw. Bioresour. Technol. 2022, 351, 127031. [Google Scholar] [CrossRef]
- Kassem, N.; Hockey, J.; Lopez, C.; Lardon, L.; Angenent, L.T.; Tester, J. W. Integrating anaerobic digestion, hydrothermal liquefaction, and biomethanation within a power-to-gas framework for dairy waste management and grid decarbonization: a techno-economic assessment. Sustain. Energ. Fuels 2020, 4, 4644–4661. [Google Scholar] [CrossRef]
- Ho, T.T.-T.; Nadeem, A.; Choe, K. A Review of Upscaling Hydrothermal Carbonization. Energies 2024, 17, 1918. [Google Scholar] [CrossRef]
- Thermal Hydrolysis Processes. Veolia Water Technologies. Available online: https://www.asia.veoliawatertechnologies.com/sites/g/files/dvc3516/files/document/2019/01/thermal_hydrolisis_process.pdf (accessed on 3rd August 2025).
- Veolia. Sludge treatment. Available online: https://www.veoliawatertechnologies.fi/fi/sludge-treatment (accessed on 3rd August 2025).
- Lucian, M.; Fiori, L. Hydrothermal Carbonization of Waste Biomass: Process Design, Modeling, Energy Efficiency and Cost Analysis. Energies 2017, 10, 211. [Google Scholar] [CrossRef]
- Ahmad, S.; Daddi, T.; Novi, A.; Marrucci, L. Evaluating environmental impacts and techno-economic feasibility of an integrated and novel wastewater and sludge treatment system for circular economy objectives. Comput. Ind. Eng. 2025, 204, 111035. [Google Scholar] [CrossRef]
- Nadarajah, K.; Rodriguez-Narvaez, O.M.; Ramirez, J.; Bandala, E.R.; Goonetilleke, A. Lab-scale engineered hydrochar production and techno-economic scaling-up analysis. Waste Manage. 2024, 174, 568–574. [Google Scholar] [CrossRef]
- Carrasco, S.; Pino-Cortés, E.; Barra-Marín, A.; Fierro-Gallegos, A.; León, M. Use of Hydrochar Produced by Hydrothermal Carbonization of Lignocellulosic Biomass for Thermal Power Plants in Chile: A Techno-Economic and Environmental Study. Sustainability 2022, 14, 8041. [Google Scholar] [CrossRef]
- Potrč, S.; Petrovič, A.; Egieya, J.M.; Čuček, L. Valorization of Biomass Through Anaerobic Digestion and Hydrothermal Carbonization: Integrated Process Flowsheet and Supply Chain Network Optimization. Energies 2025, 18, 334. [Google Scholar] [CrossRef]
- Hydorthermal Carbonization (HTC): Valorisation of organic waste and sludges for hydrochar production and biofertilizers. Available online: https://www.ieabioenergy.com/wp-content/uploads/2021/10/HTC-Valorisation-of-organic-wastes-and-sludges-for-hydrochar-production-and-biofertilizers-Full-Report.pdf (accessed on 3rd August 2025).
- Bautista-Peñuelas, E.; Macías, J.D.; Villafán-Vidales, H.I.; Valadés-Pelayo, P.J.; Arcelus-Arrillaga, P.; Ayala-Cortés, A.; Cedano-Villavicencio, K.; Arancibia-Bulnes, C.A.; Peña-Cruz, M.I. Hydrothermal liquefaction of wood wastes in a concentrating solar plant: A techno-economic analysis. Energy Convers. Manag. 2023, 282, 116861. [Google Scholar] [CrossRef]
- Funkenbusch, L.T.; Mullins, M.E.; Vamling, L.; Belkhieri, T.; Srettiwat, N.; Winjobi, O.; Shonnard, D.R.; Rogers, T.N. Technoeconomic assessment of hydrothermal liquefaction oil from lignin with catalytic upgrading for renewable fuel and chemical production. Wiley Interdiscip. Rev.: Energy Environ. 2018, 8, e319. [Google Scholar] [CrossRef]
- Pedersen, T.H.; Hansen, N.H.; Pérez, O.M.; Villamar Cabezas, D.E.; Rosendahl, L.A. Renewable hydrocarbon fuels from hydrothermal liquefaction: A techno-economic analysis. Biofuel. Bioprod. Bior. 2018, 12, 213–223. [Google Scholar] [CrossRef]
- Snowden-Swan, L.; Li, S.; Jiang, Y.; Thorson, M.; Schmidt, A.; Seiple, T.; Billing, J.; Santosa, M.; Hart, T.; Fox, S.; Cronin, D.; Ramasamy, K.; Anderson, D.; Hallen, R.; Almansa, X.F.; Norton, J. Pacific Northwest National Laboratory,OSTI.GOV, 2022. Available online: https://www.osti.gov/servlets/purl/1863608 (accessed on 20 December 2024).
- Hussain, A.; Anastasakis, K. Technoeconomic evaluation of integrating hydrothermal liquefaction in wastewater treatment plants. Bioresour. Technol. 2025, 419, 132030. [Google Scholar] [CrossRef]
- González, R.; Ellacuriaga, M.; Aguilar-Pesantes, A.; Carrillo-Peña, D.; García-Cascallana, J.; Smith, R.; Gómez, X. Feasibility of Coupling Anaerobic Digestion and Hydrothermal Carbonization: Analyzing Thermal Demand. Appl. Sci. 2021, 11, 11660. [Google Scholar] [CrossRef]
- Bacci di Capaci, R.; Tasca, A.L.; Gori, R.; Vitolo, S.; Puccini, M.; Pannocchia, G. An Integrated Approach to the Hydrothermal Carbonization of Sewage Sludge: Simulation, Modeling, and Life Cycle Assessment. ChemEngineering 2023, 7, 44. [Google Scholar] [CrossRef]
- Xie, S.; Yu, G.; Li, C.; You, F.; Li, J.; Tian, R.; Wang, G.; Wang, Y. Dewaterability enhancement and heavy metals immobilization by pig manure biochar addition during hydrothermal treatment of sewage sludge. Environ. Sci. Pollut. Res. 2019, 26, 16537–16547. [Google Scholar] [CrossRef]
- Pawlak-Kruczek, H.; Urbanowska, A.; Niedzwiecki, L.; Czerep, M.; Baranowski, M.; Aragon-Briceño, C.; Kabsch-Korbutowicz, M.; Arora, A.; Seruga, P.; Wnukowski, M.; et al. Hydrothermal Carbonisation as Treatment for Effective Moisture Removal from Digestate—Mechanical Dewatering, Flashing-Off, and Condensates’ Processing. Energies 2023, 16, 5102. [Google Scholar] [CrossRef]
- Ha, D.T.; Tong, H.D.; Tran, K.; Trinh, T.T. The role of chemical functional groups in dewaterability of hydrochar: A molecular simulation study. J. Mol. Liq. 2024, 400, 124482. [Google Scholar] [CrossRef]
- Yue, Y.; Yao, Y.; Lin, Q.; Li, G.; Zhao, X. The change of heavy metals fractions during hydrochar decomposition in soils amended with different municipal sewage sludge hydrochars. J. Soils Sediments 2017, 17, 763–770. [Google Scholar] [CrossRef]
- Wang, L.; Chang, Y.; Liu, Q. Fate and distribution of nutrients and heavy metals during hydrothermal carbonization of sewage sludge with implication to land application. J. Clean. Prod. 2019, 225, 972–983. [Google Scholar] [CrossRef]
- Cavali, M.; Hennig, T.B.; Libardi Junior, N.; Kim, B.; Garnier, V.; Benbelkacem, H.; Bayard, R.; Woiciechowski, A.L.; Matias, W.G.; de Castilhos Junior, A.B. Co-Hydrothermal Carbonization of Sawdust and Sewage Sludge: Assessing the Potential of the Hydrochar as an Adsorbent and the Ecotoxicity of the Process Water. Appl. Sci. 2025, 15, 1052. [Google Scholar] [CrossRef]
- Chiguano-Tapia, B.; Diaz, E.; de la Rubia, M.A.; Mohedano, A.F. Co-Hydrothermal Carbonization of Swine Manure and Soybean Hulls: Synergistic Effects on the Potential Use of Hydrochar as a Biofuel and Soil Improver. Sustainability 2025, 17, 5022. [Google Scholar] [CrossRef]
- Ye, T.; Gou, L.; Wang, Y.; Liu, N.; Dai, L.; Wang, Y. Co-hydrothermal carbonization of pretreated sludge and polyethylene terephthalate for the preparation of low-nitrogen clean solid fuels. RSC Adv. 2024, 14, 17326–17337. [Google Scholar] [CrossRef]
- Zhang, G.; Wang, K.; Liu, Q.; Han, L.; Zhang, X. A Comprehensive Hydrothermal Co-Liquefaction of Diverse Biowastes for Energy-Dense Biocrude Production: Synergistic and Antagonistic Effects. Int. J. Environ. Res. Public Health 2022, 19, 10499. [Google Scholar] [CrossRef]
- Herdlevær, K.M.; Barth, T. Optimizing Formic Acid-Assisted Co-HTL of Digested Sewage Sludge and Lignocellulosic Waste for Enhanced Bio-Crude Yield and Energy Recovery. Energies 2024, 17, 258. [Google Scholar] [CrossRef]
- Liu, L.; Li, Y.; Li, A.; Wei, X.; Bai, J.; Li, D.; Huang, G.; Chang, C.; Li, P. Co-liquefaction of municipal sludge and tobacco stems: a novel strategy for crafting bio-oil enriched with high value-added nitrogen-containing compounds and amide entities. Biomass Conv. Bioref. 2025, 15, 6463–6481. [Google Scholar] [CrossRef]
- De Carolis, C.; Iori, V.; Narciso, A.; Gentile, D.; Casentini, B.; Pietrini, F.; Grenni, P.; Barra Caracciolo, A.; Iannelli, M.A. The Effects of Different Combinations of Cattle Organic Soil Amendments and Copper on Lettuce (cv. Rufus) Plant Growth. Environments 2024, 11, 134. [Google Scholar] [CrossRef]
- Prasad, M.; Foster, P. Comprehensive Evaluation and Development of Irish Compost and Digestate Standards for Heavy Metals, Stability and Phytotoxicity. Environments 2023, 10, 166. [Google Scholar] [CrossRef]
Figure 1.
Schematic representation of hydrothermal processes and reactions involved. Colored squares represent the main product phases.
Figure 1.
Schematic representation of hydrothermal processes and reactions involved. Colored squares represent the main product phases.
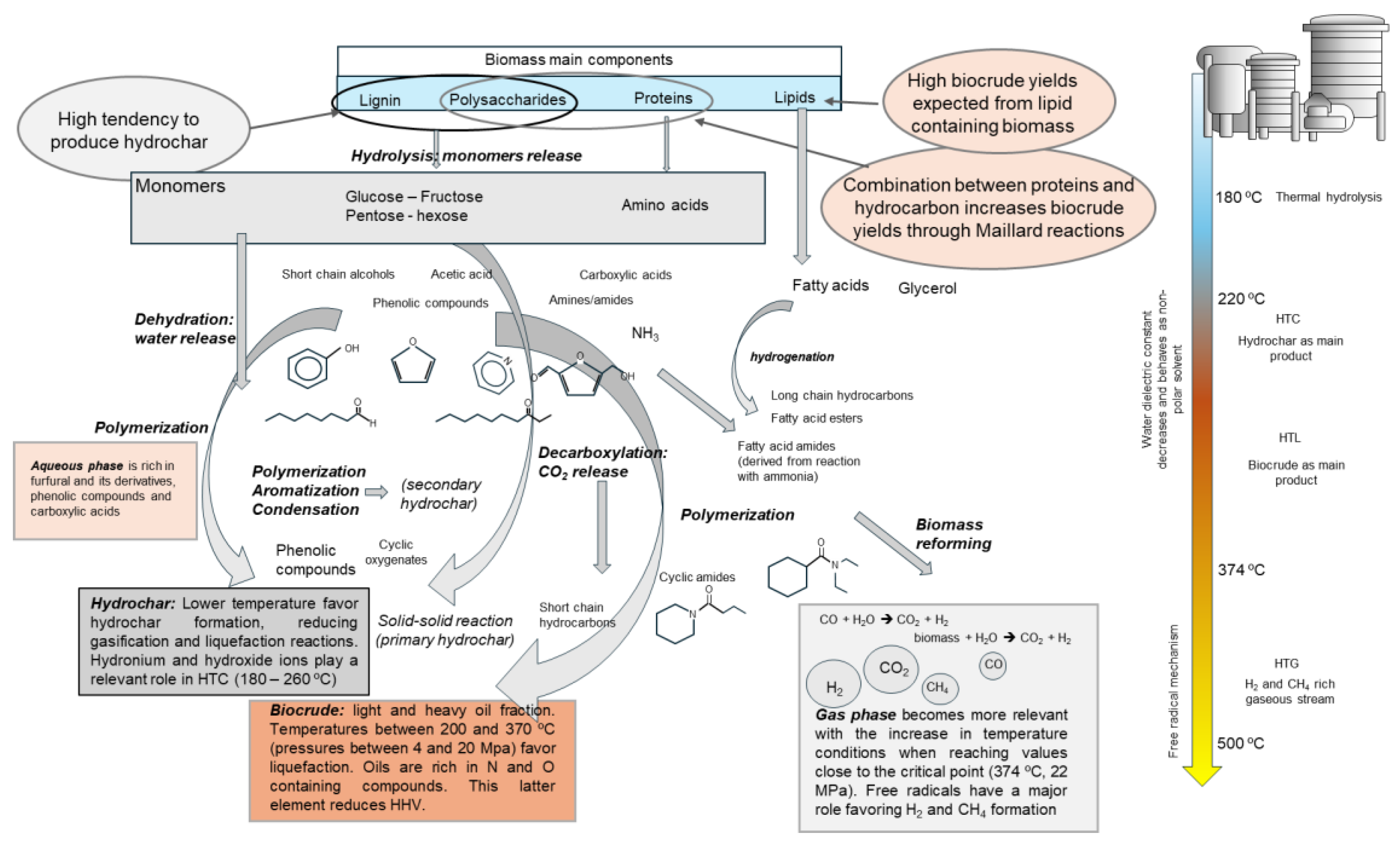
Figure 2.
Representation of the process integration: anaerobic digestion and hydrothermal treatment.
Figure 2.
Representation of the process integration: anaerobic digestion and hydrothermal treatment.
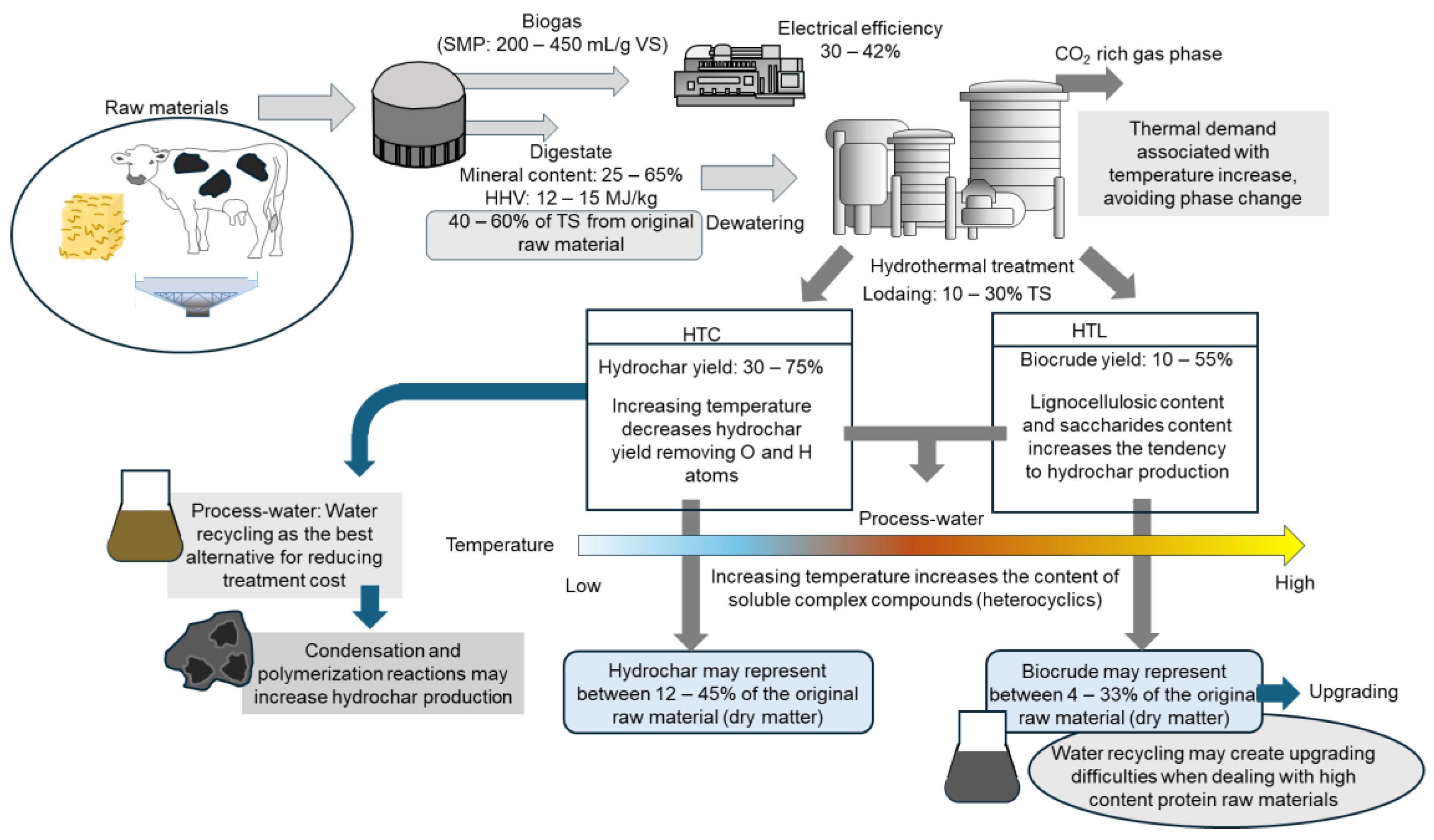

Table 1.
Equations proposed for estimating the severity factor in HTC and HTL treatments.
| Severity factor | Parameters | Specific considerations | References |
|---|---|---|---|
| HTC process | |||
| Log(R0) |
t: residence time in minutes T: temperature (°C) R0: reaction ordinate |
Equation considers only residence time at desired temperature. | [49,50] |
| Log(R0) |
n: number of treatment stages ti: residence time in minutes of each stage Ti: temperature of each stage (°C) R0: reaction ordinate ω = empirical parameter representing first-order approximation (12.1 for hardwood chips, 4.6 for enzymatic hydrolysis) Tf = temperature in the middle of the range of experimental conditions R = Universal gas constant (8.314 J mol/K) Ea = apparent activation energy |
Considering several treatment stages. | [48,51] |
| Log(R0) R0 = R0 (heating period) + R0 (holding period) |
t: residence time in minutes T: temperature (°C) T(t): Temperature profile during the heating period R0: reaction ordinate |
Equation considers the heating stage and the residence time at desired temperature. | [52] |
| Log(R0) R0 = R0 (heating period) + R0 (holding period) + R0 (cooling period) |
t: residence time in minutes T: temperature (ºC) T(t): Temperature profile during the heating/cooling period R0: reaction ordinate |
Equation considers the heating stage, the residence time at desired temperature and cooling stage. | [53] |
| HTL process | |||
| SI: empirical severity index |
t: residence time in seconds T: temperature (K) Eb = reference activation energy (2x105 J/mol) R = Universal gas constant (8.314 J mol/K) T0 = Reference temperature (700 K) |
Equation considers the reaction period. | [54] |
| R0 |
t: residence time in minutes T(t): Temperature profile during the heating period R0: reaction ordinate |
Equation considers the temperature profile | [55] |
Table 2.
Hydrotreatment results from typical wastes used as raw materials obtained by different authors when applying HTC, HTL and HTG to a similar feed.
Table 2.
Hydrotreatment results from typical wastes used as raw materials obtained by different authors when applying HTC, HTL and HTG to a similar feed.
| Biomass | HTC | HTL | HTG |
|---|---|---|---|
| Lignocellulosic biomass | Materials: corn stover, Tahoe mix, switch grass, rice hulls, Loblolly pine Temperature: 200 – 280 °C, pressure: 1.4 – 6.9 MPa, water to biomass ratio: 5:1 and 10:1. Heating time: 15 – 30 min, duration: 5 – 20 min. Increasing temperature reduces char yield. The increase in lignocellulosic content enhances char production. Recycling of process water does not increase char production at high temperature [68]. |
Materials: corn, peanut, soybean and rice straw. Temperature: 320 ºC, duration: 60 min. Poor bio-oil yields, with best results obtained from soybean straw. High char yield (24.5 – 35.5 %) [73]. |
Materials: synthetic biomass containing cellulose, xylose and lignin as model compounds. Temperature: 300 – 500 ºC, duration: 30 – 60 min. Feed stock concentration: 10 – 30 wt%. Hydrogen yield increases with temperature and reaction time. Xylose produced the highest yield (2.26 mmol H2/g), whereas lignin showed the lowest (0.73 mmol H2/g) [74]. |
| Manures | Material: cow manure Temperature: 180, 220 and 260 °C, duration: 5 and 30 min, water to biomass ratio: 5:1. Increasing temperature decreases char yield. A decrease in the liquid phase was observed at temperatures below 260 °C. The liquid pH became more acidic with the increase of HTC severity. Hydrochar with high ash content [75] |
Material: cow manure Temperature: 300 – 360 °C, duration: 30 min, water to biomass ratio: 5.7:1. Biocrude yield was 36.5% with the best performance obtained at 340 °C. Char yield was high (40 – 45%) due to the high ash content of manure [76]. |
Material: cow manure Temperature: 380 - 440 °C, pressure: 230 – 294 bars, duration: 5 – 30 min. Syngas yield: 16.1 – 25.9 mmol gas/ g TSfeed [77]. |
| Sewage sludge | Material: sewage sludge Temperature: 150 – 300 °C, duration: 30 – 150 min, solid load: 10 – 30%. Solid yield was maximum at 150 °C with hydrochar having high volatile and low ash content. Therefore, HHV 1 was also at its maximum at the lowest temperature tested [78]. |
Material: sewage sludge (primary, secondary and digested sludge were tested individually). Temperature: 276 – 358 °C, duration: 18 – 30 min, loading: 1.5 L/h at 10 – 16% TS. Experiments were conducted in a pilot plant using a 1.0 L CSTR 2. Biocruede yields range from 25 – 37% [79]. |
Material: sewage sludge Temperature: 380 – 420 °C, duration: 15 – 60 min, water to sludge ratio: 9:1. Increasing temperature increases syngas yields and hydrogen production (yields obtained ranged 7.2 - 10.9 mmol gas/g TS) [80]. |
| Algal biomass | Material: Picochlorum oculatum UTEX LB 1998 (lipid extracted algae) Temperature: 180 – 220 °C, heating rate: 5 °C/min, duration: 1 – 3 h, solid load: 8 – 15% TS. Hydrochar yield ranged from 26.8% to 36.4%, with values decreasing as the temperature increased. Increasing solid loading favored hydrochar formation [70]. |
Material: Galdieria sulphuraria and Nannochloropsis salina Temperature: 310 – 350 °C, duration: 5 – 60 min, solid loading: 5 – 10 %TS. N. salina required milder conditions, whereas the maximum temperature tested was required for G. sulphuraria. Biocrude yield was in the range of 40 to 54.3% for N. salina, whereas yields for G. sulphuraia were much lower (18.1 – 27.5%) [81]. |
Material: Ulva rotundata and armoricana Temperature: 400 - 550 °C, duration: 7 – 120 min, solid load: 7 and 16.4% TS. The experiment with the maximum duration yielded better results regarding methane content (3.8 mmol/g TS). High solid loading reduces hydrogen and methane yields. Hydrogen yield improved with an increase in temperature, reaching an approximate value of 1.8 mmol/g TS at 550 °C [82]. |
| Food waste | Material: Food waste derived from campus dining halls. Temperature: 200 – 260 °C, heating time to reach desired temperature: 25 min, duration: 30 min. Solid load: 9.5 – 10% TS. Hydrochar yield was between 68.5 and 75%, with a low ash content [71]. |
Material: Food waste Temperature: 300 °C, flow rate of 56.7 L/min. Feed TS content: 13.3%. One of the few works carried out under continuous conditions using a plug flow reactor (Pilot plant). The biocrude yield was 29.5%. The process energy consumption ratio was 0.53 (reported as the ratio between heating demand and energy contained in hydrochar) [72]. |
Material: Fruit and vegetable waste Temperature: 530 – 600 °C, duration: 45 min. The small reactor was removed from the oven and cooling was made by using a fan until the ambient temperature was reached. Hydrogen yield of 7.5 mmol/g TS. Hydrogen yield increases with increasing temperature. Methane yield decreases at temperatures higher than 400 °C due to the backward methanation reaction, which consumes CH4 and H2O to form H2 and CO [63]. |
1 HHV: Higher heating values. 2 CSTR: Continuously stirred tank reactor.
Table 3.
HTC and HTL experiments found in the scientific literature using digestates as raw material.
Table 3.
HTC and HTL experiments found in the scientific literature using digestates as raw material.
| Type of digested material | Experimental conditions and main results | Reference |
|---|---|---|
| HTC experiments | ||
| Digestate derived from a thermophilic plant digesting household waste (OHWD), a mesophilic plant digesting cow manure with a great proportion of bedding material (wheat straw) (CMD), and a mesophilic plant treating cow manure and silage (ECD) | Temperature: 170 – 250 °C Reaction time: 2 - 5 h (50 – 80 min were spent in heating the reactor to the working temperature). 15 min cooling after reaction ends. Reactor volume: 250 mL The ash content of digestate was high for OHWD (35.8%) and ECD (28.7%), but not for CMD thanks to their high content in wheat straw (15.7%), therefore hydrochar yields kept relation with the raw material characteristics, with higher ash content digestates reporting hydrochar with lower HHVs (in the range of 11.9 – 16.1 MJ/kg) whereas for CMD the hydrochar HHV ranged 17.1 - 20.7 MJ/kg. The operating conditions applied resulted in lower hydrochar yields with increasing temperature but improved fuel quality in contrast. The authors recommended CMD as the only digestate adequate for HTC. |
[116] |
| Digestate from sewage sludge with high ash content (61.2%) and low HHV (7.8 MJ/kg) | Temperature: HTC: 250 °C, reaction time: 1 h. HTL: 350 °C, reaction time: 1 h. Reactor volume: 75 mL. The high ash content of digestate was the factor responsible for the high solid residue obtained from any of the thermal processes tested. However, the HHV of hydrochar was low because of the high ash content of the raw material (4.3 MJ/kg and ash content of hydrochar of 81.4%). |
[117] |
| Digestate derived from a rural digestion plant with low ash content (8.1%, HHV of 19.74 MJ/kg) | Temperature: 200 °C, reaction time: 270 min. Water to biomass ratio of 12:1 The dewaterability of HTC solids improved compared to raw digestate. Hydrochar had an HHV of 23.63 MJ/kg and an ash content of 9.7%. |
[118] |
| Energy crop digestate (29.2% ash content) | Temperature: 210 °C, reaction time: 30 min to 5 h. HHV of digestate was around 16.0 MJ/kg, a value similar to that of the raw material; therefore, no energetic condensation was observed. Hydrochar yield was between 70% and 75.4%, with values decreasing as the reaction time increased. | [119] |
| Cow manure digestate with high ash content (44.8%) | Temperature: 180, 210 and 240 °C, reaction time: 60 min. Cooling: Quenching in an ice bath. Reactor volume: 50 mL, biomass to liquid ratio: 1:3. Whey was used as a carbon supplement. Hydrochar derived from digestate had an ash content between 49.5% and 58.6%. The addition of whey favored the incorporation of carbon into hydrochar, lowering the ash content to 43.4 – 49.9% (HHV of 11.4 - 15.5 MJ/kg). Energy ratios were higher when testing fresh manure compared to digestate. |
[120] |
| Agricultural feedstock digestate (8.1% ash content) and MSW digestate (55.9% ash content) | Temperature: 200 °C, reaction time: 4.5 h Reactor volume: 4 L, biomass to water ratio: 1:12. Best performance obtained for the digestate with lower ash content, yielding a hydrochar with a HHV of 23.2 MJ/kg. Dewatering was improved after HTC treatment with a slight enhancement (14%) in the case of agricultural feedstock digestate, but a 44% enhancement in the case of MSW digestate. |
[121] |
| Digestate from a plant using maize silage, liquid manure and grass silage as feed (27% ash content). | Temperature: 190, 220, 250 °C, reaction time: 3 h. Heating time to reach process temperature: 45 min. Cooling time: 5 min. Reactor volume: 250 mL. Hydrochar produced was intended for phosphate recovery and the remaining fraction after leaching, as activated carbon. Hydrochar yield showed a reversing trend with temperature. Lower yields were obtained at higher temperatures. Most of the phosphorus was retained in hydrochar, being positively correlated with temperature. |
[122] |
| Digestate from a plant using Napier grass, corn residue and rice husk as feed (30.8% ash content). | Temperature: 225, 245, 265 °C, reaction time: 1 h. Reactor volume: 250 mL. Biomass to water ratio: 1:10 Hydrochar yield reported was between 45.6% and 49.5%, with higher values obtained at lower HTC temperatures. Hydrochar phosphorus content increased with HTC temperature. Heavy metals accumulated in hydrochar without leaching to the water-soluble fraction. |
[123] |
| Digestate from hemp straw (17% ash content) | Temperature: 180, 200 °C, reaction time: 1, 3, 6 h Reactor volume: 1.5 L, solid loading: 13% TS Hydrochar yield ranged from 60 to 88.7%, with lower values obtained at higher temperatures and when increasing the reaction time at a constant temperature. |
[124] |
| Sewage sludge digestate, organic fraction of solid waste digestate, agro-industrial waste digestate | Temperature: 190 °C, reaction time: 1 h Industrial demonstration plant: C700 with treatment capacity of 5000 t/year (flow: 0.7 t/h). Heat consumption: 8.5 m3 CH4/t reactor input material Electricity consumption: 4.6 kWh/t reactor input material Hydrochar yield: 55 – 63% Phosphorus was concentrated in hydrochar (3.2 – 3.4 wt.%) derived from sewage sludge and agro-industrial waste. High levels of Cu and Zn were reported for sludge-derived hydrochar |
[100] |
| HTL experiments | ||
| Digestate from biogas plant (Nature Energy A/S, Denmark) (ash content: 36.2 – 39.5%) | HTL continuous plant Temperature 380 °C Hydrochar derived from the process was studied as fertilizer. The extraction of phosphate was evaluated using different leaching media and toxicity of hydrochar and the hydrochar filtered from the aqueous phase was tested as well. The presence of low molecular weight polycyclic aromatic hydrocarbon was the main cause of toxicity, with the filtered hydrochar presenting higher toxic effects. |
[125] |
| Digestate from a biogas plant treating OFMSW 1 and green waste (Pinerolo, Italy), (42% ash content) | Temperature: 300 – 360 °C, reaction time: 10 – 60 min, solid loading: 5 – 30 wt% Heating rate: 83 – 93 ºC/min, Cooling time: 50 s Reactor volume: 20 mL Maximum biocrude yield: 31.5% (HHV: 31 MJ/kg) Solid yield: 45 – 50% expressed on dry basis. |
[126] |
| Digestate derived from laboratory experiment treating a mixture of hydrolyzed dissolved air flotation sludge and stockyard waste (from animal pens) (ash content 39.5%) | Temperature: 250 – 350 °C, reaction time: 0 – 60 min, initial pressure: 0.1 – 5 MPa Reactor volume: 500 mL, heating rate: 3.5 °C/min. Maximum biocrude yield: 7% (at 290 °C, and 5 MPa of initial pressure, holding time of 83 min – including the heating time in this value) Hydrochar yield: 44.6% |
[127] |
| Manure digestate | Temperature: 300 °C, reaction time 60 min Heating time: 20 min Reactor volume: 500 mL Testing performance under acidic and alkaline conditions. Dehydration reactions were enhanced by the acidic pH, increasing biocrude yields. |
[128] |
| Manure digestate (MD) (ash content 26%) and acid whey (AW) | Temperature: 280 – 360 °C, reaction time: 10 – 50 min, AW:MD ratio: 0 – 2. Maximum biocrude yield (45.6%) obtained at 354 °C with a reaction time of 21 min and an AW:MD ratio of 1.21 |
[129] |
1 OFMSW: Organic fraction of municipal solid waste.
Table 4.
Treatments proposed in the scientific literature for hydrothermal-derived process water.
| Raw material treated | Hydrothermal process | Water treatment | Reference |
|---|---|---|---|
| Olive tree pruning | HTC: 2-L batch reactor at 250 °C and 3 h of reaction time. Process water characteristics: pH = 3.25, TOC 1 = 7.11 g/L |
Electro-oxidation using BDD 2 cell (25 V), current densities from 1.38 to 11.79 mA/cm2. TOC removal was between 30% and 40% |
[149] |
| Wheat straw | HTL Pilot plant at 350 °C with flow rate of 58.5 L/h. Slurry TS content: 12.5% Process water characteristics: pH = 5.4, TOC = 18.7 g/L |
Electro-oxidation using BDD cell. Constant current supplied (0 – 64 V, 0 – 10 A), current densities: 45.7, 95.2 and 147.2 mA/cm2. COD removal was between 14.4% and 81.6 % | [147] |
| Sewage sludge | HTL Pilot plant at 325 °C with flow rate of 43.0 L/h. Slurry TS content: 16.0% Process water characteristics: pH = 4.4, TOC = 12.2 g/L |
Electro-oxidation using BDD cell. Constant current supplied (0 – 64 V, 0 – 10 A), current densities: 45.7, 95.2 and 147.2 mA/cm2. COD removal was between 20.6% and 99.7% | [147] |
| Sewage sludge, food waste, spirulina, digestate | HTL Pilot plant at 325 °C with flow rate of 43.0 L/h. Slurry TS content: 16.0% Process water characteristics: COD = 12 – 120 g/L |
Electro-oxidation using RuO2/Ti anode and Ru/CF cathode (1.5 – 2.5 V) Current densities: 0 – 60 mA/cm2 The energy required for water treatment (COD reduction) and producing H2 is about twice that of commercial H2 electrolyzers |
[150] |
| Sewage sludge | HTL Pilot plant at 325 °C with flow rate of 43.0 L/h. Slurry TS content: 16.0% Process water characteristics: pH = 3.85, TOC = 11.9 g/L |
Wet oxidation with O2 Temperature: 200 – 350 °C Load pressure: 20 and 90 bar Final pressure: 50 – 190 bar Time: 2 – 180 min Treated process water at 350 °C and a reaction time of 180 min results in TOC concentrations of 470 mg/L and 704.5 mg/L of ammonium. Minimum energy requirement is 9.6 kWh/kg COD |
[151] |
| Microalgae (N. chlorella) | HTL: 410 mL batch reactor, 11 wt.% microalgae loading, 320 °C, reaction time 30 min, heating ramp 3.5 °C/min Process water characteristics: TOC = 12.4 g/L, TN 3= 8.1 g/L |
Supercritical water gasification (SCWG). 4.1 mL mini-batch reactor. Temperature: 450 – 500 °C Holding time: 10 min, including heating time. Catalyst testing: Pt-Pd/C, Ru/C, Pd/C, Na2CO3 and NaOH. Increasing temperature favored H2 production. Best performance found for Na2CO3 and NaOH catalyst addition |
[152] |
| Sewage sludge, food waste | HTL: continuous flow HTL plug flow reactor (300 mL), 350 °C. Process water characteristics: 1.7 – 3.1% C content, 0.5 – 0.9 wt.% N content |
Catalytic wet air oxidation, catalyst screening including HTL residual solids. Temperature: 175 and 225 °C (13.4 – 14.6 MPa Operating pressure) Air charging pressure 7.4 – 8.5 MPa An increased conversion of COD was achieved when using WO3 and ZrO2 as catalysts, resulting in higher yields of acetic and formic acid. Testing of trickle bed reactor using CeZr catalyst (4.1 MPa, 225 ºC, 0.6 h-1 of WHSV 4) achieved 50% COD reduction. |
[153] |
1 TOC: total organic carbon. 2 BDD: Boron-doped diamond. 3 TN: total nitrogen. 4 WHSV: weight hourly space velocity.
Table 5.
Technoeconomic studies assessing HTC and HTL plants that use biomass as raw materials.
| Raw material | Technology | Description | Reference |
|---|---|---|---|
| Out of specification compost (OSC) and grape marc (GM) | HTC Treatment capacity 20,000 t/year (dry biomass: 14,000 t OSC/year, 7000 t GM/year Main product: Hydrochar |
Equipment: high pressure pump, HTC reactor, heat exchangers, decanter, burner, depressurizing tanks, dryer, blower. No treatment considered for the process-water Plant cost estimate: 1.77 M€ 1 Break even value of hydrochar: 200 €/t |
[166] |
| Sewage sludge | HTC Treatment capacity 16,000 t/year (no specification of sludge TS content) Main product: Hydrochar (activated coal), Phosphate (struvite), sulphates Revenues obtained from waste treatment fees (main revenue) |
Equipment: HTC reactor, Recycling system for HTC process water, Separator, Activation of hydrochar to produce active carbon, Struvite precipitator, metal sulphate production unit Plant cost estimate: 10 M€ |
[98] |
| Sewage sludge | HTC Treatment capacity: sludge from a WWTP with 212,697 m3/d. Revenues obtained from hydrochar |
Equipment: Boiler, HTC reactor, filter press, dryer, pelletizer, purification unit for process water treatment (not specified) Plant cost estimate: 425,000 € |
[167] |
| Rice straw | HTC Treatment capacity: 84,000 t/year. Revenues obtained from hydrochar as activated coal. Process water treatment was not considered, neither recycling |
Equipment: Crusher, heat exchanger, HTC reactor, Filter press, solid washer, dryer. Plant cost estimate: 5.3 MUSD 2 Operational costs: 3.71 MUSD/year Minimum sale price: US$ 76/t |
[168] |
| Forest residue | HTC Treatment capacity: 235,153 - 783,862 t/year Water recycling is not considered. Process water treatment is not specified |
Equipment: Shredder, Mixer, HTC reactor, flashing tower, heat exchangers, storage tank, cooling towers, rotary filter, rotary dryer, pelletizer Plant cost estimate: 19.48 - 51.87 MUSD Operational costs: 13.7 – 33.2 MUSD/year |
[169] |
| Cattle manure and co-substrates (corn silage, sunflower cake, whey) | AD + HTC Treatment capacity: Cattle manure: 307,325 t/year Corn silage: 42,046 t/year Sunflower cake: 77 t/year Process water treatment not specified Whey: 590 t/year Revenues obtained from electricity, heat, digestate and hydrochar. |
Equipment: HTC reactor, filtration, dryer Annual profit: 23.13 MUSD/ year Electricity production: 245.7 GWh/year, heat production: 298.8 GWh/year, hydrochar production: 185 kt/year Hydrochar selling price: 150 USD/t Electricity selling price: 0.155 USD/kWh |
[170] |
| Paper sludge, sewage sludge, biowaste | HTC Treatment capacity: Biowaste 78,000 t/year (70% moisture content). Process water is partially recirculated, and remaining water is treated by reverse osmosis. Treated water is suitable for soil irrigation. |
Equipment: Mixer, high pressure pumping, heat exchangers, HTC reactor, Ash reduction tank, filter press, dryer, reverse osmosis, pelletizer. Hydrochar yield: 15,400 t/year (65.8%) Revenues from hydrochar selling and fees from waste treatment (50 €/t). Plant cost estimate: 27.3 M€ Operational costs: 3.08 M€/year Hydrochar selling price: 180 €/t |
[171] |
| Forestry residues | HTL Treatment capacity 3653 t/year (10% TS content) equivalent to 365.3 t/year dry biomass. Main product: biocrude. No upgrading considered |
Equipment: HTL reactor, heat exchangers, boiler, high pressure pumps, solar parabolic trough collectors, cyclone separator. Process water recirculation Plant cost estimate: 0.83 – 1.02 MUSD. Operational costs: 13% of CAPEX 3 Biocrude yield: 31% MFSP 4: 0.97 – 1.02 (USD/kg), biocrude. |
[172] |
| Kraft pulp mill waste | HTL + up-grading Treatment capacity 146,000 t/year dry lignin. Process water recycling |
Equipment: HTL reactor, centrifuge decanter, hydrotreatment/hydro-deoxygenation of biocrude, distillation, phenolic extraction Plant cost estimate: 114 – 124 MUSD Operational costs: 43.5 – 48.8 MUSD/year MFSP: 0.93 – 1.0 (USD/kg), gasoline |
[173] |
| Wood biomass (Aspen wood) + crude glycerol | HTL Treatment capacity 182,500 t/year (wood biomass), 365,000 t/year (wood + biomass) with composition of 17.8% wood, 16.5% glycerol, 65.7% water. Process water recycling, no information regarding the treatment of process water. |
Equipment: Pretreatment, HTL reactor, Hydrotreating, cracking unit. Plant cost estimate: 225.8 MUSD Fuel yield (gasoline equivalent): 27.8% MFSP: 0.56 – 1.87 (USD/L), gasoline |
[174] |
| Sewage sludge | HTL Treatment capacity 40,150 t/year (dry sludge) Revenues from fee sludge treatment |
Equipment: Fee sludge treatment tariff: 44 USD/t (wet sludge) Plant cost estimate: 32.9 MUSD Operational costs: 2.7 MUSD/year Upgrading is considered to take place in an independent facility MFSP: 2.27 USD/gal (biocrude gallon). |
[175] |
| Sewage sludge | HTL HTL plant base capacity: 14,000 t/year sludge (20% dry matter). WWTP capacity of 0.1 – 1.0 million population equivalents. Sludge with a TS content of 20%. Bio-oil upgrading is not considered. |
Equipment: High pressure pumping, heat exchangers, HTL plug flow reactor, Filter, Flashing unit, decanter Process water treated by back recirculation to the conventional waste activated sludge system. Plant cost estimate: 4.4 MUSD (base case 150,000 PE WWTP) Operational costs: 0.9 MUSD/year MFSP: 1.4 €/kg, biocrude. |
[176] |
1 M€: Millions of Euros. 2 MUSD: Millions of US dollars. 3 CAPEX: Capital expenditure. 4 MFSP: Minimum fuel sale price.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



