
Submitted:
20 March 2025
Posted:
21 March 2025
You are already at the latest version
Abstract
Plastic injection molding is a fundamental manufacturing process utilized in diverse areas, producing approximately 30% of global plastic products. This review examines the optimization methodologies in injection molding, emphasizing the integration of advanced modeling, surrogate models, and multi-objective optimization techniques to enhance efficiency, quality, and sustainability. Key phases such as plasticizing, filling, packing, cooling, and ejection are analyzed, each presenting unique optimization challenges. The review highlights the significance of cooling, which constitutes 50-80% of the cycle time, and explores innovative strategies like conformal cooling channels (CCC) to improve uniformity and reduce defects. Various computational tools, including Moldex3D and Autodesk Moldflow, are discussed due to their role in process simulation and optimization. Additionally, optimization algorithms such as evolutionary algorithms, simulated annealing, and multi-objective optimization methods are explored. Integration of surrogate models like Kriging, response surface methodology, and artificial neural networks has shown promise in addressing computational cost challenges. Future directions emphasize the need for adaptive machine learning and artificial intelligence techniques to optimize molds in real time, offering more innovative and sustainable manufacturing solutions. This review is a comprehensive guide for researchers and practitioners, bridging theoretical advancements with practical implementation in injection molding optimization.
Keywords:
injection molding
; design of molds
; conformal cooling channels
; surrogate models
; multi-objective optimization
1. Introduction
Plastic injection molding is one of the most critical manufacturing processes, responsible for approximately 30% of all plastic products produced globally [1,2,3]. It is widely employed across various industries to manufacture complex, high-precision components, including automotive, electronics, medical, and consumer goods. The process comprises multiple stages, such as plasticizing, injection, cooling, and ejection, each presenting unique challenges and optimization opportunities.
This review paper explores the optimization strategies used in plastic injection molding, focusing on integrating advanced algorithms, numerical modeling, surrogate models, and multi-objective optimization algorithms to enhance process efficiency, product quality, and sustainability [1,3]. The optimization of injection molding is essential for reducing manufacturing costs, improving product quality, and minimizing cycle times. The scope of optimization spans different stages of the process, involving various decision variables and objectives such as reducing warpage, minimizing cooling time, and improving the mechanical properties of the final product [4]. Given the complexity and interdependence of these variables, sophisticated algorithms capable of handling multi-objective optimization problems with conflicting objectives are required [5,6].
Recent advancements in computational modeling tools, including Moldex3D, Autodesk Moldflow, and other numerical modeling software, have transformed how engineers design and optimize injection molds given the design improvements enabled by tools like Moldex3D or Autodesk Moldflow and their impact on cycle times or defect reduction [7]. These tools allow for numerical modeling of the molding process, offering insights into the flow, pressure, and temperature distributions within the mold due to its computational efficiency. Such simulations are instrumental in optimizing mold design, particularly in implementing strategically conformal cooling channels (CCC). CCC follows the contour of the mold cavity, resulting in more uniform cooling and significantly improved cycle times and product quality [8,9].
Optimization procedures applied in injection molding are diverse, ranging from traditional methods like empirical approaches and gradient-based algorithms to more sophisticated ones such as evolutionary algorithms (EA), simulated annealing (SA), particle swarm optimization (PSO), and multi-objective optimization (MOP) [8]Each algorithm has unique strengths and limitations. For example, while EA is well-suited for global optimization, it often requires longer computational times and is highly sensitive to parameter settings. Additionally, these algorithms require evaluating many solutions during the search procedure, implying the need for surrogate models to replace the computationally expensive calculations.
This review described these optimization algorithms by analyzing their applicability, strengths, and weaknesses in injection molding. Previous work by Gaspar-Cunha et al. [10] provides a framework for employing evolutionary algorithms to address multi-objective optimization in plastic manufacturing processes, including injection molding. Furthermore, we will discuss the role of surrogate models, such as response surface methodology (RSM), Kriging, and artificial neural networks (ANN), which are often used to approximate complex simulations and reduce computational costs during optimization [11].
As the industry advances, further research is needed to enhance machine learning and artificial intelligence integration into mold design optimization. Future directions may involve exploring adaptive algorithms that leverage data generated from numerical modeling during the optimization process, allowing for real-time process adjustments and more innovative mold design [12,13]. This review also analyzes the latest reviews and studies on CCC and injection molding optimization methodologies. Despite significant progress, gaps remain in addressing the limitations of existing optimization methodologies and how the optimized objectives are selected.
Related reviews have explored various facets of CCC and injection molding optimization, focusing on specific aspects such as cycle time reduction, cooling efficiency, or additive manufacturing techniques.
Shayfull et al. [14] highlighted the potential of CCC in rapid heat cycle molding (RHCM) to reduce cycle times and enhance part quality, focusing on additive manufacturing and simulation tools for optimization. However, they primarily addressed cycle time reduction, overlooking broader objectives like temperature profiles that impact defect formation and limiting the comprehensive optimization of CCC.
Fernandes et al. [15] discussed optimization methodologies such as Design of Experiments (DOE), Artificial Neural Networks (ANN), and Genetic Algorithms (GA) for injection molding. While evaluating strengths and limitations, they focused on conventional objectives like cycle time and product quality, lacking exploration of temperature distribution and defect prevention for a holistic optimization framework.
Kanbur et al. [8] explored additive manufacturing for CCC geometries using Computer-Aided Engineering (CAE) tools to optimize cooling performance. Most reviewed works focused on cooling efficiency and cycle time, neglecting critical factors such as shrinkage and warpage that affect CCC performance.
Wei et al. [16] reviewed CCC development and optimization using additive manufacturing methods like Selective Laser Melting (SLM) and Direct Metal Laser Sintering (DMLS). They discussed parametric optimization techniques to improve cooling efficiency but gave limited attention to mechanical integrity and defect minimization, which are essential for consistent part quality.
Feng et al. [17] reviewed CCC design and hybrid additive-subtractive manufacturing methods to improve dimensional accuracy. However, they lacked emphasis on practical applications or real-world case studies, limiting insights into the feasibility of their proposed methodologies.
Silva et al. [18] examined multi-objective optimization strategies for CCC using advanced additive manufacturing and simulation tools to balance cooling efficiency and mechanical integrity. Despite these efforts, the reviewed methodologies often focused on a limited set of objectives, failing to address the complexities of balancing conflicting goals.
Current literature on CCC and IM optimization primarily targets a narrow set of objectives like cycle time, shrinkage, warpage, and energy consumption. Also, there is a lack of a framework for comparing optimization methods and a new point of view that addresses both theoretical advancements and practical implementation gaps, proposing comprehensive optimization approaches:
- Broader Optimization Objectives: Future work should go beyond conventional objectives, including new considerations like temperature profiles linked to defect formation for comprehensive optimization.
- Practical Applications: Practical case studies are needed to bridge the gap between theory and practice.
- Multi-Objective Optimization: New approaches should balance conflicting objectives, such as cooling efficiency, mechanical integrity, and defect prevention.
- Data Mining: Using data mining tools is fundamental to understanding the link between the data involved (decision variables and objectives) and building surrogate models.
- Simplified Guidelines: Developing accessible guidelines for adopting advanced optimization techniques is crucial for broader adoption by practitioners.
This review aims to serve as a comprehensive guide for researchers and practitioners alike, aiding in selecting the most appropriate optimization methodologies for designing molds, with a special emphasis on molds using conformal cooling channels. By examining current methodologies and discussing future directions, this paper contributes to the ongoing advancement of plastic injection molding technology.
This article is organized as follows: Section 2 explores the concepts and optimization methods related to the injection molding process existent in the literature; Section 3 presents the literature review concerning the global process and CCC; Section 4 highlights the most important conclusions and presents some suggestions for further work.
2. Optimization of the Injection Molding Process
2.1. Injection Molding Cycle
The injection molding process comprises several critical phases: plasticating, filling, packing, cooling, and ejection (Figure 1A). Each phase significantly influences the final quality of the molded part [1,4,19,20].
In the plasticating phase (i), polymer granules are heated and melted within the injection molding machine's barrel. The temperature and shear conditions during plasticating are crucial as they affect the polymer's viscosity and flow characteristics. In the filling phase (ii), the molten polymer is injected into the mold cavity through the sprue, runners, and gates. The design of the feed system, including the geometry of runners and gates, plays a vital role in achieving uniform flow and minimizing pressure drops. The packing phase (iii) aims to compensate for material shrinkage as the polymer cools. The duration and pressure of the packing phase are critical parameters that influence the final part's density and mechanical properties. The cooling phase (iv) allows the molten polymer to solidify within the mold. The design and efficiency of the cooling system, including the placement and geometry of cooling channels, are essential for uniform cooling. Non-uniform cooling can lead to residual stresses, warpage, and dimensional inaccuracies. Advanced cooling techniques, such as conformal cooling channels that follow the mold's contours, have been developed to enhance cooling efficiency and part quality. Finally, in the ejection phase (v), the part is ejected from the mold when was sufficiently cooled and solidified. Proper draft angles and surface finishes on the mold surfaces facilitate smooth ejection.
Simultaneously, by systematically analyzing and optimizing each phase of the injection molding cycle, manufacturers can enhance part quality, reduce cycle times, and improve overall process efficiency. The duration of each stage is dependent on the material properties and the specific design characteristics of the part. Consequently, optimizing these stages is imperative for enhancing production efficiency [1,4]. Among these stages, cooling is often the most time-intensive, comprising between 50% and 80% of the overall cycle time, as shown in Figure 1B) [18]. Therefore, achieving efficient heat transfer is critical to minimizing cooling duration while preserving part quality and maintaining dimensional accuracy.
2.2. Optimization Characteristics
Optimizing the injection molding process involves fine-tuning parameters across various phases to minimize defects such as shrinkage, warpage, and residual stresses. Critical factors include:
- Material Temperature: The initial temperature during the plasticating phase affects polymer viscosity and flow behavior, influencing the subsequent process phases.
- Process Parameters: The injection speed, pressure, packing pressure, and cooling time must be carefully optimized for specific materials and part geometries to ensure consistent quality.
- Feed System and Cooling Channel Design: The geometry of runners, gates, and cooling channels governs flow patterns and cooling rates, directly impacting the final part’s microstructure, mechanical properties, and dimensional stability.
- Mold Temperature: Uniform and appropriately controlled mold temperatures are critical to consistent cooling, solidification, and dimensional accuracy.
Understanding the interplay between polymer flow dynamics and thermal profiles during the plasticating, filling, packing, cooling, and ejection phases is crucial. These factors dictate the development of the part's microstructure, ultimately determining its mechanical properties and dimensional precision. Poor control of these parameters can lead to defects such as shrinkage, warpage, and residual stresses, compromising product quality [4].
Figure 2 illustrates the interconnections between decision variables, such as process parameters and system geometry, the various phases of the injection molding cycle, and the objectives to be optimized. Mold temperature, for instance, plays a central role across most phases, conditioning the process behavior and influencing the final parts' quality [20].
Selecting appropriate optimization objectives presents a significant challenge due to the complexity of the thermomechanical phenomena involved simultaneously. Flow and temperature dynamics influence microstructure development, which affects potential defects like shrinkage, warpage, and residual stresses. However, the interdependency between temperature dynamics and these defects remains inadequately understood. An open question is whether optimization objectives should directly measure temperature dynamics or focus instead on defect outcomes.
Each phase of the injection molding cycle impacts different aspects of the final part’s quality, as illustrated in Figure 2: The plasticating phase determines the initial melt temperature, influencing viscosity and flow behavior; the filling phase defines the flow dynamics, affecting molecular orientation and microstructure; the packing phase influences part density and residual stresses; the cooling phase establishes temperature dynamics and dimensional stability; and the ejection phase affects part distortion and surface finish.
Various performance measures can serve as potential optimization objectives in each phase. These measures, however, often conflict, making the optimization process inherently multi-objective and complex. Determining whether it is better to prioritize thermal dynamics or defect minimization in objective selection remains a key research challenge [21].
2.3. Design Variables
The design variables in injection molding play a critical role in determining the manufacturing process's efficiency, quality, and overall success. These variables are broadly categorized into four main domains: operating conditions, feed system, cooling channels, and ejection system. Effective optimization of these elements is critical for achieving superior product quality, enhanced throughput, and cost-effectiveness [22].
Operating conditions (Figure 1) encompass several key parameters that directly influence the molding process and product outcomes [19,23,24].
- Melt Temperature (Tmelt): The temperature of the molten polymer affects viscosity, flow behavior, and material properties. Precise control ensures proper mold filling and reduces degradation risks.
- Mold Temperature (Tmold): Mold temperature critically influences cooling rates, cycle times, and product quality. Elevated mold temperatures enhance the surface finish and reduce residual stresses but may extend cycle durations. Conversely, lower temperatures expedite cooling but can lead to defects such as warpage and shrinkage.
- Ejection Temperature (Teje): The temperature at which the part is ejected from the mold impacts dimensional stability and surface integrity.
- Coolant Temperature (Tcoolant) and Air Temperature (Tair): These temperatures directly affect the cooling system's efficiency, and the coolant temperature must be optimized for consistent thermal management.
- Injection Time (tinj): This parameter determines the duration for which material is injected into the mold. Proper timing ensures uniform filling and mitigates air entrapment.
- Packing Time (tpack): Essential for compensating material shrinkage during cooling, optimized packing time prevents voids and sink marks.
- Cooling Time (tcooling): This significantly impacts cycle time and productivity. Reducing cooling time while maintaining part integrity is key to efficient operation.
- Injection Speed (Vinj): The velocity of polymer flow during injection must be optimized to ensure consistent filling and avoid air traps or material shear.
- Injection Pressure (Pinj) and Packing Pressure (Ppack): These pressures ensure mold filling and compensate for shrinkage. Excessive pressure, however, can result in defects like warpage and material stress.
The geometry of cooling channels is crucial for effective thermal management during the injection molding process. Well-designed cooling systems enhance heat dissipation, reduce cycle times, and ensure dimensional stability. Figure 3 shows an example in which the aim is to design two different situations alternatively, one with two circular rings and the other with three circular rings. In these cases, key geometric parameters include:
- Diameter (D1, D2, and D3): The diameter of the cooling channels determines the flow rate and cooling efficiency. Larger diameters enhance cooling but may reduce mold strength.
- Pitch Distance (d1, d2, and d3): The spacing between adjacent channels, also known as the pitch distance, affects the cooling uniformity. Too large a pitch may lead to uneven cooling and warpage, while too small a pitch can weaken the mold structure.
- Distance Between Channel Centers and Part Surface (d´1, d´2, and d’3): The distance from the center of the cooling channel to the part surface must be optimized for effective thermal transfer without compromising the part’s structural integrity.
- Length: The overall length of the cooling channels influences the temperature gradient and pressure drop across the system.
The placement of cooling channels should ensure uniform thermal distribution, minimal pressure drop, and enhanced mold longevity. Advanced cooling techniques, such as conformal cooling, have been increasingly employed to achieve superior thermal performance by tailoring channel geometry to the part’s complex shape [25].
The mold geometry, encompassing gate locations, runner dimensions, and cooling channels, is crucial in achieving uniform flow, reducing pressure drops, and improving cooling efficiency [1]. The ejection system, including the placement and design of ejector pins, ensures smooth part removal without damage or deformation.
2.4. Optimization Objectives
In general, the objectives to be optimized are related to i) reducing common defects such as shrinkage, warpage, sink marks, voids, and incomplete filling; ii) reducing cycle time, essential for improving production efficiency and reducing costs; iii) enhancing mechanical properties such as strength, flexibility, and impact resistance based on the intended use of the product; iv) improve surface finish, ensuring the final product meets aesthetic requirements without further processing; v) optimize material use, reducing waste and improving the overall sustainability of the manufacturing process.
Due to its importance, it is relevant to stress here that injection molding is susceptible to various defects potentially affecting product quality that can be difficult to overcome and, for that reason, are commonly studied in literature and industrial practice. For example, most of these defects derive from the cooling phase [1,4,26]. Due to uneven cooling rates across the part, the warpage can result in differential shrinkage, causing the part to deform or warp. Variations in wall thickness, geometric features, or insufficient cooling time contribute to warpage. Sink marks due to differential cooling rates can lead to uneven shrinkage, causing depressions or dimples on the part surface. These sink marks often occur in thick sections where cooling is slower. Internal Stress and Cracking due to rapid or uneven cooling can result in internal stresses within the part. These stresses may exceed the material's strength, leading to cracking or fracture. Warpage can also induce internal stresses. Short shots consist of the incomplete filling of the mold cavity due to premature solidification, which results in incomplete or undersized parts. Shrinkage due to non-uniform cooling can lead to variations in part dimensions across the mold, resulting in dimensional inaccuracies. This defect is particularly significant in large or complex parts.
However, two aspects of optimizing the process are difficult to deal with. Firstly, most of these defects are difficult to quantify, making it impossible for any numerical modeling software to calculate them. The alternative is to determine it experimentally and find a way of considering it for optimization, using, for example, artificial neural networks or another regression technique. Secondly, in most cases, it is impossible to determine a causal connection between the defect and the decision variables. This difficulty is related to the previous one since if this causal effect is not known, it is impossible to calculate the extension of the defect [27]. Simultaneously, the different software can calculate the values of essential defects, such as shrinkage, warpage, short shot, and internal stresses [28].
Figure 4 illustrates an example where the objective is to minimize the thickness distribution difference between a plastic part's inner and outer lines (Figure 4A), achieving a uniform thickness throughout the entire wall. Figure 4B) presents two potential temperature distribution profiles alongside the target value. When the goal is to align the profiles as closely as possible with the target value, and both profiles share the same average value, Profile 2 appears more favorable. This demonstrates that assessing only the average value of all points on the surface is inadequate; evaluating the deviations of the most extreme points is equally important. Furthermore, it is worth emphasizing that most defects stem from non-uniform cooling. As such, incorporating temperature profiles in defect prevention is highly significant. This introduces an additional challenge to the optimization process, as incorporating more objectives increases complexity and necessitates using tools like principal component analysis (PCA) to identify and select the most relevant objectives.
2.5. Optimization Methodologies
Optimization methods in injection molding are diverse and can be categorized based on their objectives and approaches. These include single-objective, multi-objective, hybrid methods, and data-driven and AI-driven techniques. Below is an overview of the most prominent methods, with their applications and characteristics explained in a more accessible way.
Traditional Methods:
- Empirical Methods: These rely on trial and error, using prior experience to refine settings for injection molding. They are straightforward but can be time-consuming.
- Design of Experiments (DOE): DOE systematically examines the influence of input variables on outputs, optimizing conditions by statistically analyzing multiple factors simultaneously [29].
- Taguchi Method: This approach optimizes parameter settings to minimize variability and improve quality, emphasizing robust design [30].
- Taguchi with Grey Relational Analysis (GRA): This method addresses problems with multiple performance metrics by combining Taguchi's robustness with GRA, ensuring comprehensive optimization [31].
Iterative Optimization Techniques [32]:
- Simplex Method: Designed for linear problems, this mathematical technique efficiently navigates through feasible solutions to find the optimal one.
- Complex Method: Suitable for non-linear and multimodal functions, this approach identifies global or near-global optima in complex scenarios.
- Gradient Methods: Gradient-based techniques, such as gradient descent, use derivative information to optimize smooth, differentiable problems efficiently.
- Direct Search Methods: These are ideal for non-smooth or discontinuous problems, as they do not rely on derivative information.
- Advanced Computational Methods:
- Sequential Approximate Optimization (SAO): SAO creates surrogate models to approximate objectives, enabling faster optimization of complex problems [33].
- Sequential Quadratic Programming (SQP): This method solves a series of quadratic subproblems, excelling in optimization scenarios with non-linear constraints [34].
- Stochastic and Evolutionary Approaches:
- Evolutionary Algorithms (EA): Inspired by natural selection, EAs can solve complex, multi-variable, and global optimization problems [35].
- Particle Swarm Optimization (PSO) and Multi-Objective PSO (MOPSO): These algorithms simulate social behavior to solve non-linear, multi-dimensional problems efficiently [36].
- Simulated Annealing (SA) is a probabilistic method for exploring the solution space to approximate the global optimum in complex problems [37].
- Multi-Objective Optimization Techniques:
- Multi-Objective Evolutionary Algorithms (MOEA): Adaptation of EA to deal with multi-objective optimization problems based on non-dominance. For example, the NSGA-II (Non-Dominated Sorting Genetic Algorithm II) is a popular MOEA that handles trade-offs between conflicting objectives [38].
- Multi-Objective Firefly Algorithm (MOFA): Inspired by firefly behavior, MOFA effectively solves multi-objective problems with strong convergence properties [39].
- Multi-Objective Bayesian Optimization (MBO): MBO balances exploration and exploitation using Bayesian inference, reducing computational effort [40].
- Topology Optimization
- Topology Optimization (TO): A computational method used to design structures or materials by optimizing their layout within a given design space to achieve the best performance while satisfying constraints [41].
- Data-Driven, AI-Driven, and Fuzzy Logic Approaches
- Data and AI-Driven Optimization: This methodology uses data, such as ANN, to drive the optimization method [42].
- Fuzzy Optimization: This method incorporates fuzzy logic to address uncertainties and imprecise inputs, ensuring robust outcomes [43].
These methods highlight the breadth of techniques available for optimizing injection molding processes, from empirical approaches to sophisticated AI-driven models tailored to various complexities and objectives. They vary in complexity, each offering distinct advantages. Traditional methods like empirical approaches and Taguchi ones rely on past experiences but can be time-consuming. Design of Experiments (DOE) improves efficiency through systematic factor analysis. Iterative techniques, such as the Simplex and gradient-based approaches, optimize structured problems but struggle with complexity. Direct search methods work well for non-smooth problems. Advanced computational techniques like Sequential Approximate Optimization (SAO) and Sequential Quadratic Programming (SQP) improve convergence but require precise models. Stochastic and evolutionary algorithms, including Evolutionary Algorithms (EA) and Particle Swarm Optimization (PSO), excel in global optimization. Multi-objective approaches balance conflicting objectives, like Multi-Objective Evolutionary Algorithms (MOEA) and Bayesian Optimization (MBO). Data-driven and AI-based methods, such as Artificial Neural Networks (ANN) and fuzzy logic, enhance adaptability and precision. Integrating AI with traditional optimization offers a promising path to more efficient injection molding processes.
For example, Figure 5 illustrates the flowchart of a multi-objective evolutionary algorithm (MOEA) grounded in the concept of non-dominance, which plays a crucial role in guiding the population toward the Pareto frontier over successive generations [5,6].
Consider a problem with two objectives to be maximized (Figure 5A). Solutions located in the top-right region outperform the central solution in both objectives, rendering the central solution dominated by all solutions in this region. Conversely, solutions in the bottom-left region are worse in both objectives and are, therefore, dominated by the central solution. The set of solutions is not dominated by any other forms of the Pareto front, representing the optimal trade-offs among the objectives.
Non-dominance ensures solutions are ranked by their ability to balance trade-offs across objectives. Solutions are grouped into non-dominated fronts, with the first front prioritized to maintain diversity and drive progress toward the Pareto frontier, followed by subsequent fronts, which consist of solutions dominated by higher-ranking ones.
Non-dominance is key in multi-objective optimization, balancing trade-offs without arbitrary weights. By recombining top solutions, the algorithm evolves a diverse, high-quality approximation of the Pareto front. This concept can be used with an EA (Figure 5B) to evolve a population of solutions towards the Pareto front during successive generations, balancing exploration and exploration of the search space. In this case, the assignment of the fitness step considers the level of non-dominance of the solutions to improve their quality, enabling, in this way, a better capacity to be selected for reproduction in the selection step.
2.6. Numerical Modelling and Surrogates
The optimization of the injection molding process involves a combination of experimental techniques, numerical simulations, and advanced computational models. Each approach contributes uniquely to enhancing efficiency, quality, and cost-effectiveness. Below, we explore these methods in detail, highlighting their applications and advantages.
Experimental approaches are fundamental in observing and measuring real-time parameters during injection molding. These techniques are indispensable for validating numerical models and providing crucial temperature, pressure, and cooling data. By ensuring alignment with real-world conditions, experimental methods form the foundation for optimizing process parameters [44].
Simulation tools are critical in predicting outcomes and refining designs before manufacturing. Three leading software solutions – Moldflow, Moldex3D, and ANSYS – offer distinct capabilities suited for different aspects of injection molding analysis. This comparative analysis examines their strengths, applications, and key differentiators.
Moldflow [45]
Moldflow, developed by Autodesk, is widely used for simulating various aspects of the injection molding process, including i) Filling, packing, cooling, and warpage analysis; ii) Prediction of defects such as air traps, sink marks, weld lines, and voids; iii) Optimization of gate and runner design to enhance material flow efficiency; iv) Support for a broad range of materials, providing accurate material behavior predictions; and v) Integration with CAD tools, enabling seamless design iterations. Moldflow is particularly useful for engineers looking to reduce waste, minimize defects, and improve part manufacturability.
Moldex3D [46]
Moldex3D is known for its ability to handle complex part geometries and detailed simulation of melt behavior. Key features include: i) Advanced 3D numerical simulation for highly accurate predictions of material behavior; ii) Detailed insights into melt front behavior, cooling efficiency, and potential defects; iii) Improved cycle time estimation, helping manufacturers optimize production schedules; iv) Comprehensive material database, supporting accurate analysis of various thermoplastics; and v) Integration with multi-physics analysis, enabling the study of interactions between thermal and mechanical properties. Moldex3D is ideal for applications where precision and detailed analysis of complex geometries are essential.
ANSYS [47]
ANSYS provides a broader range of engineering simulations with a strong focus on thermal and structural analysis. Key features include: i) Structural and mechanical stress analysis, allowing for in-depth study of deformations during molding; ii) Optimization of material properties to enhance durability and performance; iii) Coupled thermal and flow analysis, ensuring realistic heat transfer modeling; iv) Finite element analysis (FEA) capabilities, aiding in mechanical performance evaluation; and v) Compatibility with other ANSYS modules, enabling multi-disciplinary simulations. ANSYS is best suited for engineers who need a comprehensive analysis of structural and thermal stresses beyond just the injection molding process.
Table 1 stresses the most important characteristics of each one of these programs.
Choosing the right injection molding software depends on the specific needs of the project:
- Moldflow is best for general injection molding simulations, particularly for optimizing process parameters and defect minimization.
- Moldex3D is ideal for detailed melt flow analysis and handling complex part geometries with high precision.
- ANSYS is more suitable for engineers who require in-depth structural and thermal analysis beyond just the molding process.
Each software has its strengths, and in some cases, a combination of these tools may provide the most comprehensive analysis for optimizing injection molding processes.
In some cases, it can be helpful to use custom software solutions, which are characterized by the development of tailored in-house models that are often made to address the specific needs of unique molds or parts. These bespoke tools combine experimental data with simulations for higher accuracy and reliability [48,49].
Integrating modeling with optimization routines is common to optimize the injection molding process effectively. However, the computational cost of evaluating numerous solutions can be prohibitive. To address this challenge, surrogate models or metamodels are employed, simplifying complex simulations while maintaining accuracy. Some important techniques include [50]:
- Polynomial Regression (PR): Models variable relationships using polynomial equations [51].
- Response Surface Methodology (RSM): Utilizes statistical approaches to model interactions between variables [52].
- Kriging: A spatial interpolation method that creates surrogate models for high-dimensional data [53].
- Support Vector Machines (SVM) + Linear Regression: Combines SVM with linear regression to enhance prediction accuracy [54].
- Artificial Neural Networks (ANN): Leverage input data to predict outcomes and are often paired with Genetic Algorithms (GA) for enhanced optimization [55].
- Bayesian Methods: Incorporates probability distributions to quantify model uncertainty and enhance predictions [56].
- Radial Basis Function (RBF): Uses neural network methods to approximate multivariable functions [57].
- Quadratic Response Surface (QRS): Applies quadratic polynomial models for response surface analysis [58].
- Physics-Informed Neural Networks (PINN): Integrates physical laws into neural networks for more accurate modeling [59].
- Gaussian Process Regression (GPR) + ANN: Combines GPR and ANN for improved prediction reliability [60].
- Proper Orthogonal Decomposition (POD) + Polynomial Chaos Expansion (PCE): POD reduces dimensionality, while PCE approximates uncertainty propagation [61].
The abovementioned techniques encompass a range of statistical, machine-learning, and physics-informed methods for modeling complex systems. Polynomial Regression (PR) and Quadratic Response Surface (QRS) offer simple yet limited approximations, struggling with high-dimensional data. Response Surface Methodology (RSM) extends polynomial models by capturing variable interactions but remains constrained by underlying assumptions. Kriging and Gaussian Process Regression (GPR) provide flexible, nonparametric interpolation methods well-suited for high-dimensional spaces, though computationally expensive. Machine learning approaches, such as Support Vector Machines (SVM), Artificial Neural Networks (ANN), and Radial Basis Functions (RBF), excel in capturing nonlinear relationships but require significant training data and tuning. Physics-Informed Neural Networks (PINN) enhance predictive accuracy by embedding physical constraints, making them suitable for scientific modeling. Bayesian methods improve uncertainty quantification, while Proper Orthogonal Decomposition (POD) and Polynomial Chaos Expansion (PCE) aid in dimensionality reduction and uncertainty analysis, proving useful in complex simulations. The effectiveness of each technique depends on the problem’s structure, data availability, and computational resources.
By combining these experimental, simulation, and surrogate modeling techniques, engineers can achieve a more efficient, reliable, and cost-effective injection molding process.
For example, Feng et al. [62] studied the automated and robust multi-objective optimization of thin-walled product injection processes using a hybrid Radial Basis Function-Multi-Objective Genetic Algorithm (RBF-MOGA) approach. An ANN was used to map the decision variables (e.g., melt temperature, injection time, cooling time, mold temperature, and packing pressure profile) as a function of the objectives to minimize (e.g., warpage, shrinkage, and weld lines). Multiple objectives were articulated by optimizing the Pareto front using the RBF-MOGA approach, achieving a balance between the objectives.
3. Literature on Optimization of Injection Molding
3.1. Organization of This Review
This review is structured into two main sections: (i) optimization of the process as a whole and (ii) optimization specific to the CCC. Given that the methodology used for optimization heavily depends on how the objectives are addressed — whether it involves optimizing a single objective, multiple objectives, or aggregating them into a unified framework — the first section is further subdivided into three categories: single-objective optimization (Table 2), optimization by aggregating multiple objectives into a single function (Table 3), and optimization using multi-objective algorithms (Table 4). The second section, which focuses on the CCC, is summarized in Table 5.
Table 2 provides a comprehensive overview of single-objective optimization approaches, detailing essential aspects such as the optimization method employed, the specific step within the IM process, the type of decision variables (DVs) considered, the objectives addressed, the modeling techniques applied, the use of surrogate models, and relevant references.
Table 3, Table 4 and Table 5 examine multi-objective optimization scenarios. They differ in structure by replacing the column dedicated to objectives with the number of objectives tackled. This distinction highlights the complexity and diversity of approaches used in these cases.
These tables collectively capture the most critical elements that need to be analyzed to understand how the optimization of the IM process is typically approached in the literature. This review aims to provide a clear and detailed framework for researchers and practitioners by categorizing and organizing the methodologies based on their objectives and techniques. The insights gained here serve as a foundation for advancing optimization strategies, particularly by identifying trends, gaps, and opportunities in the current body of work.
3.2. Global Process Optimization
3.2.1. Single-Objective Optimization
Table 2 provides a comprehensive overview of single-objective optimization techniques applied to the injection molding process. It is organized systematically to facilitate understanding of the methodologies, steps, and tools used. The order of the columns reflects a logical progression, starting with the optimization method and ending with references to the relevant studies. This explanation critically evaluates the table by focusing on its structure and referencing only the objectives listed in the fourth column.
Optimization Method
This column categorizes the various optimization techniques employed, ranging from traditional approaches like empirical methods and Design of Experiments (DOE) to modern techniques such as Particle Swarm Optimization (PSO) and Machine Learning (ML). Hybrid methods, such as EA+PSO, highlight increasing complexity and adaptability of optimization strategies.
Step in Injection Molding
The second column specifies the stage of the injection molding process targeted for optimization. Stages like filling, cooling, and the entire process are noted, reflecting the broad scope of optimization efforts. For instance, cooling steps often focus on objectives like temperature uniformity, while entire-process optimizations target warpage and other defects.
Type of Decision Variables (DVs)
The decision variables—whether operational conditions (OC), machine controls (MC), or geometric variables (GL)—define the parameters adjusted during optimization. This column provides insight into the control mechanisms to achieve the desired objectives.
Optimization Objectives
The optimization objectives are the primary focus of this critique. These objectives include minimizing defects, warpage, pressure, and weight. Some notable trends and insights:
-
Warpage: This is the most commonly optimized objective, appearing in numerous studies across various methods. For example:
- Weight Optimization: Studies like [70] have shown that optimizing part weight is crucial for applications requiring lightweight yet durable components.
Modeling Approach
The modeling tools employed, such as Moldflow, Moldex3D, and experimental setups, play a critical role in analyzing and predicting the outcomes of optimization strategies. Their application varies depending on the complexity and objectives of the optimization.
Surrogate Models
Surrogate models like Artificial Neural Networks (ANN), Kriging, and XGBoost are frequently used to approximate objective functions, especially for computationally expensive problems. For instance:
References
The references provide a basis for tracing the methodologies and verifying the findings, adding credibility to the table.
The optimization objectives, listed in the fourth column, provide a focal point for evaluating the effectiveness and adaptability of the optimization methods. By referencing the objectives, a critical assessment of the table reveals patterns and insights:
- Common Objectives: Warpage emerges as the most frequently optimized objective, with studies spanning diverse methodologies, such as empirical approaches [63], Taguchi methods [64], and advanced evolutionary algorithms [65]. This prevalence underscores warpage as a persistent challenge in injection molding.
- Evolving Trends: The recent inclusion of ML-based approaches, particularly for objectives like weld line optimization [76] illustrates a shift toward integrating machine learning into traditional optimization workflows. Integration of Hybrid Methods: The combination of EA and PSO [67] for reducing blush defects showcases the potential of hybrid methodologies in addressing complex optimization objectives.
Table 2, through its structured organization, provides an insightful snapshot of the advancements concerning optimizing the injection molding process. Focusing on the optimization objectives reveals the persistent challenges, evolving strategies, and increasing reliance on advanced computational tools and machine learning techniques to achieve better process outcomes. This highlights the dynamic nature of research in this field and sets the stage for further exploration of multi-objective optimization approaches.
The study of Baruffa et al. [76] is a good example of integrating modeling and experimental data to optimize a qualitative objective, surface defects' presence (or absence). This study uses a transfer learning-based ANN, based on simulated and experimental data, to predict weld line visibility in injection molding processes. Figure 6 shows that the ANN is initially trained using molding trials and simulation data and is fine-tuned after using only molding trials. The research demonstrates that transfer learning can reduce the data required for model training while maintaining predictive accuracy.
3.2.2. Multi-Objective Optimization Using Aggregation Methods
Injection molding is a complex manufacturing process, and its optimization often involves multiple conflicting objectives. Table 3 provides a detailed comparison of studies employing aggregated multi-objective optimization techniques for injection molding. This table is organized in a logical sequence, beginning with the optimization method and followed by the injection molding process under study. Subsequent columns outline the type of decision variables, number of objectives, modeling tools, surrogate models used, and references. This systematic layout allows for a comprehensive assessment of the aggregation techniques employed in various studies. Table 3 is similar to Table 2 except in column 4, where the number of objectives replaces the objectives.
Optimization Method
Concerning optimization methodologies (column 1), the following observation can be made:
- Empirical Methods dominate optimization studies, frequently using OC as decision variables to simulate and refine process conditions.
- Gradient-based methods and Taguchi Designs are versatile and effectively capture the interactions of OCs with other decision variables, such as cooling channels or gate locations.
- Nature-inspired algorithms, such as PSO and EA, excel in handling multiple objectives, often incorporating OCs with other design variables.
Step in Injection Molding
This column identifies the optimized steps, which are very similar to those used in the previous case.
Type of Decision Variables (DVs)
The third column of Table 2 lists the decision variables considered in the optimization studies. These variables significantly influence the quality and efficiency of the injection molding process. The key DV types include:
-
OC (Operating Conditions): Operating conditions are the most frequently studied decision variable, underscoring their critical role in injection molding optimization. These variables typically include process parameters such as temperature, pressure, injection speed, and cooling time. Optimizing OC is fundamental to improving product quality, reducing defects, and enhancing process efficiency. For instance:
- Fu & Ma optimized operating conditions during the ejection stage to reduce defects like warpage [88].
- Nasir et al. employed RSM to refine operating conditions during the cooling and packing phases, achieving improved dimensional accuracy [89]. The widespread focus on OC directly influences the material behavior during molding and the resulting part quality.
- CC (Cooling Channel): Decision variables related to cooling channels are vital for optimizing the cooling stage of injection molding. Studies such as Cervantes-Vallejo et al. focus on designing efficient cooling systems to achieve uniform temperature distribution and minimize cycle time [90].
- GL (Gate Location): Gate location decision variables are crucial for optimizing the filling phase. Proper gate placement helps enhance material flow, reduce stress concentrations, and minimize defects like weld lines. Li & Wang demonstrated the importance of gate location optimization for achieving better mechanical properties and filling efficiency [91].
- RG (Runner Geometry): Runner geometry decision variables aim to optimize the distribution of molten material across the mold cavities. Efficient runner designs minimize material wastage and pressure loss, creating a balanced filling process.
- PG (Part Geometry): Decision variables related to part geometry are fundamental for optimizing manufacturability and product performance. Park et al. considered part geometry in their optimization, highlighting its role in reducing material usage while maintaining structural integrity [92].
Number of Objectives
The number of objectives ranges between 2 and 5, but most works use 2 or 3 objectives. Most objectives are related to minimizing warpage, shrinkage, cycle time, and energy consumption.
For example, the work of Heidari et al. is a typical example with two objectives: minimizing shrinkage and warpage [93,94]. Sreedharan et al. use five objectives based on experimental data, including weld line width after molding and plating, chrome, nickel, and copper plating thickness, length after plating, warpage before and after plating, and step (voltage drop during plating) [95].
Modeling Approach
Similarly to the previous case, the use of Moldflow and Moldex3D prevails.
Surrogate Models
The last column highlights the aggregation approaches, which play a pivotal role in combining multiple objectives into a single metric or comparable format. Here are the critical insights:
- ANOVA: Fonseca et al. utilized ANOVA to analyze the variance in aggregated objectives, showcasing its effectiveness in determining the impact of key parameters [96].
- GRA (Grey Relational Analysis): Li et al. employed GRA for multi-objective optimization, demonstrating its ability to rank and compare alternatives in complex decision-making scenarios [97].
- Other Aggregation Methods: Fuzzy systems, PCA-GRA combinations, and ANN-based approaches highlight the increasing use of computational intelligence to tackle complex, aggregated multi-objective problems.
Operating conditions are central to injection molding optimization because they directly impact critical process outcomes like cycle time, part quality, and energy consumption. Studies focusing on OC often emphasize trade-offs between competing objectives, such as minimizing warpage while reducing cycle time. These parameters are relatively easy to adjust during process setup, making them a practical and impactful focus for optimization.
Aggregation techniques such as ANOVA, GRA, and hybrid approaches provide robust frameworks for addressing the complexities of multi-objective optimization. Future research should continue exploring advanced aggregation methods, particularly those integrating machine learning and computational intelligence, to refine decision-making and enhance the efficiency of injection molding processes.
3.2.3. Multi-Objective Optimization
Table 3 presents a detailed overview of multi-objective optimization (MOO) approaches applied to the injection molding process. It organizes information into several columns: Optimization Step, Type, DVs (Design Variables), N.Objs (Number of Objectives), Modelling, Surrogates, and References. Each column's organization provides insight into the specific focus and advancements in optimizing this process. Below is a critical analysis of the table's structure and content, starting with a column-by-column analysis:
Optimization Method
The first column identifies the optimization methods used. It is fascinating to note the evolution of these methods. Early studies employed more straightforward methods like SAO [98] and basic metaheuristics (e.g., PSO in [99]). However, over time, advanced methods like MOEA/D [100] and NSGA-III [101] have become more prevalent, enabling solutions to more complex, real-world problems. This evolution keeps us at the forefront of the latest trends in the field.
Step in Injection Molding
The second column categorizes the optimized injection molding process stage: Filling, Packing, Cooling, or the Entire process. Optimization dominance across the Entire process highlights the trend toward holistic solutions [101,102,103]. This aligns with the increasing industrial demand for comprehensive performance improvement. Isolated stages like Cooling are less represented, likely because standalone optimizations may not sufficiently address interdependent variables across the process [7].
Type of Decision Variables (DVs)
In this case (column 3), most studies focus on optimizing operating conditions [62,104] reflecting the centrality of temperature, pressure, and timing in ensuring product quality. Combinations like operating conditions and gate geometry [105] and operating conditions and gate location [106] underscore efforts to tackle coupled variables. These studies address challenges such as balancing material flow and structural integrity, which are crucial for achieving optimal designs. The dominance of OC as the primary design variable across studies [107,108] demonstrates the emphasis on core controllable parameters in injection molding. Less common variables like glass fiber content [109], represent innovative attempts to expand the design space, addressing specialized requirements such as lightweight and reinforcement.
However, some challenges remain. While the operating conditions dominate as decision variables, combinations like operating conditions with gate geometry GG [105] or with glass fiber content [109] remain underexplored. These areas present significant opportunities for future research to address specific challenges in advanced injection molding scenarios. The urgency and importance of these research areas cannot be overstated, and they should be a focus of our future work.
Number of Objectives
Most optimizations target 2 to 3 objectives [138,139], balancing complexity and computational feasibility. Typical objectives include minimizing warpage, cycle time, and energy consumption. Studies tackling higher-dimensional objectives, such as NSGA-III with seven objectives [101], signify advances in managing many-objective optimization, leveraging algorithms designed for complex trade-offs. However, dealing with more than three objectives can be challenging [140,141,142].
Modelling
Simulation tools like Moldflow and Moldex3D dominate, and studies like Cheng et al. demonstrate their widespread use. [143] and Kitayama et al. [144]. These tools offer reliable process simulation capabilities, reducing dependency on costly experimental setups. Experimental approaches [107,145] are rare, reflecting the higher costs and challenges associated with physical testing compared to simulation.
Surrogate Methods
The extensive use of surrogate models like ANN [100,109] and Kriging [138,146] highlights the need for computational efficiency in solving expensive simulation-based optimization problems. Bayesian approaches [108] and Gaussian Process Regression [147] are less common but represent promising methods for incorporating uncertainty in optimization models. Surrogate models such as ANN [109,148] and RSM [149] have gained traction due to their ability to approximate expensive simulations effectively. Studies by Zhao and Li [150] and Zeng et al. [108] highlight emerging interest in combining surrogate modeling with uncertainty quantification.
References
The progression in references from foundational works [151,152] to more recent studies [102,153] illustrates the field's iterative advancements. Kitayama et al. [98,144,154,155,156,157,158,159,160,161,162,163] have contributed extensively, particularly in integrating surrogate modeling with simulation-based optimization, underscoring their role in advancing the field. Later studies, such as those by Zhai et al. [164] and Guo et al. [109] explore newer methodologies and higher-dimensional optimization problems, showing the field's growing sophistication.
With extensive contributions from key researchers, such as Kitayama et al. [98,144,154,155,156,157,158,159,160,161,162,163], Fernandes et al. [15,106,152,165,166,167], and Zeng et al. [108], the field demonstrates significant progress in addressing complex, real-world challenges. Future directions should focus on:
- Expanding the range of design variables, including unconventional combinations.
- Addressing computational challenges in many-objective optimization.
- Incorporating experimental validation to complement simulation studies.
By leveraging the lessons from this body of research, the optimization of injection molding can continue to evolve, enabling more efficient, cost-effective, and high-quality manufacturing processes.
3.3. Optimization of CCC
Before delving into the optimization and design of conformal cooling channels (CCCs), it is essential to review foundational studies on their modeling and assessment.
Numerous investigations have demonstrated the advantages of CCC in injection molding, particularly in improving cooling efficiency, reducing cycle time, and enhancing part quality. For instance, Brooks and Brigden [168] designed and validated conformal cooling layers with self-supporting lattices for additively manufactured tooling, showing significant reductions in cooling time, warpage, and sink marks through empirical testing. Similarly, Mazur et al. [169] combined numerical and experimental approaches to assess CCC produced via Selective Laser Melting (SLM), focusing on cooling efficiency and part deformation.
Van As et al. [170] compared tool steel inserts fabricated by Direct Metal Laser Sintering (DMLS) with those made using traditional manufacturing techniques, highlighting cycle time and cost efficiency improvements. Tuteski and Kočov [171] further examined the effectiveness of CCC over conventional cooling systems, emphasizing benefits in cycle time, temperature uniformity, and cooling performance.
More recently, advanced methodologies have been applied to CCC research. Konuskan et al. [172] leveraged machine learning, specifically LSTM neural networks, to predict cooling profiles, optimizing cooling times through Moldflow modeling. Zacharski et al. [173] explored modular injection molds with CCC, demonstrating design flexibility and cost savings without compromising cooling efficiency.
These studies collectively illustrate the progression of CCC research, from empirical evaluations to the integration of machine learning techniques, underscoring CCC's transformative impact on injection molding technology.
Table 4 provides a comprehensive summary of optimization methods used in designing conformal cooling channels (CCC) for the injection molding process. While it contains information similar to that presented in earlier tables, the main difference lies in the arrangement of the columns. Unlike the previous tables, where each type of method used to address the objectives was presented separately, this table consolidates all references into a single, unified format.
The studies reviewed emphasize the critical role of optimization in improving the performance of CCC, which directly impacts the efficiency, quality, and sustainability of injection molding operations. Researchers have advanced the state of CCC design by carefully selecting and refining design variables, modeling tools, and optimization techniques, but significant opportunities remain to enhance its effectiveness. Optimization addresses immediate operational challenges and contributes to long-term advancements in manufacturing technology.
The optimization of CCC is crucial because these channels significantly influence the thermal management of molds, affecting cooling time, dimensional stability, and product quality. Without optimized CCC designs, manufacturers face inefficiencies, such as longer cycle times, higher energy consumption, and defective parts. Studies, such as those by Mohd Hanid et al. [183] and Shayfull et al. [184], demonstrate how optimizing operative conditions (OC) and CCC geometries enhances cooling performance and reduces production costs. Moreover, the incorporation of refined cooling strategies has shown the potential to extend mold life and improve the overall sustainability of the process.
Optimization techniques like evolutionary algorithms (EA), as seen in Mercado-Colmenero et al. [185,186] and empirical methods, as utilized by Dimla et al. [187] and Chaabene et al. [188] have been extensively used. However, the predominance of single-objective (SO) optimization across many studies suggests a limited exploration of the full potential of CCC design. Addressing these limitations could unlock more efficient designs that optimize multiple performance metrics simultaneously.
The need for multi-objective optimization (MO) is increasingly evident. MO approaches allow researchers to address trade-offs between competing objectives, such as minimizing cooling time, ensuring uniform temperature distribution, and maintaining mold structural integrity. While studies like Kanbur et al. [189] and Le Goff et al. [190] explore MO techniques, they represent only a tiny fraction of the literature. These techniques enable a more nuanced understanding of the relationships among conflicting objectives, such as balancing cost and performance.
Choosing the right objectives is equally critical. While cooling efficiency and cycle time are commonly targeted, newer studies such as Wu and Tovar [41] have integrated structural and thermal considerations using topology optimization (TO). Future work must consider incorporating objectives that address sustainability, material usage, and cost, ensuring a holistic approach to CCC optimization. Additionally, optimization methods should integrate robustness analysis to address variations in material properties and manufacturing conditions, which are often overlooked in single-objective studies.
Topology optimization (TO) has emerged as a powerful tool for achieving optimal material distribution while maintaining structural and thermal performance. Studies like Jahan et al. [191,192] highlight how TO combined with thermo-mechanical modeling can refine CCC designs for durability and heat dissipation. Wu and Tovar [41] demonstrate that TO integrates into gradient-based optimization methods, allowing for more refined control over complex geometries. Such integration has led to significant improvements in mold performance and cooling efficiency.
TO is particularly valuable in generative design (GD), as Wilson et al. [13] explored. Combining TO and GD can lead to innovative CCC configurations outperforming traditional designs. These techniques allow for exploring unconventional geometries that improve thermal performance while reducing material usage. Future research should focus on integrating TO with real-time simulation and advanced optimization frameworks to expand its application further. Furthermore, combining TO with machine learning models can enhance the design process by predicting optimal configurations based on historical data and real-time feedback.
Several studies in Table 5 provide critical insights into the optimization process. For instance:
- Wang et al. [193] utilized Kriging-based surrogate modeling to optimize CCC and gate geometry, demonstrating how surrogate models can reduce computational costs while maintaining accuracy.
- Silva and Rodrigues [194] and Kanbur et al. [195] leveraged advanced surrogate and machine learning methods like ANN, showing the potential of AI-driven optimization for complex geometries. These studies underscore the importance of combining AI techniques with traditional simulation tools for improved performance.
- Empirical methods as employed by Hsu et al. [196] and Saifullah et al. [197] remain popular but highlight the limitations of relying on trial-and-error approaches to achieve globally optimal designs. Expanding on these methods with advanced computational tools could yield more robust and adaptable solutions.
While significant progress has been made, several gaps and opportunities remain in the optimization of CCC:
- Expanded Multi-Objective Frameworks: Future research should adopt more robust multi-objective optimization techniques, such as NSGA-II, NSGA-III, or MOEA/D, to capture and address cooling performance, cost, and sustainability trade-offs. Objectives should be carefully selected to reflect real-world constraints and priorities. Multi-objective studies should also incorporate advanced visualization techniques to enable better decision-making.
- Integration of Advanced Modeling Tools: Combining simulation tools like Moldflow, ANSYS, and COMSOL with experimental validation will improve the reliability of optimization results. Hybrid frameworks, as demonstrated by Jahan et al. [198] and Shen et al. [199] are particularly promising. Integrating cloud computing and parallel processing could further enhance the scalability of these hybrid frameworks.
- Sustainability and Cost Optimization: The increasing focus on green manufacturing necessitates incorporating life cycle analysis (LCA) into CCC design. Future studies should optimize for material efficiency and energy savings alongside thermal performance. Incorporating sustainability metrics into optimization frameworks could drive innovation in eco-friendly mold designs.
- AI-Driven Optimization: Machine learning (ML) techniques, as explored by Gao et al. [42], should be further developed for predictive modeling, real-time optimization, and adaptive cooling strategies. Integrating AI with topology optimization could open new possibilities for intelligent and autonomous CCC designs. AI-driven methods could also be used to develop predictive maintenance schedules for molds, enhancing their operational lifespan.
- Generative Design and Dynamic CCC: GD and DCCC, as discussed by Wilson et al. [13] and Kirchheim et al. [12], have the potential to revolutionize CCC design. Research should focus on scaling these approaches for industrial applications while addressing computational challenges. Cloud-based generative design platforms could democratize access to these advanced technologies, enabling broader adoption.
- Real-World Applications and Validation: Despite the progress in modeling and simulation, empirical studies like those by Eiamsa-Ard and Wannissorn [200] highlight the importance of real-world testing. Future work should emphasize validation in industrial settings to bridge the gap between theory and practice. Collaborations with industry stakeholders could facilitate the development of CCC designs tailored to specific manufacturing scenarios.
- Exploration of Novel Materials: Advancements in materials science could play a pivotal role in optimizing CCC designs. Future studies should explore using advanced composites and metal alloys to enhance molds' thermal and mechanical properties. The integration of material-specific optimization methods could lead to breakthroughs in CCC performance.
By addressing these challenges and building on the foundations laid by the works in Table 5, future research can further enhance CCC's performance, efficiency, and sustainability in injection molding processes. This evolution will improve manufacturing outcomes and contribute to the broader goals of sustainable and cost-effective production. Integrating advanced computational tools, AI, and real-world validation will be key to achieving these objectives, driving innovation in CCC design for years.
For example, Jahan et al. optimized molds' thermal and structural performance [198]. Figure 7 presents a comparative analysis of thermal and mechanical behavior between traditional and printed steel properties. As reported by the authors, the cooling time increases to 19.8s in the printed steel mold, compared to 13.9s in the traditional steel case. However, the maximum von Mises stress shows minimal variation and remains within the allowable stress limit. This behavior can be attributed to the significant reduction in thermal conductivity, which drops from 60.5 W/m·K in traditional steel to 13.8 W/m·K in printed steel. Nevertheless, analyzing all design cases using experimentally derived material properties is crucial to ensure optimal design configurations.
The optimization CCC requires a coupled thermal and mechanical analysis to ensure efficient cooling performance and structural integrity. As demonstrated, while printed steel molds can significantly alter thermal conductivity—resulting in increased cooling times—the mechanical stress distribution remains within acceptable limits. However, neglecting the interaction between thermal and mechanical behavior can lead to suboptimal designs, potentially compromising either efficiency or durability. Therefore, employing experimentally validated material properties and an integrated multi-physics approach is essential for achieving optimal CCC configurations that balance performance and reliability.
As mentioned earlier, Wilson et al. [13] recently employed Generative Design (GD) and Dynamic CCC to develop CCC. The GD process iteratively generates numerous design variants within user-defined constraints and quality metrics. These variants are then shortlisted either by the designer ("artificial selection") or by computational evaluation ("natural selection"). Users can significantly refine the output by customizing the evaluation criteria and streamlining the design search process.
In this study, the approach was implemented by (i) predefining CCC orientations, (ii) restricting CCC diameters based on operating pressures and profile conformity, and (iii) customizing postprocessing of the results. Figure 8 illustrates examples of the generated designs using high-coolant-pressure parallel CCC, low-coolant-pressure parallel CCC, perpendicular CCC, and helical CCC. All four mold tool design variants are compatible with the part geometry produced by the mold tool. This approach has great potential for designing CCC.
4. Conclusions
Injection molding optimization remains a critical area of research and industrial application due to its profound impact on manufacturing efficiency, product quality, and sustainability. This review underscores the complexity of the injection molding process, with interdependent phases that significantly influence the final product’s quality. Adopting advanced computational tools and optimization methodologies has marked a transformative phase in the industry. Conformal cooling channels (CCCs) represent a breakthrough in cooling efficiency, addressing challenges such as warpage, shrinkage, and cycle time reduction. However, gaps persist, particularly in understanding the causal relationships between decision variables and defects, necessitating further research.
Surrogate models, including Kriging and artificial neural networks, reduce computational costs while maintaining optimization accuracy. Multi-objective optimization algorithms such as NSGA-II and MOEA have effectively balanced conflicting objectives like cooling time, mechanical properties, and material usage. Emerging technologies, including adaptive algorithms and machine learning, offer significant potential for real-time process optimization, enabling more innovative mold designs that adapt to dynamic production requirements.
The selection of optimization objectives plays a decisive role in influencing the convergence of solutions. Objectives such as minimizing warpage, shrinkage, and cycle time often conflict, necessitating advanced methods to balance trade-offs. Techniques like NSGA-II and MOEA utilize dominance concepts to explore the solution space effectively, while surrogate models like ANN and Kriging help approximate complex simulations, expediting convergence. A precise alignment between the objectives, decision variables, and optimization methodologies ensures robust and practical solutions. These approaches improve computational efficiency and enhance the likelihood of identifying globally optimal designs that meet diverse manufacturing needs.
Specific conclusions from this review include the critical role of cooling phase optimization, which constitutes a substantial portion of the cycle time and directly impacts defects such as warpage and shrinkage. The integration of conformal cooling channels has shown significant advancements in achieving uniform cooling and improving product quality. The study also highlights the importance of leveraging computational tools like Moldex3D for simulating complex phenomena, enabling precise decision-making. Furthermore, using surrogate models, such as Kriging and ANN, to reduce the computational burden of optimization is particularly effective when combined with multi-objective approaches. These findings underline the need for comprehensive optimization frameworks incorporating theoretical and practical insights, ensuring scalability and adaptability in industrial settings.
Future research should focus on integrating sustainability metrics, such as energy efficiency and material reuse, into optimization frameworks. The convergence of artificial intelligence, advanced simulation tools, and robust experimental validations can bridge theoretical and practical gaps, driving future innovations. As manufacturing continues to demand high precision, cost efficiency, and sustainability, the continuous evolution of optimization strategies in injection molding will play a central role in meeting these objectives, contributing to the advancement of global manufacturing technologies.
Author Contributions
A. Gaspar-Cunha: first draft and final manuscript writing, the definition of the global methodology, definition of the problem to study, and supervision; J.B. Melo: adaptation of Moldex3D to run automatically with the ANN and optimization algorithms, a first draft of the paper, obtention and analysis of the results; T. Marques: development/adaptation of the ANN and MOEA algorithms; A.J. Pontes: supervision and founding.
Funding
The authors acknowledge the funding by FEDER funds COMPETE 2020 Program and National Funds through FCT projects UID-B/05256/2020, and UID-P/05256/2020, and “Agendas para a Inovação Empresarial” (Project nº 49, acronym “INOV.AM”, with reference PRR/49/INOV.AM/EE, operation code 02/C05-i01.01/2022.PC644865234-00000004), supported by the RRP - Recovery and Resilience Plan and by the European Funds Next Generation EU. http://www.recuperarportugal.gov.pt/.
Data Availability
The data supporting this study's findings are available from the corresponding author upon reasonable request.
Conflicts of interest
The authors declare no conflict of interest.
Open Access
Is an open access article under the CC BY-NC-ND license (http://creativecommons.org/licenses/by-nc-nd/4.0/).
References
- Rosato D V, Rosato D V, Rosato MG (2000) Injection Molding Handbook. Springer, Boston, MA.
- Menges G, Rosato D V., Rosato D V. (2001) Injection Molding Handbook. Kluwer Academic Publishers.
- Osswald TA, Hernández-Ortiz JP (2006) Polymer Processing. Munich.
- Kazmer DO (2022) Injection Mold Design Engineering, 3rd ed. Hanser Publishers.
- Deb K (2001) Multi-objective Optimization Using Evolutionary Algorithms. Wiley, Chichester.
- Coello CAC, Lamont GB, Van Veldhuizen DA (2007) Evolutionary Algorithms for Solving Multi-Objective Problems. Springer, Boston, MA.
- Chen PHA, Villarreal-Marroquín MG, Dean AM, Santner TJ, Mulyana R, Castro JM (2018) Sequential design of an injection molding process using a calibrated predictor. Journal of Quality Technology 50:309–326. [CrossRef]
- Kanbur BB, Suping S, Duan F (2020) Design and optimization of conformal cooling channels for injection molding: a review. International Journal of Advanced Manufacturing Technology 106:3253–3271. [CrossRef]
- Feng Q, Wang C, Li S (2021) A review of conformal cooling for injection molding. Polymers (Basel) 13:945. [CrossRef]
- Gaspar-Cunha A, Covas JA, Sikora J (2022) Optimization of Polymer Processing: A Review (Part II-Molding Technologies). Materials 15:1–20. [CrossRef]
- Huang CT, Lin TW, Jong WR, Chen SC (2021) A methodology to predict and optimize ease of assembly for injected parts in a family-mold system. Polymers (Basel) 13:. [CrossRef]
- Kirchheim A, Katrodiya Y, Zumofen L, Ehrig F, Wick C (2021) Dynamic conformal cooling improves injection molding: Hybrid molds manufactured by laser powder bed fusion. International Journal of Advanced Manufacturing Technology 114:107–116. [CrossRef]
- Wilson N, Gupta M, Patel M, Mazur M, Nguyen V, Gulizia S, Cole I (2024) Generative design of conformal cooling channels for hybrid-manufactured injection moulding tools. International Journal of Advanced Manufacturing Technology 133:861–888. [CrossRef]
- Shayfull Z, Sharif S, Zain AM, Ghazali MF, Saad RM (2014) Potential of conformal cooling channels in rapid heat cycle molding: A review. Advances in Polymer Technology 33:. [CrossRef]
- Fernandes C, Pontes AJ, Viana JC, Gaspar-Cunha A (2018) Modeling and Optimization of the Injection-Molding Process: A Review. Advances in Polymer Technology 37:429–449. [CrossRef]
- Wei Z, Wu J, Shi N, Li L (2020) Review of conformal cooling system design and additive manufacturing for injection molds. Mathematical Biosciences and Engineering 17:5414–5431. [CrossRef]
- Feng S, Kamat AM, Pei Y (2021) Design and fabrication of conformal cooling channels in molds: Review and progress updates. Int J Heat Mass Transf 171:121082. [CrossRef]
- Silva HM, Noversa JT, Fernandes L, Rodrigues HL, Pontes AJ (2022) Design, simulation and optimization of conformal cooling channels in injection molds: a review. International Journal of Advanced Manufacturing Technology 120:4291–4305. [CrossRef]
- Osswald T, Turng L-S, Gramann PJ (2007) Injection Molding Handbook. Hanser, Munich.
- Michaeli W, Müller J, Schmachtenberg E (2020) Understanding Injection Molding Technology, 2nd ed. Carl Hanser Verlag.
- Liu F, Pang J, Xu Z (2024) Multi-Objective Optimization of Injection Molding Process Parameters for Moderately Thick Plane Lens Based on PSO-BPNN, OMOPSO, and TOPSIS. Processes 12:. [CrossRef]
- Sherbelis G, Garvey E, Kazmer D (1997) Methods and benefits of establishing a Process Window. Annual Technical Conference - ANTEC, Conference Proceedings 1:545–550.
- Beaumont JP, Nagel R, Sherman R (2002) Successful Injection Molding: Process, Design, and Simulation. Hanser.
- Osswald TA, Hernández-Ortiz JP (2006) Polymer Processing: Modeling and Simulation. Hanser, Munich.
- Goodship V (2017) Injection Molding: A Practical Guide. Smithers Rapra.
- Menges G, Michaeli W, Mohren P (2008) How to Make Injection Molds. Hanser, Munich.
- Huntington-Klein N (2022) The Effect: An Introduction to Research Design and Causality. CRC Press.
- Huang CH, Chen MS, Li YR (2021) Application of Moldex3D in Injection Molding Simulation for Enhancing Product Quality. Polym Eng Sci 61:2100–2108.
- Montgomery DC (2019) Design and Analysis of Experiments, 10th ed. John Wiley & Sons.
- Taguchi G (1986) Introduction to Quality Engineering. Asian Productivity Organization.
- Deng JL (1989) Introduction to grey system theory. The Journal of Grey System 1:1–24.
- Kolda G, Lewis RM, Torczon V (2003) Optimization by Direct Search: New Perspectives on Some Classical and Modern Methods. SIAM Review 45:385–482. [CrossRef]
- Jones DR, Schonlau M, Welch WJ (1998) Efficient global optimization of expensive black-box functions. Journal of Global Optimization 13:455–492.
- Gill PE, Murray W, Wright MH (1981) Practical Optimization. Academic Press.
- Goldberg DE (1989) Genetic Algorithms in Search, Optimization, and Machine Learning. Addison-Wesley.
- Kennedy J, Eberhart R (1995) Particle swarm optimization. In: Proceedings of ICNN’95 - International Conference on Neural Networks. pp 1942–1948.
- Kirkpatrick S, Gelatt CD, Vecchi MP (1983) Optimization by simulated annealing. Science (1979) 220:671–680.
- Deb K, Pratap A, Agarwal S, Meyarivan T (2002) A fast and elitist multi-objective genetic algorithm: NSGA-II. IEEE Transactions on Evolutionary Computation 6:182–197. [CrossRef]
- Yang XS (2009) Firefly algorithms for multimodal optimization. In: Stochastic Algorithms: Foundations and Applications. Springer, pp 169–178.
- Shahriari B, Swersky K, Wang Z, Adams RP, de Freitas N (2016) Taking the human out of the loop: A review of Bayesian optimization. Proceedings of the IEEE 104:148–175. [CrossRef]
- Wu T, Tovar A (2018) Design for additive manufacturing of conformal cooling channels using thermal-fluid topology optimization and application in injection molds. Proceedings of the ASME Design Engineering Technical Conference 2B-2018:. [CrossRef]
- Gao Z, Dong G, Tang Y, Zhao YF (2023) Machine learning aided design of conformal cooling channels for injection molding. J Intell Manuf 34:1183–1201. [CrossRef]
- Zimmermann HJ (1996) Fuzzy Set Theory—And Its Applications. Springer.
- Mukras SMS (2020) Experimental-based optimization of injection molding process parameters for short product cycle time. Advances in Polymer Technology 2020. [CrossRef]
- Moldflow Web Page. https://www.code-ps.com/moldflow-toolbox. Accessed 18 Feb 2025.
- Moldex3D Web page. https://www.moldex3d.com/. Accessed 18 Feb 2025.
- Ansys Web Page. https://www.ansys.com/. Accessed 18 Feb 2025.
- Zhao P, Zhou H, Li Y, Li D (2010) Process parameters optimization of injection molding using a fast strip analysis as a surrogate model. International Journal of Advanced Manufacturing Technology 49:949–959. [CrossRef]
- Trinh V (2024) Application of Digital Simulation Tool in Designing of Injection Mold for Sustainable Manufacturing. EUREKA: Physics and Engineering 100–106. [CrossRef]
- Forrester A, Sobester A, Keane AJ (2008) Engineering Design via Surrogate Modelling: A Practical Guide. Wiley.
- Draper NR, Smith H (1998) Applied Regression Analysis. Wiley.
- Myers RH, Montgomery DC, Anderson-Cook CM (2016) Response Surface Methodology: Process and Product Optimization Using Designed Experiments, 4th ed. Wiley.
- Sacks J, Welch WJ, Mitchell TJ, Wynn HP (1989) Design and analysis of computer experiments. Statistical Science 4:409–435. [CrossRef]
- Smola AJ, Schölkopf B (2004) A tutorial on support vector regression. Stat Comput 14:199–222. [CrossRef]
- Bishop CM (1995) Neural Networks for Pattern Recognition. Oxford University Press.
- Gelman A, Carlin JB, Stern HS, Dunson DB, Vehtari A, Rubin DB (2013) Bayesian Data Analysis, 3rd ed. Chapman & Hall/CRC.
- Broomhead DS, Lowe D (1988) Multivariable functional interpolation and adaptive networks. Complex Systems 2:321–355.
- Box GEP, Draper NR (2007) Response Surfaces, Mixtures, and Ridge Analyses, 2nd ed. Wiley.
- Son S, Jeong J, Jeong D, Sun K, Oh K-Y (2024) Physics-informed neural network: principles and applications. IntechOpen. [CrossRef]
- Rasmussen CE, Williams CKI (2006) Gaussian Processes for Machine Learning. MIT Press.
- Ghanem RG, Spanos PD (1991) Stochastic Finite Elements: A Spectral Approach. Springer-Verlag, New York.
- Feng Q, Liu L, Zhou X (2020) Automated multi-objective optimization for thin-walled plastic products using Taguchi, ANOVA, and hybrid ANN-MOGA. The International Journal of Advanced Manufacturing Technology 106:559–575. [CrossRef]
- Ogawa M, Aoyama H, Sano N (2018) Basic study on automatic determination of injection conditions based on automatic recognition of forming states. Journal of Advanced Mechanical Design, Systems and Manufacturing 12:1–11. [CrossRef]
- Nguyen TK, Hwang CJ, Lee BK (2017) Numerical investigation of warpage in insert injection-molded lightweight hybrid products. International Journal of Precision Engineering and Manufacturing 18:187–195. [CrossRef]
- Li S, Fan XY, Guo YH, Liu X, Huang HY, Cao YL, Li LL (2021) Optimization of Injection Molding Process of Transparent Complex Multi-Cavity Parts Based on Kriging Model and Various Optimization Techniques. Arab J Sci Eng 46:11835–11845. [CrossRef]
- Ma Z, Li Z, Huang M, Liu C, Shen C, Wang X (2022) Geometry Optimization of the Runner Insert for Improving the Appearance Quality of the Injection Molded Auto Part. Polymers (Basel) 14:1–15. [CrossRef]
- Mollaei Ardestani A, Azamirad G, Shokrollahi Y, Calaon M, Hattel JH, Kulahci M, Soltani R, Tosello G (2023) Application of Machine Learning for Prediction and Process Optimization—Case Study of Blush Defect in Plastic Injection Molding. Applied Sciences (Switzerland) 13:. [CrossRef]
- Xu Y, Zhang QW, Zhang W, Zhang P (2015) Optimization of injection molding process parameters to improve the mechanical performance of polymer product against impact. International Journal of Advanced Manufacturing Technology 76:2199–2208. [CrossRef]
- Kurkin E, Kishov E, Barcenas OUE, Chertykovtseva V (2021) Gate Location Optimization of Injection Molded Aerospace Brackets Using Metaheuristic Algorithms. 2021 International Scientific and Technical Engine Conference, EC 2021 1–6. [CrossRef]
- Lockner Y, Hopmann C (2021) Induced network-based transfer learning in injection molding for process modelling and optimization with artificial neural networks. International Journal of Advanced Manufacturing Technology 112:3501–3513. [CrossRef]
- Dejene ND, Wolla DW (2023) Comparative analysis of artificial neural network model and analysis of variance for predicting defect formation in plastic injection moulding processes. IOP Conf Ser Mater Sci Eng 1294:12050. [CrossRef]
- Gao Y, Wang X (2009) Surrogate-based process optimization for reducing warpage in injection molding. J Mater Process Technol 209:1302–1309. [CrossRef]
- Ma Y, Dang K, Wang X, Zhou Y, Yang W, Xie P (2023) Intelligent recommendation system of injection molding process parameters based on CAE simulation, process window and machine learning. The International Journal of Advanced Manufacturing Technology 128:4703–4716. [CrossRef]
- Saad S, Sinha A, Cruz C, Régnier G, Ammar A (2022) Towards an accurate pressure estimation in injection molding simulation using surrogate modeling. International Journal of Material Forming 15:. [CrossRef]
- Liu W, Wang X, Li Z, Gu J, Ruan S, Shen C, Wang X (2016) Integration optimization of molding and service for injection-molded product. International Journal of Advanced Manufacturing Technology 84:2019–2028. [CrossRef]
- Baruffa G, Pieressa A, Sorgato M, Lucchetta G (2024) Transfer Learning-Based Artificial Neural Network for Predicting Weld Line Occurrence through Process Simulations and Molding Trials. Journal of Manufacturing and Materials Processing 8:. [CrossRef]
- Kastelic T, Starman B, Cafuta G, Halilovic̆ M, Mole N (2022) Correction of mould cavity geometry for warpage compensation. International Journal of Advanced Manufacturing Technology 123:1957–1971. [CrossRef]
- Lee BH, Kim BH (1995) Optimization of Part Wall Thicknesses to Reduce Warpage of Injection-Molded Parts based on the Modified Complex Method. Polym Plast Technol Eng 34:793–811. [CrossRef]
- Rhee BO, Park CS, Chang HK, Jung HW, Lee YJ (2010) Automatic generation of optimum cooling circuit for large injection molded parts. International Journal of Precision Engineering and Manufacturing 11:439–444. [CrossRef]
- Villarreal-Marroquin MG, Castro JM, Chacon-Mondragon OL, Cabrera-Rios M (2010) Simulation optimization applications in injection molding. Annual Technical Conference - ANTEC, Conference Proceedings 1:250–254. [CrossRef]
- Lin WC, Fan FY, Huang CF, Shen YK, Wang H (2022) Analysis of the Warpage Phenomenon of Micro-Sized Parts with Precision Injection Molding by Experiment, Numerical Simulation, and Grey Theory. Polymers (Basel) 14:. [CrossRef]
- Zhang Y, Deng YM, Sun BS (2009) Injection molding warpage optimization based on a mode-pursuing sampling method. Polymer - Plastics Technology and Engineering 48:767–774. [CrossRef]
- Xia W, Luo B, Liao X (2010) An enhanced global optimization method based on gaussian process and its application of warpage control in injection molding. 2010 IEEE International Conference on Information and Automation, ICIA 2010 970–975. [CrossRef]
- Hsu YM, Jia X, Li W, Manganaris P, Lee J (2022) Sequential optimization of the injection molding gate locations using parallel efficient global optimization. International Journal of Advanced Manufacturing Technology 120:3805–3819. [CrossRef]
- Shen C, Wang L, Cao W, Wu J (2007) Optimization for injection molding process conditions of the refrigeratory top cover using combination method of artificial neural network and genetic algorithms. Polymer - Plastics Technology and Engineering 46:105–112. [CrossRef]
- Lockner Y, Hopmann C, Zhao W (2022) Transfer learning with artificial neural networks between injection molding processes and different polymer materials. J Manuf Process 73:395–408. [CrossRef]
- Pieressa A, Baruffa G, Sorgato M, Lucchetta G (2024) Enhancing weld line visibility prediction in injection molding using physics-informed neural networks. J Intell Manuf. [CrossRef]
- Fu J, Ma Y (2018) Computer-aided engineering analysis for early-ejected plastic part dimension prediction and quality assurance. International Journal of Advanced Manufacturing Technology 98:2389–2399. [CrossRef]
- Nasir SM, Shayfull Z, Sharif S, hadj Abdellah A El, Fathullah M, Noriman NZ (2021) Evaluation of shrinkage and weld line strength of thick flat part in injection moulding process. Journal of the Brazilian Society of Mechanical Sciences and Engineering 43:1–16. [CrossRef]
- Cervantes-Vallejo FJ, Hernández-Navarro C, Camarillo-Gómez KA, Louvier-Hernández JF, Navarrete-Damián J (2024) Thermal-Structural optimization of a rapid thermal response mold: Comprehensive simulation of a heating rod system and a fluid cooling system implemented MSR-PSO-FEM. Thermal Science and Engineering Progress 47:. [CrossRef]
- Li Z, Wang X (2012) A Black Box Method for Gate Location Optimization in Plastic Injection Molding. Advances in Polymer Technology 32:474–485. [CrossRef]
- Park SW, Choi JH, Lee BC (2018) Multi-objective optimization of an automotive body component with fiber-reinforced composites. Structural and Multidisciplinary Optimization 58:2203–2217. [CrossRef]
- Heidari BS, Davachi SM, Moghaddam AH, Seyfi J, Hejazi I, Sahraeian R, Rashedi H (2018) Optimization simulated injection molding process for ultrahigh molecular weight polyethylene nanocomposite hip liner using response surface methodology and simulation of mechanical behavior. J Mech Behav Biomed Mater 81:95–105. [CrossRef]
- Heidari BS, Moghaddam AH, Davachi SM, Khamani S, Alihosseini A (2019) Optimization of process parameters in plastic injection molding for minimizing the volumetric shrinkage and warpage using radial basis function (RBF) coupled with the k-fold cross validation technique. Journal of Polymer Engineering 39:481–492. [CrossRef]
- Sreedharan J, Jeevanantham AK, Rajeshkannan A (2020) Multi-objective optimization for multi-stage sequential plastic injection molding with plating process using RSM and PCA-based weighted-GRA. Proc Inst Mech Eng C J Mech Eng Sci 234:1014–1030. [CrossRef]
- Fonseca JH, Lee J, Jang W, Han D, Kim N, Lee H (2023) Manufacturability-constrained optimization for enhancing quality and suitability of injection-molded short fiber-reinforced plastic/metal hybrid automotive structures. Structural and Multidisciplinary Optimization 66:1–19. [CrossRef]
- Li J, Zhao C, Jia F, Li S, Ma S, Liang J (2023) Optimization of injection molding process parameters for the lining of IV hydrogen storage cylinder. Sci Rep 13:1–15. [CrossRef]
- Kitayama S, Natsume S (2014) Multi-objective optimization of volume shrinkage and clamping force for plastic injection molding via sequential approximate optimization. Simul Model Pract Theory 48:35–44. [CrossRef]
- Chen W, Zhou XH, Wang HF, Wang W (2010) Multi-objective optimal approach for injection molding based on surrogate model and particle swarm optimization algorithm. J Shanghai Jiaotong Univ Sci 15:88–93. [CrossRef]
- Wang C, Fan X, Guo Y, Lu X, Wang D, Ding W (2022) Multi-objective Optimization and Quality Monitoring of Two-piece Injection Molding Products. SAE International Journal of Materials and Manufacturing 16:. [CrossRef]
- Alvarado-Iniesta A, Cuate O, Schütze O (2019) Multi-objective and many objective design of plastic injection molding process. International Journal of Advanced Manufacturing Technology 102:3165–3180. [CrossRef]
- Zhang J, Wang J, Lin J, Guo Q, Chen K, Ma L (2016) Multiobjective optimization of injection molding process parameters based on Opt LHD, EBFNN, and MOPSO. International Journal of Advanced Manufacturing Technology 85:2857–2872. [CrossRef]
- Tian M, Gong X, Yin L, Li H, Ming W, Zhang Z, Chen J (2017) Multi-objective optimization of injection molding process parameters in two stages for multiple quality characteristics and energy efficiency using Taguchi method and NSGA-II. International Journal of Advanced Manufacturing Technology 89:241–254. [CrossRef]
- Jung J, Park K, Cho B, Park J, Ryu S (2023) Optimization of injection molding process using multi-objective bayesian optimization and constrained generative inverse design networks. J Intell Manuf 34:3623–3636. [CrossRef]
- Wang Z, Li J, Sun Z, Bo C, Gao F (2023) Multiobjective optimization of injection molding parameters based on the GEK-MPDE method. Journal of Polymer Engineering 43:820–831. [CrossRef]
- Fernandes C, Pontes AJ, Viana JC, Gaspar-Cunha A (2010) Using multiobjective evolutionary algorithms in the optimization of operating conditions of polymer injection molding. Polym Eng Sci 50:1667–1678. [CrossRef]
- Wang D, Fan X, Guo Y, Lu X, Wang C, Ding W (2022) Quality prediction and control of thin-walled shell injection molding based on GWO-PSO, ACO-BP, and NSGA-II. Journal of Polymer Engineering 42:876–884. [CrossRef]
- Zeng W, Yi G, Zhang S, Wang Z (2024) Multi-objective optimization method of injection molding process parameters based on hierarchical sampling and comprehensive entropy weights. International Journal of Advanced Manufacturing Technology 133:1481–1499. [CrossRef]
- Guo W, Lu T, Zeng F, Zhou X, Li W, Yuan H, Meng Z (2024) Multi-Objective Optimization of Microcellular Injection Molding Process Parameters to reduce energy consumption and improve product quality. Res Sq. [CrossRef]
- Wang Y, Yan Z, Shan X (2018) Optimization of Process Parameters for Vertical-Faced Polypropylene Bottle Injection Molding. Advances in Materials Science and Engineering 2018. [CrossRef]
- Mubarak Abdullah Ali Mohsen Al-Hadad, Wang Q (2019) CAE Analysis and Structure Optimization Design of Injection Mold for Charge Upper Cover. International Journal of Engineering Research & Technology 8:33–36. [CrossRef]
- Meiabadi MS, Moradi M, Kazerooni A, Demers V (2022) Multi-objective optimisation of plastic injection moulding process using mould flow analysis and response surface methodology. International Journal of Materials and Product Technology 64:140–155. [CrossRef]
- Hiyane-Nashiro G, Hernández-Hernández M, Rojas-García J, Rodriguez-Resendiz J, Álvarez-Alvarado JM (2022) Optimization of the Reduction of Shrinkage and Warpage for Plastic Parts in the Injection Molding Process by Extended Adaptive Weighted Summation Method. Polymers (Basel) 14:. [CrossRef]
- Rodríguez-Yáñez AB, Méndez-Vázquez YM, Cabrera-Ríos M (2014) Simulation-based process windows simultaneously considering two and three conflicting criteria in injection molding. Prod Manuf Res 2:603–623. [CrossRef]
- Lan X, Li C, Yang C, Xue C (2019) Optimization of injection molding process parameters and axial surface compensation for producing an aspheric plastic lens with large diameter and center thickness. Appl Opt 58:927. [CrossRef]
- Ryu Y, Sohn JS, Yun CS, Cha SW (2020) Shrinkage and warpage minimization of glass-fiber-reinforced polyamide 6 parts by microcellular foam injection molding. Polymers (Basel) 12:. [CrossRef]
- Idayu N, Md Ali MA, Kasim MS, Abdul Aziz MS, Raja Abdullah RI, Sulaiman MA (2020) Flow analysis of three plate family injection mould using moldflow software analysis. Springer Singapore.
- Ashaari FF, Amin YM (2022) Optimization of Thermoplastic Material for Plastic Injection Molding Process by Using Taguchi Method. Research Progress in Mechanical and Manufacturing Engineering 3:831–838.
- Vasiliki I, George-christopher V (2024) Injection molding control parameter assessment by nested Taguchi design of simulation experiments : a case study. Materials Research Proceedings 41:2757–2766. [CrossRef]
- Md Ali MA, Idayu N, Salleh MS, Ali Mokhtar MN, Abdullah Z, Sivaraos (2020) Optimization process parameters of flat plastic part having side gate system using flow analysis software. Lecture Notes in Mechanical Engineering 399–409. [CrossRef]
- Wu H, Wang Y, Fang M (2021) Study on Injection Molding Process Simulation and Process Parameter Optimization of Automobile Instrument Light Guiding Support. Advances in Materials Science and Engineering 2021. [CrossRef]
- Huang WT, Tasi ZY, Ho WH, Chou JH (2022) Integrating Taguchi Method and Gray Relational Analysis for Auto Locks by Using Multiobjective Design in Computer-Aided Engineering. Polymers (Basel) 14:. [CrossRef]
- Ravikiran B, Pradhan DK, Jeet S, Bagal DK, Barua A, Nayak S (2022) Parametric optimization of plastic injection moulding for FMCG polymer moulding (PMMA) using hybrid Taguchi-WASPAS-Ant Lion optimization algorithm. Mater Today Proc 56:2411–2420. [CrossRef]
- Villarreal-Marroquín MG, Svenson JD, Sun F, Santner TJ, Dean A, Castro JM (2013) A comparison of two metamodel-based methodologies for multiple criteria simulation optimization using an injection molding case study. Journal of Polymer Engineering 33:193–209. [CrossRef]
- Chang H, Zhang G, Sun Y, Lu S (2022) Using Sequence-Approximation Optimization and Radial-Basis-Function Network for Brake-Pedal Multi-Target Warping and Cooling. Polymers (Basel) 14:. [CrossRef]
- Tan KH, Yuen MMF (2000) A Fuzzy multiobjective approach for minimization of injection molding defects. Polym Eng Sci 40:956–971. [CrossRef]
- Bensingh RJ, Machavaram R, Boopathy SR, Jebaraj C (2019) Injection molding process optimization of a bi-aspheric lens using hybrid artificial neural networks (ANNs) and particle swarm optimization (PSO). Measurement (Lond) 134:359–374. [CrossRef]
- Roslan N, Rahim SZA, Abdellah AEH, Abdullah MMAB, Błoch K, Pietrusiewicz P, Nabiałek M, Szmidla J, Kwiatkowski D, Vasco JOC, Saad MNM, Ghazali MF (2021) Optimisation of shrinkage and strength on thick plate part using recycled ldpe materials. Materials 14:. [CrossRef]
- Lin F, Duan J, Lu Q, Li X (2022) Optimization of Injection Molding Quality Based on Bp Neural Network and Pso. Materiali in Tehnologije 56:491–497. [CrossRef]
- Deng YM, Lam YC, Britton GA (2004) Optimization of injection moulding conditions with user-definable objective functions based on a genetic algorithm. Int J Prod Res 42:1365–1390. [CrossRef]
- Chen CC, Su PL, Chiou CB, Chiang KT (2011) Experimental investigation of designed parameters on dimension shrinkage of injection molded thin-wall part by integrated response surface methodology and genetic algorithm: A case study. Materials and Manufacturing Processes 26:534–540. [CrossRef]
- Natalini M, Sasso M, Amodio D (2013) Comparison of numerical and experimental data in multi-objective optimization of a thermoplastic molded part. International Polymer Processing 28:84–106. [CrossRef]
- Mukras SMS, Omar HM, Al-Mufadi FA (2019) Experimental-Based Multi-objective Optimization of Injection Molding Process Parameters. Arab J Sci Eng 44:7653–7665. [CrossRef]
- Song Z, Liu S, Wang X, Hu Z (2020) Optimization and prediction of volume shrinkage and warpage of injection-molded thin-walled parts based on neural network. International Journal of Advanced Manufacturing Technology 755–769. [CrossRef]
- Yang K, Tang L, Wu P (2022) Research on Optimization of Injection Molding Process Parameters of Automobile Plastic Front-End Frame. Advances in Materials Science and Engineering 2022. [CrossRef]
- Nguyen VT, Uyen TMT, Minh PS, Do TT, Huynh TH, Nguyen T, Nguyen VT, Nguyen VTT (2023) Weld Line Strength of Polyamide Fiberglass Composite at Different Processing Parameters in Injection Molding Technique. Polymers (Basel) 15:. [CrossRef]
- Chen WC, Nguyen MH, Chiu WH, Chen TN, Tai PH (2016) Optimization of the plastic injection molding process using the Taguchi method, RSM, and hybrid GA-PSO. International Journal of Advanced Manufacturing Technology 83:1873–1886. [CrossRef]
- Zhao J, Cheng G (2016) An Innovative Surrogate-Based Searching Method for Reducing Warpage and Cycle Time in Injection Molding. Advances in Polymer Technology 35:288–297. [CrossRef]
- Lu Y, Huang H (2020) Multi-objective Optimization of Injection Process Parameters Based on EBFNN and NSGA-II. J Phys Conf Ser 1637. [CrossRef]
- Deb D, Jain A, Singh RK (2014) An Evolutionary Many-Objective Optimization Algorithm Using Reference-Point-Based Nondominated Sorting Approach, Part I: Solving Problems With Box Constraints. IEEE Transactions on Evolutionary Computation 18:577–601. [CrossRef]
- Tanabe R, Ishibuchi H (2019) A niching indicator-based multi-modal many-objective optimizer. Swarm Evol Comput 49:134–146. [CrossRef]
- Dutta S, Mallipeddi R, Das KN (2022) Hybrid selection based multi/many-objective evolutionary algorithm. Sci Rep 12:1–13. [CrossRef]
- Cheng J, Liu Z, Tan J (2013) Multiobjective optimization of injection molding parameters based on soft computing and variable complexity method. International Journal of Advanced Manufacturing Technology 66:907–916. [CrossRef]
- Kitayama S, Hashimoto S, Takano M, Kubo Y, Aiba S (2020) Multi-objective optimization for minimizing weldline and cycle time using variable injection velocity and variable pressure profile in plastic injection molding. Journal of Advanced Mechanical Design, Systems and Manufacturing 14:3351–3361. [CrossRef]
- Chang H, Sun Y, Wang R, Lu S (2023) Application of the NSGA-II Algorithm and Kriging Model to Optimise the Process Parameters for the Improvement of the Quality of Fresnel Lenses. Polymers (Basel) 15:. [CrossRef]
- Park HS, Nguyen TT (2014) Optimization of injection molding process for car fender in consideration of energy efficiency and product quality. J Comput Des Eng 1:256–265. [CrossRef]
- Kariminejad M, Tormey D, Ryan C, O’Hara C, Weinert A, McAfee M (2024) Single and Multi-Objective Real-Time Optimisation of an Industrial Injection Moulding Process via a Bayesian Adaptive Design of Experiment Approach. Sci Rep 14:1. [CrossRef]
- Liu X, Fan X, Guo Y, Liu Z, Ding W (2022) Quality Monitoring and Multi-Objective Optimization of the Glass Fiber-Reinforced Plastic Injection Molded Products. SAE International Journal of Materials and Manufacturing 16:. [CrossRef]
- Zhou H, Zhang S, Wang Z (2021) Multi-objective optimization of process parameters in plastic injection molding using a differential sensitivity fusion method. International Journal of Advanced Manufacturing Technology 114:423–449. [CrossRef]
- Zhao G, Li K (2022) Undeterministic analysis and process optimization for short-fiber composite injection molding. Mater Chem Phys 289:126470. [CrossRef]
- Alam K, Kamal MR (2004) Runner balancing by a direct genetic optimization of shrinkage. Polym Eng Sci 44:1949–1959. [CrossRef]
- Fernandes C, Viana JC, Pontes AJ, Gaspar-Cunha A (2008) Setting of the Operative Processing Window in Injection Moulding Using a Multi-Optimization Approach: Experimental Assessment. In: 11th Esaform Conference on Material Forming. Lyon, France.
- Mehta ES, Padhi SN (2023) Performance Analysis of Plastic Injection Molding Using Particle Swarm Based Modified Sequential Quadratic Programming Algorithm Multi Objective Optimization Model. J Theor Appl Inf Technol 101:1053–1066.
- Kitayama S, Tsurita S, Takano M, Yamazaki Y, Kubo Y, Aiba S (2022) Multi-objective process parameters optimization in rapid heat cycle molding incorporating variable packing pressure profile for improving weldline, clamping force, and cycle time. International Journal of Advanced Manufacturing Technology 120:3669–3681. [CrossRef]
- Kitayama S, Tsurita S, Takano M, Yamazaki Y, Kubo Y, Aiba S (2023) Multi-objective process parameter optimization for minimizing weldline and cycle time using heater-assisted rapid heat cycle molding. International Journal of Advanced Manufacturing Technology 128:5635–5646. [CrossRef]
- Kitayama S, Matsubayashi A, Takano M, Yamazaki Y, Kubo Y, Aiba S (2022) Numerical optimization of multistage packing pressure profile in plastic injection molding and experimental validation. Polym Adv Technol 33:3002–3012. [CrossRef]
- Kitayama S, Hashimoto S, Takano M, Kubo Y, Aiba S (2020) Simultaneous optimization of variable injection velocity profile and process parameters in plastic injection molding for minimizing weldline and cycle time. Journal of Advanced Mechanical Design, Systems and Manufacturing 14:3351–3361. [CrossRef]
- Kitayama S, Ishizuki R, Takano M, Kubo Y, Aiba S (2019) Optimization of mold temperature profile and process parameters for weld line reduction and short cycle time in rapid heat cycle molding. International Journal of Advanced Manufacturing Technology 103:1735–1744. [CrossRef]
- Kitayama S, Yokoyama M, Takano M, Aiba S (2017) Multi-objective optimization of variable packing pressure profile and process parameters in plastic injection molding for minimizing warpage and cycle time. International Journal of Advanced Manufacturing Technology 92:3991–3999. [CrossRef]
- Kitayama S, Yamazaki Y, Takano M, Aiba S (2018) Numerical and experimental investigation of process parameters optimization in plastic injection molding using multi-criteria decision making. Simul Model Pract Theory 85:95–105. [CrossRef]
- Kitayama S, Tamada K, Takano M, Aiba S (2018) Numerical and experimental investigation on process parameters optimization in plastic injection molding for weldlines reduction and clamping force minimization. International Journal of Advanced Manufacturing Technology 97:2087–2098. [CrossRef]
- Kitayama S, Tamada K, Takano M, Aiba S (2018) Numerical optimization of process parameters in plastic injection molding for minimizing weldlines and clamping force using conformal cooling channel. J Manuf Process 32:782–790. [CrossRef]
- Kitayama S, Miyakawa H, Takano M, Aiba S (2017) Multi-objective optimization of injection molding process parameters for short cycle time and warpage reduction using conformal cooling channel. International Journal of Advanced Manufacturing Technology 88:1735–1744. [CrossRef]
- Zhai H, Li X, Xiong X, Zhu W, Li C, Wang Y, Chang Y (2023) A method combining optimization algorithm and inverse-deformation design for improving the injection quality of box-shaped parts. International Journal of Advanced Manufacturing Technology. [CrossRef]
- Fernandes C, Pontes AJ, Viana JC, Gaspar-Cunha A (2009) Using Multi-objective Evolutionary Algorithms in the Optimization of Polymer Injection Molding. Applications of Soft Computing 357–365. [CrossRef]
- Fernandes C, Pontes AJ, Viana JC, Gaspar-cunha A (2015) Multi-Objective Optimization of Gate Location and Processing Conditions in Injection Molding Using MOEAs : Experimental Assessment. EMO 2015 - 8th International Conference on Evolutionary Multi-Criterion Optimization (LNCS 9019) 373–387. [CrossRef]
- Fernandes C, Pontes AJ, Viana JC, Gaspar-Cunha A (2012) Using Multi-objective Evolutionary Algorithms for Optimization of the Cooling System in Polymer Injection Molding. Int Polym Proc 27:213–223. [CrossRef]
- Brooks H, Brigden K (2016) Design of conformal cooling layers with self-supporting lattices for additively manufactured tooling. Addit Manuf 11:16–22. [CrossRef]
- Mazur M, Brincat P, Leary M, Brandt M (2017) Numerical and experimental evaluation of a conformally cooled H13 steel injection mould manufactured with selective laser melting. International Journal of Advanced Manufacturing Technology 93:881–900. [CrossRef]
- van As B, Combrinck J, Booysen GJ, de Beer DJ (2017) Direct metal laser sintering, using conformal cooling, for high volume production tooling. South African Journal of Industrial Engineering 28:170–182. [CrossRef]
- Tuteski O, Kočov A (2018) Conformal cooling channels in injection molding tools – design considerations. Int Sci Congr Mach Technol Mater 12:445–448.
- Konuskan Y, Yılmaz AH, Tosun B, Lazoglu I (2023) Machine learning-aided cooling profile prediction in plastic injection molding. International Journal of Advanced Manufacturing Technology 2957–2968. [CrossRef]
- Zacharski A, Samborski T, Zbrowski A, Kozioł S, Poszwa P (2023) Modular injection mould with a conformal cooling channel for the production of hydraulic filter housings. Technologia i Automatyzacja Montażu 122:48–55. [CrossRef]
- Hashimoto S, Kitayama S, Takano M, Kubo Y, Aiba S (2020) Simultaneous optimization of variable injection velocity profile and process parameters in plastic injection molding for minimizing weldline and cycle time. Journal of Advanced Mechanical Design, Systems and Manufacturing 14:3351–3361. [CrossRef]
- Feng QQ, Zhou X (2019) Automated and robust multi-objective optimal design of thin-walled product injection process based on hybrid RBF-MOGA. International Journal of Advanced Manufacturing Technology 101:2217–2231. [CrossRef]
- Fonseca JH, Jang W, Han D, Kim N, Lee H (2024) Strength and manufacturability enhancement of a composite automotive component via an integrated finite element/artificial neural network multi-objective optimization approach. Compos Struct 327:. [CrossRef]
- Zhai M, Lam YC, Au CK (2009) Runner sizing in multiple cavity injection mould by non-dominated sorting genetic algorithm. Eng Comput 25:237–245. [CrossRef]
- Ferreira I, Weck O De, Saraiva P, Cabral J (2010) Multidisciplinary optimization of injection molding systems. Structural and Multidisciplinary Optimization 621–635. [CrossRef]
- Ferreira I, Cabral JA, Saraiva P, Oliveira MC (2014) A multidisciplinary framework to support the design of injection mold tools. Structural and Multidisciplinary Optimization 49:501–521. [CrossRef]
- Li K, Yan S, Zhong Y, Pan W, Zhao G (2019) Multi-objective optimization of the fiber-reinforced composite injection molding process using Taguchi method, RSM, and NSGA-II. Simul Model Pract Theory 91:69–82. [CrossRef]
- Zhijun Y, Wang H, Wei X, Yan K, Gao C (2019) Multiobjective optimization method for polymer injection molding based on a genetic algorithm. Advances in Polymer Technology 2019. [CrossRef]
- Zhu J, Qiu Z, Huang Y, Huang W (2021) Overview of injection molding process optimization technology. J Phys Conf Ser 1798. [CrossRef]
- Mohd Hanid MH, Abd Rahim SZ, Gondro J, Sharif S, Al Bakri Abdullah MM, Mohd Zain A, El-Hadj Abdellah A, Mat Saad MN, Wysłocki JJ, Nabiałek M (2021) Warpage optimisation on the moulded part with straight drilled and conformal cooling channels using response surface methodology (RSM), glowworm swarm optimisation (GSO) and genetic algorithm (GA) optimisation approaches. Materials 14:. [CrossRef]
- Shayfull Z, Sharif S, Zain AM, Saad RM, Fairuz MA (2013) Milled groove square shape conformal cooling channels in injection molding process. Materials and Manufacturing Processes 28:884–891. [CrossRef]
- Mercado-Colmenero JM, Rubio-Paramio MA, Marquez-Sevillano J de J, Martin-Doñate C (2018) A new method for the automated design of cooling systems in injection molds. CAD Computer Aided Design 104:60–86. [CrossRef]
- Mercado-Colmenero JM, Martin-Doñate C, Rodriguez-Santiago M, Moral-Pulido F, Rubio-Paramio MA (2019) A new conformal cooling lattice design procedure for injection molding applications based on expert algorithms. International Journal of Advanced Manufacturing Technology 102:1719–1746. [CrossRef]
- Dimla DE, Camilotto M, Miani F (2005) Design and optimisation of conformal cooling channels in injection moulding tools. J Mater Process Technol 164–165:1294–1300. [CrossRef]
- Chaabene A, Chatti S, Ben Slama M (2021) Optimization of the Cooling of a Thermoplastic Injection Mold. Annals of “Dunarea de Jos” University of Galati, Fascicle XII, Welding Equipment and Technology 32:61–70. [CrossRef]
- Kanbur BB, Zhou Y, Shen S, Wong KH, Chen C, Shocket A, Duan F (2022) Metal additive manufacturing of conformal cooling channels in plastic injection molds with high number of design variables. Mater Today Proc 70:541–547. [CrossRef]
- Le Goff R, Garcia D (2011) Multi-objective optimization strategy for the design of injection mold cooling system. Society of Plastics Engineers - EUROTEC 2011 Conference Proceedings.
- Jahan SA, Wu T, Zhang Y, El-Mounayri H, Tovar A, Zhang J, Acheson D, Nalim R, Guo X, Lee WH (2016) Implementation of Conformal Cooling & Topology Optimization in 3D Printed Stainless Steel Porous Structure Injection Molds. Procedia Manuf 5:901–915. [CrossRef]
- Jahan S, Wu T, Shin Y, Tovar A, El-Mounayri H (2019) Thermo-fluid topology optimization and experimental study of conformal cooling channels for 3D printed plastic injection molds. Procedia Manuf 34:631–639. [CrossRef]
- Wang X, Li Z, Gu J, Ruan S, Shen C, Wang X (2016) Reducing service stress of the injection-molded polycarbonate window by optimizing mold construction and product structure. International Journal of Advanced Manufacturing Technology 86:1691–1704. [CrossRef]
- Silva HM, Rodrigues H (2023) Structural Analysis of Molds with Conformal Cooling Channels: A Numerical Study. Engineering Proceedings 56:295. [CrossRef]
- Kanbur BB, Zhou Y, Shen S, Duan F (2020) Neural network-integrated multiobjective optimization of 3D-printed conformal cooling channels. IEEE Xplore. [CrossRef]
- Hsu FH, Wang K, Huang CT, Chang RY (2013) Investigation on conformal cooling system design in injection molding. Advances in Production Engineering & Management 8:107–115. [CrossRef]
- Saifullah ABM, Masood SH, Sbarski I (2012) Thermal-structural analysis of bi-metallic conformal cooling for injection moulds. International Journal of Advanced Manufacturing Technology 62:123–133. [CrossRef]
- Jahan SA, Wu T, Zhang Y, Zhang J, Tovar A, Elmounayri H (2017) Thermo-mechanical Design Optimization of Conformal Cooling Channels using Design of Experiments Approach. Procedia Manuf 10:898–911. [CrossRef]
- Shen S, Kanbur BB, Zhou Y, Duan F (2019) Thermal and mechanical analysis for conformal cooling channel in plastic injection molding. Mater Today Proc 28:396–401. [CrossRef]
- Eiamsa-Ard K, Wannissorn K (2015) Conformal bubbler cooling for molds by metal deposition process. CAD Computer Aided Design 69:126–133. [CrossRef]
- Vojnová E (2016) The benefits of a conforming cooling systems the molds in injection moulding process. Procedia Eng 149:535–543. [CrossRef]
- Yadegari M, Masoumi H, Gheisari M (2016) Optimization of cooling channels in plastic injection molding. International Journal of Applied Engineering Research 11:5777–5780.
- Venkatesh G, Ravi Kumar Y, Raghavendra G (2017) Comparison of Straight Line to Conformal Cooling Channel in Injection Molding. Mater Today Proc 4:1167–1173. [CrossRef]
- Li J, Ong YC, Wan Muhamad WM (2024) Optimization Design of Injection Mold Conformal Cooling Channel for Improving Cooling Rate. Processes 12:1–17. [CrossRef]
- Wang Y, Lee C (2023) Design and Optimization of Conformal Cooling Channels for Increasing Cooling Efficiency in Injection Molding. Applied Sciences (Switzerland) 13:3253–3271. [CrossRef]
- Kanbur BB, Shen S, Zhou Y, Duan F (2019) Thermal and mechanical simulations of the lattice structures in the conformal cooling cavities for 3D printed injection molds. Mater Today Proc 28:379–383. [CrossRef]
- Godec D, Brnadić V, Breški T (2021) Optimisation of Mould Design for Injection Moulding – Numerical Approach. Tehnicki Glasnik 15:258–266. [CrossRef]
- Silva HM, Noversa T, Rodrigues H, Fernandes L, Pontes A (2021) Sensitivity Analysis of Conformal CCs for Injection Molds : 3D Transient Heat Transfer Analysis. PREPRINT (Version 1) available at Research Square]. [CrossRef]
- Li Z, Wang X, Gu J, Ruan S, Shen C, Lyu Y, Zhao Y (2018) Topology Optimization for the Design of Conformal Cooling System in Thin-wall Injection Molding Based on BEM. International Journal of Advanced Manufacturing Technology 94:1041–1059. [CrossRef]
- Marques S, De Souza AF, Miranda J, Yadroitsau I (2015) Design of conformal cooling for plastic injection moulding by heat transfer simulation. Polimeros 25:564–574. [CrossRef]
- Kamarudin K, Wahab MS, Batcha MFM, Shayfull Z, Raus AA, Ahmed A (2017) Cycle time improvement for plastic injection moulding process by sub groove modification in conformal cooling channel. AIP Conf Proc 1885. [CrossRef]
- Simiyu LW, Muiruri PI, Ikua BW, Gacharu SN (2023) Simultaneous Optimization of Product Quality and Productivity for Multi-Factor designs of Circular Cross-Section Conformal Cooling Channels in Injection Molds. Res Sq 0–16. [CrossRef]
- Kanbur BB, Zhou Y, Shen S, Wong KH, Chen C, Shocket A, Duan F (2022) Metal Additive Manufacturing of Plastic Injection Molds with Conformal Cooling Channels. Polymers (Basel) 14:424. [CrossRef]
Figure 1.
(A) The injection molding cycle and (B) relative cycle times.
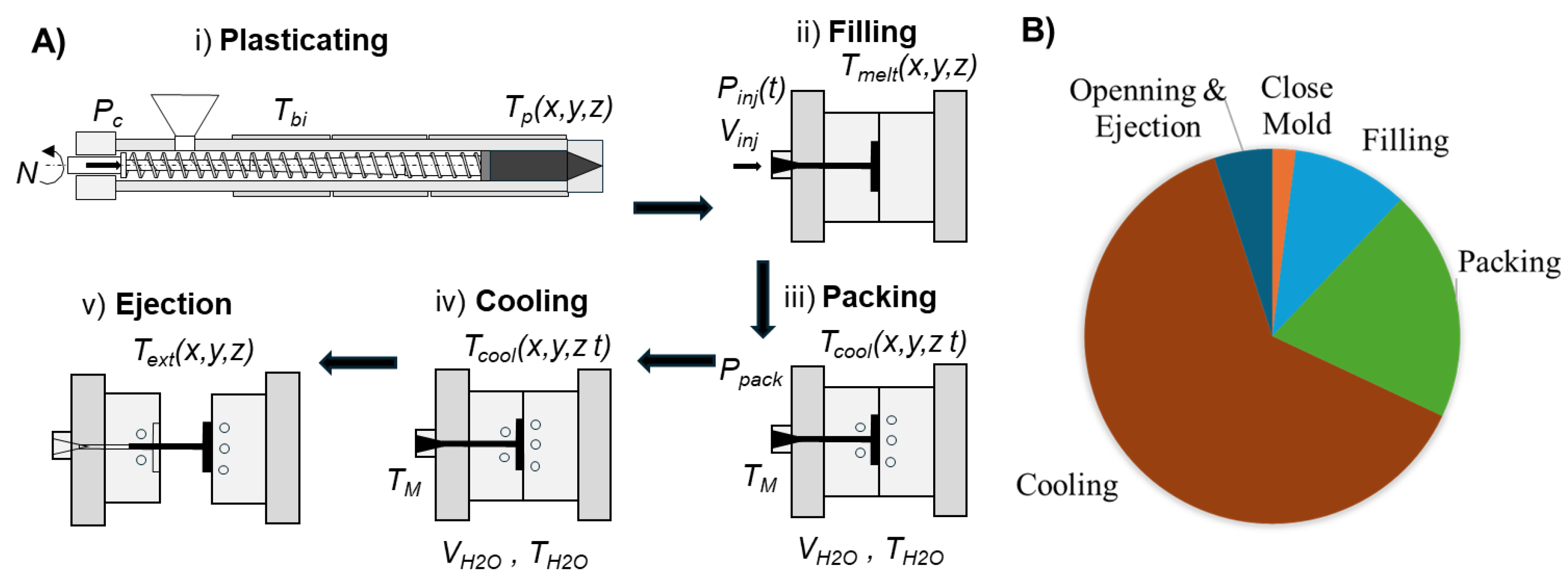
Figure 2.
Interrelation between decision variables, cycle phases, and optimization objectives.
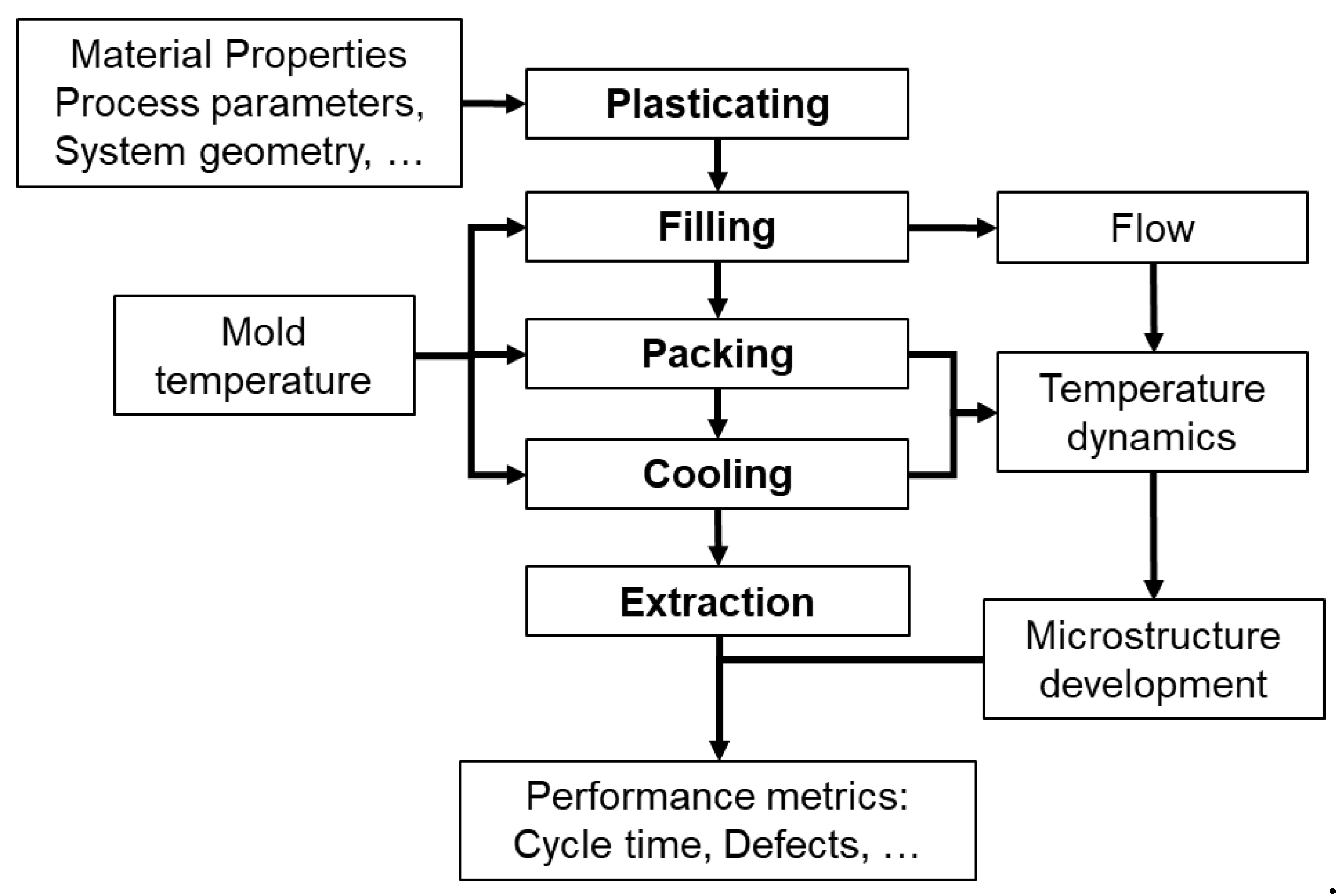
Figure 3.
Cooling channels geometry: (A) CCC with two circular rings; (B) CCC with three circular rings.
Figure 3.
Cooling channels geometry: (A) CCC with two circular rings; (B) CCC with three circular rings.

Figure 4.
Example of calculation objectives related to temperature: (A) identification of the part surfaces; (B) temperature profile difference.
Figure 4.
Example of calculation objectives related to temperature: (A) identification of the part surfaces; (B) temperature profile difference.
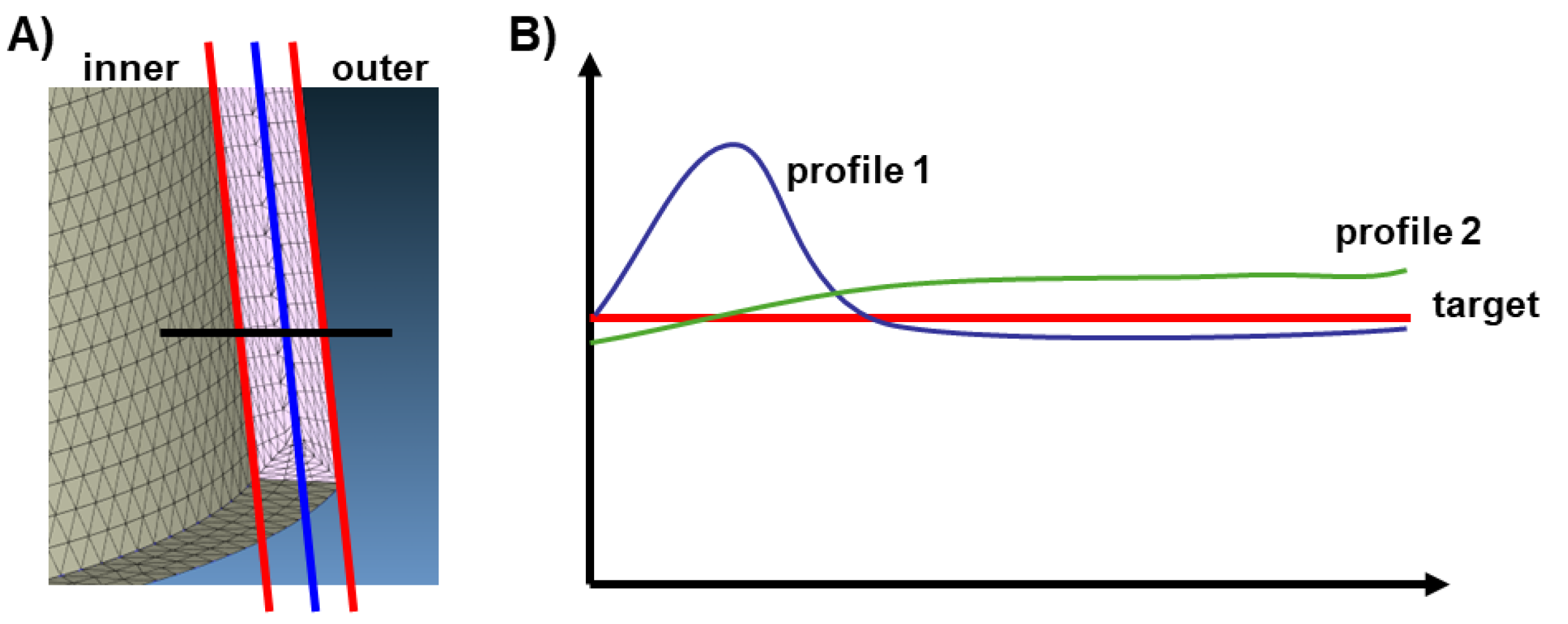
Figure 5.
Multi-objective optimization: (A) concept of non-dominance and (B) MOEA flow chart.
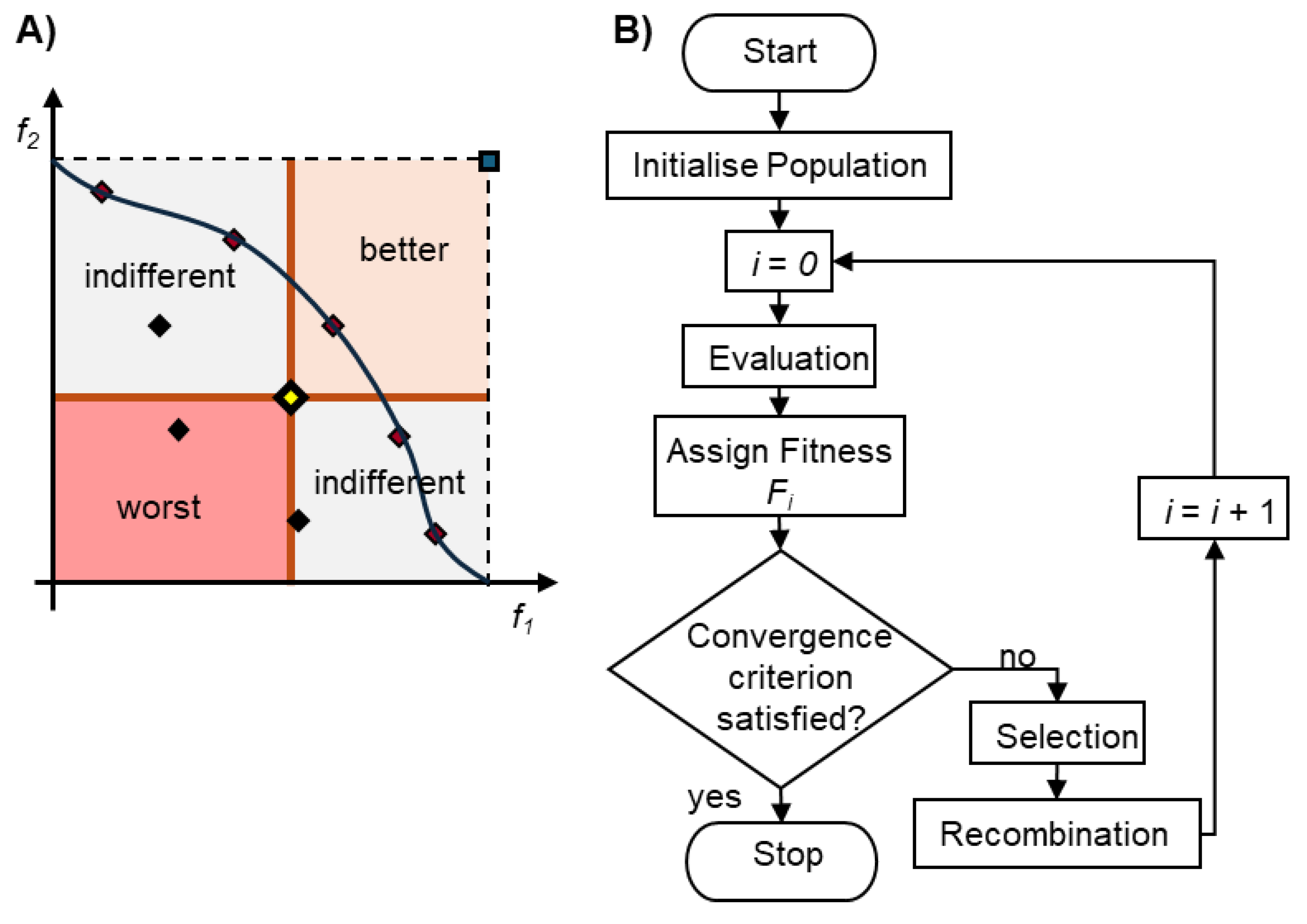
Figure 6.
Flowchart of the methodology implemented by Baruffa et al. [76].
Figure 6.
Flowchart of the methodology implemented by Baruffa et al. [76].
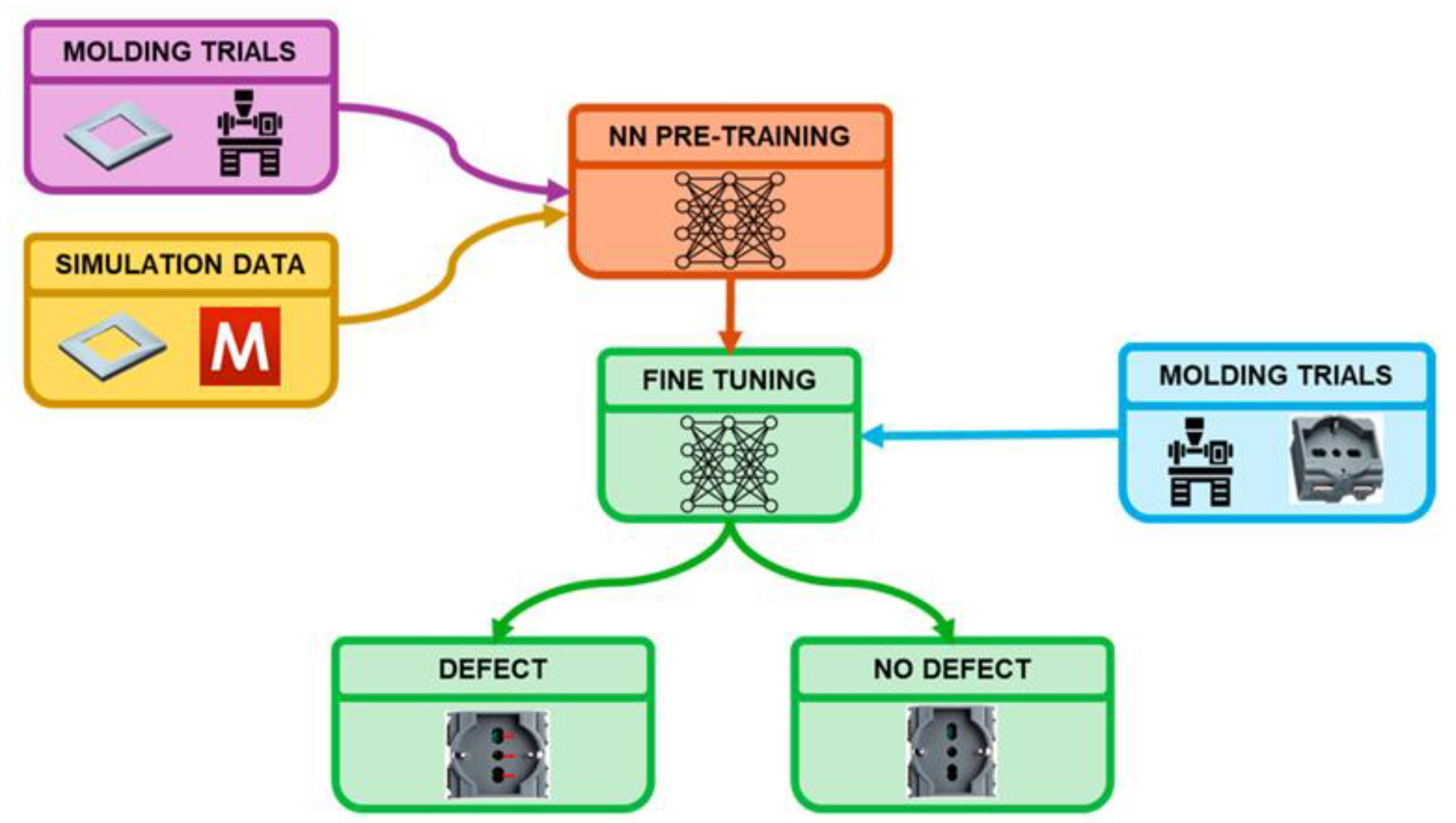
Figure 7.
Comparative thermal and mechanical analysis results with traditional and printed steel properties, as shown by Jahan et al. [198].
Figure 7.
Comparative thermal and mechanical analysis results with traditional and printed steel properties, as shown by Jahan et al. [198].
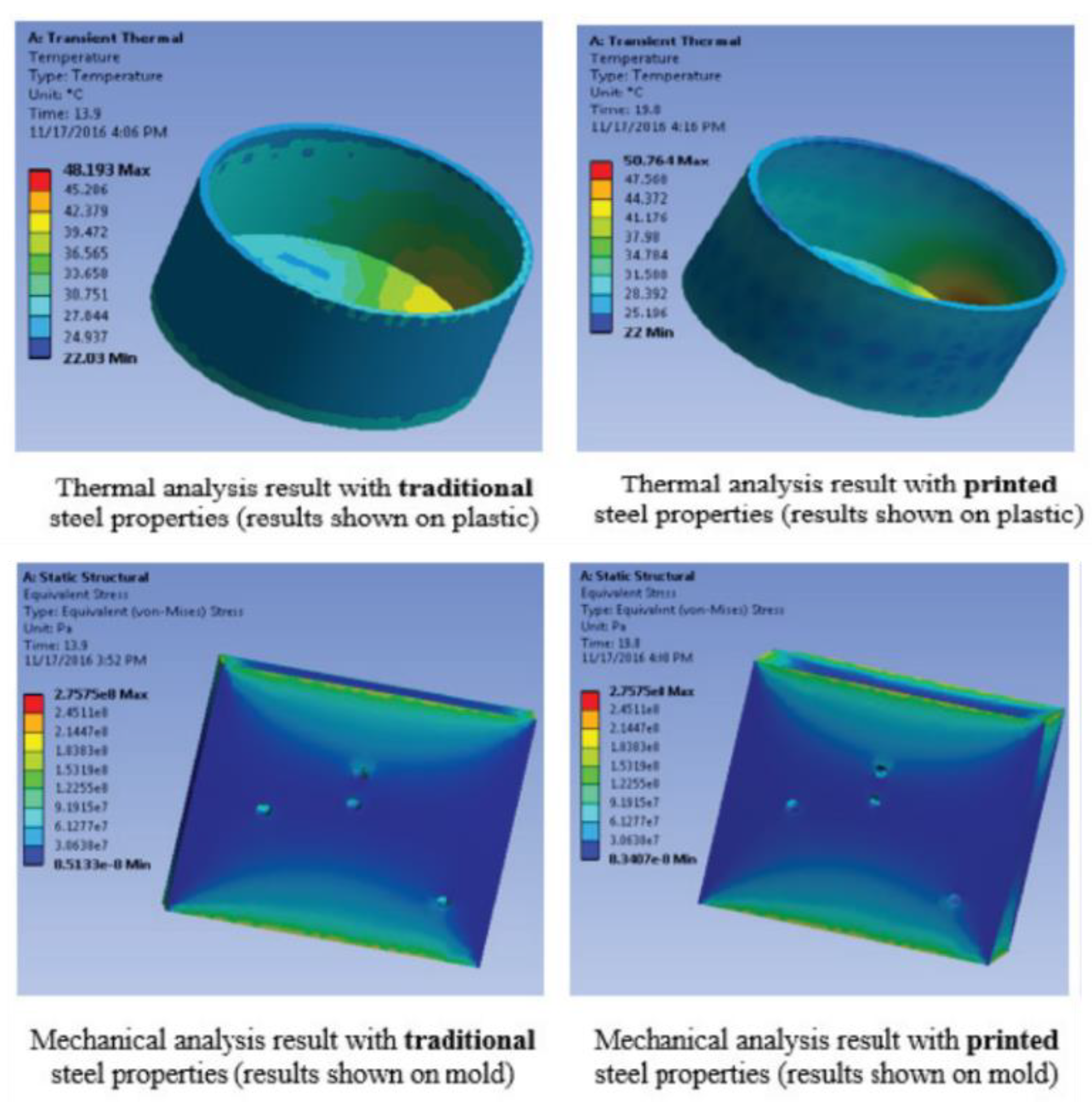
Figure 8.
Generated designs using the methodology of Wilson et al. [13]: (a) high-coolant-pressure parallel CCC, (b) low-coolant-pressure parallel CCC, (c) perpendicular CCC, and (d) helical CCC.
Figure 8.
Generated designs using the methodology of Wilson et al. [13]: (a) high-coolant-pressure parallel CCC, (b) low-coolant-pressure parallel CCC, (c) perpendicular CCC, and (d) helical CCC.
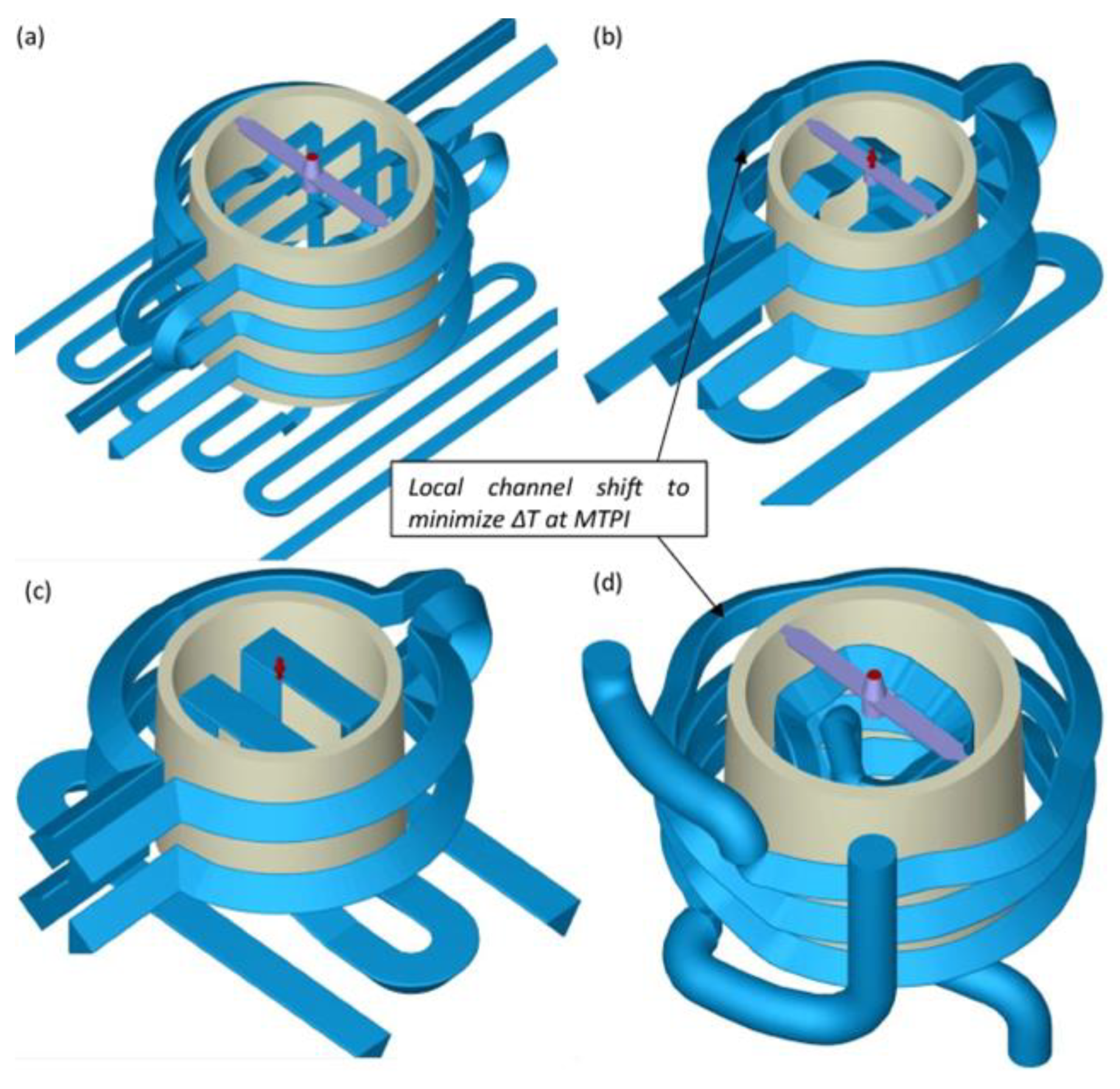

Table 1.
Comparative analysis of the injection molding software.
| Feature/Software | Moldflow | Moldex3D | ANSYS |
|---|---|---|---|
| Primary Focus | Injection molding process simulation | Detailed melt flow and cooling analysis | Structural and thermal analysis |
| Filling, Packing, and Cooling | Excellent | Superior | Limited |
| Warpage and Defect Prediction | High accuracy | Very detailed | Moderate |
| Complex Geometry Handling | Moderate | Excellent | Limited |
| Structural and Stress Analysis | Basic | Moderate | Excellent |
| Material Behavior Simulation | Extensive database | Very precise | Advanced mechanical properties |
| Integration with CAD/CAE | Strong | Strong | Extensive (especially with the ANSYS ecosystem) |
| Best Use Case | Process optimization and defect minimization | Complex geometries and cycle time improvement | Structural and thermal performance evaluation |
Table 2.
Optimization using a single objective (DOE- design of experiments; GRA- grey relational analysis; SQP- sequential quadratic programming; PSO- particle swarm optimization, EA- evolutionary algorithm; ML- machine learning; OC- operating conditions; MCG- mold cavity geometry; CC- cooling channel; GL- gate location; RG – runners geometry; PG- part geometry; ANN- artificial neural network; QRS- quadratic response surface; RSM- response surface methodology; GPR- gaussian process regression; XGBoost- extreme gradient boosting).
Table 2.
Optimization using a single objective (DOE- design of experiments; GRA- grey relational analysis; SQP- sequential quadratic programming; PSO- particle swarm optimization, EA- evolutionary algorithm; ML- machine learning; OC- operating conditions; MCG- mold cavity geometry; CC- cooling channel; GL- gate location; RG – runners geometry; PG- part geometry; ANN- artificial neural network; QRS- quadratic response surface; RSM- response surface methodology; GPR- gaussian process regression; XGBoost- extreme gradient boosting).
| Optimization | Step | Type DVs | Objectives | Modelling | Surrogates | Ref |
|---|---|---|---|---|---|---|
| Empirical | Entire | OC | Defects | Experimental | ANN | Ogawa et al. [63] |
| Empirical | Post-Ejec | OC+MCG | Warpage | Moldex3D | -- | Kastelic et al. [77] |
| Complex | Entire | PG | Warpage | Experimental | -- | Lee & Kim [78] |
| DOE | Cooling | CC | Temperature | Moldflow | QRS | Rhee et al. [79] |
| DOE | Fill+Pack. | OC | Shrinkage | Moldflow | Metamodeling | Villarreal-Marroquin et al. [80] |
| Taguchi | Entire | OC | Warpage | Moldex3D | RSM | Nguyen et al. [64] |
| Taguchi | Entire | OC | Overflow | Experimental | ANN | Dejene & Wolla [71] |
| Tag.+GRA | Entire | OC | Warpage | Moldflow | -- | Lin et al. [81] |
| SQP | Filling | RG | Surface def. | Moldflow | Kriging | Ma et al. [66] |
| Other | Entire | OC | Warpage | Moldflow | Kriging | Gao & Wang [72] |
| Other | Entire | OC | Warpage | Moldflow | QRS | Zhang et al. [82] |
| Other | Entire | OC | Warpage | Moldflow | GPR | Xia et al. [83] |
| Other | Entire | OC | Von Mises | M+A | Kriging | Liu et al. [75] |
| Other | Filling | GL | Pressure | Moldex3D | Kriging | Hsu et al. [84] |
| Other | Fill+Pack. | OC | Pressure | Moldflow | Various | Saad et al. [74] |
| PSO | Entire | OC | Von Mises | Moldflow | ANN | Xu et al. [68] |
| PSO | Entire | OC | Warpage | Moldflow | Kriging | Li et al. [65] |
| EA | Entire | OC | Sink marks | Not specified | ANN | Shen et al. [85] |
| EA | Cooling | GL | Von Mises | Moldflow | -- | Kurkin et al. [69] |
| EA | Entire | OC | Weight | Moldex3D | XGBoost | Ma et al. [73] |
| EA+PSO | Entire | RG+OC | Blush defect | Moldflow | ANN | Ardestani et al. [67] |
| ML | Entire | OC | Part weight | Cadmould | ANN | Lockner & Hopmann [70], Lockner et al. [86] |
| ML | Entire | OC | Weld line | Moldex3D | ANN | Baruffa et al. [76],Pieressa et al. [87] |
Table 3.
Optimization using aggregation functions (1- hybrid Taguchi-WASPAS- Ant Lion Optimization; DOE- design of experiments; GRA- grey relational analysis; SQP- sequential quadratic programming; PSO- particle swarm optimization, EA- evolutionary algorithm; OC- operating conditions; CC- cooling channel; GL- gate location; GG – gate geometry; PG- part geometry; RBF- radial basis function; ANN- artificial neural network; RSM- response surface methodology; GPR- gaussian process regression; PR- polynomial regression; FSA- fast strip analysis).
Table 3.
Optimization using aggregation functions (1- hybrid Taguchi-WASPAS- Ant Lion Optimization; DOE- design of experiments; GRA- grey relational analysis; SQP- sequential quadratic programming; PSO- particle swarm optimization, EA- evolutionary algorithm; OC- operating conditions; CC- cooling channel; GL- gate location; GG – gate geometry; PG- part geometry; RBF- radial basis function; ANN- artificial neural network; RSM- response surface methodology; GPR- gaussian process regression; PR- polynomial regression; FSA- fast strip analysis).
| Optimization | Step | Type DVs | N. Objs | Modelling | Surrogates | Ref |
|---|---|---|---|---|---|---|
| Empirical | Entire | OC | 3 | Moldflow | -- | Wang et al. [110] |
| Empirical | Ejection | OC | 3 | Moldflow (5) | -- | Fu & Ma [88] |
| Empirical | Cooling | GL+OC+CC | 3 | Moldflow | -- | Al-Hadad & Wang [111] |
| Empirical | Cool.+Pack. | OC | 2 | Moldflow | RSM | Nasir et al. [89] |
| Empirical | Entire | OC | 2 | Moldflow | RSM | Meiabadi et al. [112] |
| Empirical | Entire | OC+GL | 4 | Custom | -- | Trinh [49] |
| Simplex | Entire | OC | 3 | Moldflow | -- | Sherbelis at al. [22] |
| Gradient | Entire | OC+GL | 3 | Moldflow | Kriging | Li & Wang [91] |
| Gradient | Entire | OC | 2 | Moldflow | RSM, RBF | Heidari et al. [93,94] |
| Gradient | Entire | OC | 2 | Moldflow | -- | Hiyane-Nashiro et al. [113] |
| DOE | Entire | OC | 3 | Moldflow | Regression | Rodríguez-Yáñez et al. [114] |
| DOE | Entire | OC | 2 | Moldex3D | -- | Huang et al. [11] |
| Taguchi | Entire | OC | 2 | Experimental | RSM | Lan et al. [115] |
| Taguchi | Entire | OC | 2 | Moldflow | RSM | Ryu et al. [116] |
| Taguchi | Entire | OC | 3 | Moldflow | -- | Idayu et al. [117] |
| Taguchi | Entire | OC | 2 | Moldflow | -- | Ashaari & Amin [118] |
| Taguchi | Fill.+Pack. | OC | 3 | Moldex3D | -- | Vasiliki et al. [119] |
| Taguchi | Fill.+ Cool. | OC | 3 | Moldflow | ANOVA, GRA | Md Ali et al. [120] |
| Taguchi | Entire | OC | 2 | Moldflow | GRA | Wu et al. [121] |
| Taguchi | Entire | OC | 2 | Moldex3D | GRA | Huang et al. [122] |
| Taguchi | Entire | OC | 3 | Moldflow | GRA | Li et al. [97] |
| Taguchi (1) | Entire | OC | 2 | Experimental | -- | Ravikiran et al. [123] |
| RSM | Entire | OC + GG | 5 | Experimental | PCA - GRA | Sreedharan et al. [95] |
| SQP | Entire | PG | 3 | Moldex3D | PR | Park et al. [92] |
| Other | Entire | OC | 2 | Moldflow | GPR | Villarreal-Marroquín et al. [124] |
| Other | Cooling | OC | 2 | Moldex3D | RBF | Chang et al. [125] |
| Other | Entire | OC + PG | 4 | Moldlow (4) | ANOVA | Fonseca et al. [96] |
| Fuzzy | Entire | OC | 5 | Experimental | SQP | Tan & Yuen [126] |
| PSO | Fill.+ Cool. | OC | 3 | Custom | FSA | Zhao et al. [48] |
| PSO | Entire | OC | 3 | Experimental | ANN | Bensingh et al. [127] |
| PSO | Entire | OC | 3 | Moldflow | RSM | Roslan et al. [128] |
| PSO | Entire | OC | 3 | Moldflow | ANN | Lin et al. [129] |
| PSO | Cooling | CC | 6 | Moldex3D (5) | RSM | Cervantes-Vallejo et al. [90] |
| EA | Entire | OC | 2 | Moldflow | -- | Deng et al. [130] |
| EA | Cooling | OC | 2 | Moldflow | -- | Chen et al. [131] |
| EA | Entire | OC | 2 | Moldflow | -- | Natalini et al. [132] |
| EA, SQP | Entire | OC | 2, 3 | Experimental | Kriging | Mukras et al. [133], Mukras [44] |
| EA | Entire | OC | 2 | Moldflow | ANN+SVM | Song et al. [134] |
| EA | Entire | OC | 2 | Moldflow | ANN | Yang et al. [135] |
| EA, EA-PSO | Entire | OC | 2 | Experimental | ANN, RSM | Nguyen et al. [136], Chen et al. [137] |
Table 4.
Optimization using multi-objective optimization algorithms ((1)- Glass fiber content; (2) – Plasticating; M+Ab- Moldlow + ABACUS; SAO- sequential approximate optimization; SD- sequential design; MBO- multi-objective Bayesian optimization; MOFA- multi-objective firefly algorithm; PSO- particle swarm optimization; MPSO- multiobjective PSO; SQP- sequential quadratic programing; MPDE- multi-population differential evolution; MOEA- multi-objective evolutionary algorithm; OC- operating conditions; GG- gate geometry; GL- gate location; RG – runners geometry; PG- part geometry; RBF- radial basis function; ANN- artificial neural network; RSM- response surface methodology; GPR- gaussian process regression).
Table 4.
Optimization using multi-objective optimization algorithms ((1)- Glass fiber content; (2) – Plasticating; M+Ab- Moldlow + ABACUS; SAO- sequential approximate optimization; SD- sequential design; MBO- multi-objective Bayesian optimization; MOFA- multi-objective firefly algorithm; PSO- particle swarm optimization; MPSO- multiobjective PSO; SQP- sequential quadratic programing; MPDE- multi-population differential evolution; MOEA- multi-objective evolutionary algorithm; OC- operating conditions; GG- gate geometry; GL- gate location; RG – runners geometry; PG- part geometry; RBF- radial basis function; ANN- artificial neural network; RSM- response surface methodology; GPR- gaussian process regression).
| Optimization | Step | Type DVs | N.Objs | Modelling | Surrogates | Ref |
|---|---|---|---|---|---|---|
| SAO | Pack.+Cool. Cooling, Entire, Fill.+Pack. |
OC | 2, 3 | Moldex3D | RBF | Kitayama et al. [98,144,154,155,156,157,158,159,160,161,162,163] |
| SAO | Fill.+Pack. | OC | 2 | Moldex3D | RBF | Hashimoto et al. [174] |
| SD | Cooling | OC | 3 | Moldex3D | GPR | Chen et al. [7] |
| MBO | Entire | OC | 2 | Moldflow | GPR + ANN | Jung et al. [104] |
| MOFA | Entire | OC (1) | 2 | Moldflow | ANN | Liu et al. [148] |
| MOPSO | Entire | OC | 3 | Moldflow | ANN | Zhang et al. [102] |
| MOPSO | Entire | OC | 3 | Moldflow | Liu et al. [21] | |
| PSO | Entire | OC | 2 | Moldflow | Kriging | Chen et al. [99] |
| PSO+SQP | Entire | OC | 2 | CATIA | Mehta & Padhi [153] | |
| MPDE | Entire | OC + GG | 3 | Moldflow | Kriging | Wang et al. [105] |
| MOEA | Fill.+Pack. | OC/ OC+GL |
3, 5 | Moldflow | Fernandes et al. [106,152,165,166,167] | |
| MOEA | Entire | OC | 3 | Moldflow | ANN | Feng et al. [62,175] |
| MOEA | Entire | OC | 3 | M+Ab | ANN | Fonseca et al. [176] |
| MOEA/D | Entire | OC + GG | 2 | Moldflow | ANN | C. Wang et al. [100] |
| NSGA-II | Filling | RG+ OC | 3 | Moldflow | Alam & Kamal [151] | |
| NSGA-II | Filling | RG + OC | 5 | Moldflow | Zhai et al. [177] | |
| NSGA-II | Entire | OC + RG Geometry |
3 | Moldflow | Ferreira et al. [178,179] | |
| NSGA-II | Entire | RG + OC | 3 | Moldflow | ANN | Cheng at al. [143] |
| NSGA-II | Entire | OC | 2 | Moldflow | RSM | Park & Nguyen [146] |
| NSGA-II | Entire | OC | 2 | Moldflow | Kriging | Zhao & G. Cheng [138] |
| NSGA-II | Entire | OC | 4 | Moldflow | RSM | Tian et al. [103] |
| NSGA-II | Entire | OC | 3 | Moldflow | RSM | Li et al. [180] |
| NSGA-II | Entire | PG + OC | 2 | Moldflow | RSM | Zhijun et al. [181] |
| NSGA-II | Entire | OC | 2 | Moldflow | ANN | Lu & Huang [139] |
| NSGA-II | Entire | OC | 2 | Experimental | ANN | Wang et al. [107] |
| NSGA-II | Entire | OC (1) | 2 | Moldflow | RSM | Zhao & K. Li [150] |
| NSGA-II | Entire | OC | 3 | Moldex3D | ANN | Zhai et al. [164] |
| NSGA-II | Entire | OC | 2 | Experimental | Kriging | Chang et al. [145] |
| NSGA-II | Entire | OC | 3 | Moldflow | ANN | Guo et al. [109] |
| NSGA-II | Entire | OC + Gas | 3 | Moldflow | ANN | Guo et al.[109] |
| NSGA-II | Entire | OC | 3 | Moldflow | Bayesian | Zeng et al. [108] |
| NSGA-II | Entire (2) | OC | 2 | Moldflow | GPR | Kariminejad et al. [147] |
| NSGA-III | Entire | OC | 7 | Moldex3D | ANN | Alvarado-Iniesta et al. [101] |
| NSGA-III | Entire | OC | 4 | Moldflow | RSM | Zhou et al. [149] |
| NSGA-III | Entire | OC | 4 | Moldflow | RSM | Zhu et al. [182] |
Table 5.
Conformal cooling channels design (EA- evolutionary algorithm; PSO- particle swarm optimization; EI - Expected Improvement Method; DOE- design of experiments; TM+TO- Thermo-mechanical + topology optimization; SA- simulated annealing; SLP- sequential linear programing; GD- generative design; CCC-conformal cooling channels design; OC-operative conditions; GG-gate geometry; DCCC-dynamic conformal cooling channels; ; Mec-mold mechanical properties; M+A- Moldflow+ANSYS; ; A+C - ANSYS+COMSOL; M+mF- Moldflow + modeFRONTIER; SO–Ag. – SO-Aggregation; RSM- response surface methodology; ANN- artificial neural network; GRA- grey relational analysis).
Table 5.
Conformal cooling channels design (EA- evolutionary algorithm; PSO- particle swarm optimization; EI - Expected Improvement Method; DOE- design of experiments; TM+TO- Thermo-mechanical + topology optimization; SA- simulated annealing; SLP- sequential linear programing; GD- generative design; CCC-conformal cooling channels design; OC-operative conditions; GG-gate geometry; DCCC-dynamic conformal cooling channels; ; Mec-mold mechanical properties; M+A- Moldflow+ANSYS; ; A+C - ANSYS+COMSOL; M+mF- Moldflow + modeFRONTIER; SO–Ag. – SO-Aggregation; RSM- response surface methodology; ANN- artificial neural network; GRA- grey relational analysis).
| Opt. | Type DVs | N. Objs | Modelling | Surrog. | Type | Reference |
|---|---|---|---|---|---|---|
| EA + PSO | OC | 1 | Moldflow | RSM | SO | Mohd Hanid et al. [183] |
| EI | CCC+GG | 1 | M+A | Kriging | SO | Wang et al. [193] |
| Empirical | CCC | 3 | M+A | SO | Saifullah et al. [197] | |
| Empirical | CCC | 3 | Moldex3D | SO | Hsu et al. [196] | |
| Empirical | CCC | 3 | Exp. | SO | Vojnová [201] | |
| Empirical | CCC | 2 | Moldflow | SO | Yadegari et al. [202] | |
| Empirical | CCC | 3 | Moldflow | SO | Venkatesh et al. [203] | |
| Empirical | CCC | 2 | Moldflow | SO | Li et al. [204] | |
| Empirical | DCCC | 3 | Moldex3D | SO | Kirchheim et al. [12] | |
| DOE + TM | CCC | 2 | ANSYS | SO–Ag. | Jahan et al. [198] | |
| EA | CCC | 3 | M+A | SO–Ag. | Mercado-Colmenero et al. [185,186] | |
| EA | CCC | 3 | Moldex3D | RSM | SO–Ag. | Wang & Lee. [205] |
| Empirical | CCC | 3 | Moldflow | SO–Ag. | Dimla et al. [187] | |
| Empirical | CCC+OC | 2 | Moldflow | SO–Ag. | Shayfull et al. [184] | |
| Empirical | CCC | 3 | Exp. | SO–Ag. | Eiamsa-Ard & Wannissorn [200] | |
| Empirical | CCC | 4 | ANSYS | SO–Ag. | Kanbur et al. [206] | |
| Empirical | CCC | 3 | Moldex3D | SO–Ag. | Godec et al. [207] | |
| Empirical | CCC | 2 | ANSYS | SO–Ag. | Silva et al. [208] | |
| SA | CCC | 3 | ANSYS | SO–Ag. | Silva & Rodrigues [194] | |
| ML | CCC | 2 | Moldflow | ANN | SO–Ag. | Gao et al. [42] |
| TM + TO | CCC+Mec | 3 | ANSYS | SO–Ag. | Jahan et al. [191] | |
| TM + TO | CCC | 3 | A+CL | SO–Ag. | Jahan et al. [192] | |
| TO + SLP | CCC | 2 | Custom | SO–Ag. | Li et al. [209] | |
| EA | CCC | 3 | ANSYS | ANN | SO–Ag. | Kanbur et al. [195] |
| Empirical | CCC | 2 | Moldflow | SO–Ag. | Marques et al. [210] | |
| Empirical | CCC | 2 | Moldflow | SO–Ag. | Kamarudin et al [211] | |
| Empirical | CCC+OC | 2 | ANSYS | SO–Ag. | Shen et al. [199] | |
| Empirical | CCC | 3 | Moldflow | SO–Ag. | Chaabene et al. [188] | |
| Grad(TO) | CCC+OC | 3 | COMSOL | SO–Ag. | Wu & Tovar [41] | |
| Taguchi | CCC | 4 | SolidWorks | GRA | SO–Ag. | Simiyu et al. [212] |
| GD | GDCCC | 3 | Moldex3D | SO-Ag. | Wilson et al. [13] | |
| MOEA | CCC | 3 | COMSOL | MO | Kanbur et al. [213] | |
| NSGA-II | CCC+Tc | 2 | M+mF | MO | le Goff et al. [190] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



