Submitted:
12 March 2025
Posted:
13 March 2025
You are already at the latest version
Abstract
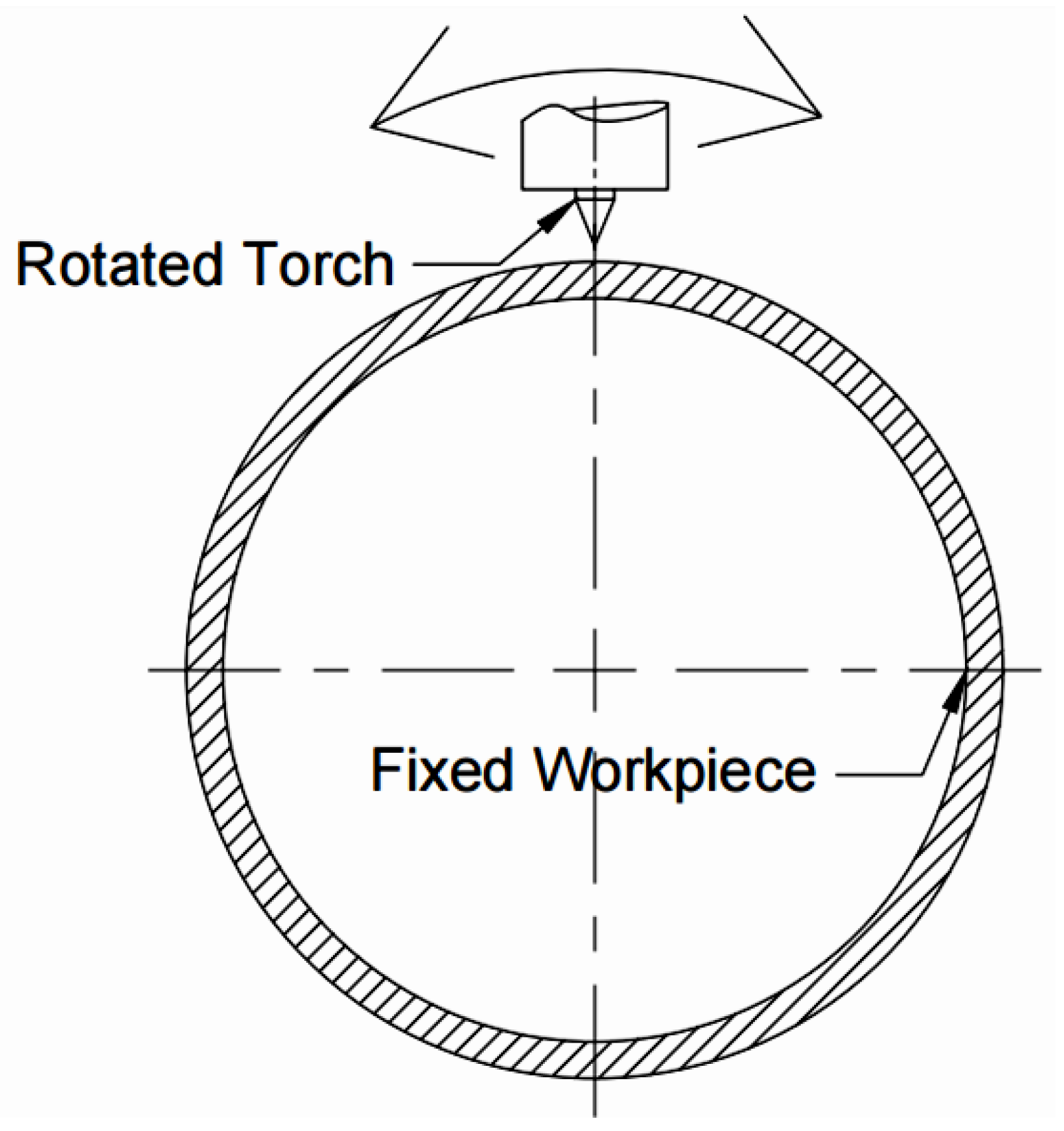
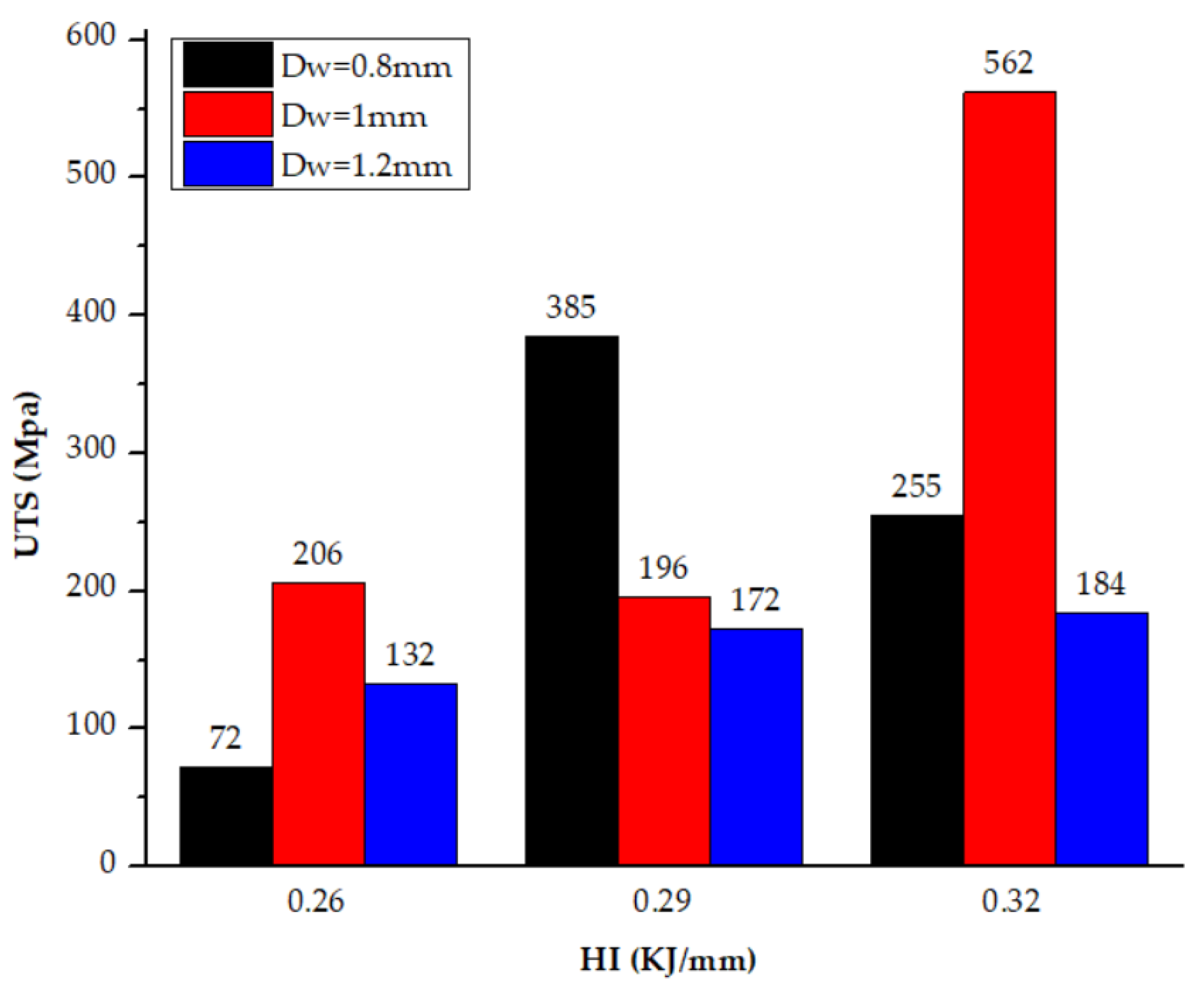
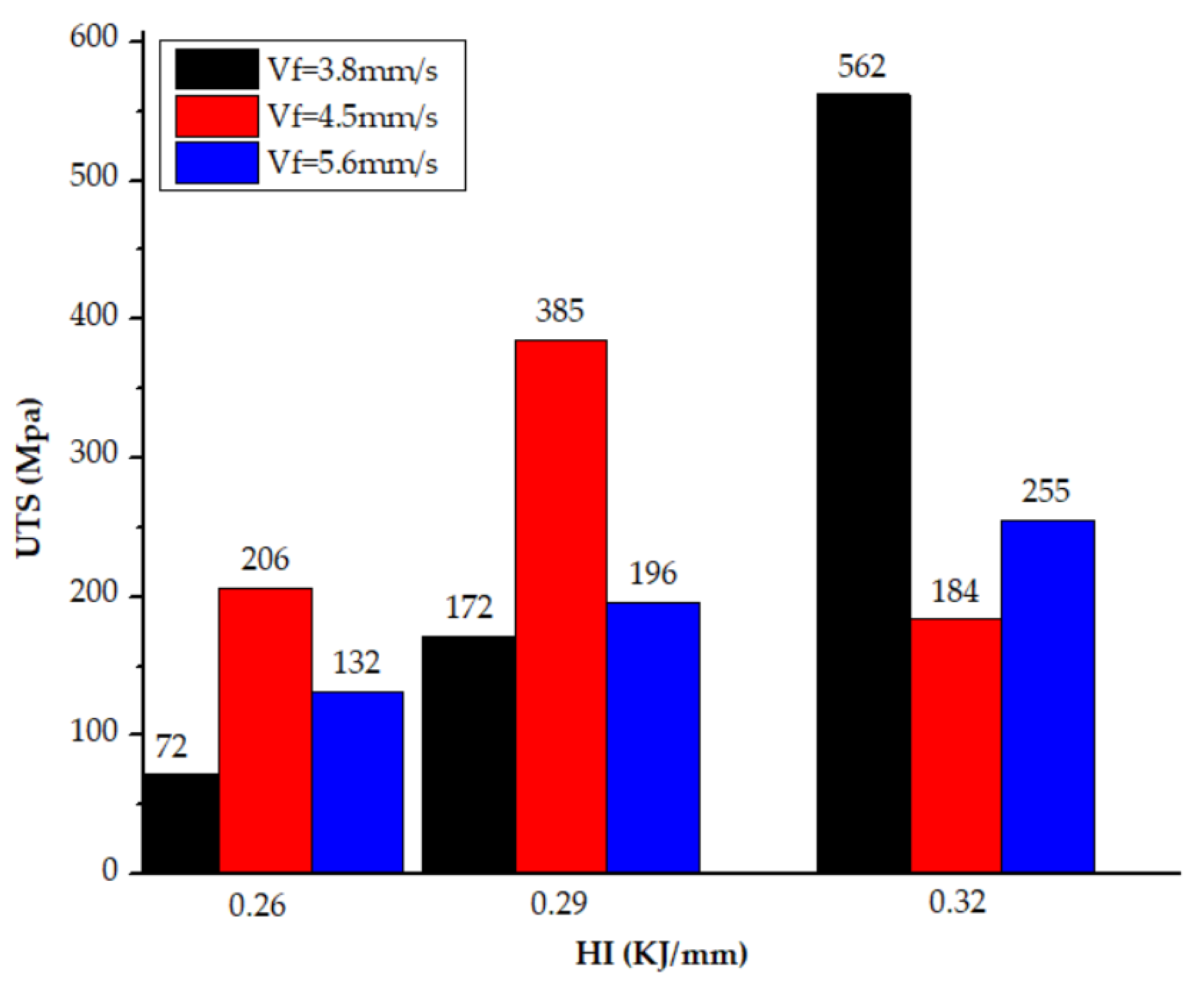
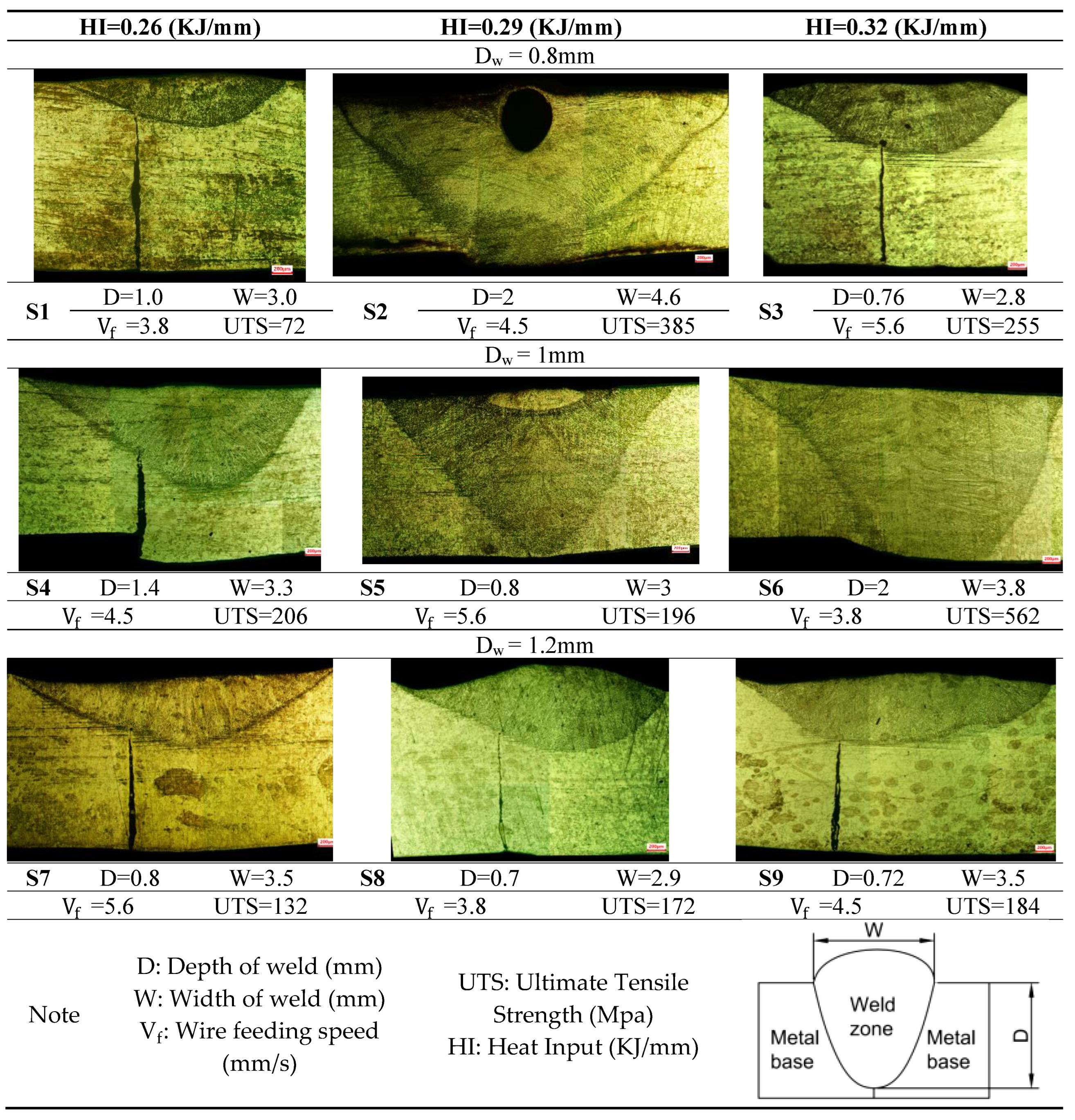
Orbital TIG welding is widely applied to weld pipes to pipes in many fields, such as food, chemical, oil, gas, and transportation. Optimizing welding parameters such as voltage, current, and travel speed is critical to achieve a good quality weld. This study investigates the impacts of orbital welding parameters and filler wire diameters on the tensile strength of 304 stainless steel pipes. The 304 stainless steel pipe has an outer diameter of 76 mm and a thickness of 2 mm. Filler wire is used with the workpiece and is available in three diameters of 0.8 mm, 1 mm, and 1.2 mm; wire feed speed from 3.8 mm/s to 5.6 mm/s; current from 90 A to 110 A; travel speed is fixed at 5.5 mm/s. The highest tensile strength of 562 Mpa is achieved with the heat input of 0.32 KJ/mm and wire feed speed of 3.8 mm/s. In addition, the best parameters via the Taguchi method were found. The parameters’ influence trends on the weld quality were also revealed.
Keywords:
1. Introduction
2. Experimental Material and Method
2.1. Experimental Material
2.2. Experimental Method
3. Results and Discussion
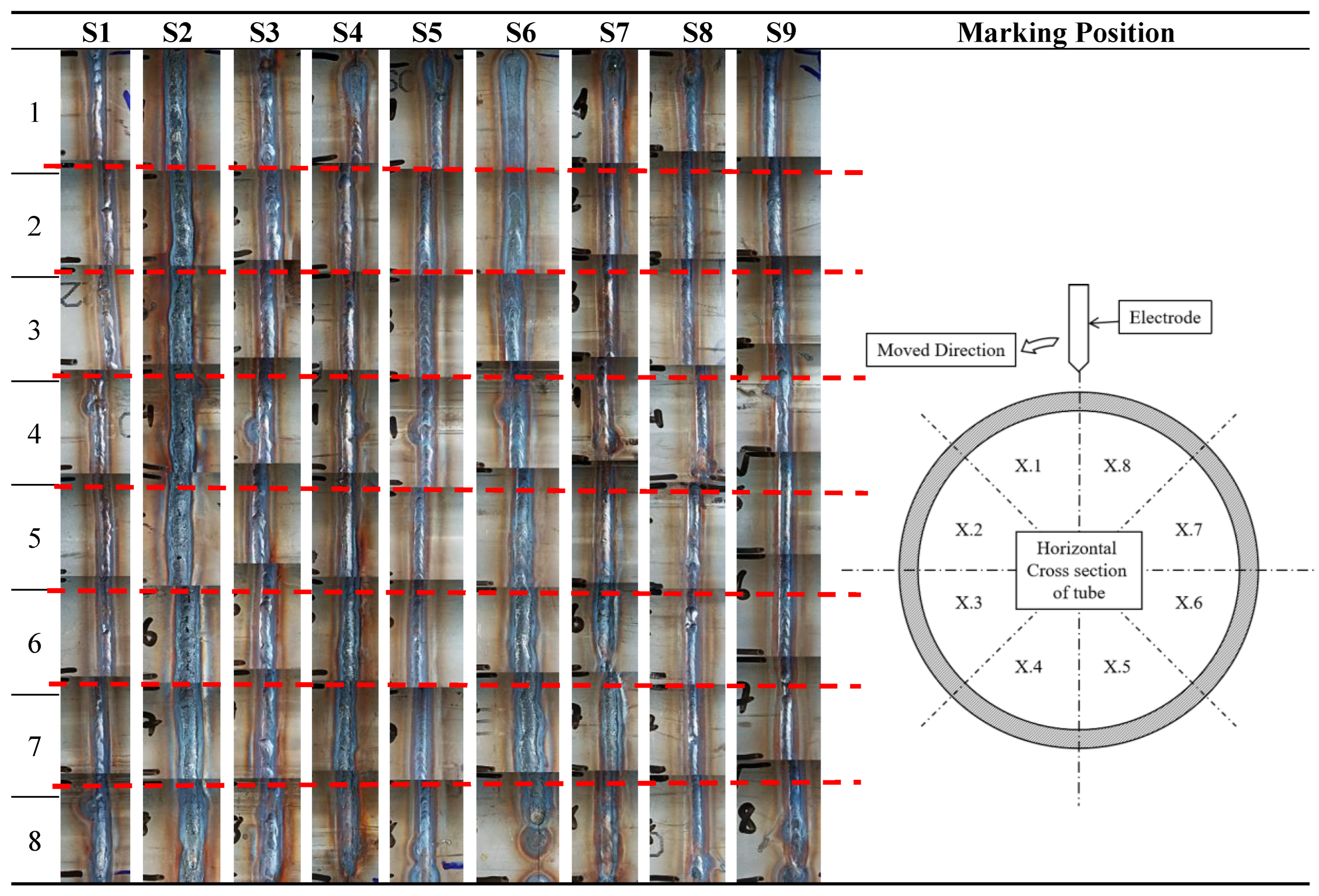
3.1. Visual Test Results
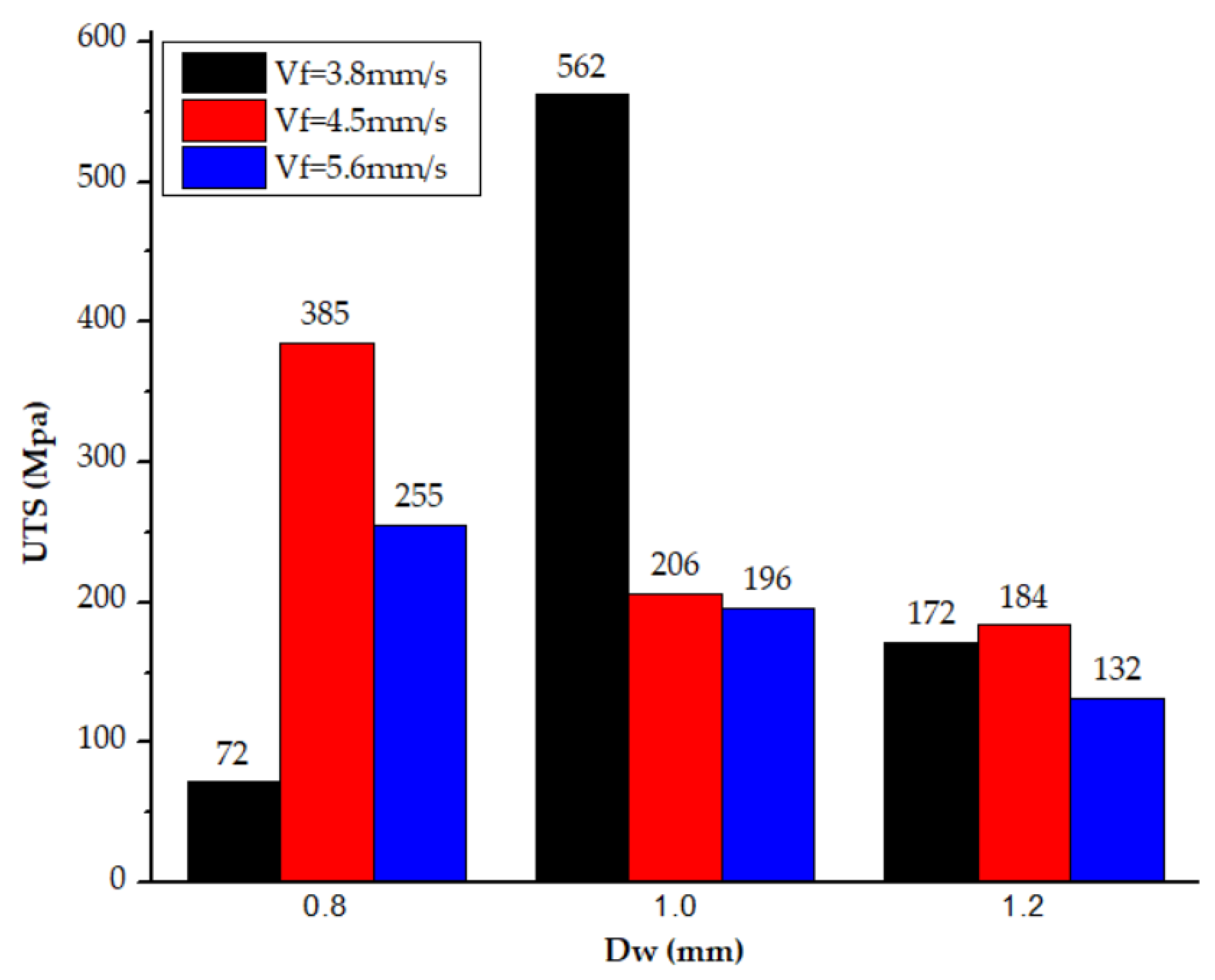
3.2. Tension Test Results
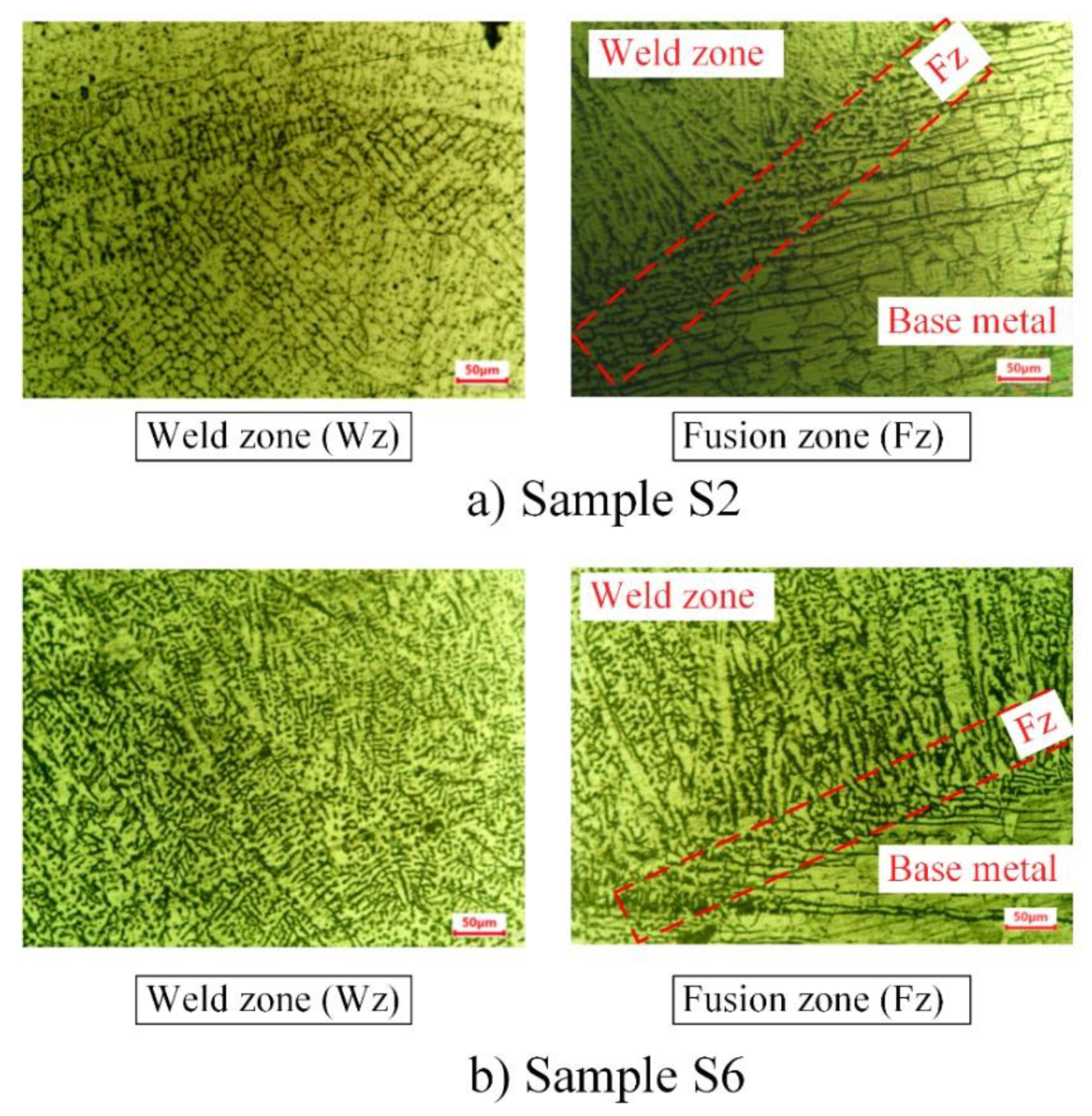
3.3. Microstructure
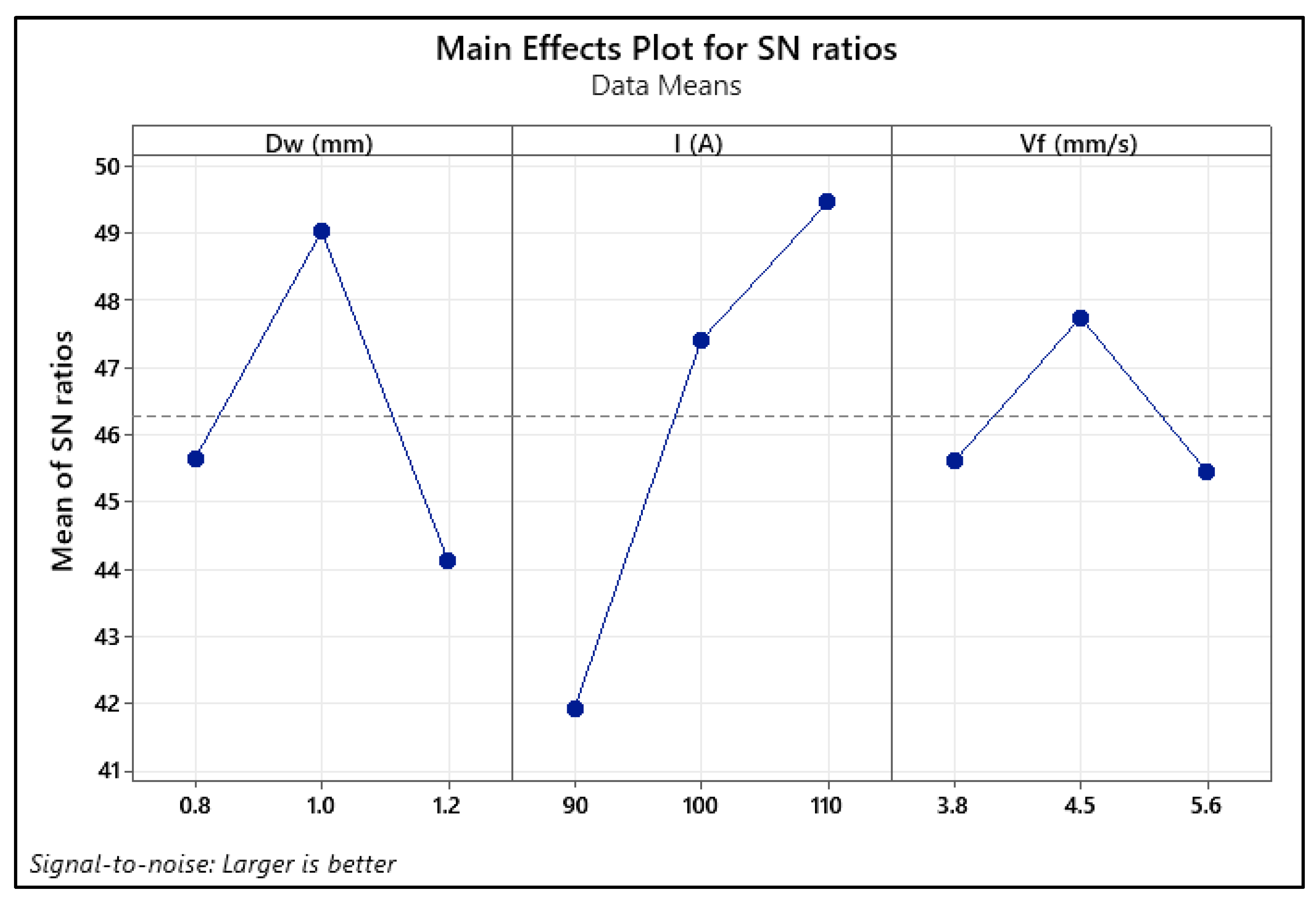
3.4. Taguchi Analysis
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Polysoude, S. A. S. (2009). The Orbital Welding Handbook. Polysoude, Nantes, France.
- e Silva, R. H. G., Schwedersky, M. B., & da Rosa, Á. F. (2020). Evaluation of toptig technology applied to robotic orbital welding of 304L pipes. International Journal of Pressure Vessels and Piping, 188, 104229.
- Gomes de Oliveira, G. L., Cordeiro de Miranda, H., & Farias, J. P. (2010). Residual stress evaluation in small diameter pipes welded using the orbital TIG process. Welding International, 24(10), 749-757.
- Riffel, K. C., Silva, R. H. G. E., Dalpiaz, G., Marques, C., & Schwedersky, M. B. (2019). Keyhole GTAW with dynamic wire feeding applied to orbital welding of 304L SS pipes. Soldagem & Inspeção, 24, e2418. [CrossRef]
- Baskoro, A. S., Kiswanto, G., Widyianto, A., & Panji, M. (2021). Influence of Welding Parameters on Macrostructure, Microstructure and Mechanical Properties in Orbital Pipe Welding of A36 Mild Steel Pipe. International Journal of Integrated Engineering, 13(7), 288-296. [CrossRef]
- McNair, S. A., Chaharsooghi, A. S., Carnevale, M., Rhead, A., Onnela, A., Daguin, J., ... & Lunt, A. J. (2022). Manufacturing technologies and joining methods of metallic thin-walled pipes for use in high pressure cooling systems. The International Journal of Advanced Manufacturing Technology, 1-15. [CrossRef]
- Robertson, S., Penney, J., McNeil, J. L., Hamel, W. R., Gandy, D., Frederick, G., & Tatman, J. (2020). Piping and pressure vessel welding automation through adaptive planning and control. JOM, 72, 526-535.
- Kim, D. S., Heo, S. H., Heo, S. U., & Kim, J. (2024). Orbital-Rail-Type Automatic Inspection Device for Pipeline Welds Using Radiation Dose Prediction Results from FLUKA Simulation. Applied Sciences, 14(14), 6165.
- García González, J., Hernández-Ortega, J. J., Jiménez-Ballesta, A. E., & Pedreño, R. Z. (2021). Analysis of Tube-to-Tubesheet Welding in Carbon Steel Heat Exchangers of a Double Plate Header Box. Materials, 15(1), 261.
- Mamvura, T. A., Paterson, A. E., & Fanucchi, D. (2017). The impact of pipe geometry variations on hygiene and success of orbital welding of brewing industry equipment. Journal of the Institute of Brewing, 123(1), 81-97.
- Shen, S., Oguocha, I. N. A., & Yannacopoulos, S. (2012). Effect of heat input on weld bead geometry of submerged arc welded ASTM A709 Grade 50 steel joints. Journal of Materials Processing Technology, 212(1), 286-294. [CrossRef]
- Rai, R., Kelly, S. M., Martukanitz, R. P., & DebRoy, T. (2008). A convective heat-transfer model for partial and full penetration keyhole mode laser welding of a structural steel. Metallurgical and Materials Transactions A, 39, 98-112. [CrossRef]
- Benyounis, K. Y., Olabi, A. G., & Hashmi, M. S. J. (2005). Effect of laser welding parameters on the heat input and weld-bead profile. Journal of materials processing technology, 164, 978-985. [CrossRef]
- Nowacki, J., & Rybicki, P. (2005). The influence of welding heat input on submerged arc welded duplex steel joints imperfections. Journal of Materials Processing Technology, 164, 1082-1088.
- Kumar, R. Defects Associated with Welding Techniques and Their Detection Methods. In Advanced Welding Techniques (pp. 63-89). CRC Press.
- Singh, N. K., & Pradhan, S. K. (2020). Experimental and numerical investigations of pipe orbital welding process. Materials Today: Proceedings, 27, 2964-2969.
- Baskoro, A. S., Widyianto, A., Prasetyo, E., & Kiswanto, G. (2024). The Taguchi and Response Surface Method for Optimizing Orbital Pipe Welding Parameters in Pulsed Current Gas Tungsten Arc Welding (PC-GTAW) for SS316L. Transactions of the Indian Institute of Metals, 1-14.
- Mengistie, A. K., & Bogale, T. M. (2023). Development of automatic orbital pipe MIG welding system and process parameters’ optimization of AISI 1020 mild steel pipe using hybrid artificial neural network and genetic algorithm. The International Journal of Advanced Manufacturing Technology, 128(5-6), 2013-2028.
- Widyianto, A., Baskoro, A. S., Kiswanto, G., & Ganeswara, M. F. G. (2021). Effect of welding sequence and welding current on distortion, mechanical properties and metallurgical observations of orbital pipe welding on SS 316L. Eastern-European Journal of Enterprise Technologies, 2(12), 110.
- ASTM A276/A276M; Standard Specification for Stainless Steel Bars and Shapes. ASTM: West Conshohocken, PA, USA, 2023.
- Van Huong, H., Nguyen, T. T., Nguyen, V. T., & Nguyen, V. T. T. (2024). Material Strength Optimization of Dissimilar MIG Welding between Carbon and Stainless Steels. Metals, 14(9), 1011.
- American National Standards Institute (2009). Specification for Welding of Austenitic Stainless Steel Tube and Pipe Systems in Sanitary (Hygienic) Applications (AWS D18.1/D18.1M:2009), 2nd Edition. International Standard Book Number: 978-0-87171-749-8.
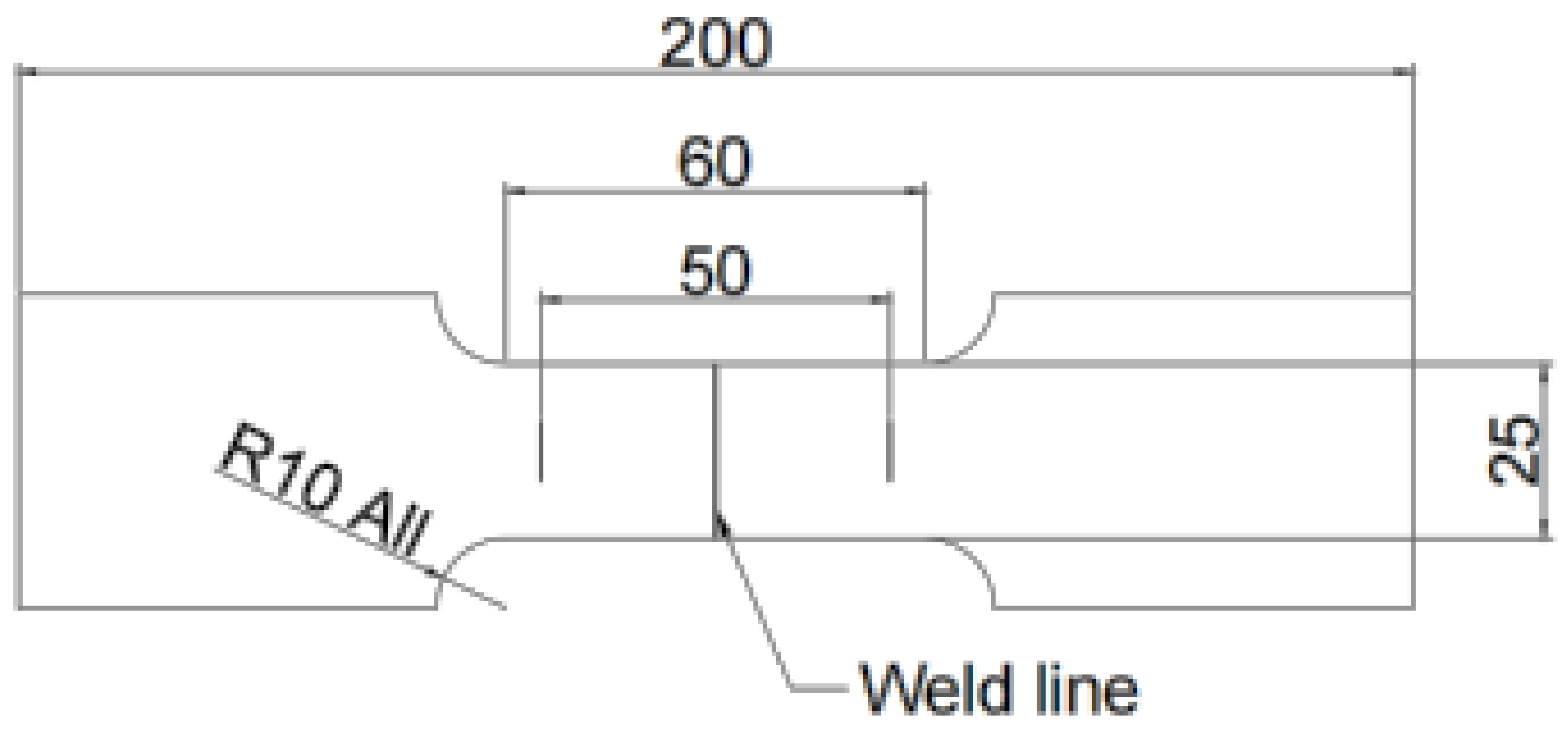
- International Standard (2019). Metallic materials - Tensile testing - Part 1: Method of test at room temperature, Third edition. ISO 6892-1.
- The American Society of Mechanical Engineers (2019). An International Code 2019 ASME Boiler & Pressure Vesel Code, Section IX: Welding, Brazing and Fusing Qualifications (ASME BPVC.IX-2019) .
- Nguyen, T. T., Hoang, V. H., Nguyen, V. T., & Nguyen, V. T. T. (2024). Dissimilar MIG Welding Optimization of C20 and SUS201 by Taguchi Method. Journal of Manufacturing and Materials Processing, 8(5), 219.
- Khdir, Younis K.; Kako, Salim A.; and Gardi, Ramadhan H. (2020) “Study of Welding Dissimilar Metals – Low-carbon Steel AISI 1018 and Austenitic Stainless Steel AISI 304,” Poly technic Journal: Vol. 10: Iss. 1, Article 1.
- Thien, T. N., Thang, T. Q., & Hau, N. T. (2022). Effect of Orbital Welding Parameters on the Weld Geometry. Advanced Materials and Engineering Materials, 116.
- Pu, J., Zhao, Y., Jiang, Y., Zou, J., & Song, S. (2020). Influence of wire feeding speed on the melting behavior and formation of narrow-gap joint by laser welding with filler wire. Journal of Laser Applications, 32(3). [CrossRef]
- Huang, W., Chen, S., Xiao, J., Jiang, X., & Jia, Y. (2021). Investigation of filler wire melting and transfer behaviors in laser welding with filler wire. Optics & Laser Technology, 134, 106589. [CrossRef]
- Zhao, Y., Long, Y., & Li, Z. (2022). Research progress of transition layer and filler wire for laser welding of steel and aluminum dissimilar metals. The International Journal of Advanced Manufacturing Technology, 1-10. [CrossRef]
- Chen, S., Zhang, S., Huang, N., Zhang, P., & Han, J. (2016). Droplet transfer in arcing-wire GTAW. Journal of Manufacturing Processes, 23, 149-156. [CrossRef]
- Kumar, S., & Shahi, A. S. (2011). Effect of heat input on the microstructure and mechanical properties of gas tungsten arc welded AISI 304 stainless steel joints. Materials & Design, 32(6), 3617-3623. [CrossRef]


| Grade | C | Mn | Si | P | S | Cr | Ni | N |
|---|---|---|---|---|---|---|---|---|
| SUS 304 | 0.07 | 2.00 | 0.75 | 0.045 | 0.030 | 17.5 ‒ 19.5 | 8.0 ‒ 10.5 | 0.10 |
| Levels | Factors | |||
|---|---|---|---|---|
| Dw (mm) | I (A) | Vf (mm/s) | ||
| Low | 1 | 0.8 | 90 | 3.8 |
| Medium | 2 | 1.0 | 100 | 4.5 |
| High | 3 | 1.2 | 110 | 5.6 |
| No | Dw (mm) | I (A) | Vf (mm/s) | HI (KJ/mm) |
|---|---|---|---|---|
| S1 | 0.8 | 90 | 3.8 | 0.26 |
| S2 | 0.8 | 100 | 4.5 | 0.29 |
| S3 | 0.8 | 110 | 5.6 | 0.32 |
| S4 | 1.0 | 90 | 4.5 | 0.26 |
| S5 | 1.0 | 100 | 5.6 | 0.29 |
| S6 | 1.0 | 110 | 3.8 | 0.32 |
| S7 | 1.2 | 90 | 5.6 | 0.26 |
| S8 | 1.2 | 100 | 3.8 | 0.29 |
| S9 | 1.2 | 110 | 4.5 | 0.32 |
| Samples | Critical Positions | |||
|---|---|---|---|---|
| (A) Max. Misalignment |
(B) Max. Concavity |
(C) Max. Convenxity |
(D) Min. Face width |
|
| S1 | P | F | P | P |
| S2 | P | F | F | P |
| S3 | P | P | P | P |
| S4 | P | P | P | P |
| S5 | P | P | P | P |
| S6 | P | P | P | P |
| S7 | P | P | P | P |
| S8 | P | F | P | P |
| S9 | P | P | P | P |
| Note: “F”: Failed; “P”: Passed | ||||
| Sample | S1 | S2 | S3 | S4 | S5 | S6 | S7 | S8 | S9 |
|---|---|---|---|---|---|---|---|---|---|
| UTS (Mpa) | 72 | 385 | 255 | 206 | 196 | 562 | 132 | 172 | 184 |
| Level | Dw (mm) | I (A) | Vf (mm/s) |
|---|---|---|---|
| 1 | 45.66 | 41.95 | 45.62 |
| 2 | 49.04 | 47.42 | 47.76 |
| 3 | 44.14 | 49.47 | 45.46 |
| Delta | 4.90 | 7.53 | 2.30 |
| Rank | 2 | 1 | 3 |
| Dw (mm) | I (A) | Vf (mm/s) | HI (KJ/mm) |
|---|---|---|---|
| 1 | 110 | 4.5 | 0.32 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).



