3.1. Simulation Results of Transient Strong Electromagnetic Field
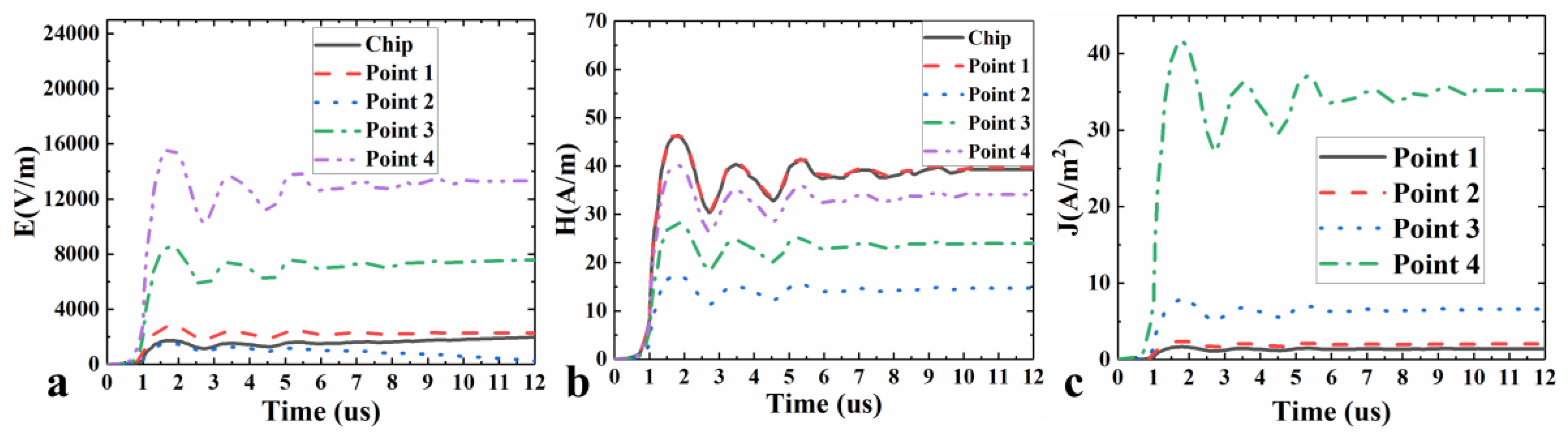
Figure 3 presents the temporal variation of electromagnetic field and current density response values at different detection points on the chip and bonding wires within the sensor, without the incorporation of shielding material. As illustrated in
Figure 3a, the waveforms at each detection point generally align with those of the excitation source, indicating a swift response correlation between the electric field strength and the excitation source. A detailed analysis reveals that the peak electric field response amplitude at the chip is observed at 1.85 μs, with respective maximum amplitudes of 2744.89 V/m, 1501.99 V/m, 8505.82 V/m, and 15596.64 V/m. Notably, the electric field response amplitudes at the chip and detection points 1 and 2 on the gold wires are significantly lower, whereas those at detection points 3 and 4 on the bonding wires exhibit larger values. This can be attributed to the proximity of detection points 3 and 4 to the metal lead frames, resulting in elevated electric field response amplitudes.
Figure 3b illustrates the temporal variation of magnetic field response values at various detection points on the chip and bonding wires, again without the addition of shielding material. The depicted magnetic field response mirrors the waveform of the excitation source, characterized by a damped oscillatory wave wherein the energy progressively diminishes after attaining the maximum amplitude. The peak magnetic field response intensities at each point are reached at 1.85 μs, with respective values of 46.27 A/m, 46.72 A/m, 17.31 A/m, 28.29 A/m, and 40.18 A/m. In comparison to the electric field response amplitudes, the highest magnetic field response amplitudes are observed at the chip and detection point 1.Finally,
Figure 3c delineates the temporal variation of current density response values at different detection points on the chip and bonding wires, without the integration of shielding material. The current density response adheres to a pattern analogous to that of the excitation source, demonstrating a damped oscillatory wave wherein the energy gradually decays following the attainment of the maximum amplitude.
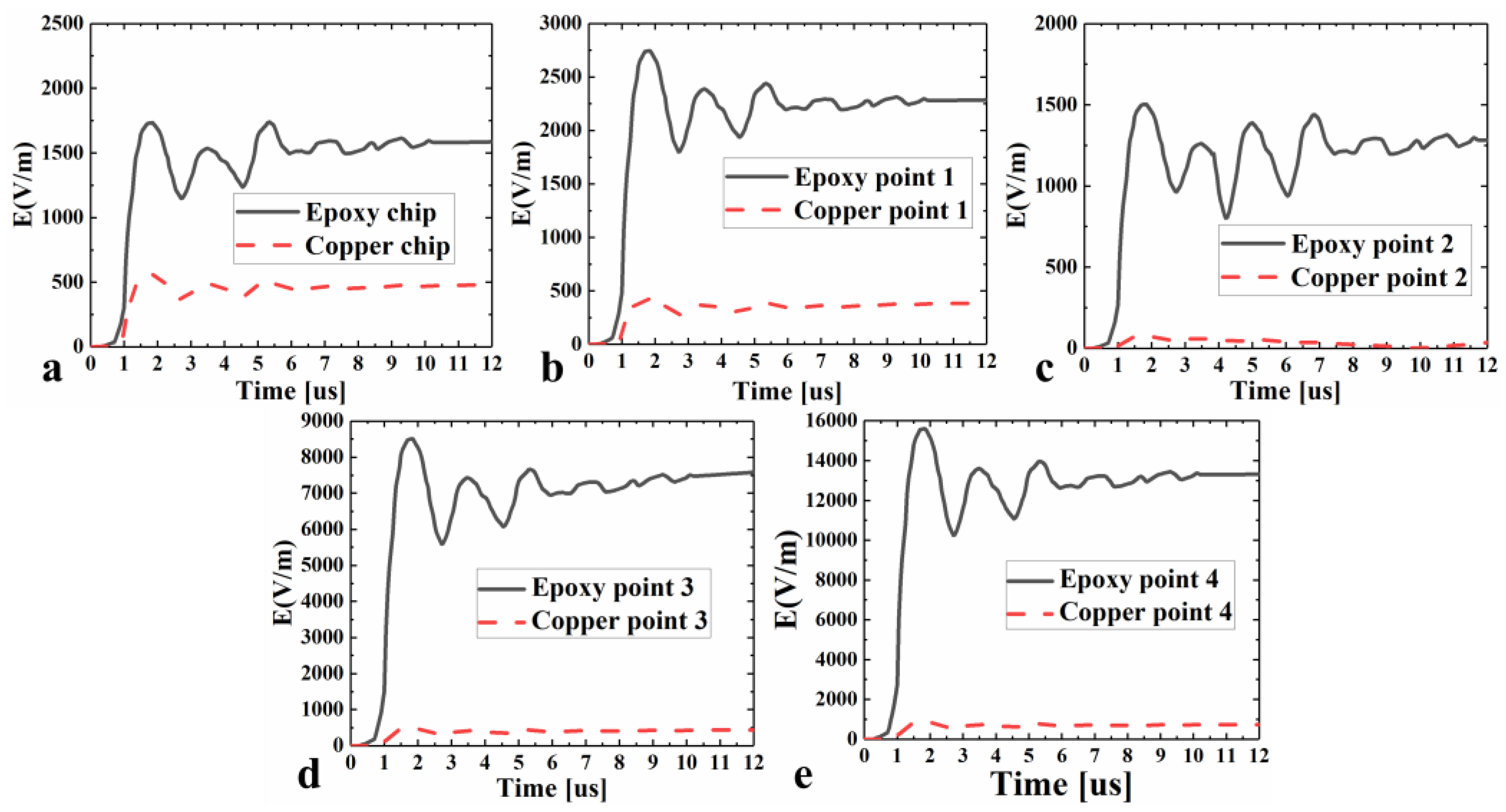
In a comparative experiment, a copper layer was introduced to the exterior of the molding compound as a shielding layer. The copper material exhibited a conductivity of 5.96×10⁷ S/m, a permeability of 0.999991, and a relative permittivity of 1. The influence of this copper shielding layer on the sensor was assessed both pre- and post-addition.
Figure 4 illustrates the temporal variation in electric field strength at different detection points on the chip and bonding wires within the sensor, both with and without the external copper shielding layer. Post-addition of the copper shielding layer, there was a marked reduction in electric field strength at each detection point. Specifically, the peak electric field strength decreased from 1732.87 V/m to 559.68 V/m at the chip detection point, from 2744.89 V/m to 422.43 V/m at bonding wire detection point 1, from 1501.98 V/m to 73.19 V/m at bonding wire detection point 2, from 8505.83 V/m to 480.74 V/m at bonding wire detection point 3, and from 15603.18 V/m to 855.88 V/m at bonding wire detection point 4. Notably, the waveform consistently displayed as a damped oscillatory wave.
Figure 5 depicts the temporal variation of magnetic field strength at different detection points on the chip and bonding wires within the sensor, both pre- and post-application of an external copper shielding layer. The introduction of the copper shielding layer led to a significant reduction in the magnetic field strength at each detection point. Specifically, the peak magnetic field strength decreased from 46.27 A/m to 0.0284 A/m at the chip detection point, from 46.35 A/m to 0.05 A/m at bonding wire detection point 1, from 17.3 A/m to 0.04 A/m at bonding wire detection point 2, from 28.29 A/m to 0.07 A/m at bonding wire detection point 3, and from 40.18 A/m to 0.23 A/m at bonding wire detection point 4. Notably, the waveform consistently exhibited a damped oscillatory nature.
Figure 6 depicts the temporal variation of current density at different detection points on the chip and gold wires within the sensor, both pre- and post-application of an external copper shielding layer. The addition of the copper shielding layer resulted in a significant reduction in current density at each detection point. Given that the chip is constructed from insulating silicon material, there is no distribution of current density at the chip. The peak current density reduced drastically - from 29.6 A/m² to 1.65 A/m² at bonding wiredetection point 1, from 27.62 A/m² to 2.4 A/m² at bonding wiredetection point 2, from 50.39 A/m² to 7.78 A/m² at bonding wiredetection point 3, and from 262.62 A/m² to 41.49 A/m² at bonding wiredetection point 4. The waveform consistently maintained its damped oscillatory nature.
In summary, the addition of a copper shielding layer resulted in a significant reduction in the electric field strength, magnetic field strength, and induced current density at each detection point on the sensor chip and bonding wires. Prior to the addition of the shielding layer, the electric field strength amplitude was considerable. However, it markedly diminished following the incorporation of the copper shielding layer. This suggests that the copper shielding layer effectively mitigates electric field interference, thereby significantly enhancing the internal electric field environment of the sensor. The magnetic field strength at each detection point was also considerably attenuated, indicating the efficacy of the copper shielding layer in suppressing magnetic field effects induced by external electromagnetic interference. A notable decrease in induced current density suggests that the copper shielding layer substantially reduces the influence of external electromagnetic interference on the sensor’s internal current conduction, thereby circumventing potential performance degradation due to excessive induced currents.
3.2. Simulation Results of Thermal-Stress-Strain Physical Field Analysis
Figure 7a illustrates the internal stress distribution within the sensor. Most areas display stress levels below 50 MPa, effectively dissipating thermal expansion mismatch-induced stresses and maintaining low stress levels. However, a significant stress concentration, exceeding 500 MPa, occurs at the bonding area between the wires and the chip. This area, characterized by geometrical discontinuity, limited contact surface, and considerable differences in the thermal expansion coefficients of the molding compound, bonding wires, and chip material, is prone to stress concentration. Furthermore, solder joints exhibit stresses ranging from 200 MPa to 300 MPa. The pronounced discrepancy in the thermal expansion coefficients between the solder and the chip induces stress concentration. Prolonged or repeated exposure to these high-stress states may result in material fatigue damage, progressive internal crack formation and propagation, and a gradual decline in connection reliability. High stress can also impair the contact characteristics between the gold wires and the chip, leading to increased resistance, diminished signal transmission quality, and other electrical performance issues. Materials subjected to high stress are susceptible to accelerated fatigue damage under persistent or recurrent exposure can precipitate premature performance degradation in critical sensor components. For instance, the mechanical and electrical properties of materials at the bonding area between the gold wires and the chip and at the solder joints may gradually deteriorate due to fatigue damage, increasing the likelihood of sensor failure under normal operating conditions.
As illustrated in
Figure 7b, the deformation of the sensor predominantly occurs in the central area of the molding compound and the bonding wires, with a peak deformation of 12.8 µm. In the chip region, the deformation varies between 7 µm and 10 µm. Given the molding compound’s low elastic modulus and high thermal expansion coefficient, it is more likely to deform when subjected to stress. The slender and flexible nature of the bonding wires offers minimal resistance to stretching and bending, rendering them particularly susceptible to pronounced deformation under stress. The interplay between the chip and the adjacent molding compound and gold wires influences the magnitude and distribution of its deformation. The discrepancies in thermal expansion between the chip, the molding compound, and the solder introduce mutual constraints during temperature fluctuations, resulting in a certain degree of deformation that can impact the chip’s performance.
3.3. A novel Magnetic Sensor Packaging Structure with Electromagnetic Shielding and and Wide Temperature Range Adaptability.
As previously noted, in localized high-temperature conditions, the extant magnetic sensor packaging structure displays concentrated stresses surpassing 500 MPa at the bonding interface between the bonding wires and the chip, as well as at the solder joints. This is attributed to the discrepancy in the thermal expansion coefficients of the materials used. Such stress levels pose a considerable risk to both the long-term reliability and the electrical performance of the sensor. Moreover, when subjected to transient strong electromagnetic interference, the current packaging’s capacity for shielding internal electromagnetic fields and managing current densities indicates potential areas for enhancement. To mitigate these challenges, a novel design for the magnetic sensor packaging structure has been introduced.
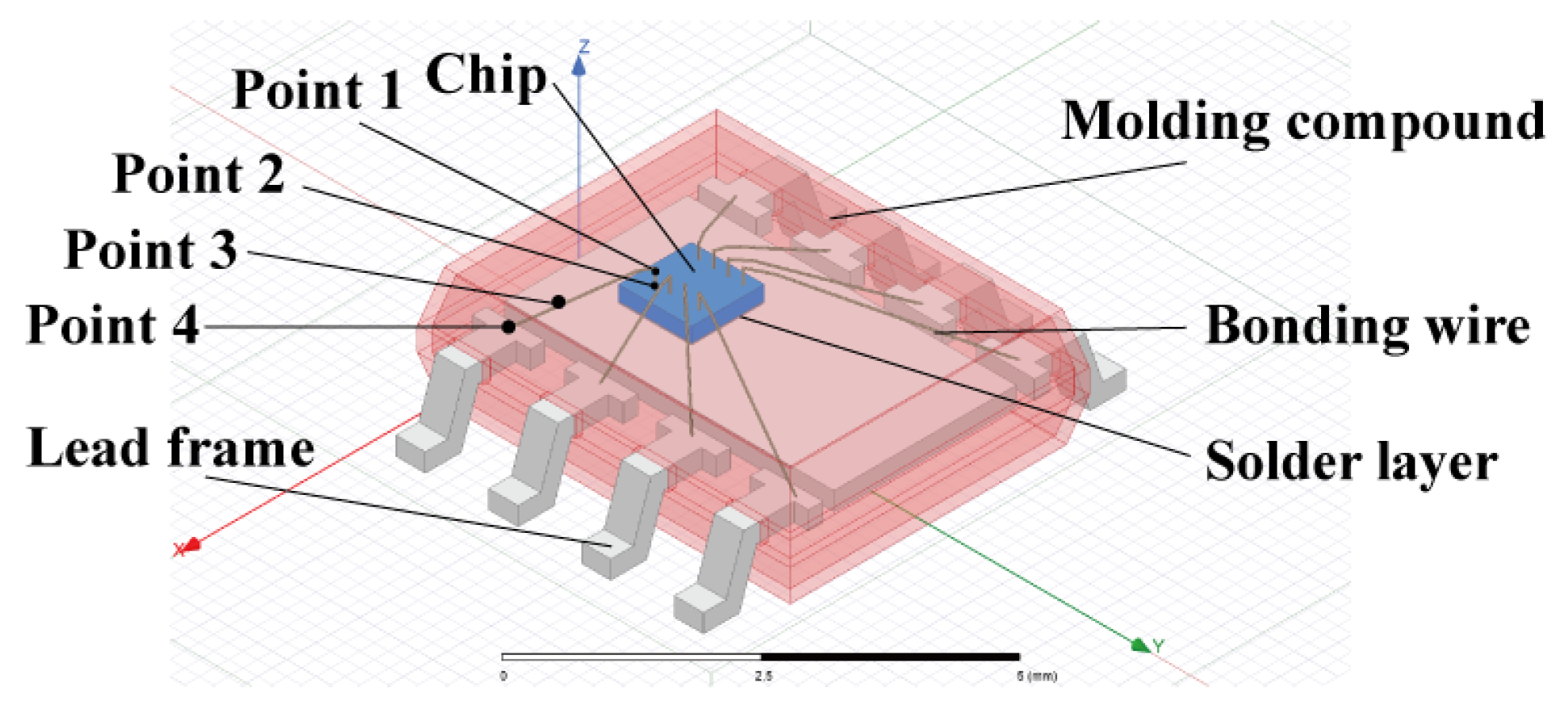
Figure 8 presents the schematic diagram of a novel magnetic sensor packaging structure, comprising the sensor device, bonding wires, shielding body, molding compound, and lead frame. The shielding body, situated externally to the sensor device and bonding wires, is affixed to the lead frame utilizing UV-curable adhesive, which inhibits electrical conduction therebetween, thereby ensuring insulation. This shielding body incorporates an interlayer filled with ferrite powder or alternative electromagnetic shielding powders and is equipped with a powder filling port. Notably, the shielding body is fabricated from a 3D-printed resin. The bonding wires, composed of gold, are welded at one end to the sensor device and at the other to the lead frame. The molding compound, an epoxy material, envelops the exterior of the shielding body, maintaining intimate contact with the lead frame and effectively isolating the sensor device, bonding wires, and shielding body from external environmental influences. The cavity defined by the shielding body serves to segregate the plastic encapsulant material from the bonding wires and sensor device materials, thus mitigating stress and deformation. Manufactured from a copper alloy, the lead frame completes the assembly. The utilization of a 3D-printed resin for the shielding body not only facilitates the formation of an interlayer equipped with a filling port for electromagnetic shielding materials but also broadens the spectrum of feasible electromagnetic shielding materials, thereby offering enhanced electromagnetic shielding for the internal sensor device.
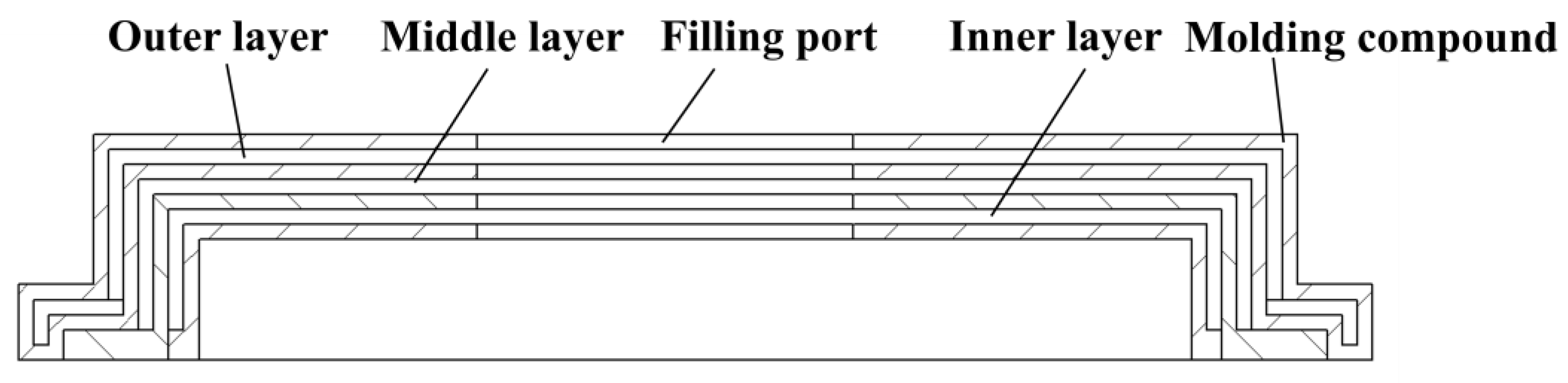
Figure 9 presents a schematic diagram of a multi-layered shielding structure. This structure is designed with each layer filled with a distinct electromagnetic shielding material, resulting in a gradual change in electromagnetic parameters. This facilitates smoother impedance matching and more effective absorption of electromagnetic waves. The structure comprises three layers: an inner layer, a middle layer, and an outer layer, arranged sequentially from the inside out. Each layer is nested one within another and, when combined with the lead frame, forms a closed shielding cavity to safeguard the sensor device and bonding wires. The inner layer, which is nearest to the sensor device, may be constructed from a high-permeability ferrite material. This material effectively guides and confines the magnetic field, providing robust absorption and shielding effects against low-frequency electromagnetic waves. The middle layer employs a transitional material, such as a composite of nickel-zinc ferrite and conductive polymer. Its electromagnetic parameters fall between those of the inner and outer layers, serving to transition and adjust impedance matching. The outer layer is made from a high-conductivity metal material, such as copper or aluminum. Its primary function is to reflect high-frequency electromagnetic waves and prevent the intrusion of external electromagnetic waves. The shielding body can be positioned on both sides of the lead frame. Additionally, the interlayers on both sides can have the same or different numbers of layers and fillers, depending on the desired shielding effects.
In power systems, various application scenarios are subjected to differing intensities and types of electromagnetic impacts. Current molding compound packaging is not specifically tailored for these environments, leading to unavoidable challenges when used in power systems. However, this particular structural design permits a flexible adjustment of the types and ratios of electromagnetic shielding materials, contingent on actual conditions. Whether addressing strong electromagnetic interference near substations or more complex, albeit weaker, electromagnetic environments in power distribution rooms, the shielding solution can be customized accordingly. This ensures effective electromagnetic shielding while also providing economical and practical benefits, thereby reducing costs. Furthermore, power system environments undergo extensive temperature variations, ranging from extreme cold to intense heat. This packaging structure is designed to withstand such a wide temperature range, eliminating the stress and strain caused by thermal expansion mismatches in traditional molding compound packaging. This reduces the risk of sensor failure due to temperature fluctuations, thus extending the sensor’s lifespan and decreasing maintenance costs and replacement frequency.
The innovative packaging structure employs 3D-printed resin to form the shielding body. As of now, 3D printing technology has advanced significantly in material formation, allowing for the fabrication of intricate structures that cater to the design specifications of shielding body interlayers and through-holes. The establishment of a multi-layer electromagnetic shielding structure necessitates meticulous control over the thickness and electromagnetic properties of each layer’s material. Additionally, the adhesion techniques between layers are crucial to ensure optimal impedance matching and electromagnetic shielding outcomes. Research regarding the compatibility and interface management of diverse materials is still ongoing, guaranteeing effective collaboration between layers for efficient absorption and reflection of electromagnetic waves.