
Submitted:
15 February 2025
Posted:
18 February 2025
You are already at the latest version
Abstract
The use of Hierarchical Systems (HS) technology in conceptual design of RWC (Robotic Work Cell – RWC) is proposed in the work. In comparison with other widespread approaches, conceptual model of the RWC constructed in HS formal basis contains connected models of RWC subsystems, RWC structure, its dynamic presentation as the unit in its environment and RWC. The design and control system of RWC is presented in the form of HS coordinator. For the detailed design of the selected RWS Visual Components system was applied in the work. First, the conceptual model of the RWS is presented in the paper. The application of the Visual Components program system for the detailed design of the RWC is described after that. Third, the laboratory experiment with KUKA KR16-2 F robot is briefly considered. The results and conclusive remarks are finally presented in the paper.
Keywords:
robotic work cell
; robot
; design
; control
1. Introduction
Modern production plants strive to automate their production so that they are more and more efficient and effective, at the same time more precise and reducing costs. The process of selecting a design solution is based on a comprehensive approach, taking into account technical aspects, but also ergonomics. When designing a robot work cell (RWC), it is necessary to plan the selection of components that will best meet production requirements and to plan the production path, which will be ergonomic not only in terms of process efficiency, but also in terms of ease of access to work areas, interface operation and safety of people staying near the cell. It is also worth paying attention to the integration of the work cell with the entire production system, which means compatibility of production line elements with systems such as material transport or product storage. The use of the simulation software for manufacturing, e.g. Visual Components [1] environment, supports the design of precise models and simulations, which supports engineers in making decisions related to projects. Simulation software application is usually performed at the RWC detailed design phase. Conceptual models of RWC being designed are developed at the conceptual design phase of RWC life cycle.
Nowadays there are a lot of conceptual design approaches which are used at the conceptual design phase of Robotic Work Cells. Among them is knowledge-based engineering (KBE) approach [2]. The main structures for extended KBE application are design process and design models. This object-oriented approach speeds up the process of generating the source code of design models from the extended KBE application. KBE technology is also used in [3] to support multidisciplinary design optimization.
Another conceptual design method where the decision support tools are sufficiently developed is model-driven engineering (MDE) [4]. Prototype software is presented in MDE that allows the user to specify functional requirements for the designed object, and hierarchical graphs and graph grammar serve as knowledge representation tools.
To represent concept design knowledge, the technology of functional modelling was applied and described in [5]. Function–behavior–structure (FBS) approach for conceptual design in different domains that utilizes the reasoning mechanism for knowledge representation is presented in [6]. The design methods based on the abstract modelling – Design Flow for Reconfigurable Architectures (INDRA) – were developed to create a concrete dynamic reconfigurable system architecture. These design technologies are described in [7,8].
In the presented work the conceptual model of RWC is constructed in the formal basis of Hierarchical Systems technology described in [9,10,11,12]. This technology allows presentation the connected descriptions of system structure being designed, its dynamic model, environment and coordinating element in one common formal basis what allows efficient performing of the design task.
At the detailed design phase, numerous systems and virtual environments used to create a digital model of the RWC being designed. Among the systems for design and robotic technological processes simulation is RobotStudio [13]. The system offered by ABB is a comprehensive tool for programming, simulating and optimizing industrial robots. It allows for visualization of the working environment, programming of movements, as well as testing and analysis of system efficiency.
CoppeliaSim (formerly V-REP - Virtual Robot Experimentation Platform) enables simulation of robots and other objects in a three-dimensional environment. CoppeliaSim is also used for rapid algorithm development, rapid prototyping and simulation of production automation. It has a wide range of features, including support for different types of robots, collision detection and physics simulation [14].
DELMIA (Dassault Systems) is a software that allows for the simulation of a virtual production environment and its processes. The functionality of this program is based on advanced modeling and simulation of complex production cycles in real time. This tool allows for the optimization of production lines and enables detailed design of process stages, displaying simulations in three-dimensional space. The software offers local solutions, but also in a cloud [15].
The RoboDK system enables simulation, programming and optimization of industrial robots’ processes. Programming is done offline, i.e. without a real robot controller, which allows designing the production process away from the workstation. The software allows simulation of many processes such as: turning, milling, welding, palletizing, packaging and labeling. It has a library of ready-made robot models, which facilitates the process of creating simulations. The library consists of about 800 robots from 50 different manufacturers. The manufacturer ensures that advanced programming skills are not required to be able to use the program freely [16].
In this work, we focused on the Visual Components system [1] to perform RWC design at the detailed design phase of the RWC life cycle. Visual Components has similar characteristic fitches of the above-mentioned simulation systems and stands out with its clear and intuitive interface.
2. Materials and Methods
2.1.
2.1.1. Robotic Work Cell Conceptual Model
Conceptual model of the Robotic Work Cell (RWC) given in theoretical basis of hierarchical systems is presented below. As it was mentioned above, conceptual model of RWC is created at the conceptual design (CD) stage before the stage of detailed design (DD) of the RWC life cycle where digital model of RWC is developed (Figure 4). In the work we focused on industrial RWC. RWC contains robot system, RWC computer trajectory planning and control system, CNC machines, belt feeders, doors and barriers, industrial cameras and human-operator. Conceptual model of the RWC is presented in Hierarchical Systems (HS) formal basis [9,10,11,12] in the next form:
where is a dynamic model of RWC, is a RWC structure, is RWC coordinator (design and control system), is index of level. Dynamic models of elements presented in form:
where is state, is input, is output, is time of level l, and are reactions and state transition functions respectively. Conceptual models of RWC, its processes and environment ω are presented in the same (2) form. These models are connected by their states , inputs and outputs [9,10,11,12].
Model of RWC system structure (Figure 4) is described as follows:
and includes RWC elements set and structural interactions σ. Therefore, in accordance with model (3) the RWC elements are:
: robot system (RS);
: control system (CS);
: CNC machines (CM);
: surveillance cameras (SC);
: belt feeders (BF).
Furthermore, each RWC system of level -1 has its own elements, i.e. systems of -2 level. As for the KUKA robot system its subsystems are manipulator , servo-drives , ending effector and robot control unit . RWC control system (CS) connects control units of robot, RWC itself, CNC machines, belt feeders and automatic doors, and contains program modules for subsystems integration.
Control system (CS) is the element of RWC coordinator which executes design and control tasks. The RWC elements are tied by their structural connections σ. For instance, ending effector and KUKA manipulator are connected by the ending link σ of KUKA manipulator kinematic chain. Similarly, the higher-level subsystems are tiered by their common elements, i.e. structural interconnections σ that are the parts of lower levels. CNC machine and KUKA robot are tied by their mutual part – communication program unit σ = = of the CS system, where is dynamic presentation of the control program which is the element of KUKA robot , and is a dynamic model of the program which is the element of the CNC machine .
Aggregated dynamic realizations , i.e. models of RWC elements are constructed after defining their inputs and outputs. As for CNC machine , regarding its process of instrument trajectory generation, input are electronic impulses which set the values of the instrument displacements, and output is the instrument trajectory coordinates. is the state of the trajectory fulfilment process.
Dynamic representation of RWC and its subsystems presented in form at the conceptual design (CD) stage may be converted at the detailed design (DD) stage to the following state space equation:
In (4), the first equation match to the function of states transition in and the output equation match to the reaction . For the case of CNC machine instrument movement, the elements of states vector x=[x1 x2]T are the position x1 and speed x2 . In the case of the KUKA robot movement, the conceptual model can be transformed at the DD stage to equation [17] of inverse dynamics:
Equation (5) ties vector torque T(t) as the output with vector of KUKA joints positions Q(t) as the input , where D is inertia matrix, h is vector of Coriolis and centrifugal force, and c is gravity forces vector, (t) is vector of angular velocities, is vector of angular acceleration.
RWC environment ω has its own structure and integrates other technological subsystems being in interaction with RWC and coordinator . All the subsystems are described at the conceptual design stage in (2) form.
Coordinator is described according to (1), has its own aggregated dynamic and structure models. Coordinator is implemented in the form of design and control system of the RWC. control functions are briefly described below in Section 2.1.2.
Metrical parameters of RWC subsystems being designed, parameters of RWC structure , i.e. connection defect and constructive dimension as well as RWC geometrical characteristics are defined within HS formal basis in form of numerical system Ls [9] what makes useful information processing on computer by performing operations with the appropriate numerical codes. RWC conceptual model presented in this section gives the formal means for the Robotic Work Cell (RWC) conceptual design.
2.1.2. RWC Coordinator Control Processes
Control processes of RWC coordinator are executed by human-computer subsystem, i.e. man-operator with CS system. The coordination processes are:
1) robot control 1,
2) RWC control processes integration 2,
3) CNC machines control 3,
4) surveillance cameras and belt feeders control 4.
Control processes are formally presented as coordinator functions in form (2) or canonical form (φ,λ) [9,10,11,12] after defining the states , inputs and outputs of RWC controlling elements. In accordance with diagram in Figure 1, the inputs and outputs of RWC coordinator 1, i.e. KR C4 controller, are described on the sets of coordination and feedback signals as follows:
where is coordination signal to subsystems, is feedback signal from , is feedback signal from manipulator to coordinator 1 of level, are signals from coordinator 1 i.e. KR C4 controller, to manipulator [9,10,11,12].
In RWC control task (Figure 1) the inputs are coordination signals which are coordinates of ending effector trajectory [x(t), y(t), z(t)] and feedback from encoders which transmit the values of the actual positions of KUKA robot joints. Outputs are electronic impulses which set the angular value of KUKA manipulator i joint (next position), i=6, and is feedback signal to CNC, belt feeders BF and CC control systems that carries information about state. State is the current position of KUKA manipulator joints and ending effector at t moment of time. State of RWC coordinating system is the input of the control process at the actual moment of time t.
As for the robotic task coordinated by robot KR C4 controller 1 the input of KUKA robot (Figure 1) is input loads of manipulator drives (servo drives). The output is KUKA ending effector actual position which is the input of environment ω element , i.e. ending effector path in the RWC technological environment.
Coordinators i (control units) of RWC sub-systems, i.e. CNC, CC, BF systems, and KUKA robots, presented in Figure 1 create a common RWC coordinator .
2.2. Development of a Digital Model of Robotic Work Cell
Development of a digital model of a robotic work cell is described in this section. Digital model creation is performed at the detailed design phase which follows the conceptual design phase where the conceptual model described above (see Section 2.1.1) is created. To develop final work cell construction needed for selected technological processes realization several work cell prototypes were created first within the framework of Visual Components program system environment.
2.2.1. Creation of the RWC Prototypes
Detailed design began with the creation of RWC prototypes. When creating prototypes of the work cell, the focus was on optimizing performance, precision, safety and integration with other technological systems to ensure maximum functionality and effectiveness of the robotic work cell in real industrial conditions.
The first prototype designed is presented in Figure 2. The first version is not perfect but gives a glimpse of the future outline of the final work cell version. The main idea was to design a cell that would not be in a linear layout. The designed structure of the work cell is such that the side from which the product is fed is the same side from which the processed product comes out. Another design assumption was to create a production process consisting of two subprocesses and , performed by four CNC machines (two for each process) due to the relatively long time of an element processing in a CNC lathe. The introduction of more CNC machines is intended to prevent longer robot downtimes while CNC machines run. Popular Feeler FTC-350 CNC lathe was selected for the first technological subprocess performance by the first work cell prototype proposed. For the second technological subprocess a ProLathe CNC lathe, supplied with Visual Components (VC) software and available in a digital version only, was temporarily selected. As for the robot, a virtual robot from VC library was chosen for preliminary simulation purposes.
In the last prototype (Figure 3) the arrangement of elements in the workcell was changed to solve the problem of waste collection. In this solution, the TongTai CNC machines were placed so that after the insertion of protective barriers, the trolleys were on the outside of the work cell. Another improvement is the replacement of the Visual Components virtual robots with KUKA KR 16-2 F robots, which are similar in type and size. KUKA control box selected is KR C4.
2.2.2. Resultant Work Cell Design
The resultant cell design is shown in Figure 4. It differs from the last prototype in terms of construction. The main change is the last process improvement, i.e. packing the products into a box on a separate conveyor belt. In addition, the complete work cell includes safety measures such as barriers with doors, motion sensors and cameras. In the final design, a solution to the prototype no. 4 problem is presented, i.e. both CNC lathe carts are placed outside the work cell. The cell has the following overall dimensions: 12 meters long, 8.2 meters wide and 3.2 meters high. The dimensions of the cell indicate that it is not very compact, but this solution provides additional space between the components, which makes it more convenient to perform any service inside and the control of the cell is more transparent.
Figure 4 shows the RWC structure and its elements described above in Section 2.1.1:
1 – 1 TongTai TVL-40 CNC lathe, 2 machines used.
2 – KR C4 controller (3 units used) and RWC control systems.
3 – Robot KUKA KR16-2 F, 3 robots used.
4 – Surveillance cameras, 3 units used.
5 – Curved belt feeders, 5 feeders used.
6 – 2 CNC lathe Feeler FTC-350, 2 machines used.
7 – Straight belt feeders, 9 feeders used.
8 – Automatically locking doors, 2 doors installed.
9 – Barriers around work cell.
2.2.3. Work Cell Components Selection
The designed digital model consists of several basic elements , described at the conceptual design phase by dynamic system (2) (Section 2.1.1). The first one is the KUKA KR16-2 F robot (Figure 5a) with a three-point gripper. KR16-2 F is an extremely precise and versatile low-load robot. The robot has a reach of 1610 mm and a load capacity of 16 kg., itself weighs 235 kg and has 6 axes. Repeatability is around +-0.05 mm [18]. This robot was chosen due to technological task requirement formulated together with co-authors of University of Sao Paulo, Brazil and industrial companies’ partners. The developed model of the work cell in the Visual Components environment will allow for remote control of this robot on the principle of a “digital twin”.
The second element cooperating with the KUKA robot is its KUKA KR C4 controller (Figure 5b). It allows programming (using KRL language), control and monitoring of robot movement in various industrial applications. The controller is multifunctional and able to communicate with other elements of the work cell such as input/output devices, production monitoring systems or sensors. The third element 1 of the work cell performing the product machining process is the TongTai TVL-40 vertical lathe (Figure 5c). It is a modern CNC machine designed for precise turning of various materials in the production process. Designed with efficiency, accuracy and versatility in mind, this lathe offers advanced functions that enable complex machining operations. The weight of the lathe is 8 tons [19].
Among other RWC elements selected are 2 CNC lathes Feeler FTC-350, surveillance cameras, belt feeders, automatically locking doors, and barriers.
2.2.4. Implementation of the RWC Components Connections
Connections σ between components of RWC structure described at the conceptual design phase in form of (3) (see Section 2.1.1) are implemented at the detailed design phase as follows. The basic way of connecting components is mechanical connections. When creating a RWC and connecting two elements such as two belt feeders (Figure 6a), the program connects them magnetically and sets them in an ideal position. Additionally, connecting components one by one, each subsequent component takes over the parameters and functionality of the previous one. This type of magnetic connection also occurs when connecting the gripper with KUKA robot. Here, the inputs and outputs of robot and grippe are connected automatically (Figure 6b).
Functional components of the RWC such as robots, CNC machines, sensors or belt feeders can also be connected using inputs and outputs selecting them in the program “Signals” tab. This is shown in Figure 7, where inputs and outputs are connected using lines which can be later defined and used in programming. In this method, the robot plays the main role, because each of the functions of the components, such as opening the door or starting the lathe process, is connected to the robot, which receives information in the Input positions and can control these functions in the Output positions. A slight inconvenience when creating connections is that it is not possible to arrange the lines connecting the inputs and outputs in such a way that the view is as clear as possible.
RWC components and their connections work is based on electrical connections, i.e. inputs and outputs . For example, by selecting a robot and placing a belt feeder next to it, we can connect robot output 1 with a function in the feeder called “PowerOnSignal”. To activate the connection, the output state is set to 1 using the command “Set OUT [1] == True” in the robot program. It means that the feeder will be turned on. At this point, when the simulation is turned on and there is a machine part on the feeder, it will be transported in a predefined direction. Next, to stop the machine part before the end of the conveyor belt, it is necessary to install a photoelectric sensor and connect the “SensorBooleanSignal” function to the robot input 1.
In program, the command “Wait IN [1] ==True” is inserted, what means waiting for a signal, and then another command “Set OUT [1] ==False” is inserted which turns off the feeder. At this point, when switching on the simulation, the product transported by the feeder is stopped at the height of the sensor. In this way one of the basic operations in the robot’s work cell is created and operated.
2.2.5. Processes Performed by RWC
The work cell performs three main processes described at the conceptual design phase by dynamic system (2) (Section 2.1.1). The first process concerns the Feeler lathe (Figure 8), which performs turning in a horizontal orientation. The robot picks up the product from the belt feeder and places it in the lathe jaws, then returns to the home position. At this point, the door automatically closes, and the turning process begins. The Visual Components program does not focus on the detailed machining of a given element, it should be treated as a simplified visualization of the process. We can see that the lathe spindle is rotating, and the lathe tools are performing operations, but we will not see the machining itself on the product. The process time can be set in the lathe settings. Since Visual Components is not a program dedicated to visualizing the machining of the element itself, like the MasterCam software, this process has a default time of 60 seconds.
The second process is performed using the TongTai lathe (Figure 9), which performs vertical machining. In this case, the situation with the performed process is identical to the previous Feeler lathe one, with the difference that the machining is performed in a vertical orientation.
The last process taking place in the work cell is palletizing (Figure 10), i.e. stacking finished products, in this case, into a box. The robot receives the product from one feeder and stacks it in a box on the second feeder. Stacking always starts from a defined “Base” point in one of the corners of the box, with each subsequent product, the point moves in a row by a given distance. When the number of four elements in a row is reached, the stacking points are redefined for the next row. The process continues until the third row is complete, then the box moves out of the work cell.
2.2.5. KUKA Robot Motion Control in Laboratory Environment
The laboratory experiment was performed in USP laboratory environment with real KUKA KR16-2 robot (Figure 11) using digital model of KR16-2 robot created withing the framework of Visual Components environment. The KR16-2 robot motion control program was also developed in Visual Components software. It was saved in a .SRC and .DAT files, which are the standard format for KUKA robot programs. Then, to verify its correct operation, the program was imported into the KUKA.Sim environment, where the robot motion was simulated and analyzed.
After positive verification in the KUKA.Sim software, the program was transferred and implemented directly into the robot controller using USB input or via Internet using TCP-IP protocol. Practical verification took place in USP laboratory conditions, where the compliance of the actual KR16-2 robot movements with the Visual Components simulation was checked, taking into account aspects such as precision accuracy in the trajectory following and trajectory repeatability.
Experiment results show that the trajectory following task performed by real KR16-2 robot corresponds to the task performed in virtual environment where robot picks up the product from the belt feeder and places it in the jaws of the CNC lathe.
3. Results and Discussion
As a result, the conceptual model of the robotic work cell (RWC) was developed in the work and described in Section 2. The model was created to perform the conceptual design process of the RWC before the detailed design phase of the RWC life cycle. RWC conceptual model was described in the formal basis of Hierarchical Systems technology. In contrast with widely used conceptual design methods [2,3,4,5,6,7,8] and mathematical models, RWC conceptual model developed connects the representation of the RWC structure, its aggregated dynamic model, and the model of RWC environment. All the models are integrated by the RWC coordinator which performs the design and control tasks. Representation of RWC subsystems in form of dynamic systems – generalizations of known mathematical models [9] – allows the easy transition from the conceptual to the detailed design phase in the RWC life cycle. The transition requires concretization of RWC subsystems models only. Developed conceptual model gives new capabilities in the development of a formal language for the conceptual design of RWC and other robotic and mechatronic systems.
Another result is a digital model of the RWC developed withing the framework of Visual Components software to perform detailed design tasks at the DD phase of the RWC life cycle which is just after the conceptual design phase. While performing digital model development, the RWC prototypes were created, RWC components were selected, RWC components connections were implemented, processes performed by RWC were defined.
After the development of the virtual RWC, the work cell was analyzed to understand the efficiency, effectiveness, and potential areas of optimization in the context of automation of production processes. Using Visual Components program tools, the parameters of the created work cell, e.g. the efficiency of the lathes, were obtained. As for efficiency, all the lathes process 55 elements per hour, this is due to the default setting of the lathes, whose processes last 60 seconds. The total time from the moment of the first product introduction into the work cell until the box with twelve products leaves the work cell is about 13 minutes and 10 seconds.
The Visual Components system used proved to be excellent in the implementation of the work, the available advanced tools allowed for the representation of actual working conditions, which enabled precise analysis and detection of potential problems and the introduction of optimization at the RWC design stage. The visualization of production processes allowed for ongoing monitoring of production stages, thanks to simulations. Thanks to this, it was possible to detect areas of potential conflicts and delays, which allowed for the introduction of corrections before the creation of the final model.
The final model created was verified in real laboratory conditions for the control task of KUKA KR16-2 robot to perform the predefined trajectory following process by KR16-2. Experimental results showed the correspondence of the task performed by real KR16-2 robot to the task performed in virtual environment.
4. Conclusions
The conceptual model of the robotic work cell (RWC) presented in the formal basis of hierarchical systems (HS) for conceptual design and control implementation is briefly described in the work. The developed RWC conceptual model connects the representation of the RWC structure, aggregated dynamic models of RWS subsystems, and RWC environment using HS technology. HS coordinator is presented in the form of the RWC coordinator which performs the design and control tasks. RWS conceptual model developed aimed to be used at the conceptual design phase of the RWC life cycle.
To perform detailed design tasks, digital mode of the RWC was created withing the framework of the Visual Components program system environment. The results of RWC conceptual and detailed design were implemented in laboratory environment of USP, Brazil to control KUKA KR16-2 robot to perform the trajectory following task. The conceptual design method proposed in the work was also applied in various mechatronic and robotic tasks [10,11,12,20,21]. Application of the method in the other robotic problems [22,23,24] is among the future tasks.
Author Contributions
Conceptualization, K.M., M.A.O.P. and P.E.M.; methodology, K.M. and M.A.O.P.; software, K.K. and A.E.; validation, K.M., K.K. and A.E.; formal analysis, K.M.; investigation, K.K., and M. A.O.P.; writing—original draft preparation, K.M., K.K. and M.A.O.P.; writing—review and editing, K.M., and P.E.M.; visualization, K.K. and A.E. All authors have read and agreed to the published version of the manuscript.
Funding
This research was partially funded by the funds of the Faculty of Mechanical Engineering of Bialystok University of Technology, Poland, within the framework of the RID project and original research work WZ/WM-IIM/4/2023.
Acknowledgments
The authors express their great gratitude to the vice-rector of the Bialystok University of Technology (BUT) Prof. Marek Krętowski and the Dean of Mechanical Engineering Faculty Michal Kuciej for the work support. The Authors would like to thank the Brazilian governmental agencies CAPES, CNPq, and São Paulo Research Foundation (FAPESP) – grant #2020/09850-0 for their partial support of this work.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Visual Components, https://www.visualcomponents.com/resources/blog/introducing-visual-components-4-4/ (accessed on 11 February 2025).
- Pokojski, J.; Szustakiewicz, K. Towards an aided process of building a knowledge based engineering applications. Machine Dynamics Problems 2009, 33, 91–100. [Google Scholar]
- Sobieszczanski-Sobieski J., Morris A., J.L.van Tooren M. Multidisciplinary design optimization supported by knowledge based engineering, John Wiley & Sons, 2015.
- Papiernik, K.; Grabska, E.; Borkowski, A. On applying model-driven engineering to conceptual design. Machine Dynamics Problems 2007, 31, 58–65. [Google Scholar]
- Bryant, C.R., et al.: Concept generation from the functional basis of design, In Proceedings of International Conference on Engineering Design ICED 2005, Melbourne, Australia, 2005.
- Gero, J.S.; Kannengiesser, U. A function–behaviour–structure ontology of processes. Artificial Intelligence for Engineering Design Analysis and Manufacturing 2007, 21, 379–391. [Google Scholar] [CrossRef]
- Gausemeier J., Ramming F.J., Schafer W. Design methodology for intelligent technical systems, Springer, 2014.
- Kühn, A.; Dumitrescu, R.; Gausemeier, J. Managing evolution from mechatronics to intelligent technical systems. Jurnal Teknologi 2015, 76, 13–18. [Google Scholar] [CrossRef]
- Miatliuk, K. Conceptual Design of Mechatronic Systems; WPB: Bialystok, Poland, 2017; Available online: https://pb.edu.pl/oficyna-wydawnicza/wp-content/uploads/sites/4/2018/02/Miatluk_publikacja.pdf (accessed on 11 February 2025).
- Miatliuk, K.; Kim, Y.H.; Kim, K.; Siemieniako, F. Use of Hierarchical System Technology in Mechatronic.
- Design. J. Mechatron. 2010, 20, 335–339. 2010; 20, 335–339.
- Miatliuk, K. Conceptual Model in the Formal Basis of Hierarchical Systems for Mechatronic Design. J. Cybern. Syst. 2015, 46, 666–680. [Google Scholar] [CrossRef]
- Miatluk, K.; Nawrocka, A.; Holewa, K.; Moulianitis, V. Conceptual Design of BCI for Mobile Robot Control. Applied Sciences 2020, 10, 2557. [Google Scholar] [CrossRef]
- RobotStudio, https://new.abb.com/products/robotics/robotstudio (accessed on 11 February 2025).
- CoppeliaSim, https://www.coppeliarobotics.com/ (accessed on 11 February 2025).
- DELMIA, https://www.cadsol.pl/produkty/delmia/ (accessed on 11 February 2025).
- RoboDK, https://robodk.com/ (accessed on 11 February 2025).
- Archila, J. F., Dutra, M.S., Castro Pinto, F.A. Kinematical and Dynamical Models of KR 6 KUKA Robot, Including the Kinematic Control in a Parallel Processing Platform, Robot Manipulators, New Achievements, 2010, 601-620.
- KUKA, https://www.robots.com/images/robots/KUKA/Low-Payload/KUKA_KR_16_2_F_Datasheet.pdf (accessed on 11 February 2025).
- TongTai, https://www.tongtai.com.tw/en/product-detail.php?id=138 (accessed on 11 February 2025).
- K. Miatliuk, K., Wolniakowski, A., Kolosowski, P. Engineering system of systems conceptual design in theoretical basis of hierarchical systems, In Proceedings IEEE International Conference Systems Man and Cybernetics SMC, Toronto, Canada, 2020, IEEE xplore, 2850-2856.
- Miatluk K., Wolniakowski A., Trochimczuk R., Jorgensen J. Mechatronic Design and Control of a Robot System for Grinding, In Proceedings of IEEE/ASME International Conference on Mechatronic and Embedded Systems and Applications, Genova, Italy, 2024, 1-6.
- Wolniakowski, A.; Miatliuk, K.; Kruger, N.; Petersen, H.; Ritz, J. Task and context sensitive gripper design learning using dynamic grasp simulation. J. Intelligent and Robotic Systems 2017, 87, 15–42. [Google Scholar] [CrossRef]
- Valsamos, C.; Miatluk, K.; Wolniakowski, A.; Moulianitis, V.; Aspragathos, N. Optimal kinematic task position determination – application and experimental verification for the UR5 manipulator. Applied Sciences 2022, 12, 9352. [Google Scholar] [CrossRef]
- Diaz, M.; Ferrer, M.A.; Miatliuk, K.; Wolniakowski, A.; Vessio, C.; et al. Neural network modelling of kinematic and dynamic features for signature verification. Pattern Recognition Letters 2025, 187, 130–136. [Google Scholar] [CrossRef]
Figure 1.
RWC coordinator subsystems in control process of KUKA robot.
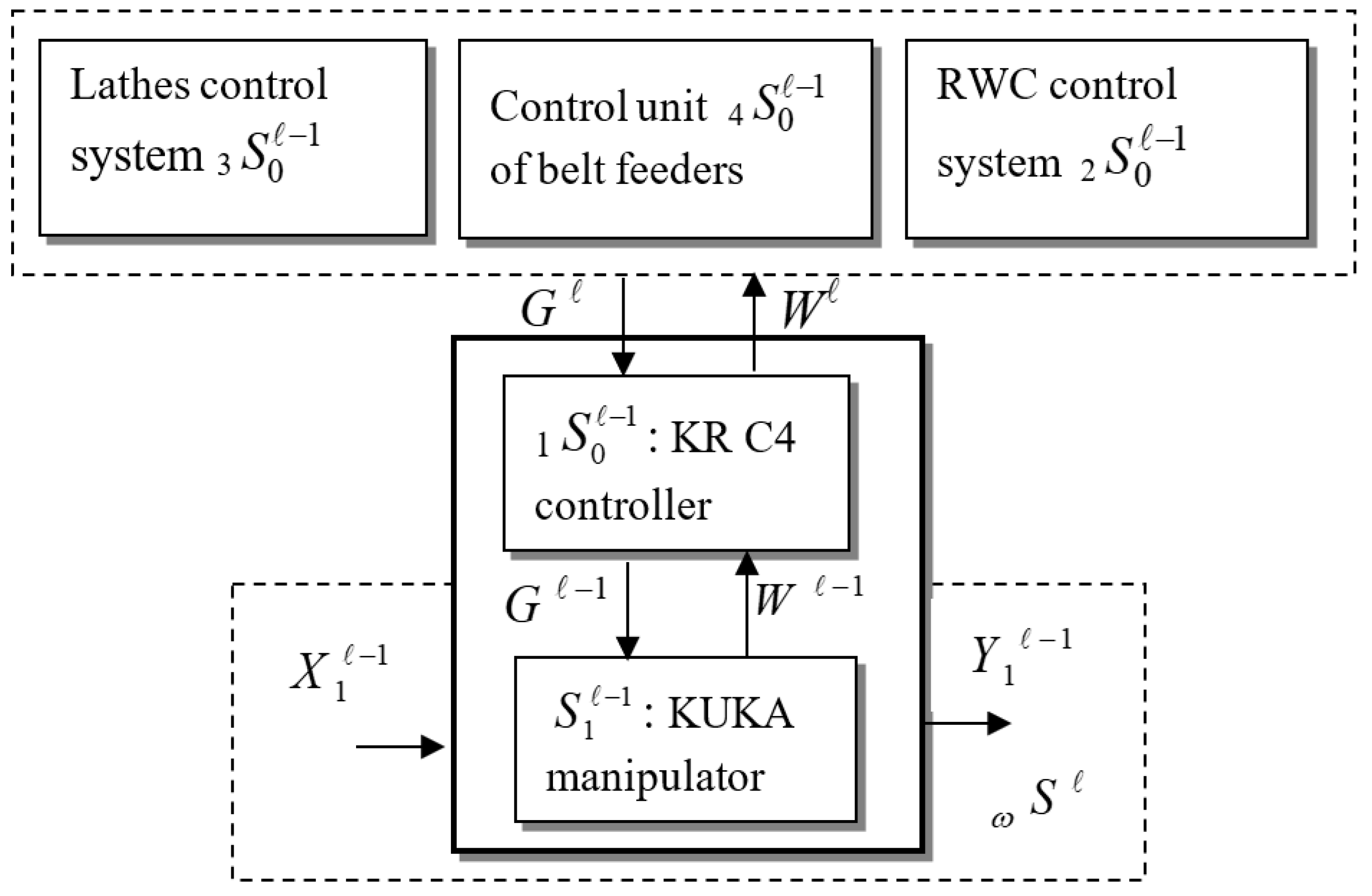
Figure 2.
The first Workcell prototype.
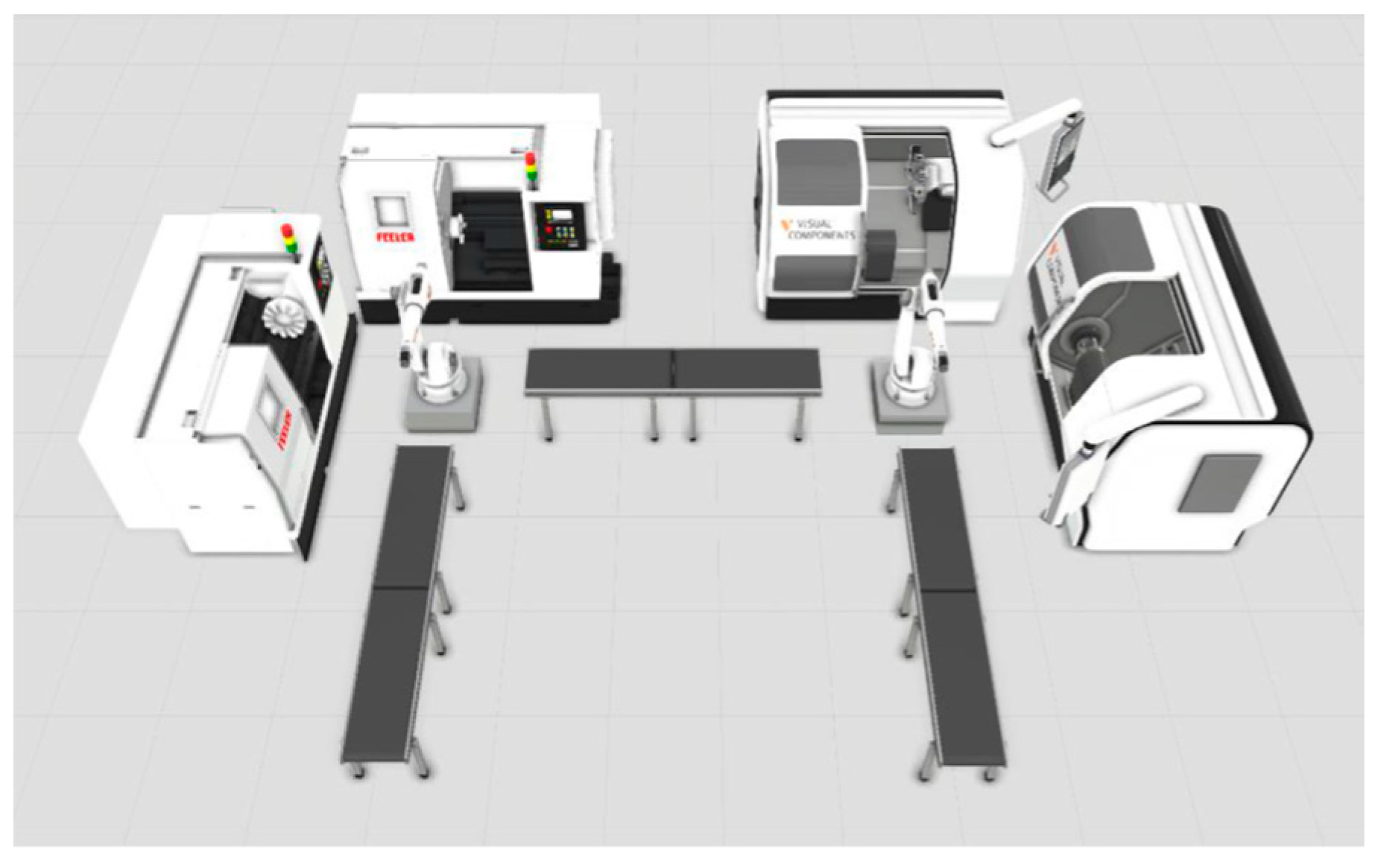
Figure 3.
The last Workcell prototype.
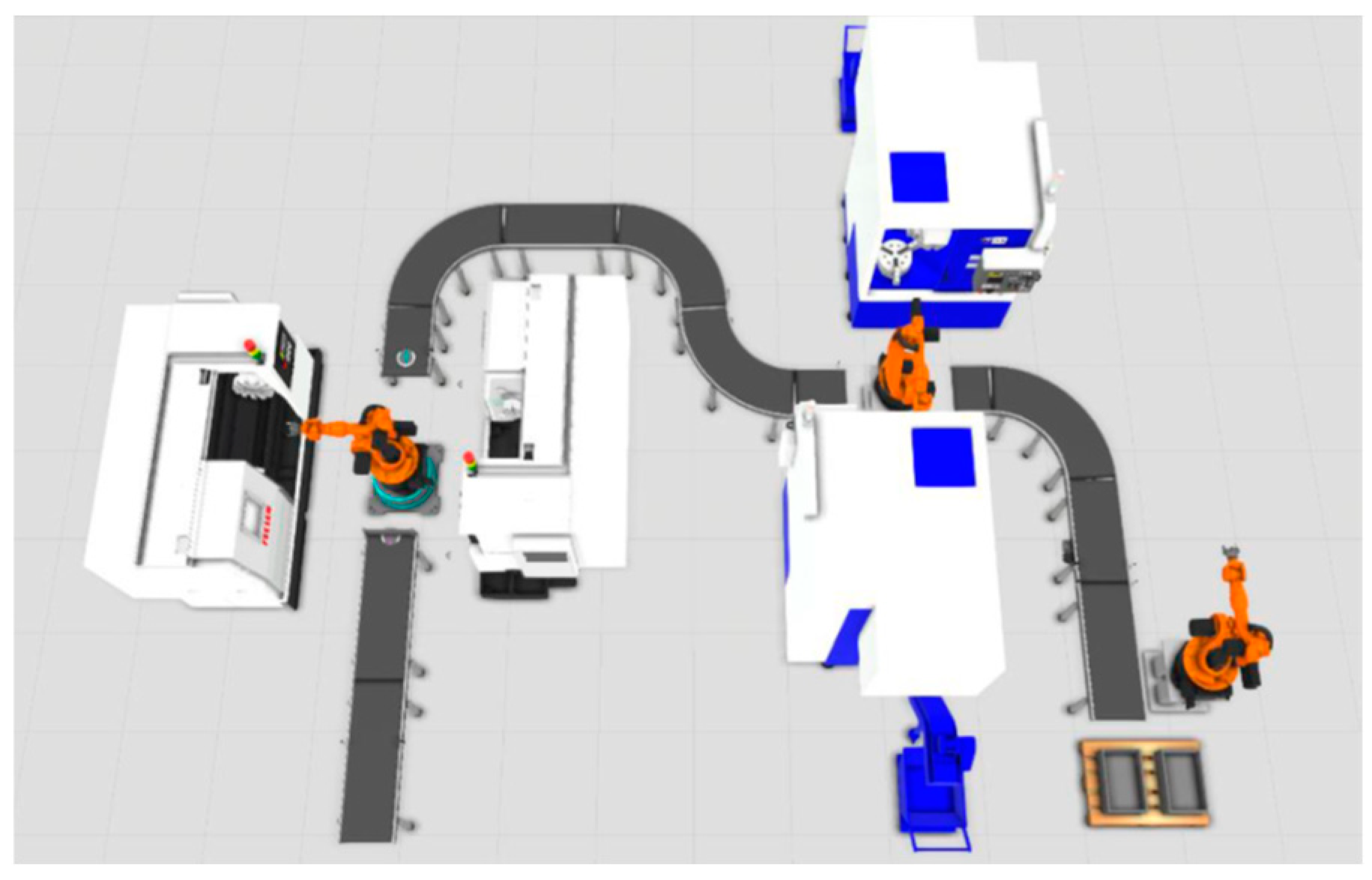
Figure 4.
Resultant work cell design.
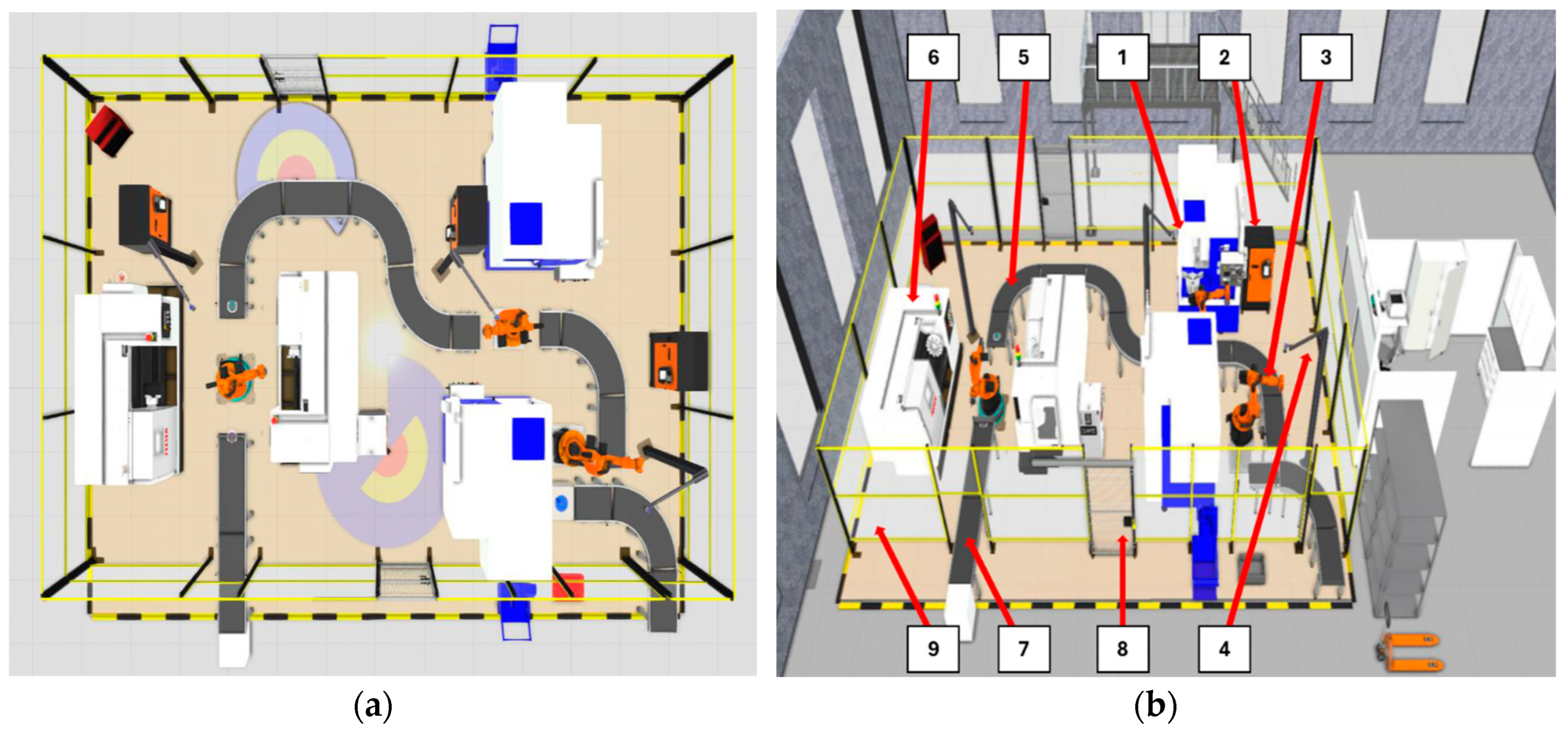
Figure 5.
(a) Robot KUKA KR16-2 F; (b) KR C4 controller; (c) TongTai TVL-40 lathe.
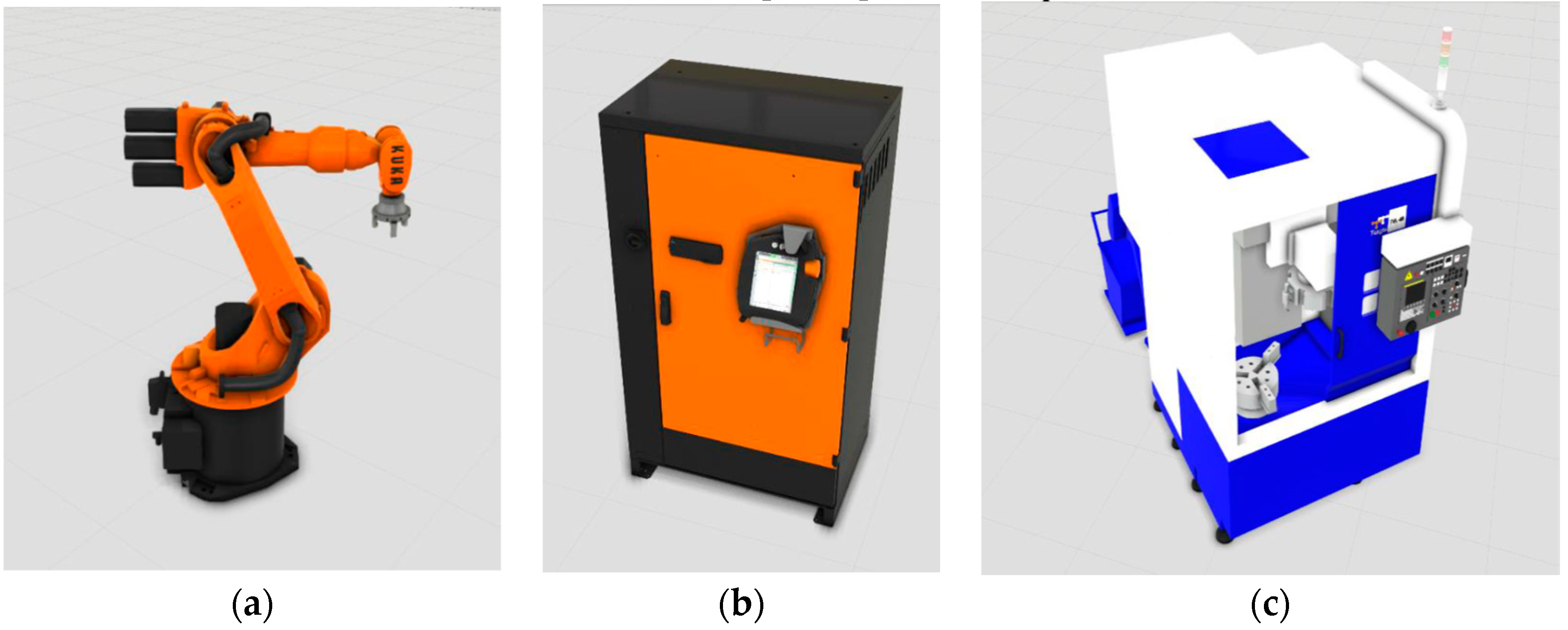
Figure 6.
Mechanical connections between (a) two feeders; (b) KUKA robot and the gripper.
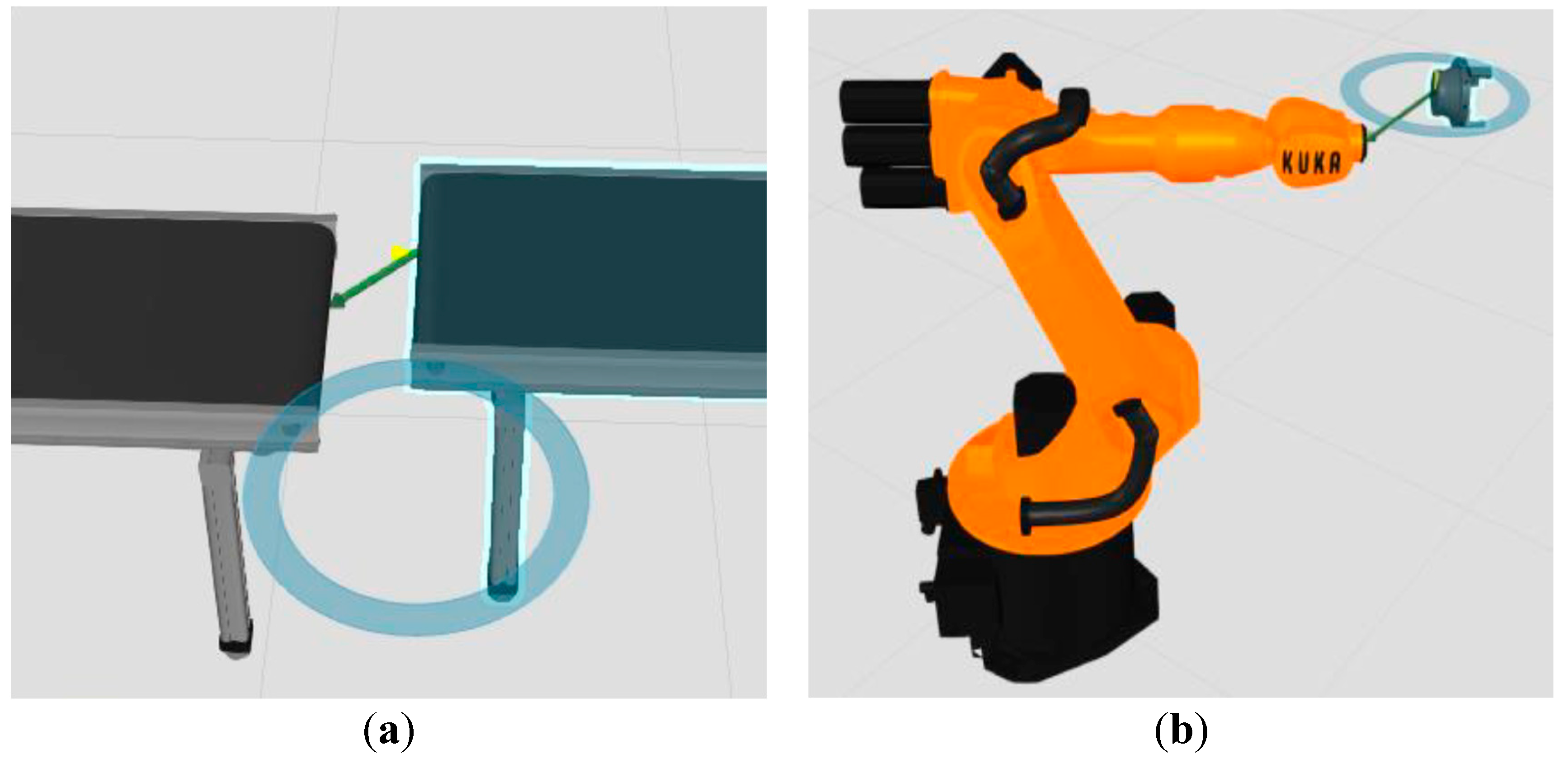
Figure 7.
RWC components connections.
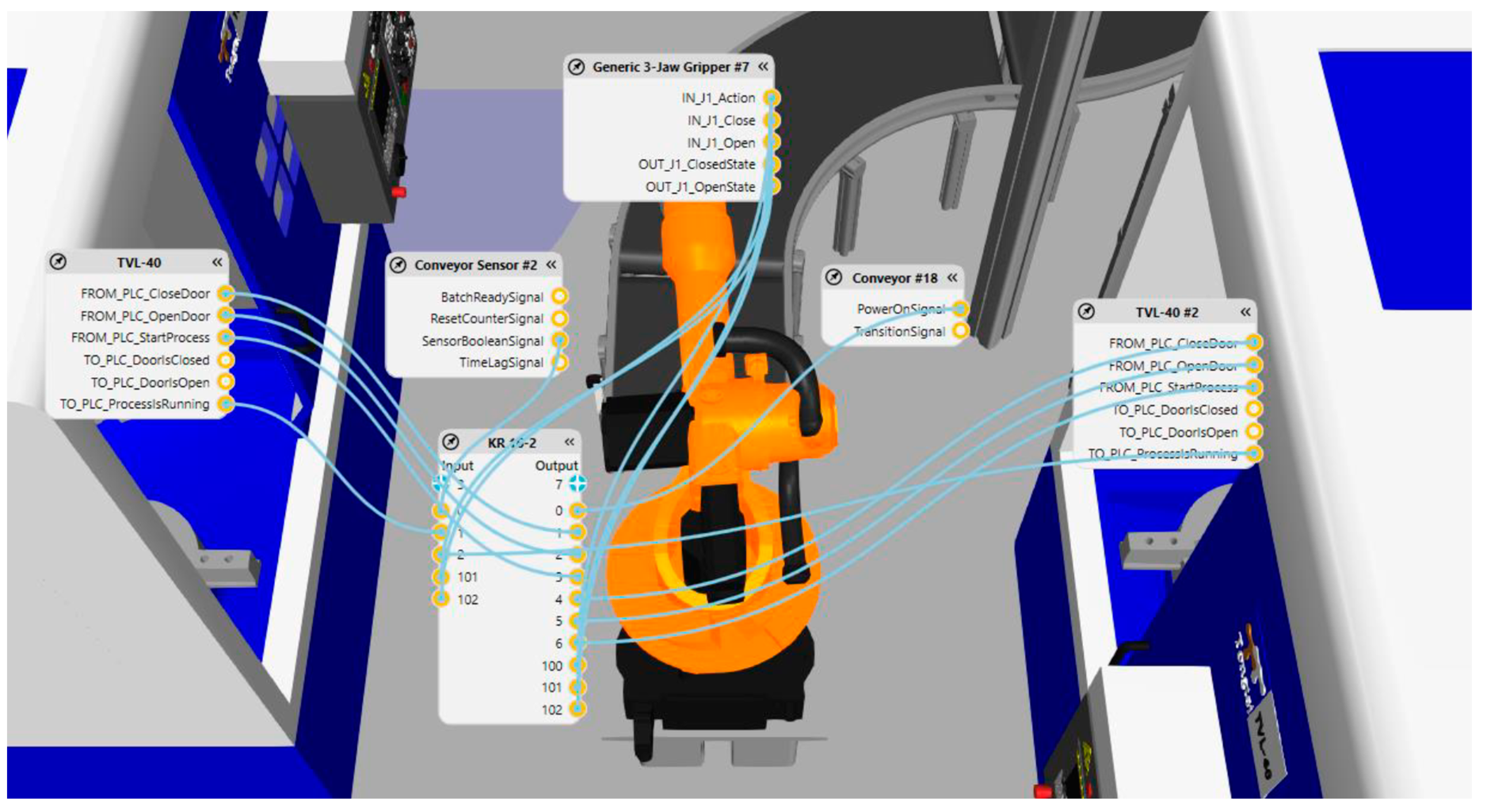
Figure 8.
Feeler lathe process.

Figure 9.
TongTai lathe process.
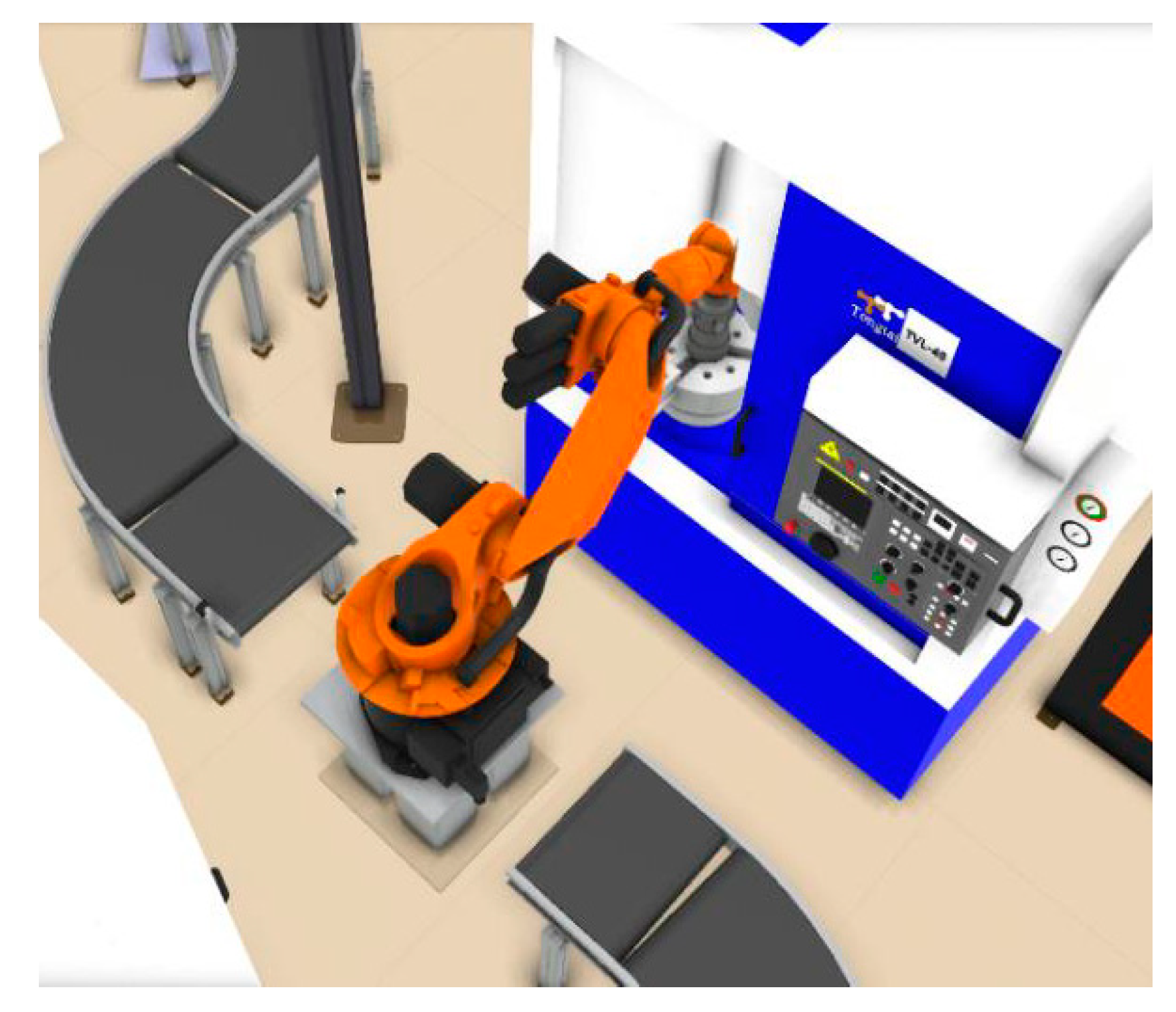
Figure 10.
Placing finished products in a box.
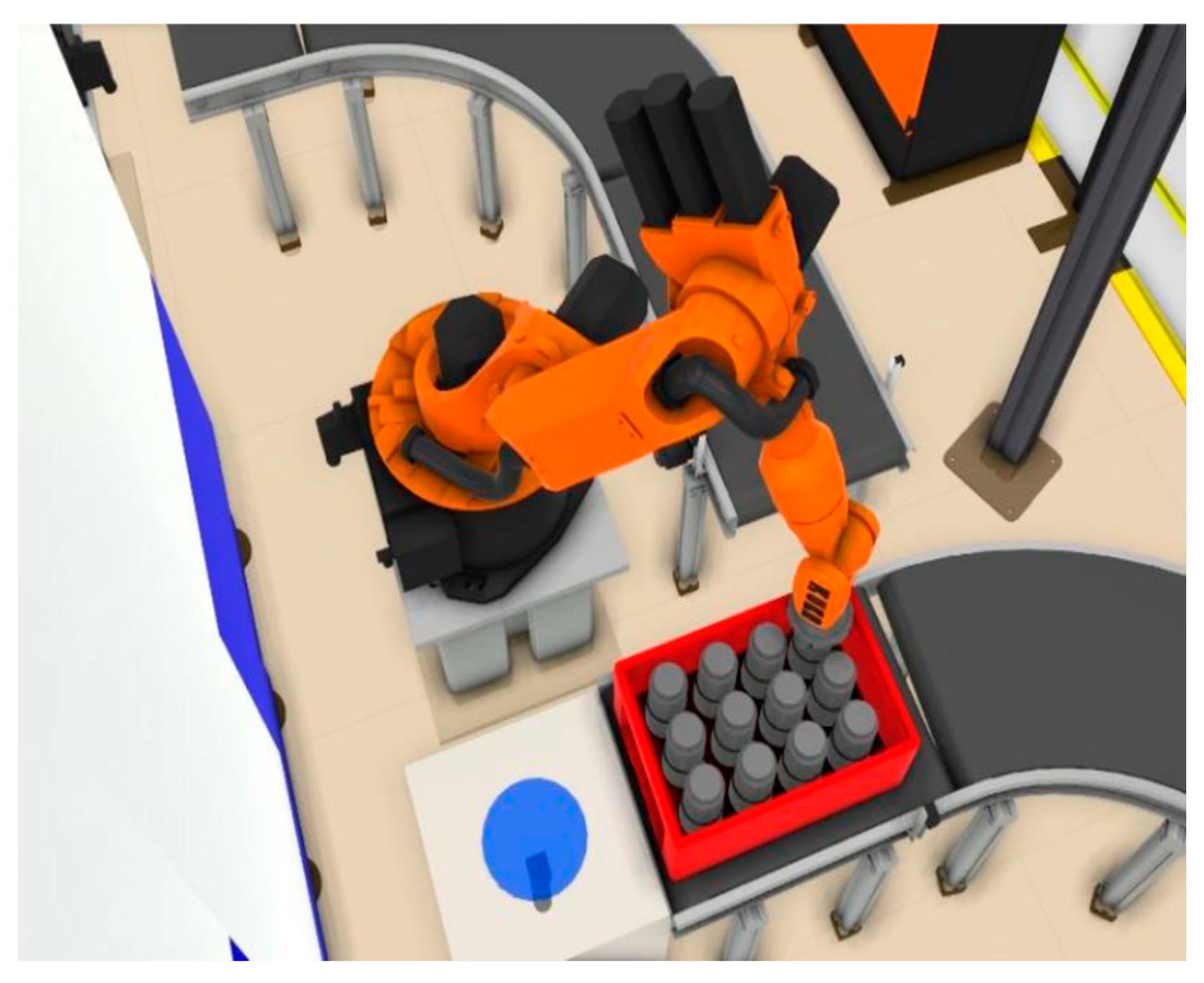
Figure 11.
Laboratory experiment at USP.

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



