Submitted:
13 January 2025
Posted:
14 January 2025
You are already at the latest version
Abstract
The bioethanol produced from biomass fermentation is characterised by its renewable nature, as expressed in its life cycle. The Amazonian taro, with 72% starch content, can be an alternative to traditional raw materials such as corn and sugarcane. The objective of this study was to evaluate taro (Colocasia esculenta) as a raw material for bioethanol production through ultrasound-assisted enzymatic hydrolysis. For the enzymatic hydrolysis process, α-amylase and glucoamylase enzymes were used. Active dry yeast Saccharomyces cerevisiae was employed for fermentation. The chemical characterisation analysis of the flour with peel (WP) revealed high levels of protein (8.71%), crude fibre (4.21%) and total ash (5.56%). However, taro flour without peel (NP) obtained higher starch results (27.5%). The evaluation of reducing sugars during enzymatic hydrolysis showed better results in the samples with ultrasonic pretreatment, specifically in the sample with peel (WP-US) (1017.8 mg/L). The ethanol yield was significantly higher in the ultrasound-treated samples, achieving an approximately 35% increase in ethanol yield for both peeled and unpeeled samples compared to untreated samples. The findings presented open new perspectives for the use of this tuber in the biofuel industry and highlight the importance of continuous research and optimisation of biomass conversion processes into renewable energy.
Keywords:
Bioethanol
; ultrasound
; enzymatic hydrolysis
; Colocasia esculenta
; fermentation
1. Introduction
Biofuels, such as bioethanol, biodiesel and biogas, currently represent viable alternatives to address global energy and environmental challenges. Bioethanol is recognised as one of the two main biorenewable fuels on a global scale [1,2]. This type of biofuel presents itself as a promising solution to reduce dependence on fossil fuels, mitigate their negative impact on climate change and provide a reduced carbon footprint [3].
Currently, the primary source of bioethanol production comes from agricultural crops with high food value, such as sugarcane in Brazil and maize in the United States [4]. These countries, along with the European Union, have increased their bioethanol production as part of efforts to reduce dependence on fossil fuels, address energy security challenges, and promote greater environmental sustainability [5]. This is because the carbon dioxide released during the combustion of bioethanol is often considered equivalent to the amount absorbed by plants during their growth through photosynthesis. By closing the carbon cycle, bioethanol positions itself as a more sustainable alternative [6,7]. Among the most commonly used crops, sugarcane, maize and sugar beet stand out for their high efficiency in converting carbohydrates into bioethanol [3].
These crops are preferred due to their rapid growth and high content of fermentable sugars, which facilitate an economically viable bioethanol production process [8]. However, their large-scale cultivation presents significant challenges, including competition with food production and the intensive use of agricultural resources, which can lead to soil degradation and a decline in biodiversity [9]. For this reason, research continues in the search for new sources of fermentable sugars, productive improvements, and economic efficiency. In this context, other tubers such as cassava (Manihot esculenta) and taro (C. esculenta) emerge as promising alternatives due to their high starch content, which is a low-cost, renewable, biodegradable and easily accessible polysaccharide [10,11]. Some studies focused on these tubers have highlighted their potential for conversion into bioethanol through acid hydrolysis followed by fermentation with Saccharomyces cerevisiae [12,13].
Other studies have focused on the conversion of wild C. esculenta tubers into bioethanol through enzymatic hydrolysis with α-amylase [12,14,15]. These studies reported a higher glucose yield when glucoamylase was applied, indicating that enzymatic hydrolysis is a more suitable method compared to acid hydrolysis under the conditions analysed. Furthermore, during the fermentation process, up to 19.1% bioethanol was obtained after 96 h.
Similar results were recently reported by Chaitanoo et al. [16], who evaluated the potential of six tuber varieties native to Thailand, including C. esculenta, for bioethanol production through enzymatic hydrolysis using glucoamylase, followed by fermentation. Their study concluded that all the species evaluated have potential as raw materials for bioethanol production. In particular, Dioscorea esculenta and Dioscorea hispida stood out due to their higher yields, shorter fermentation times and greater cost-effectiveness in production. The authors demonstrated that the high carbohydrate content in these tubers can be efficiently utilised for bioethanol production.
In this context, the production of C. esculenta in the Ecuadorian Amazon represents an opportunity to diversify the uses of this tuber. Taro cultivation has become an important agricultural activity in the region, primarily geared towards export. However, international regulations require specific size standards for tuber commercialisation, leaving a significant portion of the production outside the export market [17]. Tubers that do not meet the size requirements are often directed to the local market or have reduced economic value, presenting an opportunity to explore alternative uses. The valorisation of these non-exportable tubers as a raw material for bioethanol production could diversify their utilisation, adding value to this agricultural by-product and promoting a more circular economy in the region [15].
Furthermore, the incorporation of emerging techniques, such as ultrasound, could maximise the utilisation of these tubers by improving the efficiency of starch conversion into bioethanol. Studies such as that of Qian et al. [18] have demonstrated that ultrasonic pretreatment enhances both enzymatic accessibility and the efficiency of starch conversion into fermentable sugars. This process involves the breakdown of starch molecules into glucose, maltose and dextrin through the sequential action of amylase and glucoamylase enzymes. The key stages of this mechanism include gelatinisation, liquefaction and saccharification, which are fundamental to increasing the availability of fermentable substrates. Ultrasound offers other advantages, such as reduced conversion times, low solvent consumption and minimal waste generation, aligning with the principles of Green Chemistry [19,20].
Based on the analysed studies, it can be asserted that the production of bioethanol from C. esculenta could not only diversify the uses of this tuber but also contribute to the generation of renewable energy [21]. Given its high starch content and the potential of emerging techniques such as ultrasound, C. esculenta represents a promising raw material for bioethanol production. In this context, the present study aims to evaluate the potential of C. esculenta as a raw material for bioethanol production through ultrasound-assisted enzymatic hydrolysis, with a particular focus on the use of tubers that do not meet export standards.
2. Materials and Methods
2.1. Raw Material and Fabrication of Flour
Approximately 4 kg of C. esculenta was collected in the community of Murialdo, Fátima parish, province of Pastaza, Ecuador. Specimens in good condition were selected and washed under running water to remove soil and other residues. The samples were then divided into two types: one without peel (NP) and the other with peel (WP). Subsequently, they were placed in a stove (Model: SFE700, Memmert, Schwabach, Germany) at a temperature of 45°C for 48 h in accordance with the standards of the American Society for Testing and Materials (ASTM-E1757-19) [22]. The samples were ground using a mill (Model: BCG111OB, KitchenAid, St Joseph, MI, USA) and were stored in polyethylene bags until analysis. Figure 1 shows the whole C. esculenta, with and without peel, as well as the flour obtained from the sample types.
2.2. Physicochemical Characterisation of C. esculenta Flour
The physicochemical characterisation of C. esculenta flour was carried out in accordance with the standardised methods outlined in the Manual of the Association of Official Analytical Collaboration (AOAC [23]. Table 1 presents the standards used for each analysis.
2.2.1. Starch Content Determination in C. esculenta Flour
The starch concentration was determined following the method reported by Ortiz Sánchez et al. [24], with slight modifications. Briefly, 10 mg of dry matter was weighed into 2 mL microtubes, 1 mL of distilled water was added and the mixture was vortexed at 6,500 rpm for 1 min. The mixture was gelatinised at 100°C for 20 min and centrifuged at 2,500 rpm for 2 min using a centrifuge (Model: Spectrafuge 16 M, Labnet International, Edison, NJ, USA). Subsequently, 300 μL of the supernatant was taken and the starch was precipitated with 900 μL of absolute ethanol before centrifuging at 10,000 rpm for 20 min. The precipitate was then mixed with 1 mL of distilled water. Next, 50 μL of iodine solution was added and the absorbance was measured at 595 nm using a UV/VIS spectrophotometer (Model: Genesys Thermo Scientific, Waltham, MA, USA). The starch concentration was calculated using the absorbance values of the samples and the calibration curve according to the following equation:
A: Absorbance measured at 595 nm
x: Starch concentration (mg/mL)
2.2.2. Determination of Total Reducing Sugars
The quantification of reducing sugars was carried out using the Fehling method [25]. Two solutions were prepared: A) 69.278 g of copper (II) sulfate pentahydrate (CuSO4·5H2O) in distilled water and B) 346 g of sodium potassium tartrate (KNaC4H4O6·4H2O) with 100 g of NaOH in distilled water. A standard dextrose solution at 4.5 g/L was used. The samples (10 g) were filtered to remove solid particles. Equal volumes of Fehling solutions A and B were mixed. In a water bath, a mixture of 10 mL of the combined Fehling solution and 40 mL of distilled water was heated to boiling point. The filtered sample solution was titrated until the blue colour disappeared. The concentration of reducing sugars was calculated using the following equation:
where: Vstandard glucose is the volume of Dextrose solution (mL), Cstandard glucose is the concentration of the solution used (mg/L) and Vsample is the volume of sample solution used to reach the endpoint (mL).
2.3. Enzymatic Hydrolysis
The process of bioethanol production from flour was carried out through enzymatic hydrolysis. Two different methods were evaluated: conventional enzymatic hydrolysis and enzymatic hydrolysis subjected to ultrasonic pretreatment. Figure 2 shows the stages and the parameters applied, which are described below.
2.3.1. Gelatinisation
The gelatinisation was carried out using a 1:4 ratio (flour:water; m/v). A total of 80 g of C. esculenta flour was weighed and mixed with 320 mL of distilled water in 1000 mL beakers. This mixture was heated on a hot plate (Bioevopeak, Jinan, Shandong, China) with constant stirring at 1,500 rpm until it reached 90°C, at which point a gelatinous consistency was obtained [26].
2.3.2. Enzymatic Hydrolysis
The enzymatic hydrolysis with α-amylase was performed under the conditions recommended by the manufacturer (FermFast, LD Carlson Co., www.ldcarlson.com). The pH of the samples was adjusted and maintained within a range of 6.0–6.5 by adding a 10% citric acid solution. Subsequently, the samples were heated to a temperature of 85°C, and thermostable α-amylase (FermFast, 2 g/L), previously hydrated in distilled water for 15 min, was added. The reaction was maintained for 2 h at 85°C, which maintained the appropriate conditions for starch hydrolysis.
The enzymatic hydrolysis with glucoamylase was also carried out following the conditions recommended by the manufacturer (LD Carlson Co., www.ldcarlson.com). The samples were adjusted to a pH of 4.2 using a 10% citric acid solution. They were then heated to 65°C with constant stirring at 1,500 rpm, and glucoamylase (LD Carlson Co., 4 g/L), previously hydrated in distilled water for 15 min, was added. The reaction was monitored using the iodine assay at 60 min intervals to assess the presence of starch in the samples. The enzyme was considered to have completed its function when the colour of the samples changed from violet to pale yellow, indicating the complete conversion of starch to simpler sugars.
2.4. Fermentation Stage
The fermentation was carried out using active dry yeast Saccharomyces cerevisiae var. bayanus (Fermivin PDM, Oenobrands) with an alcohol tolerance of 16%. The 1,000 mL fermentation flasks were sterilised in advance using an autoclave (Model: HV-50, Hirayama, Tokyo, Japan). The pH of the medium was adjusted to 4.3–4.5 with a 10% citric acid solution. The yeast was inoculated at a concentration of 1 g/L and the temperature was maintained at 30°C throughout the process. The °Brix was measured every 12 h until two consecutive constant readings were obtained, at which point fermentation was considered complete [27].
To describe the fermentation kinetics, the experimental data of °Brix reduction over time were adjusted to a first-order exponential decay model given by the equation (3), which is commonly used to model sugar consumption during fermentation [28]:
where Ct represents the °Brix over time, Co is the initial °Brix and k is the constant rate (1/h) that quantifies the speed of sugar consumption during fermentation. The constant k was estimated for each experimental condition using nonlinear regression analysis performed in OriginPro 2021 software (OriginLab Corporation, Northampton, MA, USA). This approach allows for a direct comparison of fermentation rates across treatments and provides a quantitative measure of the influence of ultrasound and sample preparation on the fermentation kinetics.
2.5. Distillation Stage
A simple laboratory-scale glass distillation apparatus equipped with a Liebig condenser and a 1,000 mL distillation flask were employed. Distillation was performed for 2 h per sample, maintaining a constant temperature of 90°C using a regulated heating plate. The distillate was collected in an Erlenmeyer flask, while the vapour temperature was continuously monitored to ensure proper ethanol separation [29]. The ethanol yield at 100°GL (Y_(100°GL)) was calculated using the following equation:
where Y(100°GL) represents the ethanol yield from dry flour (L/kg), VDest is the volume of ethanol obtained during distillation (L), G is the ethanol content of the distillate in °GL (expressed as a volume fraction, v/v) and mdf is the mass of dry flour used (kg).
3. Results
3.1. Chemical Characterisation of C. esculenta Flour
Table 2 presents the physicochemical characterisation of the two C. esculenta flour samples, differentiated by the presence (WP) or absence (NP) of peel. The results indicate that WP flour contains higher percentages of crude fibre and total ash compared to NP flour, suggesting that the peel significantly contributes to the fibrous and mineral composition of the final product. Additionally, differences in protein and crude fat content were observed, with slightly higher levels in WP flour. However, NP flour exhibited a higher starch concentration.
The moisture values are similar in both samples, indicating that the drying conditions were consistent and adequate for both formulations. The total amino acid and carbohydrate contents are comparable between the two samples, although slightly higher in WP flour, suggesting that the presence of the peel contributes additional amounts of these nutrients to the flour. These differences in the chemical composition of the flour could influence its nutritional and functional properties, potentially impacting its suitability for various food or industrial applications.
3.2. Evaluation of Reducing Sugars During Enzymatic Hydrolysis of C. esculenta Flour
Table 3 presents the values of reducing sugars quantified after each stage of gelatinisation and enzymatic hydrolysis for each type of flour sample, with and without ultrasound pretreatment (US and NT, respectively) (see Figure 3).
Broadly speaking, the results show that during gelatinisation, the WP samples (NT and US) exhibited significantly higher levels of reducing sugars (p < 0.05) compared to the NP samples (NT and US). This suggests that the presence of the peel may contribute to the initial release of sugars during gelatinisation. However, during the hydrolysis stage with α-amylase, significant differences in reducing sugar levels were observed between the ultrasound-treated and untreated samples. The NP sample showed a reducing sugar content of 633.8 mg/L, while the same sample with ultrasound pretreatment (NP-US) reached a value of 698.7 mg/L. This increase suggests that ultrasound enhances the action of α-amylase by improving substrate accessibility in the flour compared to the untreated sample.
In the case of the WP samples, the reducing sugar content was 632.9 mg/L without ultrasound compared to 738.0 mg/L when ultrasound was applied, representing the highest value obtained. These results confirm that ultrasound pretreatment increases the release of reducing sugars, with a greater influence observed in samples with peel. The differences observed were statistically significant according to the analysis of variance (ANOVA) and Tukey’s test (p < 0.05), highlighting the positive influence of ultrasound on the efficiency of the hydrolysis process with α-amylase. In contrast, untreated samples did not show significant differences between the two types of samples (WP and NP).
A similar trend was observed during hydrolysis with glucoamylase regarding the influence of ultrasound, where the highest conversion values were obtained, with no significant differences (p < 0.05) between the WP and NP samples. This suggests that ultrasound treatment also positively influences the action of glucoamylase by facilitating the conversion of complex carbohydrates into simple sugars, regardless of the presence of the peel. Conversely, samples without ultrasound treatment showed lower levels of reducing sugars for both NP and WP samples.
3.3. Fermentation Progress of Hydrolysed C. esculenta Flour
Figure 3 shows the evolution of °Brix values over time for the different hydrolysed C. esculenta flour samples during the fermentation process. The WP and NP samples that were not subjected to ultrasound started with lower °Brix values (7.3 and 8.0, respectively) compared to those that underwent pretreatment. The samples treated with ultrasound waves (NP-US and WP-US) began with °Brix values of 9.1 and 9.8, respectively, suggesting that ultrasonic pretreatment enhanced the release of soluble sugars during hydrolysis.
The decrease in °Brix content in the different samples during fermentation followed a decreasing exponential trend, characteristic of this type of process. The initial samples, both NP and WP, exhibited values close to 8–9 °Brix, which showed a marked decrease during the first 50 h of fermentation. By the end of the evaluated period, the values stabilised between 1.5 and 2.1, reflecting an almost complete depletion of fermentable sugars. This exponential decrease reflects the rapid consumption of fermentable sugars by yeast during the initial phase of fermentation, which subsequently slows down as the substrate becomes limited.
The analysis of kinetic constants (k) supported these findings, with slightly higher values observed in the ultrasound-treated samples. The highest constant was recorded in WP-US (k = 0.038 1/h), indicating that the combination of ultrasound and the sample with peel enhanced the fermentation rate. In contrast, NP-NT showed the lowest value (k = 0.029 1/h), demonstrating a slower process in the absence of ultrasound and peel. Although the differences in k values were small, they suggest that ultrasonic treatment not only accelerated fermentation but also improved substrate-enzyme interaction during hydrolysis, potentially increasing the bioavailability of sugars for yeast metabolism.
3.4. Ethanol Yield
The ethanol yield at 100°GL in litres per 100 kg of dry C. esculenta flour (L Et. at 100°GL/100 kg) is presented in Figure 4. Ethanol yield was higher in ultrasound-treated samples. The ultrasound-treated peeled sample (NP-US) showed a yield of 245.9 L Et. at 100°GL/100 kg, which was higher than the yield of the untreated peeled sample (NP), at 181.2 L Et. at 100°GL/100 kg.
Similarly, the ultrasound-treated sample with peel (WP-US) achieved the highest ethanol yield of all, reaching 250.0 L Et. at 100°GL/100 kg, in contrast to the untreated sample with peel (WP-NT), which yielded 184.0 L Et. at 100°GL/100 kg. These results indicate that ultrasound pretreatment significantly enhances absolute ethanol yield in both types of flour, regardless of the presence of peel.
4. Discussion
The values obtained for the parameters determined in the physicochemical characterisation are consistent with those reported by Loi et al. [30]. They indicated that the peel of tubers contains higher amounts of fibre and minerals in its composition. Regarding the crude protein content, the values obtained were higher than those reported by Loi et al. [30] and Zeng et al. [26], which were 0.4 and 2.2%, respectively. However, they are similar to the value reported by Al-shibly and Roushdy [31], who documented a crude protein content of 7.2%. Similarly, Alcantara et al. [32], in their study using C. esculenta samples collected in Bambay, Philippines, reported values for crude protein (7.8%), moisture (6.50%) and crude fibre (3.01%) that are comparable to those obtained in the present study.
The total ash values obtained for both flour samples are comparable to the 5.9% reported by Hendek Ertop et al. [33]. However, they were higher than those reported by Boahemaa et al. [34] for C. esculenta samples from the Ashanti region of Ghana. These authors analysed samples of a local variety (KA/019), reporting a value of 4.1%. Regarding the starch content in both flour samples (WP and NP), it was higher than the value reported by Acán Acán [35], who determined a starch content of 12.4%. The amino acid content determined in the present study falls within the range of 0.5 to 1.9% reported by Madrigal-Ambriz et al. [36].
Regarding the conversion of starch into sugars, the results demonstrate that ultrasound pretreatment significantly and positively influences the release of reducing sugars during the enzymatic hydrolysis of C. esculenta flour. These findings align with previous studies that have highlighted the effectiveness of ultrasound as a method to enhance substrate accessibility in various enzymatic hydrolysis processes. Luo et al. [37] reported that ultrasound improved the breakdown of complex starches by increasing the porosity of the substrate matrix, including maize, bagasse and rice husks. Furthermore, they noted that ultrasound not only enhances the conversion of starch into fermentable sugars but also accelerates enzymatic hydrolysis by 50% or more.
Similarly, Karimi et al. [38] reported that ultrasound can induce cell wall rupture and disruption of starch structures, thereby increasing the efficiency of enzymatic hydrolysis by making glycosidic bonds more accessible to enzymes. This phenomenon is attributed to ultrasound’s ability to generate acoustic cavitation, producing microbubbles that collapse and generate mechanical forces capable of breaking cellular structures, thus increasing the surface area available for enzymatic action [39]. The observed difference in reducing sugar levels between WP and NP samples suggests that the peel may influence sugar release during gelatinisation. Although the peel does not appear to significantly limit the efficiency of the enzymatic hydrolysis process in the presence of ultrasound, its effect was less pronounced in the absence of ultrasound treatment.
The differences observed in the kinetic constants between the ultrasound-treated and untreated samples highlight the positive influence of ultrasonic pretreatment on fermentation kinetics. The highest value, obtained for the WP-US sample (k = 0.038 1/h), can be attributed to the greater availability of fermentable substrates as a result of the ultrasound treatment. This technique facilitates the disruption of the cellular matrix, increasing enzyme accessibility to starch molecules, as previously reported in studies on lignocellulosic biomass and tubers [40,41]. Moreover, the k values obtained for the ultrasound-treated samples fall within the range reported by Chaitanoo et al. [16] (k = 0.035–0.040 1/h) for Dioscorea samples treated with the same technique. In contrast, the NP-NT samples showed the lowest value (k = 0.029 1/h), suggesting that the absence of both ultrasound and peel limits the efficiency of enzymatic hydrolysis and, consequently, fermentation.
From a biochemical perspective, the increase in kinetic constant values can be explained by the enhanced enzyme-substrate interaction induced by ultrasound [41]. Additionally, the presence of peel could influence the release of specific compounds that act as cofactors or stabilise enzymes, as documented in studies with other tuber species [42].
Finally, the ethanol yields obtained in this study fall within the range reported by Nuwamanya et al. [43] between 18.0 and 22.0 L/100 kg for M. esculenta. This tuber, also rich in starch, has been extensively studied as a raw material for bioethanol production. The results achieved in this study, particularly where ultrasound was applied, were superior. This suggests that C. esculenta could be a viable alternative for bioethanol production, especially when ultrasound is used as a pretreatment.
Moreover, the presence of peel did not significantly inhibit ethanol yield when ultrasound treatment was applied. This contrasts with the findings of Eleazu et al. [44], who reported that the presence of peel in tubers such as M. esculenta can reduce fermentation efficiency due to the presence of inhibitory compounds. The results suggest that ultrasound might mitigate this inhibitory effect, possibly by altering the structure of these compounds or facilitating their removal during the fermentation process.
However, the increase in ethanol yield observed in the ultrasound-treated samples aligns with the findings of Nikolić et al. [45], who reported an 11.5% increase in ethanol production from ultrasound-treated maize. The present study achieved a significantly higher increase of approximately 35% in ethanol yield with the application of ultrasound treatment. These findings highlight the potential of C. esculenta as a raw material for bioethanol production, particularly when enhanced by ultrasound pretreatment. Future research should focus on optimising ultrasound parameters, such as frequency and exposure time, to further maximise ethanol yield and evaluate the effectiveness of ultrasonic pretreatment in accelerating starch conversion into fermentable sugars. A deeper understanding of the interaction between the peel's chemical properties and enzymatic activity during hydrolysis is essential to fully elucidate its role in process efficiency.
5. Conclusions
The flour WP exhibited higher contents of crude fibre, total ash, protein and crude fat, while the flour NP showed a higher starch concentration. The ultrasound pretreatment proved to be highly effective in improving the enzymatic hydrolysis process for both samples. This treatment significantly increased the release of reducing sugars during the hydrolysis stages with α-amylase and glucoamylase. Ethanol yield was significantly higher in the ultrasound-treated samples, with an increase of approximately 35% for both WP and NP compared to untreated ones. This study highlights the potential of C. esculenta as a raw material for bioethanol production, especially when ultrasound pretreatment is employed. The findings open new perspectives for the use of taro that do not meet international export standards and underscore the importance of further research to optimise the conversion process of this biomass into renewable energy.
Author Contributions
Conceptualization, R.A.-N. and J.E.Y.L.; methodology, R.A.-N. and J.E.Y.L.; formal analysis, R.A.-N., J.M.P-C., J.E.Y.L. and M.L-F.; investigation, J.E.Y.L.; resources, R.A.-N. and J.E.Y.L.; data curation, R.A.N., E.G.Y. and J.E.Y.L.; writing—original draft preparation, J.E.Y.L.; writing—review and editing, R.A.N., E.G.Y., M.L-F., J.M.P-C. and A.P.M.; visualization, R.A.N., M.L-F. and J.M.P-C.; supervision, R.A.-N. and A.P.M. All authors have read and agreed to the published version of the manuscript.
Funding
This study was funded by Universidad Estatal Amazónica in Puyo, Ecuador.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable. All relevant data are included within the article.
Acknowledgements
The authors are indebted to Ms Helen Pugh for her extensive proofreading of the manuscript.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Suhara, A.; Karyadi; Herawan, S.G.; Tirta, A.; Idris, M.; Roslan, M.F.; Putra, N.R.; Hananto, A.L.; Veza, I. Biodiesel Sustainability: Review of Progress and Challenges of Biodiesel as Sustainable Biofuel. Clean Technologies 2024, 6, 886–906. [CrossRef]
- Osman, A.I.; Qasim, U.; Jamil, F.; Al-Muhtaseb, A.a.H.; Jrai, A.A.; Al-Riyami, M.; Al-Maawali, S.; Al-Haj, L.; Al-Hinai, A.; Al-Abri, M.; et al. Bioethanol and biodiesel: Bibliometric mapping, policies and future needs. Renewable and Sustainable Energy Reviews 2021, 152, 111677. [Google Scholar] [CrossRef]
- Deshmukh, A.; Tawde, S.; Vishwas, D.; Vyas, S. A Systematic Review On Production Of Bio-Ethanol From Waste Fruits And Peels. International Journal of Pharmaceutical Sciences 2024, 2, 37–41. [Google Scholar] [CrossRef]
- Jain, S.; Kumar, S. A comprehensive review of bioethanol production from diverse feedstocks: Current advancements and economic perspectives. Energy 2024, 296, 131130. [Google Scholar] [CrossRef]
- Zabed, H.; Sahu, J.N.; Suely, A.; Boyce, A.N.; Faruq, G. Bioethanol production from renewable sources: Current perspectives and technological progress. Renewable and Sustainable Energy Reviews 2017, 71, 475–501. [Google Scholar] [CrossRef]
- Parakh, P.D.; Nanda, S.; Kozinski, J.A. Eco-friendly Transformation of Waste Biomass to Biofuels. Current Biochemical Engineering 2020, 6, 120–134. [Google Scholar] [CrossRef]
- Abo, B.O.; Gao, M.; Wang, Y.; Wu, C.; Ma, H.; Wang, Q. Lignocellulosic biomass for bioethanol: an overview on pretreatment, hydrolysis and fermentation processes. Reviews on Environmental Health 2019, 34, 57–68. [Google Scholar] [CrossRef]
- Schmatz, A.A.; Tyhoda, L.; Brienzo, M. Sugarcane biomass conversion influenced by lignin. Biofuels, Bioproducts and Biorefining 2020, 14, 469–480. [Google Scholar] [CrossRef]
- Elshout, P.M.F.; van Zelm, R.; van der Velde, M.; Steinmann, Z.; Huijbregts, M.A.J. Global relative species loss due to first-generation biofuel production for the transport sector. GCB Bioenergy 2019, 11, 763–772. [Google Scholar] [CrossRef]
- Rodionova, M.V.; Poudyal, R.S.; Tiwari, I.; Voloshin, R.A.; Zharmukhamedov, S.K.; Nam, H.G.; Zayadan, B.K.; Bruce, B.D.; Hou, H.J.M.; Allakhverdiev, S.I. Biofuel production: Challenges and opportunities. International Journal of Hydrogen Energy 2017, 42, 8450–8461. [Google Scholar] [CrossRef]
- Tulu, E.D.; Duraisamy, R.; Kebede, B.H.; Tura, A.M. Anchote (Coccinia abyssinica) starch extraction, characterization and bioethanol generation from its pulp/waste. Heliyon 2023, 9. [Google Scholar] [CrossRef]
- Rosalina; Maimulyanti, A.; Permana, A.H.; Sukiman, M.; Rochaeny, H.; Nurdiani. Bioethanol production using taro roots waste (Colocasia esculenta) from Bogor Indonesia and analysis of chemical compounds. Rasayan Journal of Chemistry 2022, 15. [CrossRef]
- Cataño, J.C.; Mera, I. Glucose production from cassava starch (Manihot esculenta) [Obtención de glucosa a partir de almidón de yuca Manihot sculenta]. Biotecnología en el Sector Agropecuario y Agroindustrial: BSAA 2005, 3, 54–63. [Google Scholar]
- Shyu, Y.T.; Tsai, C.C. Conversion of wax apple and taro stalk wastes to ethanol by genetically engineered escherichia coli strains. Food Biotechnology 1997, 11, 231–239. [Google Scholar] [CrossRef]
- Praputri, E.; Sundari, E. Production of Bioethanol from Colocasia esculenta (L.) Schott (Talas Liar) by Hydrolysis Process. IOP Conference Series: Materials Science and Engineering 2019, 543, 012056. [Google Scholar] [CrossRef]
- Chaitanoo, N.; Junphong, A.; Chaiya, A.; Chaiwong, K.; Vuthijumnonk, J.T. Potential of Dioscorea spp. for Bioethanol Production Using Separate Hydrolysis and Fermentation Method. Philippine Journal of Science 2024, 153. [Google Scholar] [CrossRef]
- Miranda Mejía, J.J.; Lucio Fernández, R.E.; Caicedo Flores, J.J. Colocasia esculenta: possibilities for marketing and personal economic development [Colocasia esculenta: posibilidades de comercialización y desarrollo económico personal]. Opuntia brava 2019, 11, 354–362. [Google Scholar]
- Qian, J.; Chen, D.; Zhang, Y.; Gao, X.; Xu, L.; Guan, G.; Wang, F. Ultrasound-Assisted Enzymatic Protein Hydrolysis in Food Processing: Mechanism and Parameters. Foods 2023, 12, 4027. [Google Scholar] [CrossRef]
- Alexandre, E.M.C.; Moreira, S.A.; Castro, L.M.G.; Pintado, M.; Saraiva, J.A. Emerging technologies to extract high added value compounds from fruit residues: Sub/supercritical, ultrasound-, and enzyme-assisted extractions. Food Reviews International 2018, 34, 581–612. [Google Scholar] [CrossRef]
- Kumari, B.; Tiwari, B.K.; Hossain, M.B.; Brunton, N.P.; Rai, D.K. Recent Advances on Application of Ultrasound and Pulsed Electric Field Technologies in the Extraction of Bioactives from Agro-Industrial By-products. Food and Bioprocess Technology 2018, 11, 223–241. [Google Scholar] [CrossRef]
- Qureshi, N.; Saha, B.C.; Hector, R.E.; Dien, B.; Hughes, S.; Liu, S.; Iten, L.; Bowman, M.J.; Sarath, G.; Cotta, M.A. Production of butanol (a biofuel) from agricultural residues: Part II – Use of corn stover and switchgrass hydrolysates. Biomass and Bioenergy 2010, 34, 566–571. [Google Scholar] [CrossRef]
- ASTM-E1757-19; Annual Book of ASTM Standards. ASTM International: West Conshohocken, PA, USA, 2019.
- AOAC. Official Methods of Analysis of Association of Official Analytical Chemists International, 22nd ed.; George W. Latimer, J., Ed.; Oxford University Press: Gaithersburg, MD, USA, 2022. [Google Scholar]
- Ortiz Sánchez, I.A.; Álvarez Reyna, V.d.P.; González Cervantes, G.; Valenzuela Núñez, L.M.; Potisek Talavera, M.d.C.; Chávez Simental, J.A. Starch and soluble protein concentration in tubers of Caladium bicolor at different phenological stages [Concentración de almidón y proteínas solubles en tubérculos de Caladium bicolor en diferentes etapas fenológicas]. Revista mexicana de ciencias agrícolas 2015, 6, 483–494. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, Q. Improving measurement of reducing sugar content in carbonated beverages using fehling’s reagent. Journal of Emerging Investigators 2020, 2, 1–6. [Google Scholar] [CrossRef] [PubMed]
- Zeng, F.-K.; Liu, H.; Liu, G. Physicochemical properties of starch extracted from Colocasia esculenta (L.) Schott (Bun-long taro) grown in Hunan, China. Starch - Stärke 2014, 66, 142–148. [Google Scholar] [CrossRef]
- Lin, Y.; Zhang, W.; Li, C.; Sakakibara, K.; Tanaka, S.; Kong, H. Factors affecting ethanol fermentation using Saccharomyces cerevisiae BY4742. Biomass and Bioenergy 2012, 47, 395–401. [Google Scholar] [CrossRef]
- Vieira, R.C.; De Farias Silva, C.E.; da Silva, L.O.M.; Almeida, R.M.R.G.; de Oliveira Carvalho, F.; dos Santos Silva, M.C. Kinetic modelling of ethanolic fermented tomato must (Lycopersicon esculentum Mill) in batch system: influence of sugar content in the chaptalization step and inoculum concentration. Reaction Kinetics, Mechanisms and Catalysis 2020, 130, 837–862. [Google Scholar] [CrossRef]
- Oh, K.; Kang, B.-U.; Park, J.-I. Improvement of Accuracy and Precision during Simple Distillation of Ethanol-Water Mixtures. World Journal of Chemical Education 2022, 10, 131–136. [Google Scholar] [CrossRef]
- Loi, N.V.; Binh, P.T.; Sam, V.K. Changes in physicomechanical, nutritional, and sensory indicators of taro tubers at different harvest times. Food Science and Technology 2023, 43. [Google Scholar] [CrossRef]
- Al-shibly, N.M.; Roushdy, M.M. Application of Submerged Fermentation for Production of Biobutanol from Colocasia esculenta (L.) Schott (Talas Liar) Peels. Egyptian Journal of Chemistry 2022, 65, 435–441. [Google Scholar] [CrossRef]
- Alcantara, R.M.; Hurtada, W.A.; Dizon, E.I. The nutritional value and phytochemical components of taro [Colocasia esculenta (L.) Schott] powder and its selected processed foods. Journal of Nutrition and Food Sciences 2013, 3, 1–7. [Google Scholar] [CrossRef]
- Hendek Ertop, M.; Atasoy, R.; Akın, Ş.S. Evaluation of taro [Colocasia Esculenta (L.) Schott] flour as a hydrocolloid on the physicochemical, rheological, and sensorial properties of milk pudding. Journal of Food Processing and Preservation 2019, 43, e14103. [Google Scholar] [CrossRef]
- Boahemaa, L.V.; Dzandu, B.; Amissah, J.G.N.; Akonor, P.T.; Saalia, F.K. Physico-chemical and functional characterization of flour and starch of taro (Colocasia esculenta) for food applications. Food and Humanity 2024, 2, 100245. [Google Scholar] [CrossRef]
- Acán Acán, Á.E. Effect of Temperature and pH on the Industrial Process for Bioethanol Production via Enzymatic Hydrolysis from Colocasia esculenta (Taro) [Efecto de la temperatura y pH sobre el proceso industrial para la obtención de bioetanol por hidrólisis enzimática a partir de Colocasia esculenta (Papa China)]. 2020.
- Madrigal-Ambriz, L.V.; Hernández-Madrigal, J.V.; Carranco-Jáuregui, M.E.; de la Concepción Calvo-Carrillo, M.; de Guadalupe Casas-Rosado, R. Physical and Nutritional Characterisation of Flour from the Tuber “Malanga” (Colocasia esculenta L. Schott) from Actopan, Veracruz, Mexico [Caracterización física y nutricional de harina del tubérculo de “Malanga” Colocasia esculenta L. Schott) de Actopan, Veracruz, México]. Archivos Latinoamericanos de Nutrición (ALAN) 2018, 68, 175–183. [Google Scholar]
- Luo, J.; Fang, Z.; Smith, R.L. Ultrasound-enhanced conversion of biomass to biofuels. Progress in Energy and Combustion Science 2014, 41, 56–93. [Google Scholar] [CrossRef]
- Karimi, M.; Jenkins, B.; Stroeve, P. Ultrasound irradiation in the production of ethanol from biomass. Renewable and Sustainable Energy Reviews 2014, 40, 400–421. [Google Scholar] [CrossRef]
- Jabeen, N.; Atif, M. Polysaccharides based biopolymers for biomedical applications: A review. Polymers for Advanced Technologies 2024, 35, e6203. [Google Scholar] [CrossRef]
- Subhedar, P.B.; Gogate, P.R. Intensification of Enzymatic Hydrolysis of Lignocellulose Using Ultrasound for Efficient Bioethanol Production: A Review. Industrial & Engineering Chemistry Research 2013, 52, 11816–11828. [Google Scholar] [CrossRef]
- Wang, D.; Ma, X.; Yan, L.; Chantapakul, T.; Wang, W.; Ding, T.; Ye, X.; Liu, D. Ultrasound assisted enzymatic hydrolysis of starch catalyzed by glucoamylase: Investigation on starch properties and degradation kinetics. Carbohydrate Polymers 2017, 175, 47–54. [Google Scholar] [CrossRef] [PubMed]
- Barati, Z.; Latif, S.; Müller, J. Enzymatic hydrolysis of cassava peels as potential pre-treatment for peeling of cassava tubers. Biocatalysis and Agricultural Biotechnology 2019, 20, 101247. [Google Scholar] [CrossRef]
- Nuwamanya, E.; Chiwona-Karltun, L.; Kawuki, R.S.; Baguma, Y. Bio-Ethanol Production from Non-Food Parts of Cassava (Manihot esculenta Crantz). AMBIO 2012, 41, 262–270. [Google Scholar] [CrossRef]
- Eleazu, C.; Eleazu, K.; Awa, E.; Chukwuma, S. Comparative study of the phytochemical composition of the leaves of five Nigerian medicinal plants. Journal of Biotechnology and Pharmaceutical Research 2012, 3, 42–46. [Google Scholar]
- Nikolić, S.; Mojović, L.; Rakin, M.; Pejin, D.; Pejin, J. Ultrasound-assisted production of bioethanol by simultaneous saccharification and fermentation of corn meal. Food Chemistry 2010, 122, 216–222. [Google Scholar] [CrossRef]
Figure 1.
Whole C. esculenta and its flour: with peel (A) and without peel (B).

Figure 2.
Diagram of bioethanol production from C. esculenta flour through enzymatic hydrolysis (conventional and ultrasound-assisted).
Figure 2.
Diagram of bioethanol production from C. esculenta flour through enzymatic hydrolysis (conventional and ultrasound-assisted).
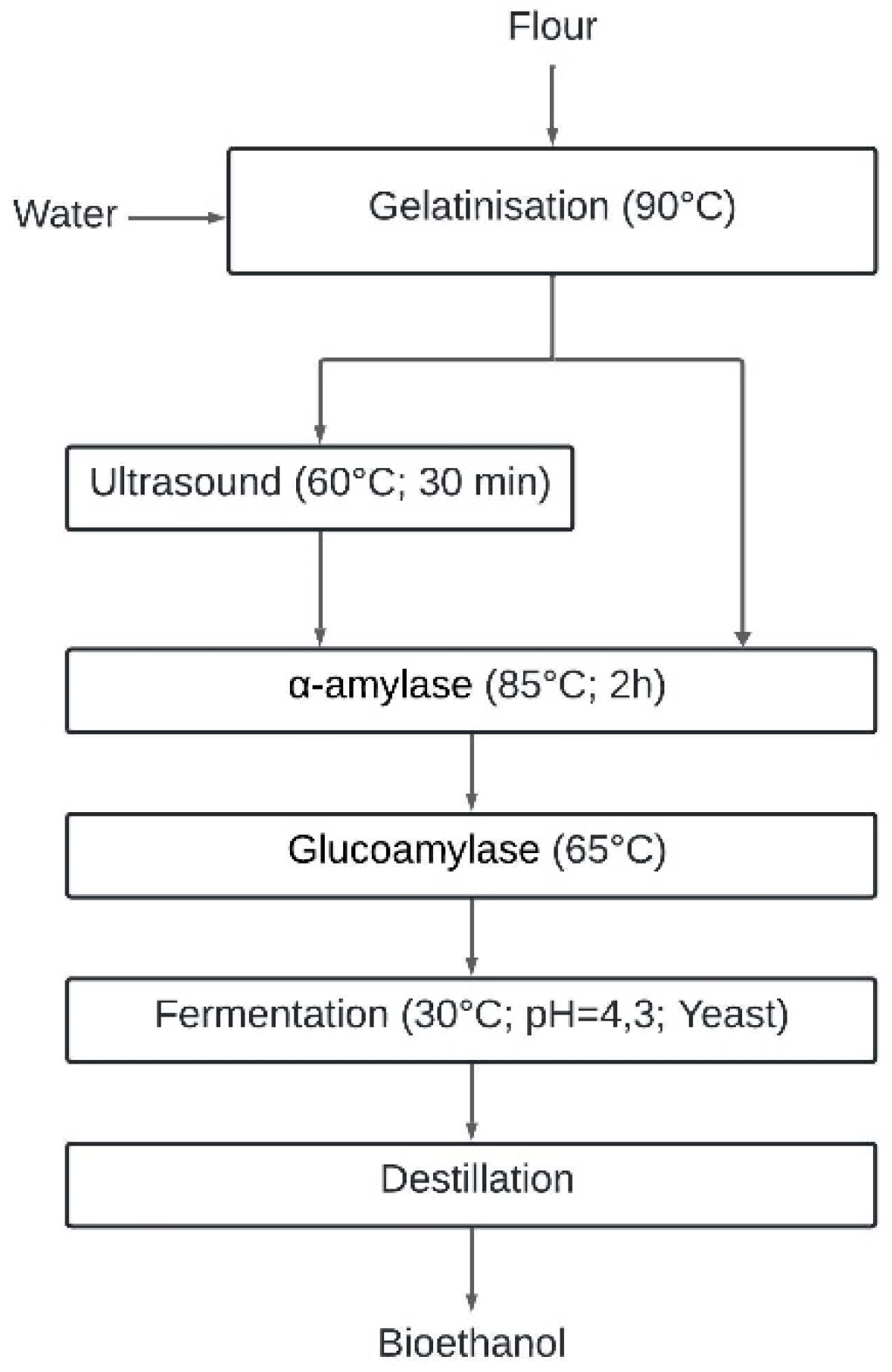
Figure 3.
Kinetics of sugar consumption in the fermentation of C. esculenta flour (WP and NP) with and without ultrasound treatment (US and NT, respectively).
Figure 3.
Kinetics of sugar consumption in the fermentation of C. esculenta flour (WP and NP) with and without ultrasound treatment (US and NT, respectively).
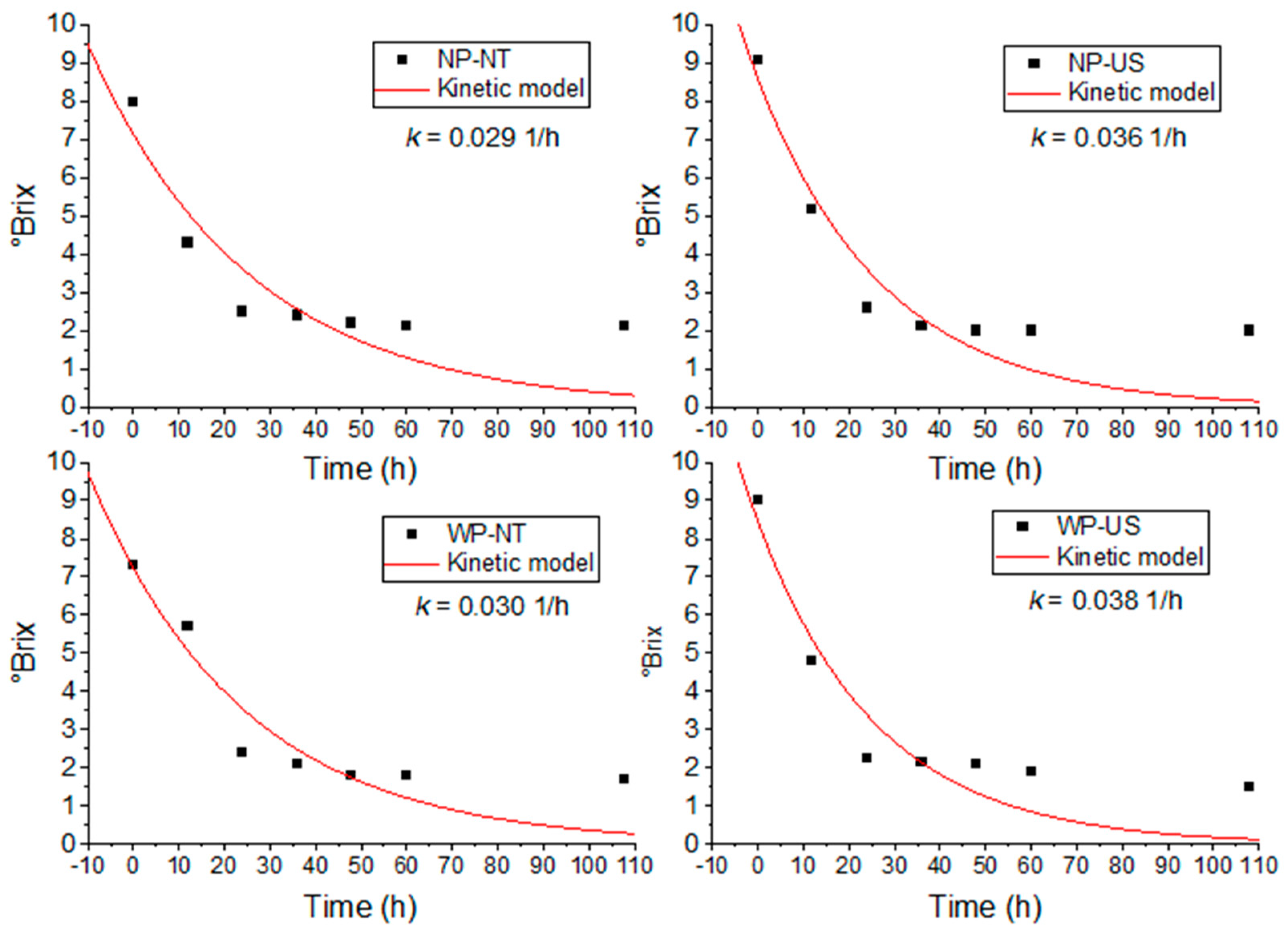
Figure 4.
Ethanol yield of the fermented samples of C. esculenta flour.


Table 1.
Standards used for the determination of the main physicochemical properties C. esculenta flour.
Table 1.
Standards used for the determination of the main physicochemical properties C. esculenta flour.
| Parameter | Standard |
|---|---|
| Moisture | AOAC 934.01 |
| Ash | AOAC 942.05 |
| Crude fat | AOAC 920.39 |
| Crude fibre | AOAC 962.02 |
| Total amino acids | AOAC 994.12 |
| Total carbohydrates | AOAC 979.12 |
| Crude protein | AOAC 984.13 |
Table 2.
Principal physical and chemical parameters determined for both C. esculenta flour samples.
| Parameter (%) | NP | WP |
|---|---|---|
| Moisture | 6.31±0.13 1 | 6.61±0.13 |
| Ash | 5.56±0.10 | 6.33±0.14 |
| Crude fat | 5.83±0.23 | 5.91±0.06 |
| Crude fibre | 2.65±0.61 | 4.21±0.44 |
| Total amino acids | 1.60±0.00 | 1.39±0.00 |
| Total carbohydrates | 0.05±0.00 | 0.06±0.00 |
| Crude protein | 7.93±0.8 | 8.71±0.21 |
| Starch | 21.7±1.55 | 14.8±0.53 |
1 Results are expressed as mean value ± standard deviation (n=3).
Table 3.
Reducing sugar content of hydrolysed samples for both methods (mg/L).
| Process | NP | WP | ||
|---|---|---|---|---|
| Gelatinisation | 502.8b* | 503.4b | 553.2a | 552.6a |
| NT | US | NT | US | |
| α-amylase | 633.8c | 698.7b | 632.9c | 738.0a |
| Glucoamylase | 824.4c | 1016.2a | 957.4b | 1017.8a |
* Different letters in the row indicate significant differences according to the analysis of variance and Tukey’s test (p <0.05).
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



