Submitted:
01 January 2025
Posted:
03 January 2025
You are already at the latest version
Abstract
Dimethyl sulfide (DMS), a low-boiling compound generated during barley germination and wort cooking from the conversion of its main precursor S-methylmethionine (SMM), a functional biomolecule, is detrimental to beer flavor. Vigorous and prolonged boiling, a time-consuming and energy-intensive process, is required to decrease the content of SMM and the released free gaseous DMS. The standard model assumed wort temperature and pH as the limiting factors of the SMM conversion reaction. The purpose of this study was to assess the specific effect of hydrodynamic cavitation (HC) on the SMM conversion rate in pilot-scale experiments of brewer’s wort boiling. While the standard model was further validated, for the first time the SMM conversion rate was shown to be significantly affected by HC processes. The SMM half-life was reduced by up to 70% and sensitive to HC regimes. The intensification of the SMM conversion reaction could be attributed to the HC-based generation of hydroxyl radicals. Other wort processes unfolded in compliance with standard specifications, such as the removal of free gaseous DMS, the isomerization of hop alpha-acids, and the change in wort color. Evidence supports HC for a substantial reduction in process time and energy consumption in the brewer’s wort boiling step.
Keywords:
Beer
; Brewer’s wort
; Dimethyl sulfide
; Hydrodynamic cavitation
; Off-flavor
; Reaction intensification
; S-methylmethionine
1. Introduction
Dimethyl sulfide (DMS), the simplest thioether, is a sulfurous, organic chemical compound with a chemical formula of (CH3)2S [1]. Highly volatile due to its low boiling point (38°C) [2], it is in gaseous state in brewer’s wort, which is processed in a temperature range from 30-45°C up to 78°C during mashing and up to the boiling point (about 101°C) during hopping [3]. With odor and flavor concentration threshold in beer in the range 30 to 60 μg/L [4], DMS is generally detrimental to beer quality, although higher levels are acceptable in lager than ale style [5].
The chemical pathways leading to the generation of DMS in brewer’s wort have long been known. Since at least 1979, S-methylmethionine (SMM) was identified as the dominant precursor of DMS in malt [6]. SMM, with a chemical formula of (CH3)2S+CH2CH2CH(NH3+)CO2−, is a sulfur ylide with three covalent bonds, which are formed by the sulfur atom, and is a typical derivative of the essential amino acid methionine [7]. A very hydrophilic functional biomolecule and also known as vitamin U, SMM showed efficacy for skin protection and wound healing, hepatoprotection and protection of the digestive tract; its main natural sources are raw cabbage, certain green vegetables, and green malt [8].
SMM is a heat-labile compound, whose half-life in conventional brewing was established to depend on wort temperature and pH [9], according to the first-order reaction model represented in Equation (1), which still holds few decades after its discovery:
where CSMM is time-dependent SMM concentration (μg/L), t is time (minutes), and k describes the temperature- and pH-dependent reaction rate (min-1). Based on Equation (1), SMM half-life can be described by Equation (2):
where HLSMM is SMM half-life (minutes).
Original experiments aimed at determining HLSMM [9], and later experiments focused on the reaction rate k [4], showed accurate consistency. In particular, the dependence of the SMM conversion reaction (speed and half-life) on the levels of pH at any given temperature, and on temperature at any given pH, within the respective usual ranges for brewer’s wort processing, were quantitatively established and found to be independent of temperature and pH, respectively.
The conversion reaction of SMM into DMS was described as a nucleophilic substitution reaction by hydroxyl groups ∙OH from water molecules during heat processing [10], leading to the hydrolysis of the carbon–sulfide bond and the release of protons from the sulfur atom [7]. Since the content of hydroxyl groups in water increases with pH, also k increases with pH and consequently HLSMM decreases.
Free gaseous DMS can be generated from residual SMM also during beer storage due to the exposure to heat and light [5], thus it is advisable that the total DMS content (sum of SMM and free DMS) at the end of wort cooking and before fermentation is held below approximately 100 μg/L [4,11]; however, also based on personal experience, in industrial breweries such threshold is generally fixed around a more conservative level of 60 μg/L. To achieve such target for total DMS content, besides the effective conversion of SMM, free DMS should also be effectively removed from brewer’s wort, which is usually accomplished by vigorous boiling around the temperature of 101°C for a time of 60 to 90 minutes [12]. Free DMS should be rapidly and effectively removed during wort cooking also to prevent its later reforming from the oxidized form DMSO during fermentation, through metabolic reduction by brewer’s yeast [11], lead to excessive accumulation of free DMS in the end product. In turn, DMSO is generated from DMS itself during the malt kilning process. This explains the conservative approach by industrial breweries with the threshold of total DMS at the end of wort cooking.
Effective inhibitors of off-flavor compounds in certain heat-treated vegetable beverages were successfully tested, such as phenolic acids, polyphenols, vitamins, and especially the enzyme glucose oxidase, which stabilized SMM by means of the reduction in the content of hydroxyl groups and the protonation of SMM, as well as the oxidation of free DMS by means of hydrogen peroxide produced with gluconic acid [13]. However, such additives would substantially change pH, glucose content, and sensorial properties, and are not permitted for the use in brewer’s wort.
A recent study used hydrodynamic cavitation (HC), a well-known reaction intensification technique whose nature and details are presented in Section 2, to treat brewer’s wort at the pilot scale according to a structured design of experiments, and found a substantial acceleration of hop alpha-acids isomerization over conventional heat treatment, so much that sufficient isomerization was achieved with HC processing for 90 minutes at the temperature of 90°C [14]. However, other qualitative parameters of the brewer’s wort, such as total DMS and color, did not comply with standard specifications, requiring further heating to 100°C followed by boiling for 10 minutes at 100°C. Although a lower level of total DMS was achieved in the HC experiment compared to conventional heat treatment (both at the temperature of 90°C for 90 minutes), this topic was overlooked as the study focused on the isomerization of hop alpha-acids.
Past studies showed remarkable advantages of HC-based processing of brewer’s wort both in the mashing and boiling steps, including early saccharification and accelerated isomerization of hop alpha-acids [3], the extraction of further bioactive compounds from hops [15], and the possibility to achieve very low gluten content or gluten-free beer from a 100% barley malt recipe [16].
This study was aimed at retrospectively analyzing and discussing the results of recent experiments performed at the pilot scale, with two primary purposes: further validating the standard model for the SMM conversion reaction and, as the main focus of this study, to investigate, for the first time, the effect of HC processes on the kinetics of the SMM conversion reaction in brewer’s wort compared to the standard model. Secondary objectives were the analysis of the removal rate of free DMS and the pattern of total DMS content, the isomerization rate of hop alpha-acids, and the change of wort color, to assess the compliance of wort properties after HC processes with standard specifications.
2. Hydrodynamic Cavitation
Cavitation in liquid media is a multiphase phenomenon consisting in the generation, growth and quasi-adiabatic collapse of vapor-filled bubbles under an oscillating pressure field, resulting in pressure shockwaves (up to 1000 bar), hydraulic jets, extreme local temperatures (up to thousands of K), and the formation of free radicals, in particular hydroxyl groups [17,18].
HC, obtained either by circulating a liquid through static constrictions of various geometries, or by special immersed rotary equipment, is the only fully scalable technological solution, and showed outstanding effectivity and efficiency for food processing, process intensification and extraction of natural products, besides plenty of other applications [19,20].
With static HC reactors, the simplest representation of cavitation regimes is given by the cavitation number (σ), derived from Bernoulli’s law and shown in Equation (3):
where p2 is the recovery pressure downstream the throat (Pa), psat is the saturation vapor pressure of the liquid (Pa); ρ is the liquid density (kg⋅m-3); u is the flow velocity through the throat (m⋅s-1) [21].
Cavitation intensity increases with decreasing cavitation number until the limit of chocked cavitation, with a remarkable increase in the number of cavities that fill the downstream zone of the reactor and reduce the cavitational effects by coalescing and damping the energy released by the neighboring cavity collapse [22]. In distilled water, the range 0.1<σ<1 corresponds to developed cavitation [23].
Cavitation can occur also around the impeller of a centrifugal pump, and can be described by the usual cavitation number as in Equation (1) [24], where the velocity term u is assumed as the peripheral velocity of the impeller. For most practical applications of HC processes performed under atmospheric pressure, the recovery pressure term p2 can be assumed equal to the atmospheric pressure (on average, 1 bar at sea level) for both the throat and the pump impeller cavitation zones [25].
Static HC reactors, such as Venturi or orifice constrictions, were shown to outperform rotation reactors, especially in full-scale applications [26,27], with static reactors showing increasing efficiency with size, due to the reduction in pressure and energy requirements to achieve the same flow speed [28]. With static reactors, σ can easily be controlled through the u quantity, just changing the geometry of the reactor itself, or the frequency of the pump used to circulate the liquid or the mixture, which changes the operating point, thus the head and the discharge, and consequently the flow velocity through the throat. Moreover, all else being equal, σ changes also with the temperature of the circulating medium, due to the temperature dependence of the quantities psat and ρ.
HC-based technologies and related methods appear on the verge of widespread industrial uptake, with plenty of opportunities related to the unrivaled intensification of chemical, physico-chemical and biochemical reactions, and residual obstacles due to insufficient technological and process standardization, cultural resistance, and the cost barrier for technological implementation [29].
3. Materials and Methods
3.1. HC Device
The HC device consisted of a closed hydraulic circuit of total volume around 230 L, equipped with a centrifugal pump with a closed impeller of diameter 200 mm, reference speed of 2930 rpm at the frequency of 50 Hz, and operating point: flow of 48 m3/h, head of 47.4 m, power of 9.63 kW, efficiency of 64.38% (model RD 50-20, Salvatore Robuschi e C. S.r.l., Parma, Italy). Moreover, a custom-made electronic control panel including a 15 kW inverter to regulate the power frequency (model FRN0029E2S-4E, Fuji Electric, Suzuka, Japan), an inline tank with inlet and outlet connections, a Venturi-shaped HC reactor with circular section as the key components, with electricity as the only energy source. All the parts in contact with the circulating brewer’s wort were made in food-grade stainless steel. The device was qualitatively similar to the one described in previous studies [3].
The pump impeller transferred mechanical energy to the brewer’s wort, in turn converted by friction into heat during the process. No active control of the heating rate was used, and only partial thermal insulation was set up, which affected the wort heating rate. Preliminary trials were performed with pure water, aimed at an approximate assessment of the sensible heat loss; tuning the frequency through the inverter in order to change the power supplied by the pump impeller to the circulating liquid until the temperature was stabilized at different levels, the sensible heat loss was assessed as a function of temperature as in Equation (4):
where HLOSS is the sensible heat loss rate (W) and T is the temperature (°C). Notably, at the temperature of 94°C, HLOSS was about 1700 W, or 30 to 50% of the power consumed by the pump operating at the allowed frequency for the temperature of 94°C (33 to 40 Hz, due to excessive foaming).
Absorbed power and energy consumption, in the form of electricity supplied to the centrifugal pump, were measured by means of a three-phase digital power meter, power resolution 1 W, energy resolution 10 Wh, accuracy according to the norms EN50470-1: 2006 and EN50470-3: 2006 (model OR-WE-517, ORNO, Gliwice, Poland).
The velocity term u in Equation (3) for the cavitation number in the Venturi-shaped reactor zone was calculated based on the absorbed power measured by the digital power meter, which is univocally related to a specific head and discharge according to the pump characteristic curves, for any given level of the frequency set through the inverter, according to the Equation (5):
where Q is the discharge (m3⋅s-1)and D is the throat diameter (m).
The velocity term u in Equation (3) for the cavitation number in the pump impeller zone, equal to the peripheral velocity of the impeller, was calculated based on the frequency set through the inverter, which is proportional to the rotation speed of the impeller, and the impeller diameter.
Figure 1 shows a simplified layout of the HC device and a picture of the actual equipment.
Figure 2 shows the layout of two static circular Venturi-shaped reactors used in HC trials, which had been previously designed for the assessment of the sensitivity of brewing performances on reactor geometry.
3.2. Brewer’s Wort Boiling Trials
Brewer’s wort boiling trials were performed using clear wort resulting after mash-out, separation and sparging, produced by a medium-size craft brewery, at a site located 500 m a.s.l., where the average atmospheric pressure was about 0.951 bar (95,100 Pa), which was the level assumed for term p2 in Equation (3). The malt used by the craft brewery to produce the clear wort was BEST Pilsen (P.A.B. S.r.l., Pasian di Prato, Udine, Italy). Hops used in the HC experiments was Saaz Shine (P.A.B. S.r.l., Pasian di Prato, Udine, Italy), with alpha-acids content of 4±1%. In HC trials, a food-grade anti-foam product (FD20Pk, P.A.B. S.r.l., Pasian di Prato, Udine, Italy) was used to reduce foaming and avoid the suppression of cavitation processes.
Clear wort was inserted in the specific device, either the operational craft brewery boiling kettle or a separate simplified boiling kettle for the standard trials with heat treatment only, or the HC device, and immediately processed.
Table 1 shows a few basic features of the performed brewer’s wort boiling trials, such as wort initial volume, initial sampling temperature, initial Plato degree, and overall process time. For each HC trial, 200 g of hops were inserted at the temperature of 80°C, as well as the anti-foam product, generally in the amount of 2 mL at the temperature of 83°C.
3.3. SMM Conversion Reaction Model
The standard model for SMM conversion into free DMS was built upon the first-order reaction model represented in Equation (1), which is represented again in Equation (6) in a discrete form, expressing SMM concentration at time t as a function of SMM concentration at the previous time step t -Δt:
where Δt is the time step (minutes), assumed as 3 minutes, and HLSMM (minutes) is a function of temperature T and pH of the wort. The latter function can be derived based on data shown in previous studies [4,9], as described in Equation (7):
where T is temperature (°C) at time t, is the average temperature between times t -Δt and t, and the coefficients assume the following values: c1=-3243663.244; c2=32566378.970; c3=-77199185.207; c4= -0.1155. Due to quadratic interpolation, an upper limit of 4,495,717.26 was set on the trinomial in brackets on the right side of Equation (7), which is the numerical value of the same trinomial corresponding to a pH level of 4.9. The term pH in Equation (7) was also a function of time, as it usually changed during wort boiling, in particular decreasing, with the wort becoming more acidic.
Deviations of the model for SMM conversion into free DMS due to cavitation effects were assessed by simply scaling the term HLSMM with a specific factor for each HC trial. The latter factor was assessed based on a visually acceptable fit with the SMM content data, without a specific statistical processing due to changing conditions during the trials.
3.3. Sampling and Analyses
For each trials, samples were collected in sterile bottles with volume of 1 L, at the initial time and at different process times. Each sample was immediately processed in a blast chiller, and stored at −20 °C until analysis. Analyses were performed by a laboratory accredited by Accredia, The Italian Accreditation Body (https://www.accredia.it/en/, accessed on 31 December 2024; laboratory No. 0754), complying with standards UNI CEI EN ISO/IEC 17025:2018 and ISO 9001. All reagents were of analytical grade.
Free DMS and total DMS were measured by means of a Headspace-Gas Chromatography-Mass Spectrometry (HS-GC-MS) method, which was described in detail and experimentally validated in a previous study [11]. SMM, as the DMS precursor, was assessed as the difference between total and free DMS.
Determination of fructose, glucose and its oligomers up to degree of polymerization 7 was performed using HPLC in solvent gradient and evaporative light scattering detector (ELSD) detector. All the details of the used method are available in a previous study [30].
All the other wort quantities were measured according to official methods set by the European Brewery Convention (EBC, https://europeanbreweryconvention.eu/, accessed on 31 December 2024):
- Plato degree: measurement of the specific weight using a densimeter and conversion to Plato degrees using a formula derived from the Goldiner/Kampf tables [31]. Reference: ANALYTICA EBC 8.3/2004;
- pH: measurement at 20°C with a potentiometric method. Reference: ANALYTICA EBC 8.17/1999;
- Bitterness: determination in units of International Bitterness Unit (IBU) by extraction with trimethylpentane and spectrophotometric reading in the ultraviolet. Reference: ANALYTICA EBC 8.8/2004.
- Color: measurement of the wort color on the EBC scale, performed using a spectrophotometric method after filtration. Reference: ANALYTICA EBC 8.5 / 2000;
- Free amino nitrogen (FAN): determination with colorimetric reading by spectrophotometer and ninhydrin. Reference: ANALYTICA EBC 8.10.1/2015;
- Viscosity: determination with a falling-ball microviscometer. Reference: ANALYTICA EBC 8.4/2004;
- Beta glucans: determination of high molecular weight beta glucans with R-Biopharm kit (R-Biopharm Italia Srl, Melegnano, Italy) and colorimetric reading with spectrophotometer. Reference: ANALYTICA EBC 4.16.3/2005;
4. Results
4.1. SMM and DMS in Standard Trials
Figure 3 shows the results of brewer’s wort boiling trials STD1 and STD2, aimed at checking the standard model for the SMM conversion reaction, as represented in Equation (6) and Equation (7). Conservatively, the concentration levels shown for the considered quantities did not take into account the water evaporation occurred during the trials (assessed between 1.5% and 4.5% based on change in Plato degree), i.e., only directly measured data are shown.
The results for trial STD1, performed according to the operational brewery’s boiling practice including strong agitation, show that the evolution of SMM concentration strictly followed the standard model, as well as free DMS was effectively removed from the boiling wort after the boiling temperature of 100°C was achieved.
The results for trial STD2, performed in a separate kettle with little or no stirring, up to the temperature of 95°C, again show that the evolution of SMM concentration strictly followed the standard model. In this case, no effective removal of free DMS from the wort was observed, thus the total DMS content changed very little during the process.
4.2. SMM and DMS in HC Trials
Figure 4 shows the results of brewer’s wort trials performed with the HC device. Conservatively, the concentration levels shown for the considered quantities did not take into account the water evaporation occurred during the trials (assessed between 3% and 10% based on change in Plato degree), i.e., only directly measured data are shown.
The peak temperature in HC trials could not exceed 94.4±0.4°C, likely due to a balance between the power supplied by the pump to the circulating mixture, on the one hand, and the loss of sensible heat and latent heat of evaporation on the other hand. As was stated in Section 3.1, at temperatures around 94°C, the maximum allowed frequency set through the inverter was in the range 33 to 40 Hz due to excessive foaming, which limited the power supplied by the pump.
While all HC trials showed a remarkable intensification of the SMM conversion reaction, trials with the greatest reduction in SMM half-life (trials HC2, HC5 and HC6) were performed without a Venturi-shaped reactor, i.e., the only cavitation zone occurred in correspondence of the pump impeller, at least until a process temperature of 94°C, with the cavitation number decreasing from approximately 0.13 to 0.06 during wort heating up to the respective peak temperature levels. Notably, the reduction in SMM half-life was practically identical (around 70%, i.e., SMM half-life multiplied by 0.3, or reaction rate increased by about 3.3 times) across the latter trials, despite the wide range of initial contents of SMM and total DMS, corresponding to different levels of the Plato degree, thus of original gravity, and viscosity. These trials were comparable also regarding the passes of the entire volume through the cavitation zone, at least during the first 60 minutes of each process.
Trial HC6 showed a peculiar SMM pattern, with the SMM content initially decreasing very fast, followed by a temporary interruption of the decreasing trend (15 to 43 minutes of process time), and eventually following the modified curve until the onset of the rest phase (90 to 120 minutes of process time), which was introduced in the attempt to reduce the energy consumption. The temporary interruption of the SMM content trend could be attributed to the excessive foaming issue experienced in that phase of the trial H6, likely due to the high original gravity of the wort, which was fixed by inserting a further amount of the anti-foam product.
The effect of cavitation on the SMM conversion rate also arises based on the evident slowdown or discontinuation of the decrease in SMM content after the onset of the rest phases, such as in trials HC4 (from 60 to 120 minutes of process time, no recirculation), HC5 (from 80 to 140 minutes of process time, very slow recirculation), and HC6 (from 90 to 120 minutes of process time, very slow recirculation). Moreover, across the trials performed with a Venturi-shaped reactor, the SMM content initially followed the standard model in trials HC3 and HC4, but not in trial HC1. The most evident differences among such trials were the higher levels of the cavitation number in the impeller zone (HC3) or in the Venturi reactor zone (HC4) compared to HC1.
The removal of free DMS, generated because of SMM decomposition, was very effective at any temperature in trial HC1, which used two cavitation zones, both with low levels of the cavitation number. It was fairly effective at any temperature in trial HC3, which used two cavitation zones with low levels of the cavitation number in the Venturi reactor zone, and in trial HC2, which used only the cavitation zone around the pump impeller. The removal of free DMS was rather ineffective at the lower temperature levels and especially during the rest phases in the other trials, while at the higher temperature levels and with both cavitation zones active, it was fairly effective in trials HC4 and HC5 with relatively high levels of the cavitation number, and very effective in trial HC6 with lower levels of the cavitation number.
4.3. Other Wort Properties in Selected HC Trials
Few other properties of the brewer’s wort were measured for the trials showing the greatest intensification of the SMM conversion reaction (greatest reduction in SMM half-life), i.e., trials HC2, HC5 and HC6. Table 2 shows the IBU levels, the assessment of hop alpha-acids utilization, and the wort color. Other parameters, such as free amino nitrogen (FAN), total and specific sugars, beta-glucans, and viscosity, were practically unaffected by HC processes.
The initial IBU levels, as high as 7.0±0.1 for trial HC6, were due to residual hop from previous brewing sessions in the brewery’s kettle, which conferred some bitterness to the wort used for the HC experiments. The hop utilization was affected by large uncertainties due to the uncertainty of the alpha-acid content of the used hops (4±1%); however, trial HC2 appeared to have achieved a higher utilization rate, and substantially earlier compared to trials HC5 and HC6.
Wort color significantly increased in all the considered trials, despite relatively large uncertainties. About trial HC2, which showed the lowest increase, it should be noted that the sampling was performed before the onset of boiling at the temperature of 94°C, while sampling for trials HC5 and HC6 was performed near the end of the boiling phase at the temperatures of 94.8°C and 94.5°C, respectively.
5. Discussion
The first important result of this study was the successful validation of the standard model of the SMM conversion reaction [4,9], as presented in Section 4.1, which allowed to confidently assess the effect of the HC processes.
Based on the results presented in Section 4.2, the SMM conversion reaction was shows to be remarkably intensified by cavitation processes to an extent quite sensitive to HC process parameters, in particular to the cavitation number in the pump impeller or Venturi reactor zones. Cavitation number levels greater than 0.13 in any of those zones appeared to completely suppress the intensification effect, while the presence of two cavitation zones, even with low levels of the cavitation number, damped the intensification effect.
Within the limits of this retrospective study, the optimal setting for the intensification of the SMM conversion reaction, by as much as a factor of 3.3 for the reaction rate k shown in Equation (1), or a reduction by 70% of the SMM half-life shown in Equation (2), was the simple recirculation of the brewer’s wort through the centrifugal pump, provided that the level of the cavitation number in the pump impeller zone was within the range of 0.07 to 0.13, such as in trials HC2, HC5 and HC6.
As anticipated in Section 1, the conversion reaction of SMM into DMS was described as a nucleophilic substitution reaction by hydroxyl groups from water molecules during heat processing [10], leading to the hydrolysis of the carbon–sulfide bond and the release of protons from the sulfur atom [7]. Beyond temperature, the reaction rate is controlled by water pH, as the content of hydroxyl groups in water increases with pH. This framework offers a mechanism to explain the effect of cavitation on the intensification of the SMM conversion reaction, i.e., due to the excess generation of hydroxyl groups. Indeed, as anticipated in Section 2, the collapse of the cavitation bubbles generates intense hydraulic jets, shockwaves, and highly reactive species, the latter being, in aqueous liquids, ∙OH, H∙, and H2O2 [32].
The HC-based generation of such hydroxyl groups ∙OH could be the main mechanism of intensification of the SMM conversion reaction. On the other hand, due to the very hydrophilic nature of SMM, this molecule could not migrate into the vapor-filled cavitation bubbles, contrary to hydrophobic substances that could undergo pyrolytic disintegration processes. Residing in the bulk aqueous environment, SMM molecules could practically react only with residual ∙OH radicals created by the splitting of water molecules enhanced by cavitation processes, which did not react with other molecules at the gas-liquid interface [33].
A mathematical model was developed to simulate the global production of hydroxyl radicals in pure water, based on a set of differential equations that account for the hydrodynamics, mass diffusion, heat exchange, and chemical reactions inside the cavitation bubbles generated by HC inside a Venturi-shaped reactor [22]. The model was successfully validated against the degradation of p-nitrophenol, whose rate is proportional to the content of hydroxyl groups. The model results confirmed and quantified the theoretical prediction that increasing inlet pressure, i.e., increasing flow rate and decreasing cavitation number, leads to premature collapse of the cavitation bubbles, thus less violent collapse events and lower specific generation of ∙OH groups, with relative differences in the specific generation rate levels (number of ∙OH molecules generated per collapsing bubble) spanning up to more than two orders of magnitude (roughly, from 5⋅1010 to 7⋅1012 molecules/bubble). However, a lower cavitation number also leads to a higher bubbles generation rate, resulting in a non-monotonic relationship between inlet pressure (cavitation number) and overall generation of ∙OH molecules. Within the limits of cavitation regimes, the range of relative differences in the global production rate of hydroxyl radicals as a function of inlet pressure (or cavitation number) was smaller than the range applicable to the specific production, but still up to one order of magnitude. Thus, it is very likely that, for a given temperature, the content of ∙OH groups in a liquid medium undergoing continuous cavitation increases by substantially more than one order of magnitude compared to heat treatment alone.
A later study further confirmed the sensitivity of the global generation rate of ∙OH radicals in a Venturi-shaped HC reactor on the inlet pressure (cavitation number), even larger than previously predicted (up to roughly three orders of magnitude), as well as further remarkable sensitivity to the geometrical features of the Venturi reactor [34]. For a simple circular Venturi reactor, with geometrical features quite similar to the ones used in this study, a weak local peak generation rate of ∙OH radicals was found at the inlet pressure of 4 bar, and a substantially higher generation rate at the inlet pressure of 6 bar, further showing the non-monotonicity of the considered dependence.
The above considerations further substantiate the hypothesis that the HC-based increased generation of ∙OH molecules is a major mechanism leading to the intensification of the SMM conversion reaction.
It was shown that, in the case of aqueous mixtures including dissolved solids up to the concentration of 10%, the presence of solid particles generally increases the cavitation efficiency, measured by the vapor content (increase up to about 5%), and in particular the bubbles generation rate [35]. The main mechanisms were identified in the creation of further cavitation nuclei and in the increase of slip velocity and turbulent kinetic energy, also finding that the range of average diameter of solid particles promoting cavitation decreased with increasing concentration. However, with the increase of the load of soluble extractives with Plato degree (original gravity), viscosity also increased, as shown in Table 1. Liquid viscosity is an important parameter in the equations of all cavitation models [36], and a recent study offered a direct observation of pressure shockwaves generated after bubble collapse, as a function of liquid viscosity [37]. The pressure peak and energy of the primary shockwave decreased very fast with increasing viscosity at a certain distance from the bubble center and attenuated faster with distance, and the shockwave front thickened, thus decreasing the highly relevant pressure gradient. The authors suggested that, with increasing viscosity, most of the energy of the first collapsing bubbles is transferred to the rebound cavitation bubble, thus in high viscosity liquids, more primary bubbles should be generated, producing shorter life and weaker shockwaves, to transfer as much energy as possible to rebound cavitation bubbles and at least partially preserve the cavitation effects.
Based on the above evidence, with increasing Plato degree and viscosity of the brewer’s wort, at any specific level of the cavitation number, the production rate of cavitation bubbles is likely to increase, which could compensate for the decreasing intensity of bubble collapse. Indeed, this seems to be the case, based on the evidence pointed out in Section 4.2, that the reduction in SMM half-life was practically identical across trials H2, H5 and H6, despite remarkably different viscosity levels. In turn, this would mean that the generation rate of hydroxyl groups did not decrease with increasing gravity or viscosity. The latter considerations further reinforce the hypothesis that the generation of ∙OH molecules is the main mechanism by means of which HC processes intensify the SMM conversion reaction.
The above discussion also allows explaining the remarkable sensitivity of the degree of intensification of the SMM conversion reaction on the level of the cavitation number, which arose especially in trials HC1, HC3 and HC4, based on the different global production of ∙OH radicals. Results achieved in trial HC1, with levels of the cavitation number in the pump impeller zone very similar to trials HC2, HC5 and HC6, could also be explained based on the lower levels of the cavitation number in the Venturi reaction zone (0.09 to 0.04).
A closer look at trial HC1, shown in Figure 4(a), allows to identify two distinct SMM patterns: a steeper decrease in SMM content up to about 54 minutes of process time, when the cavitation number in the Venturi reactor zone was greater than 0.07, followed by a slower decrease when the cavitation number in the same zone further decreased down to the level of 0.04, which could have even triggered a chocked cavitation regime with effectively inhibition of bubble collapse and generation of ∙OH radicals. This consideration could be relevant for further optimization, as it was shown in Section 4.2 that the presence of both cavitation zones was favorable for the removal of free DMS, likely due to enhanced turbulence in the circulating wort. Indeed, constraining the levels of the cavitation number in both zones within an optimal range for the intensification of the SMM conversion reaction, such as 0.13 to 0.07, could also be quite effective for the removal of free DMS. This way, and avoiding any apparently useless rest phases, both SMM and free DMS, thus total DMS, could be reduced until achieving compliance with standard specifications faster and with substantially lower energy consumption. This is suggested as a topic of further fundamental and industrial research.
Finally, it can be argued that hydroxyl radicals generated by cavitation events could be effectively scavenged by the reaction with SMM molecules, leaving fewer of them for the oxidation of brewer’s wort. Although this consideration deserves further research for proper confirmation, it would explain why both in the considered experiments and in previous ones, brewer’s wort was never found in an oxidized state.
It is worth noting that the target for total DMS, fixed at the level of 60 μg/L, was achieved in all the considered HC trials, relatively faster (about 90 minutes) in trials whose initial total DMS level was lower, and in particular in HC1, showing intermediate intensification of the SMM conversion reaction and very effective removal of free DMS, and in trial HC2, showing the maximum intensification of the SMM conversion reaction and fairly effective removal of free DMS. Notably, trial HC6, starting with much higher levels of total DMS and SMM, achieved the total DMS target more than 30 minutes earlier than trial HC5 despite practically identical intensification of the SMM conversion reaction, due to the more effective removal of free DMS during the final boiling phase up to about 94°C, and the shorter rest period that limited the accumulation of free DMS.
A relevant question is whether the brewer’s wort, once complying with standard specifications for total DMS, also complies with other quality standards.
Based on data presented in Section 4.3 and Table 2 for trails showing the greatest intensification of the SMM conversion reaction, i.e., HC2, HC5 and HC6, the hop utilization rates, as a measure of the effectiveness of the hop alpha-acids isomerization reaction, were affected by large uncertainties due to the original uncertainty on the content of hop alpha-acids, spanning a range from 45±17% to 62±27%. However, hop utilization rates could have been even higher than in previous experiments using HC processes [3], where they did not exceed 35%. Such a difference could be preliminarily attributed to the higher levels of the cavitation number used in previous experiments. Overall, the achieved results on hop utilization rate complied with brewery’s standard specifications, and confirmed recent results about the HC effect on the acceleration and intensification of the isomerization of hop alpha-acids at substantially sub-boiling temperatures [14].
While process temperatures were practically identical across the considered trials, the main process differences that could explain the higher hop utilization in trial HC2 were the following:
- The original gravity (HC2<HC5<HC6), with high gravity found to hinder the hop alpha-acid isomerization process [38];
- pH levels, which were slightly higher in trial HC2 than HC5 or HC6, with the isomerization reaction rate increasing with pH level [38];
- As reported in Section 4.2, trial HC6 was affected by an excessive foaming issue in its early phase, which hindered the cavitation processes as also shown for the effect on the evolution of the SMM content;
- The onset of a rest phase in trial HC5 that started after 80 minutes of process time, which very likely hindered the isomerization of alpha-acids.
Based on data presented in Section 4.3 and Table 2, the change of wort color index during HC trials HC2, HC5 and HC6, complied with the figures recently shown by Štěrba et al. for other wort boiling experiments involving HC processes and deemed in compliance with standard specifications [14], with particular regard to the overall increase by about 5 EBC points in trials HC5 and HC6. Notably, such increases occurred between the starting point and the end (HC5) or near the end (HC6) of the trials, and in trial HC5 most of the increase in color index occurred after the end of the rest phase. Due to the practical uselessness of the rest phase, this result could have been safely achieved substantially earlier, such as after 140 min of process time. A similar consideration holds for trial HC6, which underwent a shorter rest phase of 30 minutes. The result shown for trial HC2, i.e., a color index increase by about 2 EBC points, complies with the intermediate result achieved for trial HC5, as the sampling during the trail HC2 was performed at the end of the heating phase and before the onset of boiling around the temperature of 94°C.
As already stated in Section 4.3, other wort parameters, such as FAN, total and specific sugars, beta-glucans, and viscosity, were practically unaffected by HC processes.
Scaling up the HC device to a full industrial production capacity equipment would be straightforward, as also recently shown for a similar technological setup aimed at processing forestry by-products [39], and could bring with it distinct advantages:
- The sensible heat loss in a full scale HC equipment would be comparatively much lower compared to the pilot scale device used in the considered trials, which will help saving additional energy and process time. Indeed, the balance discussed in Section 4.2 between the power supplied by the pump, on the one hand, and the loss of sensible heat and latent heat of evaporation on the other hand, would shift to higher temperatures than 94.4±0.4°C, in turn corresponding to higher SMM conversion rates, while preserving or even decreasing the process time and the energy consumption;
- Bigger centrifugal pumps used to drive wort circulation in full-scale HC equipment would be more energy efficient than the pump used in the experimental trials discussed in this study, which would help saving additional energy;
- A large amount of latent heat of evaporation is available in full-scale equipment for brewer’s wort boiling. It is an ordinary practice in industrial breweries to use such a waste heat, released during previous boiling sessions, to perform a preliminary wort heating, because all the desired processes in conventional wort boiling practically occur starting from temperatures around 95°C. Applying such a preliminary wort heating before HC processing, for example raising the wort temperature up to 85 or 90°C, could help achieving further and substantial energy savings due to the steep increase of the SMM conversion reaction rate with the temperature.
This study is affected by a few important limitations. First, it was a retrospective analysis of few trials performed in the absence of a proper design of experiments. Among other things, the nature of this study prevented the elaboration of a proper statistical fitting processing of the scaling factors of SMM half-life against the SMM content data. Due to logistic and resource constraints, the authors could not perform other trials meant to optimize and further clarify the results. However, based on the data provided with this study, other scholars could repeat the trials, arrange a structured design of experiments, and delve deeper into the subject. Second, the authors realized the relevance of the cavitation zone at the pump impeller only after the conclusion of the experiments and the gathering of sufficient analytical data, which hampered the performance of further sensitivity tests. Third, the available data concerning other brewer’s wort qualities were limited and could not allow a full representation of the degree of compliance of the wort resulting from the HC processes with the standard specifications.
Notwithstanding the above limitations, for the first time this study highlighted the extraordinary performance of hydrodynamic cavitation for the intensification of the SMM conversion reaction at the pilot scale, along with the effective removal of free gaseous DMS and the achievement of an overall compliance of the wort with standard specifications. These findings could pave the way to a long-awaited solution to an important issue affecting the food industry, potentially contributing to remarkable savings in energy and process time. Finally, a similar approach could be used advantageously for the processing of other food resources, such as certain fruit juices or vegetable beverages, which may be affected by off-flavors caused by DMS.
6. Conclusions
The possibility to substantially intensify the conversion reaction of SMM, the precursor of DMS in brewer’s wort, without the use of additives, was shown for the first time at the pilot scale. HC-based processing of clear brewer’s wort was able to reduce the SMM half-life by as much as 70%, although dependent on process details, which could allow to turn the usual, time- and energy-consuming boiling step, into a shorter and cheaper heating step up to sub-boiling temperatures. The hypothesized mechanism allowing the intensification of the SMM conversion reaction was the generation of hydroxyl radicals powered by HC processes.
Along with the effective removal of the precursor of DMS, the main compound that causes off-flavors in finished beer, after the HC processes the wort appeared to comply with standard specifications. Indeed, the effective removal of the released free gaseous DMS, the accelerated isomerization of hop alpha-acids at sub-boiling temperatures, the latter also dependent on HC process details, and the expected change in wort color were observed, while all the other considered wort properties remained practically unchanged. Moreover, it was hypothesized that the HC-generated hydroxyl radicals were effectively scavenged by means of their participation to the SMM conversion reaction, resulting in the beneficial side effect of the absence of oxidation of the brewer’s wort.
The findings presented in this study could be straightforwardly scaled up to full industrial production capacity, leading to further important advantages compared to the pilot scale, such as even shorter process time and additional specific energy savings. Such an industry-wide adoption, along with the possibility to use most or all of the electrical energy needed to run HC processes by means of renewable sources, would potentially support the efforts of major companies leading the industrial beer sector to achieve the Sustainable Development Goals set by the United Nations [40].
6. Patents
The results achieved in this study were straightforward consequences of the application of the methods described in Patent No. WO/2018/029715 [41].
Author Contributions
Conceptualization, F.M.; methodology, F.M. and L.A.; validation, F.M.; formal analysis, F.M.; investigation, F.M. and L.A.; resources, F.M.; data curation, F.M. and L.A.; writing—original draft preparation, F.M.; writing—review and editing, F.M.; visualization, F.M. and L.A.; supervision, F.M.; project administration, F.M.; funding acquisition, F.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by company Cavitek S.r.l., grant number 0218915 of 25 June 2024.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Dataset available on reasonable request from the corresponding author.
Acknowledgments
Prof. Ombretta Marconi (CERB, University of Perugia, Italy) is gratefully acknowledged for her important advice and explanation of analysis methodologies.
Conflicts of Interest
The authors were designated as inventors in the patent No. WO/2018/029715, which was co-owned by National Research Council of Italy (authors’ employer) until January 2021, when it was sold in its entirety to the company Cavitek Srl. Thus, the authors have no longer any financial interest related to the patent No. WO/2018/029715. Company Cavitek S.r.l., the funder of this study, did not interfere with this study in any way, nor has known any of the results or read any part of the manuscript before its submission.
References
- Scheuren, H.; Baldus, M.; Methner, F.-J.; Dillenburger, M. Evaporation Behaviour of DMS in an Aqueous Solution at Infinite Dilution - a Review. Journal of the Institute of Brewing 2016, 122, 181–190. [Google Scholar] [CrossRef]
- Bamforth, C.W. Dimethyl Sulfide – Significance, Origins, and Control. Journal of the American Society of Brewing Chemists 2014, 72, 165–168. [Google Scholar] [CrossRef]
- Albanese, L.; Ciriminna, R.; Meneguzzo, F.; Pagliaro, M. Beer-Brewing Powered by Controlled Hydrodynamic Cavitation: Theory and Real-Scale Experiments. J Clean Prod 2017, 142, 1457–1470. [Google Scholar] [CrossRef]
- Scheuren, H.; Tippmann, J.; Methner, F.J.; Sommer, K. Decomposition Kinetics of Dimethyl Sulphide. Journal of the Institute of Brewing 2014, 120, 474–476. [Google Scholar] [CrossRef]
- Anness, B.J.; Bamforth, C.W. Dimethyl Sulphide—a Review. Journal of the Institute of Brewing 1982, 88, 244–252. [Google Scholar] [CrossRef]
- Dickenson, C.J. Identification of the Dimethyl Sulphide Precursor in Malt. Journal of the Institute of Brewing 1979, 85, 329–333. [Google Scholar] [CrossRef]
- Luo, D.; Tian, B.; Li, J.; Zhang, W.; Bi, S.; Fu, B.; Jing, Y. Mechanisms Underlying the Formation of Main Volatile Odor Sulfur Compounds in Foods during Thermal Processing. Compr Rev Food Sci Food Saf 2024, 23. [Google Scholar] [CrossRef]
- Kim, K.T.; Kim, J.S.; Kim, M.-H.; Park, J.-H.; Lee, J.-Y.; Lee, W.; Min, K.K.; Song, M.G.; Choi, C.-Y.; Kim, W.-S.; et al. Effect of Enhancers on in Vitro and in Vivo Skin Permeation and Deposition of S-Methyl- L -Methionine. Biomol Ther (Seoul) 2017, 25, 434–440. [Google Scholar] [CrossRef]
- Dickenson, C.J. The Relationship of Dimethyl Sulphide Levels in Malt, Wort and Beer. Journal of the Institute of Brewing 1979, 85, 235–239. [Google Scholar] [CrossRef]
- Luo, D.; Pang, X.; Xu, X.; Bi, S.; Zhang, W.; Wu, J. Identification of Cooked Off-Flavor Components and Analysis of Their Formation Mechanisms in Melon Juice during Thermal Processing. J Agric Food Chem 2018, 66, 5612–5620. [Google Scholar] [CrossRef]
- Stafisso, A.; Marconi, O.; Perretti, G.; Fantozzi, P. Determination of Dimethyl Sulphide in Brewery Samples by Headspace Gas Chromatography Mass Spectrometry (HS-GC/MS). Italian Journal of Food Science 2011, 23, 19–27. [Google Scholar]
- Pires, E.; Brányik, T. Biochemistry of Beer Fermentation; Springer International Publishing AG Switzerland, 2015; ISBN 978-3-319-15188-5.
- Luo, D.; Xu, X.; Bi, S.; Liu, Y.; Wu, J. Study of the Inhibitors of Cooked Off-Flavor Components in Heat-Treated XiZhou Melon Juice. J Agric Food Chem 2019, 67, 10401–10411. [Google Scholar] [CrossRef] [PubMed]
- Štěrba, J.; Punčochář, M.; Brányik, T. The Effect of Hydrodynamic Cavitation on Isomerization of Hop Alpha-Acids, Wort Quality and Energy Consumption during Wort Boiling. Food and Bioproducts Processing 2024, 144, 214–219. [Google Scholar] [CrossRef]
- Ciriminna, R.; Albanese, L.; Di Stefano, V.; Delisi, R.; Avellone, G.; Meneguzzo, F.; Pagliaro, M. Beer Produced via Hydrodynamic Cavitation Retains Higher Amounts of Xanthohumol and Other Hops Prenylflavonoids. Lwt 2018, 91, 160–167. [Google Scholar] [CrossRef]
- Albanese, L.; Ciriminna, R.; Meneguzzo, F.; Pagliaro, M. Gluten Reduction in Beer by Hydrodynamic Cavitation Assisted Brewing of Barley Malts. Lwt 2017, 82, 342–353. [Google Scholar] [CrossRef]
- Ge, M.; Zhang, G.; Petkovšek, M.; Long, K.; Coutier-Delgosha, O. Intensity and Regimes Changing of Hydrodynamic Cavitation Considering Temperature Effects. J Clean Prod 2022, 130470. [Google Scholar] [CrossRef]
- Acciardo, E.; Tabasso, S.; Cravotto, G.; Bensaid, S. Process Intensification Strategies for Lignin Valorization. Chemical Engineering and Processing - Process Intensification 2022, 171, 108732. [Google Scholar] [CrossRef]
- Arya, S.S.; More, P.R.; Ladole, M.R.; Pegu, K.; Pandit, A.B. Non-Thermal, Energy Efficient Hydrodynamic Cavitation for Food Processing, Process Intensification and Extraction of Natural Bioactives: A Review. Ultrason Sonochem 2023, 98, 106504. [Google Scholar] [CrossRef]
- Ciriminna, R.; Scurria, A.; Pagliaro, M. Natural Product Extraction via Hydrodynamic Cavitation. Sustain Chem Pharm 2023, 33, 101083. [Google Scholar] [CrossRef]
- Zhu, X.; Tang, J.; Rahimi, M.; Halim, R.; Shen, H.; Tiwari, B.K.; Zhao, L. Chemistry of Hydrodynamic Cavitation Technology. In Chemistry of Thermal and Non-Thermal Food Processing Technologies; Brijesh, K.T., Mysore, B.L., Eds.; Academic Press, 2025; pp. 259–287 ISBN 9780443221828.
- Capocelli, M.; Musmarra, D.; Prisciandaro, M.; Lancia, A. Chemical Effect of Hydrodynamic Cavitation: Simulation and Experimental Comparison. AIChE Journal 2014, 60, 2566–2572. [Google Scholar] [CrossRef]
- Bagal, M. V; Gogate, P.R. Wastewater Treatment Using Hybrid Treatment Schemes Based on Cavitation and Fenton Chemistry: A Review. Ultrason Sonochem 2014, 21, 1–14. [Google Scholar] [CrossRef] [PubMed]
- Wu, Y.; Xiang, C.; Mou, J.; Qian, H.; Duan, Z.; Zhang, S.; Zhou, P. Numerical Study of Rotating Cavitation and Pressure Pulsations in a Centrifugal Pump Impeller. AIP Adv 2024, 14. [Google Scholar] [CrossRef]
- Shen, X.; Wu, H.; Yang, G.; Tang, R.; Chang, C.; Xu, B.; Lin, S.; Zhang, D. Experimental Study on the Classification and Evolution of the Tip Cavitation Morphology in Axial Waterjet Pumps with Two Different Blade Numbers. J Mar Sci Eng 2024, 12, 1898. [Google Scholar] [CrossRef]
- Sun, X.; Xu, H.; Xuan, X.; Manickam, S.; Boczkaj, G.; Wang, B. Assessing the Industrialization Progress of Hydrodynamic Cavitation Process Intensification Technology: A Review. Curr Opin Chem Eng 2024, 45, 101037. [Google Scholar] [CrossRef]
- Manoharan, D.; Radhakrishnan, M.; Tiwari, B.K. Cavitation Technologies for Extraction of High Value Ingredients from Renewable Biomass. TrAC - Trends in Analytical Chemistry 2024, 174, 117682. [Google Scholar] [CrossRef]
- Mathijssen, A.J.T.M.; Lisicki, M.; Prakash, V.N.; Mossige, E.J.L. Culinary Fluid Mechanics and Other Currents in Food Science. Rev Mod Phys 2023, 95, 25004. [Google Scholar] [CrossRef]
- Iyer, G.; Pandit, A.B. Bridging Ingenuity and Utility in Cavitation─A Pioneer’s Predicament. Ind Eng Chem Res 2024, 63, 12265–12276. [Google Scholar] [CrossRef]
- Floridi, S.; Miniati, E.; Montanari, L.; Fantozzi, P. Carbohydrate Determination in Wort and Beer by HPLC-ELSD. Monatsschrift fü Brauwissenschaft 2001, 54, 209–215. [Google Scholar]
- Rosendal, I.; Schmidt, F. The Alcohol Table for Beer Analysis and Polynomials for Alcohol and Extract. Journal of the Institute of Brewing 1987, 93, 373–377. [Google Scholar] [CrossRef]
- Ciriminna, R.; Albanese, L.; Meneguzzo, F.; Pagliaro, M. Wastewater Remediation via Controlled Hydrocavitation. Environmental Reviews 2017, 25, 175–183. [Google Scholar] [CrossRef]
- Carpenter, J.; Badve, M.; Rajoriya, S.; George, S.; Saharan, V.K.; Pandit, A.B. Hydrodynamic Cavitation: An Emerging Technology for the Intensification of Various Chemical and Physical Processes in a Chemical Process Industry. Reviews in Chemical Engineering 2017, 33, 433–468. [Google Scholar] [CrossRef]
- Ding, W.; Hong, F.; Ying, D.; Huang, Y.; Nawaz Khan, S.; Jia, J. A Comprehensive Study on the Effects of Annular Protrusion for Cavitation Intensification in Venturi Tubes. Chemical Engineering Journal 2024, 498, 155306. [Google Scholar] [CrossRef]
- Wang, D.; Zhao, W.G.; Han, X.D. Effects of Solid Particles at Varying Concentrations on Hydrodynamic Cavitation Evolution in a Nozzle. Journal of Applied Fluid Mechanics 2025, 18, 485–503. [Google Scholar] [CrossRef]
- Folden, T.S.; Aschmoneit, F.J. A Classification and Review of Cavitation Models with an Emphasis on Physical Aspects of Cavitation. Physics of Fluids 2023, 35, 81301. [Google Scholar] [CrossRef]
- Luo, J.; Fu, G.; Xu, W.; Zhai, Y.; Bai, L.; Li, J.; Qu, T. Experimental Study on Attenuation Effect of Liquid Viscosity on Shockwaves of Cavitation Bubbles Collapse. Ultrason Sonochem 2024, 111, 107063. [Google Scholar] [CrossRef]
- Mudura, E.; Muste, S. Improving the Hop Utilization in the Beer Biotechnology. Bulletin UASVM 2008, 65, 281–286. [Google Scholar]
- Tienaho, J.; Liimatainen, J.; Myllymäki, L.; Kaipanen, K.; Tagliavento, L.; Ruuttunen, K.; Rudolfsson, M.; Karonen, M.; Marjomäki, V.; Hagerman, A.E.; et al. Pilot Scale Hydrodynamic Cavitation and Hot-Water Extraction of Norway Spruce Bark Yield Antimicrobial and Polyphenol-Rich Fractions. Sep Purif Technol 2024, 360, 130925. [Google Scholar] [CrossRef]
- Wright, C.; Nyberg, D. Corporations and Climate Change: An Overview. WIREs Climate Change 2024. [Google Scholar] [CrossRef]
- Meneguzzo, F.; Albanese, L. A Method and Relative Apparatus for the Production of Beer 2016.
Figure 1.
HC device used in the experiments: (a) Simplified layout; (b) Picture of the actual equipment. Numbers mean: 1 – centrifugal pump; 2 – electronic control panel with inverter; 3 – inline tank; 4 – Venturi-shaped reactor; 5 – total discharge.
Figure 1.
HC device used in the experiments: (a) Simplified layout; (b) Picture of the actual equipment. Numbers mean: 1 – centrifugal pump; 2 – electronic control panel with inverter; 3 – inline tank; 4 – Venturi-shaped reactor; 5 – total discharge.
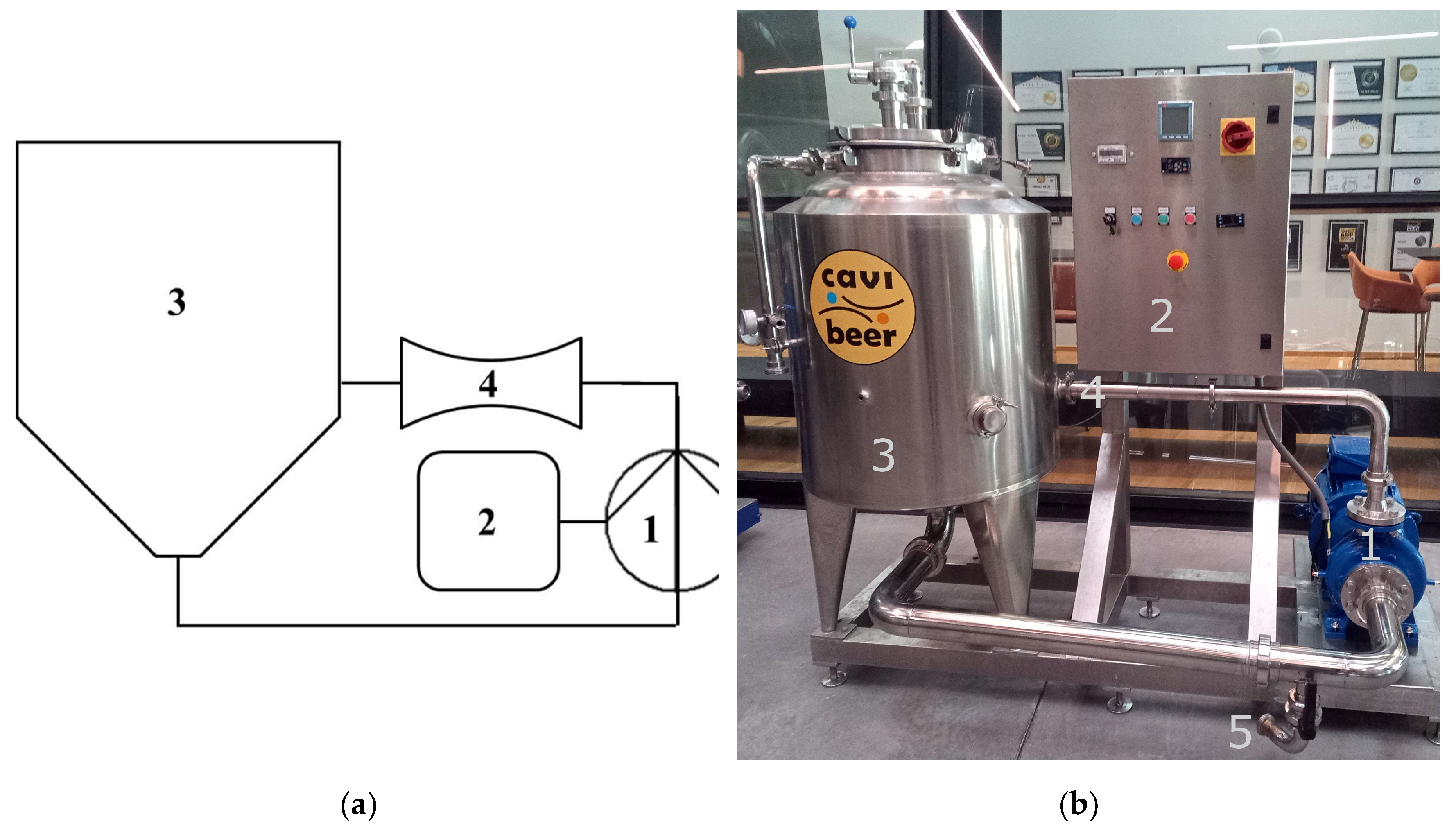
Figure 2.
Layout of two static circular Venturi-shaped HC reactors used in this study: (a) Reactor with throat area of 22 mm; (b) Reactor with throat area of 29.5 mm. All linear sizes are in mm. D is the throat diameter. The flow of the liquid mixture is from left to right.
Figure 2.
Layout of two static circular Venturi-shaped HC reactors used in this study: (a) Reactor with throat area of 22 mm; (b) Reactor with throat area of 29.5 mm. All linear sizes are in mm. D is the throat diameter. The flow of the liquid mixture is from left to right.
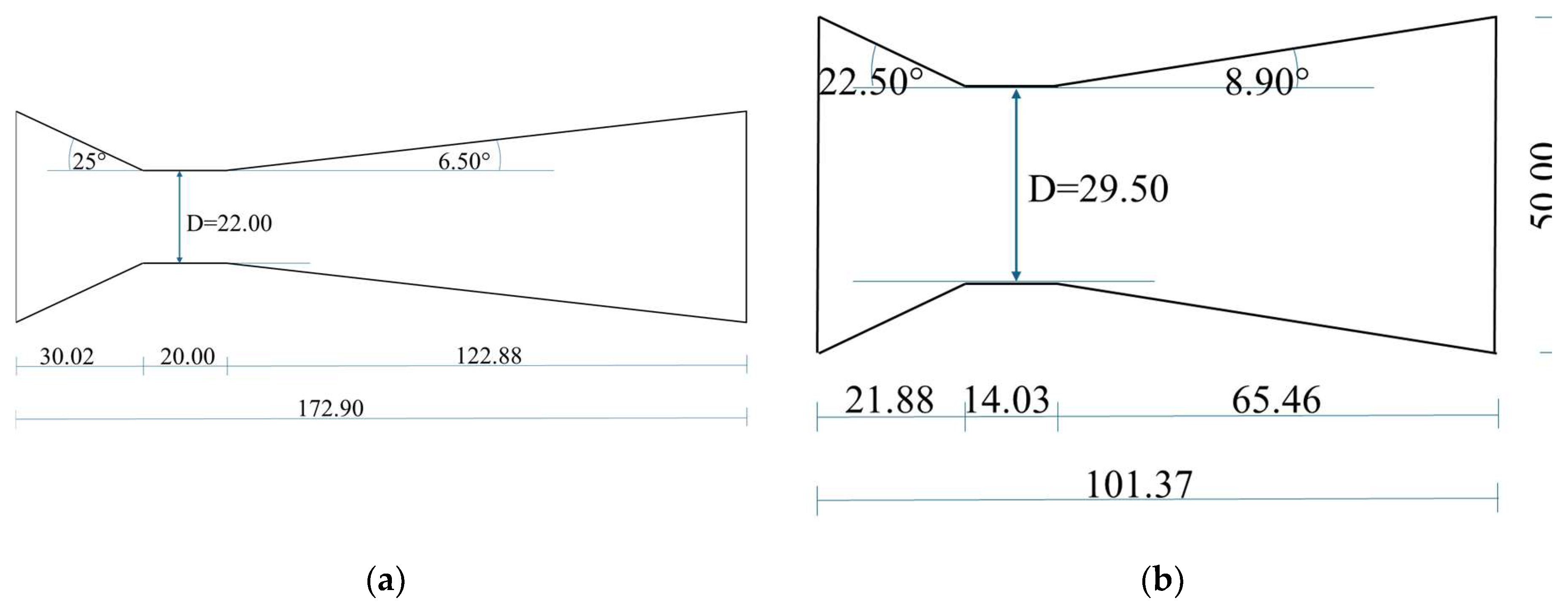
Figure 3.
Process temperature, SMM, free and total DMS, along with standard model for SMM and a reference model with SMM half-life reduced to by 70%, and a reference target concentration of 60 μg/L for total DMS, against process time: (a) trial STD1; (b) trial STD2.
Figure 3.
Process temperature, SMM, free and total DMS, along with standard model for SMM and a reference model with SMM half-life reduced to by 70%, and a reference target concentration of 60 μg/L for total DMS, against process time: (a) trial STD1; (b) trial STD2.
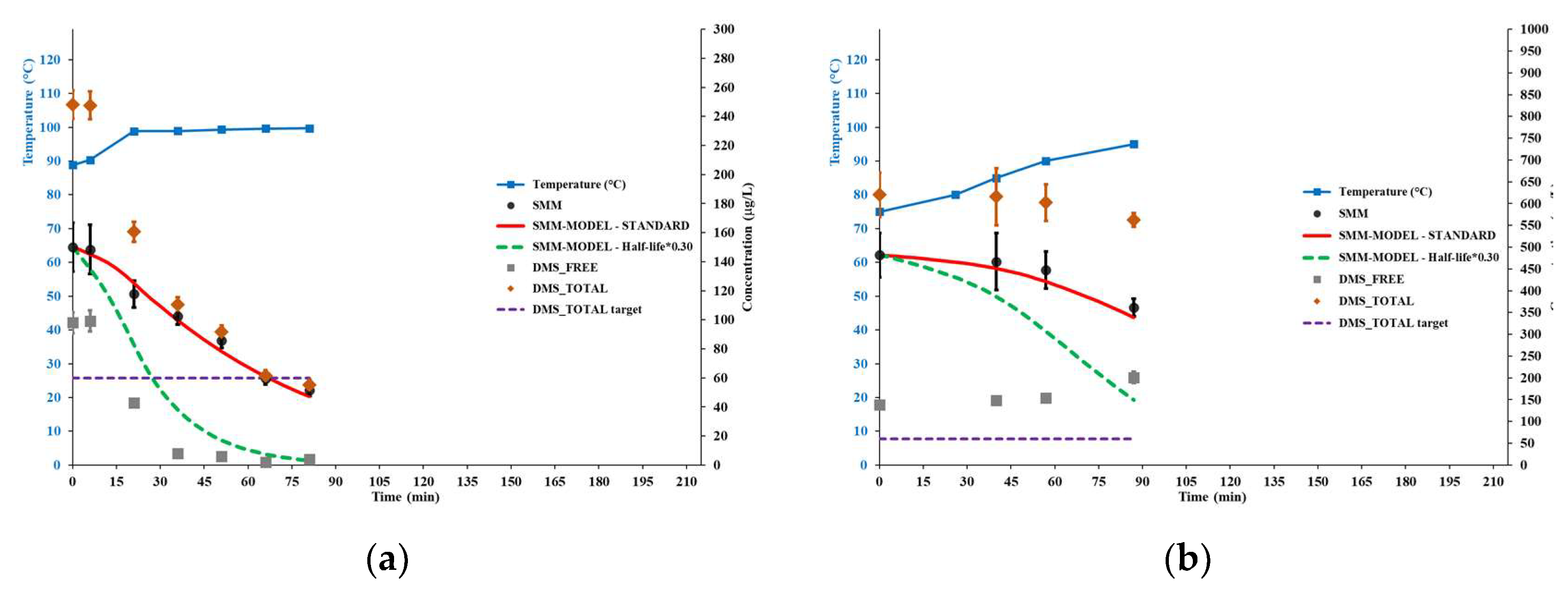
Figure 4.
Process temperature, cumulated passes through the cavitation zones, levels of the cavitation number in the impeller (i) and Venturi reactor (v), SMM, free and total DMS, along with standard model for SMM and model with reduced SMM half-life in order to fit the SMM data, and a reference target concentration of 60 μg/L for total DMS, against process time: (a) trial HC1; (b) trial HC2; (c) trial HC3; (d) trial HC4; (e) trial HC5; (f) trial HC6.
Figure 4.
Process temperature, cumulated passes through the cavitation zones, levels of the cavitation number in the impeller (i) and Venturi reactor (v), SMM, free and total DMS, along with standard model for SMM and model with reduced SMM half-life in order to fit the SMM data, and a reference target concentration of 60 μg/L for total DMS, against process time: (a) trial HC1; (b) trial HC2; (c) trial HC3; (d) trial HC4; (e) trial HC5; (f) trial HC6.
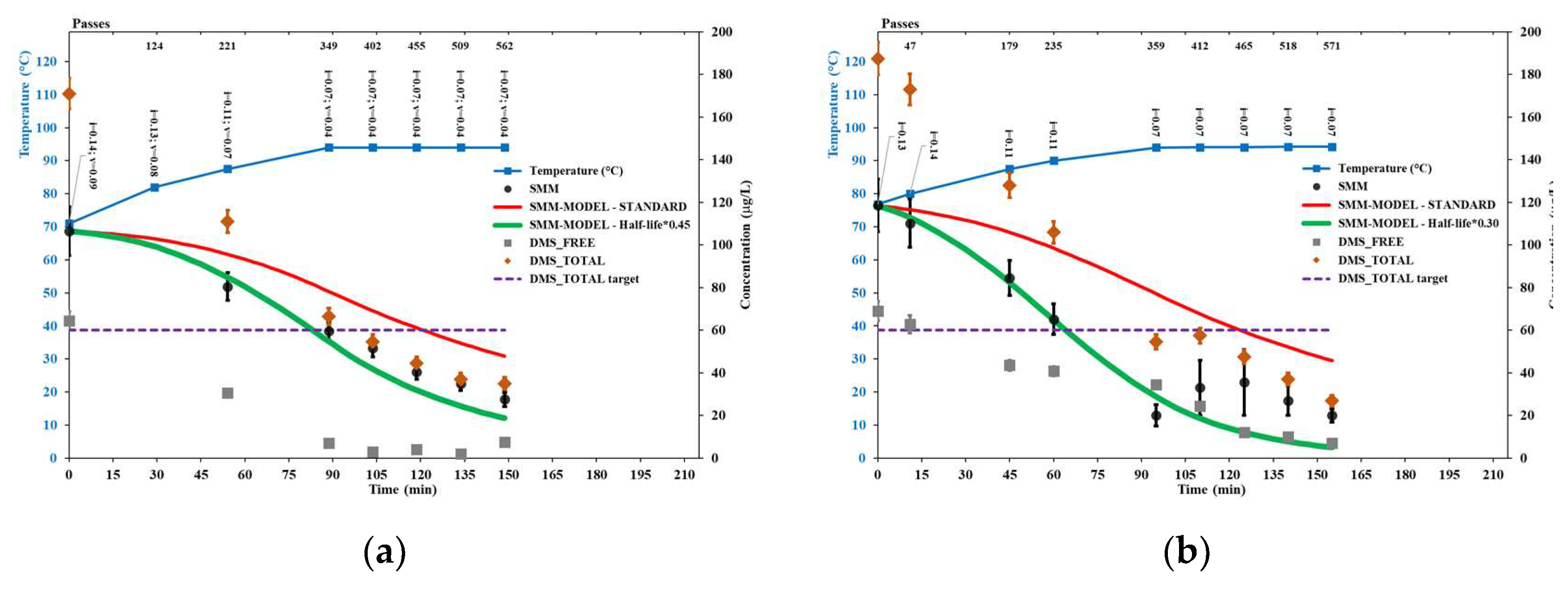
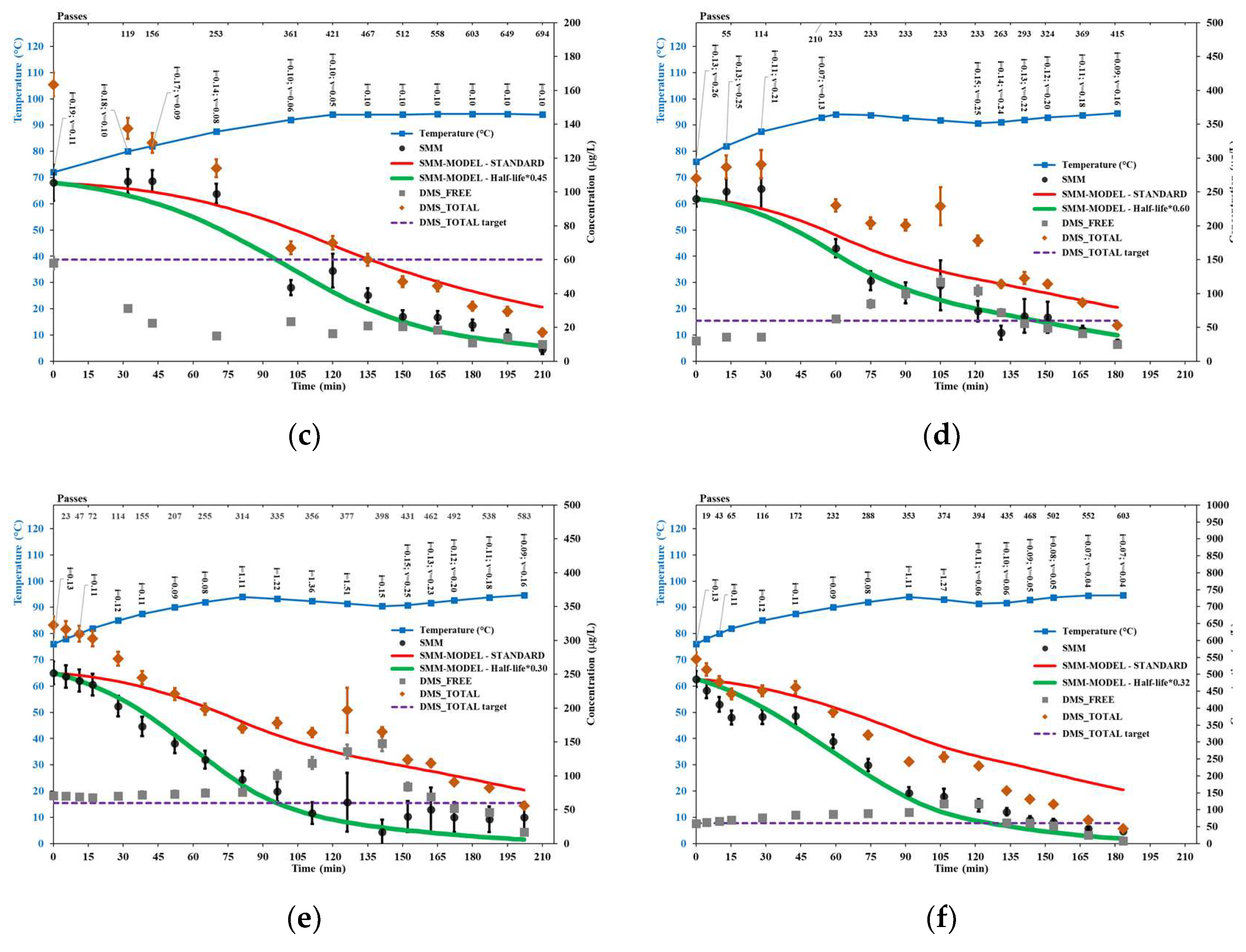

Table 1.
Basic features of the brewer’s wort boiling trials. Initial levels of temperature, pH, viscosity and Plato degree are shown.
Table 1.
Basic features of the brewer’s wort boiling trials. Initial levels of temperature, pH, viscosity and Plato degree are shown.
| Trial ID |
Wort volume (L) |
Venturia | Temperature (°C) |
pH |
Viscosityb (mPa⋅s) |
Plato |
Process time (minutes) |
|---|---|---|---|---|---|---|---|
| STD1 | 5000 | / | 88.8 | 5.40±0.08 | 13.2±0.1 | 81 | |
| STD2 | 180 | / | 75.0 | 5.35±0.08 | 2.45±0.04 | 19.6±0.1 | 87 |
| HC1 | 210 | V22.0 | 71.0 | 5.30±0.08 | 13.0±0.1 | 149 | |
| HC2 | 210 | / | 76.8 | 5.45±0.08 | 1.82±0.04 | 13.8±0.1 | 155 |
| HC3 | 210 | V22.0 | 72.0 | 5.26±0.08 | 13.7±0.1 | 210 | |
| HC4 | 210 | V29.5 | 76.0 | 5.29±0.08 | 17.8±0.1 | 181 | |
| HC5 | 210 | V29.5 | 76.0 | 5.16±0.08 | 2.10±0.04 | 17.0±0.1 | 202 |
| HC6 | 210 | V22.0 | 76.0 | 5.42±0.08 | 2.60±0.04 | 20.8±0.1 | 183 |
a V22.0 = Venturi reactor with diameter of 22.0 mm; V29.5 = Venturi reactor with diameter of 29.5 mm. Where there use is indicated, Venturi reactors were used for all or part of the trial. b Viscosity data were available for a subset of trials.
Table 2.
Further wort properties for selected HC trials.
| Test ID | Process time (minutes) |
Passes |
Temperature (°C) |
pH |
IBUa |
Hop utilization (%) |
Color (EBC) |
|---|---|---|---|---|---|---|---|
| HC2 | 0 | 0 | 76.8 | 5.45±0.08 | 3.0±1.0 | 7.1±1.9 | |
| 95 | 359 | 94.0 | 5.38±0.08 | 25.0±3.0 | 62±27 | 9.3±2.1 | |
| HC5 | 0 | 0 | 76.0 | 5.16±0.08 | 2.0±0.1 | 7.4±1.9 | |
| 141b | 398 | 90.5 | 5.08±0.08 | 17.1±0.1 | 42±11 | 9.6±2.2 | |
| 202 | 583 | 94.8 | 5.04±0.08 | 18.0±2.0 | 45±17 | 12.0±2.4 | |
| HC6 | 0 | 0 | 76.0 | 5.42±0.08 | 7.0±0.1 | 10.2±2.2 | |
| 168 | 552 | 94.5 | 5.26±0.08 | 23.0±1.0 | 45±14 | 15.3±2.8 |
a Hops were inserted at the temperature of 82±2°C. b Sample collected at the end of the rest phase, which had been preceded by the free heating phase at the end of which the wort had been exposed to the peak temperature of 94°C.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



