Submitted:
09 December 2024
Posted:
10 December 2024
You are already at the latest version
Abstract
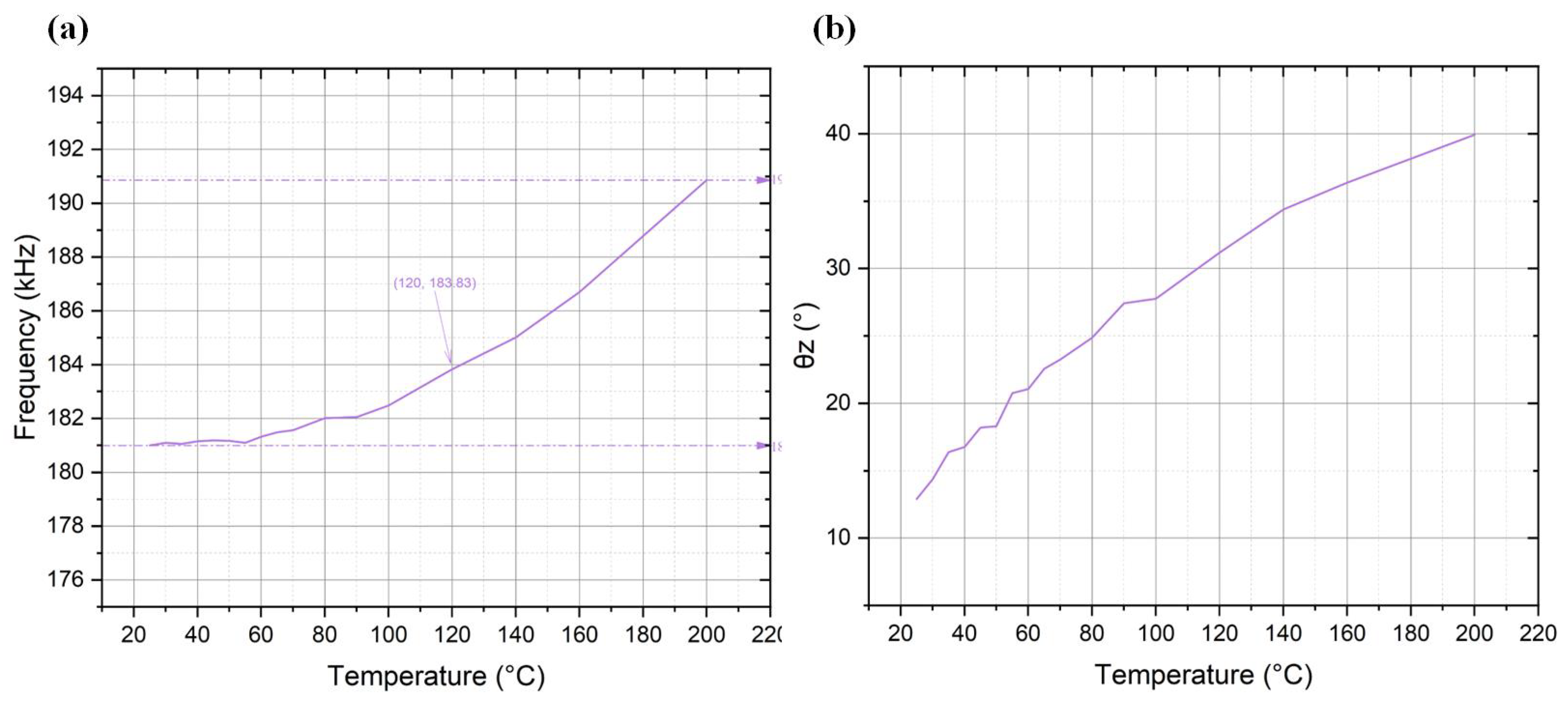
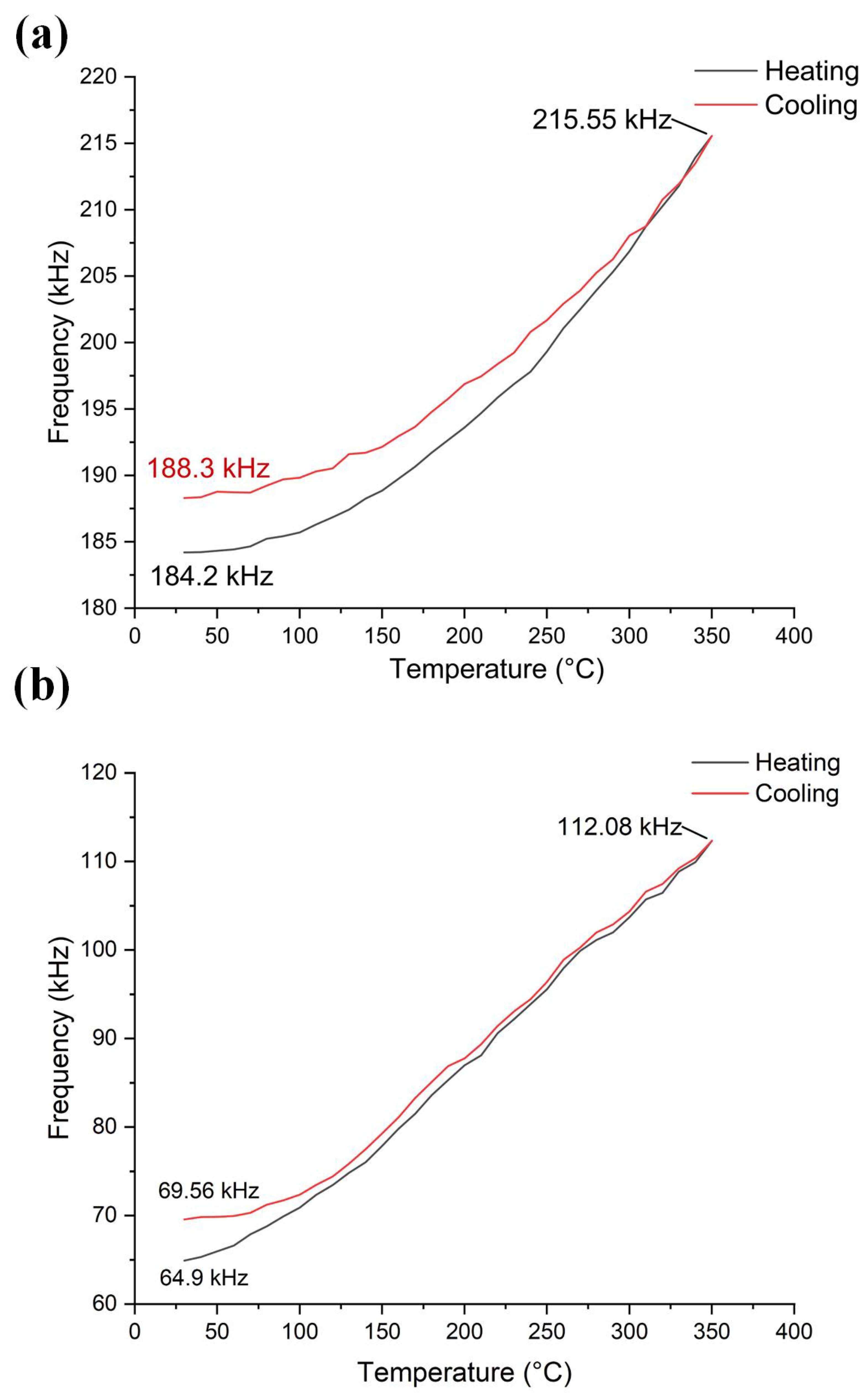
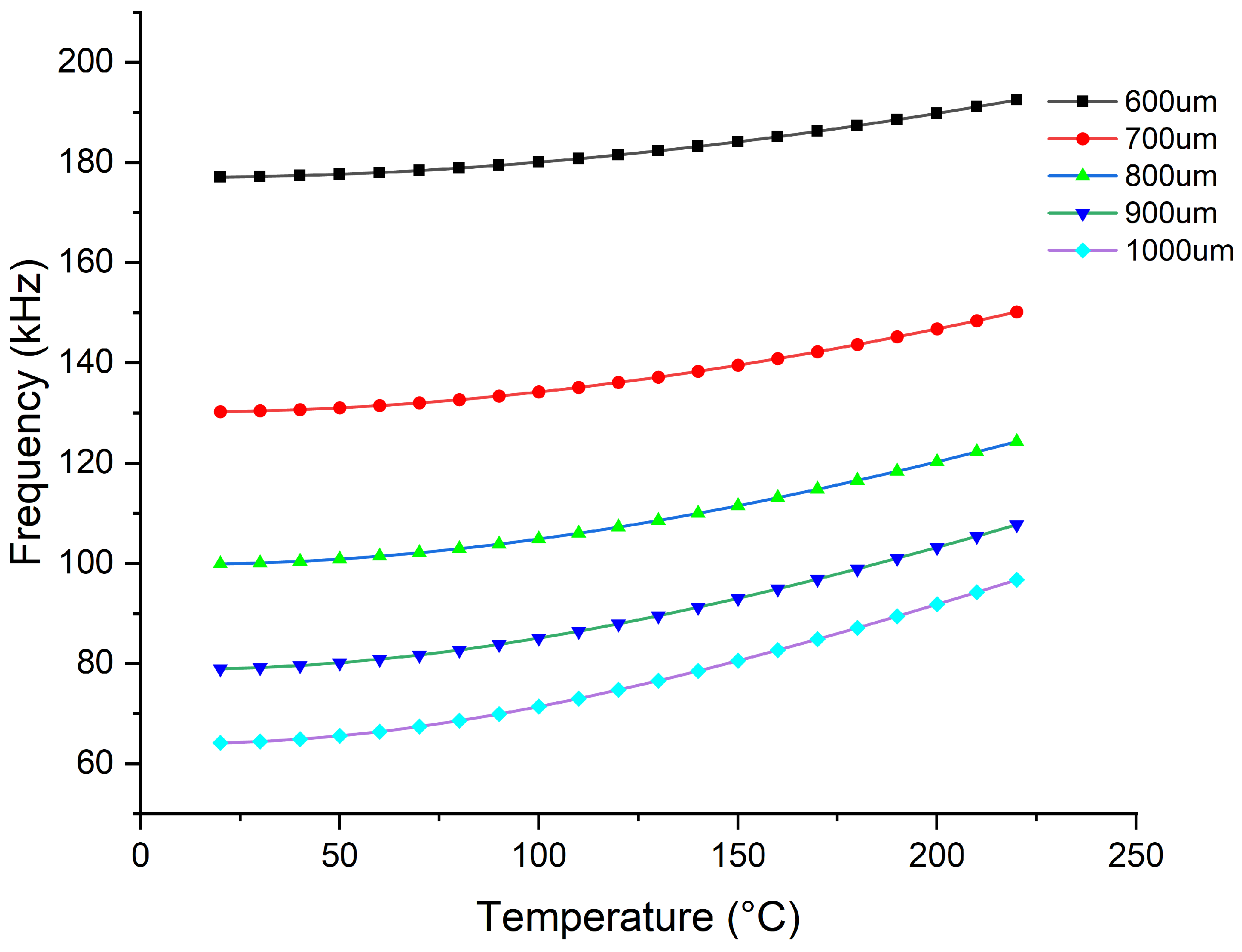
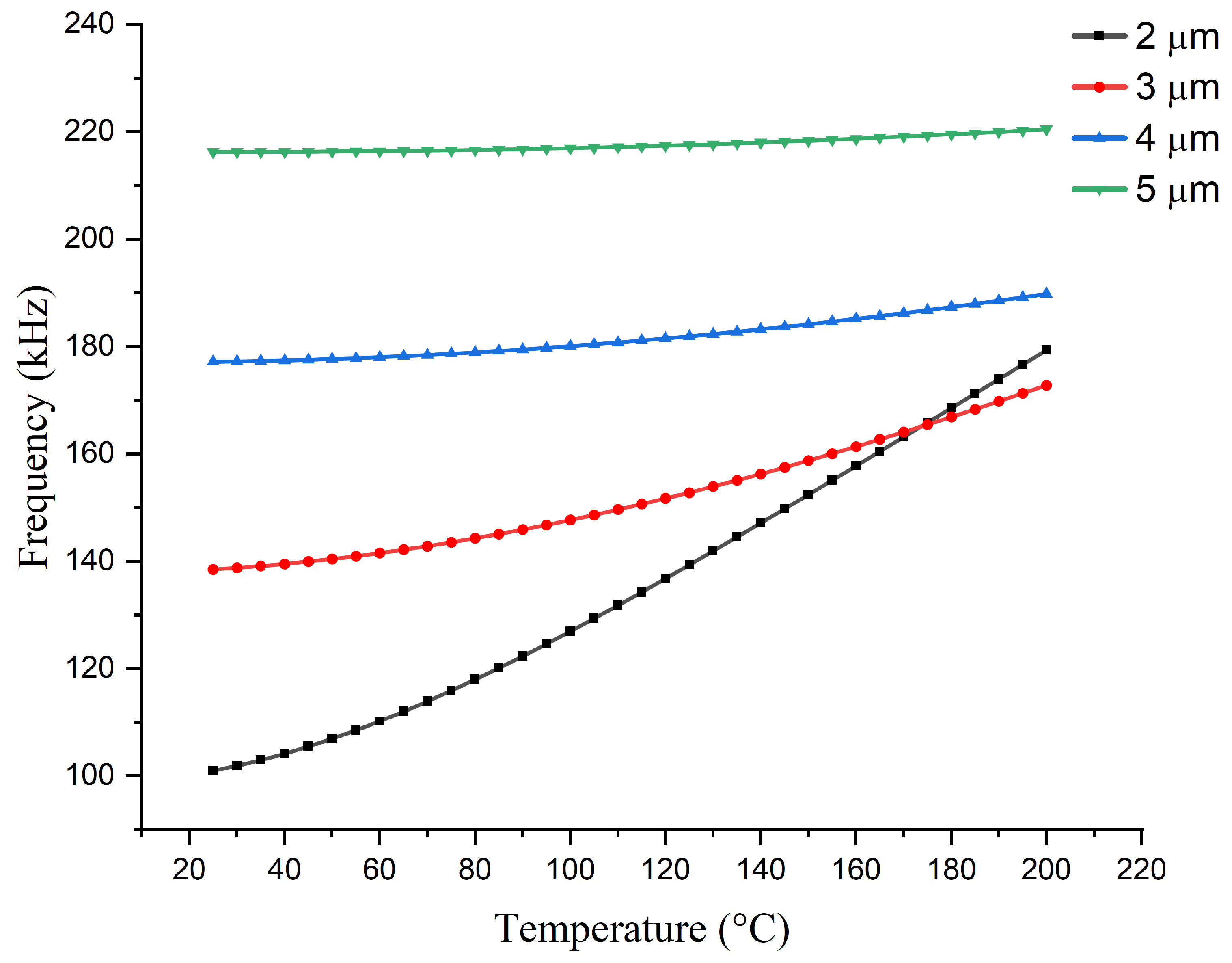
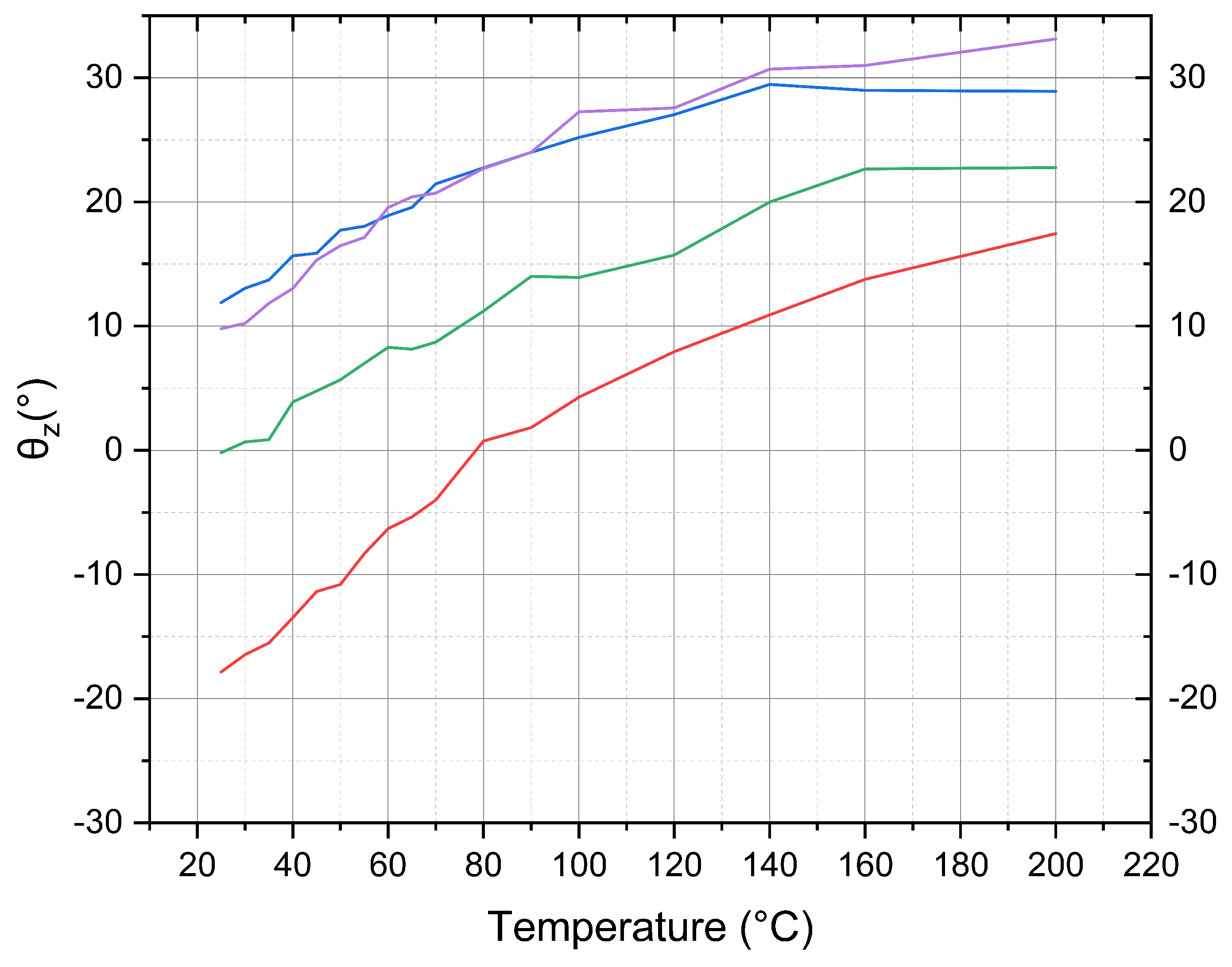
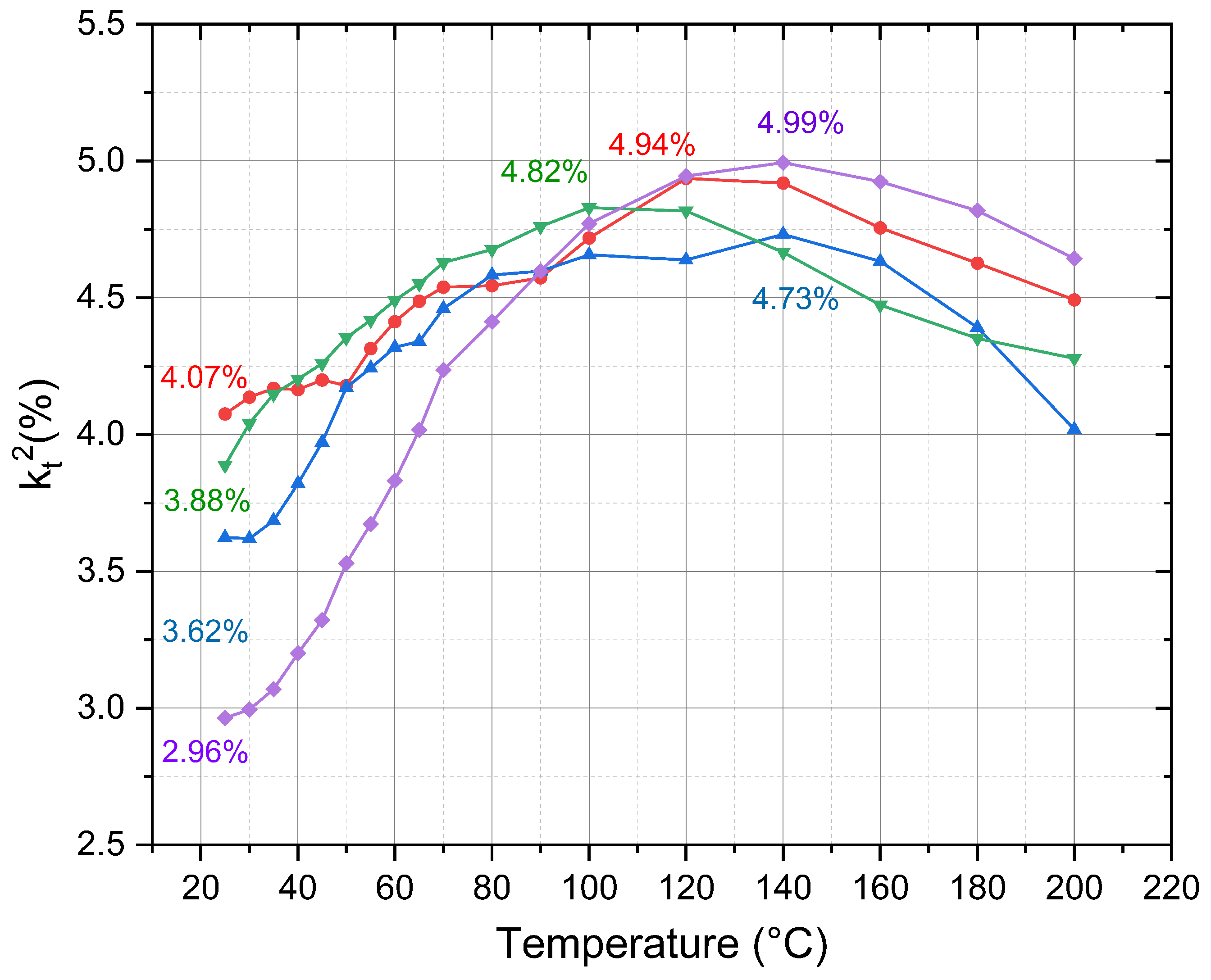
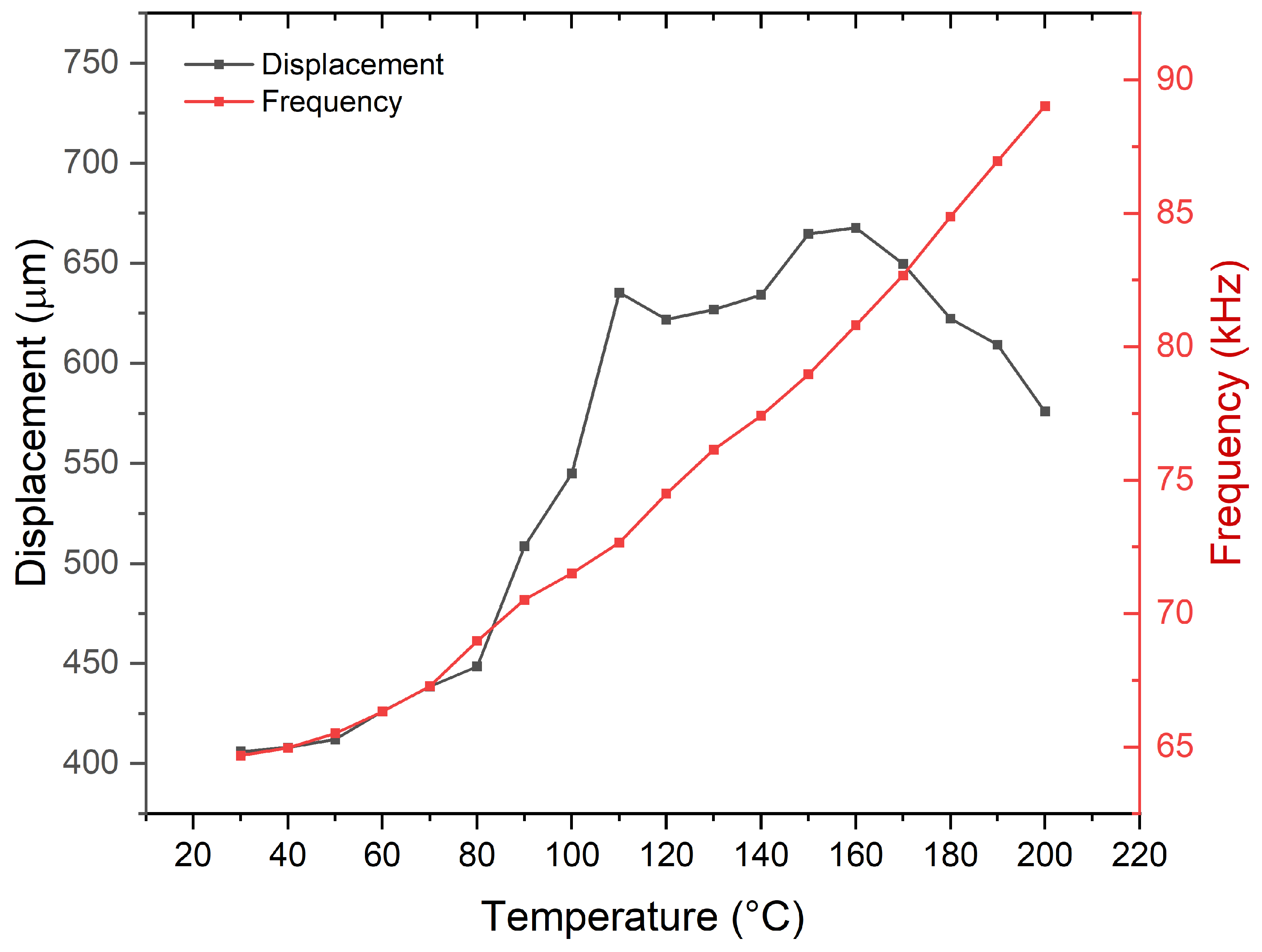
This paper investigates the performance of scandium-doped aluminum nitride (AlScN) piezoelectric micromachined ultrasonic transducers (PMUTs) under extreme high-temperature conditions. Key findings include significant warpage due to thermal expansion, increasing from 0.306 µm at room temperature to 1.823 µm at 150°C. Resonant frequency showed a linear drift, with frequency shifts reaching 44\% at 200°C. The impedance phase increased from -41.56° at room temperature to +2.45° at 200°C, and the electromechanical coupling coefficient rose to between 21.4\% and 68.6\% in the temperature range of 100°C to 140°C. High-temperature cycling also revealed irreversible frequency shifts, indicating lasting thermal effects on device integrity. These results provide crucial insights into the behavior of AlScN-based PMUTs in harsh environments, guiding their design and reliability evaluation for high-temperature applications.
Keywords:
1. Introduction
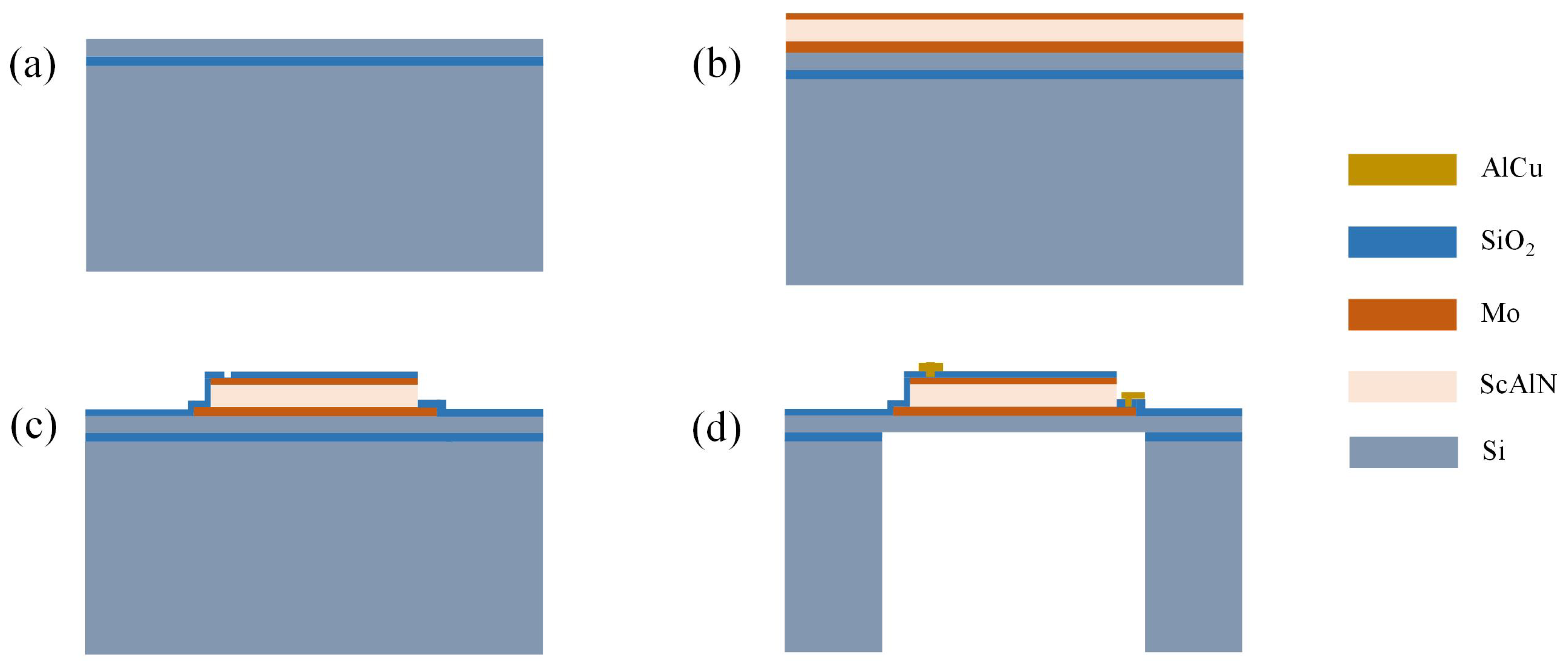
2. Device and Methodology
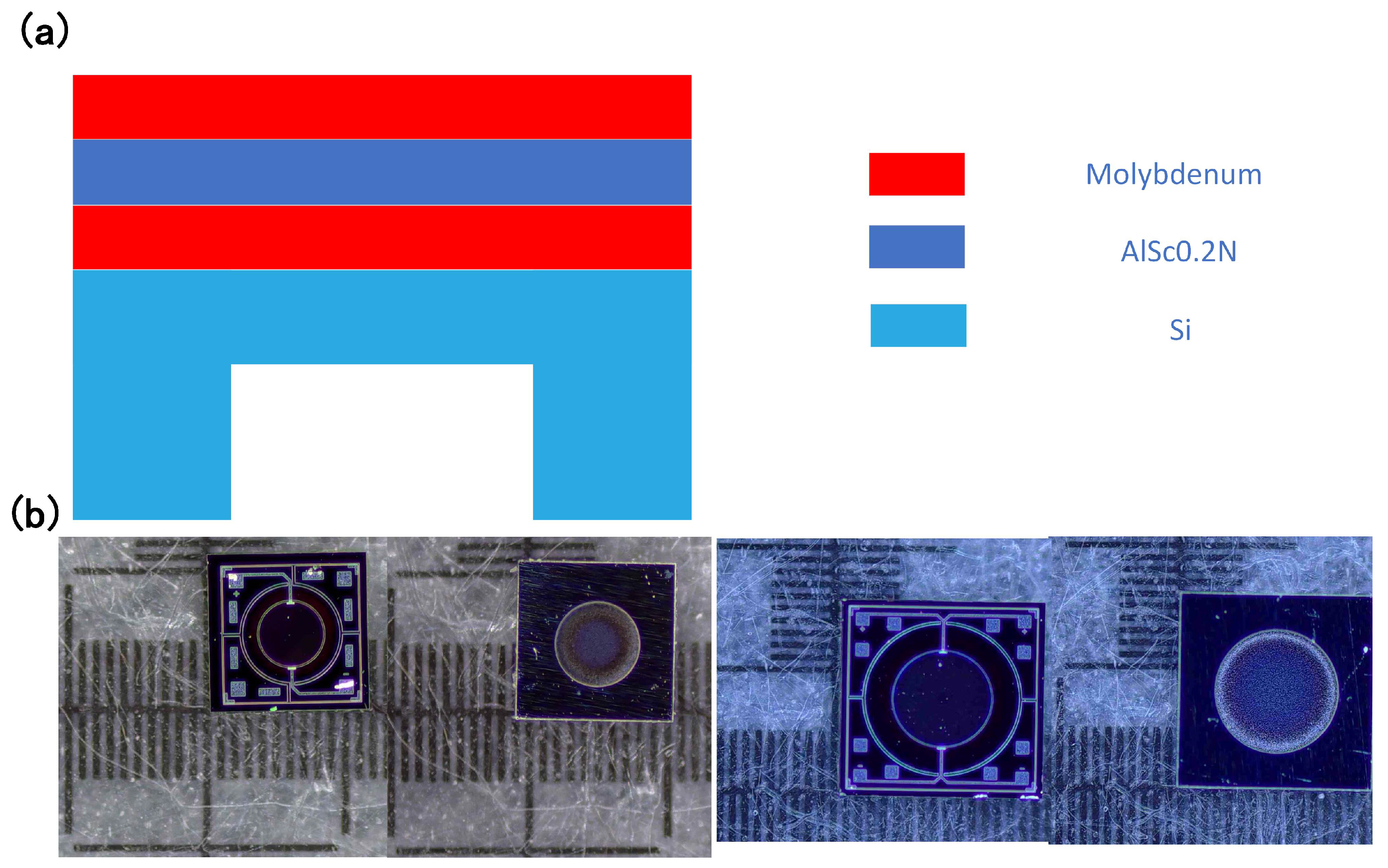

| Parameter | Dimension |
| Top Mo electrode diameter | 468/780 |
| Membrane diameter | 600/1000 |
| Top Mo electrode thickness | 0.1 |
| ScAlN piezoelectric layer thickness | 1 |
| Bottom Mo electrode thickness | 0.2 |
| Seed layer thickness | 0.05 |
| Si structural layer thickness | 4 |
| Property | Mo | ScAlN | Si |
|---|---|---|---|
| Dielectric permittivity | 13.7 | ||
| Density (kg/m³) | 10200 | 3560 | 2320 |
| Young’s Modulus (GPa) | 312 | 230 | 130 |
| (GPa) | 325 | ||
| (GPa) | 279 | ||
| (GPa) | 131 | ||
| (GPa) | 99 | ||
| (GPa) | 94 | ||
| (pm/V) | -4 | ||
| (pm/V) | 9.9 |
3. Experiment and Result

| Device | Initial Wrap(m) | Wrap at 50°C (m) | Wrap at 100°C (m) | Wrap at 150°C (m) | |
| 600 m No. 1 | 0.20 | 0.34 | 0.55 | 0.87 | |
| 600 m No. 2 | 0.21 | 0.36 | 0.57 | 0.93 | |
| 1000 m No. 1 | 0.19 | 0.58 | 1.12 | 1.83 | |
| 1000 m No. 2 | 0.3 | 0.71 | 1.24 | 2.15 |
4. Conclusions
Author Contributions
Funding
References
- Algamili, A.S.; Khir, M.H.M.; Dennis, J.O.; Ahmed, A.Y.; Alabsi, S.S.; Ba Hashwan, S.S.; Junaid, M.M. A Review of Actuation and Sensing Mechanisms in MEMS-Based Sensor Devices. Nanoscale Research Letters 2021, 16, 16. [CrossRef]
- Mahameed, R.; Sinha, N.; Pisani, M.B.; Piazza, G. Dual-beam actuation of piezoelectric AlN RF MEMS switches monolithically integrated with AlN contour-mode resonators. Journal of Micromechanics and Microengineering 2008, 18, 105011. [CrossRef]
- Fernandez-Bolanos Badia, M.; Buitrago, E.; Ionescu, A.M. RF MEMS Shunt Capacitive Switches Using AlN Compared to $\hbox{Si}_{3}\hbox{N}_{4}$ Dielectric. Journal of Microelectromechanical Systems 2012, 21, 1229–1240. [CrossRef]
- Ruotsalainen, K.; Morits, D.; Ylivaara, O.M.E.; Kyynäräinen, J. Resonating AlN-thin film MEMS mirror with digital control. Journal of Optical Microsystems 2022, 2. [CrossRef]
- Lei, H.; Wen, Q.; Yu, F.; Li, D.; Shang, Z.; Huang, J.; Wen, Z. AlN film based piezoelectric large-aperture MEMS scanning micromirror integrated with angle sensors. Journal of Micromechanics and Microengineering 2018, 28, 115012. [CrossRef]
- Segovia-Fernandez, J.; Sonmezoglu, S.; Block, S.T.; Kusano, Y.; Tsai, J.M.; Amirtharajah, R.; Horsley, D.A. Monolithic piezoelectric Aluminum Nitride MEMS-CMOS microphone. In Proceedings of the 2017 19th International Conference on Solid-State Sensors, Actuators and Microsystems (TRANSDUCERS). IEEE, 6 2017, pp. 414–417. [CrossRef]
- Fei, C.; Liu, X.; Zhu, B.; Li, D.; Yang, X.; Yang, Y.; Zhou, Q. AlN piezoelectric thin films for energy harvesting and acoustic devices. Nano Energy 2018, 51, 146–161. [CrossRef]
- Roy, K.; Lee, J.E.Y.; Lee, C. Thin-film PMUTs: a review of over 40 years of research, 2023. [CrossRef]
- Akhbari, S.; Sammoura, F.; Shelton, S.; Yang, C.; Horsley, D.; Lin, L. Highly responsive curved aluminum nitride pMUT. In Proceedings of the 2014 IEEE 27th International Conference on Micro Electro Mechanical Systems (MEMS). IEEE, 1 2014, pp. 124–127. [CrossRef]
- Sun, S.; Wang, J.; Ning, Y.; Zhang, M. Air-coupled piezoelectric micromachined ultrasonic transducers for surface stain detection and imaging. Nanotechnology and Precision Engineering 2022, 5. [CrossRef]
- Karuthedath, C.B.; Sebastian, A.T.; Saarilahti, J.; Sillanpaa, T.; Pensala, T. Design and Fabrication of Aluminum Nitride Piezoelectric Micromachined Ultrasonic Transducers for Air Flow Measurements. In Proceedings of the 2019 IEEE International Ultrasonics Symposium (IUS), 2019, pp. 2489–2492. [CrossRef]
- Sammoura, F.; Akhbari, S.; Lin, L.; Kim, S.G. Enhanced coupling of piezoelectric micromachined ultrasonic transducers with initial static deflection. In Proceedings of the SENSORS, 2013 IEEE, 2013, pp. 1–4. [CrossRef]
- Akhbari, S.; Sammoura, F.; Eovino, B.; Yang, C.; Lin, L. Bimorph Piezoelectric Micromachined Ultrasonic Transducers. Journal of Microelectromechanical Systems 2016, 25, 326–336. [CrossRef]
- Su, J.; Fichtner, S.; Ghori, M.Z.; Wolff, N.; Islam, M.R.; Lotnyk, A.; Kaden, D.; Niekiel, F.; Kienle, L.; Wagner, B.; et al. Growth of Highly c-Axis Oriented AlScN Films on Commercial Substrates. Micromachines 2022, 13, 783. [CrossRef]
- Sadeghpour, S.; Joshi, S.V.; Wang, C.; Kraft, M. Novel Phased Array Piezoelectric Micromachined Ultrasound Transducers (pMUTs) for Medical Imaging. IEEE Open Journal of Ultrasonics, Ferroelectrics, and Frequency Control 2022, 2, 194–202. [CrossRef]
- Savoia, A.S.; Casavola, M.; Boni, E.; Ferrera, M.; Prelini, C.; Tortoli, P.; Giusti, D.; Quaglia, F. Design, Fabrication, Characterization, and System Integration of a 1-D PMUT Array for Medical Ultrasound Imaging. In Proceedings of the 2021 IEEE International Ultrasonics Symposium (IUS). IEEE, 9 2021, pp. 1–3. [CrossRef]
- Hardy, E.; Fain, B.; Mesquida, T.; Blard, F.; Gardien, F.; Rummens, F.; Bastien, J.; Chatroux, J.; Martin, S.; Rat, V.; et al. Spike-based Beamforming using pMUT Arrays for Ultra-Low Power Gesture Recognition. In Proceedings of the 2022 International Electron Devices Meeting (IEDM). IEEE, 12 2022, pp. 1–24. [CrossRef]
- Gubinyi, Z.; Batur, C.; Sayir, A.; Dynys, F. Electrical properties of PZT piezoelectric ceramic at high temperatures. Journal of Electroceramics 2008, 20, 95–105. [CrossRef]
- Maiwa, H.; Kim, S.H.; Ichinose, N. Temperature dependence of the electrical and electromechanical properties of lead zirconate titanate thin films. Applied Physics Letters 2003, 83, 4396–4398. [CrossRef]
- Esteves, G.; Habermehl, S.D.; Clews, P.J.; Fritch, C.; Griffin, B.A. AlN/SiC MEMS for High-Temperature Applications. Journal of Microelectromechanical Systems 2019, 28, 859–864. [CrossRef]
- Liang, Y.; Eovino, B.E.; Lin, L. Pinned Boundary Piezoelectric Micromachined Ultrasonic Transducers. In Proceedings of the 2019 IEEE 32nd International Conference on Micro Electro Mechanical Systems (MEMS). IEEE, 1 2019, pp. 791–794. [CrossRef]
- Lyu, H.; Xiu, X.; Zhang, S.; Yang, H.; Safari, A. Piezoelectric Micromachined Ultrasonic Transducers under Forced Vibration: Improving Acoustic Range and Reducing Blind Area. IEEE Sensors Journal 2024, pp. 1–1. [CrossRef]
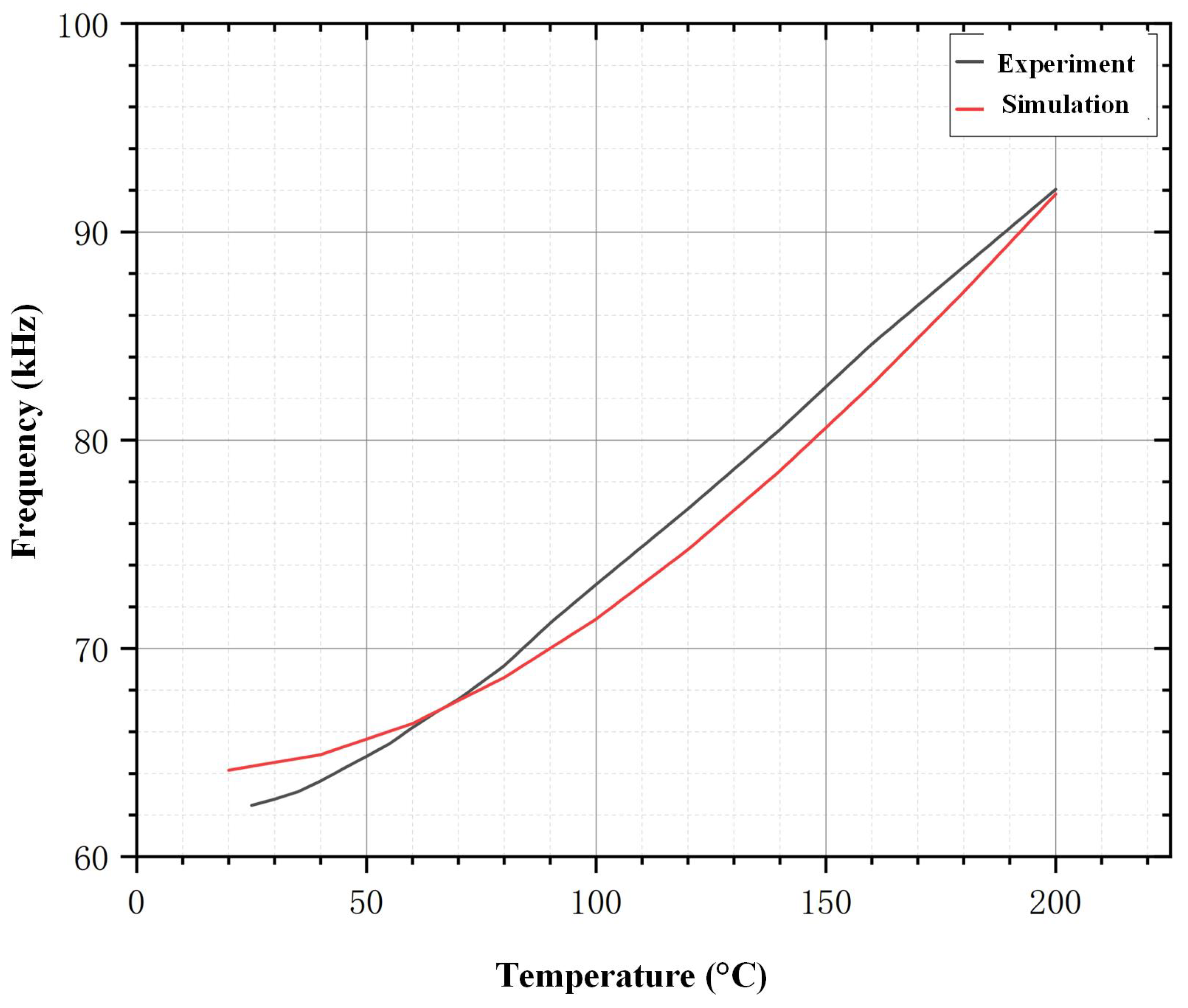

| Initial Frequency (kHz) |
Frequency Drift 80°C (kHz) |
Frequency Drift percentage 80°C |
Frequency Drift 200°C (kHz) | Frequency Drift percentage 200°C |
Linearity |
| 62.73 | 69.6 | 0.11 | 92.39 | 0.473 | 0.19 |
| 62.46 | 69.17 | 0.107 | 92.03 | 0.473 | 0.19 |
| 61.07 | 65.68 | 0.075 | 88 | 0.441 | 0.186 |
| 59.55 | 64.25 | 0.079 | 86.86 | 0.459 | 0.188 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).



