Submitted:
03 December 2024
Posted:
04 December 2024
You are already at the latest version
Abstract
In the present investigation, the mechanical properties of natural PEEK 450 processed by 1 additive manufacturing and applying fused deposition modeling (FDM) are investigated. Mechanical 2 characterization was performed through destructive testing, following ASTM D638-14, ASTM D695- 3 15 and ASTM D790-10 standards. Specimens were designed in CAD software and printed with 4 controlled infill densities of 40%, 70% and 100%, using a rectilinear pattern. The results showed that 5 an increase in infill density improves mechanical strength and stiffness, but reduces ductility and 6 energy absorption capacity. These findings offer crucial information for optimizing infill density in 7 the manufacturing of high-strength components for industrial and biomedical applications. As a 8 result, practical guidelines are provided for the design of medical devices, such as implants, achieving 9 an appropriate balance between mechanical performance and material efficiency.
Keywords:
1. Introduction
2. Materials and Methods
2.1. CAD Models
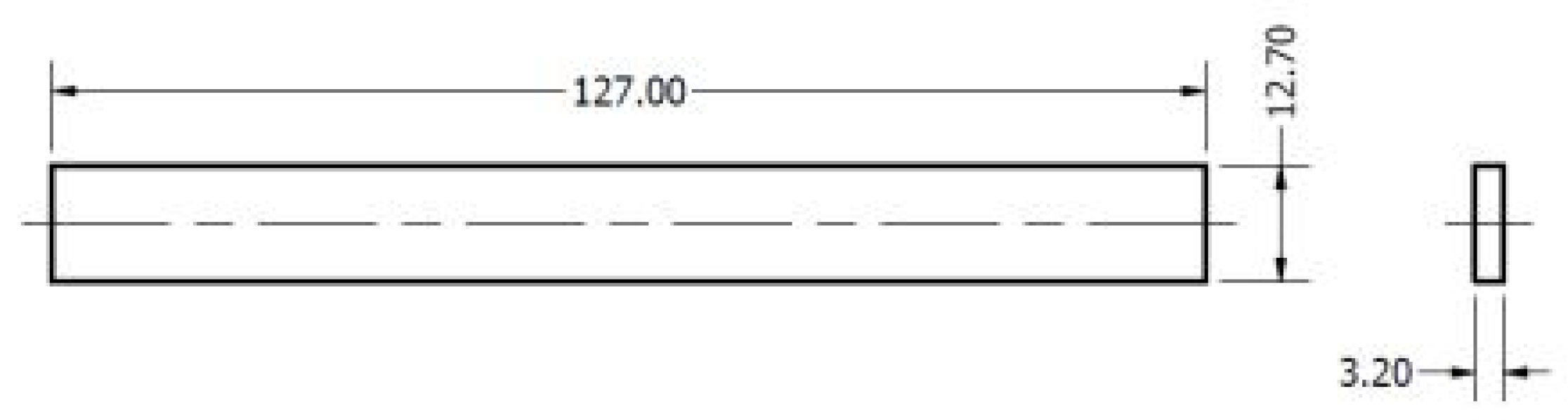
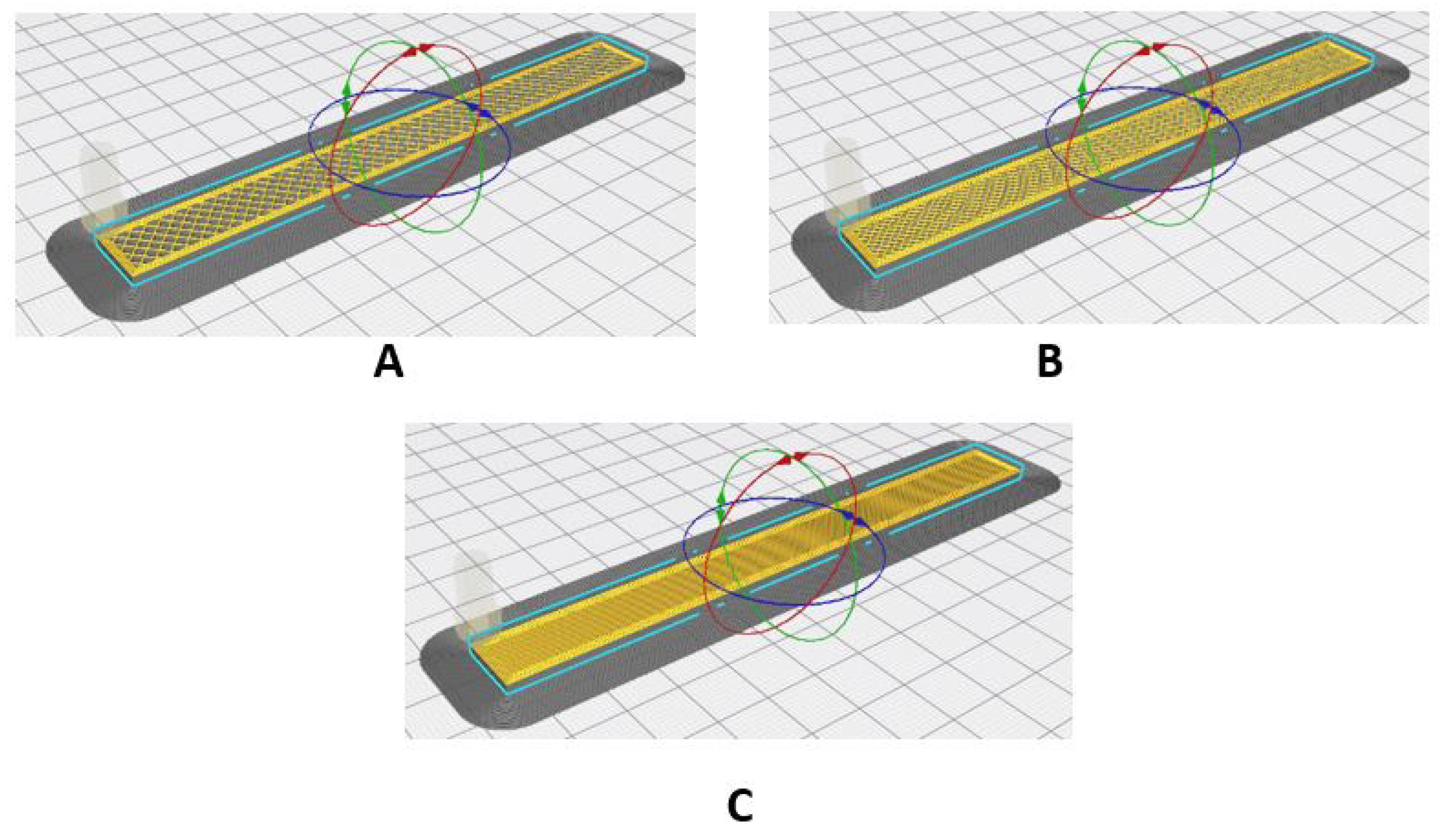
- Flexural Test Specimen (ASTM D790-10)[14]: The CAD model of the flexural test specimen was designed with a length of 127 mm, a width of 12.7 mm, and a thickness of 3.2 mm. This rectangular geometry ensures that during the test a homogeneous distribution of stresses is generated along the cross-section, allowing for an accurate analysis of the flexural strength of the material (Figure 1)
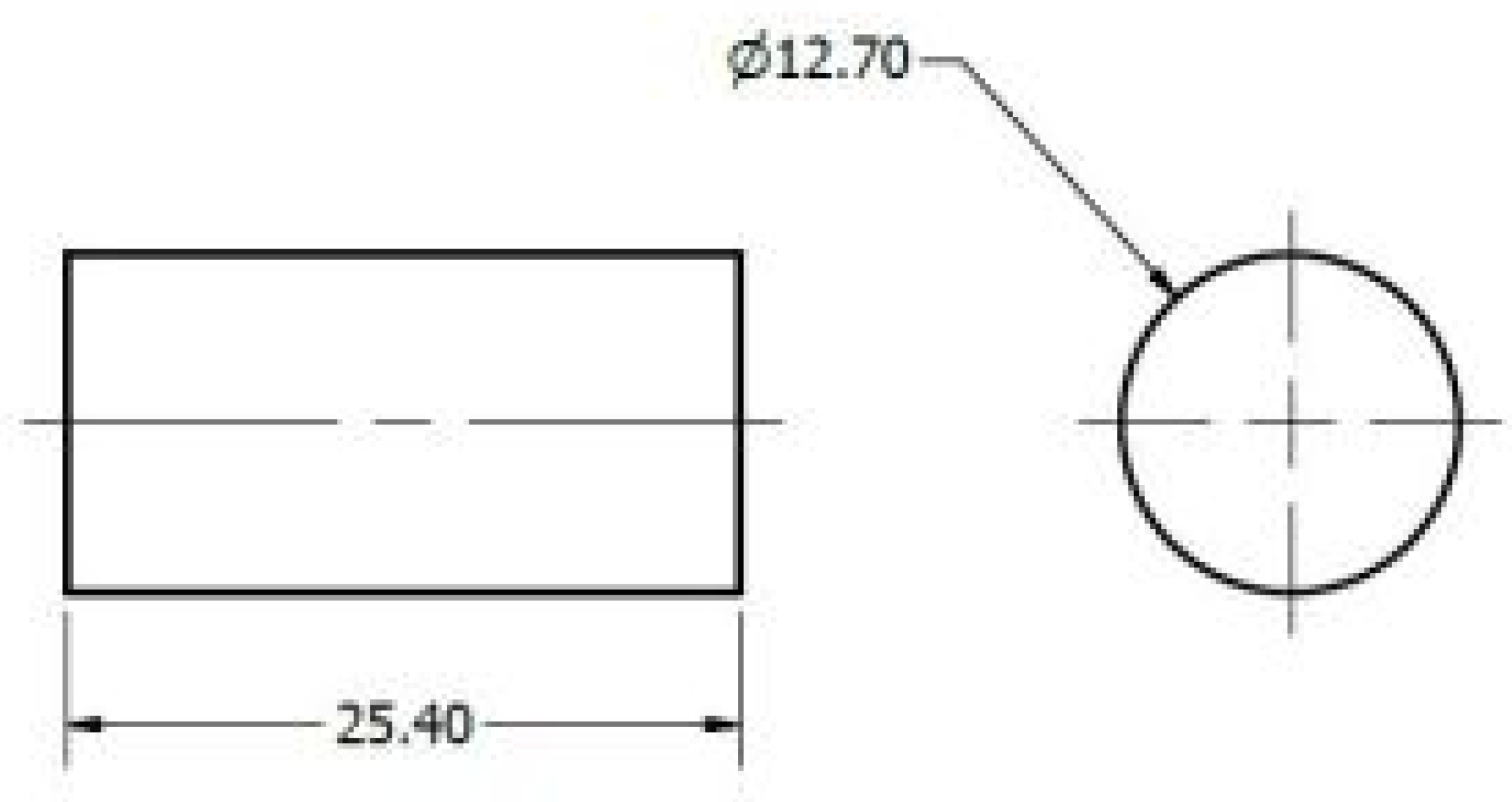
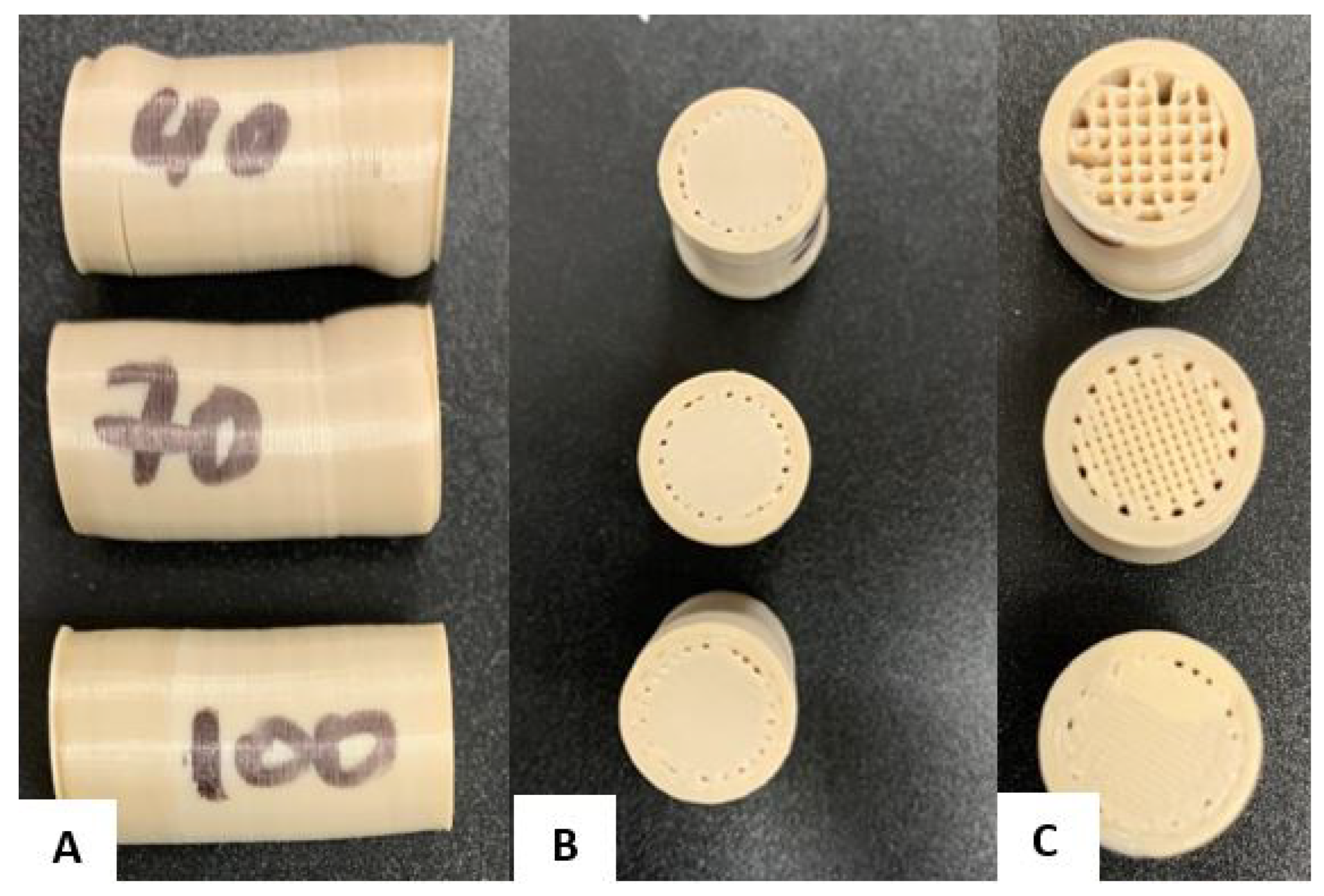
- Compression Test Specimen (ASTM D695-15)[15]: The compression specimen was modelled as a cylinder, with a height of 25.4 mm and a diameter of 12.7 mm. This geometry allows for adequate load stability, minimizing undesirable effects, such as buckling, during testing. The cylindrical design is ideal for ensuring that the load is distributed evenly across the cross-section (Figure 2)
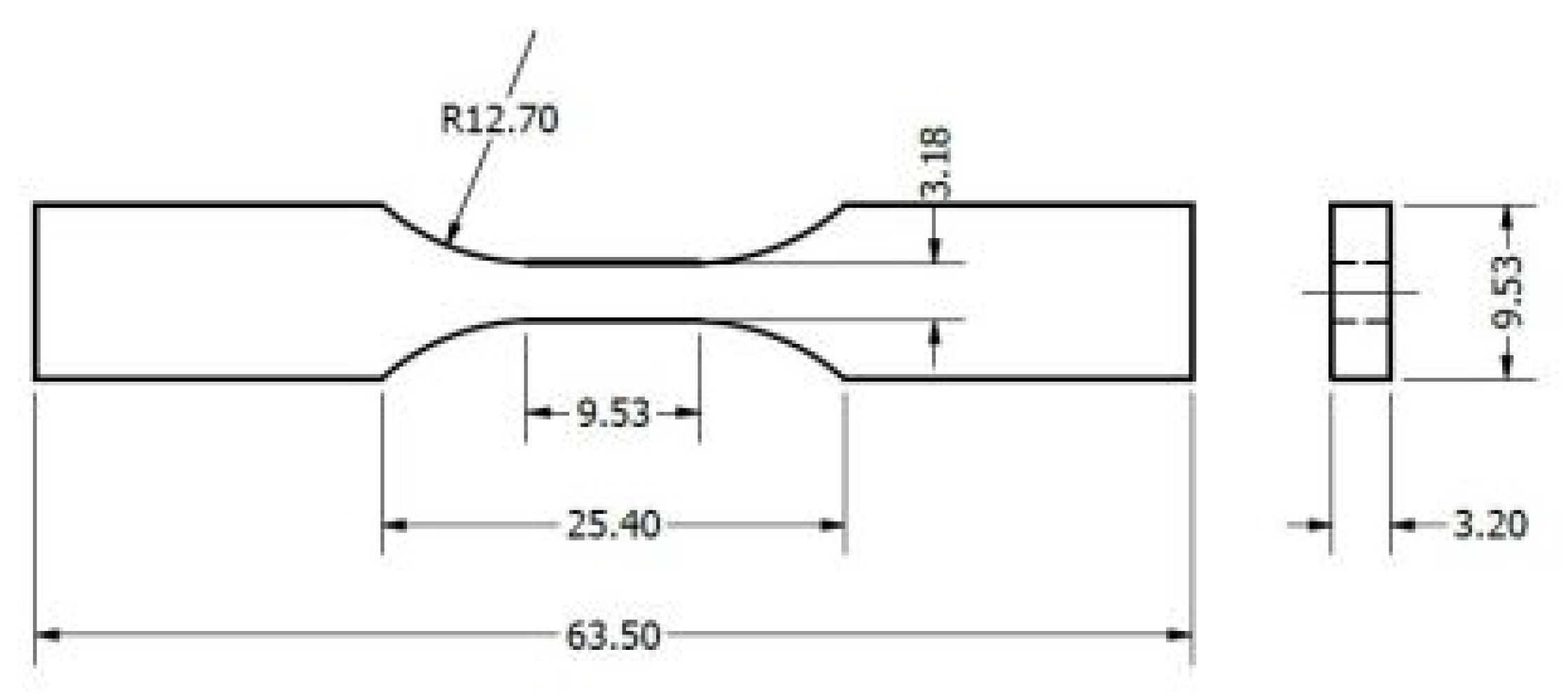
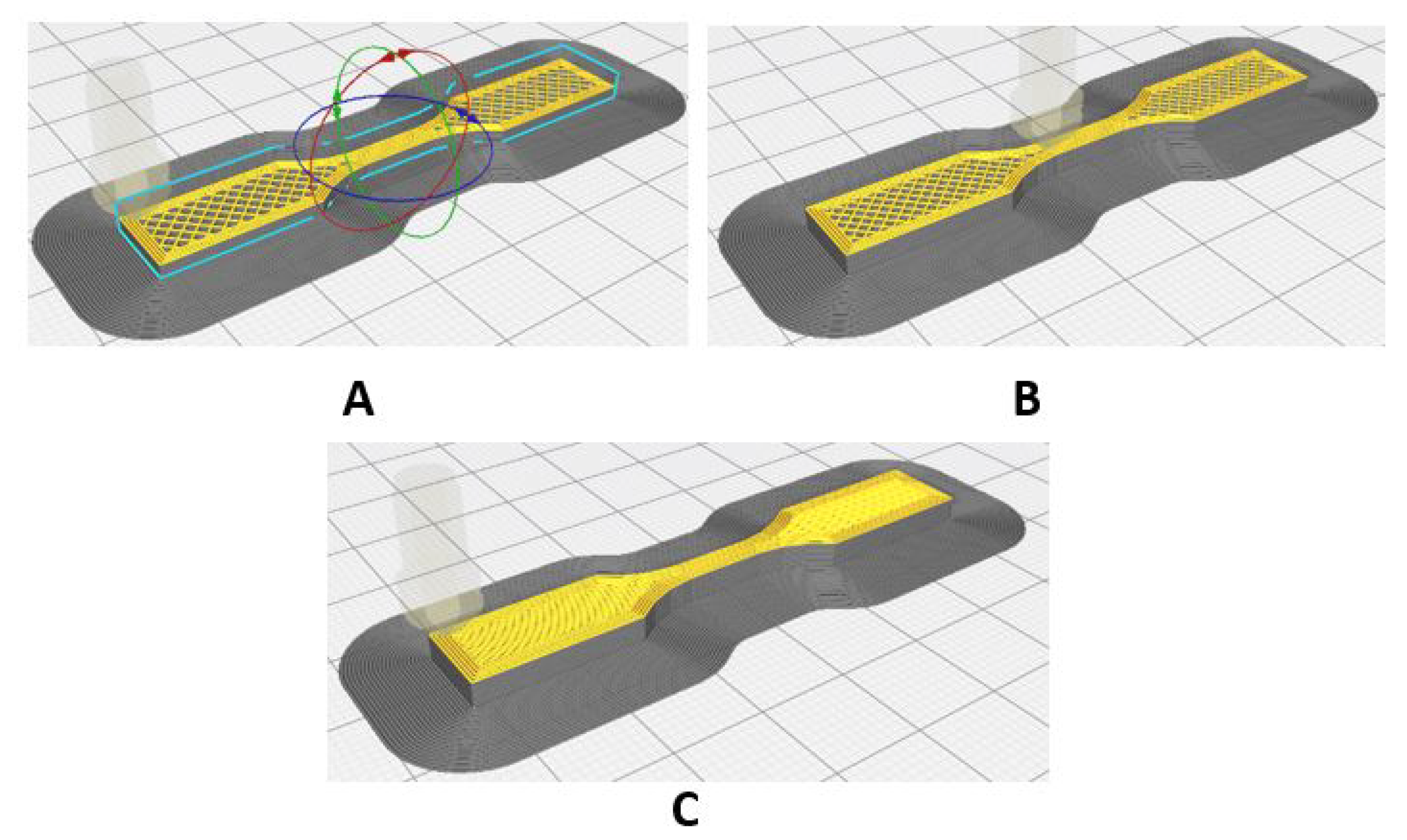
- Tensile Test Specimen (ASTM D638-14, Type V)[16]: The CAD model of the tensile specimen was based on the Type V design, which is particularly useful when the amount of material is limited. This specimen has an overall length of 63.5 mm, a width of 9.53 mm at the reduced section, and a thickness of 3.18 mm. The dimensions were carefully defined to ensure that the deformation was concentrated in the reduced section, thus ensuring an accurate characterization of the PEEK properties under tension (Figure 3)
2.2. Mechanical Properties of PEEK 450
2.3. 3D Printing Parameters
2.4. Fill Pattern in Models
2.5. Environmental Conditions of the Printing Environment
2.6. Quality Control
2.7. Setting Up the Experimental Campaign
3. Results and Discussion
3.1. Mechanical Force Behaviour
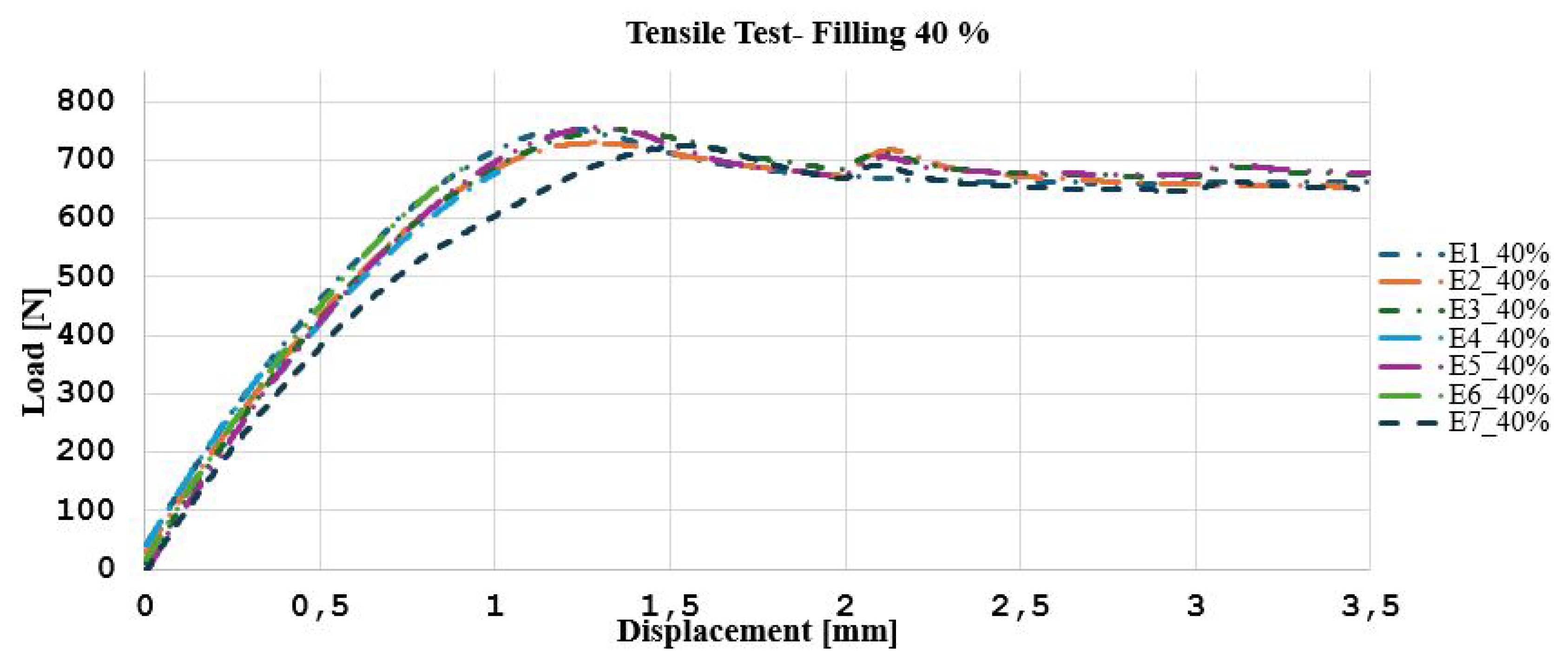
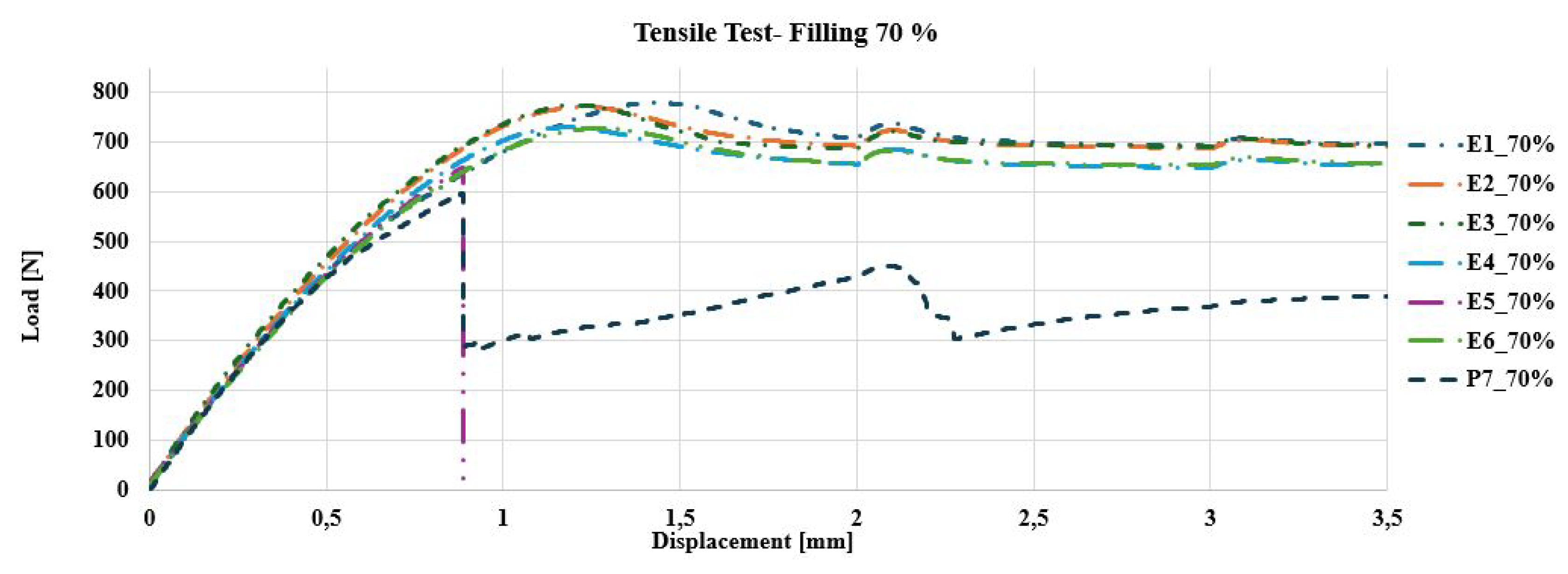
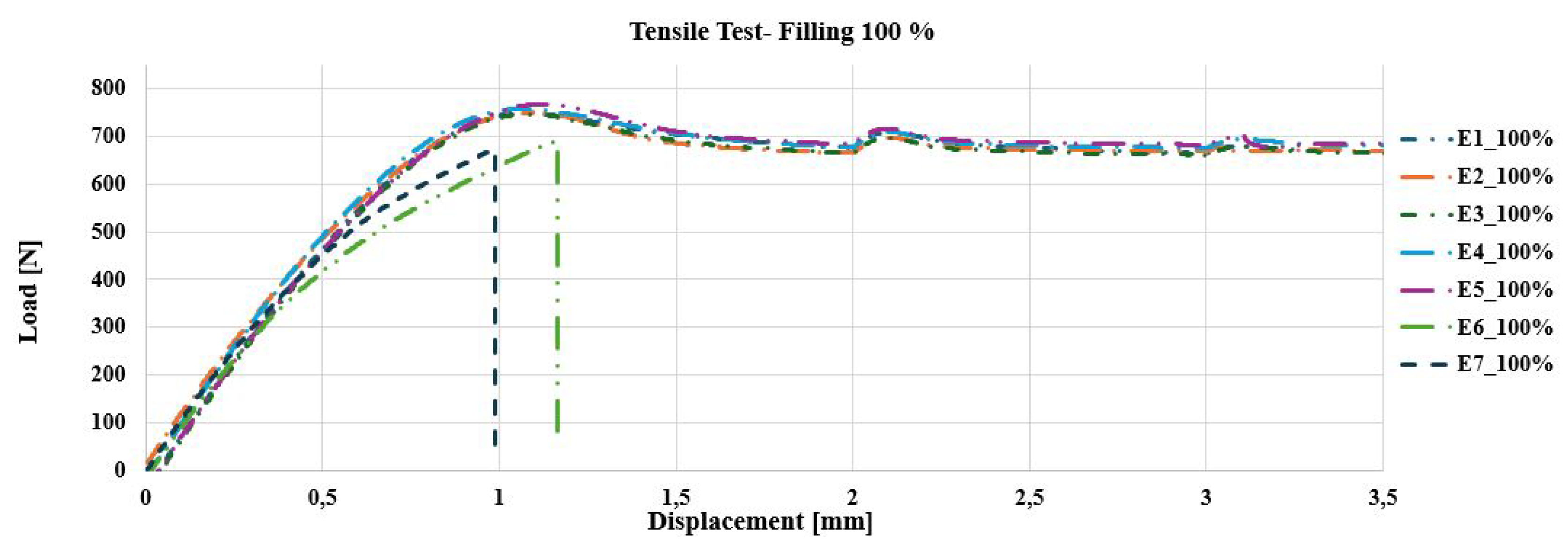
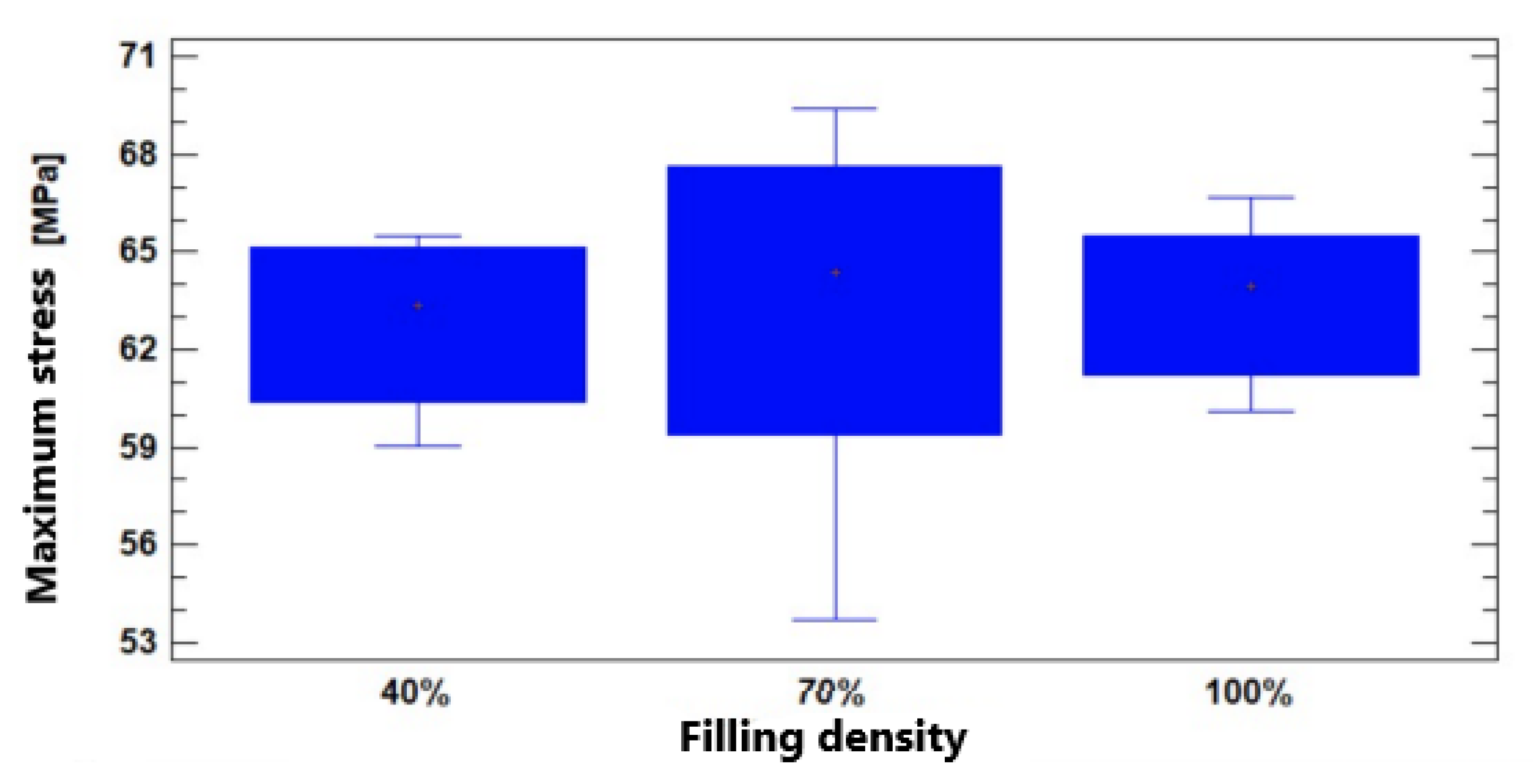
3.1.1. Tensile Analysis
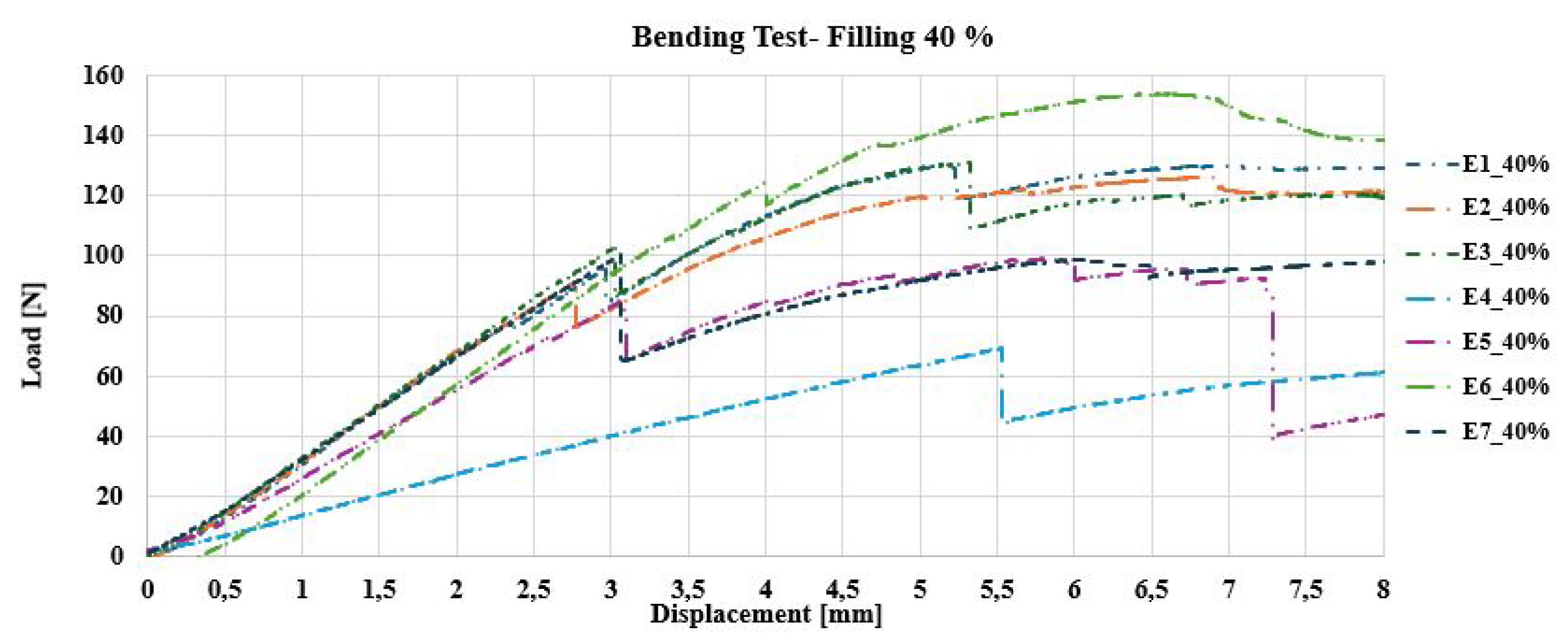
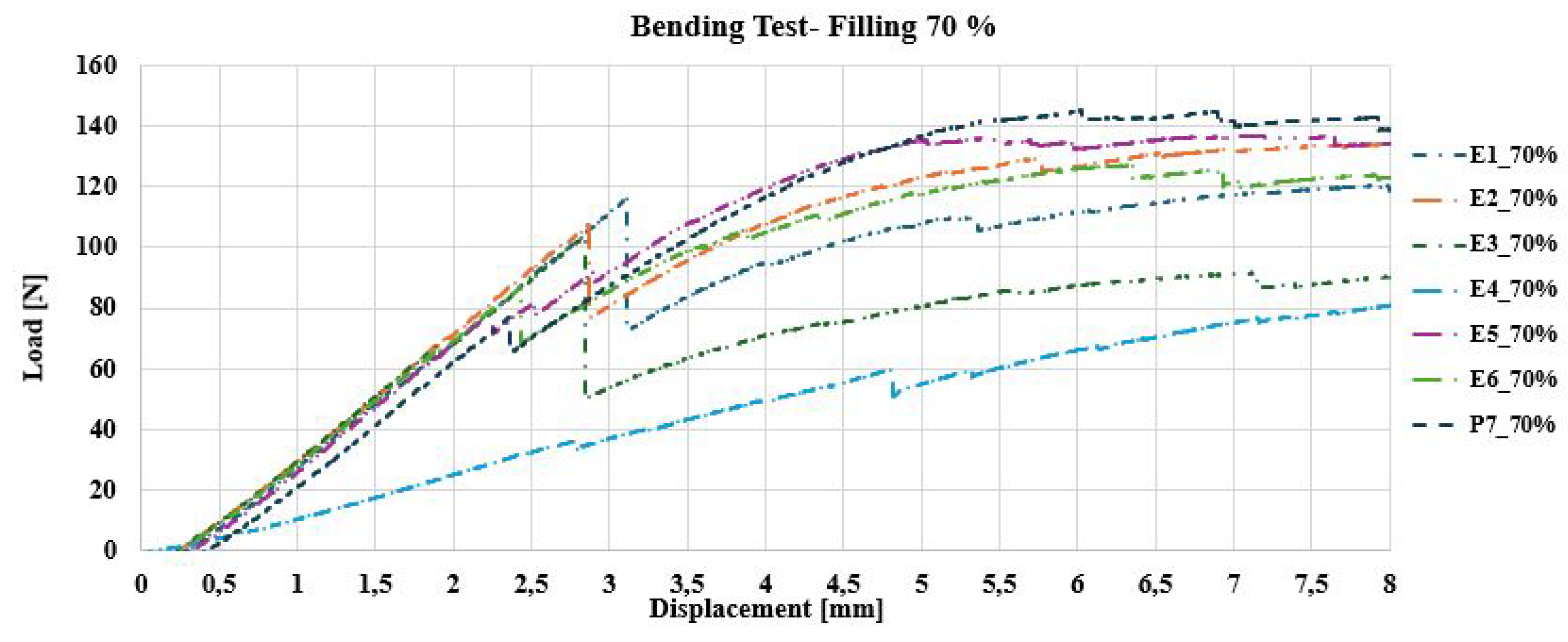
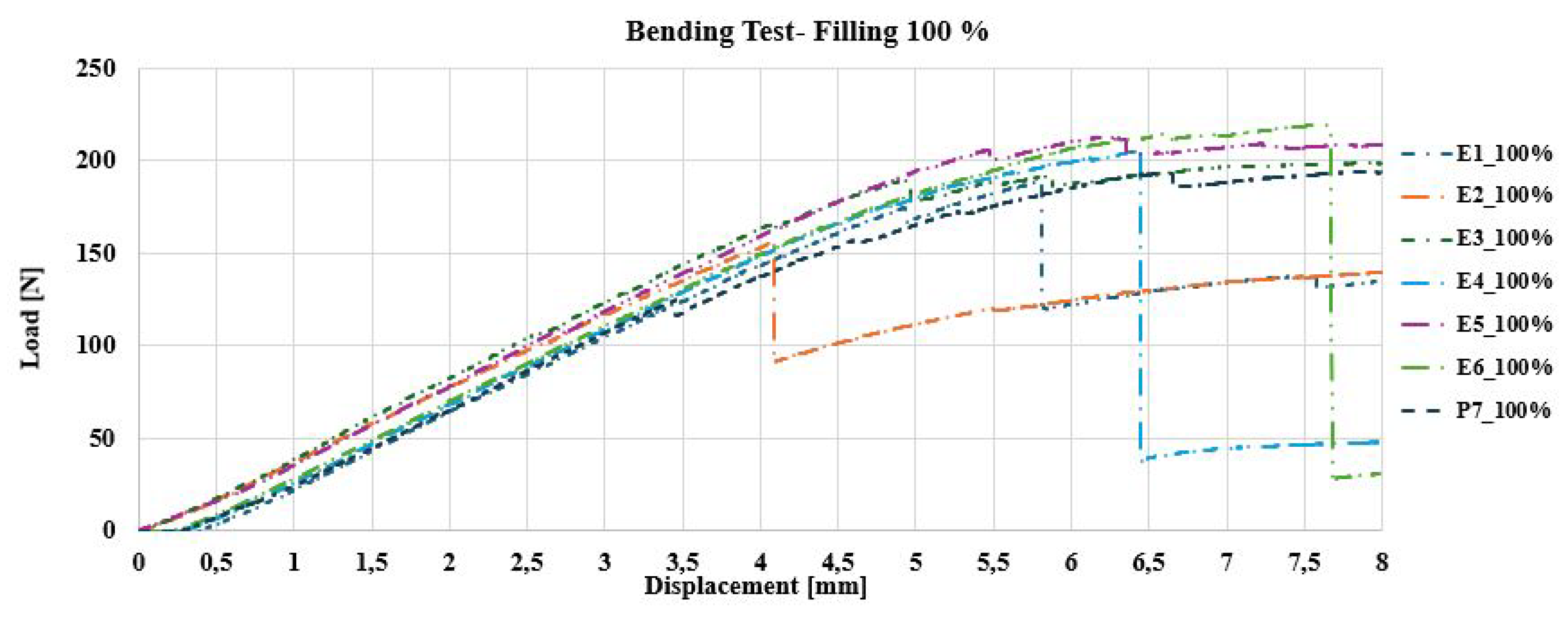
3.1.2. Flexural Analysis
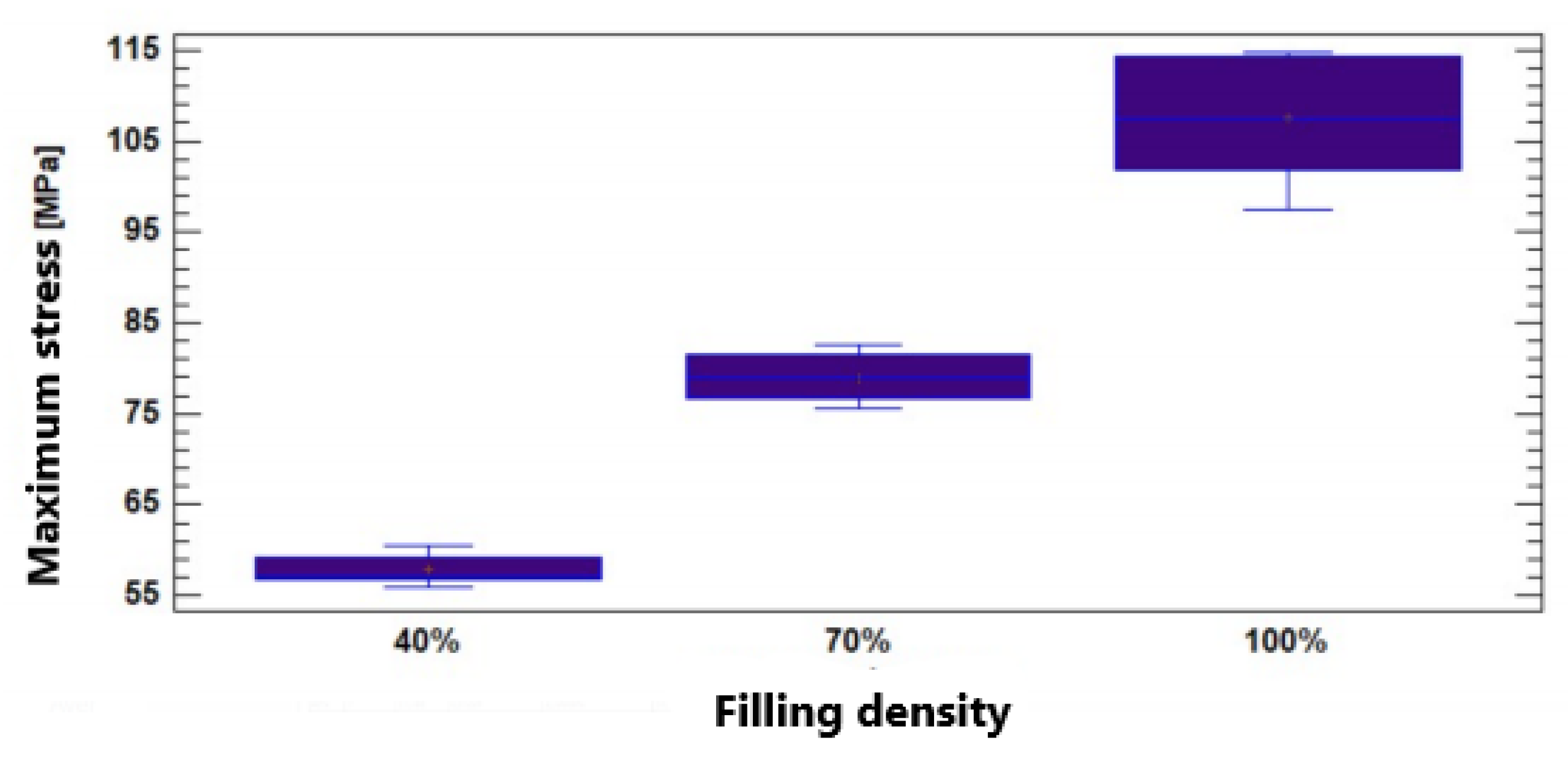
3.1.3. Bending Stresses
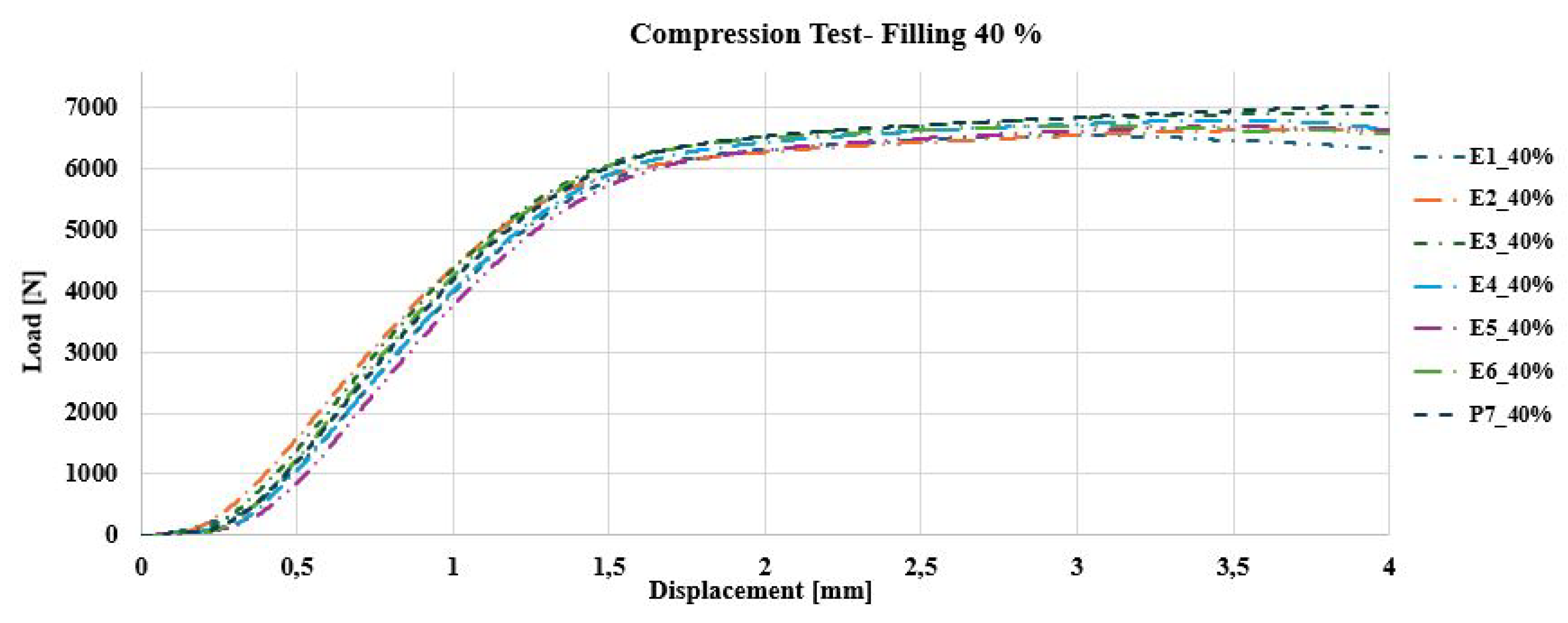
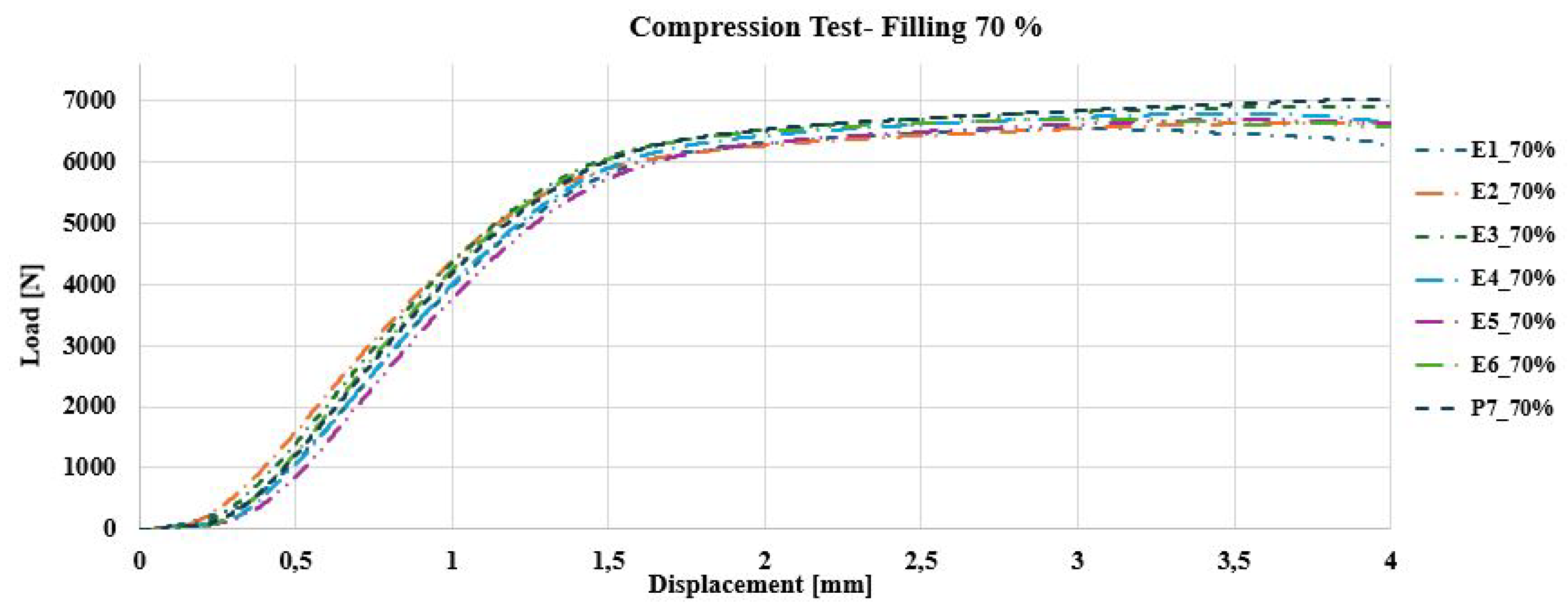
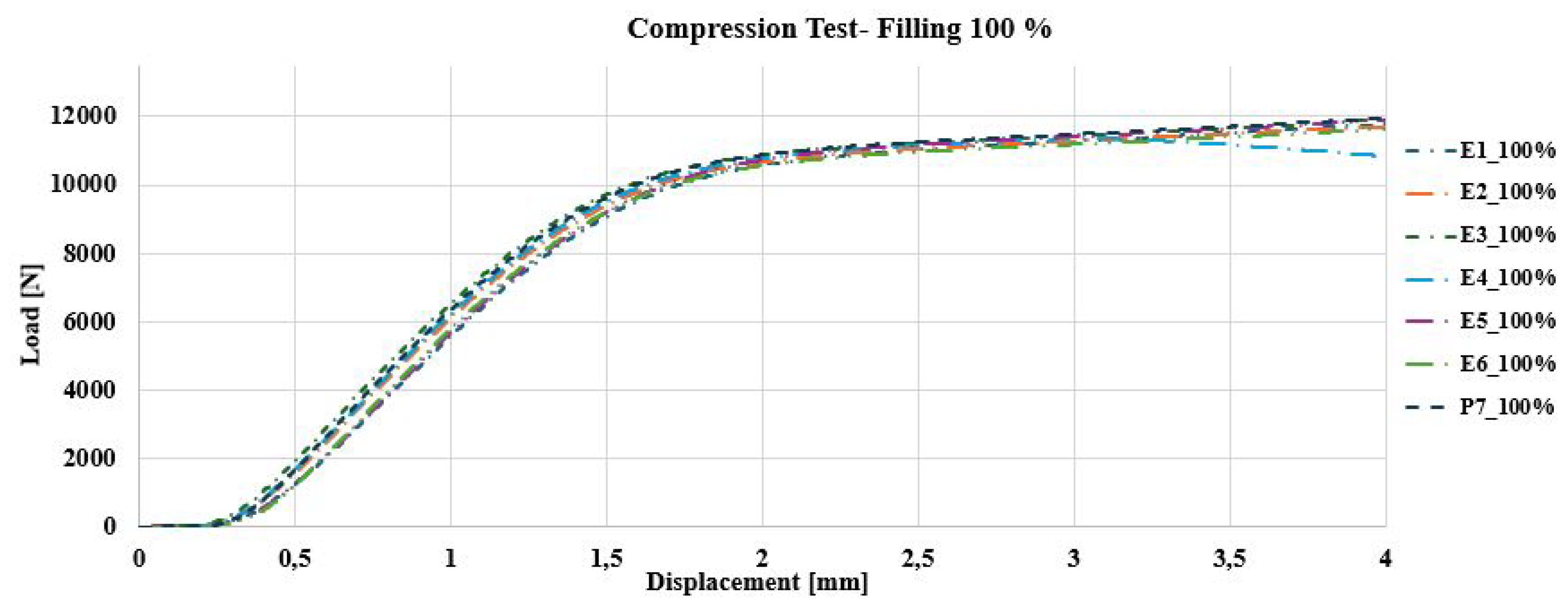
3.1.4. Compression Analysis
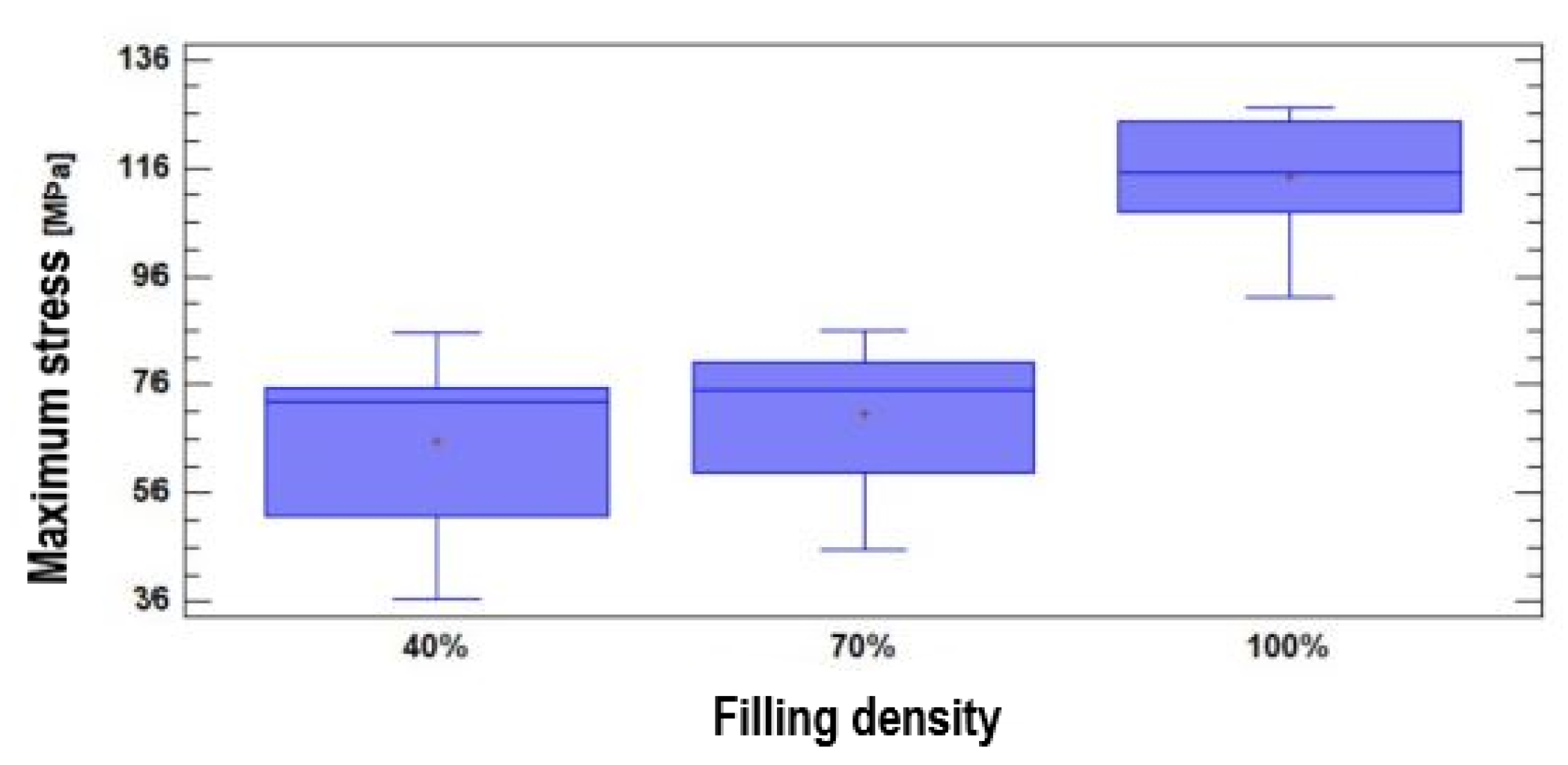
3.1.5. Compressive Stresses
3.2. Statistic Analysis
3.2.1. ANOVA for the Bending Test
3.2.2. ANOVA for Compression Test
3.2.3. ANOVA for the Tensile Test
- Orthopedic Prosthetics: Configurations with fill density are ideal for fixation plates requiring rigidity and dimensional stability.
- Dental implants: Densities of fill are more appropriate for applications that require a balance between strength and energy absorption, such as maxillofacial prostheses.
- Lightweight medical devices: Temporary devices, such as surgical guides, can be manufactured with infill densities, optimizing weight and reducing production times.
4. Conclusions
- If a medical device needs to withstand small bending forces, it should be manufactured with a filling density ranging between and . A fill density of is recommended for devices that will undergo significant bending.
- If the maximum tensile stresses are not required to exceed , then it would be sufficient to manufacture it with a filling density of .
- If the medical device is going to be subjected to compression forces, then the maximum load that it must support should be estimated, to establish an appropriate filling density.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dua, R.; Rashad, Z.; Spears, J.; Dunn, G.; Maxwell, M. Applications of 3d-printed peek via fused filament fabrication: A systematic review. Polymers 2021, 13, 4046. [Google Scholar] [CrossRef]
- Wang, R.; Cheng, K.j.; Advincula, R.C.; Chen, Q. On the thermal processing and mechanical properties of 3D-printed polyether ether ketone. MRS Communications 2019, 9, 1046–1052. [Google Scholar] [CrossRef]
- Li, Y.; Lou, Y. Tensile and bending strength improvements in PEEK parts using fused deposition modelling 3D printing considering multi-factor coupling. Polymers 2020, 12, 2497. [Google Scholar] [CrossRef] [PubMed]
- Clavería Gracia, J.; Puértolas Rafales, J.A. PEEK: implantes biomédicos. Máster Universitario en Ingeniería Biomédica, 2011. [Google Scholar]
- Hernández Bernal, E. Análisis de prótesis dentales de peek fabricadas por inyección. Tesis de Máster Universitario en Diseño y Fabricación Integrada Asistidos por Computador-Màster Universitari en Disseny i Fabricació Integrada Assistits per Computador, 2021. [Google Scholar]
- Ortega Martínez, J.; et al. Aplicación de las estructuras de PEEK para la confección de prótesis CAD-CAM implanto-soportadas. Estudio in-vitro. Tesis Doctoral, 2018. [Google Scholar]
- Zhao, Y.; Zhao, K.; Li, Y.; Chen, F. Mechanical characterization of biocompatible PEEK by FDM. Journal of Manufacturing Processes 2020, 56, 28–42. [Google Scholar] [CrossRef]
- Wang, Y.; Müller, W.D.; Rumjahn, A.; Schmidt, F.; Schwitalla, A.D. Mechanical properties of fused filament fabricated PEEK for biomedical applications depending on additive manufacturing parameters. Journal of the mechanical behavior of biomedical materials 2021, 115, 104250. [Google Scholar] [CrossRef]
- Luo, C.; Liu, Y.; Peng, B.; Chen, M.; Liu, Z.; Li, Z.; Kuang, H.; Gong, B.; Li, Z.; Sun, H. PEEK for oral applications: Recent advances in mechanical and adhesive properties. Polymers 2023, 15, 386. [Google Scholar] [CrossRef] [PubMed]
- Moby, V.; Dupagne, L.; Fouquet, V.; Attal, J.P.; François, P.; Dursun, E. Mechanical properties of fused deposition modeling of polyetheretherketone (PEEK) and interest for dental restorations: A systematic review. Materials 2022, 15, 6801. [Google Scholar] [CrossRef] [PubMed]
- Wang, P.; Zou, B.; Xiao, H.; Ding, S.; Huang, C. Effects of printing parameters of fused deposition modeling on mechanical properties, surface quality, and microstructure of PEEK. Journal of Materials Processing Technology 2019, 271, 62–74. [Google Scholar] [CrossRef]
- Wu, W.; Geng, P.; Li, G.; Zhao, D.; Zhang, H.; Zhao, J. Influence of layer thickness and raster angle on the mechanical properties of 3D-printed PEEK and a comparative mechanical study between PEEK and ABS. Materials 2015, 8, 5834–5846. [Google Scholar] [CrossRef] [PubMed]
- Liu, G.; Hu, N.; Huang, J.; Tu, Q.; Xu, F. Experimental Investigation on the Mechanical and Dynamic Thermomechanical Properties of Polyether Ether Ketone Based on Fused Deposition Modeling. Polymers 2024, 16, 3007. [Google Scholar] [CrossRef] [PubMed]
- Standard, A. Standard test methods for flexural properties of unreinforced and reinforced plastics and electrical insulating materials. ASTM D790. Annual book of ASTM standards 1997. [Google Scholar]
- ASTM, D.; et al. Standard test method for compressive properties of rigid plastics. ASTM materials standards 2002. [Google Scholar]
- International, A. Standard test method for tensile properties of plastics; ASTM international, 2014. [Google Scholar]
- Wang, Z., C. X.C.X.e.a. Effect of moisture content in polyether-ether-ketone (PEEK) filament on 3D printed parts. Discover Applied Sciences 2024, 6. [Google Scholar] [CrossRef]
- Herrero, T.V.V. Caracterización de Probetas de Termoplástico Fabricadas Mediante Impresión 3D. PhD thesis, 2018.
- Urresta, C. Caracterización De Las Propiedades Mecánicas De Materiales Impresos Mediante La Técnica De Impresión 3d Fused Deposition Modeling (Fdm). Trabajo de grado previo a la obtención del título de ingeniero en mecatrónica, 2020. [Google Scholar]
- Ahmad, M.N.; Yahya, A. Effects of 3D printing parameters on mechanical properties of ABS samples. Designs 2023, 7, 136. [Google Scholar] [CrossRef]
- Samykano, M.; Selvamani, S.; Kadirgama, K.; Ngui, W.; Kanagaraj, G.; Sudhakar, K. Mechanical property of FDM printed ABS: influence of printing parameters. The International Journal of Advanced Manufacturing Technology 2019, 102, 2779–2796. [Google Scholar] [CrossRef]
- Kewalramani, N. Análisis in vitro de la elasticidad y la flexión del peek. PhD thesis, Universidad Complutense de Madrid Madrid, Spain, 2018.
- Hassanpour, M.; Narongdej, P.; Alterman, N.; Moghtadernejad, S.; Barjasteh, E. Effects of Post-Processing Parameters on 3D-Printed Dental Appliances: A Review. Polymers 2024, 16, 2795. [Google Scholar] [CrossRef] [PubMed]
- Stepanov, D.Y.; Dontsov, Y.V.; Panin, S.V.; Buslovich, D.G.; Alexenko, V.O.; Bochkareva, S.A.; Batranin, A.V.; Kosmachev, P.V. Optimization of 3D Printing Parameters of High Viscosity PEEK/30GF Composites. Polymers 2024, 16, 2601. [Google Scholar] [CrossRef] [PubMed]
- Maharana, T.; Sutar, A.K.; Nath, N.; Routaray, A.; Negi, Y.S.; Mohanty, B. Polyetheretherketone (PEEK) membrane for fuel cell applications. Advanced Energy Materials, 2014; 433–464. [Google Scholar]
- Tseng, J.W.; Liu, C.Y.; Yen, Y.K.; Belkner, J.; Bremicker, T.; Liu, B.H.; Sun, T.J.; Wang, A.B. Screw extrusion-based additive manufacturing of PEEK. Materials & Design 2018, 140, 209–221. [Google Scholar]
- Al Christopher, C.; da Silva, Í.G.; Pangilinan, K.D.; Chen, Q.; Caldona, E.B.; Advincula, R.C. High performance polymers for oil and gas applications. Reactive and Functional Polymers 2021, 162, 104878. [Google Scholar]
- Rajkumar, S. Effect of infill pattern and build orientation on mechanical properties of FDM printed parts: An experimental modal analysis approach. arXiv 2022, arXiv:2202.05692 2022. [Google Scholar]


| Mechanical properties | ||
|---|---|---|
| Property | Amount | Normative |
| Tensile strength | ISO 527 | |
| Elongation resistance | ISO 527 | |
| Young’s modulus | ISO 527 | |
| Impact resistance | ISO 179-1eU | |
| Thermal properties | ||
| Melting temperature | DIN 53765 | |
| Glass transition temperature | DIN 53765 | |
| Decomposition temperature | ||
| 3D Print | |
|---|---|
| Print volume | |
| Connectivity | WiFi, Internet, USB |
| Layer height | |
| X-Y-Z Resolution | |
| Filament diameter | |
| Nozzle diameter | |
| Software | |
| Files | .stl, .obj |
| Software | INTAMSUITE, simplify3D, Cura |
| OS | Windows |
| Temperature | |
| Camera | |
| Build plate | |
| Extruder | |
| Specimen | Filling density | Maximum stress | Elasticity Modulus | Yield stress |
|---|---|---|---|---|
| [%] | [] | [] | [] | |
| 1-7 | 40 | 63.34 | 2127.04 | 58.87 |
| 8-14 | 70 | 64.4 | 2294.22 | 53.71 |
| 15-21 | 100 | 63.95 | 2436.67 | 49.05 |
| Specimen | Filling density | Maximum stress | Elasticity Modulus |
|---|---|---|---|
| [%] | [] | [] | |
| 1-7 | 40 | 63.43 | 2134.71 |
| 8-14 | 70 | 70.69 | 2676.21 |
| 15-21 | 100 | 114.32 | 2773.73 |
| Specimen | Filling density | Maximum stress | Elasticity Modulus |
|---|---|---|---|
| [%] | [] | [] | |
| 1-7 | 40 | 58.09 | 149.47 |
| 8-14 | 70 | 78.77 | 162.06 |
| 15-21 | 100 | 107.53 | 147.47 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).



