
Submitted:
30 November 2024
Posted:
03 December 2024
You are already at the latest version
Abstract
3D printing, as an emerging rapid manufacturing technology, is widely used in various fields such as aerospace, shipbuilding, and wind power due to its ability to efficiently create parts with complex structures and integrated functions. In response to the problems of poor mechanical properties and difficulty in selecting process parameters for fused deposition modeling (FDM), this paper analyzed the principle of FDM and proposed a parameters optimization method based on Kriging and Cuckoo Search (CS) algorithm aimed at improving the mechanical properties of 3D printed polylactic acid (PLA) parts. Firstly, by analyzing the FDM process principle and its main process parameters, printing speed and temperature were selected as research elements, tensile strength as the mechanical performance index, and Latin hypercube sampling (LHS) was integrated to complete the experiments and generate a limited sample set; Secondly, a Kriging based prediction model for mechanical properties was constructed by learning sample data, and the nonlinear mapping relationship between process parameters and tensile strength was obtained; Then, using the combinations of printing speed and printing temperature as design variables and maximizing tensile strength as optimization objective, an FDM parameters optimization model was established, and the optimal process parameters were searched by CS. Finally, experimental verification showed that the Kriging model is correct and effective, and tensile strength of parts printed under the optimal process parameters is significantly improved.
Keywords:
aerospace
; fused deposition modeling
; process parameters optimization
; mechanical properties
; Kriging
; CS
1. Introduction
Different from conventional processes such as subtractive manufacturing (i.e. milling or drilling) and formative manufacturing (i.e. casting or forging), additive manufacturing, also referred as rapid prototyping[1] and 3D printing[2], is a revolutionary manufacturing technique based on digital models that utilizes adhesive materials such as metals, polymers, or composites to construct structures with complex shapes through depositing material layer by layer. Due to not being limited by the shape of parts and forming molds or toolings, 3D printing products have a short development cycle and low cost. Currently, 3D printing has received tremendous attention in transportation, aerospace, industrial equipment, medical and other fields[3].
Fused Deposition Modeling (FDM) is a widely used 3D printing process. It heats and extrudes filaments through a small nozzle along a computer-controlled path to fabricate polymer components with shapes ranging from simple to intricate. To enhance the performance of FDM, it is crucial to properly set input parameters such as printing speed and orientation, layer thickness, nozzle and substrate temperatures, infill percentage and pattern, and other parameters[3,4]. Rodríguez-Reyna et al[5] and Cheng et al[6]the optimization and statistical analysis were carried out on the influence of printing parameters such as infill percentage, printing direction, layer thickness, printing speed, and nozzle temperature on the tensile stress and elastic modulus of Fused Deposition Modeling (FDM) parts printed with polylactic acid (PLA), acrylonitrile-butadiene-styrene copolymer (ABS), nylon with carbon fiber, and recycled carbon fiber reinforced PLA by using the Design of Experiments (DOE) method. Portoacă et al[7]and Pereira et al[8]the Design of Experiments (DOE) technique was also employed to investigate the impact of process parameters (infill percentage, layer thickness, printing speed, infill pattern and printing material) on the tensile, compressive and bending properties of acrylonitrile-butadiene-styrene copolymer (ABS) and polylactic acid (PLA) parts. Alzyod et al[9] Variance Analysis (ANOVA), means and Signal to Noise (S/N) ratio graphs were employed to explore the correlation between the residual stress of ABS printed samples and three printing parameters, namely printing orientation, raster angle and infill pattern. Wang et al[10] carried out uniaxial tensile tests and dynamic mechanical analysis to characterize tensile properties and dynamic mechanical properties of FDM printed PLA under different process parameters, namely printing angle, layer thickness, infill percentage and nozzle temperature. Khosravani et al. [11]conducted compact tension (CT) test on 3D-printed PLA and ABS parts fabricated by FDM to study the effects of printing speed, layer thickness and printing direction on tensile strength and fracture toughness, and improved the mechanical properties. Algarni et al [12]presented two quadratic mathematical models to illustrate the effect of three printing process variables: raster angle, layer thickness and infill density, on two outputs: strength at fracture and strain behavior of PLA printed specimens. Huang et al[13], Mani et al[14]and Sahoo et al[15] all employed orthogonal experiments to investigate the process parameters such as layer thickness, printing speed, raster angle, and building orientation in terms of their effects on mechanical properties, surface quality, and microstructure of samples in FDM.
Combining DOE and NSGA-II, Kafshgar et al.[16] and Long et al.[17] conducted multi-objective optimization studies on the process parameters of 3D printed PLA and continuous flax-fiber-reinforced composites, and provided the optimal 3D printing process parameters. Similarly combining DOE with grey wolf algorithm (GWO), Fountas et al [18]studied five important FDM parameters (layer thickness, infill percentage, deposition angle, printing speed and printing temperature) and their effect on the response of flexural strength. Patil et al[19] the effects of layer thickness, printing speed, infill percentage and infill pattern on surface roughness, printing time and the length of consumed filaments were studied. Moreover, a multi-objective optimization paradigm was proposed to optimize the parameters of FDM for PLA printing by combining orthogonal experiments with grey correlation analysis. Furthermore, Dusanapudi et al.[20] combined orthogonal experiments, grey relational analysis, and genetic algorithm(GA) to study the effects of extrusion multiplier, nozzle temperature, and layer thickness on mechanical properties and porosity of ABS FDM parts, and obtained the optimal combination of process parameters. Singh et al[21] the influence of the printing process parameters of FDM, namely nozzle diameter, build orientation, raster pattern, layer height and print speed, on the tensile strength, build time, material consumption and surface roughness of 3D printed PLA was studied. Moreover, an Artificial Neural Network (ANN) prediction model was developed to predict the relevant responses with the minimum error. Similarly, in order to accomplish multi-objective optimization of conflicting performance responses namely, specific energy, scrap weight and surface roughness depending on the constraints of printing parameters namely, infill percentage, layer thickness, printing speed, and extruder temperature, Poonia et al[22] integrated GA to provide a Pareto solution, and used analytical hierarchal process (AHP) to determine the weights of the three objectives and technique for order preference by similarity to ideal solution to obtain the most preferred solution. In order to improve the shape accuracy of FDM parts, Yang et al[23] proposed a deformation control-oriented optimization method for process parameters of FDM of PLA based on Support Vector Regression (SVR) and cuckoo search (CS).
In this paper, printing speed and nozzle temperature are the parameters utilized for investigation, while tensile strength serves as the response indicator for analysis. Subsequently, an optimization paradigm based on the Kriging method and CS algorithm is proposed to optimize the process parameters of FDM for the printing of PLA parts. By combining Latin Hypercube Sampling (LHS) with experimental analysis to generate sample data, a Kriging model is established based on this sample data for predicting tensile strength. Then, based on the Kriging prediction model, CS is used to seek the optimal solution. The proposed method plays an important role in improving the mechanical properties of 3D printed polymer parts and promoting the in-depth application of 3D printing technology.
2. Problem formulation
2.1. FDM principle and process parameters
The main materials of FDM are filaments such as PLA, ABS, and Nylon. During printing, the filament is clamped in two feeding rods and sent to the printing nozzle through a feeding mechanism. At this time, the material is heated, melted, and extruded. The nozzle first moves along the cross-sectional contour of the workpiece, and then moves along the internal CNC filling trajectory. The extruded material quickly solidifies, with each layer adhering to each other and stacked layer by layer, ultimately forming a solid workpiece. The printing principle of FDM is shown in Figure 1.
In FDM, the poor mechanical property of the printed part is a major bottleneck in the development and application of 3D printing. And printing speed and temperature have a significant impact on the mechanical properties of FDM parts. In this article, these two parameters are taken as the research objects to explore the mechanism of the influence of printing parameters on the mechanical properties.
Printing speed(v): refers to the nozzle movement speed during printing. If the speed is too low, it will reduce printing efficiency and increase printing time. At the same time, if the material stays in nozzle for too long, it will lead to excessive heating. If the speed is too high, the surface of the workpiece is prone to wire drawing, which affects the surface quality and cannot guarantee machining accuracy.
Printing temperature(T): refers to the nozzle temperature during 3D printing. If the temperature is too low, it will prevent material from fully melting, reduce its adhesion, and prevent it from bonding to the hot bed. Peeling phenomenon may also occur between layers, reducing the mechanical properties and easily causing nozzle blockage. If the temperature is too high, it will cause the material to lean towards liquid state during extrusion, making it difficult to effectively control the filling trajectory and lead to molding failure.
2.2. Optimization model
In this paper, printing speed (v) and temperature (T) printing were taken as design variables, and the objective function was to maximize the tensile strength (σ). Thus, the objective optimization problem can be formulated as:
Here, X denotes the design variables that characterize different combinations of process parameters. v and T represent printing speed and printing temperature, respectively. U(X) denotes the objective function, which is the tensile strength, represented by σ. Ω1 and Ω2 represents the reasonable range of v and T, respectively. In this paper, Ω1 = [20, 60] and Ω2 = [190, 230].
3. Kriging and CS
3.1. Kriging
Kriging is a kind of interpolation function model based on statistical discipline. When predicting the information of a certain point, it is necessary to estimate the unknown information of the point by linear combination of the information in a certain range of the point, and it is not affected by random error. Kriging model has good global convergence and high fitting accuracy, and has high nonlinear approximation ability. Kriging model y(x) can be expressed as the sum of a parameterized linear regression model and a non-parametric random process, namely:

Here, F(β, x) is polynomial regression function; β = (β1, ⋯, βp)T is the corresponding weight coefficient vector; f (x) is the basis function for the input
parameter x; z(x) is the estimated error of the system, which is a random distribution with a covariance Cov[z(xi), z(xj)] = σ2R(θ, xi, xj) and a mean of 0, Where σ2 is the variance, R(θ, xi, xj) is the correlation function of hyperparameter θ, which is used to characterize the spatial correlation between sample points xi and xj. Its mathematical expression is as follows:
Where m is the number of pre-designed variables; dk is the Euclidean distance of sample point k; θk is a hyperparameter. There are many forms of correlation function R(θ, xi, xj). The commonly used correlation functions in Kriging proxy model are exponential function, Gaussian function, cubic function, spherical function and spline function.
3.2. CS
The Cuckoo Search algorithm is a swarm intelligence optimization algorithm and also a new meta-heuristic search algorithm. It has the advantages of few parameters, simple operation, easy implementation, excellent random search paths and strong optimization ability. The idea is based on two strategies: cuckoo's nest parasitism and Lévy flight mechanism. Searching for the optimal nest through random walks to hatch one's own eggs can achieve an efficient optimization mode. CS uses nests to represent solutions. In the simplest case, there is one egg per nest, and the cuckoo's egg represents a new solution. The aim is to use new and potentially better solutions to replace less good ones. The algorithm is based on three idealized rules: (1) Each cuckoo lays an egg and places it in a randomly selected nest.(2) The nests with the eggs of the highest quality will be preserved and passed on to the next generation.(3) The number of nests is fixed, and the probability that the cuckoo's eggs are discovered is pa ∈ (0,1).
A balanced combination of local random walks and global random walks is used in the algorithm, which is controlled by the switching parameter Pa.
- (1)
- Local random walks can be written as:

Where is the position of the i-th nest at the t-th iteration, and are two different positions randomly selected by random arrangement; H is the unit step function, ∈ is a random number extracted from a uniform distribution, s is the step size, and ⨂ represents the product of the input of two vectors.
- (2)
- Global random walk flight using levy:
Where L is the levy random search path, and α > 0 is the step scale factor, which should be related to the scale of the problem of interest, generally α = 1.
4. Proposed method
In order to effectively solve the problem of selecting 3D printing process parameters and improve the mechanical properties of the parts while reducing experimental costs, this paper proposes a process parameter optimization method that combines Kriging and CS. Firstly, LHS is used to generate a limited number of training and testing samples, and then the mechanical strength of the printed specimens corresponding to each sample point is calculated through sample printing and performance experiments, thereby generating a Kriging training and testing sample set. At this point, in order to improve the recognition accuracy of the prediction model, the input sample data is normalized:

Here, is the input sample corresponding to the i-th set of process parameters; xmin and xmax are the minimum and maximum values of the sample. Based on the normalized sample data, a Kriging prediction model is established. By conducting a small number of experiments to generate a limited sample set, the experimental cost is reduced and the process design efficiency is improved. Combining the CS algorithm to search for the optimal process parameters and obtain the corresponding optimal mechanical properties, the specific process is shown in Figure 2.
5. Case study
5.1. Experimental process
PLA is a biodegradable thermoplastic polymer with good thermal stability. In this paper, the PLA filament (from Shenzhen Aurora Technology Co.,Ltd.) is printed by a commercial 3D printing machine (from Aurora™). The experimental specimens were prepared according to ISO 527-1:2012, And the specific parameters are illustrated in Figure 3. The printing temperature and printing speed were generated as research variables by LHS. The other printing parameters used in this paper are listed in Table 1.
5.2. Result analysis
Using printing speed and nozzle temperature as design variables, LHS was used to generate 40 sets of process parameter combinations. 30 sets were randomly selected as training samples, and the remaining 10 sets were used as test samples to test the accuracy of the surrogate model. Three samples were printed for each set of process parameter combinations, and tensile experiments were conducted sequentially. The tensile strength was measured and the average value was calculated. The experimental results are shown in Appendix 1 and 2. According to the modeling process shown in Figure 2, a suitable Kriging prediction model was constructed using the MATLAB platform. Figure 6 shows the tensile strength response surface of the workpiece under different printing speeds and nozzle temperature combinations. It can be observed that for any given different process parameters (T and v) within a continuous interval, the corresponding tensile strength can be obtained on the response surface. Figure 7 illustrates the comparison between the output curve of the Kriging prediction model and that of the test samples, with a relative prediction error of 0.62%.
On the basis of Kriging response surface, with printing speed and nozzle temperature as design variables and maximizing the tensile strength of printed parts (minimizing the negative number of tensile strength in this case) as the goal, combined with CS algorithm for search and optimization, the convergence curve shown in Figure 8 is obtained. In CS, the discovery probability is 0.25, the population size is 25, and the maximum number of iterations is 100. The optimal result is that the printing speed is 31mm/s, the printing temperature is 225℃, and the corresponding tensile strength under this printing parameter combination is the maximum, with a value of 37.47Mpa
In order to further comparative analysis and verify the optimization result, experimental verification was carried out on the tensile strength of PLA components under the optimal FDM process parameters. The comparison results are shown in Table 2, and it can be seen that the result obtained by the proposed method is in good agreement with that by experiment, and the final relative error (2.09%) is within the range of the general engineering precision requirement (5%).
6. Conclusions
During the 3D printing process, the combination of different process parameters has a significant impact on the mechanical properties of printed parts. In this paper, a method that combines the CS with the Kriging method for the design and optimization of the Fused FDM process parameters has been developed and verified. The prediction models based on the Kriging method are constructed to approximately represent the implicit function relationship between the FDM process parameters and the tensile strength. Compared with most experimental methods, the proposed surrogate model can effectively describe the influence of process parameters on the performance of parts within a continuous interval. The method combining the Kriging method with the Cuckoo Search algorithm is put forward and validated through the PLA 3D printing case. The results of the case study show that the proposed method is more efficient than the method directly combining the evolutionary algorithm with the DOE, and it can save the experimental cost and improve the efficiency of the optimization of FDM process parameters.
The optimal process parameters obtained in this paper are as follows: the printing speed is 31 mm/s, the printing temperature is 225 °C, and the corresponding maximum tensile strength is 37.47MPa. Meanwhile, by virtue of the high precision of the Kriging method and the CS as well as the advantage of having few parameters to be fine-tuned, the proposed method has great potential and can be further extended and applied to the performance-improvement-oriented optimization of process parameters.
Funding
This work was supported by the College Student Innovation and Entrepreneurship Training Program Project and Key Lab. of Manufacturing Equipment of Shaanxi Province, (Grant No.JXZZZB-2022-05).
Conflicts of interest/Competing interests
The author(s) declare no potential conflicts of interests with respect to the research, authorship, and/or publication of this article.
Appendix
The following gives the training and testing samples generated by Latin hypercube sampling and experimental measurements for the case study.

Table 3.
Training data set for Kriging.
| No. | X | σ(X) (Mpa) | |
| v(mm/s) | T(°C) | ||
| 1 | 34 | 196 | 31.97 |
| 2 | 54 | 223 | 31.83 |
| 3 | 48 | 205 | 33.79 |
| 4 | 40 | 211 | 34.91 |
| 5 | 56 | 199 | 34.55 |
| 6 | 28 | 216 | 34.25 |
| 7 | 52 | 204 | 35.29 |
| 8 | 49 | 218 | 34.88 |
| 9 | 35 | 220 | 34.43 |
| 10 | 42 | 222 | 35.76 |
| 11 | 25 | 209 | 34.68 |
| 12 | 22 | 194 | 34.22 |
| 13 | 40 | 200 | 34.82 |
| 14 | 53 | 226 | 34.62 |
| 15 | 60 | 195 | 32.15 |
| 16 | 28 | 225 | 37.22 |
| 17 | 44 | 213 | 33.95 |
| 18 | 37 | 228 | 34.65 |
| 19 | 21 | 191 | 34.18 |
| 20 | 32 | 208 | 34.39 |
| 21 | 35 | 219 | 33.58 |
| 22 | 30 | 207 | 33.56 |
| 23 | 44 | 228 | 35.77 |
| 24 | 55 | 197 | 30.71 |
| 25 | 25 | 225 | 36.55 |
| 26 | 39 | 192 | 31.69 |
| 27 | 47 | 211 | 35.63 |
| 28 | 49 | 202 | 33.8 |
| 29 | 58 | 216 | 32.44 |
| 30 | 23 | 205 | 29.97 |
Table 4.
Testing data set for Kriging.
| No. | X | σ(X) (Mpa) | |
| v(mm/s) | T(°C) | ||
| 1 | 27 | 215 | 33.79 |
| 2 | 31 | 206 | 32.39 |
| 3 | 38 | 193 | 32.75 |
| 4 | 51 | 227 | 34.76 |
| 5 | 57 | 198 | 32.97 |
| 6 | 29 | 224 | 35.58 |
| 7 | 36 | 217 | 33.82 |
| 8 | 45 | 214 | 33.58 |
| 9 | 52 | 203 | 34.88 |
| 10 | 58 | 201 | 34.12 |
References
- Huang, S.H., et al., Additive manufacturing and its societal impact: a literature review. The International Journal of Advanced Manufacturing Technology, 2013. 67(5-8): p. 1191-1203. [CrossRef]
- Conner, B.P., et al., Making sense of 3-D printing: Creating a map of additive manufacturing products and services. Additive Manufacturing, 2014. 1-4: p. 64-76. [CrossRef]
- Mengesha Medibew, T., A Comprehensive Review on the Optimization of the Fused Deposition Modeling Process Parameter for Better Tensile Strength of PLA-Printed Parts. Advances in Materials Science and Engineering, 2022. 2022: p. 1-11. [CrossRef]
- Dey, A. and N. Yodo, A Systematic Survey of FDM Process Parameter Optimization and Their Influence on Part Characteristics. Journal of Manufacturing and Materials Processing, 2019. 3(3): p. 64. [CrossRef]
- Rodríguez-Reyna, S.L., et al., Mechanical properties optimization for PLA, ABS and Nylon + CF manufactured by 3D FDM printing. Materials Today Communications, 2022. 33: p. 104774. [CrossRef]
- Cheng, H., et al., Effects of rCF attributes and FDM-3D printing parameters on the mechanical properties of rCFRP. Composites. Part B, Engineering, 2024. 270: p. 111122. [CrossRef]
- Portoacă, A.I., et al., Optimization of 3D Printing Parameters for Enhanced Surface Quality and Wear Resistance. Polymers, 2023. 15(16): p. 3419. [CrossRef]
- Pereira, R.J.R., F.A. de Almeida and G.F. Gomes, A multiobjective optimization parameters applied to additive manufacturing: DOE-based approach to 3D printing. Structures, 2023. 55: p. 1710-1731. [CrossRef]
- Alzyod, H., L. Borbas and P. Ficzere, Rapid prediction and optimization of the impact of printing parameters on the residual stress of FDM-ABS parts using L27 orthogonal array design and FEA. Materials Today: Proceedings, 2023. 93: p. 583-588. [CrossRef]
- Effects of fused deposition modeling process parameters on tensile, dynamic mechanical properties of 3D printed polylactic acid materials. Polymer Testing, 2020. 86.
- Khosravani, M.R., et al., Optimization of fracture toughness in 3D-printed parts: Experiments and numerical simulations. Composite Structures, 2024. 329: p. 117766. [CrossRef]
- Algarni, M., Tensile strength and strain behavior study and modeling of PLA printed parts with optimized AM parameters. Procedia Structural Integrity, 2023. 51: p. 185-191. [CrossRef]
- Huang, B., et al., Study of processing parameters in fused deposition modeling based on mechanical properties of acrylonitrile-butadiene-styrene filament. Polymer Engineering & Science, 2019. 59(1): p. 120-128. [CrossRef]
- Mani, M., et al., Optimization of FDM 3-D printer process parameters for surface roughness and mechanical properties using PLA material. Materials Today: Proceedings, 2022. 66: p. 1926-1931.
- Sahoo, S., et al., Experimental investigation and optimization of the FDM process using PLA. Materials Today: Proceedings, 2023. 74: p. 843-847. [CrossRef]
- Kafshgar, A.R., et al., Optimization of Properties for 3D Printed PLA Material Using Taguchi, ANOVA and Multi-Objective Methodologies. Procedia Structural Integrity, 2021. 34: p. 71-77. [CrossRef]
- Long, Y., et al., Multi-objective optimization for improving printing efficiency and mechanical properties of 3D-printed continuous plant fibre composites. Composites communications, 2022. 35: p. 101283. [CrossRef]
- Fountas, N.A., et al., Modeling and optimization of flexural properties of FDM-processed PET-G specimens using RSM and GWO algorithm. Engineering failure analysis, 2022. 138: p. 106340. [CrossRef]
- Patil, P., et al., Multi-objective optimization of process parameters of Fused Deposition Modeling (FDM) for printing Polylactic Acid (PLA) polymer components. Materials today : proceedings, 2021. 45: p. 4880-4885. [CrossRef]
- Dusanapudi, S., et al., Optimization and experimental analysis of mechanical properties and porosity on FDM based 3D printed ABS sample. Materials today : proceedings, 2023.
- Singh, J., et al., Development of artificial intelligence-based neural network prediction model for responses of additive manufactured polylactic acid parts. Polymer composites, 2022. 43(8): p. 5623-5639. [CrossRef]
- Poonia, V., et al., Optimization of Specific Energy, Scrap, and Surface Roughness in 3D Printing Using Integrated ANN-GA Approach. Procedia CIRP, 2023. 116: p. 324-329. [CrossRef]
- Yang, Y., et al., Optimization of polylactic acid 3D printing parameters based on support vector regression and cuckoo search. Polymer engineering and science, 2023. 63(10): p. 3243-3253. [CrossRef]
Figure 1.
FDM printing principle.
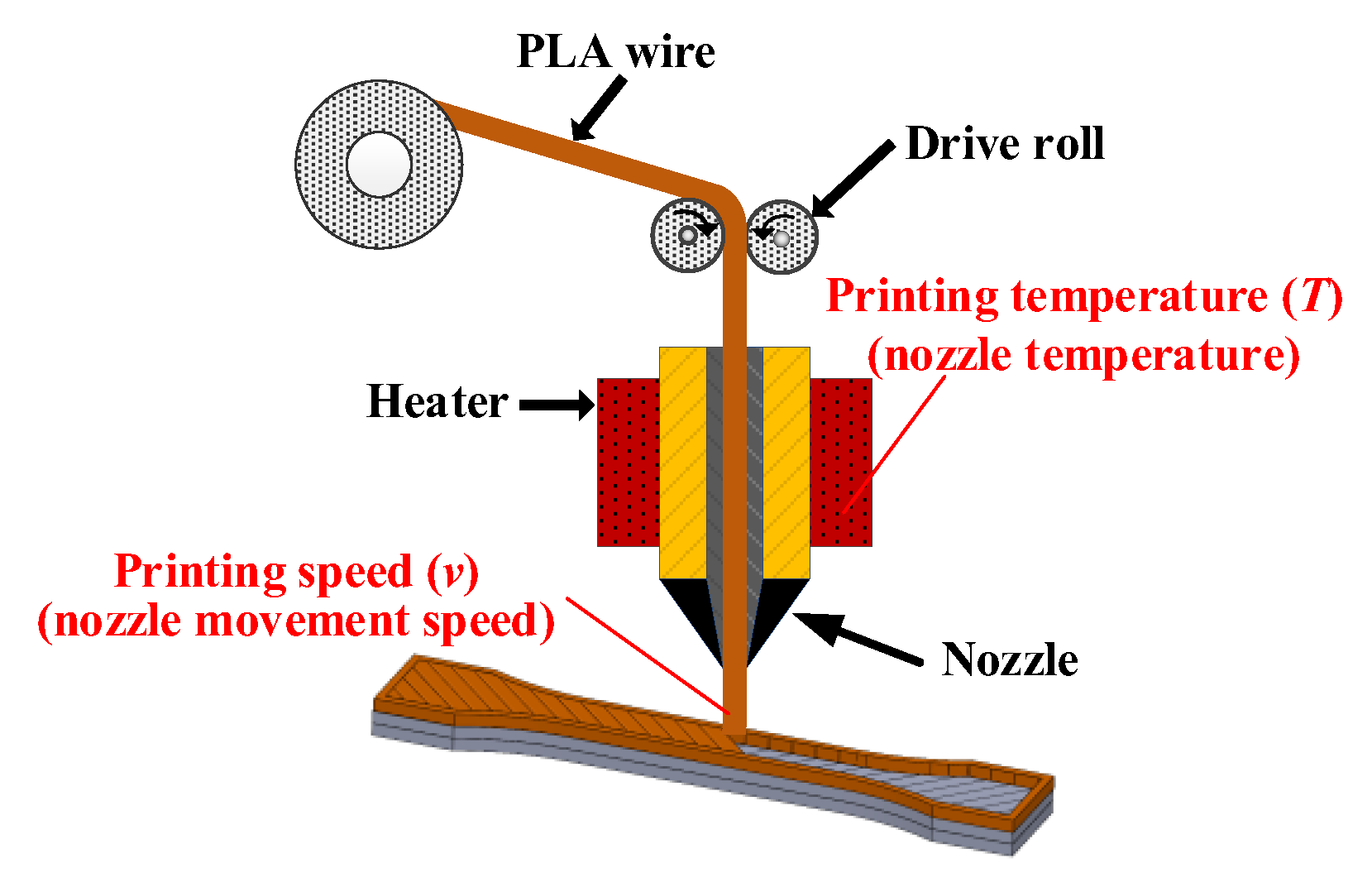
Figure 2.
Flow chart for optimizing FDM process parameters based on Kriging and CS.
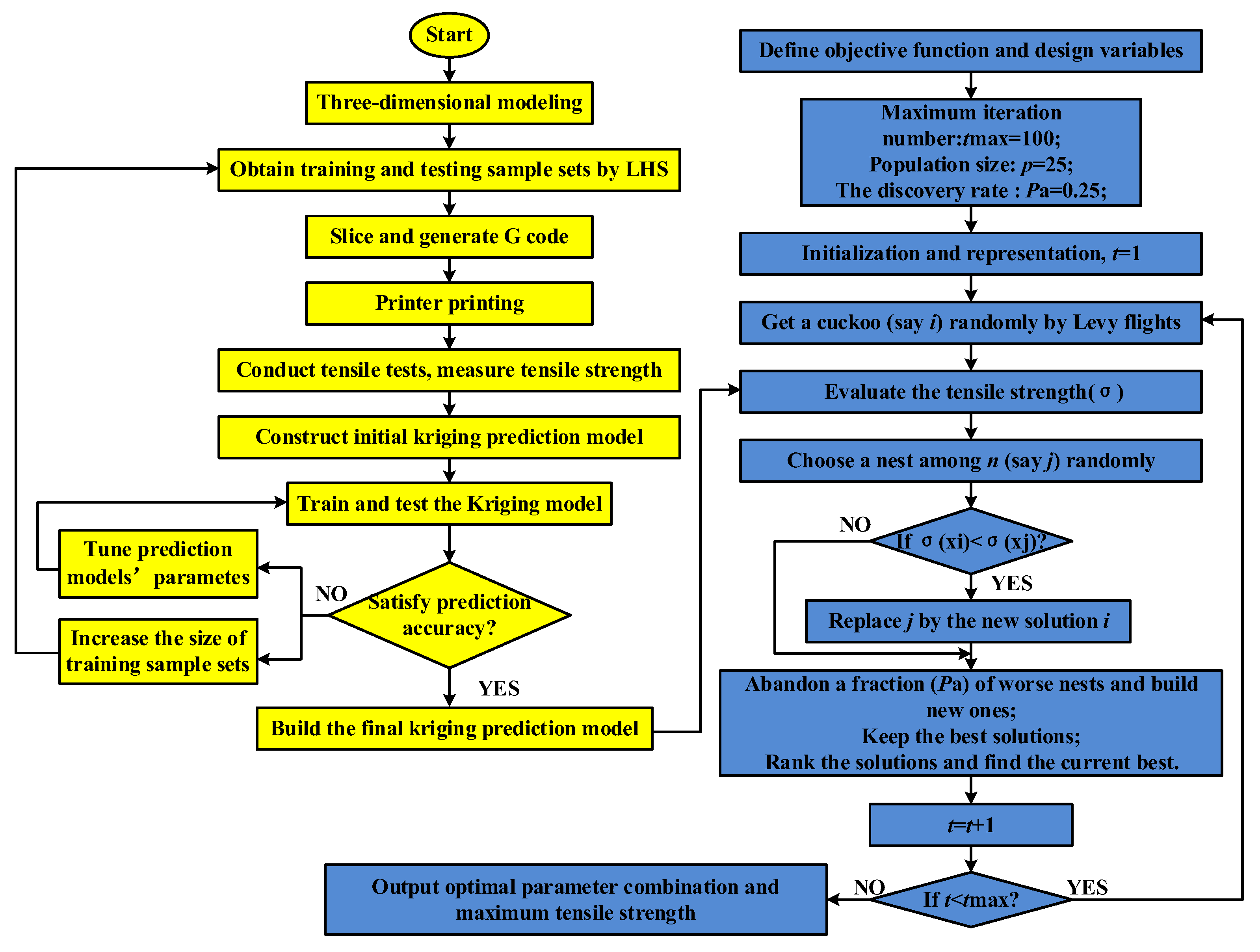
Figure 3.
Dog-bone shape specimens and dimensions.
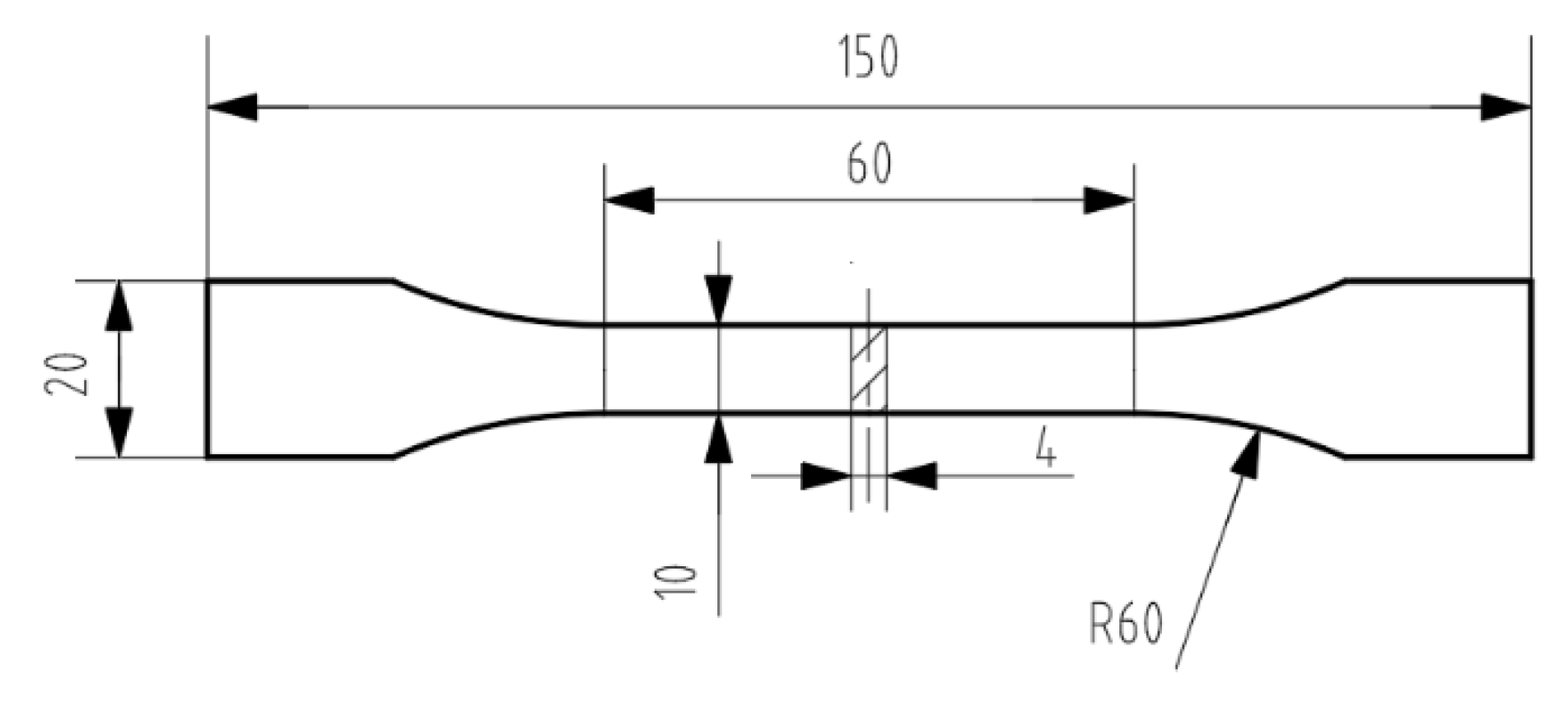
Figure 4.
Tensile test .

Figure 5.
PLA specimens after tension.
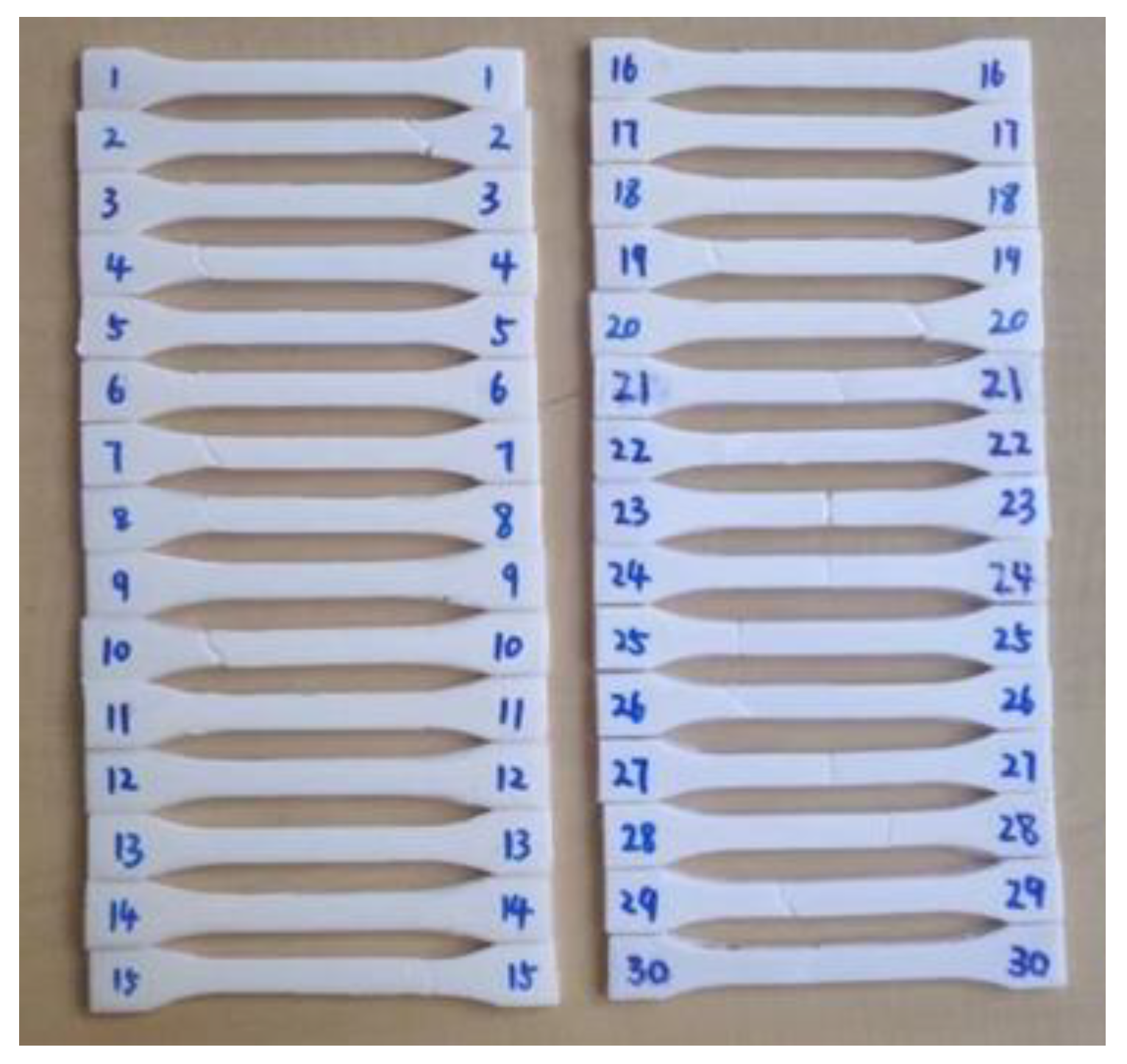
Figure 6.
Kriging model response surface.
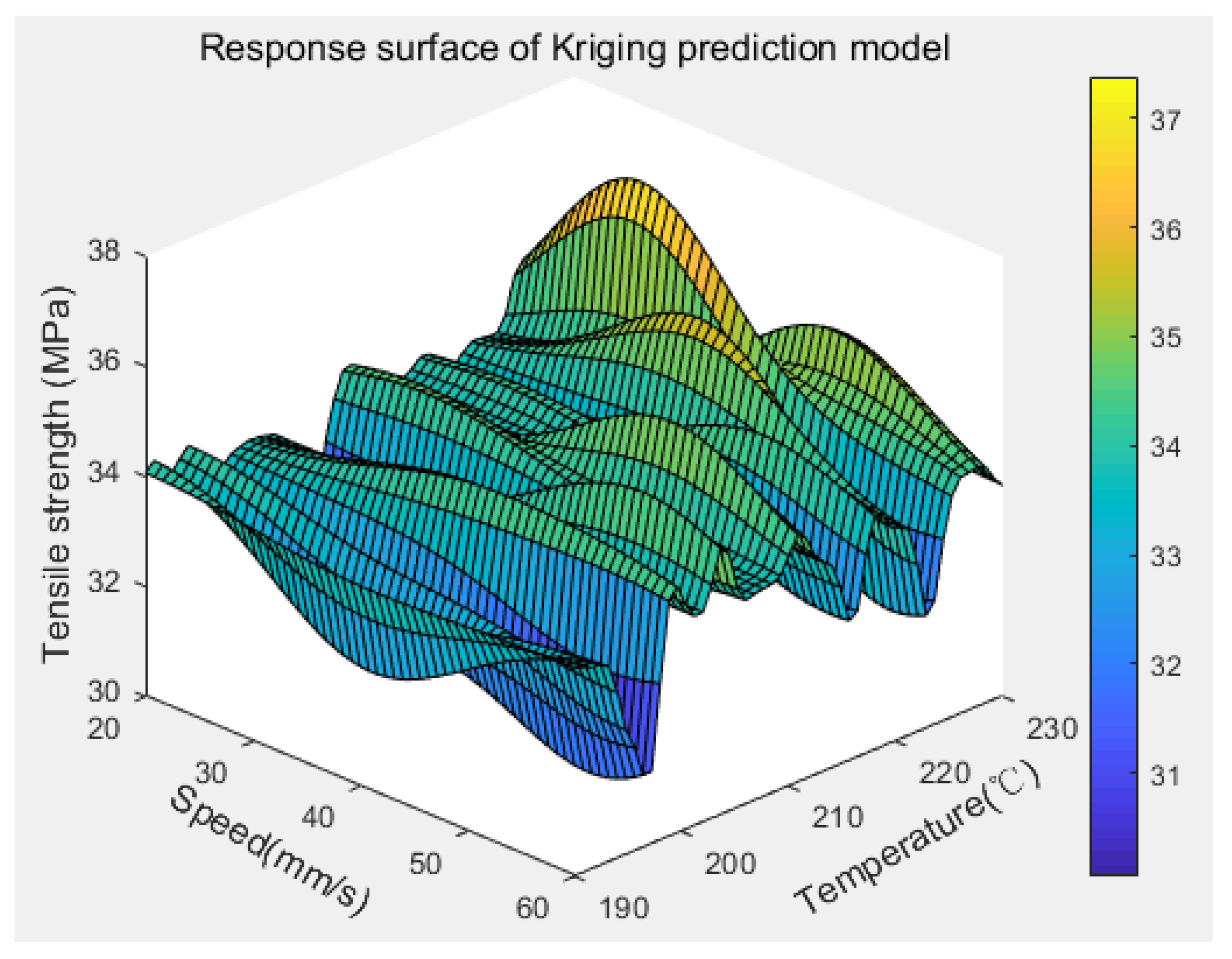
Figure 7.
The predicted and expected values of the Kriging model.
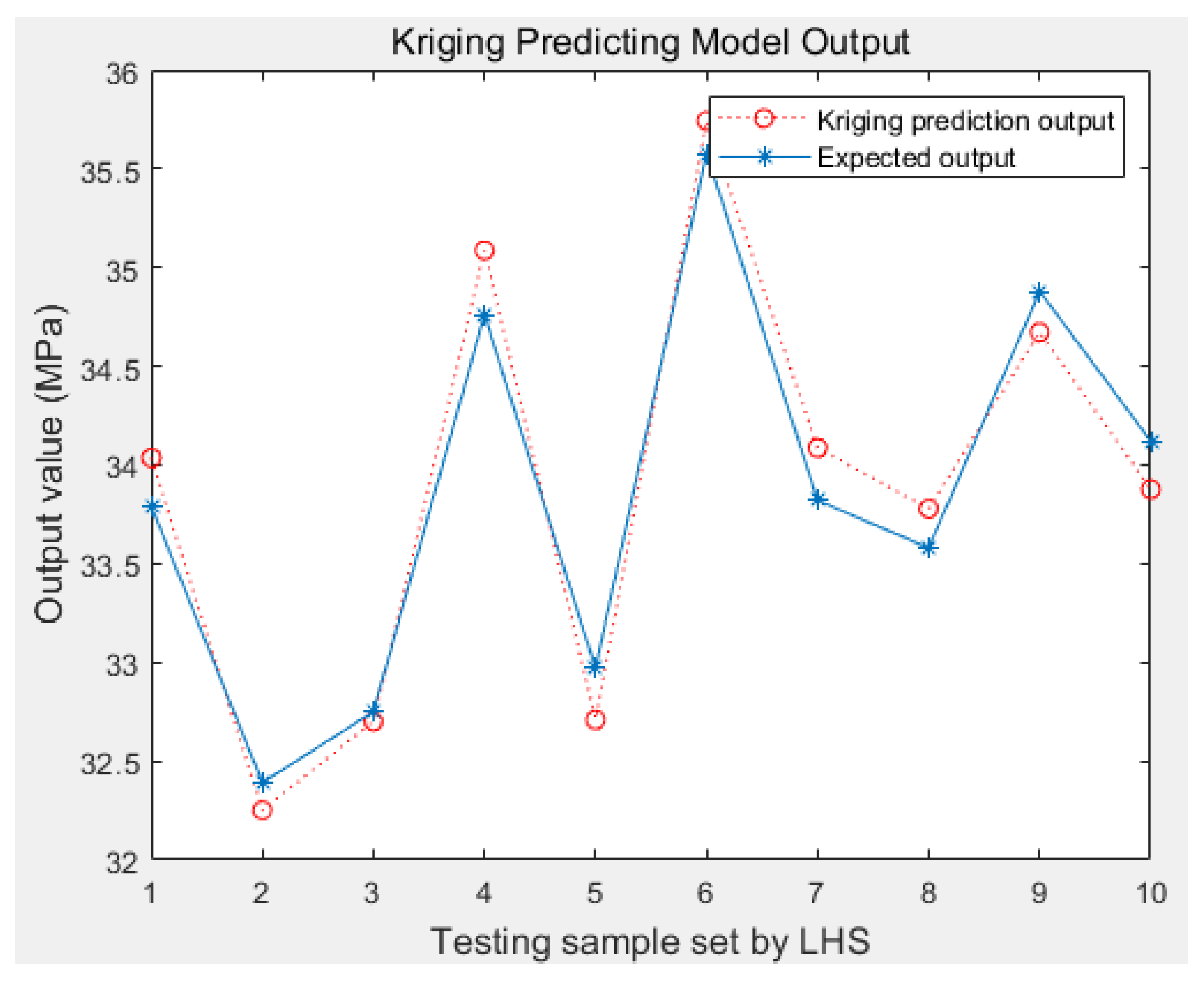
Figure 8.
Convergence curve of tensile strength by CS.
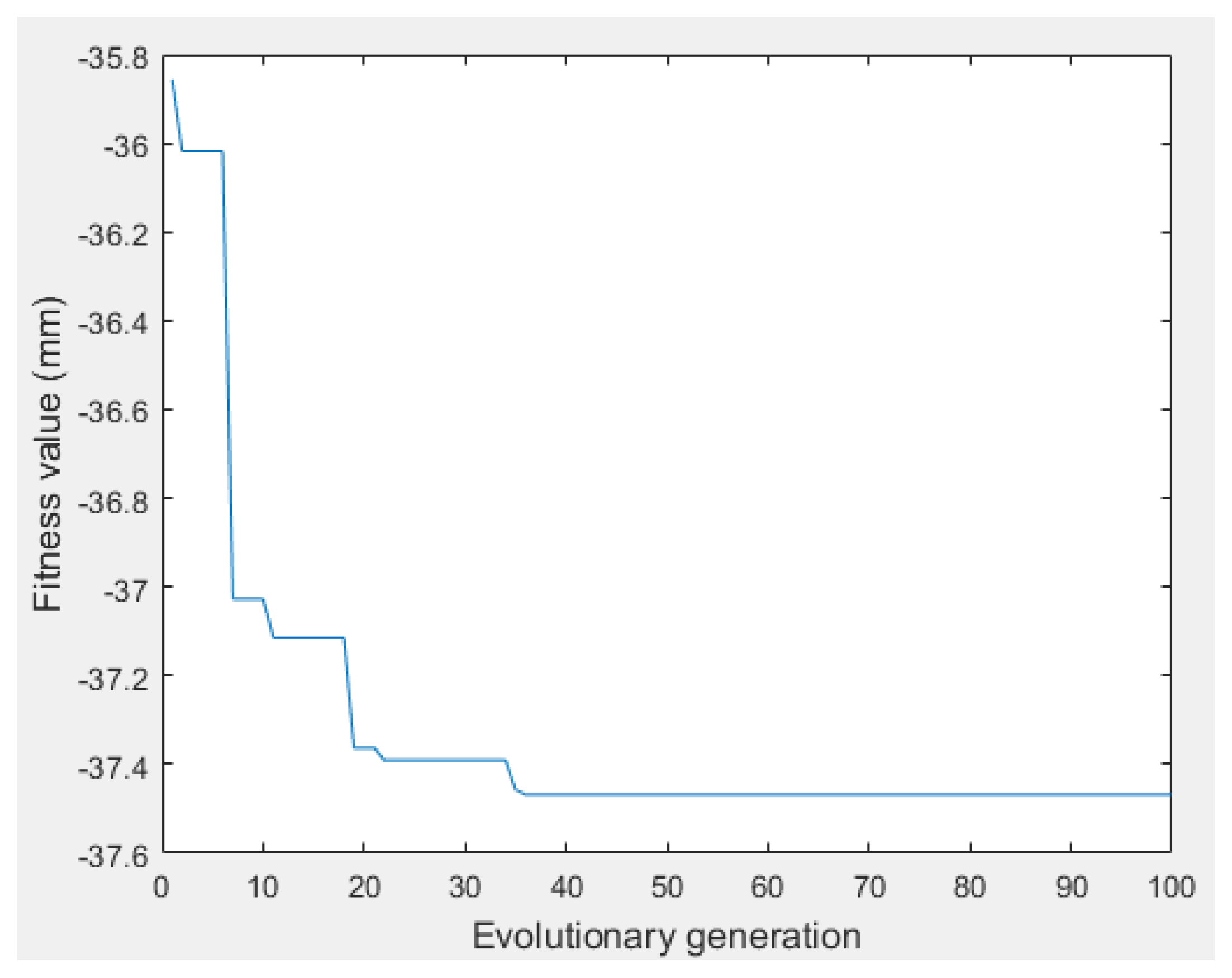
Table 1.
Fixed FDM process parameters.
| FDM parameters | Values | |
| PLA parameters | Filament diameter(mm) | 1.75 |
| Density(kg/m3) | 1250 | |
| FDM process parameters | Nozzle diameter(mm) | 0.4 |
| Filling rate(%) | 100 | |
| Layer thickness(mm) | 0.2 | |
| Raster angle(°) | [4,135] | |
| Substrate temperature(°C) | 30 |
Table 2.
Optimization results and validation.
| Optimal parameters | Minimum σ by CS | The corresponding σ by experiment | Relative error |
| (31 mm/s, 225℃) | 37.47MPa | 38.27 MPa | 2.09% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



