Submitted:
22 November 2024
Posted:
26 November 2024
You are already at the latest version
Abstract
Access to clean and reliable water has become critical due to the global water crisis. High sulfate levels in drinking water raise health concerns for humans and animals and can cause serious corrosion in industrial systems. Sulfated waters represent a major challenge on the Canadian prairies leading to a large number of cattle deaths. While reverse osmosis (RO) membranes ef-fectively remove sulfates, they are costly due to high-pressure requirements. Nanofiltration (NF) membranes present a more affordable alternative, outperforming traditional methods like ad-sorption, desalination and ion exchange. Additionally, developing low-pressure ultrafiltration (UF) and microfiltration (MF) membranes could further reduce costs. This review explores ad-vancements in polymeric materials and membrane technology to enhance sulfate removal, fo-cusing on methods to reduce fouling and improve permeate flux. Techniques discussed include phase inversion (PI), thin-film composite (TFC), and thin-film nanocomposite (TFN) membranes. The review also highlights recent fabrication methods for pristine and nanomaterial-enhanced membranes, acknowledging both benefits and limitations. Continued innovations in poly-mer-based membranes are expected to drive further improvements in performance and cost ef-ficiency. This review found that studies in the literature dealt mainly with sulfate concentrations below 2000 mg/L, indicating a need to address higher concentrations in future studies.
Keywords:
Sulfate removal
; water
; membrane
; fabrication
; functionalization
; polymeric material
1. Introduction
The United Nations World Water Development reported that by 2050, water shortages could impact as many as 6 billion people. Approximately 12 % of the global population lacks clean drinking water sources [1]. Although water covers over 70% of the Earth's surface, 97% is too salty for human consumption. Most of the remaining 3% is underground or forms glaciers, leaving less than 1% available for human use [2]. Given the depletion of freshwater resources, there is an urgent need for more efficient and cost-effective water treatment methods to meet the ever-increasing demand for water. Water treatment systems such as ion exchange, distillation, and adsorption eliminate contaminants and produce pure water. Sulfate ions are common contaminants found in surface water, acid rain, acid mine drainage, and wastewater from industries such as paper, tannery, food production, oil refineries, and petrochemicals, which often discharge these ions improperly into the environment [3,4,5]. Consequently, remediating these effluents or contaminants is costly, potentially reaching millions of dollars, and poses significant management challenges. While sulfate is generally considered safe, high concentrations in water can negatively affect the environment, industry, and the health of humans and animals [6,7].
Over the past few decades, membrane-based technologies gained favor due to their ability to efficiently separate substances at relatively lower costs and ease of use [8]. Membrane materials are readily available and well-suited for large-scale applications [9]. There are various criteria for classifying membranes, such as the materials used in their fabrication (e.g., ceramic or polymeric); polymeric membranes include polyethersulfone (PES), polyvinylidene fluoride (PVDF), cellulose derivatives, polyacrylonitrile (PAN), polyvinyl chloride (PVC), polysulfone (PSf), poly(vinyl alcohol), and polyamide (PA). Sizes of their pores range from reverse osmosis (RO), nanofiltration (NF), and ultrafiltration (UF) to microfiltration (MF) and other distinguishing features [9,10,11]. Some challenges include the susceptibility to fouling, resulting in reduced flux and filtration capacity. Ongoing research actively explores ways to enhance polymeric membranes for sulfate removal and prevent fouling. For instance, recent studies focused on incorporating nanomaterials into polymeric membranes to boost hydrophilicity, permeability, selectivity, and thermal stability [12,13]. Techniques like adding nanomaterials are classified into four areas: (i) Inorganic fillers including different metal and metal oxide nanomaterials such as Al, Au, Fe, Ag, Mg, Al2O4, TiO2, Fe2O3, and SiO2, (ii) Organic-based nanomaterials excluding carbon materials such as dendrimers, cyclodextrin, liposome and chitosan micelle, N-halamine compounds, polymers biomolecules, (iii) Carbon-based nanomaterials such as single-walled carbon nanotubes, multi-walled carbon nanotubes, activated carbon, graphene, and carbon fiber, and (iv) Composite-based nanomaterials that include combinations of metal-based, metal-oxide-based, carbon-based, and organic-based nanomaterials. They often have complex structures, such as metal-organic frameworks MOFs [14,15,16,17].
Different types of sulfates are found in the environment, such as gypsum (calcium sulphate), barite (barium sulfate), epsomite (magnesium sulfate), pyrite (iron sulfide), galena (lead sulfide), and mirabilite (sodium sulfate). The ability of sulfate compounds to dissolve in water changes depending on the presence of other chemicals. Magnesium, sodium, and potassium sulfate dissolve quickly in water. However, calcium sulfate (gypsum) has moderate solubility, and barium sulfate is usually insoluble, making it suitable for sulfate removal through chemical precipitation [18]. Raising water hardness by increasing Ca2+ and Mg2+ levels results in higher sulfate concentrations in the treatments because Ca2+ and Mg2+ come from CaSO4 and MgSO4 sources, respectively [19]. Higher levels of sulfate can increase the release of phosphorus into surface water. For instance, reducing sodium sulfate to sodium sulfide increases alkalinity, producing higher phosphorus release in a lake [20].
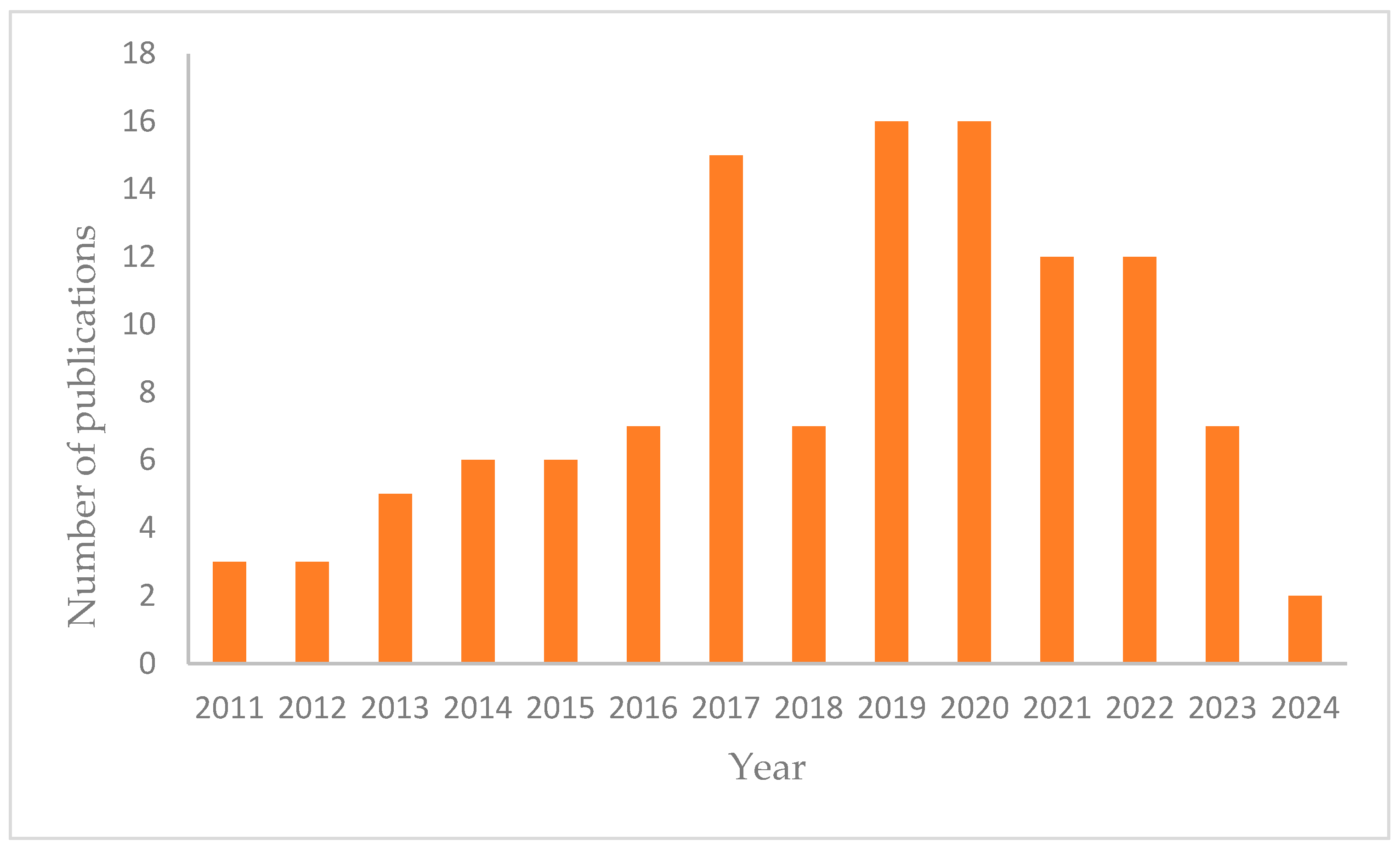
Recent reviews discussed various methods for treating sulfated water. Researchers have yet to agree on the optimal technology for sulfate water treatment, as each method has advantages and disadvantages. An analysis of the literature indicates a lack of studies dealing with sulfate removal by polymeric membranes over the last decade, with nearly 125 papers published on this subject. This reflects the need for more attention to deal with this kind of water, especially high-concentration sulfated water.
Figure 1.
Number of publications per year from 2011 to 2024 for treating sulfated waters using polymeric membranes based on Web of Science research using these main keywords: sulfate removal, polymer membrane, and water.
Figure 1.
Number of publications per year from 2011 to 2024 for treating sulfated waters using polymeric membranes based on Web of Science research using these main keywords: sulfate removal, polymer membrane, and water.
2. Modification and Improvement in Polymeric Membranes
Polymeric membranes are well-known for their high selectivity and adaptability to specific process conditions. They are the favored technology by industries for their affordability, low energy consumption, and high effectiveness in dealing with sulfate water treatment. Membranes were developed with applications that selectively allow specific ionic solutes to pass from the feed water into the filtration [21]. Solutes are rejected through a combination of exclusion and transport mechanisms, such as steric hindrance, Donnan exclusion, and dielectric exclusion [22]. In some cases, solute rejection occurs because the solutes adhere to the membrane surface [23]. The contact angle with water indicates how wettable a membrane surface is. It ranges from the super-hydrophilic contact angle close to 0° to the super-hydrophobic contact angle above 150°. The work published by Kim and Bruggen [24] discusses how nanoparticles like nano-TiO2, nano-alumina, silver, silica, zeolites, and carbon nanotubes improve polymer membranes. They concluded that membranes modified with nanoparticles experienced reduced fouling. Specifically, membranes with titania were most effective in lowering fouling caused by organic solutes in polymeric membranes.
Furthermore, nanoparticles can modify membranes depending on the specific functional groups needed. However, there is concern about nanoparticles' potential ecotoxicity [24,25]. In a study, Ba-Abbad et al. [26] discussed the enhancement of polysulfone (PSf) membranes by adding hydrophilic cobalt-doped zinc oxide (Co-ZnO) nanoparticles. The study highlights the effectiveness of (Co-ZnO) nanoparticles in reducing the contact angle values from 82° to 62° and increasing the water flux. This membrane achieved a rejection rate of Na2SO4 to about 55%. Wu et al. [27] created a TFN membrane using PSf as a support layer, incorporating mesoporous silica nanoparticles into a polyamide matrix through interfacial polymerization. They found that a covalent bond forms between the silica nanoparticles and the active layer of the TFN membrane. This resulted in membranes with increased pure water flux reaching 32.4 LMH, which is approximately 1.5 5 times higher than the traditional thin film composite membranes, while maintaining high rejection rates for Na2SO4 above 80 % but a lower rejection for MgSO4 above 30%. The thin film nanocomposite membrane displays better resistance against fouling and demonstrates satisfactory long-term stability.
Agboola et al. [28] looked at two nanofiltration membrane brands, Nano/Pro/3012 and NF90, to clean water from contaminants. They found that higher pH values led to increased removal of cations in both membranes, as lower pH could cause fouling. On the other hand, better removal occurred at lower pH for anions. It is crucial to strike the proper pH balance for effective operation. The rougher membrane, NF90, outperformed Nano-Pro-3012 in removing sulphate. Using a water sample from the Gauteng Western basin region of South Africa containing 3500 mg/L of sulfate, NF90 removed 97.6%, and Nano-Pro-3012 removed 86.3% of sulfate at a pH of 2.2. Juholin et al. [29] conducted an experiment applying a ZnO coating using atomic layer deposition to a commercial NF membrane NF270. They noticed a reduction in reversible fouling, though irreversible fouling remained unaffected, and there was a potential slight increase in the relative flux compared to membranes without the coating NF90 and NF270. However, they observed that some Zn from the coating leaked into the treated water, while the membrane's ability to reject sulfate remained consistent at over 91%.
Al-Nahari et al. [30] studied a high-flux sulfonated polyamide thin film composite nanofiltration membrane, the thin film composite/benzidinedisulfonic acid (TFC/BDSA). The membrane was fabricated by combining aqueous monomers 2, 2-benzidinedisulfonic acid (BDSA) with piperazine (PIP), and organic monomer trimesoyl chloride (TMC) with triethylamine (TEA) as an aqueous catalyst. Results showed that BDSA and TEA had a synergistic effect on enhancing the performance of the membrane. The TFC/BDSA membrane achieved a Na2SO4 rejection rate of 99.6%, which was over 2.0% higher than the pristine membrane. Additionally, the flux recovery ratios for the (TFC/BDSA) membrane, after two cycles of filtration and cleaning, were 101.1% and 99.5% when fouled with sodium alginate and humic acid, respectively. Wang et al. [31] noted a rise in permeate flux and improvement in salt rejections, reporting the highest water flux as 38.91 LMH. In contrast, 87% of Na2SO4, 72% of MgSO4, and 24% of NaCl were rejected by incorporating acid-functionalized carbon nanotubes (CNTs) into polyethersulfone (PES). As the concentration of CNTs increases, the contact angle of the mixed matrix membranes (MMMs) decreases compared to pristine PES membranes. The change of contact angle was from 62.72° for a pristine PES membrane to 53.22° for PES/CNT. Qu et al. [32] reported on a membrane’s rejection based on surface functionalization through epoxy, amine, and sulfonic acid. The surface functionalization acts as neutral, positive, and negative charges. The results indicate that magnesium chloride and sodium sulfate have the lowest rejection, with up to 87% rejection of magnesium chloride and 90% rejection for Na2SO4, respectively. Alam et al. [33] synthesized a (PES/Fe3O4) mixed matrix nanocomposite membrane and used it for water purification. They treated 1000 mg/l MgSO4 and NaCl to study the membrane pure water flux and rejection. The membrane exhibits the highest pure water flux at 15% Fe3O4, while the highest rejection occurred at 10% Fe3O4 for MgSO4 and NaCl, about 82% and 68%, respectively. They also found that the contact angles reached 57.7˚ and 58.4˚, respectively. Finally, Kong et al. [34] fabricated TFN membranes. The development focused on the membranes incorporating amine-functionalized Single-Walled Carbon Nanotubes (NH2-SWCNTs) through a process known as interfacial regulation. The goal is to enhance the performance of the TFN membranes for water purification applications. This study found that membranes containing 0.002 wt% of (NH2-SWCNTs) demonstrated exceptional water permeability, reaching a flux of up to 17.8 LMH, 71.1% higher than the pristine membrane. Additionally, these membranes achieved high rejection rates, with 91.0% for MgSO4 and 96.34% for Na2SO4. Figure 2 shows the most general processes for the fabrication and modification of polymeric membranes improvement.
3. Global Market
Special membranes are used in different areas, such as industrial, medicinal, and chemical production. The biggest markets are for medical devices and water treatment. These membranes made around $2 billion in sales worldwide in 2003 [8]. Even though they are just part of the whole system, the membrane industry makes over $5 billion yearly. The sales of these special membranes are growing by more than 5% every year, and in some areas, they are increasing by 12% to 15% [8]. From 2000 to 2010, the market value of membrane systems has risen from $4.4 billion to over $10 billion [36]. Additionally, in 2014, the sales of membrane technology equipment for water treatment surpassed $10.4 billion [37]. The U.S. market for membrane modules in liquid and gas separation should increase from $3.8 billion in 2018 to $5.1 billion by 2023, growing at a 6.0% annual rate [38]. Below is a comprehensive market study as presented in Table 1.
4. Modules of the Membranes
Four primary types of membrane modules are frequently available: spiral/wound, flat/plate, tubular, and hollow fiber, as illustrated in Figure 3. The most used module in industrial applications for NF or RO membranes is the spiral/wound module. This module comprises a flat sheet membrane wrapped around a perforated permeate collection tube. The feed flows on one side of the membrane, while the collected permeate spirals towards the center collection tube on the other side [44]. However, the modules are relatively costly because of their intricate design and engineering requirements. Spiral/wound modules offer a gentle flow over the membrane surface. Still, they are not widely used in MF and UF systems for wastewater treatment as they cannot be back-washed, requiring extensive pretreatment [45]. Flat/Plate modules consist of flat sheets of membrane organized into plates stacked within a framework. Patterned spacers prevent membrane adhesion and create channels for feed and permeate flow. They are utilized for highly suspended solids because of their ease of cleaning, but they can be expensive due to the large amount of hardware required and the small membrane area [45,46]. In tubular modules, the membrane is typically located inside a tube, and the feed solution is pumped through it. They are cost-effective and have a long lifespan. However, tubular membrane systems consume 50% more power than those based on hollow fiber or spiral/wound modules. They are often favored over hollow fiber membranes as they experience less severe fouling [37,44]. Hollow fiber modules utilized in seawater desalination comprise bundles of hollow fibers enclosed in a pressure vessel. These modules are designed with either a shell-side feed configuration, where the feed solution flows outside the fibres and exits through the fibre ends, or a bore-side feed configuration, where the feed circulates through the fibers. They are widely used in MF and UF membranes, and a key advantage is their ability to be cleaned using backwash by changing the direction of the permeating stream. Additionally, hollow-fiber modules have a high packing density, making them efficient in various filtration processes [44,47]. Table 2 summarizes the properties of multiple types of membrane module designs.
5. Mechanisms of Membranes
Membranes work in two ways: cross-flow and dead-end. In cross-flow, the liquid moves next to the membrane, and in dead-end, it goes straight onto the membrane surface, as illustrated in Figure 4.
As shown in Table 3, different membranes exhibit specific performance characteristics that make them commercially viable.
Each membrane is designed to target specific types of contamination based on its respective capabilities and properties. Figure 4 illustrates the filtration process in different membranes. In response to freshwater scarcity, polymeric membrane technology, particularly NF and RO membranes, has emerged as a promising solution for sulfate removal, as shown in Table 4.
RO removes over 98% of the monovalent and divalent ions. NF membranes generally exhibit high rejection of divalent ions over 95%, while monovalent ions can be removed widely, with rejection rates ranging from around 20% to 80% [23]. Table 4 lists some commercial polymeric membranes utilized for sulfate removal from water and recommended by various companies. The tests conducted by the companies used spiral wound modules for high-pressure results, while low-pressure tests were done using flat modules. Multiple factors, such as diffusion coefficient, porosity, membrane pore diameter, and solute size, influence membrane operation [51]. The mechanisms involved in the retention operation include size exclusion, solute-membrane interactions, and differences in solute diffusion rates [52]. The molecular weight of a solute is often used as an indicator of size, but other parameters like Stokes’s radius or equivalent molar diameter can also be considered [53].

Table 4.
Commercial membranes are recommended and tested by companies for sulfate removal.
| Companies | Type /polymer material | Solute | Rejection % | Pressure | Refs |
|---|---|---|---|---|---|
| TriSep | UA60/ Polypiperazine amide, SB90/ Cellulose Acetate | MgSO4 | 70, 97 | 8 bar | [54,55] |
| GE | CK/ Cellulose Acetate, HL/ Polyamide, | Na2SO4 MgSO4 | 92 | 15 bar, 8 bar | [55] |
| Dow | NF, NF90, NF270/ Polyamide | MgSO4 | 99 | 9 bar | [55,56] |
| Veolia | DK, RL/ Polyamide | MgSO4 | 96, 98 | 7 bar | [57] |
| Synder | NFX, NFW/ Polyamide | MgSO4 | 97, 99 | 8 bar, 7 bar | [55,57] |
| Microdyn Nadir | NP010, NP030/ Polyethersulfone | Na2SO4 | 35-75 | 40 bar | [55,57] |
| Alfa | NF, NF99HF, RO90, RO99/ Polyester | MgSO4 | 99, 99, 90, 98 | 5 bar, 9 bar | [58] |
6. Polymeric Membranes Materials
6.1. Polyethersulfone (PES)
PES is known for its excellent mechanical and chemical stability, making it well-suited for demanding applications. It exhibits a high glass transition temperature of over 225 °C, providing thermal stability even in wet and hot environments [80]. Despite their many advantages, one drawback of PES membranes is their inherent hydrophobic nature. Therefore, some studies have explored the formation of TFC membranes for Ultrafiltration/Nanofiltration, where PES serves as the support layer [81]. In a study, PES membranes have undergone modification by incorporating an amphiphilic copolymer called Pluronic F127. This modification aims to improve the treatment of produced water by enhancing the hydrophilicity of the membrane surface [82]. Research in blended membranes composed of PES/CA and polyethylene glycol (PEG) has shown that this material demonstrates excellent permeability, featuring a thinner outer skin layer, increased surface porosity, and larger pore sizes with an average pore size of 0.15 µm [83]. A phase inversion method was used in the fabrication of PES/UF membranes in a hollow fiber configuration [84]. In a study by Li et al. [85], nanoparticles of TiO2 were used to improve strength and flux. In addition, PES can be fabricated by the electrospinning method [86,87]. PES membranes can also be manufactured by incorporating polyvinylpyrrolidone (PVP) as a pore/forming agent [88]. Moreover, PES membranes can be combined with different concentrations of chitosan to create PES/chitosan membranes. Their effectiveness in removing metals and sulfates from acid mine drainage (AMD) was evaluated. The authors concluded that chitosan holds promise for enhancing pure water flux (PWF) and rejection. The maximum flux reached was 133 LMH, with a cation rejection at 89% and 72% for sulfate ions [89].
6.2. Polysulfone (PSf)
PSf membranes are available commercially and are primarily used for ultrafiltration. Studies include cellulose and polyamide UF membranes [90]. PSf membrane combined with polyvinylpyrrolidone and polyethylene glycol (PEG) as a modification gives a highly hydrophilic material and leads to fouling resistance [91]. Moreover, PSf is widely recognized for its exceptional resistance to highly acidic and alkaline environments and its thermal stability, allowing it to function effectively at temperatures up to 75 °C. However, it is essential to note that PSf polymers also exhibit a hydrophobic nature, which makes them highly prone to fouling [92]. Yadav et al. [93] studied PS and graphene oxide-vanillin (GO-vanillin) membranes designed to improve water purification. They found that a pristine PSf/vanillin membrane had a PWF of 39 LMH, and a PSf/(GO200-vanillin) had a PWF of 91 LMH. This enhancement was due to increasing the concentration of graphene oxide (GO) in the membranes, enhancing their hydrophilicity and significantly lowering the water contact angle from 61.4˚ in pristine PSf/vanillin membrane to 50.31˚ for the PSf/(GO200-vanillin) membrane. The optimized PSf/(GO150-vanillin) membrane exhibited rejection rates of 92.5% for 2000 ppm MgSO4. Tan et al. [94] created polyamide membranes with nanoscale Turing structures (method of self-organization of molecules) based on interfacial polymerization (IP); the researchers incorporated PSf/PVA and applied piperazine (PIP) as activators and TMC as the inhibitor to form PA. They manipulated the reaction conditions to create membranes with diverse shapes, such as bubbles or tubes. These membranes demonstrate remarkable effectiveness in separating water from Na2SO4 and MgSO4 for approximately 99.6% and 99.2%, respectively. Additionally, water permeability is notably high, with fluxes of 119 and 125 LMH. Another example is using GO/PSf substrate and preparation of the PA selective layer, which was able to improve both salt rejection of Na2SO4 and MgSO4 and improve pure water flux at 95.2%, 91.1%, and 2.4 LMH, respectively [95].
6.3. Polyacrylonitrile (PAN)
PAN is a polymer known to possess several advantageous characteristics, including robust mechanical stability, exceptional thermal and chemical resistance, and resistance to UV radiation. Additionally, PAN membranes have small pore diameters that can be controlled [96] and resist solvents [97,98]. Similar to PES, PAN is hydrophobic, which often leads to blending it with hydrophilic polymers such as chitin or cellulose-based polymers to enhance its compatibility with aqueous systems [97,99]. However, PAN is naturally more hydrophilic than PES or PSf and possesses inherent antifouling properties [100], making it a popular choice for water filtration membranes [97,101,102]. Commercially available PAN/UF membrane, which possesses a structure highly hydrophilic, has been optimized for use at 45 °C [103]. Notably, by operating at a temperature higher than the typical range, the membrane exhibited improved resistance to fouling. An electrospun nanofibrous membrane was created by depositing polydopamine nanoclusters onto a crosslinked membrane composed of (PAN) and hyperbranched polyethyleneimine (HPEI) [104].
Nonetheless, a drawback of PAN is its limited solubility, as it can only dissolve in polar solvents like N, N-Dimethylformamide (DMF), N-Methylpyrrolidone (NMP), or N, N-Dimethyl-acetamide (DMAc). Nevertheless, PAN is well suited for fabrication techniques such as electrospinning or phase inversion. Yeh et al. [105] developed a TFC/PAN membrane by electrospinning as a porous support and applying a thin layer of cellulose nanofiber followed by graphene oxide deposition. This layered structure aimed to improve filtration efficiency and enhance pollutant removal capabilities. Shahriari and Hosseini [106] designed and fabricated an NF membrane of PAN, citric acid, and TiO2 for water treatment. They found that increasing the concentration of TiO2 and citric acid led to enhancements in both permeate water flux and rejection for the fabricated membranes compared to unfabricated membranes. In the best conditions, the experimental results showed a PWF at 130 LMH and a CaSO4 rejection rate of 82%.
6.4. Polyvinylidene Fluoride (PVDF)
Polyvinylidene fluoride (PVDF) is a hydrophobic polymer known for its excellent chemical and thermal stability and unique electrical properties [107]. These desirable characteristics make PVDF widely utilized in various membrane applications, including water and biomedical filtration [108,110], and it remains a valuable material in wastewater treatment [111]. However, PVDF showed low critical surface energy compared to PSf and PAN; this can lead to increased fouling and reduced water flux, limiting the lifespan of the membrane [112,113]. The enhancement of PVDF membranes by incorporating hydrophilic structures to promote water passage and reduce fouling has been extensively examined and discussed in a comprehensive review [112]. In other studies, surface hydrophilic modification was accomplished by employing tannin or polyethyleneimine [114]. As reported in various studies, membranes are commonly fabricated using the phase inversion method [115,116]. Incorporating the triblock polymers enhanced the performance of PVDF membranes, making them more suitable for applications where antifouling properties and efficient water flow are essential [117]. Mishra et al. [118] discussed the effectiveness of ferrous sulfide (FeS) and carboxyl functionalized ferroferric oxide (CFFO) incorporated PVDF-based nanocomposite membranes (PVDF/ FeS/CFFO) for highly toxic heavy metal ions removal from industrial groundwater. They conclude that the PVDF/FeS/CFFO membrane enhanced pure water flux at 1266 LMH compared to unmodified PVDF of 340 LMH. While the rejection of NaSO4 remained steady at around 98% for the first 40 minutes but then declined to about 70% in the next 20 minutes. They found the conductivity decreased from 1678 μS/cm to a stable range of (3.9 to 6.2) μS/cm by collecting the filtration every 5 minutes.
6.5. Polyvinyl Alcohol (PVA)
PVA is a polymer known to be soluble in water and for its hydrophilic nature, water permeability, antifouling potential, and thermal and chemical resistance. However, it is permeable to ions, prone to significant swelling, and compacts under pressure; when highly crosslinked, it exhibits a flux reduction [119]. As a standalone filter membrane, PVA must be crosslinked through covalent bonds [120]. This process introduces an additional parameter for optimization, namely the crosslinking densities of PVA membranes. PVA is often incorporated into composite membranes with other polymers like PAN to enhance performance [102]. PVA contains hydroxyl and acetyl units, with the ratio determining whether it is classified as polyvinyl alcohol or polyvinyl acetate [121]. Hydrophilic semipermeable membranes are highly selective, enable high flux, and are optimal for water purification processes such as UF and RO [122]. PVA membranes can undergo crosslinking using organic chemicals such as aldehydes and organic acids such as glutaraldehyde or polyacrylic acid [123]. Alternatively, solubilization of PVA can be accomplished by acid-catalyzed dehydration with mineral acids like sulfuric acid or gelation using peroxidisulfates like potassium persulfate [124,125].
Additionally, incorporating filler materials like zeolite can enhance PVA membrane performance by facilitating the passage of smaller molecules while restricting the flow of larger molecules [126]. Kim et al. [127] reported that incorporating sulfated zirconia in membrane preparation had a dual role as a filler material and an effective agent for crosslinking or insolubilization. The incorporation led to enhanced and adjustable membrane performance, specifically regarding permeation rate and selectivity. Zhang et al. [128] created a PVA/ mercaptopropyltriethoxysilane 0.6 (MPTES)/TFC membrane. The study reveals that the rejection and water flux can be controlled by adjusting the MPTES content in the coating solution. The optimal membrane exhibits a Na2SO4 rejection rate of 97.2% and a water flux of 11.6 LMH, and increases to 98.0% rejection and 43.3 LMH water flux after oxidation by H2O2 due to the Donnan effect, a name given for the behavior of charged particles near a semi-permeable membrane that sometimes fail to distribute evenly across the two sides of the membrane. Additionally, the membrane exhibits excellent pH stability and maintains a Na2SO4 rejection rate above 95% even after exposure to 15% H2SO4 or 4% NaOH of solutions for 30 days, which can give an appropriate water flux.
6.6. Cellulose Acetate (CA)
CA membranes possess desirable characteristics such as solid hydrophilicity, enhanced water permeability, and reduced susceptibility to membrane fouling [129]. Natural polymers, including cellulose and chitin, are highly suitable for water filtration due to their inherent hydrophilicity and widespread availability [130,131]. They are typically used in regenerated or derived forms or processed using specialized casting and spray-coating methods [130,131,132,133]. These polymers are made from copolymers such as PES/CA and PAN/CA or applied as a barrier layer on more easily processable supports [131,134]. On the other hand, they are chemically modified with materials such as cellulose acetate and chitosan, exhibiting enhanced solubility, and can undergo processing techniques like electrospinning or phase inversion [101,135,136]. Many products today comprise cellulose or its variants, making it a common choice for commercially available membranes, especially for RO support materials [111]. Ounif et al. [137] carried out similar work and used a phase inversion to create a CA/NF membrane and evaluate its functionality. The study examined the utilization of water permeability, contact angle, and the rejections of salts such as Na2SO4 and CdSO4. They noticed that increasing CA concentration reduced the membrane porosity, meaning a decrease in water permeability and contact angle from 76º to 47º was observed, but it enhanced salt retention. The results demonstrate that the rejection of Na2SO4 and CdSO4 were at 81.3% and 90%, respectively. This enhancement is due to the divalent ions having larger hydrated sizes, while the PWF increased linearly as the transmembrane pressure (TMP) increased, as described by the Hagen-Poiseuille equation.
6.7. Polyamide (PA)
PA membranes with high strength and durability properties are employed for purifying water. Most commercially used membranes, including RO, NF, and UF membranes, are typically TFC membranes composed of two or three layers produced through interfacial polymerization [138]. The process of obtaining fresh water from seawater and wastewater depends on the selective permeation of water through the polyamide layer [139]. Therefore, the permeance and selectivity of polyamide composite membranes depend on their structural morphology and the quality of the ultrafiltration support [138]. Researchers have globally focused on modifying the surface of the PA/NF TFC membrane to reduce fouling caused by organic and biofouling in the feed water. For example, Baige et al. [140] proposed a technique that involves the deposition of multiple layers of polyelectrolytes onto the NF membrane surface. This modification strategy aims to improve the ability of the membrane to resist fouling. The results showed a 15% improvement in fouling resistance with a rejection of 98% for MgSO4. Another work by Yuan et al. [138] presents a novel asymmetric PA nanofilm consisting of two layers: a spherical polyamide dendrimer porous layer and a polyamide dense layer with highly ordered nanovoids. The nanofilm is formed initially by covalently attaching the dendrimer porous layer onto a PSf support surface through a diazotization coupling reaction. The membrane demonstrates significantly improved water flux at 270 and 264 kg m-2 h-1, higher than a traditional polyamide membrane at 68.5 and 71.4 kg m-2 h-1, and achieves a divalent rejection rate of MgSO4 and Na2SO4 as high as 99.1% and 99.2%, respectively. In a study by Karabacak et al. [141], the efficiency of three commercially available nanofiltration PA/NF membranes (DK-NF, NF270, and DL-NF) was evaluated for their ability to remove sulfates from drinking surface water with a content of 370-460 mg/L. The results showed that the NF270 and DL-NF membranes achieved over 98% sulfate rejection, whereas the DK-NF membrane provided an 82% rejection rate. Both NF270 and DL-NF membranes also exhibited excellent flux recovery after chemical cleaning. Based on these findings, the NF270 membrane emerged as the best-performing membrane among the three tested.
7. Fabrication Techniques
The fabrication technique discussed in this review is divided into two processes: (i) blending membranes and (ii) surface modification membranes. The blending process creates membranes by phase inversion, denoted as phase separation (PS). A description of PS is presented in the next section. Nevertheless, electrospinning, additive manufacturing, and other fabrication approaches can enhance and adapt polymeric membranes. Despite the different techniques, the ultimate objective remains consistent in minimizing fouling and enhancing membrane functionality.
7.1. Phase Inversion (PI)
In a pioneering study, Loeb and Sourirajan introduced the concept of phase inversion in membrane technology during the 1960s [142]. Since then, it has become a significant development in the field. This method involves three components: polymer, solvent, and non-solvent [143]. It is known as non-solvent-induced phase inversion (NIPS). It is the primary method used in industry to produce asymmetric structures and polymeric membranes, where a homogenous polymer solution is placed in a coagulation bath and converted into two phases. One of them is the polymer-rich phase, which forms the solid skeleton of the membrane, while the liquid-rich phase contributes to the creation of pores. The resulting structure typically consists of sponge-like or finger-like macro or micro-pores [44,143]. NIPS can be divided into liquid-induced (LIPS) and vapor-induced (VIPS). In the LIPS method, a mixture of polymer, solvent, and volatile non-solvent is spread on porous support using a doctor's blade. In particular, ElGharbi et al. [111] describe the process known as tape or knife casting. The polymer solution is applied to a suitable support, such as a non-woven fabric, and then immersed in a non-solvent bath, usually DI water. The solvent enters the non-solvent, while the non-solvent penetrates the polymer solution. This results in the rapid formation of a solid membrane quite often for UF applications [121,144]. VIPS, or precipitation from a vapor, was first introduced by Zsigmondy and Bachmann in 1918 and further developed by Elford in 1937 [145,146]. In VIPS, the membrane is cast and placed in a chamber with non-solvent vapors. These vapors enter the polymer solution and cause phase inversion, usually prepared MF. VIPS is known for controllability but takes more process time [147,148]. Third, thermal precipitation or thermally induced PS (TIPS) is used for polymers that cannot dissolve at room temperature. The polymers are, therefore, dissolved in solvents at high temperatures, and a cast is applied as a support. As the temperature is reduced, precipitation occurs. Methods like evaporation, extraction, or freeze-drying remove the solvent in IPS. This method offers advantages such as a simple process, reliable results, minimal defects, and the ability to create highly porous materials [143,149,150]. Figure 5 presents the different types of phase inversion methods.
7.2. Surface Modification Membranes
Two primary solutions were proposed and applied for surface-modifying membranes: chemical and/or physical modifications. The latter is carried out by coating the surface for preparing thin film membranes, which will be described in the next section.
7.2.1. Physical Surface Modification
7.2.1.1. Dip Coating
Dip coating is a widely used process for preparing thin film polymeric membranes in various industries and laboratories due to its low cost and straightforward design. Initially, the substrate is immersed in a polymer solution for a specified duration. Afterward, the substrate is withdrawn, allowing the excess solution to drain off by gravity. The process is illustrated in Figure 6 [111]. This method may not be suitable for applications where coating is needed on only one substrate side, as the solution typically covers the entire submerged surface [152].
7.2.1.2. Dip Coating
The spin coating process for membrane fabrication involves several key steps, as illustrated in Figure 7 [111]. Initially, the polymer solution is deposited onto the substrate surface. The substrate is spun using centrifugal forces to evenly spread the solution and remove excess. The speed and duration of spinning are crucial, as they determine the film's thickness, with faster speeds typically producing thinner films. The solution thickness decreases as spinning continues until a stable, uniform layer is achieved [152]. Finally, dip and spin coating membranes can undergo a phase inversion to achieve their final structure.
7.2.2. Chemical Surface Modification
Chemical surface modification enhances membrane purification performance. These membranes fall into two categories: (i) thin film composite (TFC) membranes, which are created through a unique process called interfacial polymerization (IP) to enhance their properties; and (ii) Thin film nanocomposite (TFN) membranes, which are developed and improved by adding particles to separate dyes and sulfate salts.
7.2.2.1. Thin Film Composite (TFC)
TFC membranes are different in their chemical structure and how they are put together. Fabrication usually starts with a very porous base and then has a thin solid layer of a different material added on the top. Polymers commonly form the support layers by phase inversion, adding coatings, using plasma, or treating the surface using IP [153]. In the traditional synthesis method, a bifunctional amine is dissolved in water, and a trifunctional acid halide is dissolved in an organic solvent, chosen for immiscibility with water. The support membrane is first soaked in the aqueous solution and then transferred to the organic phase after saturation. Polymerization occurs between the monomers in the organic phase, forming a thin layer on the membrane [153]. TFC/RO membranes came first into the industry in 1972. These membranes are based on unique materials called aromatic polyamides, and worked better than the earlier CA membranes. In processes like NF or RO, about 50 to 90 % of the water becomes pure (soft) water, and the rest becomes concentrated or rejected. This wastewater needs extra treatment and care [154,155]. The most commonly used materials for NF or RO membranes are cellulose acetate and polyamide composites [154] and modified forms of UF membranes like sulfonated polysulfone [156]. Moreover, the critical difference is that CA membranes resist fouling better, while polyamide composites usually have higher rejection rates [154]. Additionally, polyamide composite membranes have a negative charge, making them better at rejecting sulfate than neutral-charged cellulose acetate membranes [154]. For instance, when using a solution with 2000 mg/L of salt at certain conditions, the TFC membrane shows a high flux of 46 LMH compared to the CA membrane with 37.4 LMH. The rejection is about 99.5% salts for TFC compared to 97.5% for CA [156]. The efficiency of these membranes is influenced by their thermal, mechanical, and chemical properties. Chemical modifications can be made to change their surface charge, water-attracting ability, roughness, or permeability for better performance. A special IP method is used to make a TFC membrane. Cadotte [156] patented the TFC in 1981. The membrane was used to treat water containing many salts with 35000 mg/L and at a high pressure of 103 bar. It exhibited a rejection of 99% salts and a flux rate of 31 LMH. Modern membranes do much better now. They can reject 99.5% of salt and a flux rate of 51 LMH. Reference [44] a similar work was performed for water with 35000 mg/L in salt concentration but with a much lower pressure at 55 bar [44].
Overall, TFC membranes are affordable, offer good performance, and are durable. However, their options for water treatment are limited, and they have some challenges with permeability, chlorine tolerance, fouling, and solvent resistance. From an alternative standpoint, researchers have explored the utilization of unconventional polymeric supports that possess remarkable properties. However, these materials tend to maintain a higher degree of hydrophobia. Consequently, investigations have focused on altering the membrane characteristics to enhance water affinity while preserving other advantageous properties. TFC membranes have more benefits compared to CA membranes. They can also reject some small organic molecules, remain stable in a broader range of pH levels, and work well at hotter temperatures.
Chlorine weakens the membranes, making them worse at rejection salt. They can only handle a little chlorine exposure, unlike CA membranes. In this case, chlorine must be removed from the water before using TFC membranes [157]. Using specific monomers with -OH functional groups during polymerization, such as m-aminophenol and bisphenol-A, can enhance the resistance membrane to chlorine. At the same time, ester linkages decrease sites available for chlorine attack [158]. The ability of CA membranes to reject salt decreases with higher temperatures, where a feed water temperature should not exceed 35 °C [44]. More salt makes it harder for the water to pass through the membrane. The water needs more pressure to permeate, leading to higher energy consumption [156]. Hermans et al. [159] examined the synthesis parameters and morphology of PA layers formed on PSf supports via IP. Their investigation involved testing various additives in the aqueous phase, including meta-phenylenediamine (MPD), under filtration conditions with 1000 mg/L of MgSO4 and pressure at 41 bar. The study revealed that combining sodium dodecyl sulphate (SDS) with a base-like TEA enhances membrane performance, leading to superior water permeate rates at 1.4 LMH and MgSO4 rejection above 95%.
7.2.2.2. Thin Film Nanocomposite (TFN)
TFNs are an advancement of traditional TFCs created via IP. These modifications involve integrating nanoparticles into a thin polyamide (PA) layer at the surface of the TFC membrane to enhance its performance [160]. This enhancement may manifest in various ways, such as improved water permeability and solute rejection. The process of IP, which occurs between aqueous solutions of (PIP) or m-phenylenediamine (MPD) and organic solutions of TMC, is well-known for producing polyamide (PA). Jeong et al. [160] introduced the TFN membrane synthesized by incorporating zeolite NaA nanoparticles (0.004–0.4% w/v) into the PA layer. Integrating the zeolite nanoparticles while maintaining a similar rejection to traditional (TFC) membranes introduced a significant improvement in membrane flux. Since then, TFNs become helpful in creating NF and RO membranes for water treatment. Peeters et al. [161] also noted that membranes with a higher negative charge retain bivalent anions such as sulfate (SO4=) better than monovalent anions. A handful of research publications used other nanomaterials [162,163,164,165]. Hu et al. [166] discovered that increasing TMC concentration from 0.05 to 0.30 w/v% and extending the reaction time from 10 to 60 seconds during the interfacial polymerization significantly enhanced the separation performance of NF membranes for Na2SO4. The improvements were notable, with separation efficiency rising from about 93% to 97.5% and 96.5% to 97.5%, respectively. They also found that as the PIP concentration increases from 0.2 to 1.0% (w/v), Na2SO4 rejection improves while water flux decreases. Among the nanoparticles used for TFN/NF is silver (Ag), an anti-biofouling; it has become influential in permeate flux and MgSO4 rejection. The results indicated PA/Ag membranes achieved optimal performance with a flux of 92 LMH and a MgSO4 rejection rate of 97% at 14 bar with 2000 mg/l sulfate concentration [167]. Figure 8 illustrates the difference between TFC and TFN membranes.
8. Flux and Rejection
Pressure work, hydrophilic, and pore size possess high effectiveness in the rejection and the flux of membranes. Experiments were carried out at various pressure values for pristine membranes, TFC membranes, and TFN membranes. The flux and rejection were shown to be in a trade-off relation. They observed that by increasing the pressure, the flux would increase regardless of nanoparticle loads since the pressure acts as a driving force causing much rejection or brine within a short time inside the membrane [169]. Nevertheless, the membrane’s hydrophilicity can enhance the flux with increased nanoparticle loads due to functionalization groups such as COOH and OH. Flux and rejection were measured at specific values of nanoparticles loaded, and this mechanism was observed by the pore size of a membrane (morphology) and the formation of small cells in structures with large pores and macro voids [31]. Large pores provide high permeate flux by substituting DI water and solvent through phase inversion. The membrane matrix interacted less with nanoparticles, increasing the flux according to hydrophilicity. Increasing nanoparticles may increase contact angles created by the van der Waals force between the nanoparticles and membrane, and when nanoparticle loads increase, it can generate high density and form hydrophobic and small pores due to an increase in viscosity and decrease in polymer volume; thus, the consequences of the reduction in flux as discussed by Crescenzo et al. [170]. In other words, with increasing nanoparticle loads, the flux decreases, and an accumulation is formed [171]. Pressure work at lower values indicated high rejection due to increasing contact time between the solute and a membrane. In contrast, the rejection decreases with an incremental driving force the pressure produces [31]. The rejection can be increased most through the size of molecular increased as well. As explained by the Donnan exclusion phenomenon, the membrane surface charge significantly increases or decreases the flux and rejection [172]. The flux and rejection are linked to each other to have a balanced system. As the solution pH increases, negatively charged membranes tend to have a higher surface charge, whereas positively charged membranes exhibit the opposite trend [173,174].
Moreover, the presence of divalent cations in a solution tends to decrease the negative surface charge of a membrane [174,175]. Negatively charged membranes contain negative fixed charges on the polymer backbone, typically attributed to functional groups such as carboxylic or sulfonic acid. Specific NF membranes exhibit amphoteric characteristics, meaning their charge can be either positive or negative depending on the pH of the surrounding environment [176], 159]. In addition, some NF membranes in the market have both acidic and essential parts so that they can behave differently depending on the pH of the solution. At a certain pH called the isoelectric point, the membranes become neutral. This flexibility allows them to work well in various pH conditions [161,173,174,177]. This charge property of NF membranes is an essential factor influencing their separation performance and must be considered in membrane selection and application [52,173,174,177]. The charge of membranes affects how well they retain ionic species. The ion exchange capacity tells us about the overall charge of the membrane, especially for RO, while the surface charge is more critical for nanofiltration NF membranes [173]. The surface charge influences ions' retention and fouling substances' attraction to the membrane [51,53]. We can measure the surface charge by examining the streaming potential, which helps understand fouling and determine the zeta potential at the membrane surface [173]. Negatively charged membranes have weakly acidic functional groups, such as carboxylic acids [173,174]. The membrane’s surface charge can be modified by adsorbing charged surfactants or organic macromolecules, like humic acids.
For example, the rejection of simple ionic components in the NF membrane is primarily determined by the membrane's inherent charge. Non-charged membranes do not exert electrostatic forces on simple ionic components. Hence, their rejection of simple salts, for instance, the order is typically governed by molecular size or diffusion coefficient; Na2SO4 is bulkier than chloride CaCl2, which is more significant than NaCl. Because of electrostatic interactions, positively charged membranes repel positively charged ions, particularly divalent cations, while attracting negatively charged ions, especially divalent anions. Consequently, the rejection order is reversed for a positively charged membrane (CaCl2 higher than NaCl higher than Na2SO4). The negatively charged membranes tend to repel negatively charged ions (e.g., SO4=) while attracting positively charged ions (e.g., Ca2+), resulting in this specific rejection order. For negatively charged membranes, the rejection order is generally as follows: Na2SO4 is higher than NaCl higher than CaCl2. Repelled divalent anions (e.g., SO4 2) have lower rejection, and monovalent anions (e.g., Cl-) are moderately rejected. As for divalent cations (e.g., Ca2+), they are attracted and have higher rejection than monovalent cations (e.g., Na+), which are moderately rejected [161,178].
9. Membrane Fouling and Cleaning
Three primary factors influence membrane fouling: operating conditions, feed characteristics, and membrane properties. Operating conditions significantly impact the fouling rate. It is crucial to optimize hydrodynamic conditions such as Transmembrane pressure (TMP), Cross Flow Velocity (CFV), temperature and pH to balance flux decline and fouling while optimizing rejection rates. The accumulation of solid particles, both suspended and dissolved, on the membrane surface happens because of what is called concentration polarization. Water flow along the membrane creates a layer where water moving toward the membrane is faster than the particles diffusing away from it [154]. This buildup, known as fouling or scaling, leads to higher operational costs. Cleaning chemicals and anti-scalants are needed, the membrane's lifespan decreases, and water purification efficiency decreases [179]. Membrane fouling can be divided into inorganic, organic, and biofouling. Inorganic fouling occurs when scales like BaSO4 and CaSO4 are dissolved in the feed water, restrict water flow, and reduce the permeate flux. Organic fouling happens when natural organic materials such as humic acids, proteins, and carbohydrates deposit on the membrane, forming a layer that decreases permeability and flux. Biofouling is caused by microorganisms attaching to the membrane and forming biofilms, which resist water flow and degrade performance, particularly in environments with high microbial activity, such as NF systems [180,181,182].
Choosing the suitable membrane and operating conditions can delay fouling, but sometimes cleaning is needed to maintain peak performance. Cleaning should happen if the permeate flux drops by more than 10%, the salt content in the permeate rises by 10%, or the normalized pressure drops by 15% compared to ideal conditions. Cleaning frequency can vary depending on the application, from days to months [183]. Membrane cleaning, utilizing either physical or chemical treatments, is essential to fouling control strategies. Typically, chemical treatment and cleaning involve two steps: rinsing with clean water to replace feed water and applying the cleaning agent. Afterward, another round of rinsing ensures thorough cleaning. Chemical-free cleaning in membranes and turbulence washing are typically limited to clean water. This process involves pumping clean water at a high flow rate to achieve slight flux recovery. Different types of foulants require specific cleaning agents: acids for mineral deposits and salts, alkalis for organic foulants, enzymes for microorganisms, and detergents for oils, fats, and grease. Tubular systems utilize sponge balls to effectively clean all types of foulant [49]. Zoubiek et al. [184] tested three cleaning chemical solutions, including acidic, alkaline, and surfactant, with various combinations to explore the best effective cleaning solution. In general, acidic chemical cleaning formed by a combination of (KOH/HNO3/H3PO4) leads to the highest flux recovery above 98%.
Physical methods such as flow reversal can also be employed, where water flows back to the feed side from the permeate side. However, this method may compromise the membrane's integrity and stability. The most common physical antifouling treatment methods are primarily based on hydrodynamic principles. They include forward and reverse flushing, backflushing, back pulsing, and surface shearing. We recently introduced a physical treatment for fouling control named the periodic transmembrane pressure technique (PTMP). Zoubeik et al. [185] also explored a novel antifouling called the periodic feed pressure technique (PFPT). Experimental results indicate that PFPT effectively reduces fouling, improves filtration performance, and maintains membrane permeability, offering a promising solution for enhancing the efficiency and durability of polymeric membranes. Similarly, Echakouri et al. [186] studied three physical treatments to mitigate fouling: Periodic Transmembrane Pressure (PTP), Pulsatile Flow, and Backflushing. The study found that the PTP technique was the most effective in maintaining membrane permeability and reducing fouling, followed by Pulsatile Flow and Backflushing, suggesting that PTP could significantly enhance the efficiency and lifespan of membranes.
10. Conclusion and Future Recommendations
Sulfate is a concerning contaminant in both surface and groundwaters used for drinking. The World Health Organization (WHO) recommends a maximum sulfate concentration of 500 mg/L in drinking water. When present at high concentrations, it can cause dehydration, gastrointestinal irritation, and laxative effects in animals or humans. It encompasses various fields, such as agriculture and aquatic life, leading to low productivity and cattle deaths. Corrosion, scale, and plugging due to sulfated water can also occur in the oil and gas industry. Due to its effectiveness and versatility, membrane technology is considered one of the most promising methods for purifying water. Membranes are particularly efficient at removing sulfates and other contaminations. Researchers developed numerous methods to enhance the filtration process. Polymeric materials membranes have continuously evolved, with ongoing research into various modification techniques and compositions. For instance, different nanomaterials have been added to the surfaces of polymeric membranes to improve their performance and antifouling properties. Modified polymeric membranes incorporating hybrid nanoparticles have demonstrated excellent sulfate rejection, as shown in the innovative membranes developed by Wan Azelee et al. [187]. Hydrophobic membranes commonly remove organic contaminants such as fat, oils, and synthetic solutions. Hydrophilic membranes offer high permeate flux and reduced fouling and are typically used to remove sulfate salts, proteins, and sugars. Commercially available hydrophilic membranes include CA and PA. Our review focused on exploring new materials, and our findings indicate that PSf and PES membranes, when integrated with the nanoparticles, are the preferred choices for removing a wide range of sulfate salts. However, it was observed that these materials did not perform well with silica nanoparticles for sulfate removal. Silica-based studies were found to have high rejection rates for Na2SO4 but lower rates for MgSO4.
On the other hand, PVDF membranes have shown high sulfate rejection by incorporating nanoparticles (e.g., ZnO or TiO2). Nevertheless, PVDF membranes are typically recognized for having a negatively charged surface, attributed to the presence of C-F groups [188]. This fact does not prevent using other inorganic nanoparticles (e.g., Ag, Fe3O4) and organic (e.g., GO, CNTs), which possess high surface area, low mass, mechanical and thermal resistances. Despite their benefits, hydrophilic nanoparticles can leach into both permeate and rejection, causing environmental concerns that need more research. Most polymer-based membranes experience flux decline and maintain lower steady-state permeate flux than modified membranes. Fouling can occur within the membrane, on its surface, or both. Internal fouling involves the deposition and adsorption of particles inside the membrane pores, while external fouling forms a cake layer on the membrane surface. Physical cleaning is preferable to chemical treatment. Chemicals employed to minimize fouling or scaling can end up in freshwater sources, leading to water pollution. No perfect membrane exists; each type has unique features and optimizes different parameters. The industry continues searching for a membrane with high efficiency (high flux and rejection rate) and low cost. The ultimate goal is to develop a perfect membrane that experiences no fouling and maintains high flux. However, future research must also explore the potential risk of nanoparticles and determine the extent to which they may leach into the treated sulfated waters.
Author Contributions
J. A.: writing—original draft, writing—review and editing, investigation; S. S.: writing—review and editing, investigation; A. H.: supervision, funding, review and editing; All authors have read and agreed to the published version of the manuscript.
Funding
The Natural Sciences and Engineering Research Council of Canada (NSERC) supported this work with a Discovery Grant (RGPIN-2024-05070).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
All data are presented in the article.
Conflicts of Interest
The authors declare no conflict of interest.
Abbreviations
| AL2O3 | Nano-sized alumina |
| Ag | Silver |
| AMD | Acid mine drainage |
| Au | Gold |
| BaSO4 | Barium sulfate |
| BDSA | Benzidinedisulfonic acid |
| BHTTM | Bis(1-hydroxyl-1-trifluoromethyl-2,2,2-trifluoroethyl)-4,4′-methylenedianiline |
| CA | Cellulose acetate |
| CaSO4 | Calcium sulfate |
| CdSO4 | Cadmium sulfate |
| CFFO | Carboxyl functionalized ferroferric oxide |
| CFV | Cross flow velocity |
| CMC | Carboxymethyl chitosan |
| CNTs | Carbon nanotubes |
| CuSO4 | Copper sulfate |
| DMAc | Dimethylacetamide |
| DMF | Dimethylformamide |
| Fe2O3 | Ferric oxide |
| GE | General electric |
| GO | Graphene oxide |
| HACC | Hydroxypropyl trimethyl ammonium chloride chitosan |
| HNT | Halloysite nanotubes |
| HPEI | Hyperbranched polyethyleneimine |
| IP | interfacial polymerization |
| K2SO4 | Potassium sulfate |
| KOH/HNO3/H3PO4 | Potassium hydroxide+ Nitric+ Phosphoric acids |
| KDa | Kilodalton |
| LIPS | liquid-induced phase inversion |
| LMH | Permeate flux |
| MF | Microfiltration |
| MgSO4 | Magnesium sulfate |
| MMMs | Mixed matrix membranes |
| MOF | Metal-organic frameworks |
| MPD | Meta-phenylenediamine |
| MWCO | Molecular weight cut-off |
| NaSO4 | Sodium sulphate |
| NF | Nanofiltration |
| NIPS | Non-solvent-induced phase inversion |
| NMP | N-methyl pyrrolidone |
| PA | Polyamide |
| PEG | Polyethylene glycol |
| PES | Polyethersulfone |
| PFPT | Periodic feed pressure technique |
| PI | Polyimide |
| PIP | Piperazine |
| PP | Polypropylene |
| PPEA | Poly (ethylene glycol) phenyl ether acrylate |
| PS | Phase separation |
| PSf | Polysulfone |
| PTMP | Periodic transmembrane pressure technique |
| PTP | Periodic transmembrane pressure |
| PVC | Polyvinyl chloride |
| PVDF | Polyvinylidene fluoride |
| PVP | Polyvinylpyrrolidone |
| PWF | Pure water flux |
| RO | Reverse osmosis |
| SDS | Sodium dodecyl sulfate |
| SPES | Sulfonated polyether sulfone |
| SPSU | Sulfonated polysulfone |
| SWCNTs | Single-walled carbon nanotubes |
| TEA | Triethylamine |
| TFC | Thin-film composite |
| TFN | Thin-film nanocomposite |
| TiO2 | Titanium dioxide |
| TIPS | Thermal-induced phase inversion |
| TMC | Trimesoyl chloride |
| TMP | Transmembrane pressure |
| UF | Ultrafiltration |
| VIPS | Vapor-induced phase inversion |
| WHO | World health organization |
| ZnO | Zinc oxide |
References
- Boretti, A., Rosa, L.: Reassessing the projections of the World Water Development Report. npj Clean Water. 2, (2019). [CrossRef]
- Shirazi, M.M.A., Kargari, A., Shirazi, M.J.A.: Direct contact membrane distillation for seawater desalination. Desalin. Water Treat. 49, 368–375 (2012). [CrossRef]
- Runtti, H., Tynjälä, P., Tuomikoski, S., Kangas, T., Hu, T., Rämö, J., Lassi, U.: Utilisation of barium-modified analcime in sulphate removal: Isotherms, file:///C:/Users/Jamal/Desktop/Reference/Jensen, 2017.pdfkinetics and thermodynamics studies. J. Water Process Eng. 16, 319–328 (2017). [CrossRef]
- Quist-Jensen, C.A., Macedonio, F., Horbez, D., Drioli, E.: Reclamation of sodium sulfate from industrial wastewater by using membrane distillation and membrane crystallization. Desalination. 401, 112–119 (2017). [CrossRef]
- Firdous, S., Jin, W., Shahid, N., Bhatti, Z.A., Iqbal, A., Abbasi, U., Mahmood, Q., Ali, A.: The performance of microbial fuel cells treating vegetable oil industrial wastewater. Environ. Technol. Innov. 10, 143–151 (2018). [CrossRef]
- Cao, W., Dang, Z., Zhou, X.Q., Yi, X.Y., Wu, P.X., Zhu, N.W., Lu, G.N.: Removal of sulphate from aqueous solution using modified rice straw: Preparation, characterization and adsorption performance. Carbohydr. Polym. 85, 571–577 (2011). [CrossRef]
- Badmus, S.O., Oyehan, T.A., Saleh, T.A.: Synthesis of a Novel Polymer-Assisted AlNiMn Nanomaterial for Efficient Removal of Sulfate Ions from Contaminated Water. J. Polym. Environ. 29, 2840–2854 (2021). [CrossRef]
- Ulbricht, M.: Advanced functional polymer membranes. Polymer (Guildf). 47, 2217–2262 (2006). [CrossRef]
- Fakhru’l-Razi, A., Pendashteh, A., Abdullah, L.C., Biak, D.R.A., Madaeni, S.S., Abidin, Z.Z.: Review of technologies for oil and gas produced water treatment. J. Hazard. Mater. 170, 530–551 (2009). [CrossRef]
- Echakouri, M., Salama, A., Henni, A.: Experimental and Computational Fluid Dynamics Investigation of the Deterioration of the Rejection Capacity of the Membranes Used in the Filtration of Oily Water Systems. ACS ES T Water. 1, 728–744 (2021). [CrossRef]
- Dickhout, J.M., Moreno, J., Biesheuvel, P.M., Boels, L., Lammertink, R.G.H., de Vos, W.M.: Produced water treatment by membranes: A review from a colloidal perspective. J. Colloid Interface Sci. 487, 523–534 (2017). [CrossRef]
- Kwak, Seung- Yeop; Kim, Sung Ho; Kim, S.S.: Hybrid Organic / Inorganic Reverse Osmosis ( RO ) Membrane for Preparation and Characterization of TiO 2 Nanoparticle Self-Assembled Aromatic Polyamide Membrane. Environ. Sci. Technol. 35, 2388–2394 (2001).
- Rahimpour, A., Jahanshahi, M., Mollahosseini, A., Rajaeian, B.: Structural and performance properties of UV-assisted TiO 2 deposited nano-composite PVDF/SPES membranes. Desalination. 285, 31–38 (2012). [CrossRef]
- Yu, T., Zhou, J., Liu, F., Xu, B.M., Pan, Y.: Recent Progress of Adsorptive Ultrafiltration Membranes in Water Treatment—A Mini Review. Membranes (Basel). 12, 1–10 (2022). [CrossRef]
- Oliveira, D., Borges, A., Simões, M.: Staphylococcus aureus toxins and their molecular activity in infectious diseases. Toxins (Basel). 10, (2018). [CrossRef]
- Awad, E.S., Sabirova, T.M., Tretyakova, N.A., Alsalhy, Q.F., Figoli, A., Salih, I.K.: A mini-review of enhancing ultrafiltration membranes (Uf) for wastewater treatment: Performance and stability. ChemEngineering. 5, (2021). [CrossRef]
- Moslehyani, A., Mobaraki, M., Ismail, A.F., Matsuura, T., Hashemifard, S.A., Othman, M.H.D., Mayahi, A., Rezaei Dashtarzhandi, M., Soheilmoghaddam, M., Shamsaei, E.: Effect of HNTs modification in nanocomposite membrane enhancement for bacterial removal by cross-flow ultrafiltration system. React. Funct. Polym. 95, 80–87 (2015). [CrossRef]
- Lide, D.R.: t f c CRC handbook of chemistry and physics : a ready-reference book of chemical and physical data. (2009).
- Elphick, J.R., Davies, M., Gilron, G., Canaria, E.C., Lo, B., Bailey, H.C.: An aquatic toxicological evaluation of sulfate: The case for considering hardness as a modifying factor in setting water quality guidelines. Environ. Toxicol. Chem. 30, 247–253 (2011). [CrossRef]
- Curtis, P.J.: Effects of hydrogen ion and sulphate on the phosphorus cycle of a Precambrian Shield lake. Nature. 337, 156–158 (1989). [CrossRef]
- Hamingerova, M., Borunsky, L., Beckmann, M.: Membrane Technologies for Water and Wastewater Treatment on the European and Indian Market. Techview Membr. (2015).
- Roy, Y., Warsinger, D.M., Lienhard, J.H.: Effect of temperature on ion transport in nanofiltration membranes: Diffusion, convection and electromigration. Desalination. 420, 241–257 (2017). [CrossRef]
- Bolong, N., Ismail, A.F., Salim, M.R., Matsuura, T.: A review of the effects of emerging contaminants in wastewater and options for their removal. Desalination. 239, 229–246 (2009). [CrossRef]
- Kim, J., Van Der Bruggen, B.: The use of nanoparticles in polymeric and ceramic membrane structures: Review of manufacturing procedures and performance improvement for water treatment. Environ. Pollut. 158, 2335–2349 (2010). [CrossRef]
- Jhaveri, J.H., Murthy, Z.V.P.: A comprehensive review on anti-fouling nanocomposite membranes for pressure driven membrane separation processes. Desalination. 379, 137–154 (2016). [CrossRef]
- Ba-Abbad, M.M., Mahmud, N., Benamor, A., Mahmoudi, E., Takriff, M.S., Mohammad, A.W.: Improved properties and salt rejection of polysulfone membrane by incorporation of hydrophilic cobalt-doped ZnO nanoparticles. Emergent Mater. 7, 509–519 (2024). [CrossRef]
- Wu, H., Tang, B., Wu, P.: Optimizing polyamide thin film composite membrane covalently bonded with modified mesoporous silica nanoparticles. J. Memb. Sci. 428, 341–348 (2013). [CrossRef]
- Agboola, O., Mokrani, T., Sadiku, E.R., Kolesnikov, A., Olukunle, O.I., Maree, J.P.: Characterization of Two Nanofiltration Membranes for the Separation of Ions from Acid Mine Water. Mine Water Environ. 36, 401–408 (2017). [CrossRef]
- Juholin, P., Kääriäinen, M.L., Riihimäki, M., Sliz, R., Aguirre, J.L., Pirilä, M., Fabritius, T., Cameron, D., Keiski, R.L.: Comparison of ALD coated nanofiltration membranes to unmodified commercial membranes in mine wastewater treatment. Sep. Purif. Technol. 192, 69–77 (2018). [CrossRef]
- Al-Nahari, A., Li, S., Su, B.: Negatively charged nanofiltration membrane with high performance via the synergetic effect of benzidinedisulfonic acid and trimethylamine during interfacial polymerization. Sep. Purif. Technol. 291, 120947 (2022). [CrossRef]
- Wang, L., Song, X., Wang, T., Wang, S., Wang, Z., Gao, C.: Fabrication and characterization of polyethersulfone/carbon nanotubes (PES/CNTs) based mixed matrix membranes (MMMs) for nanofiltration application. Appl. Surf. Sci. 330, 118–125 (2015). [CrossRef]
- Qu, S., Dilenschneider, T., Phillip, W.A.: Preparation of Chemically-Tailored Copolymer Membranes with Tunable Ion Transport Properties. ACS Appl. Mater. Interfaces. 7, 19746–19754 (2015). [CrossRef]
- Javed Alam,1 Lawrence Arockiasamy Dass,1 Mostafa Ghasemi,2 Mansour Alhoshan1, 3: Synthesis and Optimization of PES-Fe3O4 Mixed Matrix Nanocomposite Membrane: Application Studies in Water Purification. Polym. Compos. 16, 101–113 (2013).
- Kong, Q., Xu, H., Liu, C., Yang, G., Ding, M., Yang, W., Lin, T., Chen, W., Gray, S., Xie, Z.: Fabrication of high performance TFN membrane containing NH2-SWCNTs: Via interfacial regulation. RSC Adv. 10, 25186–25199 (2020). [CrossRef]
- Zoubeik, M., Ismail, M., Salama, A., Henni, A.: New Developments in Membrane Technologies Used in the Treatment of Produced Water: A Review. Arab. J. Sci. Eng. 43, 2093–2118 (2018). [CrossRef]
- Rajindar Singh: Membrane Technology and Engineering for Water Purification Application, Systems Design and Operation. Butterworth-Heinemann (2014).
- Singh, R.: Membrane Technology and Engineering for Water Purification (2015).
- BCC Research: Membrane Technology for Liquid and Gas Separations. https://www.bccresearch.com/market-research/membrane-and-separation-technology/membrane-technology-liquid-gas-separations.html.
- BCC Research: Global Market for Membrane Microfiltration. https://www.bccresearch.com/market-research/membrane-and-separation-technology/membrane-microfiltration.html.
- BCC Reseach: Technologies for Nanofiltration Global Markets and Technologies for Nanofiltration, www.bccre search.com/market-research/nanotech nology/global- markets-and-technologie s-for-nanofibers.html.
- BCC Research: Ultrafiltration Membranes: Technologies and Global Markets. https://www.bccresearch.com/market-research/membrane-and-separation-technology/ultrafiltration-membranes-techs-markets-report.html.
- https://www.bccresearch.com/market-research/nanotechnology/nanofiltration.html.
- BCC Research: Water Filtration: Global Markets.
- Richard W. Baker: Membrane technologies and applications (2004).
- Zirehpour, A., Rahimpour, A.: Membranes for Wastewater Treatment (2016).
- Singh, R.: Hybrid Membrane Systems for Water Purification: Technology, Systems Design and Operations. (2006).
- Cheryan, M.: Ultrafiltration and microfiltration handbook. CRC Press (1998).
- Warsinger, D.M., Chakraborty, S., Tow, E.W., Plumlee, M.H., Bellona, C., Loutatidou, S., Karimi, L., Mikelonis, A.M., Achilli, A., Ghassemi, A., Padhye, L.P., Snyder, S.A., Curcio, S., Vecitis, C.D., Arafat, H.A., Lienhard, J.H.: A review of polymeric membranes and processes for potable water reuse. Prog. Polym. Sci. 81, 209–237 (2018). [CrossRef]
- Abdel-Fatah, M.A.: Nanofiltration systems and applications in wastewater treatment: Review article. Ain Shams Eng. J. 9, 3077–3092 (2018). [CrossRef]
- Abdelrasoul, A.: Advances in Membrane Technologies (2020).
- Bellona, C., Drewes, J.E., Xu, P., Amy, G.: Factors affecting the rejection of organic solutes during NF/RO treatment - A literature review. Water Res. 38, 2795–2809 (2004). [CrossRef]
- Bellona, C., Drewes, J.E.: The role of membrane surface charge and solute physico-chemical properties in the rejection of organic acids by NF membranes. J. Memb. Sci. 249, 227–234 (2005). [CrossRef]
- Van Der Bruggen, B., Schaep, J., Wilms, D., Vandecasteele, C.: Influence of molecular size, polarity and charge on the retention of organic molecules by nanofiltration. J. Memb. Sci. 156, 29–41 (1999). [CrossRef]
- Bulletin, T.: TRISEP ® & NADIR ® Membrane Products. 3–5 (2021.).
- Sterlitech Corporation: Crossflow Filtration Handbook. 21 (2018).
- The Dow Chemical Company: FILMTEC Membranes. Basics of RO and NF: Element Performance. 2–3 (2008).
- Membranes, F.S.: Flat sheet membranes ultrafiltration membranes. 10, (2002.).
- Alfa Laval Corporate AB: Alfa Laval NF and RO flat sheet membranes (2022).
- Paugam, L., Diawara, C.K., Schlumpf, J.P., Jaouen, P., Quéméneur, F.: Transfer of monovalent anions and nitrates especially through nanofiltration membranes in brackish water conditions. Sep. Purif. Technol. 40, 237–242 (2004). [CrossRef]
- Lopez, J., Reig, M., Gibert, O., Valderrama, C., Cortina, J.L.: Evaluation of NF membranes as treatment technology of acid mine drainage: metals and sulfate removal. Desalination. 440, 122–134 (2018). [CrossRef]
- Gozálvez-Zafrilla, J.M., Sanz-Escribano, D., Lora-García, J., León Hidalgo, M.C.: Nanofiltration of secondary effluent for wastewater reuse in the textile industry. Desalination. 222, 272–279 (2008). [CrossRef]
- Jadhav, S. V., Marathe, K. V., Rathod, V.K.: A pilot scale concurrent removal of fluoride, arsenic, sulfate and nitrate by using nanofiltration: Competing ion interaction and modelling approach. J. Water Process Eng. 13, 153–167 (2016). [CrossRef]
- Hilal, N., Al-Zoubi, H., Darwish, N.A., Mohammad, A.W.: Performance of nanofiltration membranes in the treatment of synthetic and real seawater. Sep. Sci. Technol. 42, 493–515 (2007). [CrossRef]
- Krieg, H.M., Modise, S.J., Keizer, K., Neomagus, H.W.J.P.: Salt rejection in nanofiltration for single and binary salt mixtures in view of sulphate removal. Desalination. 171, 205–215 (2005). [CrossRef]
- Bowen, W.R., Jones, M.G., Welfoot, J.S., Yousef, H.N.S.: Predicting salt rejections at nanofiltration membranes using artificial neural networks (2000).
- Ağtas, M., Ormancı-Acar, T., Keskin, B., Türken, T., Kouncu, I.: Nanofiltration membranes for salt and dye filtration: effect of membrane properties on performances. Water Sci. Technol. (2021).
- Ng, L. Y., Leo C. P, Mohammad A. W.: Optimizing the Incorporation of Silica Nanoparticles in Polysulfone/Poly(vinyl alcohol) Membranes with Response Surface Methodology. J. Appl. Polym. Sci. 116, 2658–2667 (2011).
- Lee, H.S., Im, S.J., Kim, J.H., Kim, H.J., Kim, J.P., Min, B.R.: Polyamide thin-film nanofiltration membranes containing TiO2 nanoparticles. Desalination. 219, 48–56 (2008). [CrossRef]
- Seung, Y. L., Hee,J. K., Patel, R., Im, S.J., Kim, J.H. and Min, B.R.: Silver nanoparticles immobilized on thin film composite polyamide membrane: characterization, nanofiltration, antifouling properties. Polym. Adv. Technol. 229–236 (2007). [CrossRef]
- Murthy, Z.V.P., Gaikwad, M.S.: Preparation of chitosan-multiwalled carbon nanotubes blended membranes: Characterization and performance in the separation of sodium and magnesium ions. Nanoscale Microscale Thermophys. Eng. 17, 245–262 (2013). [CrossRef]
- Ganesh, B.M., Isloor, A.M., Ismail, A.F.: Enhanced hydrophilicity and salt rejection study of graphene oxide-polysulfone mixed matrix membrane. Desalination. 313, 199–207 (2013). [CrossRef]
- Kim, E.S., Hwang, G., Gamal El-Din, M., Liu, Y.: Development of nanosilver and multi-walled carbon nanotubes thin-film nanocomposite membrane for enhanced water treatment. J. Memb. Sci. 394–395, 37–48 (2012). [CrossRef]
- Chaudhari, L.B., Murthy, Z.V.P.: Preparation, Characterization, and Performance of Sulfated Chitosan/Polyacrylonitrile Composite Nanofiltration Membranes. J. Dispers. Sci. Technol. 34, 389–399 (2013). [CrossRef]
- Huang, R., Chen, G., Sun, M., Gao, C.: Preparation and characterization of quaterinized chitosan/poly(acrylonitrile) composite nanofiltration membrane from anhydride mixture cross-linking. Sep. Purif. Technol. 58, 393–399 (2008). [CrossRef]
- Gao, F., Liu, H., Zhang, Y., Liu, D., Xie, Z., Peng, W., Song, Y., Hu, R., Chen, D., Kang, J., Xu, R., Cao, Y., Xiang, M.: Polyamide membrane with nanoscale stripes and internal voids for high-performance nanofiltration. J. Memb. Sci. 671, 121406 (2023). [CrossRef]
- Ekambaram, K., Doraisamy, M.: Surface modification of PVDF nanofiltration membrane using Carboxymethylchitosan-Zinc oxide bionanocomposite for the removal of inorganic salts and humic acid. Colloids Surfaces A Physicochem. Eng. Asp. 525, 49–63 (2017). [CrossRef]
- Wu, C., Zhang, S., Yang, F., Yan, C., Jian, X.: Preparation and performance of novel thermal stable composite nanofiltration membrane. Front. Chem. Eng. China. 2, 402–406 (2008). [CrossRef]
- Ormanci-Acar, T., Celebi, F., Keskin, B., Mutlu-Salmanlı, O., Agtas, M., Turken, T., Tufani, A., Imer, D.Y., Ince, G.O., Demir, T.U., Menceloglu, Y.Z., Unal, S., Koyuncu, I.: Fabrication and characterization of temperature and pH resistant thin film nanocomposite membranes embedded with halloysite nanotubes for dye rejection. Desalination. 429, 20–32 (2018). [CrossRef]
- Hu, D., Xu, Z.L., Wei, Y.M.: A high performance silica-fluoropolyamide nanofiltration membrane prepared by interfacial polymerization. Sep. Purif. Technol. 110, 31–38 (2013). [CrossRef]
- Rahimpour, A., Madaeni, S.S., Mehdipour-Ataei, S.: Synthesis of a novel poly(amide-imide) (PAI) and preparation and characterization of PAI blended polyethersulfone (PES) membranes. J. Memb. Sci. 311, 349–359 (2008). [CrossRef]
- Yung, L., Ma, H., Wang, X., Yoon, K., Wang, R., Hsiao, B.S., Chu, B.: Fabrication of thin-film nanofibrous composite membranes by interfacial polymerization using ionic liquids as additives. J. Memb. Sci. 365, 52–58 (2010). [CrossRef]
- Chen, W., Peng, J., Su, Y., Zheng, L., Wang, L., Jiang, Z.: Separation of oil/water emulsion using Pluronic F127 modified polyethersulfone ultrafiltration membranes. Sep. Purif. Technol. 66, 591–597 (2009). [CrossRef]
- Mansourizadeh, A., Javadi Azad, A.: Preparation of blend polyethersulfone/cellulose acetate/polyethylene glycol asymmetric membranes for oil-water separation. J. Polym. Res. 21, (2014). [CrossRef]
- Salahi, A., Mohammadi, T., Mosayebi Behbahani, R., Hemmati, M.: Asymmetric polyethersulfone ultrafiltration membranes for oily wastewater treatment: Synthesis, characterization, ANFIS modeling, and performance. J. Environ. Chem. Eng. 3, 170–178 (2015). [CrossRef]
- Li, J.F., Xu, Z.L., Yang, H., Yu, L.Y., Liu, M.: Effect of TiO 2 nanoparticles on the surface morphology and performance of microporous PES membrane. Appl. Surf. Sci. 255, 4725–4732 (2009). [CrossRef]
- Huang, Z., Liu, J., Liu, Y., Xu, Y., Li, R., Hong, H., Shen, L., Lin, H., Liao, B.Q.: Enhanced permeability and antifouling performance of polyether sulfone (PES) membrane via elevating magnetic Ni@MXene nanoparticles to upper layer in phase inversion process. J. Memb. Sci. 623, 119080 (2021). [CrossRef]
- Guillen, G.R., Pan, Y., Li, M., Hoek, E.M.V.: Preparation and characterization of membranes formed by nonsolvent induced phase separation: A review. Ind. Eng. Chem. Res. 50, 3798–3817 (2011). [CrossRef]
- Sadeghi, I., Aroujalian, A., Raisi, A., Dabir, B., Fathizadeh, M.: Surface modification of polyethersulfone ultrafiltration membranes by corona air plasma for separation of oil/water emulsions. J. Memb. Sci. 430, 24–36 (2013). [CrossRef]
- Machodi, M.J., Daramola, M.O.: Synthesis of pes and pes/chitosan membranes for synthetic acid mine drainage treatment. Water SA. 46, 114–122 (2020). [CrossRef]
- Lipp, P., Lee, C.H., Fane, A.G., Fell, C.J.D.: A fundamental study of the ultrafiltration of oil-water emulsions. J. Memb. Sci. 36, 161–177 (1988). [CrossRef]
- Chakrabarty, B., Ghoshal, A.K., Purkait, M.K.: Ultrafiltration of stable oil-in-water emulsion by polysulfone membrane. J. Memb. Sci. 325, 427–437 (2008). [CrossRef]
- Amin, I.N.H.M., Mohammad, A.W., Markom, M., Peng, L.C., Hilal, N.: Flux decline study during ultrafiltration of glycerin-rich fatty acid solutions. J. Memb. Sci. 351, 75–86 (2010). [CrossRef]
- Yadav, S., Ibrar, I., Samal, A.K., Altaee, A., Déon, S., Zhou, J., Ghaffour, N.: Preparation of fouling resistant and highly perm-selective novel PSf/GO-vanillin nanofiltration membrane for efficient water purification. J. Hazard. Mater. 421, (2022). [CrossRef]
- Tan, Z., Chen, S., Peng, X., Zhang, L., Gao, C.: Polyamide membranes with nanoscale Turing structures for water purification. Water Purif. 521, 518–521 (2018). [CrossRef]
- Lai, G.S., Lau, W.J., Goh, P.S., Ismail, A.F., Yusof, N., Tan, Y.H.: Graphene oxide incorporated thin film nanocomposite nanofiltration membrane for enhanced salt removal performance. Desalination. 387, 14–24 (2016). [CrossRef]
- Moradi, G., Zinadini, S., Rajabi, L., Dadari, S.: Fabrication of high flux and antifouling mixed matrix fumarate-alumoxane/PAN membranes via electrospinning for application in membrane bioreactors. Appl. Surf. Sci. 427, 830–842 (2018). [CrossRef]
- Yoon, K., Kim, K., Wang, X., Fang, D., Hsiao, B.S., Chu, B.: High flux ultrafiltration membranes based on electrospun nanofibrous PAN scaffolds and chitosan coating. Polymer (Guildf). 47, 2434–2441 (2006). [CrossRef]
- Carraher Jr., C. E.: Carraher’s Polymer Chemistry. Taylor & Francis Group (2018).
- Musale, D.A., Kumar, A., Pleizier, G.: Formation and characterization of poly(acrylonitrile)/Chitosan composite ultrafiltration membranes. J. Memb. Sci. 154, 163–173 (1999). [CrossRef]
- Asano, T., Burton, F. Water Reuse Issues: Technologies and Applications (Metcalf&Eddy/AECOM) (2007).
- Makaremi, M., Lim, C.X., Pasbakhsh, P., Lee, S.M., Goh, K.L., Chang, H., Chan, E.S.: Electrospun functionalized polyacrylonitrile-chitosan Bi-layer membranes for water filtration applications. RSC Adv. 6, 53882–53893 (2016). [CrossRef]
- Yoon, K., Hsiao, B.S., Chu, B.: High flux ultrafiltration nanofibrous membranes based on polyacrylonitrile electrospun scaffolds and crosslinked polyvinyl alcohol coating. J. Memb. Sci. 338, 145–152 (2009). [CrossRef]
- Reyhani, A., Sepehrinia, K., Seyed Shahabadi, S.M., Rekabdar, F., Gheshlaghi, A.: Optimization of operating conditions in ultrafiltration process for produced water treatment via Taguchi methodology. Desalin. Water Treat. 54, 2669–2680 (2015). [CrossRef]
- Liu, Z., Xu, Z., Liu, C., Zhao, Y., Xia, Q., Fang, M., Min, X., Huang, Z., Liu, Y., Wu, X.: Polydopamine nanocluster embedded nanofibrous membrane via blow spinning for separation of oil/water emulsions. Molecules. 26, 1–11 (2021). [CrossRef]
- Yeh, T.M., Wang, Z., Mahajan, D., Hsiao, B.S., Chu, B.: High flux ethanol dehydration using nanofibrous membranes containing graphene oxide barrier layers. J. Mater. Chem. A. 1, 12998–13003 (2013). [CrossRef]
- Shahriari, H.R., Hosseini, S.S.: Experimental and statistical investigation on fabrication and performance evaluation of structurally tailored PAN nanofiltration membranes for produced water treatment. Chem. Eng. Process. - Process Intensif. 147, 107766 (2020). [CrossRef]
- Marshall, J.E., Zhenova, A., Roberts, S., Petchey, T., Zhu, P., Dancer, C.E.J., McElroy, C.R., Kendrick, E., Goodship, V.: On the solubility and stability of polyvinylidene fluoride. Polymers (Basel). 13, 1–31 (2021). [CrossRef]
- Cheng, C.L., Wan, C.C., Wang, Y.Y.: Microporous PVdF-HFP based gel polymer electrolytes reinforced by PEGDMA network. Electrochem. commun. 6, 531–535 (2004). [CrossRef]
- Hsu, C.Y., Liu, R.J., Hsu, C.H., Kuo, P.L.: High thermal and electrochemical stability of PVDF-graft-PAN copolymer hybrid PEO membrane for safety reinforced lithium-ion battery. RSC Adv. 6, 18082–18088 (2016). [CrossRef]
- Kim, J.R., Choi, S.W., Jo, S.M., Lee, W.S., Kim, B.C.: Electrospun PVdF-based fibrous polymer electrolytes for lithium ion polymer batteries. Electrochim. Acta. 50, 69–75 (2004). [CrossRef]
- ElGharbi, H., Henni, A., Salama, A., Zoubeik, M., Kallel, M.: Toward an Understanding of the Role of Fabrication Conditions During Polymeric Membranes Modification: A Review of the Effect of Titanium, Aluminum, and Silica Nanoparticles on Performance. Arab. J. Sci. Eng. 48, 8253–8285 (2023). [CrossRef]
- Liu, F., Hashim, N.A., Liu, Y., Abed, M.R.M., Li, K.: Progress in the production and modification of PVDF membranes. J. Memb. Sci. 375, 1–27 (2011). [CrossRef]
- Yan, L., Li, Y.S., Xiang, C.B.: Preparation of poly(vinylidene fluoride)(pvdf) ultrafiltration membrane modified by nano-sized alumina (Al2O3) and its antifouling research. Polymer (Guildf). 46, 7701–7706 (2005). [CrossRef]
- Liu, C., Wu, L., Zhang, C., Chen, W., Luo, S.: Surface hydrophilic modification of PVDF membranes by trace amounts of tannin and polyethyleneimine. Appl. Surf. Sci. 457, 695–704 (2018). [CrossRef]
- Sun, H., Zhang, Y., Sadam, H., Ma, J., Bai, Y., Shen, X., Kim, J.K., Shao, L.: Novel mussel-inspired zwitterionic hydrophilic polymer to boost membrane water-treatment performance. J. Memb. Sci. 582, 1–8 (2019). [CrossRef]
- Sukitpaneenit, P., Chung, T.S.: Molecular elucidation of morphology and mechanical properties of PVDF hollow fiber membranes from aspects of phase inversion, crystallization, and rheology. Hollow Fiber Membr. Fabr. Appl. 333–360 (2021). [CrossRef]
- Zhao, Y.H., Qian, Y.L., Zhu, B.K., Xu, Y.Y.: Modification of porous poly(vinylidene fluoride) membrane using amphiphilic polymers with different structures in phase inversion process. J. Memb. Sci. 310, 567–576 (2008). [CrossRef]
- Mishra, S., Singh, A.K., Singh, J.K.: Ferrous sulfide and carboxyl-functionalized ferroferric oxide incorporated PVDF-based nanocomposite membranes for simultaneous removal of highly toxic heavy-metal ions from industrial ground water. J. Memb. Sci. 593, 117422 (2020). [CrossRef]
- Sapalidis, A., Sideratou, Z., Panagiotaki, K.N., Sakellis, E., Kouvelos, E.P., Papageorgiou, S., Katsaros, F.: Fabrication of antibacterial poly(vinyl alcohol) nanocomposite films containing dendritic polymer functionalized multi-walled carbon nanotubes. Front. Mater. 5, 1–10 (2018). [CrossRef]
- Wang, X., Fang, D., Yoon, K., Hsiao, B.S., Chu, B.: High performance ultrafiltration composite membranes based on poly(vinyl alcohol) hydrogel coating on crosslinked nanofibrous poly(vinyl alcohol) scaffold. J. Memb. Sci. 278, 261–268 (2006). [CrossRef]
- Sapalidis, A.A.: Porous Polyvinyl alcohol membranes: Preparation methSapalidis, A. A. (2020). Porous Polyvinyl alcohol membranes: Preparation methods and applications. Symmetry, 12(6). [CrossRef]
- Ahn, H.R., Tak, T.M., Kwon, Y.N.: Preparation and applications of poly vinyl alcohol (PVA) modified cellulose acetate (CA) membranes for forward osmosis (FO) processes. Desalin. Water Treat. 53, 1–7 (2015). [CrossRef]
- Ruckenstein, E., Liang, L.: Poly(acry1ic acid)-Poly(viny1 alcohol) Semi- and Interpenetrating Polymer Network Pervaporation Membranes. J. Appl. Polym. Sci. 62 (7), 973–987 (1996). [CrossRef]
- Sanderson, R.D., Immelman, E., Bezuidenhout, D., Jacobs, E.P., Van Reenen, A.J.: Polyvinyl alcohol and modified polyvinyl alcohol reverse osmosis membranes. Desalination. 90, 15–29 (1993). [CrossRef]
- Immelman, E., Sanderson, R. D., Jacobs, E.P., van Reenen, A.J. : Poly( vinyl alcohol) Gel Sublayers for Reverse Osmosis Membranes. I. lnsolubilization by Acid-Catalyzed Dehydration. J. Appl. Polym. Sci. 50, 1013–1034 (1993).
- Gao, Z., Yue, Y., Li, W.: Application of Zeolite-filled Pervaporation Membrane. Zeolites. 16, 70–74 (1996). [CrossRef]
- Kim, K.J., Park, S.H., So, W.W., Moon, S.J.: Pervaporation separation of aqueous organic mixtures through sulfated zirconia-poly(vinyl alcohol) membrane. J. Appl. Polym. Sci. 79, 1450–1455 (2001). [CrossRef]
- Zhang, Y., Guo, M., Pan, G., Yan, H., Xu, J., Shi, Y., Shi, H., Liu, Y.: Preparation and properties of novel pH-stable TFC membrane based on organic-inorganic hybrid composite materials for nanofiltration. J. Memb. Sci. 476, 500–507 (2015). [CrossRef]
- Bolto, B., Zhang, J., Wu, X., Xie, Z.: A review on current development of membranes for oil removal from wastewaters. Membranes (Basel). 10, (2020). [CrossRef]
- Ma, H., Hsiao, B.S., Chu, B.: Thin-film nanofibrous composite membranes containing cellulose or chitin barrier layers fabricated by ionic liquids. Polymer (Guildf). 52, 2594–2599 (2011). [CrossRef]
- Wang, Z., Ma, H., Chu, B., Hsiao, B.S.: Fabrication of cellulose nanofiber-based ultrafiltration membranes by spray coating approach. J. Appl. Polym. Sci. 134, 1–6 (2017).
- Ma, H., Burger, C., Hsiao, B.S., Chu, B.: Fabrication and characterization of cellulose nanofiber based thin-film nanofibrous composite membranes. J. Memb. Sci. 454, 272–282 (2014). [CrossRef]
- Wang, S., Lu, A., Zhang, L.: Recent advances in regenerated cellulose materials. Prog. Polym. Sci. 53, 169–206 (2016). [CrossRef]
- Wang, Z., Ma, H., Hsiao, B.S., Chu, B.: Nanofibrous ultrafiltration membranes containing cross-linked poly(ethylene glycol) and cellulose nanofiber composite barrier layer. Polymer (Guildf). 55, 366–372 (2014). [CrossRef]
- Demirci, S., Celebioglu, A., Uyar, T.: Surface modification of electrospun cellulose acetate nanofibers via RAFT polymerization for DNA adsorption. Carbohydr. Polym. 113, 200–207 (2014). [CrossRef]
- Sivakumar, M., Mohan, D.R., Rangarajan, R.: Studies on cellulose acetate-polysulfone ultrafiltration membranes: II. Effect of additive concentration. J. Memb. Sci. 268, 208–219 (2006). [CrossRef]
- Ounifi, I., Ursino, C., Santoro, S., Chekir, J., Hafiane, A., Figoli, A., Ferjani, E.: Cellulose acetate nanofiltration membranes for cadmium remediation. J. Membr. Sci. Res. 6, 226–234 (2020). [CrossRef]
- Yuan, B., Zhao, S., Hu, P., Cui, J., Niu, Q.J.: Asymmetric polyamide nanofilms with highly ordered nanovoids for water purification. Nat. Commun. 11, 1–12 (2020). [CrossRef]
- Jiang, C., Fei, Z., Hou, Y.: High-Performance Polyamide Reverse Osmosis Membrane Containing Flexible Aliphatic Ring for Water Purification. Polymers (Basel). 15, (2023). [CrossRef]
- Baig, U., Waheed, A., Salih, H.A., Matin, A., Alshami, A., Aljundi, I.H.: Facile modification of nf membrane by multi-layer deposition of polyelectrolytes for enhanced fouling resistance. Polymers (Basel). 13, (2021). [CrossRef]
- Karabacak, A., Dilek, F.B., Yılmaz, L., Kitis, M., Yetis, U.: Sulfate removal from drinking water by commercially available nanofiltration membranes: A parametric study. Desalin. Water Treat. 205, 296–307 (2020). [CrossRef]
- Loeb, S., Sourirajan, S.: Sea Water Demineralization by Means of an Osmotic Membrane. Environ. Sci. Chem. 117–132 (1963). [CrossRef]
- Hołda, A.K., Vankelecom, I.F.J.: Understanding and guiding the phase inversion process for synthesis of solvent resistant nanofiltration membranes. J. Appl. Polym. Sci. 132, 1–17 (2015).
- Xia, L., Zhang, Q., Zhuang, X., Zhang, S., Duan, C., Wang, X., Cheng, B.: Hot-pressed wet-laid polyethylene terephthalate nonwoven as support for separation membranes. Polymers (Basel). 11, (2019). [CrossRef]
- Zsigmondy, R., Bachmann, W.: Über neue Filter. Zeitschrift für Anorg. und Allg. Chemie. 103, 119–128 (1918). [CrossRef]
- Elford, W.J.: Principles governing the preparation of membranes having graded porosities. The properties of “gradocol” membranes as ultrafilters. Trans. Faraday Soc. 33, 1094–1104 (1937). [CrossRef]
- Ismail, N., Venault, A., Mikkola, J.P., Bouyer, D., Drioli, E., Tavajohi Hassan Kiadeh, N.: Investigating the potential of membranes formed by the vapor induced phase separation process. J. Memb. Sci. 597, 117601 (2020). [CrossRef]
- Lee, H.J., Jung, B., Kang, Y.S., Lee, H.: Phase separation of polymer casting solution by nonsolvent vapor. J. Memb. Sci. 245, 103–112 (2004). [CrossRef]
- Kerr-Phillips, T., Schon, B., Barker, D.: Polymeric Materials and Microfabrication Techniques for Liquid Filtration Membranes, (2022).
- Zare, S., Kargari, A.: Membrane properties in membrane distillation. Emerg. Technol. Sustain. Desalin. Handb. 107–156 (2018). [CrossRef]
- Geleta, T.A., Maggay, I.V., Chang, Y., Venault, A.: Recent Advances on the Fabrication of Antifouling Phase-Inversion Membranes by Physical Blending Modification Method. Membranes (Basel). 13, (2023). [CrossRef]
- Alkandari, S.H., Castro-Dominguez, B.: Advanced and sustainable manufacturing methods of polymer-based membranes for gas separation: a review. Front. Membr. Sci. Technol. 3, 1–26 (2024). [CrossRef]
- Ghosh, A.K., Hoek, E.M.V.: Impacts of support membrane structure and chemistry on polyamide-polysulfone interfacial composite membranes. J. Memb. Sci. 336, 140–148 (2009). [CrossRef]
- Flynn, D. j.: The Nalco Water Handbook (2009).
- Giwa, A., Dufour, V., Al Marzooqi, F., Al Kaabi, M., Hasan, S.W.: Brine management methods: Recent innovations and current status. Desalination. 407, 1–23 (2017). [CrossRef]
- Sagle, A., Freeman, B.: Fundamentals of membranes for water treatment. Futur. Desalin. Texas. 1–17 (2004).
- Lau, W.J., Ismail, A.F., Misdan, N., Kassim, M.A.: A recent progress in thin film composite membrane: A review. Desalination. 287, 190–199 (2012). [CrossRef]
- Li, D., Wang, H.: Recent developments in reverse osmosis desalination membranes. J. Mater. Chem. 20, 4551–4566 (2010). [CrossRef]
- Hermans, S., Bernstein, R., Volodin, A., Vankelecom, I.F.J.: Study of synthesis parameters and active layer morphology of interfacially polymerized polyamide-polysulfone membranes. React. Funct. Polym. 86, 199–208 (2015). [CrossRef]
- Jeong, B.H., Hoek, E.M.V., Yan, Y., Subramani, A., Huang, X., Hurwitz, G., Ghosh, A.K., Jawor, A.: Interfacial polymerization of thin film nanocomposites: A new concept for reverse osmosis membranes. J. Memb. Sci. 294, 1–7 (2007). [CrossRef]
- Peeters, J.M.M., Boom, J.P., Mulder, M.H.V., Strathmann, H.: Retention measurements of nanofiltration membranes with electrolyte solutions. J. Memb. Sci. 145, 199–209 (1998). [CrossRef]
- Emadzadeh, D., Lau, W.J., Rahbari-Sisakht, M., Ilbeygi, H., Rana, D., Matsuura, T., Ismail, A.F.: Synthesis, modification and optimization of titanate nanotubes-polyamide thin film nanocomposite (TFN) membrane for forward osmosis (FO) application. Chem. Eng. J. 281, 243–251 (2015). [CrossRef]
- Baroña, G.N.B., Lim, J., Choi, M., Jung, B.: Interfacial polymerization of polyamide-aluminosilicate SWNT nanocomposite membranes for reverse osmosis. Desalination. 325, 138–147 (2013). [CrossRef]
- Ghanbari, M., Emadzadeh, D., Lau, W.J., Lai, S.O., Matsuura, T., Ismail, A.F.: Synthesis and characterization of novel thin film nanocomposite (TFN) membranes embedded with halloysite nanotubes (HNTs) for water desalination. Desalination. 358, 33–41 (2015). [CrossRef]
- Ben-Sasson, M., Lu, X., Bar-Zeev, E., Zodrow, K.R., Nejati, S., Qi, G., Giannelis, E.P., Elimelech, M.: In situ formation of silver nanoparticles on thin-film composite reverse osmosis membranes for biofouling mitigation. Water Res. 62, 260–270 (2014). [CrossRef]
- Hu, D., Xu, Z.L., Chen, C.: Polypiperazine-amide nanofiltration membrane containing silica nanoparticles prepared by interfacial polymerization. Desalination. 301, 75–81 (2012). [CrossRef]
- Seung Yun Lee, Hee Jin Kim, Rajkumar Patel, S.J.I., Min*, J.H.K. and B.R.: Silver nanoparticles immobilized on thin film composite polyamide membrane: characterization, nanofiltration, antifouling properties. Polym. Adv. Technol. 229–236 (2007).
- Lech, M., Gala, O., Helińska, K., Kołodzińska, K., Konczak, H., Mroczyński, Ł., Siarka, E.: Membrane Separation in the Nickel-Contaminated Wastewater Treatment. Waste. 1, 482–496 (2023). [CrossRef]
- Rameetse, M.S., Aberefa, O., Daramola, M.O.: Effect of loading and functionalization of carbon nanotube on the performance of blended polysulfone/polyethersulfone membrane during treatment of wastewater containing phenol and benzene. Membranes (Basel). 10, (2020). [CrossRef]
- Di Crescenzo, A., Ettorre, V., Fontana, A.: Non-covalent and reversible functionalization of carbon nanotubes. Beilstein J. Nanotechnol. 5, 1675–1690 (2014). [CrossRef]
- 2017; 53.
- Giorno, L.: Encyclopedia of Membranes. Encycl. Membr. (2016). [CrossRef]
- Schaep, J., Vandecasteele, C.: Evaluating the charge of nanofiltration membranes. J. Memb. Sci. 188, 129–136 (2001). [CrossRef]
- Childress, A.E., Elimelech, M.: Effect of solution chemistry on the surface charge of polymeric reverse osmosis and nanofiltration membranes. J. Memb. Sci. 86, 24–31 (1996). [CrossRef]
- Braghetta, B.A., Digiano, F. a, Member, W.P.B.: Nanofiltration of Natural Organic Matter: pH and Ionic Strength Effects. J. Environ. Eng. 123, 628–641 (1994).
- Nghiem, L.D., Schäfer, A.I., Elimelech, M.: Pharmaceutical retention mechanisms by nanofiltration membranes. Environ. Sci. Technol. 39, 7698–7705 (2005). [CrossRef]
- Hong, S., Elimelech, M.: Chemical and physical aspects of natural organic matter (NOM) fouling of nanofiltration membranes. J. Memb. Sci. 132, 159–181 (1997). [CrossRef]
- Kiso, Y., Sugiura, Y., Kitao, T., Nishimura, K.: Effects of hydrophobicity and molecular size on rejection of aromatic pesticides with nanofiltration membranes. J. Memb. Sci. 192, 1–10 (2001). [CrossRef]
- Goh, P.S., Lau, W.J., Othman, M.H.D., Ismail, A.F.: Membrane fouling in desalination and its mitigation strategies. Desalination. 425, 130–155 (2018). [CrossRef]
- Vrouwenvelder, J.S., Kappelhof, J.W.N.M., Heijman, S.G.J., Schippers, J.C., van der Kooij, D.: Tools for fouling diagnosis of NF and RO membranes and assessment of the fouling potential of feed water. Desalination. 157, 361–365 (2003). [CrossRef]
- Vrouwenvelder, H.S., van Paassen, J.A.M., Folmer, H.C., Hofman, J.A.M.H., Nederlof, M.M., van der Kooij, D.: Biofouling of membranes for drinking water production. Water Supply. 17, 225–234 (1999).
- Al-Amoudi, A.S., Farooque, A.M.: Performance restoration and autopsy of NF membranes used in seawater pretreatment. Desalination. 178, 261–271 (2005). [CrossRef]
- Tran-Ha, M.H., Wiley, D.E.: The relationship between membrane cleaning efficiency and water quality. J. Memb. Sci. 145, 99–110 (1998). [CrossRef]
- Zoubeik, M., Henni, A.: Ultrafiltration of oil-in-water emulsion using a 0.04-µm silicon carbide membrane: Taguchi experimental design approach. Desalin. Water Treat. 62, 108–119 (2017). [CrossRef]
- Zoubeik, M., Salama, A., Henni, A.: A novel antifouling technique for the crossflow filtration using porous membranes: Experimental and CFD investigations of the periodic feed pressure technique. Water Res. 146, 159–176 (2018). [CrossRef]
- Echakouri, M., Salama, A., Henni, A.: A comparative study between three of the physical antifouling techniques for oily wastewater filtration using ceramic membranes: Namely; the novel periodic transmembrane pressure technique, pulsatile flow, and backflushing. J. Water Process Eng. 54, 103921 (2023). [CrossRef]
- Wan Azelee, I., Goh, P.S., Lau, W.J., Ismail, A.F., Rezaei-DashtArzhandi, M., Wong, K.C., Subramaniam, M.N.: Enhanced desalination of polyamide thin film nanocomposite incorporated with acid treated multiwalled carbon nanotube-titania nanotube hybrid. Desalination. 409, 163–170 (2017). [CrossRef]
- Ibrahim, Y., Naddeo, V., Banat, F., Hasan, S.W.: Preparation of novel polyvinylidene fluoride (PVDF)-Tin(IV) oxide (SnO2) ion exchange mixed matrix membranes for the removal of heavy metals from aqueous solutions. Sep. Purif. Technol. 250, 117250 (2020). [CrossRef]
Figure 2.
The general process for fabricating and modifying polymeric membranes [35].
Figure 2.
The general process for fabricating and modifying polymeric membranes [35].
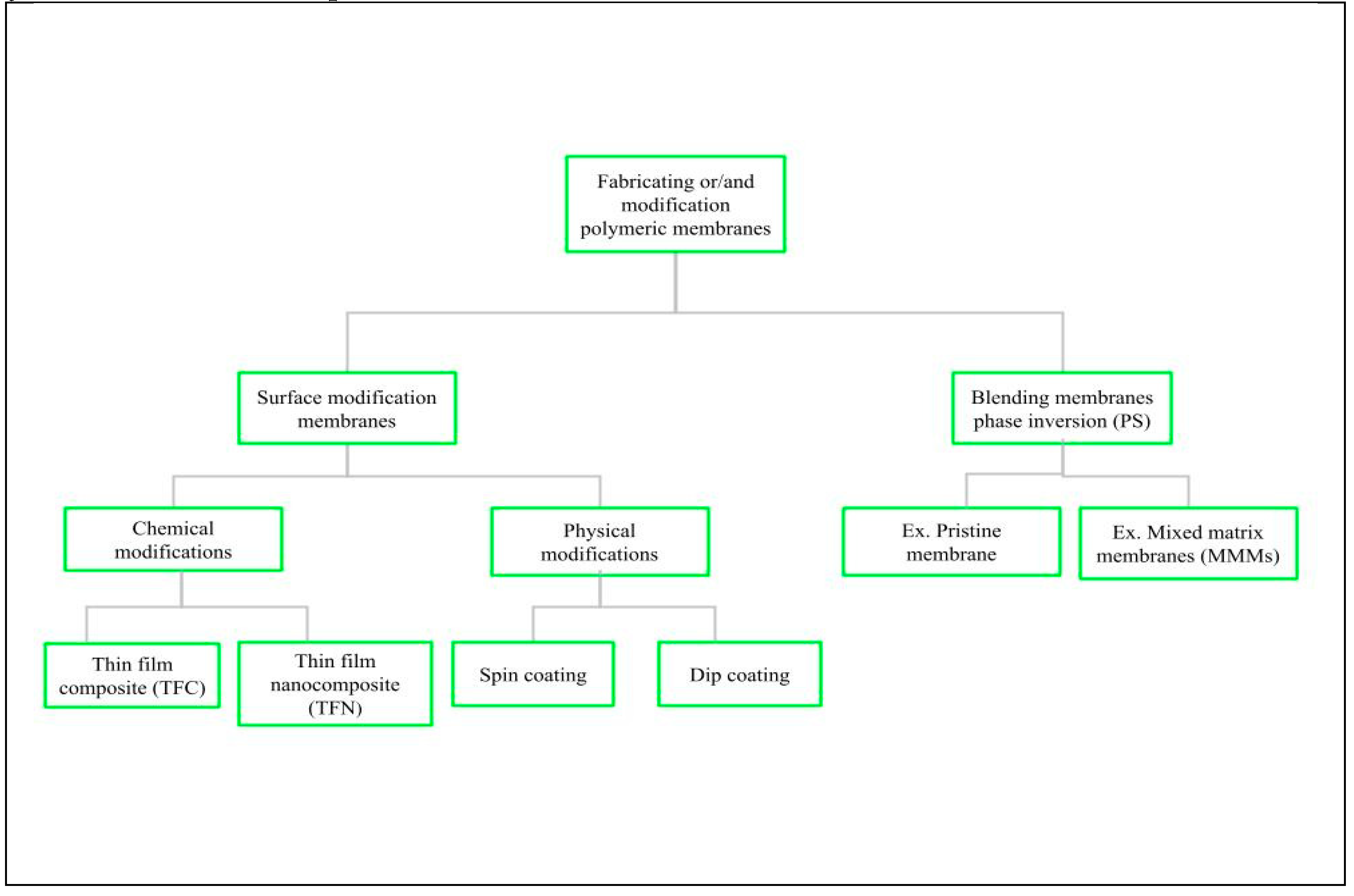
Figure 3.
Four module types of membrane [48].
Figure 3.
Four module types of membrane [48].
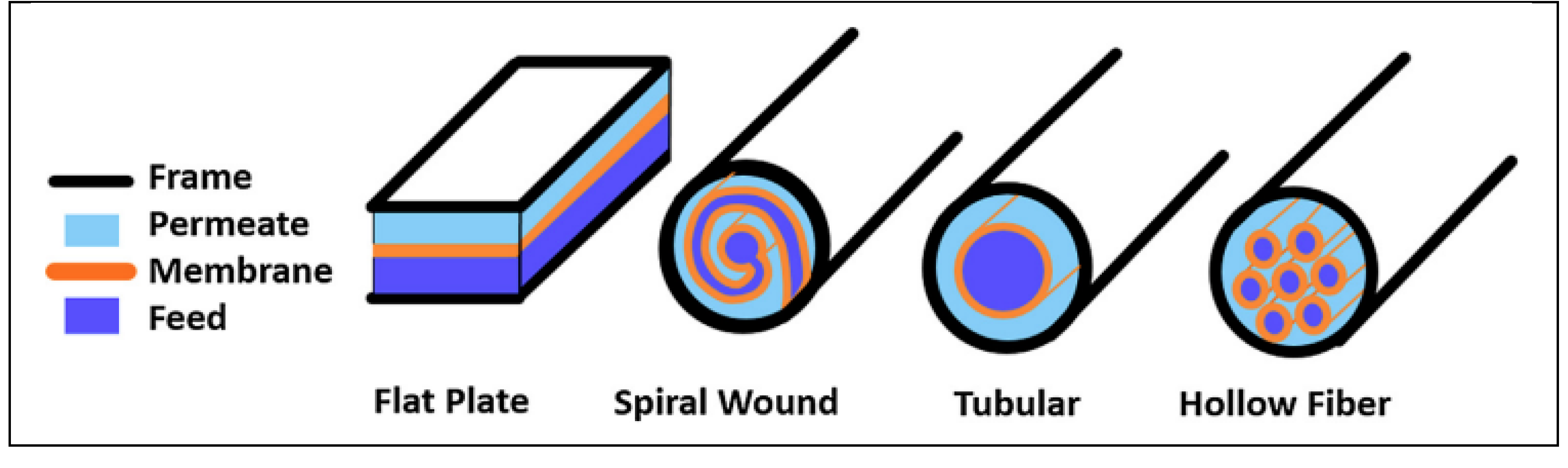
Figure 4.
Description of how membranes work [49].
Figure 4.
Description of how membranes work [49].
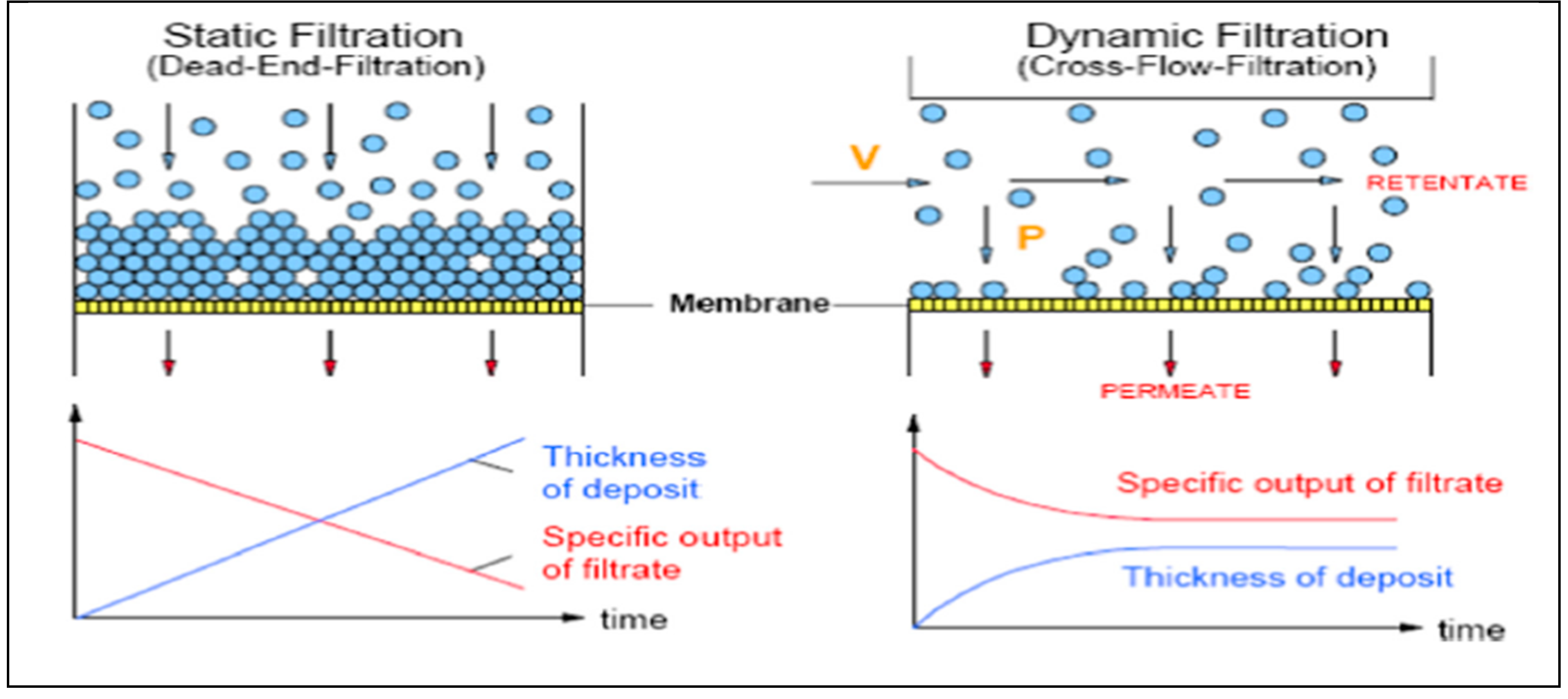
Figure 4.
Filtration process in different membranes.
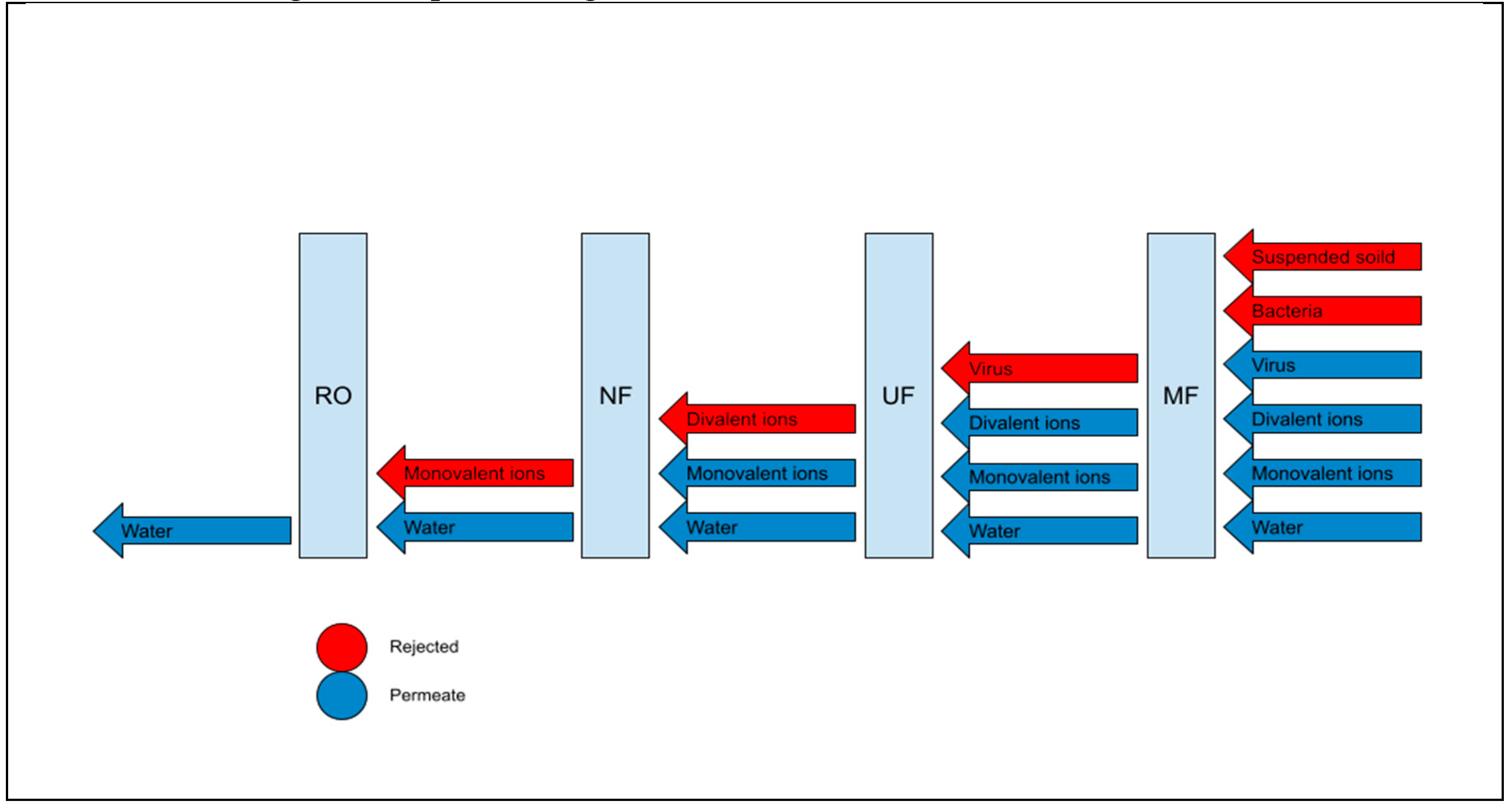
Figure 5.
Different types of phase inversion process [151].
Figure 5.
Different types of phase inversion process [151].
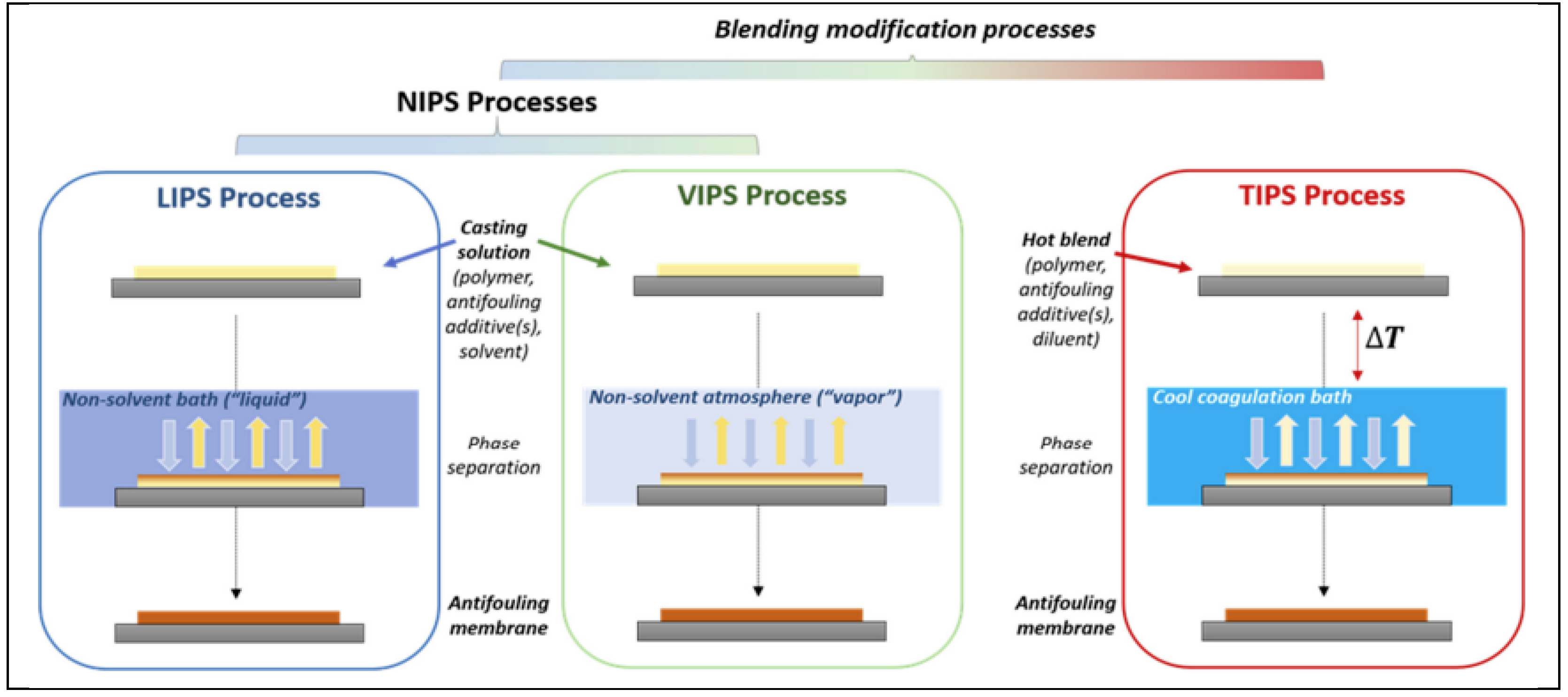
Figure 6.
Description of the dip-coating process [111].
Figure 6.
Description of the dip-coating process [111].
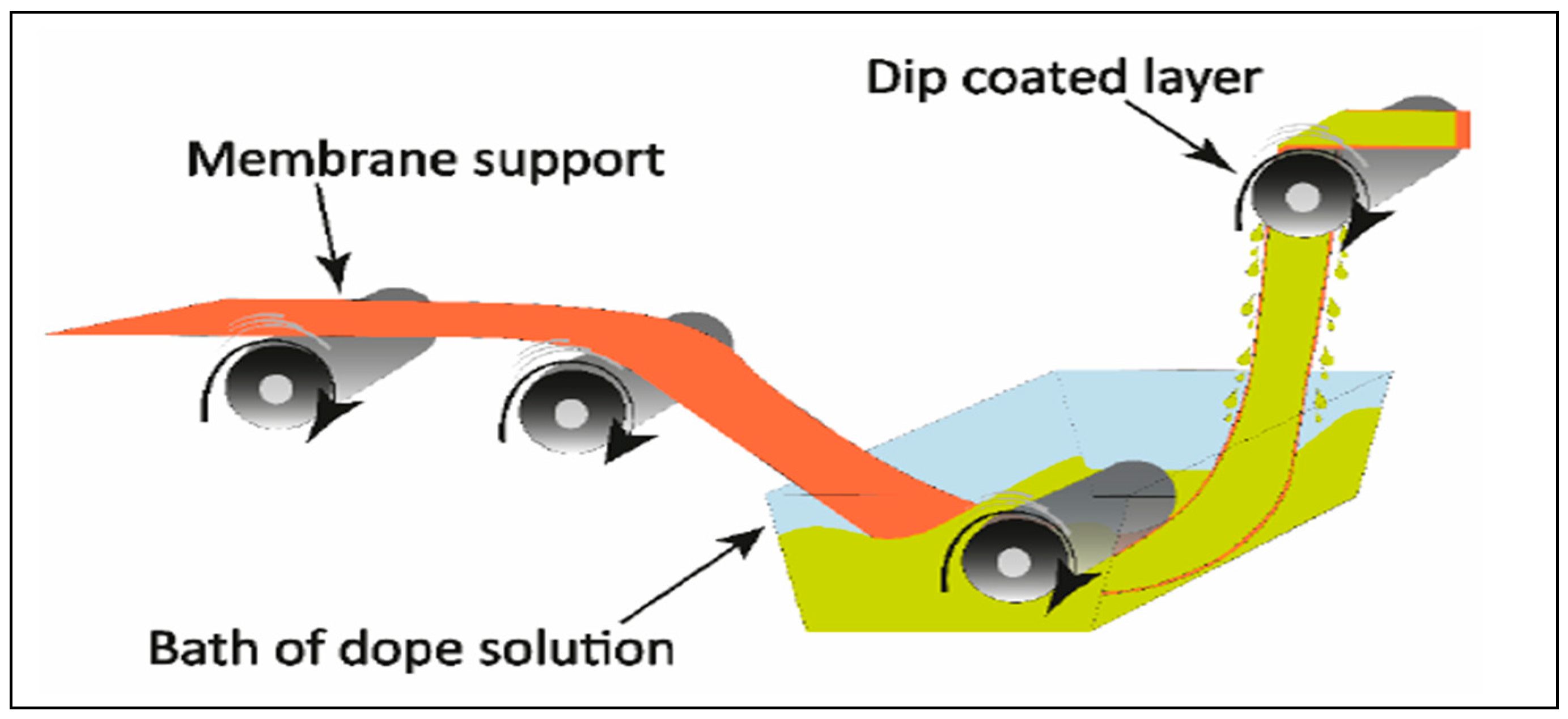
Figure 7.
Description of the spin-coating process: a) Applying a polymer solution to a substrate. b) Spinning [111].
Figure 7.
Description of the spin-coating process: a) Applying a polymer solution to a substrate. b) Spinning [111].
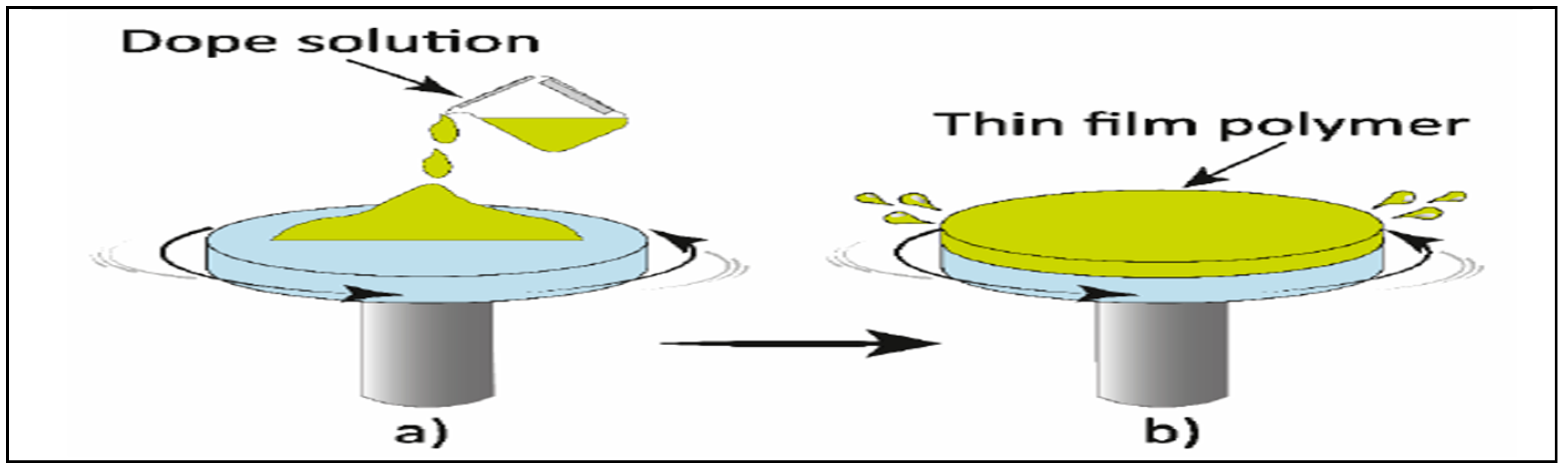
Figure 8.
Concept of surface modifications: (A) TFC membrane; (B) TFN membrane [168].
Figure 8.
Concept of surface modifications: (A) TFC membrane; (B) TFN membrane [168].
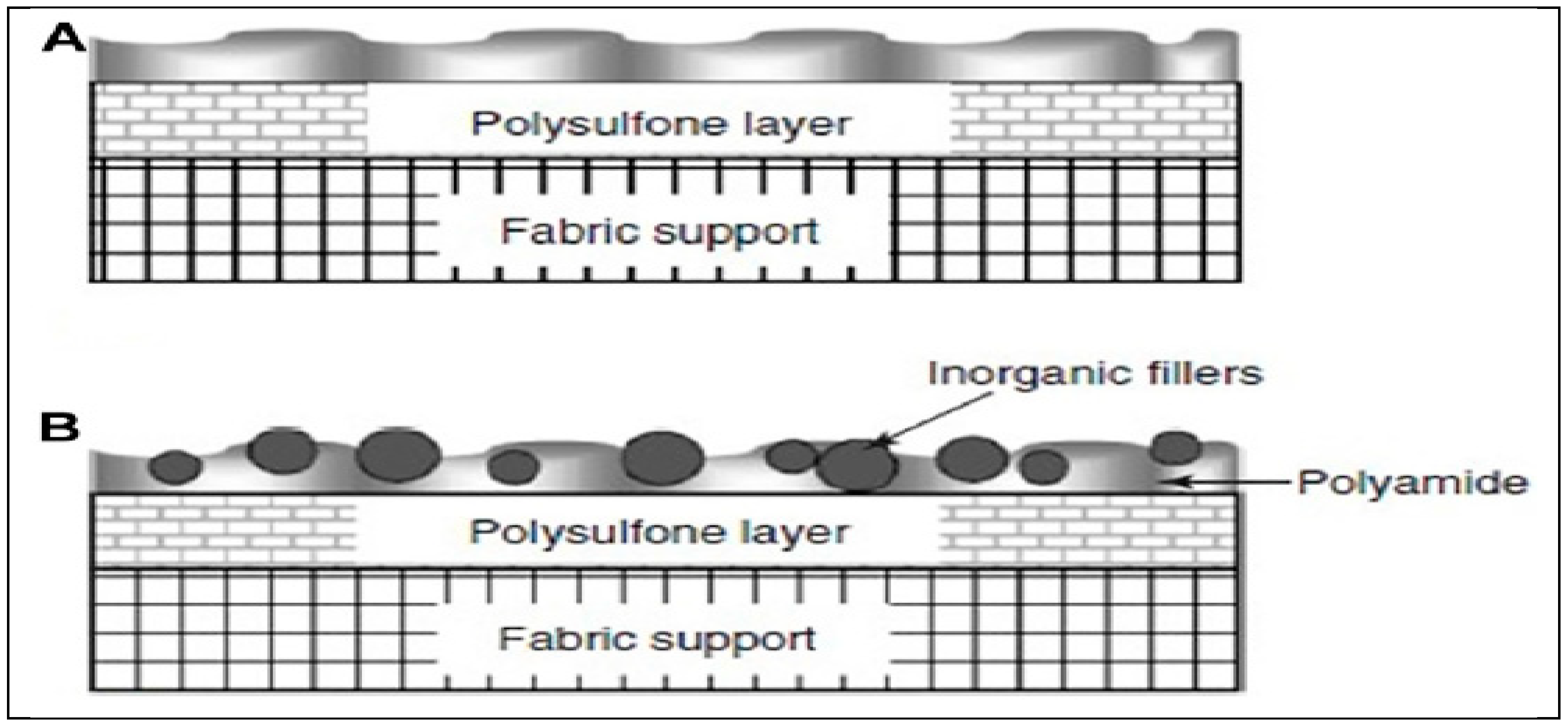
Table 1.
Description of market study in 2024.
| Global market, topic | Objective | Refs |
|---|---|---|
| Global markets for microfiltration membranes (MF) | The microfiltration membranes market was worth $3.9 billion in 2022 and is projected to grow to $6 billion by 2027, with a compound annual growth rate of 8.8%. | [39] |
| Global markets and technologies for reverse osmosis (RO) systems for water treatment | The market for essential parts of RO water treatment systems is expected to grow from $11.7 billion in 2020 to $19.1 billion by 2025, with an annual growth rate of 10.3%. | [40] |
| Global markets and technologies for Ultrafiltration membranes (UF) | The ultrafiltration membranes market is projected to increase from $4.4 billion in 2021 to $5.9 billion by 2026, at an annual growth rate of 5.9% from 2021 to 2026. | [41] |
| Global markets and technologies for nanofiltration (NF) | The NF membranes market is set to grow significantly, increasing from $518 million in 2019 to $1.2 billion by 2024, with a robust annual growth rate of 18.2%. | [42] |
| Global markets and water filtration: | The global water filtration systems market was worth $6.0 billion in 2021. It is expected to increase to $12.1 billion by 2027, with an annual growth rate of 12.9% from 2022 to 2027. | [43] |
Table 2.
Properties of various types of membrane module designs [45].
Table 2.
Properties of various types of membrane module designs [45].
| Property | Spiral/wound | Flat/plate | Tubular | Hollow/fiber |
|---|---|---|---|---|
| Packing Density (m2/m3) | 500-1000 | 200-500 | 70-100 | 500-5000 |
| Manufacturing cost | Moderate | High | High | low |
| Ease of cleaning | Poor to good | Good | Excellent | Poor |
| Energy demanding | Moderate | Low to moderate | High | Low |
| Fouling potential | High | Moderate | low | Very high |
| Membrane process |
MF | UF | NF | RO |
|---|---|---|---|---|
| Pore size | 50-10000 nm | 5-100 nm | 1-10 nm | <2 nm |
| Membrane structure | Asymmetric or symmetric, porous | Asymmetric, Microporous | Asymmetric, thin film composite, tight porous | Asymmetric, thin film composite, semi-porous |
| MWCO | >200000 Da | 1000-200000 Da | 200-1000 Da | >100 Da |
| Retained | Bacteria, colloids, organics, suspended solids | Virus, proteins, oils, lactose, vitamins, organic | Divalent: anions and cations, organics | Monovalent ions, all contaminants |
| Thickness surface film | 10-150 µm | 150-250 µm | 150 µm | 150 µm |
| Average permeability | 500 (L/m2 h bar) | 150 (L/m2 h bar) | 10-20 (L/m2 h bar) | 5-10 (L/m2h bar) |
| Filtration mechanism | Molecular sieve | Molecular sieve | Solution diffusion | Solution diffusion |
| Membrane materials | PES, PSf, PA, PP | PVDF, PES, PP, PAN | CA, PA, PI, SPSU | CA, PA, PI, SPSU |
| Pressure | 0.1-3 bar | 2-4 bar | 5-40 bar | 7-100 bar |
Table 5.
List of research used commercial membranes for sulfate removal*.
| Membranes | Materials | Operation conditions | Solution type | Rejection% | Flux LMH |
Refs |
|---|---|---|---|---|---|---|
| MPS44 NF70 DESAL | Org.Selro PA PA | 8 bar, 20 oC, 5-200 mg/l, pH 6 | Na2SO4 & Nitrates | 85–66 94–91 60–45 | 8 71 50.5 | [59] |
| Hydr70p TNF270 |
SPES PA |
8.3-20 bar, 25 oC, flow 14.3 l/min., pH 2-2.8 | Na2SO4 | 89 75 |
2.8-3.6 2.9-4.1 |
[60] |
| NF90 NF200 NF270 | PA | 6-22 bar, 25 oC, 340 l/hr, 1780 mg/l, | Secondary effluent | 75 60 65 |
8 22 35 |
[61] |
| NF90 NF270 | PA | 5-20 bar, 28˚C, pH 7 | Na2SO4 |
96 88 |
- | [62] |
| NF90 NF270 |
PA | 4-9 bar, 25˚C | Na2SO4 | 66.586.5 | 2.2 41.5 |
[63] |
| TFC-SR NF70 NF90 |
PA | 5-20 bar, 25 oC | Na2SO4 |
96 99 93 |
12.3 2.6 3.6 |
[64] |
| NF Desal DK | PA | 1-25 bar, 25 oC, flowrate 1800 l/hr |
MgSO4 Na2SO4 |
98 99 |
- | [65] |
| Toray T610, NF 270 NF Desal 5 L |
PA | 6-15 bar, 2000 mg/l | MgSO4 | 94 91 94 |
205 143 80 |
[66] |
*Most experiments were performed at 25oC.
Table 6.
Polymeric membrane-based studies for sulfate removal from water.
| Membrane materials | Operation condition | Solution type | PWF or Flux (LMH) | Rejection% | Refs |
|---|---|---|---|---|---|
| PSf+PVA+silica | 10 bar, 23 oC | NaSO4 | 61.9 | 97.5 | [67] |
| PES+PA + TiO | 6 bar, 25 oC | MgSO4 | 9.1 | 95 | [68] |
| PES+PA+Ag | 14 bar, 25 oC | Na2SO4 | 92 | 97 | [69] |
| PES + chitosan + multiwalled carbon nanotubes (MWCNTs) | 2-10 bar, flow rate 16 l/min pH 6.4, | NaSO4 MgSO4 NaCl |
15.50 | 89.05 66.74 50.89 |
[70] |
| PSf+GO | 4 bar, pH 2-12 | Na2SO4 | - | 72% | [71] |
| PSf,+MWCNT+Ag | 14 bar, 23 oC, pH 7 | Na2SO4 NaCl |
- | 95.6 88.1 |
[72] |
| PAN+ Chitosan | 2–12 bar, 30 oC | Na2SO4 ZnSO4 CuSO4 |
18.35 | 97.2 ~ 92 ~ 89 |
[73] |
| PAN+ HACC | 5–14 bar, 25 oC | Na2SO4 MgSO4 K2SO4 |
13.6 | ~ 28 ~ 35 ~ 20 |
[74] |
| PSf+ PA+SPES | 5 bar, 25 oC, Flow feed rate 7 L/min | Na2SO4 MgSO4 |
128.8 115.2 |
99.4 96.5 |
[75] |
| PVDF+CMC+ZnO | 10 bar pH 6 |
Na2SO4 MgSO4 |
139.7 | 95.01 90 |
[76] |
| PPEA+TFC | 10 bar, 80 oC, 2000 mg/L | Na2SO4 |
400 | 96 | [77] |
| PSf+HNT | 9 bar, 2000 mg/L | MgSO4 | 30 | 94.4 | [78] |
| PES+Silica+ BHTTM | 6 bar, 25 oC, 2000 mg/L, Na2SO4, MgSO4 , pH 7 | Na2SO4 MgSO4 |
15.21 | 85 ~ 57 |
[79] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



