Submitted:
03 September 2024
Posted:
03 September 2024
You are already at the latest version
Abstract
The hot pressing process for 100% coriander-based fiberboards was optimized using an induction RocTool system, which offers rapid mold heating and cooling. The fiberboards were made with deoiled press cake as a proteic binder and extrusion-refined straw as reinforcement. A Doehlert’s experimental design evaluated the influence of pressure (10-50 MPa), molding time (60-300 s), and mold temperature (155-205°C) on fiberboard properties, energy consumption, cost, and environmental impact. The results showed that the RocTool device allows better temperature control during shaping, resulting in exacerbated adhesive properties for proteins. Using the isoresponse curves, optimal hot pressing conditions were 35 MPa, 300 s, and 205°C, corresponding to a 40.6 MPa flexural strength. However, it was observed that to achieve a MDF-like fiberboard with minimal production cost, much less restrictive molding conditions were sufficient, i.e., 32.5 MPa, 170 s, and 160°C. The study revealed that maximum thermopressing conditions emitted 3.87 kg of CO2 eq., while conditions leading to the MDF-like board reduced emissions to 1.45 kg CO2 eq., resulting in a more environmentally-friendly material.
Keywords:
plant-based fibers
; thermopressing
; induction
; fiberboards
; mechanical properties
; climate change
1. Introduction
The construction industry within the European Union (EU) is a major consumer of both biotic and abiotic resources, using about 50% of the materials extracted in Europe. Building materials alone are responsible for emitting approximately 250 million tons of CO2 annually. The industry accounts for 33% of freshwater consumption and generates 35% of the total waste in the EU. Globally, the sector is responsible for 53% of greenhouse gas emissions and 60% of energy use [1]. A substantial portion, around 70%, of wood in the EU finds its way into construction and furnishing applications [1]. Despite wood’s reputation for having a lower carbon footprint compared to other construction materials, concerns remain regarding its sourcing [2]. Activities such as inadequate forest management and unauthorized tree removal can have adverse effects on both local populations and ecosystems, leading to a decline in biodiversity. Furthermore, unsustainable practices like illicit logging contribute to broader environmental issues such as deforestation, soil erosion, droughts, wildfires, and desertification [3].
Given the contracting market for wood fibers, there is increasing interest in exploring plant-based fibers as a cost-effective and widely available alternative [4]. In pursuit of better resource management solutions, the EU promotes the use of bio-based products through its Bioeconomy Strategy [5]. This strategy aims to reduce dependence on non-renewable resources while mitigating and adapting to climate change. However, any alternative products must match traditional non-renewable and wooden materials in terms of usage properties, durability, and cost competitiveness.
Over the past few years, various bio-based boards, such as those made from rice straw [6,7], oleaginous flax shives [8], sunflower [9], coriander [4,10,11], and others [12,13,14] have been successfully manufactured using (thermo)pressing techniques, demonstrating good performance. In particular, recent research has demonstrated the feasibility of using straw from coriander plant and fruit press cake to produce renewable boards with low volatile organic compound (VOC) emissions [4,15,16]. These boards emerge as viable contenders to traditional wood-based panels, offering affordability, attractive flexural properties, and a straightforward manufacturing process.
Coriander (Coriandrum sativum L.), globally recognized for its culinary and medicinal uses, is an annual herb belonging to the Apiaceae family, with a global production estimated at 600,000 tons annually [17]. Its seeds, containing both vegetable oil and essential oil fractions, have gained renewed attention in recent years. Coriander vegetable oil is particularly notable for its high content in petroselinic acid, an isomer of oleic acid, comprising up to 75% of its fatty acid profile. This acid has sparked interest across food, cosmetics, and pharmaceutical industries, and is poised to play a pivotal role in the near future in oleochemistry for synthesizing diverse platform molecules [17]. Moreover, the vegetable oil extracted from coriander seeds was certified as a Novel Food Ingredient by the European Food Safety Authority in 2013 [18], allowing its use as a dietary supplement.
Despite being considered crop residue, coriander straw constitutes up to 80% (w/w) of the plant’s aerial biomass, offering a low-cost resource priced at approximately €90 per ton. Currently, around 250 tons of coriander straw are available annually in southern France. With the growing popularity of coriander vegetable oil, an increase in straw availability is anticipated in the coming years [19].
The press cake obtained through mechanical treatment of the seeds in a twin-screw extruder contains proteins and lignocellulosic fibers [20]. These proteins can act as natural binders inside boards molded through hot pressing [4], obviating the need for synthetic binders such as formaldehyde-based thermosetting resins to produce cohesive panels. Simultaneously, lignocellulosic fibers enhance mechanical strength within the boards, while straw contributes to their structure as a mechanical reinforcement [10,17,21]. Therefore, straw and press cake derived from coriander seeds are two co-products of growing interest as materials for the construction sector.
This study aims to optimize the production process of coriander fiberboards by using an induction RocTool device, which employs high-frequency currents to generate heat in a tool through localized magnetic fields [22]. Known for its rapid mold heating and cooling capabilities, this system minimizes defects. Additionally, this approach improves the mechanical properties of the fiberboards, such as mechanical strength and water resistance, resulting in more homogeneous agromaterials [23]. This equipment has very recently proven its efficiency on fiberboards made from sugarcane bagasse [24], or from brown seaweed Sargassum spp [25].
Here, the goal is to manufacture fiberboards entirely derived from coriander, utilizing extrusion-refined straw as fibrous reinforcement and 40% (w/w) of deoiled press cake as a proteic binder. A Doehlert’s experimental design with three variables was carried out to evaluate the influence of thermopressing conditions (i.e., applied pressure, molding time, and mold temperature) on the 100% coriander-based fiberboard properties. Moreover, from this, optimal conditions were determined to carry out the production of a coriander material with maximal flexural properties. Additionally, the operational conditions for which the board’s flexural strength is equivalent to that of a commercial MDF panel while minimizing the energy consumption were also determined.
2. Materials and Methods
2.1. Thermopressing of Fiberboards through Experimental Design
Fiberboards were produced using a 50-ton Pinette Emidecau Industries (Chalon-sur-Saône, France) heated hydraulic press, and a 70 mm × 70 mm square mold. The 100% coriander-based raw material used in the study consisted of a premix made of an extrusion-refined coriander straw and a deoiled press cake, in a mass ratio of 100:40. The continuous twin-screw extrusion process implemented for the premix production is exhaustively described in [4].
For the thermopressing process optimization using the RocTool system, 20 g of premix, 7.8% in moisture, were used for each fiberboard. The variables studied were the applied pressure (from 10 to 50 MPa), the molding time (from 60 to 300 s), and the mold temperature (from 155 to 205°C). A Doehlert’s design matrix was implemented to optimize the process. It is a statistical experimental design method used for optimizing processes or products by studying multiple factors simultaneously within a minimum of experiments. The matrix used a quadratic polynomial model to describe the relationship between the experimental variables and the responses [26]:
where and are the coded values for the independent variables, ranging from -1.0 to 1.0, and are the regression coefficients obtain through regression analysis. The number of levels for the three studied variables were 5 levels for the applied pressure (x1), 7 levels for the molding time (x2), and 3 levels for the mold temperature (x3). The central point of the experimental matrix was replicated four times, resulting in a total of 16 trials. All fiberboards were then characterized. Table 1 shows in detail the experimental matrix used. The experimental data for the responses (y) (i.e., density, flexural properties, color characteristics, surface hardness, cost-related factors, and environmental indicator) were modeled using the NemrodW software [27].
2.2. Board’s Characterization
2.2.1. Density
The manufactured fiberboards were cut into 7 test specimens with dimensions of 10 mm in width, and 50 mm in length. Their thickness (t, mm) was around 3 mm, slightly depending on the hot pressing conditions applied. Before the board’s characterization, specimens were equilibrated in a climatic chamber at 50% relative humidity and 25°C until reaching constant weight.
The apparent density of each specimen was determined by weighing it on a Sartorius precision balance with a precision of 0.00000 g (Goettingen, Germany), and by measuring its dimensions with a sliding caliper with a precision of 0.01 mm. Measurements were taken at three different points along the specimen for thickness and width, and at two points for length. The volume of the specimen was then calculated using the average values of these measurements. Finally, the density was obtained by dividing the mass by the calculated volume, expressed in kg per m3. The density measurement was repeated 7 times for each fiberboard.
2.2.2. Flexural Properties
The flexural properties of the fiberboards were determined according to the ISO 16978:2003 standard [28]. The three-point flexural tests were conducted with a Tinius Olsen H5KT Benchtop Materials Testing Machine (San Diego, CA, United States) fitted with a 5 kN force sensor. A distance of 40 mm was employed, along with a testing speed of 1 mm/min. The flexural properties determined were the breaking force (Fmax, N), the flexural strength (σf, MPa), and the flexural modulus of elasticity (Ef, GPa). The flexural test was repeated 7 times for each fiberboard.
2.2.3. Shore D Surface Hardness
The determination of indentation hardness by means of a durometer of the coriander fiberboards was performed conforming to the ISO 868:2003 standard [29]. The durometer used was a Bareiss Shore D (Oberdischingen, Germany). The tests were performed on the lower and upper surfaces of the fiberboard (5 measurements on each side of each test specimen), and this resulted in 70 replications for each fiberboard.
2.2.4. Internal Bond Strength
Measurements of internal bond strength were conducted only on the optimal and MDF-like fiberboards, from 50 mm × 50 mm square specimens. An Instron 33R 4204 (Norwood, MA, USA) universal testing system, and the ISO 16260:2016 standard [30] were used. Analyses comprised four repetitions for each material tested.
2.2.5. Color Characteristics
The color characteristics were determined with a Konica Minolta CR 410 (Tokyo, Japan) colorimeter, provided with pulsed xenon arc lamp and 6 silicon photocells. Results were expressed in the CIE L*a*b* color space referential defined by the Commission Internationale de l’Eclairage (CIE), where color is expressed as three values. The lightness value, L*, defines black at 0 and white at 100. The a* axis relates to the green-red opponent colors, ranging from negative values for green to positive values for red. On the other hand, the b* axis represents the blue-yellow opponents, with negative values indicating blue and positive values indicating yellow.
Additionally, the color difference (ΔE) between the starting premix material and the fiberboard was calculated according to the ISO/CIE 11664-4 standard [31].
where L0*, a0*, and b0* are the color parameters of the starting premix material measured after very low pressing and without heat, and L1*, a1*, and b1* are the board’s color parameters. Measurements were conducted on both sides of the fiberboard surface, totaling 18 measurements for each fiberboard.
2.2.6. Water Sensitivity
The exposure to water can affect the properties of the materials. The determination of thickness swelling (TS, %) and water absorption (WA, %) of the coriander fiberboards was performed after 24 h immersion in water according to the ISO 16983:2003 standard [32], where the three test samples used were 50 mm × 50 mm. The test was carried out in a hydroclimatic room. The water absorption of the test samples was determined gravimetrically, and thickness of the square specimens before and after water immersion was measured on each side using a sliding caliper having a 0.01 mm precision.
2.3. Cost-Related Factors
2.3.1. Energy Consumption
The energy consumption of the thermopressing process of the coriander fiberboards was estimated on the basis of the characteristics of a Pinette Emidecau Industries (France) 400 industrial-sized hydraulic hot-plate press that would allow the manufacture of 280 mm square panels, including those molded at a maximum pressure of 50 MPa. It was then analyzed through the Doehlert’s experimental design presented in Table 1. The characteristics of the thermopressing machine are:
- A closing force of 400 tons (corresponding to a 275 bars maximal hydraulic oil pressure in the piston).
- 33 kW for the available heating power (total for both hot-plates), and 250°C for maximum attainable temperature.
- 22 kW for the pump unit power required to close the press at 275 bars (maximum attainable pressure).
2.3.2. Total Manufacturing Cost
The total manufacturing cost included the cost of the raw materials (i.e., coriander straw, and press cake from seeds), the production cost of the coriander premix in the twin-screw extruder including the extrusion-refining of straw plus its mixing with the press cake, and the cost of thermopressing. On the one hand, the two first costs were 0.55 €/m2 and 0.83 €/m2, respectively [4]. On the other hand, that of thermopressing was deduced from the estimated energy consumption at the moment of moulding. The electricity price used for calculations was chosen equal to 0.25 €/kW h, corresponding to the average electricity price in relation to the energy mix in France in 2023.
2.4. Climate Change as Environmental Indicator
The determination of an environmental indicator included the life cycle assessment (LCA) of the production of the coriander fiberboards. The study followed the principles established in the ISO 14 044:2006 standard [33]. The functional unit chosen was the production of 1 m2 of coriander fiberboard. In order to evaluate the environmental performance of the coriander fiberboard, a gate-to-gate approach LCA was carried out. The database used was Ecoinvent v3.9.1 Cut-off, and the scenarios were established according to the experimental design in Table 1, and analyzed with SimaPro 9.5.0.2 software [34]. To assess the impact, the energy consumption of the thermopressing process was evaluated. The background data used for this assessment was Electricity, medium voltage {FR}|market for electricity, medium voltage|Cut-off, U. The life cycle impact assessment results were assessed by Environmental Footprint 3.1. In this study, the only impact category considered was climate change.
3. Results and Discussion
The experimental design comprised 16 trials (Table 1). First of all, all fiberboards obtained were cohesive and machinable, conforming the adhesive effect of proteins coming from the press cake. The thickness, density, flexural properties, Shore D surface hardness, color characteristics, cost-related factors, and an environmental indicator of the resulting coriander boards were assessed, and they are presented in Table 2, the thickness of the fiberboards tested were around 3 mm. For each response, these results were used to build the mathematical model shown in section 2.1. Quadratic polynomial equations were applied to the collected data, and the corresponding coefficients, along with the R2 values, were determined. They are presented in Table 3. Each response model exhibits an R2 value surpassing 0.85, signifying quite satisfactory concordance between the models and the experimental data points. Figure 1, Figure 2 and Figure 3 show the isoresponse curves for flexural strength, energy consumption and climate change at 160 °C, 180 °C, and 200 °C mold temperature, respectively.
Depending on the hot pressing conditions applied, the density of the produced coriander fiberboards ranged from 1122 to 1434 kg/m3, meaning that all boards could be considered as hardboards. According to the model coefficients (Table 3), the applied pressure has the greatest influence, followed by the molding time and the mold temperature. An increase in pressure leads to a rapid increase in density, which is advantageous for flexural properties, as higher-density fiberboards exhibit superior mechanical characteristics. This can be confirmed by board 7, which shows a high density as well as high flexural properties (Table 2). Observations show that fiberboards manufactured at low pressures deform, and acquire a slight concave contraction when removed from the mold.
The flexural properties are depicted by the breaking force (), flexural strength (), and modulus of elasticity (). The thermopressing conditions exert a strong influence on them, with values ranging from 13.2 to 46.2 N, 6.6 to 36.0 MPa, and 1.0 to 6.2 GPa, respectively. Unlike the density of the board, the paramount parameter is the mold temperature, especially for the breaking force and flexural strength, and, to a lesser extent, the modling time, while the applied pressure has a lower impact on these properties. Boards 6 and 7 highlighted the significance of mold temperature, as higher temperatures resulted in high flexural properties that were relatively close to each other.
The trend observed in the density is repeated in the Shore D surface hardness, where the applied pressure has the greatest impact, with values ranging from 65.4 to 78.4°. It is noted that board 2, with the lowest surface hardness, was also manufactured with the lowest pressure, thus confirming the previously proposed hypothesis.
The color characteristics indicate that the applied pressure has the greatest influence on this property, followed by the molding time and mold temperature. Observations revealed that as the lightness (L*) value decreases, the flexural strength of the fiberboard increases. Furthermore, the color difference (ΔE) is significantly affected by the applied pressure and, to a lesser extent, by the molding time and mold temperature, respectively. These results show that the observed darkening of the panels is more pronounced when the thermopressing conditions applied are restrictive, generating materials with greater flexural strength. In other words, easy to assess immediately after hot pressing, the board color is a good indication of its bending properties. The darker the panel, the greater its mechanical strength.
In parallel, looking at the water immersion tests, results for thickness swelling (TS) and water absorption (WA) after 24 h immersion are generally unfavorable with minimal values of 55% (board 12) and 78% (board 7), respectively (Table 2). At the end of immersion, measurement of the TS value was even impossible in some cases, with specimens disintegrating as a result of prolonged contact with water. For these reasons, the corresponding mathematical models could not be calculated, which is why they do not appear in Table 3.
Table 3 highlights that, from a manufacturing cost perspective, molding time stands out as the primary parameter. Increasing this parameter rapidly escalates energy consumption, thereby driving up production costs. This insight aligns well with production goals, as shorter production cycles are generally preferred. Considering manufacturing costs, the recommendation is to prioritize temperature increases first, followed by pressure adjustments, and finally, changes to molding time. Consequently, it’s advisable to adjust molding time last, after exploring different pressure and temperature configurations to achieve the desired fiberboard properties. On a different note, raising the mold temperature correlates with an observed increase in flexural strength. However, this enhancement has minimal impact on fiberboard costs due to the smaller coefficient b3 in comparison to the coefficients b1 and especially b2 in the mathemathical model.
It is noteworthy to mention that Figure 1 (c) demonstrates that at the 200 °C highest mold temperature tested, the potential for achieving high flexural strength is greater, with values reaching up to 40 MPa, significantly higher than the value obtained at 160 °C. Conversely, at a mold temperature of 180 °C, flexural strength does not exhibit a so significant increase. This underscores the importance of both mold temperature and molding time to maximize the coriander fiberboard properties, highlighting that a good combination of these two factors is required to achieve the target properties.
The insights gained from the mathematical model, as represented by the isoresponse curves in Figure 1, enabled us to identify the operating conditions to apply to maximize the flexural properties of the product. This is crucial for ensuring the quality and durability of the coriander fiberboard. The thermopressing conditions to obtain a fiberboard with the maximal flexural strength were an applied pressure of 35 MPa (x1: 0.25), a molding time of 300 s (x2: 1.0), and a mold temperature of 205 °C (x3: 1.0). With mold temperature and molding time pushed to the upper limit of the design matrix, the flexural properties were maximized. Additionally, the applied pressure is maintained relatively low, thereby facilitating the transition to a large-scale industrial process [10].
A coriander fiberboard was manufactured again under the previously mentioned thermopressing conditions to maximize its flexural properties, and to ensure the accuracy and reliability of the mathematical model. Table 4 presents a comparison between the mathematical model and the experimental results for the tested fiberboard. The coriander fiberboard manufactured had a flexural strength of 40.6 MPa, which is much higher (+40%) than the value previously obtained with a classical thermopressing (without RocTool), i.e., 29.1 MPa [4], showing that the RocTool system significantly improves the flexural properties of the obtained material. When comparing the flexural properties of the new coriander fiberboard to the previously optimal one manufactured without the RocTool system, the elastic modulus (Ef) also increases significantly from 3.9 GPa [4] to 6.7 GPa, marking a 72% improvement in this characteristic. Comparing the results obtained experimentally with those predicted by the mathematical model for flexural properties, its accuracy closely aligns with the experimental outcomes (e.g., -4.5% for flexural strength), underscoring its predictive value in estimating fiberboard characteristics under various pressure, time, and temperature conditions that may not have been directly tested experimentally.
The internal bond strength of the coriander fiberboard optimized for maximal flexural strength was also measured. It was equal to 1.45 MPa, which is significantly higher than the values recommended by ISO 16895:2016 [35] (standard dedicated to the specifications for particleboards), whatever the type of application concerned (e.g., 1.20 MPa min in the most demanding conditions for boards, i.e., HDF-GP MR1 and MR2, with a thickness > 2.5 mm and < 4.0 mm).
The energy consumption isoresponse curves (Figure 2) illustrate how energy consumption varies with different thermopressing conditions, providing detailed insights into the energy efficiency of the analyzed system. Figure 2a–c show energy consumption variations under constant mold temperature of 160 °C, 180 °C, and 200 °C, respectively. Figure 2 indicates that increasing pressure results in a moderate increase in energy consumption (blue curve) as illustrated by the intermediate value for the corresponding b1 coefficient (Table 3). Oppositely, increasing molding time results in a rapid rise in energy consumption, regardless of the mold temperature. Lastly, comparing Figure 2a–c with each other, higher mold temperatures also increases energy consumption but in a much smaller proportion than for the other two operating variables. Figure 2 (c) shows that at 200 °C mold temperature, energy consumption can exceed 39 kW h/m². The increase in energy consumption, particularly noticeable with extended molding times and, to a lesser extent, elevated applied pressure and then mold temperatures, directly escalates production costs, highlighting the economic impact of optimizing energy efficiency in the fiberboard manufacturing processes.
It is crucial to remember that achieving coriander fiberboards with maximum properties involves increased energy and resource consumption (i.e., 43.1 kW h/m2, calculated on the basis of the mathematical model), resulting in elevated production cost (i.e., 12.51 €/m2). Nonetheless, a commercial medium density fiberboard (MDF) has a flexural strength of 20.7 MPa [15]. So, the coriander fiberboard does not necessarily need to have a flexural strength as high as the one obtained under maximum conditions (40.6 MPa). Figure 1 (a) shows that at mold temperature of 160 °C, it is possible to obtain the desired strength. Therefore, aiming to manufacture a coriander fiberboard with minimal energy consumption, guided by the isoresponse curve of energy consumption (Figure 2 (a)), while meeting strength requirements for an MDF-like board, the two isoresponse curves (Figure 1 (a) and Figure 2 (a)) were juxtaposed to identify the most suitable conditions. The analysis showed that the minimum energy consumption to obtain 20.7 MPa of flexural strength was 21 kW h/m2 according to the mathematical model, and the thermopressing conditions to achieve such energy consumption were an applied pressure of 32.5 MPa (x1: 0.125), a molding time of 170 s (x2: -0.085), and a mold temperature of 160 °C (x3: -0.816).
Similarly to the previous conditions, the manufacturing of a coriander fiberboard was repeated again under these new conditions. Subsequently, a flexural test was conducted on the new fiberboard, revealing a flexural strength of 17.9 MPa (Table 4), which is noticeably below the expected mathematical model result (i.e., -13.5%). This discrepancy may be attributed to the reduced accuracy of the mathematical model within this range of the experimental plan, resulting in experimental values deviating further from the model-predicted values. For the rest of the flexural properties of this MDF-like board, the results showed a maximum breaking force of 28 N and an elastic modulus of 2.9 GPa. When comparing these values with the results from the mathematical models, it is evident that the experimental values under these specific thermopressing conditions are slightly different from the expected values. This suggests that the model may need refinement to address these minor discrepancies. The internal bond strength of the MDF-like board was also measured. Equal to 0.35 MPa (Table 4), this corresponds to a significant reduction (i.e., -76%), compared to the value observed for the board with maximal flexural strength.
Another factor to consider is the molding time used for manufacturing the MDF-like board. As mentioned earlier, increasing molding time can significantly enhance the flexural strength of fiberboard. This is evident from the results of the experimental design (Table 2), where board 10, which had quite similar thermopressing conditions as those of the MDF-like board, with the exception of molding time, which was significantly higher (applied pressure: 30 MPa, molding time: 249 seconds, and mold temperature: 160 °C), exhibited a flexural strength of 24.1 MPa. This value exceeds the flexural strength required for an MDF-like board. The key factor influencing this result appears to be the molding time. A shorter molding time may not allow adequate protein mobilization during the process and their proper distribution on the surface of the fibers, resulting in fiberboards with lower flexural strength. Additionally, it is crucial to consider the molding temperature (160 °C), as it is near the glass transition temperature (162 °C) of the press cake [10]. The combination of these two low thermopressing conditions could prevent the proteins in the press cake from fully reaching their rubbery state, leading to incomplete fiber wetting. Consequently, this could result in suboptimal mechanical properties. Therefore, it is recommended to increase the molding time to enhance the flexural strength of the MDF-like fiberboard.
The water sensitivity of the manufactured fiberboards was also tested after 24 h immersion in water. The results in Table 4 indicated that the coriander fiberboard with maximal flexural performance exhibited a TS of 161%, and a WA of 123%. In contrast, the MDF-like board had a much higher WA of 198%, and the TS value could not be measured as it became completely disintegrated after immersion in water, fibers separating from each other. This indicates that the thermopressing conditions were inadequate to maintain material cohesion when exposed to water. Fiberboards are composed of lignocellulose material, which contains hydroxyl (-OH) groups. These groups form hydrogen bonds with water molecules, leading to increased water absorption and thickness swelling. This adversely affects the usability and applications of the boards in humid environments, as the moisture buildup in the fiber cell walls causes dimensional changes in the material [24,36].
When comparing the water sensitivity of coriander fiberboards thermopressed with the RocTool system to other coriander materials from previous studies [4,10], it is evident that the results are significantly worse here. This is likely due to the absence of waterproofing post-treatment, which can typically include surface coating with hydrophobic liquids (e.g., linseed oil, commercial varnish, etc.) [37] or thermal treatment. In particular, applying a thermal treatment at 200°C to coriander fiberboards can reduce TS by 50% [4]. The heat treatment causes water molecules to evaporate, allowing new hydrogen bonds to form between the proteins and cellulose hydroxyl groups [10]. This enhances the internal bonding of the boards, and also reduces their hygroscopicity, thus decreasing moisture uptake [4]. Therefore, for future work, it is recommended that coriander fiberboards originating from the RocTool system undergo thermal treatment to improve water resistance, making them more suitable for subsequent commercial applications.
According to ISO 16895:2016 [35], the manufactured coriander board with maximal flexural strength is considered a high-density fiberboard (HDF) as its nominal density is greater than 800 kg/m3. With a flexural strength, a flexural modulus of elasticity, and an internal bond strength of more than 38 MPa, 3.8 GPa, and 0.9 MPa, respectively, it is classified as a general purpose high-density fiberboard for use in dry conditions (i.e., HDF-GP REG board). It is thus suitable for applications that require or not specific load-bearing properties, thus broadening its potential uses. These include furniture, partition walls, veneer, and other construction materials. Oppositely, the manufactured MDF-like board does not yet fully meet the standard requirements for MDF for general purposes (i.e., 21 MPa flexural strength, and 0.6 MPa internal bond strength). Minor adjustments in the thermopressing conditions can increase these mechanical properties. This would allow it to meet the standard, and be considered a viable alternative to MDF.
Nevertheless, it must be noted that the density of all the manufactured fiberboards (Table 2 and Table 4) is always high (1,122 kg/m3 min), and much higher than that of commercial MDF (650-800 kg/m³). This increased density could hinder their implementation in the sector due to the challenges associated with transporting, maneuvering, and handling heavy materials on-site. However, it is important to recognize that higher density results in enhanced mechanical properties because particles are forced into closer proximity, thereby increasing surface contact [38]. Furthermore, it is observed that the high thermo-pressing conditions to apply for obtaining the fiberboard with maximal flexural strength produce a coriander fiberboard that is around 11% heavier than the MDF-like board (Table 4). Decreasing the thermo-pressing conditions for obtaining the MDF-like board not only benefits the energy consumption and production costs but also reduces density, which could help address future challenges in transporting, and maneuvering of the fiberboards.
To assess the environmental impact associated with the manufacturing of the coriander fiberboards, a “gate-to-gate” life cycle assessment was carried out. Figure 3 shows the isoresponse curves for climate change (kg CO2 eq/m2) at mold temperatures of (a) 160 °C, (b) 180°C, and (c) 200 °C, respectively. Figure 3 (a) shows that increasing pressure at 160 °C mold temperature does not lead to a significant increase in climate change impact, whereas the opposite effect is observed with increasing molding time, which notably accelerates the climate change indicator. This is in perfect accordance with the b1 coefficient of the associated polynomial model that is significantly lower than the b2 one (i.e., 0.4 and 1.1, respectively) (Table 3). Consequently, longer molding times result in higher CO2 eq emissions, and the same trend is still observed at 180 °C mold temperature in Figure 3 (b), and at 200 °C mold temperature in Figure 3 (c). This effect is even more pronounced when combined with higher molding temperature, as the environmental indicator increases, indicating greater resource consumption and a larger environmental impact.
The results showed that under maximum thermopressing conditions (applied pressure: 35 MPa, molding time: 300 s, mold temperature: 205 °C), the coriander fiberboard production emitted 3.87 kg of CO2 eq per m2, whereas under thermopressing conditions allowing the production of a MDF-like board (applied pressure: 32.5 MPa, molding time: 170 s, mold temperature: 160 °C), emissions were only 1.45 kg CO2 eq per m2. This indicates that operating under such lowered thermopressing conditions reduces carbon emissions by 62.5%, highlighting the substantial decrease in resource consumption. It is important to highlight the isoresponse curves of Figure 3, as they identify thermopressing conditions that minimize environmental emissions and can help reduce the carbon footprint. This figure provides precise data for making informed decisions about sustainable production practices, promoting a balance between production efficiency and environmental responsibility. In summary, an isoresponse curve focused on predicting the climate change of production is a valuable tool for enhancing environmental sustainability, optimizing processes, and complying with climate change regulations. In this case, the figure was constructed to study the impact of coriander fiberboard production on climate change. However, its potential is even greater, as it can be extended to other impact categories (such as ozone depletion, acidification, ecotoxicity, eutrophication, etc.) depending on the study’s objectives.
Additionally, it is important to highlight that besides their environmental benefits, coriander fiberboards are manufactured using a natural binder (i.e., the proteic-based deoiled coriander press cake), which eliminates the need for chemical adhesives that emit toxic components like VOCs (e.g., formaldehyde in the case of urea-formaldehyde (UF) or phenol-formaldehyde (PF) thermosetting resins) for obtaining cohesive materials, thereby preserving air quality. A recent study [15] confirmed that commercial MDF and especially chipboard emit a significant amount of carbonyl compounds at 23 °C, with formaldehyde representing 57% of these emissions, whereas the emission of carbonyl compounds was much less significant for the coriander-based board (-53% and -76%, respectively, in comparison with MDF and chipboard). In particular, among the three materials studied, coriander fiberboard was the only one with formaldehyde emissions below the detection limit, acetaldehyde representing the main contribution (90%) of the emitted carbonyl compounds. Thus, coriander panels are low-VOC, environmentally friendly materials, making them an excellent choice for construction. They contribute to better indoor air quality, reduce health risks, and have a low environmental impact.
5. Conclusions
100% coriander-based fiberboards were manufactured through thermopressing of a premix made of refined straw and 40% (w/w) deoiled press cake. The primary objective of this study was to optimize the manufacturing process using an induction RocTool system. The study assessed the influence of thermopressing conditions (i.e., applied pressure, molding time, and mold temperature), and developed quadratic polynomial models to characterize various physical properties of the fiberboards, including density, flexural properties, surface hardness, and color. Additionally, this study evaluated cost-related factors associated with the board’s manufacturing and their impact on climate change. Two optimal thermopressing conditions were identified: one aimed at maximizing the flexural properties of the fiberboard, while the other focused on producing a MDF-like fiberboard at minimal energy consumption. The maximum thermopressing conditions included an applied pressure of 35 MPa, a molding time of 300 s, and a mold temperature of 205°C, resulting in a flexural strength of 40.6 MPa. On the other hand, the thermopressing conditions leading to a flexural strength equivalent to that of a commercial MDF panel (i.e., 20.7 MPa) while minimizing the energy consumption were an applied pressure of 32.5 MPa, a molding time of 170 s, and a mold temperature of 160°C, resulting in a flexural strength of 17.9 MPa, suggesting that the mathematical model requires some refinement. The study found that under maximum thermopressing conditions, 1 m2 of fiberboard production emitted 3.87 kg CO2 eq, while under the MDF-like ones, emissions reduced to 1.45 kg CO2 eq. This underscores the potential of operating under minimum thermopressing conditions to effectively halve carbon emissions. Therefore, coriander fiberboards offer a potentially more sustainable alternative to traditional construction materials such as wood-based boards, while reducing the climate change impact and avoiding the use of toxic fossil-based chemicals such as formaldehyde-based thermosetting resins.
Author Contributions
Methodology, P.E., G.V.M. and P.G.A.; validation, G.V.M, P.E., C.S. and C.V.; investigation, P.G.A.; writing—original draft preparation, P.G.A.; writing—review and editing, P.E., C.S. and C.V.; supervision, P.E., C.S. and C.V. All authors have read and agreed to the published version of the manuscript.
Funding
This work has benefited from a French government grant by the Agence Nationale de la Recherche (ANR) under the Investissements d’Avenir program, reference ANR-18-EURE-0021, and from a doctoral grant by the Communauté d’Agglomération Tarbes Lourdes Pyrénées (CA TLP).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data is contained within the article.
Conflicts of Interest
The authors declare no conflict of interest.
References
- ALIGNED PROJECT. The EU construction sector: Environmental impacts. Available online: https://alignedproject.eu/sectors/construction/ (accessed on 10 October 2023).
- Ukpanah, I. The Environmental Impact of Wood Construction: Is It a Sustainable Choice?. Available online: https://www.greenmatch.co.uk/blog/is-building-with-wood-bad (accessed on 17 May 2024).
- Nguyen, T. Wood production, its environmental impacts and what the finnish think about the matter. Available online: http://globetamk.weebly.com/1/post/2017/12/wood-production-its-environmental-impacts-and-what-the-finnish-think-about-the-matter.html (accessed on 13 Feb. 2024).
- Uitterhaegen, E.; Labonne, L.; Merah, O.; Talou, T.; Ballas, S.; Véronèse, T.; Evon, P. Impact of Thermomechanical Fiber Pre-Treatment Using Twin-Screw Extrusion on the Production and Properties of Renewable Binderless Coriander Fiberboards. Int. J. Mol. Sci. 2017, 18(7), 1539. [CrossRef]
- European Environment Agency. The circular economy and the bioeconomy: partners in sustainability. Available online: https://data.europa.eu/doi/10.2800/02937 2018 (accessed on 24 Jun. 2024).
- Theng, D.; Arbat, G.; Delgado-Aguilar, M.; Ngo, B.; Labonne, L.; Mutjé, P.; Evon, P. Production of fiberboard from rice straw thermomechanical extrudates by thermopressing: influence of fiber morphology, water and lignin content. Eur. J. Wood Wood Prod 2019, 77, 15–32. [CrossRef]
- Theng, D.; Arbat, G.; Delgado-Aguilar, M.; Ngo, B.; Labonne, L.; Evon, P.; Mutjé, P. Comparison between two different pretreatment technologies of rice straw fibers prior to fiberboard manufacturing: Twin-screw extrusion and digestion plus defibration. Ind. Crops Prod 2017, 107, 184–197. [CrossRef]
- Evon, P.; Barthod-Malat, B.; Grégoire, M.; Vaca-Medina, G.; Labonne, L.; Ballas, S.; Véronèse, T.; Ouagne, P. Production of fiberboards from shives collected after continuous fiber mechanical extraction from oleaginous flax. J. Nat. Fibers 2019,16, 453–469. [CrossRef]
- Evon, P.; Vandenbossche, V.; Pontalier, P.-Y.; Rigal, L. New process for the biorefinery of sunflower whole plant by thermomechanical fractionation and aqueous extraction in a twin-screw extruder. 5th International Conference on Renewable Resources and Biorefineries, Ghent, Belgium, 10 June 2009.
- Uitterhaegen, E.; Labonne, L.; Merah, O.; Talou, T. ; Ballas, S.; Véronèse, T.; Evon, Ph. Optimization of thermopressing conditions for the production of binderless boards from a coriander twin-screw extrusion cake. J. Appl. Polym. Sci. 2017, 134. [CrossRef]
- Uitterhaegen, E.; Labonne, L.; Merah, O.; Talou, T.; Ballas, S.; Véronèse, T.; Evon, P. Innovative insulating materials from coriander (Coriandrum sativum L.) straw for building applications. J. Agric. Stud. 2020, 8, 1–18. [CrossRef]
- Evon, P.; De Langalerie, G.; Labonne, L.; Merah, O.; Talou, T.; Ballas, S.; Véronèse, T. Low-Density Insulation Blocks and Hardboards from Amaranth (Amaranthus cruentus) Stems, a New Perspective for Building Applications. Coatings 2021, 11, 349. [CrossRef]
- Halvarsson, S.; Edlund, H.; Norgren, M. Wheat straw as raw material for manufacture of medium density fiberboard (MDF). BioResources 2010, 5, 1215–1231. [CrossRef]
- Widyorini, R.; Xu, J.; Umemura, K.; Kawai, S. Manufacture and properties of binderless particleboard from bagasse I: effects of raw material type, storage methods, and manufacturing process. J. Wood Sci. 2005, 51, 648–654. [CrossRef]
- Simon, V.; Uitterhaegen, E.; Robillard, A.; Ballas, S.; Véronèse, T.; Vilarem, G.; Merah, O.; Talou, T.; Evon, P. VOC and carbonyl compound emissions of a fiberboard resulting from a coriander biorefinery: comparison with two commercial wood-based building materials. Environ. Sci. Pollut. Res. 2020, 27, 16121–16133. [CrossRef]
- Uitterhaegen, E., Burianová, K., Ballas, S., Véronèse, T., Merah, O., Talou, T., Stevens, C.V., Evon, Ph., Simon, V. Characterization of volatile organic compound emissions from self-bonded boards resulting from a coriander biorefinery. Ind. Crops Prod. 2018, 122, 57–65. [CrossRef]
- Evon, P.; Labonne, L.; Simon, V.; Talou, T.; Ballas, S.; Véronèse, T.; Merah, O. “Coriander Straw and Press Cake from Seeds: Compositions and Possible Uses in the Field of Bio-Sourced Materials.” In Handbook of Coriander (Coriandrum Sativum). 1st ed., Boca Raton: CRC Press, 2022, pp. 261–286.
- EFSA. Scientific Opinion on the safety of “coriander seed oil” as a Novel Food ingredient. EFSA J. 2013, 11, 3422. [CrossRef]
- Uitterhaegen, E.; Sampaio, K.A.; Delbeke, E.I.P.; De Greyt, W.; Cerny, M.; Evon, P.; Merah, O.; Talou, T.; Stevens, C.V. Characterization of French Coriander Oil as Source of Petroselinic Acid. Molecules 2016, 21, 1202. [CrossRef]
- Uitterhaegen, E., Nguyen, Q.H., Sampaio, K.A., Stevens, C.V., Merah, O., Talou, T., Rigal, L., Evon, P. Extraction of Coriander Oil Using Twin-Screw Extrusion: Feasibility Study and Potential Press Cake Applications. J. Am. Oil Chem. Soc. 2015, 92, 1219–1233. [CrossRef]
- Tajuddin, M.; Ahmad, Z.; Ismail, H. A review of natural fibers and processing operations for the production of binderless boards. BioResources 2016, 11(2), 5600–5617.
- Schaal, L. RocTool launches an innovative composites process: Light Induction Tooling. Reinf. Plast. 2017, 61, 173–175. [CrossRef]
- Evon, P. Procédés compacts pour le bioraffinage intégré de plantes entières : valorisation multi-produit à valeur ajoutée. HDR, Institut National Polytechnique de Toulouse, 2019.
- Cavailles, J., Vaca-Medina, G., Wu-Tiu-Yen, J., Peydecastaing, J., Pontalier, P.-Y. Influence of Thermocompression Conditions on the Properties and Chemical Composition of Bio-Based Materials Derived from Lignocellulosic Biomass. Materials 2024, 17, 1713. [CrossRef]
- Bauta, J., Vaca-Medina, G., Delgado Raynaud, C., Simon, V., Vandenbossche, V., Rouilly, A. Development of a Binderless Particleboard from Brown Seaweed Sargassum spp. Materials 2024, 17, 539. [CrossRef]
- Lundstedt, T.; Seifert, E.; Abramo, L.; Thelin, B.; Nyström, Å.; Pettersen, J.; Bergman, R. Experimental design and optimization. Chemom. Intell. Lab. Syst. 1998, 42, 3–40. [CrossRef]
- Phan-Tan-Luu, R. NemrodW. Available online: https://www.nemrodw.com/software (accessed on 19 June 2024).
- ISO 16978:2003; Wood-based panel - Determination of modulus of elasticity in bending and of bending strength. European Committee for Standardization. Switzerland, 2003.
- ISO 868:2003; Plastics and ebonite – Determination of indentation hardness by means of a durometer (Shore hardness). European Committee for Standardization. Brussel, Belgium, 2003.
- ISO 16260:2016; Paper and board - Determination of internal bond strength. European Committee for Standardization. Geneva, Switzerland., 2016.
- ISO/CIE 11664-4: 2019; Colorimetry - Part 4: CIE 1976 L*a*b* colour space. European Committee for Standardization. Brussel, Belgium, 2019.
- ISO 16983:2003; Wook-based panels – Determination of swelling in thickness after immersion in water. International Organization for Standardization. Geneve, Switzerland, 2003.
- ISO 14044:2006; Environmental Management - Life Cycle Assessment –Principles and framework. International Organization for Standardization. Geneva, Switzerland, 2006.
- PRé Sustainability. SimaPro. Available online: https://simapro.com/SimaPro (accessed on 21 March 2024).
- ISO 16895:2016; Wood-based panels - Dry-process fibreboard. European Committee for Standardization. Switzerland, 2016.
- Kariuki, S.W.; Wachira, J.; Kawira, M.; Murithi, G. Crop residues used as lignocellulose materials for particleboards formulation. Heliyon 2020, 6, e05025. [CrossRef]
- Evon, P., Jégat, L., Labonne, L., Véronèse, T., Ballas, S., Tricoulet, L., Li, J., Geelen, D. Bio-based materials from sunflower co-products, a way to generate economical value with low environmental footprint. OCL 2023, 30, 25. [CrossRef]
- Pintiaux, T.; Viet, D.; Vandenbossche, V.; Rigal, L.; Rouilly, A. High Pressure Compression-Molding of α-Cellulose and Effects of Operating Conditions. Materials 2013, 6, 2240–2261. [CrossRef]
Figure 1.
Isoresponse curves for flexural strength (MPa) at 160 °C (a), 180 °C (b) and 200 °C (c) mold temperatures.
Figure 1.
Isoresponse curves for flexural strength (MPa) at 160 °C (a), 180 °C (b) and 200 °C (c) mold temperatures.
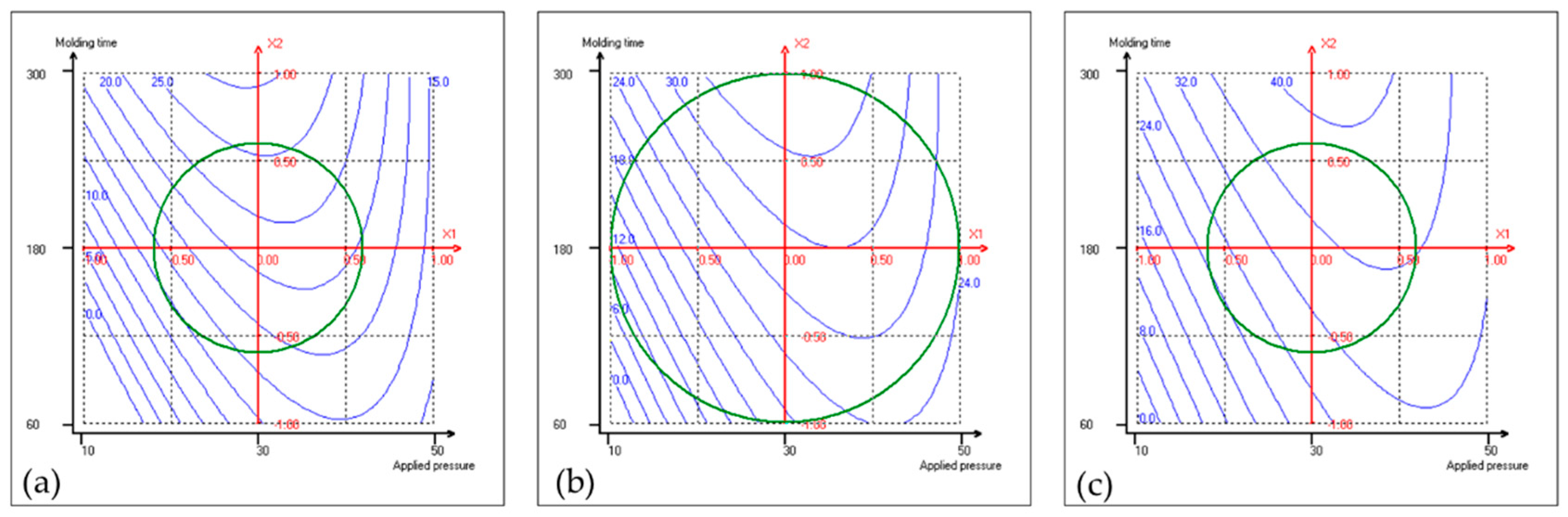
Figure 2.
Isoresponse curves for energy consumption (kW h/m2) at 160 °C (a), 180 °C (b) and 200 °C (c) mold temperatures.
Figure 2.
Isoresponse curves for energy consumption (kW h/m2) at 160 °C (a), 180 °C (b) and 200 °C (c) mold temperatures.
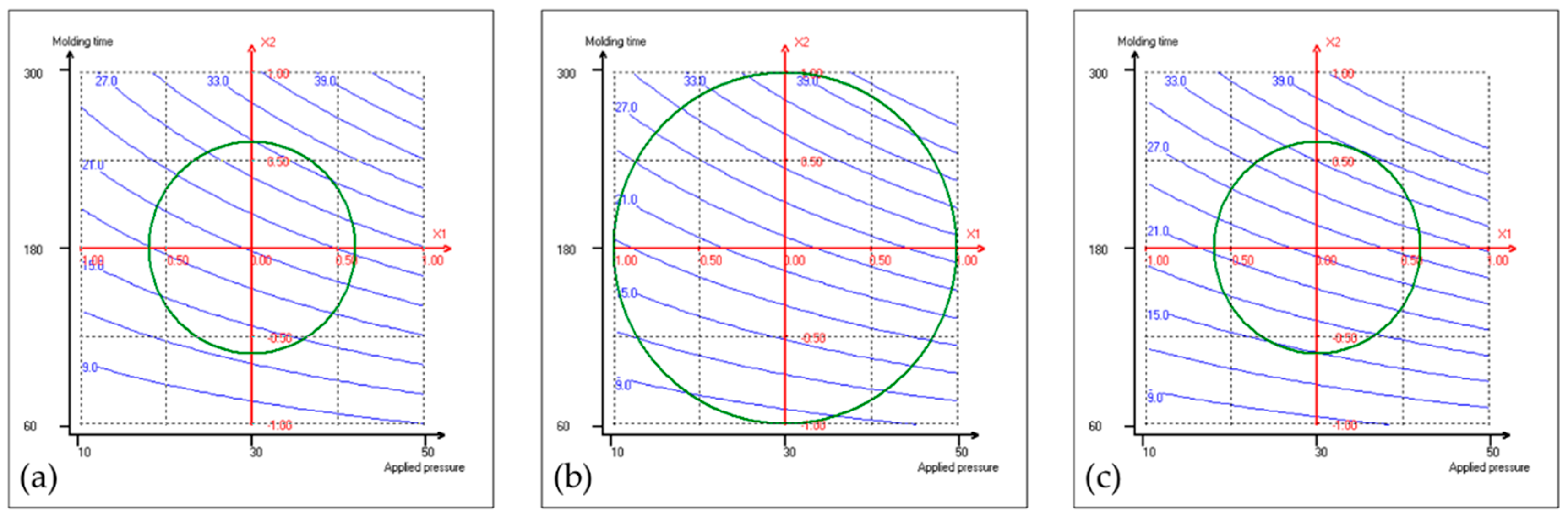
Figure 3.
Isoresponse curves for climate change (kg CO2 eq/m2) at 160 °C(a), 180 °C(b) and 200 °C c) mold temperatures.
Figure 3.
Isoresponse curves for climate change (kg CO2 eq/m2) at 160 °C(a), 180 °C(b) and 200 °C c) mold temperatures.


Table 1.
Experimental matrix of the thermopressing conditions using the RocTool system.
| Board number | x1 | Applied pressure (MPa) | x2 | Molding time (s) | x3 | Mold temperature (°C) |
|---|---|---|---|---|---|---|
| 1 | 1.0 | 50 | 0.000 | 180 | 0.000 | 180 |
| 2 | -1.0 | 10 | 0.000 | 180 | 0.000 | 180 |
| 3 | 0.5 | 40 | 0.866 | 284 | 0.000 | 180 |
| 4 | -0.5 | 20 | -0.866 | 76 | 0.000 | 180 |
| 5 | 0.5 | 40 | -0.866 | 76 | 0.000 | 180 |
| 6 | -0.5 | 20 | 0.866 | 284 | 0.000 | 180 |
| 7 | 0.5 | 40 | 0.289 | 215 | 0.816 | 200 |
| 8 | -0.5 | 20 | -0.289 | 145 | -0.816 | 160 |
| 9 | 0.5 | 40 | -0.289 | 145 | -0.816 | 160 |
| 10 | 0.0 | 30 | 0.577 | 249 | -0.816 | 160 |
| 11 | -0.5 | 20 | 0.289 | 215 | 0.816 | 200 |
| 12 | 0.0 | 30 | -0.577 | 111 | 0.816 | 200 |
| 13 | 0.0 | 30 | 0.000 | 180 | 0.000 | 180 |
| 14 | 0.0 | 30 | 0.000 | 180 | 0.000 | 180 |
| 15 | 0.0 | 30 | 0.000 | 180 | 0.000 | 180 |
| 16 | 0.0 | 30 | 0.000 | 180 | 0.000 | 180 |
Table 2.
Characteristics, cost-related factors, and environmental indicator of the coriander fiberboards produced from the experimental design.
Table 2.
Characteristics, cost-related factors, and environmental indicator of the coriander fiberboards produced from the experimental design.
| Board 1 | Board 2 | Board 3 | Board 4 | Board 5 | Board 6 | Board 7 | Board 8 | Board 9 | Board 10 | Board 11 | Board 12 | Board 13 | Board 14 | Board 15 | Board 16 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Density (kg/m3) | 1,396±18 | 1,122±64 | 1,378±18 | 1,271±27 | 1,365±26 | 1,424±30 | 1,434±31 | 1,302±35 | 1,335±22 | 1,350±52 | 1,364±29 | 1,378±32 | 1,383±28 | 1,373±47 | 1,340±46 | 1,354±49 |
| Flexural properties | ||||||||||||||||
| Fmax (N) | 36.9±2.7 | 13.2±0.4 | 42.1±1.5 | 22.1±1.6 | 29.4±1.7 | 44.6±3.7 | 46.2±2.8 | 20.8±2.9 | 25.8±3.1 | 34.3±2.9 | 44.6±1.8 | 40.7±0.5 | 39.0±2.9 | 40.7±2.0 | 40.7±2.6 | 38.8±1.7 |
| σf (MPa) | 28.3±1.1 | 6.6±0.2 | 30.2±1.0 | 14.8±0.8 | 21.5±1.2 | 34.8±0.7 | 36.0±1.6 | 14.3±1.0 | 18.1±0.4 | 24.1±1.3 | 31.2±1.1 | 31.3±1.0 | 28.4±1.2 | 30.5±1.3 | 29.0±1.1 | 28.1±1.2 |
| Ef (GPa) | 5.3±0.3 | 1.0±0.1 | 5.5±0.2 | 2.2±0.3 | 3.5±0.3 | 6.2±0.5 | 6.0±0.2 | 2.3±0.1 | 3.0±0.2 | 4.5±0.4 | 4.9±0.2 | 5.4±0.2 | 4.9±0.4 | 5.3±0.5 | 4.7±0.3 | 4.8±0.5 |
| Surface hardness | ||||||||||||||||
| Shore D (°) | 77.3±1.9 | 65.4±3.7 | 77.4±2.0 | 71.2±4.6 | 75.9±3.2 | 78.4±1.3 | 78.0±1.4 | 72.9±3.2 | 75.0±2.7 | 77.0±1.9 | 76.7±2.4 | 75.5±2.5 | 75.9±2.3 | 76.5±2.2 | 75.6±1.9 | 75.1±2.4 |
| Color characteristics | ||||||||||||||||
| L* | 70.8±2.5 | 79.9±4.6 | 70.0±0.5 | 79.5±1.1 | 74.6±6.1 | 72.1±0.2 | 71.0±1.2 | 79.0±0.4 | 75.7±5.3 | 74.9±1.2 | 73.2±0.1 | 73.5±4.2 | 73.0±2.3 | 73.9±2.1 | 73.9±1.7 | 73.7±2.2 |
| a* | 2.4±0.7 | 4.3±0.4 | 2.3±0.1 | 4.1±0.2 | 3.0±1.3 | 2.8±0.0 | 2.4±0.4 | 3.9±0.2 | 3.1±1.2 | 3.1±0.4 | 2.7±0.0 | 2.4±1.0 | 2.6±0.8 | 2.7±0.6 | 2.8±0.6 | 2.8±0.7 |
| b* | 3.9±1.8 | 10.9±3.0 | 3.5±0.2 | 9.7±0.8 | 6.1±4.4 | 4.7±0.2 | 3.7±0.9 | 9.2±0.3 | 6.5±3.9 | 6.2±0.9 | 5.1±0.1 | 4.8±3.1 | 5.0±2.1 | 5.4±1.6 | 5.6±1.4 | 5.5±1.8 |
| ΔE | 14.2±3.1 | 4.1±3.5 | 15.2±0.5 | 4.0±1.2 | 10.0±7.5 | 12.7±0.3 | 14.3±1.6 | 4.7±0.5 | 9.1±6.5 | 9.7±1.5 | 11.7±0.2 | 11.8±5.3 | 12.0±3.2 | 11.0±2.7 | 10.8±2.2 | 11.0±2.9 |
| Water sensitivity | ||||||||||||||||
| TS (%) | 981 | n.m. | 236±19 | n.m. | n.m. | 232±9 | 165±37 | n.m. | n.m. | n.m. | 130±14 | 551 | n.m. | 1111 | 871 | 98±12 |
| WA (%) | 180±17 | 247±17 | 170±15 | 200±8 | 193±4 | 144±10 | 78±8 | 149±14 | 163±11 | 136±7 | 146±19 | 141±10 | 131±5 | 157±13 | 166±13 | 139±13 |
| Cost-related factors | ||||||||||||||||
| Energy consumption (kW h/m2) |
28.6 | 17.4 | 40.8 | 8.6 | 10.9 | 31.9 | 33.0 | 14.9 | 19.4 | 29.4 | 26.3 | 15.3 | 23.0 | 23.0 | 23.0 | 23.0 |
| Total manufacturing cost (€/m2) |
8.55 | 5.74 | 11.58 | 3.53 | 4.12 | 9.37 | 9.64 | 5.10 | 6.23 | 8.73 | 7.96 | 5.21 | 7.15 | 7.15 | 7.15 | 7.15 |
| Environmental indicator | ||||||||||||||||
| Climate change (kg CO2 eq/m2) |
2.00 | 1.22 | 2.85 | 0.60 | 0.76 | 2.23 | 2.31 | 1.04 | 1.36 | 2.06 | 1.84 | 1.07 | 1.61 | 1.61 | 1.61 | 1.61 |
1 No standard deviation given, as thickness swelling could only be measured on one of the three test specimens; n.m., non-measurable after 24 h immersion in water.
Table 3.
Coefficients, and R2 values for the quadratic polynomial models of the characteristics of the coriander fiberboards produced from the experimental design.
Table 3.
Coefficients, and R2 values for the quadratic polynomial models of the characteristics of the coriander fiberboards produced from the experimental design.
| Coefficient | b0 | b1 | b2 | b3 | b11 | b22 | b33 | b12 | b13 | b23 | R2 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Density (kg/m3) | 1363 | 88 | 43 | 38 | -103 | 31 | 15 | -81 | 51 | 40 | 0.854 |
| Flexural properties | |||||||||||
| Fmax (N) | 39.81 | 7.37 | 9.89 | 10.32 | -14.79 | -2.09 | -2.41 | -5.70 | -0.08 | -0.03 | 0.942 |
| σf (MPa) | 29.0 | 6.8 | 7.7 | 8.6 | -11.5 | -1.0 | -1.6 | -6.5 | 2.9 | -0.2 | 0.921 |
| Ef (GPa) | 4.9 | 1.4 | 1.6 | 1.3 | -1.8 | -0.2 | -0.4 | -1.2 | 0.6 | -0.7 | 0.911 |
| Surface hardness | |||||||||||
| Shore D (°) | 75.8 | 3.9 | 2.6 | 1.1 | -4.4 | 1.4 | 0.9 | -3.3 | 0.7 | 1.2 | 0.879 |
| Color characteristics | |||||||||||
| L* | 73.63 | -3.83 | -3.17 | -2.42 | 1.72 | 0.02 | 0.93 | 1.56 | 0.19 | 0.17 | 0.971 |
| a* | 2.74 | -0.79 | -0.46 | -0.53 | 0.69 | 0.23 | 0.09 | 0.32 | 0.22 | 0.21 | 0.948 |
| b* | 5.38 | -2.85 | -1.95 | -1.70 | 2.03 | 0.12 | 0.25 | 1.35 | 0.36 | 0.19 | 0.963 |
| ΔE | 11.2 | 4.5 | 3.6 | 2.9 | -2.0 | -0.3 | -0.9 | -2.0 | -0.4 | -0.5 | 0.974 |
| Cost-related factors | |||||||||||
| Energy consumption (kW h/m2) | 23.00 | 5.60 | 15.36 | 2.22 | 0.00 | 0.07 | 0.06 | 3.81 | 0.00 | 1.51 | 1.000 |
| Total manufacturing cost (€/m2) | 7.150 | 1.404 | 3.840 | 0.561 | -0.005 | 0.002 | -0.007 | 0.935 | 0.006 | 0.374 | 1.000 |
| Environmental Indicator | |||||||||||
| Climate change (kg CO2 eq/m2) | 1.610 | 0.391 | 1.075 | 0.155 | 0.000 | 0.000 | 0.005 | 0.266 | -0.002 | 0.103 | 1.000 |
Table 4.
Characteristics of the coriander fiberboard optimized for maximal flexural strength (i.e., applied pressure: 35 MPa, molding time: 300 s, mold temperature: 205 °C), and of the MDF-like fiberboard produced from thermopressing conditions associated with minimal energy consumption (i.e., applied pressure: 32.5 MPa, molding time: 170 s, mold temperature: 160 °C), and comparison with values calculated from the mathematical models.
Table 4.
Characteristics of the coriander fiberboard optimized for maximal flexural strength (i.e., applied pressure: 35 MPa, molding time: 300 s, mold temperature: 205 °C), and of the MDF-like fiberboard produced from thermopressing conditions associated with minimal energy consumption (i.e., applied pressure: 32.5 MPa, molding time: 170 s, mold temperature: 160 °C), and comparison with values calculated from the mathematical models.
| Thermopressing conditions for maximal flexural strength | MDF-like thermopressing conditions associated with minimal energy consumption | |||
|---|---|---|---|---|
| Flexural properties | Calculated from mathematical model | Obtained from the experiment | Calculated from mathematical model | Obtained from the experiment |
| Density (kg/m3) | 1,537 | 1,458 ± 11 | 1,346 | 1,313 ± 11 |
| Fmax (N) | 55 | 53.4 ± 3.3 | 29.7 | 28.0 ± 0.4 |
| σf (MPa) | 42.5 | 40.6 ± 1.7 | 20.7 | 17.9 ± 0.6 |
| Ef (GPa) | 7.4 | 6.7 ± 0.5 | 3.5 | 2.9 ± 0.2 |
| Water sensitivity | ||||
| TS (%) | n.c. | 161 ± 2 | n.c. | n.m. |
| WA (%) | n.c. | 123 ± 18 | n.c. | 198 ± 5 |
| Internal bond strength (MPa) | - | 1.45 ± 0.14 | - | 0.35 ± 0.07 |
n.c., non-calculable (non-existent mathematical model); n.m., non-measurable after 24 h immersion in water.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



