
Submitted:
23 August 2024
Posted:
23 August 2024
You are already at the latest version
Abstract
Deep Eutectic Solvents (DESs) show promising abilities for the delamination of multilayer packaging films that are used in food packaging and in pharmaceutical blister packs. Due to the complexity of their structure, the recycling of these materials is a challenging task, leading to the easiest or cheapest option, landfilling. Towards the development of ‘green’ solvents for the efficient waste management and recycling, the conducted research focuses on the preparation of a range of hydrophobic and hydrophilic DES based on carboxylic acids. Also, their chemical and physical characterization, such as DSC, rheometer and density measurements, was followed for the determination of their properties. The laminate packaging waste products that were tested were Al/PE, PE/Al/PET, Al/PE/paper and PVC/PE/Al. Different batches of solvent systems were tested based on various naturally derived aliphatic and aromatic organic compounds as well as amino acids. The separated films were collected and studied further for the examination of the delamination extend. Results showed full or partial delamination of some materials as well as challenges of solvent systems. Variables such as temperature, agitation rate, mixing time and solvents ratios were monitored and collected during the design of experimental process. The results showed that the used DESs can offer an efficient, low-energy, affordable and green option for the delamination tested packaging materials.
Keywords:
DES
; laminate packaging materials
; blister packs
; recycle
; carboxylic acids
; delamination
1. Introduction
Multilayer packaging is widely used due to its functionality and convenience, and its demand has been increasing in recent years [1]. At the same time, due to the heterogeneity of the multilayer structure, the challenges of recycling of multilayer packaging materials has become an issue that cannot be ignored [2]. The current commercial recycling systems were developed primarily for sorting and recycling mono-material waste streams [1] and, as such, multilayer packaging is still classified as non-recyclable waste [3]. The main treatment methods for this type of packaging waste remain incineration and landfill [4]. In this regard, recycling of multilayer packaging has received more and more attention and research in recent years. The main recycling processes studied can be divided into three categories. One approach is to use compatibilizers in the mechanical recycling process to increase the compatibility between different polymers in each layer [5] so that the recycled product can be used as a homogeneous material for remanufacturing. Another process is selective dissolution-precipitation based on the mechanism that different polymers have different solubility in different solvents and under different conditions. In this instance, the target polymers in multilayer packaging waste can be separated through a series of dissolution-precipitation processes [4]. The third metholody is delamination of the multilayer structure. By dissolving or decomposing the tie layer used to bond the polymers and/or non-polymeric materials in each layer, the separating of the target components in the multilayer packaging is achieved [2]. The use of compatibilizers is normally expensive and complicated [6], and the recycled product will lose the purity of the original polymer [7]. The process of selective dissolution-precipitation usually involves multiple steps and the use of multiple solvents. Compared with the above two recycling methods, delamination has the advantages of simple process, requiring fewer solvent types for a wide range of materials and separation of the components without alternation of polymer structure. Therefore, it is a very promising recycling method for complex multi-material laminates [2]. For the delamination process, the diffusion of the solvent in the polymers and the solubility of the tie layer polymer in the solvent are the main factors determining the delamination rate [8]. Therefore, almost all the studies on the delamination process mentioned the pretreatment of cutting multilayer packaging waste into small pieces before reactions [2,8,9,10]. In recent years, various solvents have been used to study the delamination of multilayer packaging waste. These solvents mainly include inorganic acids (nitric acid [9]), organic acids (carboxylic acids [2,8] and their mixtures with other organic components [10]), and other organic solvents (such as acetone [11], ethylene glycol oligomers [12], etc.). Studies have found that carboxylic acid solvents have a wide range of applicability for the delamination of various multilayer structures [2]. Small molecule carboxylic acids are considered to be very potential delamination solvents because of their fast diffusion rate in polymer layers of multilayer packaging waste [13]. In 2021, Ügdüler et al. [2] experimentally confirmed that formic acid can effectively and efficiently delaminate PET-PE based multilayer packaging by dissolving the PU tie layer. In 2020, Joona Nieminen et al. [10] reported a process in which lactic acid, as a green solvent, dissolves acrylic based adhesive to effectively delaminate and recycle PVC and aluminium from pharmaceutical blister packaging waste. It is worth mentioning that Joona Nieminen et al. also tested the delamination effect of lactic acid-choline chloride DES on the recycling of pharmaceutical blister packaging. Their work has opened up a new area for the selection and design of delamination solvents for the recycling of multilayer packaging waste. A deep eutectic solvent (DES) is defined as a mixture containing a hydrogen bond acceptor (HBA) and a hydrogen bond donor (HBD) [14,15]. Due to the formation of hydrogen bonds between the two components (HBA and HBD), the melting point of DES is much lower than the melting points of each component [16], and some DESs are even stable liquid at room temperature [17]. DESs are normally regarded non-toxic, non-flammable, chemically stable, biocompatible, biodegradable, simple to prepare, and low-cost [18,19,20]. Most of the components of DES can be obtained from natural materials. Therefore, DESs are in line with the development goals of green solvents and are highly favoured with great potential in many application fields such as extraction, chemical synthesis, purification, battery technologies etc. [21]. Typical HBAs are quaternary ammonium salts (such as choline chloride), and typical HBDs include polyols and acids and amines [15]. Based on the background investigation of recycling of multilayer packaging and the application of DESs, we found that carboxylic acid-based DESs have great potential to be applied to the delamination of multilayer packaging waste. However, there are very limited studies or reports in this area. Therefore, in this study, we have developed new DES systems suitable for delamination recycling of multilayer packaging and investigated the effect of the reaction conditions, temperature, time and stirring rate, on the success of delamination.
2. Materials and Methods
2.1. Solvents
Chemicals acquired from Merck Life Sciences UK Ltd. were used without further purification, including: acetic acid, carvacrol, guaiacol, eugenol, thymol, propylene glycol, betaine and L-proline.
In total, seven DES solvent formulations were prepared according to the molar ratios presented in Table 1. Molar quantities of the chemical components were weighed into glass containers before being heated to 70 °C and stirred until a homogenous clear liquid formed using a VELP AREX6 Digital Pro Hotplate Stirrer.
Characterisations of the solvents included a visual assessment of water miscibility, measurements of density and viscosity, and measurement of the crystallization temperature.
Density measurements were performed using an Elcometer 1800 Density Cup stainless steel pycnometer. The filled pycnometer was held for 1 h in a Binder MKFY 115 Dynamic Climate Chamber temperature and humidity controlled oven at 20.0 ± 0.5 °C at 50 ± 1 % RH prior to mass measurements using Ohaus Pioneer balance (2 d.p.).
Room temperature measurements of viscosity were performed at shear-rate of 10 s-1 using Bohlin Gemini Nano HR rheometer equipped with 40 mm diameter parallel plates at a gap of 200 μm. Shear-rate ramp tests between 0.1 and 100 s-1 confirmed Newtonian behaviour for all solvents.
2.2. Packaging Films and Blister Packaging
Three types of multilayer packaging film and one example of pharmaceutical blister packaging were supplied by Plastigram Industries A.S. and Mikrolin Hungary Kft. All materials were sourced from primary waste streams.
Figure 1 presents optical micrograph images which detail the structures of the three laminate packaging films which included PE/Al, Al/PE/Paper and PE/Al/PET, and an example of pharmaceutical blister pack with the structure, PVC/lidding film/Al/ink. A summary of the thickness for the various plastic and aluminium components is given in Table 2.
2.3. Delamination
2.3.1. Screening Tests
30 ml of solvent was added to a 125 ml glass bottle and heated to 70 °C under stirring using a VELP AREX6 Digital Pro Hotplate Stirrer equipped with a VTF Temperature Probe and allowed to equilibrate at temperature.
Samples of each packaging laminate film were cut into (approx.) square pieces of 10 mm dimension. 10 pieces of each film (~0.3 g or ~0.6 %w/w) were then immersed in the 30 ml of solvent under stirring conditions at temperature. The delamination period was set at 45 min after which the bottle was removed from the hotplate stirrer and the contents poured into a Büchner funnel to separate the film pieces from the solvent. The film pieces were then briefly rinsed with isopropyl alcohol and allowed to dry.
The test was then repeated for each solvent.
2.3.2. Design of Experiments
A series of experiments was performed according to a Design of Experiments matrix in order to evaluate the effects of temperature (A), time (B) and stirrer speed (C) on delamination. Thymol: acetic acid and betaine: acetic acid solvent systems were selected for the trials which were undertaken on the PE/Al, Al/PE/Paper and PE/Al/PET packaging laminates only. The array of different experimental conditions is shown in Figure 2.
2.4. DSC
Differential Scanning Calorimetry (DSC) is a thermal analysis technique to detect and quantify changes in the morphology.
Experiments on the solvents and polymer films were performed using a DSC 214 Polyma (Netzsch GmbH) under an inert atmosphere of N2 purge gas (40 mL min-1). Calibrations of the instrument temperature and heat flow were made using high-purity standards of indium (99.999%), tin (99.999%), bismuth (99.999%), zinc (99.999%) and caesium chloride (99.999%).
Small quantities of each sample type were placed in aluminium pans with masses in the range, 9 – 13 mg. For solvents, tests were performed via a temperature ramp from 25 to -80 °C at 10 °C min-1 to determine crystallization temperature whilst tests on plastic films were performed via a temperature ramp from 25 to 300 °C at 10 °C min-1 to determine glass-transition and melting temperatures.
2.5. FTIR
Fourier Transform Infra-red (FTIR) Spectroscopy is an analytical technique for evaluating the chemical composition of materials. Typically, polymers will have their own characteristic infra-red spectrum which reflects the combination of chemical groups in the material, such as, C-H, C=O, C-O-C and O-H. Therefore, the FTIR spectrum can be used to confirm a material or identify the presence of other materials.
In the case of packaging materials, adhesives and inks also used in the assembly of the laminate structures will contribute to FTIR spectra if they remain on the surface of the PE, PET and aluminium foils. An Alpha Platinum ATR FTIR Spectrometer (Bruker Corporation) was used to evaluate the separated plastics and aluminium. The number of scans for each sample was three and the scan range was 4000 – 400 cm-1. The obtained spectra for the three different points were in good agreement, hence one of them is presented in the results. The data were collected and later processed in MS Excel.
3. Results and Discussion
3.1. Delamination
3.1.1. Screening Experiments
Results from screening experiments to assess the efficacy of the solvent systems in terms of their ability to delaminate the three packaging multilayers are recorded in Table 3. The values in the table represent the delamination count (out of 10) for the number of pieces of film that were separated completely during the tests at 70 °C after a period of 45 min. These results are also visualised in Figure 3 which display radial plots of the delamination count against each solvent for each packaging material.
Acetic acid alone was found to be a very effective solvent for the delamination of the three packaging materials achieving complete separation of PE/Al, Al/PE/Paper and PE/Al/PET [8]. In contrast, the hydrophilic amino-acid based solvents, betaine: acetic acid and L-proline: acetic acid, proved only to be efficient in the separation of paper from Al/PE/Paper and did not result in any complete film separations from either PE/Al or PE/Al/PET. Propylene glycol: acetic acid resulted in complete delamination of Al/PE/Paper laminate. The hydrophobic solvent systems, carvacrol: acetic acid, eugenol: acetic acid, guaiacol: acetic acid and thymol: acetic acid as well as the hydrophilic propylene glycol: acetic acid solvent all showed promising results in terms of a high degree of delamination for PE from PE/Al and PE/Al/PET and PE/Paper from Al/PE/Paper. The hydrophobic systems also proved effective in the separation and de-inking of the reverse-printed PET layer from PE/Al/PET.
Only guaiacol: acetic acid yielded successful delamination of the blister packaging laminate. Very significant swelling of PVC was evident at the conclusion of the test and this was considered the driving mechanism for the separation of the layers.
3.1.2. Design of Experiments
A series of delamination experiments under different conditions (according to the Design of Experiments matrix shown in Figure 2) were performed using thymol: acetic acid and betaine: acetic acid.
The results of the trials, recorded in Table 4 and Table 5 for the two respective solvents, were subsequently analysed using Design Expert V13 software (StatEase®, Inc.). A linear model based on the Logit function was fit to the datasets (Eq. 1):
where the probability of delamination, pi, for a given set of experimental conditions, i, was defined as equal to the fraction of the delamination counts out of 100. The software employed logistic regression (maximum likelihood estimation) to evaluate the significance of the model coefficients, βf, for each factor, f.
F(pi) = ∑i ln(pi / (1 - pi) ) = ∑i βA Ai + βB Bi + βC Ci + εi
3.1.3. Thymol:Acetic Acid
The results of delamination experiments with thymol: acetic acid are presented in Table 4. As seen from the delamination counts, a wide range of temperature and time conditions (within the experimental design space) were effective in achieving separation at the PE/Al interface. A narrower set of experimental conditions resulted in separation of PET from Al in PE/Al/PET with successful delamination observed at temperatures and times above 63 °C and 30 min. In the case of Al/PE/Paper, albeit that PE/Paper was readily separated from Al, the combined PE/Paper layers remained largely intact for all conditions with only partial separation of the components. However, compared to PE/Al and PE/Al/PET structures, PE formed only a minor component of the Al/PE/Paper laminate at 18 ± 2 μm thickness (Table 2).
To better understand the relationship between delamination and the conditions of temperature, time and stirrer speed it was important to perform a detailed evaluation of the datasets. The outcomes of the logistic regression analyses are presented in Table 5 where significant terms of the models (Eq. 1) fit to the delamination counts are indicated by p < 0.05. Correspondingly, the calculated coefficients of the model for each significant factor were then used to generate surface plots, as shown in Figure 4, which convey the dependence of the probability of delamination for PE, PE/Paper and PET on temperature and time at a stirrer speed of 600 rpm for thymol: acetic acid. The plots illustrate transitions from the negligible probability of successful delamination at lower temperatures and shorter periods of time to the high probability of complete delamination at higher temperatures and longer times. In general, separation of PE layers at the PE/Al interfaces occurred more readily than separation of the reverse-printed PET layer at the Al/PET interface.
3.1.4. Betaine: Acetic Acid
In Table 8, the delamination counts for experiments performed with betaine: acetic acid are shown. In this instance, the solvent proved only to be effective for the separation of paper from Al/PE/Paper even when extending the duration to 75 min at 70 °C. The result of the regression analysis applied to the delamination of paper is presented in Table 9 and surface plots showing the dependence of the probability of delamination on temperature and stirrer speed at 45 min and 75 min time points are shown in Figure 5. All three factors, temperature, time and stirrer speed, were found to impact the delamination of paper.
3.2. FTIR and DSC Analysis of Delaminated Films
FTIR and DSC analyses were carried out on examples of delaminated and dried film samples in order to assess the condition of materials.
Figure 6 presents the FTIR spectra obtained from PE and PET films separated using thymol: acetic acid. The separated PE films obtained from PE/Al and PE/Al/PET were found to exhibit different spectra when comparing inner and outer surfaces of the films. This was due to residual adhesive on the inner surface which dominated the spectrum. The spectrum from the outer surface was consistent with library spectra poly(ethylene) and showed no signs of oxidative degradation which might be indicated by the appearance of a carbonyl band at ~ 1720 cm-1. Similarly, the spectra obtained for PET was consistent with library spectra.
Examples from the thermal analysis of delaminated PE and PET separated using thymol: acetic acid are shown in Figure 7. A summary of parameters from the analysis of the DSC thermograms is presented in Table 10.
DSC traces obtained for PE films from PE/Al and AL/PE/Paper in Figure 7(a) and 7(b) show typical broad melting endotherms of poly(ethylene) with peak melting temperatures (Tm) of 118 °C and 111 °C, respectively. The integrated peak areas yielded enthalpies of fusion (ΔHf) of 103 J g-1 and 97.4 J g-1 which were then used to calculate crystallinities (χc) of 35% and 33% (assuming a literature value of 290 J g-1 for the fusion of purely crystalline linear poly(ethylene)).
The glass-transition temperature and melting temperature for PET were 78 °C and 257 °C, respectively, with an enthalpy of fusion of 38.2 J g-1 which corresponded to a crystallinity of 27% (assuming a literature value of 140 J g-1 for the fusion of purely crystalline linear poly(ethylene terephthalate)).
4. Conclusions
In this research, a diverse range DES which combine naturally-derived hydrophilic and hydrophobic H-bond acceptors with acetic acid, a H-bond donor, have been investigated as novel solvent systems for the delamination and recovery of components materials from multilayer plastic packaging.
Three packaging laminate structures were tested in the study, PE/Al, Al/PE/Paper, and PE/Al/PET. Through screening studies at a temperature of 70 °C, hydrophobic DES which included carvacrol: acetic acid, eugenol: acetic acid, guaiacol: acetic acid and thymol: acetic acid were shown to effectively delaminate PE and PET from the laminate structures. Propylene glycol: acetic acid was also similarly effective in achieving separation of PE at the PE/Al interface and to a lesser extent PET. The hydrophilic DES based on the amino acids betaine and L-proline were only effective in the separation of paper from the Al/PE/Paper structure. With regards the blister pack, guaiacol: acetic acid was used to successfully delaminate PVC albeit that significant swelling of the plastic was noted immediately upon extraction of the material.
Subsequently, the effects of the test on conditions on efficacy and efficiency of delamination were assessed for thymol: acetic acid and betaine: acetic acid with PE/Al, Al/PE/Paper and PE/Al/PET films. The results demonstrated that these complex multilayer packaging laminates could be readily separated into the component plastics, paper and aluminium over a range of conditions and models fit to data provided learning on the time, temperature and stirrer speed dependences of our small laboratory scale process.
The success of the hydrophilic and hydrophobic DES systems in achieving delamination demonstrates that this technology could be further developed and explored as a potential ‘green’ solution to the issue of recycling complex multilayer laminate packaging and, thereby, facilitate recycling and re-use of these valuable materials in our economy.
Author Contributions
Conceptualisation, S.P., A.L. and C.L.; methodology, A.L., C.L., T.L., K.K.M. and G.T.; validation, A.L., C.L. and G.T.; formal analysis, C.L. and A.L.; investigation, A.L., S.P., C.L., K.K.M., T.L. and G.T.; resources, S.P.; data curation, C.L.; writing—original draft preparation, A.L., T.L. and C.L.; writing—review and editing, S.P., C.L., A.L., T.L., K.K.M. and G.T.; visualisation, A.L. and C.L.; supervision, S.P., C.L. and G.T.; project administration, S.P.; funding acquisition, S.P. All authors have read and agreed to the published version of the manuscript.
Funding
This work forms part of Sol-Rec2 Project. The project is funded by the EU’s Horizon 2020 research and innovation programme under grant agreement No. 101003532.
Data Availability Statement
The original contributions presented in the study are included in the article, further inquiries can be directed to the corresponding author.
Acknowledgments
The authors would like to extend our gratitude to Aleš Pelikán at Plastigram Industries A.S. and Ivan Ivanovics at Mikrolin Hungary Kft for sourcing and providing the packaging materials in this study. We also thank Adrián Morales Serrano and Paul Lasserre at AIMPLAS Instiuto Technológico del Plástico (Valencia, Spain) for their support in obtaining optical micrographs and the analysis of the pa00ckaging material cross-sections. The authors would also like to express our thanks to Brydon Kenney for giving generously of his time and knowledge in the preparation of this work.
Conflicts of Interest
Authors C.L., G.T., K.K.M. and S.P. are employed by the company TWI Ltd. The remaining author declare that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript; or in the decision to publish the results.
References
- Schmidt, J.; Grau, L.; Auer, M.; Maletz, R.; Woidasky, J. Multilayer Packaging in a Circular Economy. Polymers 2022, 14, 1825. [Google Scholar] [CrossRef] [PubMed]
- Ügdüler, S., De Somer, T., Van Geem, K.M, De Wilde, J., Roosen, M., Deprez, B., De Meester, S., Analysis of the kinetics, energy balance and carbon footprint of the delamination of multilayer flexible packaging films via carboxylic acids, Resources, Conservation and Recycling 2022, 181, 106256. [CrossRef]
- Bauer, A.-S.; Tacker, M.; Uysal-Unalan, I.; Cruz, R.M.S.; Varzakas, T.; Krauter, V. Recyclability and Redesign Challenges in Multilayer Flexible Food Packaging—A Review. Foods 2021, 10, 2702. [Google Scholar] [CrossRef] [PubMed]
- Kaiser, K.; Schmid, M.; Schlummer, M. Recycling of Polymer-Based Multilayer Packaging: A Review. Recycling 2018, 3, 1. [Google Scholar] [CrossRef]
- Z. O. G. Schyns, M. P. Shaver, Mechanical Recycling of Packaging Plastics: A Review. Macromol. Rapid Commun. 2021, 42, 2000415. [CrossRef] [PubMed]
- Ragaert, K., Delva, L., Van Geem, K., Mechanical and chemical recycling of solid plastic waste. Waste Manag. 2017, 69, 24–58. [CrossRef] [PubMed]
- Giorgia Faraca, G., Thomas Astrup, T, Plastic waste from recycling centres: Characterisation and evaluation of plastic recyclability, Waste Management, 2019, 95, 388-398. [CrossRef]
- Ügdüler, S., De Somer, T., Van Geem, K.M., Roosen, M., Kulawig, A., Leineweber, R., De Meester, S., Towards a Better Understanding of Delamination of Multilayer Flexible Packaging Films by Carboxylic Acids. ChemSusChem. 2021, 14(19):4198-4213. [CrossRef]
- Šleiniūtė, A.; Denafas, G.; Mumladze, T. Analysis of the Delamination Process with Nitric Acid in Multilayer Composite Food Packaging. Appl. Sci. 2023, 13, 5669. [Google Scholar] [CrossRef]
- Nieminen, J., Anugwom, I., Kallioinen, M., Mänttäri, M. Green solvents in recovery of aluminium and plastic from waste pharmaceutical blister packaging. Waste Manag. 2020, 107:20-27. [CrossRef]
- Fávaro, S.L., Freitas, A.R., Ganzerli, T.A., Pereira, A.G.B., Cardozo, A.L., Baron, O., Muniz, E.C., Girotto, E.M., Radovanovic, E., PET and aluminum recycling from multilayer food packaging using supercritical ethanol, The Journal of Supercritical Fluids, 2013, 75, 138-143. [CrossRef]
- O'Rourke, G., Houbrechts, M., Nees, M., Roosen, M., De Meester, S., De Vos, D., Delamination of polyamide/polyolefin multilayer films by selective glycolysis of polyurethane adhesive, Green Chem., 2022, 24, 6867-6878. [CrossRef]
- Hamilton, J.A., Transport of fatty acids across membranes by the diffusion mechanism, Prostaglandins, Leukotrienes and Essential Fatty Acids, 1999, 60, 291-297. [CrossRef]
- Zainal-Abidin, M.H., Hayyan, M., Wong, W.F., Hydrophobic deep eutectic solvents: Current progress and future directions. Journal of Industrial and Engineering Chemistry 2021, 97, 142-162. [CrossRef]
- Abbott, A.P., David Boothby, Glen Capper, David L. Davies, and Raymond K. Rasheed, Deep Eutectic Solvents Formed between Choline Chloride and Carboxylic Acids: Versatile Alternatives to Ionic Liquids, Journal of the American Chemical Society 2004, 126, 9142-9147. [CrossRef]
- Li, G., Row, K.H., Utilization of deep eutectic solvents in dispersive liquid-liquid micro-extraction, TrAC Trends in Analytical Chemistry, 2019, 120. [CrossRef]
- Cardellini, F., Germani, R., Cardinali, G., Corte, L., Roscini, L., Spreti, N., Tiecco, M., Room temperature deep eutectic solvents of (1S)-(+)-10-camphorsulfonic acid and sulfobetaines: hydrogen bond-based mixtures with low ionicity and structure-dependent toxicity, RSC Advances 2015, 5, 31772-31786. [CrossRef]
- Abo-Hamad, A., Hayyan, M., AlSaadi, M.A.H., Ali Hashim, M.A., Potential applications of deep eutectic solvents in nanotechnology, Chemical Engineering Journal, 2015, 273, 551-567. [CrossRef]
- Mbous, Y.P., Hayyan, M., Hayyan, A., Wong, W.F., Hashim, M.A., Looi, C.Y. Applications of deep eutectic solvents in biotechnology and bioengineering-Promises and challenges. Biotechnol Adv. 2017, 35, 105-134. [CrossRef]
- Yang, R., R., Cao, Q., Liang, Y., Hong, S., Xia, C., Wu, Y., Li, J., Cai, L, Sonne, C., Le, Q. V., Lam, S.S., High capacity oil absorbent wood prepared through eco-friendly deep eutectic solvent delignification, Chemical Engineering Journal, 2020, 401. [CrossRef]
- Hansen, B.B., Spittle, S., Chen, B., Poe, D., Zhang, Y., Klein, J.M., Horton, A., Adhikari, L., Zelovich, T., Doherty, B.W., Gurkan, B., Maginn, E.J., Ragauskas, A., Dadmun, M., Zawodzinski, T.A., Baker, G.A., Tuckerman, M.E., Savinell, R.F., Sangoro, J.R., Deep Eutectic Solvents: A Review of Fundamentals and Applications, Chemical Reviews, 2021, 121, 1232-1285. [CrossRef]
Figure 1.
Cross-section images of samples (a) blister sample consisting of PVC/lidding film/Al/ink, (b) PE/Al, (c) Al/PE/Paper and (d) PE/Al/PET.
Figure 1.
Cross-section images of samples (a) blister sample consisting of PVC/lidding film/Al/ink, (b) PE/Al, (c) Al/PE/Paper and (d) PE/Al/PET.
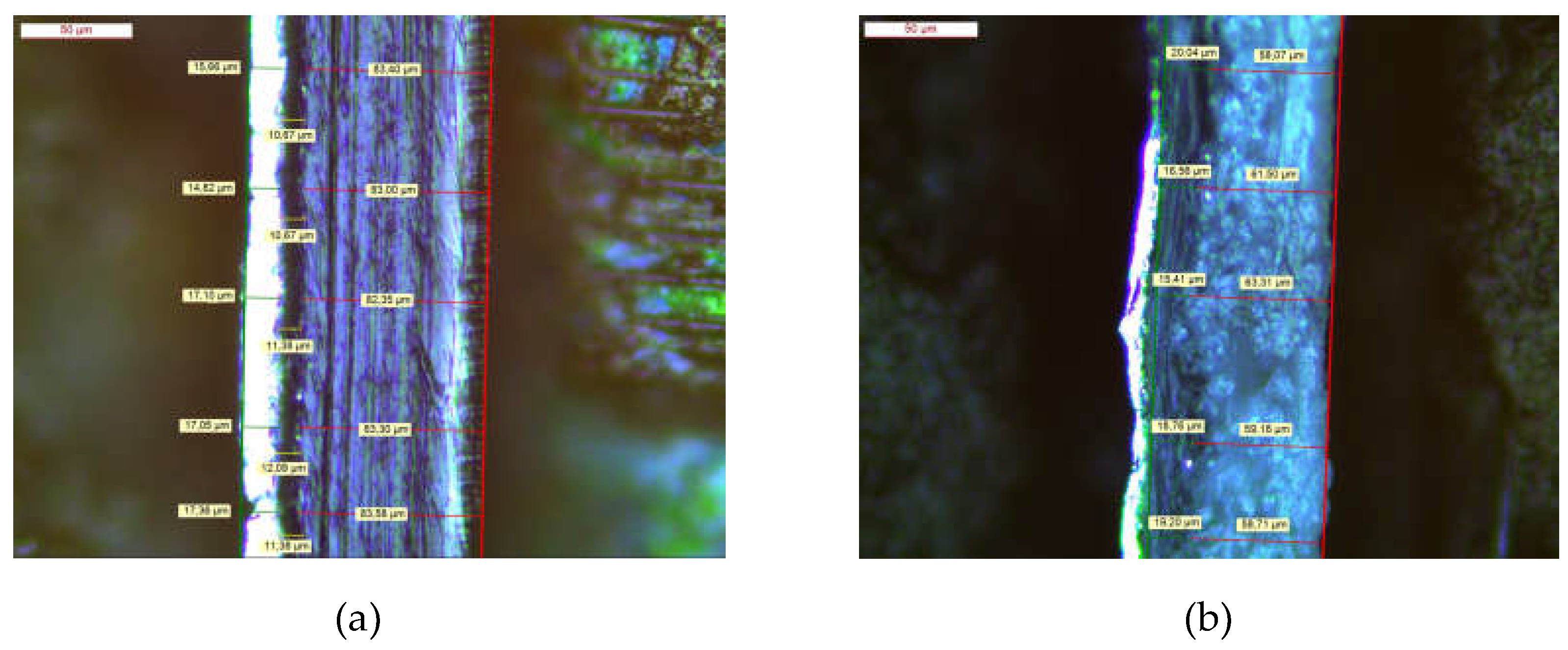
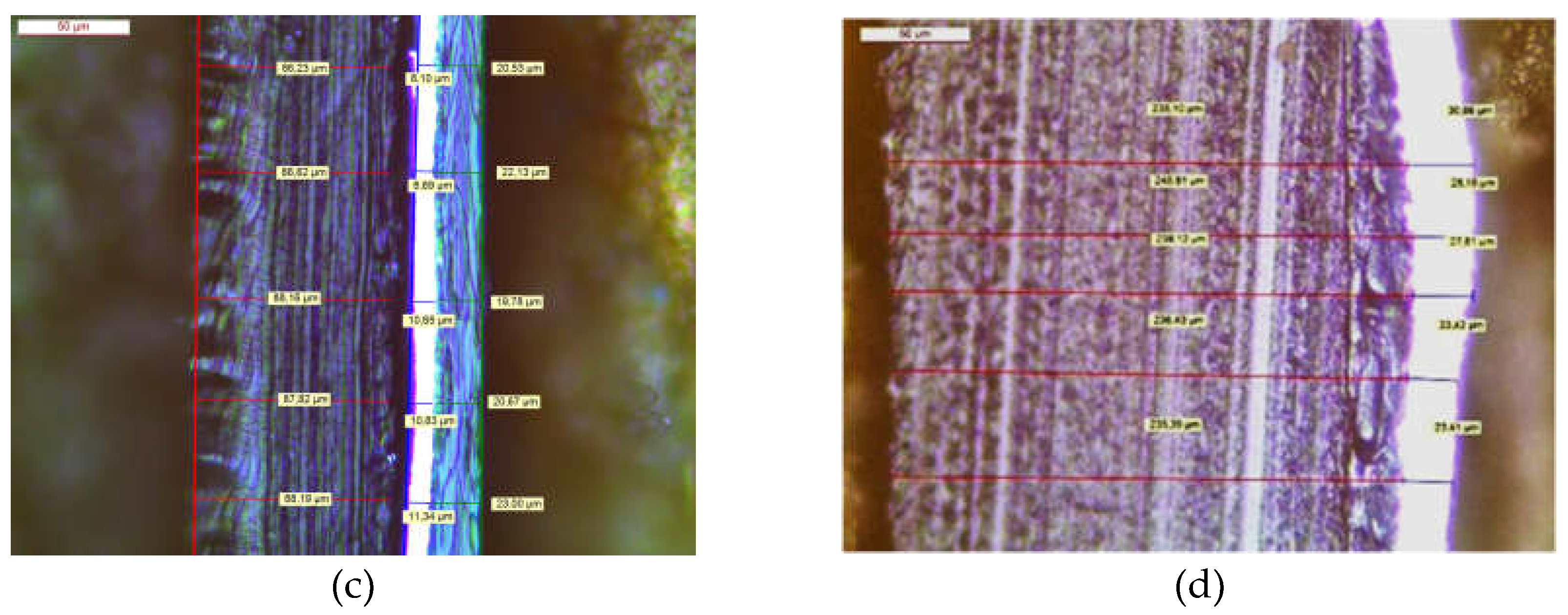
Figure 2.
Combinations of temperature, time and stirrer speed (rpm) (denoted by labels) used in the experimental design.
Figure 2.
Combinations of temperature, time and stirrer speed (rpm) (denoted by labels) used in the experimental design.
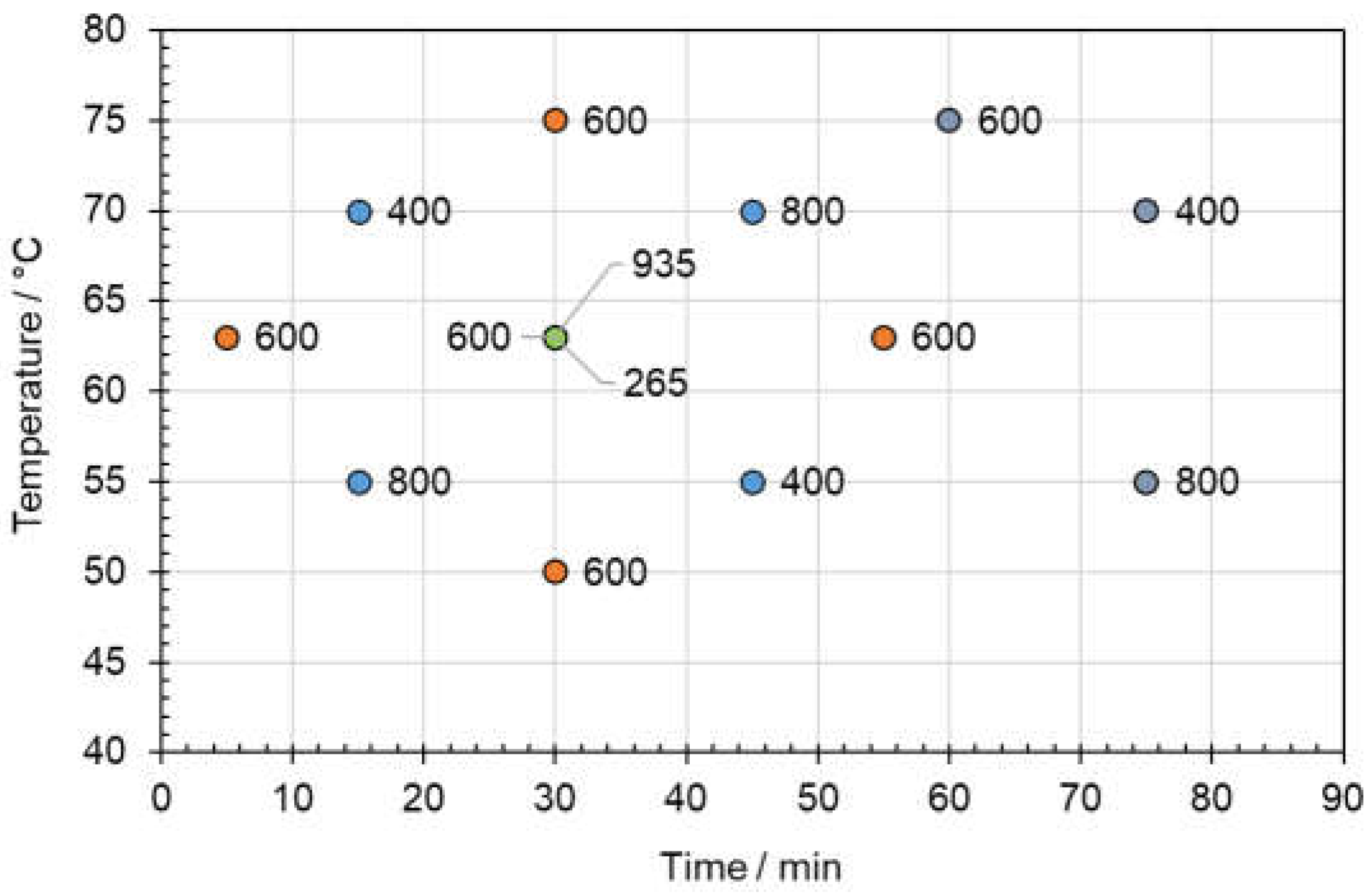
Figure 3.
Radial plots illustrate the results of the screening trials showing the delamination count (out of 10) for each of the packaging materials: (a) PE/Al; (b) Al/PE/Paper; (c) PE/Al/PET and (d) PVC/Lidding Film/Al/Ink.
Figure 3.
Radial plots illustrate the results of the screening trials showing the delamination count (out of 10) for each of the packaging materials: (a) PE/Al; (b) Al/PE/Paper; (c) PE/Al/PET and (d) PVC/Lidding Film/Al/Ink.
Figure 4.
Plots comparing the probability of delamination as a function temperature and time at 600 rpm for: (a) PE from PE/Al; (b) PE/Paper from Al/PE/Paper; (c) PE from PE/Al/PET and (d) PET from PE/Al/PET using thymol: acetic acid.
Figure 4.
Plots comparing the probability of delamination as a function temperature and time at 600 rpm for: (a) PE from PE/Al; (b) PE/Paper from Al/PE/Paper; (c) PE from PE/Al/PET and (d) PET from PE/Al/PET using thymol: acetic acid.
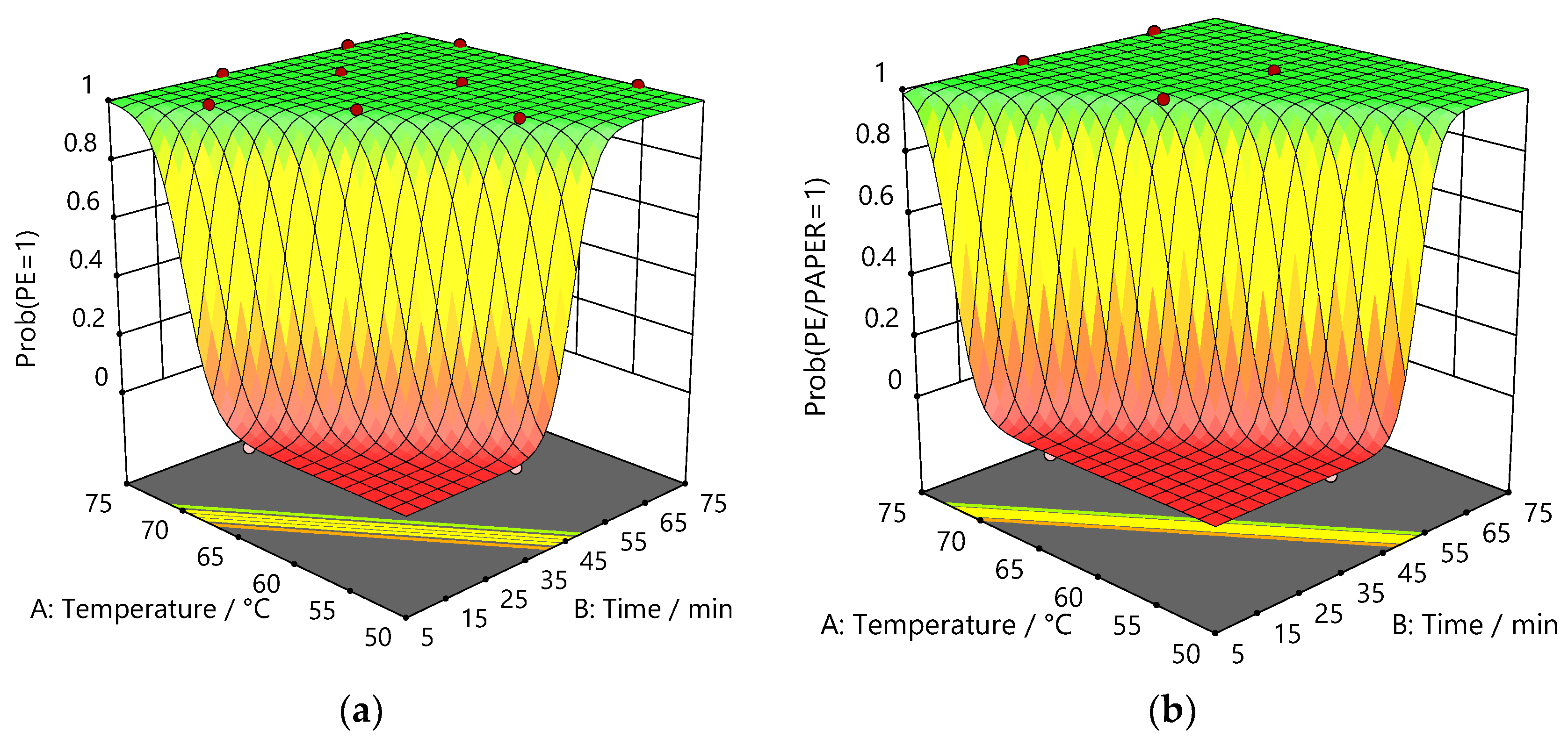
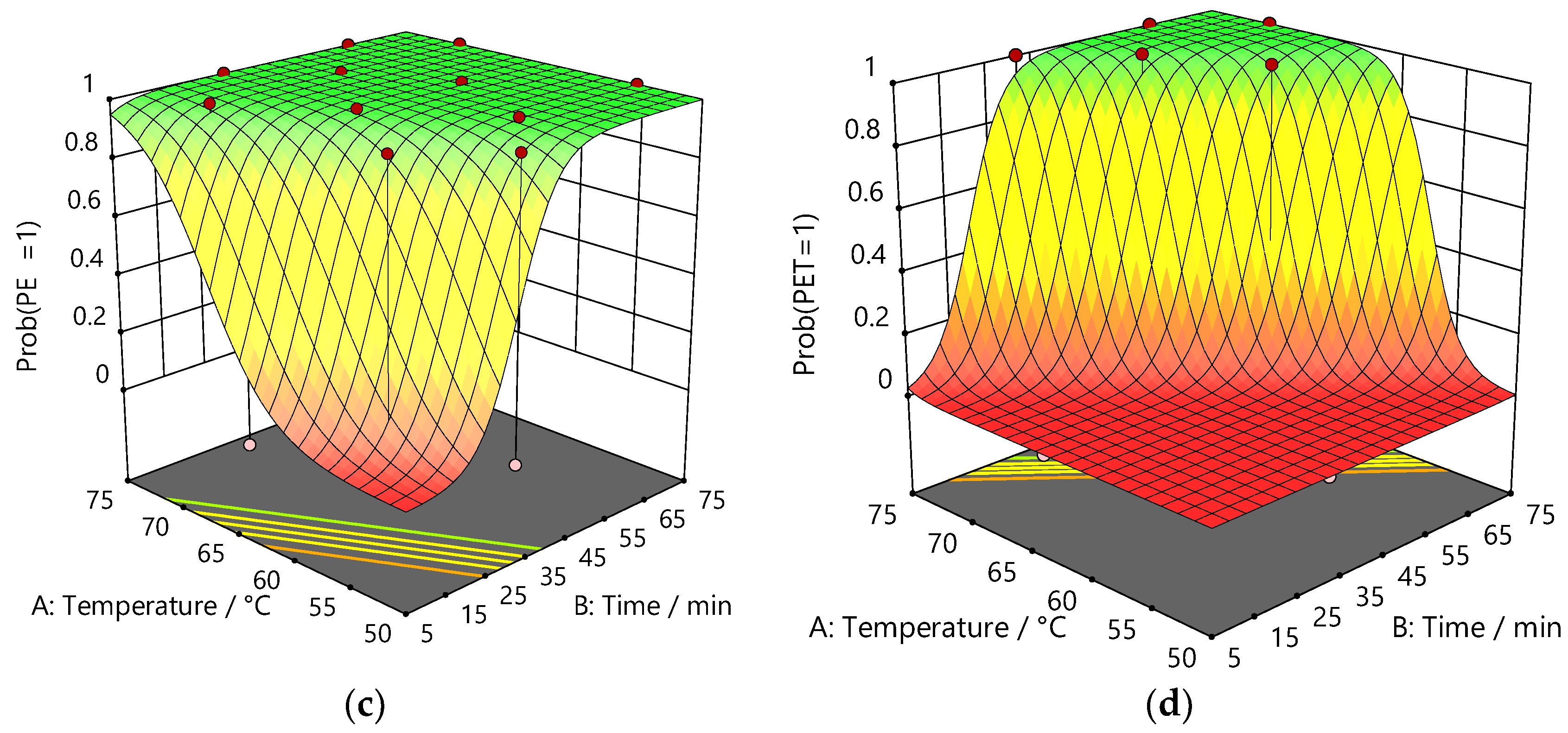
Figure 5.
Plots comparing the probability of delamination of paper from Al/PE/Paper as a function temperature and stirrer speed: (a) at 45 min and (b) at 75 min using betaine: acetic acid.
Figure 5.
Plots comparing the probability of delamination of paper from Al/PE/Paper as a function temperature and stirrer speed: (a) at 45 min and (b) at 75 min using betaine: acetic acid.
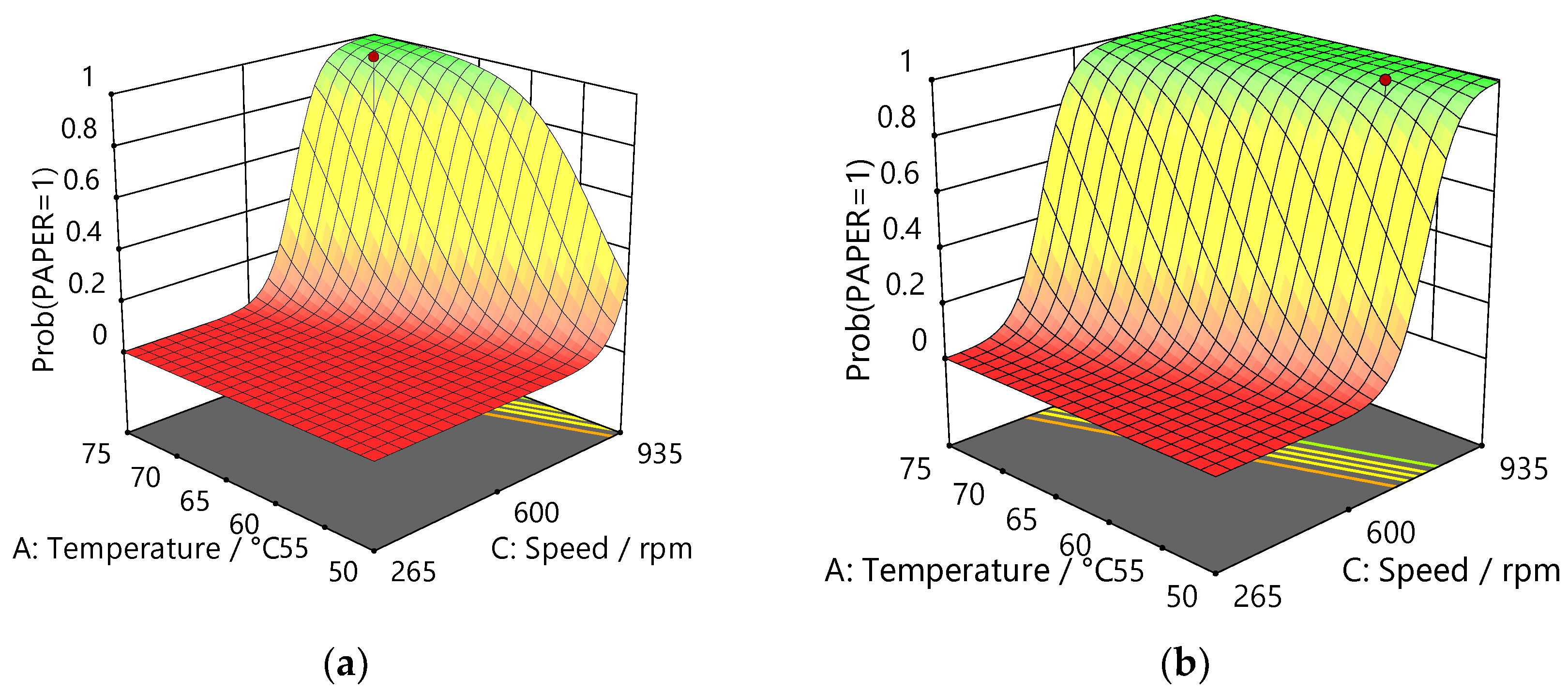
Figure 6.
FTIR Spectra obtained from delaminated films: inner and outer surfaces of (a) PE and (b) PET delaminated with thymol: acetic.
Figure 6.
FTIR Spectra obtained from delaminated films: inner and outer surfaces of (a) PE and (b) PET delaminated with thymol: acetic.
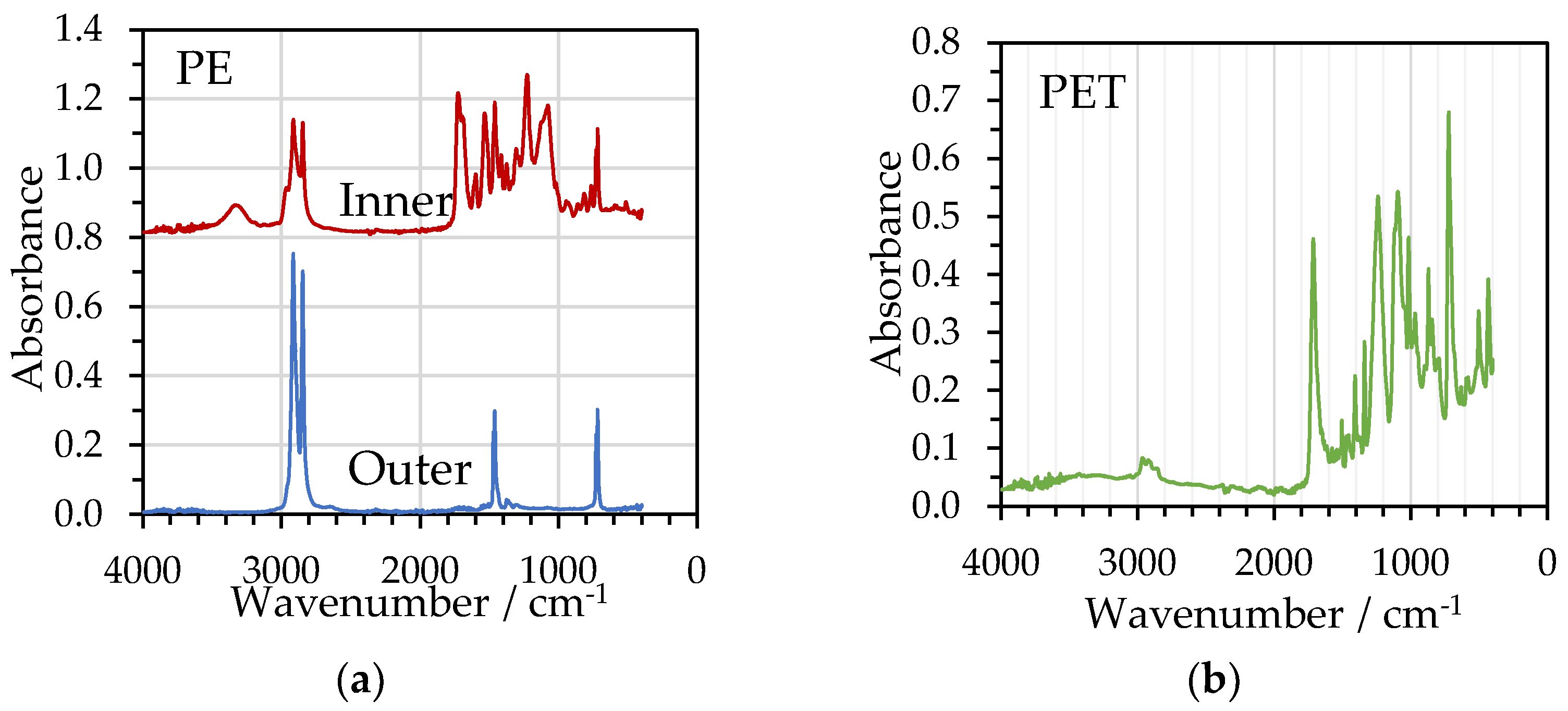
Figure 7.
DSC thermograms obtained from delaminated films: (a) PE from PE/Al; (b) PE from Al/PE/Paper and (c) PET from PE/Al/PET.
Figure 7.
DSC thermograms obtained from delaminated films: (a) PE from PE/Al; (b) PE from Al/PE/Paper and (c) PET from PE/Al/PET.
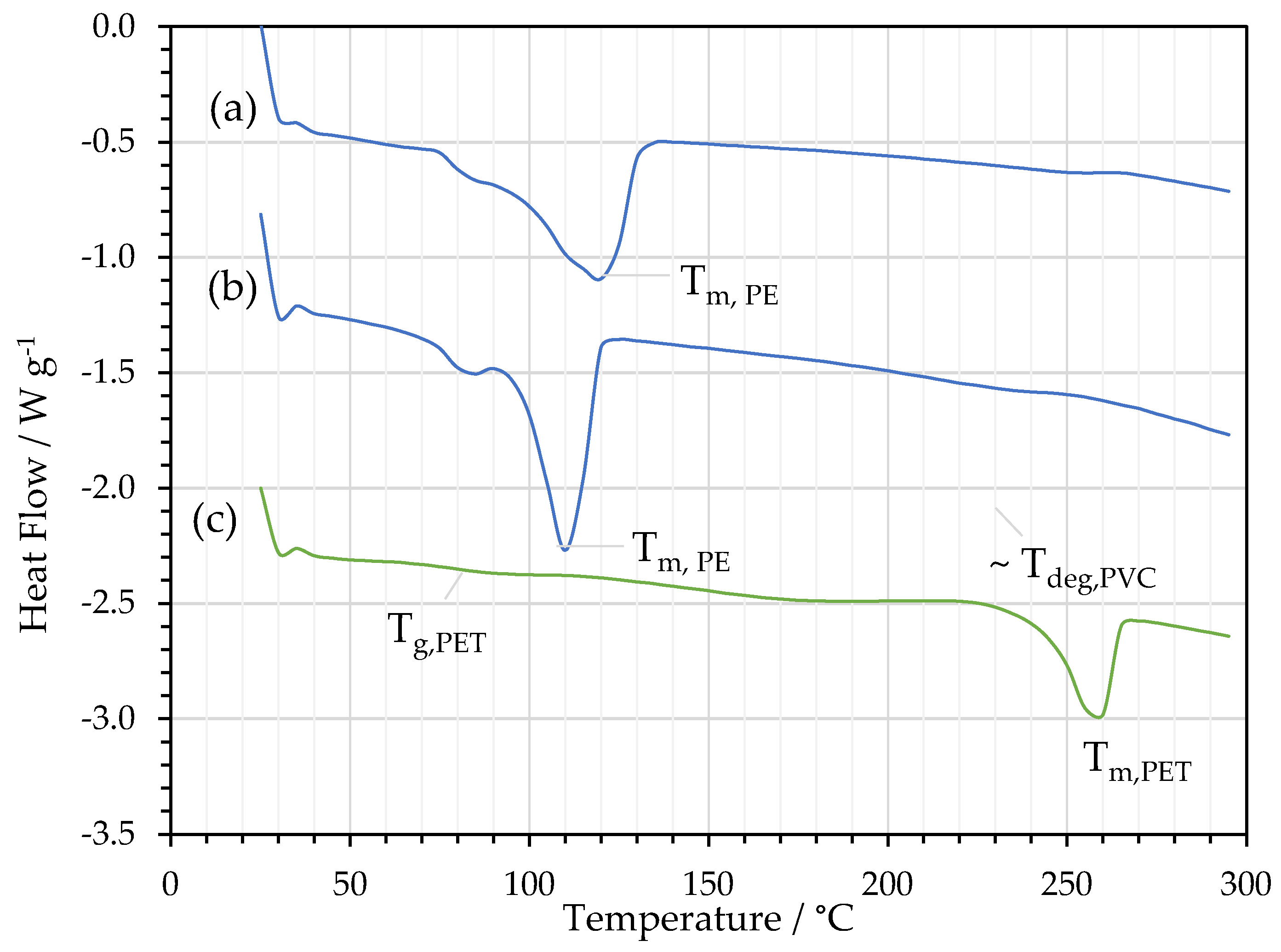

Table 1.
Solvents and molar ratios.
| Solvent | Molar ratio | Water Miscibility |
Density / g cm-3 |
Viscosity / mPa s | Crystallisation Temperature /°C |
| Acetic Acid | - | miscible | 1.049 | 2.4 ± 0.6 | |
| Betaine: Acetic acid | 1:4 | miscible | 1.118 | 41.7 ± 0.7 | Not detected |
| L-Proline: Acetic Acid | 1:3 | miscible | 1.166 | 117 ± 2 | Not detected |
| Propylene Glycol: Acetic Acid | 1:2 | miscible | 1.043 | 16.0 ± 0.5 | Not detected |
| Carvacrol: Acetic Acid | 1:1 | immiscible | 0.993 | 6.9 ± 0.5 | Not detected |
| Eugenol: Acetic Acid | 1:1 | immiscible | 1.061 | 5.0 ± 0.4 | Not detected |
| Guaiacol: Acetic Acid | 1:1 | immiscible | 1.107 | 4.0 ± 0.8 | Not detected |
| Thymol: Acetic Acid | 1:1 | immiscible | 0.991 | 7.0 ± 0.5 | Not detected |
Table 2.
Thickness of component films.
| Material | Film Thickness /μm | ||||
| Al | PVC | PE | PET | Paper | |
| PE/Al | 16 ± 1 | - | 83 ± 1 | - | - |
| Al/PE/Paper | 10 ± 2 | - | 18 ± 2 | - | 58 ± 3 |
| PE/Al/PET | 10 ± 1 | - | 87 ± 1 | 21 ± 1 | - |
| Blister Pack | 26 ± 1 | 211 ± 1 | - | - | - |
Table 3.
The table records the delamination count (out of 10) for the component films from screening experiments with different solvent systems.
Table 3.
The table records the delamination count (out of 10) for the component films from screening experiments with different solvent systems.
| Solvent | Molar Ratio | PE/Al | Al/PE/Paper | PE/Al/PET | Blister Pack | ||||
| PE | PE/Paper | PE | Paper | PE | PET | PVC | Lidding Film | ||
| Acetic Acid | - | 10 | 10a | 10 | 10 | 10 | 10 | 0 | 0 |
| Betaine: Acetic Acid | 1:4 | 0 | 0 | 0 | 10 | 0 | 0 | 0 | 0 |
| L-Proline: Acetic Acid | 1:3 | 0 | 0 | 0 | 10 | 0 | 0 | 0 | 0 |
| Propylene Glycol: Acetic Acid | 1:2 | 9 | 10a | 10 | 10 | 8 | 0 | 0 | 0 |
| Carvacrol: Acetic Acid | 1:1 | 10 | 10a | 2 | 2 | 10 | 5 | 0 | 0 |
| Eugenol: Acetic Acid | 1:1 | 10 | 10 | 0 | 0 | 10 | 7 | 0 | 0 |
| Guaiacol: Acetic Acid | 1:1 | 10 | 10 | 0 | 0 | 10 | 10 | 10 | 10 |
| Thymol: Acetic Acid | 1:1 | 10 | 10 | 0 | 0 | 10 | 10 | 0 | 0 |
a PE/Paper fully delaminated prior to separation of PE and Paper.
Table 4.
Table records the delamination count (out of 10) for the component films from experiments performed under different conditions with thymol: acetic acid.
Table 4.
Table records the delamination count (out of 10) for the component films from experiments performed under different conditions with thymol: acetic acid.
| # | Conditions | PE/Al | Al/PE/Paper | PE/Al/PET | |||||
|---|---|---|---|---|---|---|---|---|---|
| A: Temp. / °C |
B: Time / min |
C: Speed / rpm |
PE | PE/Paper | PE | Paper | PE | PET | |
| 1 | 55 | 45 | 400 | 10 | 0 | 0 | 0 | 10 | 0 |
| 2 | 70 | 15 | 400 | 10 | 0 | 0 | 0 | 10 | 0 |
| 3 | 55 | 15 | 800 | 0 | 0 | 0 | 0 | 5 | 0 |
| 4 | 70 | 45 | 800 | 10 | 10 | 0 | 0 | 10 | 10 |
| 5 | 63 | 30 | 600 | 10 | 10 | 0 | 0 | 10 | 0 |
| 6 | 63 | 55 | 600 | 10 | 10a | 2 | 2 | 10 | 7 |
| 7 | 75 | 30 | 600 | 10 | 10a | 0 | 0 | 10 | 8 |
| 8 | 50 | 30 | 600 | 0 | 0 | 0 | 0 | 3 | 0 |
| 9 | 63 | 5 | 600 | 0 | 0 | 0 | 0 | 0 | 0 |
| 10 | 63 | 30 | 600 | 10 | 10 | 0 | 0 | 10 | 0 |
| 11 | 63 | 30 | 265 | 10 | 0 | 0 | 0 | 10 | 0 |
| 12 | 63 | 30 | 935 | 10 | 10 | 0 | 0 | 10 | 0 |
| 13 | 75 | 60 | 600 | 10 | 10 | 0 | 0 | 10 | 10 |
| 14 | 70 | 75 | 400 | 10 | 10 | 0 | 0 | 10 | 10 |
| 15 | 55 | 75 | 800 | 10 | 10a | 1 | 1 | 10 | 0 |
a PE/Paper fully delaminated prior to separation of PE and Paper.
Table 5.
Summary of significant factors in the linear models for the delamination of PE from PE/Al/, PE/Paper from Al/PE/Paper and, PE and PET from PE/Al/PET using thymol:acetic acid.
Table 5.
Summary of significant factors in the linear models for the delamination of PE from PE/Al/, PE/Paper from Al/PE/Paper and, PE and PET from PE/Al/PET using thymol:acetic acid.
| Factor p-values | |||||
|---|---|---|---|---|---|
| Material | Film | Model | A: Temperature (°C) |
B: Time (min) |
C: Stirrer Speed (rpm) |
| PE/Al | PE | < 0.0001 | < 0.0001 | < 0.0001 | n/a |
| Al/PE/Paper | PE/Paper | < 0.0001 | < 0.0001 | < 0.0001 | < 0.0001 |
| PE/Al/PET | PE | < 0.0001 | < 0.0001 | < 0.0001 | 0.0006 |
| PET | < 0.0001 | < 0.0001 | < 0.0001 | 0.0192 | |
Table 8.
Table records the delamination count (out of 10) for the component films from experiments performed under different conditions with betaine: acetic acid.
Table 8.
Table records the delamination count (out of 10) for the component films from experiments performed under different conditions with betaine: acetic acid.
| # | Conditions | PE/Al | Al/PE/Paper | PE/Al/PET | |||||
|---|---|---|---|---|---|---|---|---|---|
| A: Temp. / °C |
B: Time / min |
C: Speed / rpm |
PE | PE/Paper | PE | Paper | PE | PET | |
| 1 | 70 | 45 | 800 | 0 | 0 | 0 | 10 | 0 | 0 |
| 2 | 55 | 45 | 400 | 0 | 0 | 0 | 0 | 0 | 0 |
| 3 | 63 | 30 | 600 | 0 | 0 | 0 | 0 | 0 | 0 |
| 4 | 70 | 15 | 400 | 0 | 0 | 0 | 0 | 0 | 0 |
| 5 | 75 | 30 | 600 | 0 | 0 | 0 | 1 | 0 | 0 |
| 6 | 63 | 55 | 600 | 0 | 0 | 0 | 0 | 0 | 0 |
| 7 | 55 | 75 | 800 | 0 | 0 | 0 | 10 | 0 | 0 |
| 8 | 75 | 60 | 600 | 0 | 0 | 0 | 3 | 0 | 0 |
| 9 | 70 | 75 | 400 | 0 | 0 | 0 | 0 | 0 | 0 |
| 10 | 55 | 15 | 800 | 0 | 0 | 0 | 0 | 0 | 0 |
| 11 | 70 | 15 | 800 | 0 | 0 | 0 | 0 | 0 | 0 |
| 12 | 70 | 45 | 800 | 0 | 0 | 0 | 10 | 0 | 0 |
| 13 | 63 | 30 | 935 | 0 | 0 | 0 | 3 | 0 | 0 |
| 14 | 63 | 30 | 265 | 0 | 0 | 0 | 0 | 0 | 0 |
| 15 | 50 | 30 | 600 | 0 | 0 | 0 | 0 | 0 | 0 |
a PE/Paper fully delaminated prior to separation of PE and Paper.
Table 9.
Summary of significant factors in the linear models for the delamination of paper from Al/PE/Paper using betaine: acetic acid.
Table 9.
Summary of significant factors in the linear models for the delamination of paper from Al/PE/Paper using betaine: acetic acid.
| Factor p-values | |||||
| Material | Film | Model | A: Temperature (°C) |
B: Time (min) |
C: Stirrer Speed (rpm) |
| Al/PE/Paper | Paper | < 0.0001 | 0.0018 | < 0.0001 | < 0.0001 |
Table 10.
Summary of parameters from the analysis of the DSC thermograms.
| Material | Film | DSC Parameters | |||
|---|---|---|---|---|---|
| Tg / °C |
Tm / °C |
ΔHf / J g-1 |
χc / % |
||
| PE/Al | PE | - | 118 | 103 | 35 |
| Al/PE/Paper | PE | - | 111 | 97.4 | 33 |
| PE/Al/PET | PET | 78 | 257 | 38.2 | 27 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



