
Submitted:
26 July 2024
Posted:
29 July 2024
You are already at the latest version
Abstract
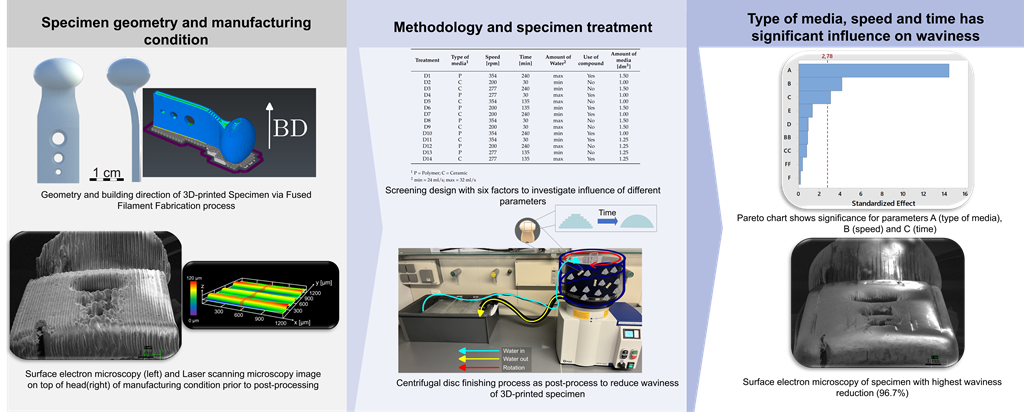
Polyetheretherketone is a promising material for implants due to its good mechanical properties and excellent biocompatibility. Its accessibility to a wide range of applications is facilitated by the ability to process it with an easy-to-use manufacturing process such as Fused Filament Fabrication. The elimination of disadvantages associated with the manufacturing process, such as a poor surface quality, is a main challenge to deal with. As part of the mass finishing process, centrifugal disc finishing has demonstrated good results in surface optimization, making it a promising candidate for post-processing of additively manufactured parts. The objective of this study is to identify the key parameters of the centrifugal disc finishing process on the waviness of additively manufactured PEEK specimen, which has not been investigated yet. Waviness of the specimen was investigated by means of confocal laser scanning microscopy (CLSM), while weight loss was additionally tracked. Six parameters were investigated: type, amount and speed of media, use of compound, amount of water and time. Type of media, time and speed were found to significantly influence waviness reduction and weight loss. Surface electron microscopy images demonstrated the additional effects of deburring and corner rounding. Results on previous studies with specimens made of metal showed similar results. Further investigation is required to optimise waviness reduction and polish parts in a second post-processing step.
Keywords:
PEEK
; fused deposition modeling
; fused filament fabrication
; centrifugal disc finishing
; mass finishing
; 3D printing
; post-processing of 3D printed parts
; surface treatment
; high-performance polymers
; additive manufacturing
1. Introduction
High-performance polymers, such as polyetheretherketone (PEEK) or polyetherketoneketone (PEKK), are becoming increasingly prevalent in both industry and medical environment. Their chemical resistance and low density, coupled with their good mechanical properties and temperature resistance above 300 °C, set them apart from other polymers [1,2]. Additionally, their biocompatibility makes them suitable for use in a wide range of medical applications. Few examples for implants made of PEEK or PEKK include spinal cages, cranial and bone plates and dental implants [1,3,4,5,6,7]. The progressive ban on PFAS in the EU and US and the subsequent search for suitable alternative to fluoropolymers like Polytetrafluoroethylen (PTFE) is a further contributing factor for an increasing interest on high-performance polymers [8]. One of the many different methods to process these high-performance polymers like PEEK is the Fused Filament Fabrication (FFF) process. FFF is regarded as one of the most accessible and cost-effective 3D-printing technologies, although it does present certain limitations in terms of mechanical strength, surface quality and resolution [9,10]. Nevertheless, in the field of medicine, a number of implants have already been manufactured via the FFF process and successfully implanted [11,12]. All of these products take advantage of the mechanical properties of PEEK. However, for possible applications of PEEK in artificial joints tribological properties are of importance. These properties are shown to be comparable to conventional highly cross-linked polyethylen [13]. The biocompatibility of PEEK and its proven suitability as an implant material are highly promising. Consequently, the question of whether a sliding surface made of PEEK is feasible for medical endoprosthesis is of significant relevance, and has already been subject of research several times in the case of conventionally manufactured PEEK surfaces [13,14,15,16]. However, there are a number of challenges due to the 3D-printing manufacturing process that need to be addressed. One limitation for components produced using the FFF method is the staircase effect, which is caused by the layer-by-layer deposition of polymer materials. A variety of approaches exist for enhancing the surface quality of parts manufactured via the FFF process. Improvements to printing parameters or the implementation of chemical, mechanical or thermal post-processing methods represent a number of general techniques that have already been developed and tested. These include reducing layer height [17], vaporising with acids [18], ironing [19] and milling [20], which have been identified as promising approaches for achieving high surface qualities. One of the many methods in the mechanical post-processing is the mass finishing process. This procedure is already well established in both the medical and automotive industries for its ability of deburring, raidiusing, removal of production residues and surface smoothing [21,22]. It also offers a high material removal rate that is ideal for removing surface irregularities caused by the manufacturing process [23]. As part of this mechanical finishing technique, centrifugal disc finishing offers several additional benefits, such as ease of use, speed of operation and low cost [24]. Due to the absence of any relevant studies including centrifugal disc finishing process (CDFP) and PEEK parts produced by FFF, the objective is to examine the impact of centrifugal disc finishing on FFF-produced PEEK parts on waviness as an initial post-processing step and identify the most influential parameters to reduce their waviness caused by the manufacturing process.
2. Materials and Methods
2.1. 3D-Printing Specimen
The geometry used for the 3D printed sample has both concave and convex shapes with a round head on top (Figure 1). As the study is related to an additively manufactured temporomandibular joint (TMJ), this is the main reason for the shape of the specimen.
The selected geometry has the advantage of showing if the post-process can handle both shapes or if it is dependent on the geometry. Siemens NX CAD software (Version: 2015 (build: 2202), Siemens Industry Software Inc., Plano, USA) was used for designing of the specimen. Following the export of the geometry data as an STL file, it underwent transformation into 3D-printable data. Simplify3D (Simplify3D, LLC., Version: 5.1.2, Cincinnati, USA) served as the slicing software, generating the necessary gcode file for printing. The prints were executed using the Apium M220 Fused Filament Fabrication (FFF) 3D printer (Apium Additive Technologies GmbH, M220, Karlsruhe, Germany). Apium PEEK 4000 Natural filament (diameter: , density: 1.3 g/cm³, melt temperature: 340 °C) was selected as filament material. Consistency was maintained across all specimens by utilizing uniform parameters, including speed (2000 mm/min), nozzle temperature (485 °C), bed temperature (130 °C), number of perimeters (3), and infill (100%). Each print job produced four samples.
2.2. Centrifugal Disc Finishing Process
The setup for carrying out the CDFP essentially consist of three components (Figure 2).
- The centrifugal disc finishing machine (OTEC Präzisionsfinish GmbH, ECO-MAXI, Straubenhardt-Conweiler, Germany)
- The abrasive media
- A sedimentation box with a pump to reuse water
Adjustable machine parameters are the amount of water flow, grinding time as well as speed. Two abrasive media were used in this study. The first was a prism-shaped ceramic-based media (Hoffmann Supply Chain GmbH, Garant 1010T Rough, Nuremberg, Germany) made of corundum. The second was a pyramid-shaped polymer-based media (Hoffmann Supply Chain GmbH, Garant 1010P Rough, Nuremberg, Germany) made of a polymer matrix with embedded corundum particles. The ceramic-based media are designed for high abrasiveness and high durability, while the ceramic-based media are specifically intended for use on plastics. Both are claims made by the manufacturer. Given the different shape and type of material of the abrasive media only general influence of this parameter will be investigated. Furthermore the amount of the media and the use of plastic compound (Hoffmann Supply Chain GmbH, Garant PLASTIC, Nuremberg, Germany) were selected as potentially influential parameters. Previous studies with metallic specimen showed additional parameters like slope angle of the disc, which were excluded as they could not be adjusted in the given setup [24]. Each grinding treatment was performed once, with three specimen post-processed at the same time. After each treatment the machine as well as the settling box were cleaned and the abrasive media were replaces. Each treatment was performed with fresh abrasive media and fresh water.
2.3. Specimen Preparation
After both, production and post-processing, a cleaning procedure was necessary to remove any residues of the respective process. Therefore an ultrasonic cleaner (Elma Schmidbauer GmbH, Elmasonic P60H, Singen, Germany) and an oven (Memmert GmbH + Co. KG, UF160 Plus, Schwabach, Germany) as well as cleaning agent and acetone were used. The cleaning agent was prepared by mixing a ratio of 1:10 compound to water. Acetone was used to remove any polymer-media-based residue of the post-processing on the surface of the specimen, as the polymer media is soluble in acetone. For the cleaning process itself constant frequency and curve types were used (frequency: 80 Hz, power: 100 , design: sweep). In order to ensure consistency, all specimens were cleaned the same way before each weight or surface measurement. The following procedure has proven itself in the course of several preliminary tests:
- Ultrasonic cleaning for one hour at room temperature with acetone
- Ultrasonic cleaning for four hours at 80 °C with cleaning agent
- Ultrasonic cleaning for one hour with deionized water at 80 °C
- Drying at 100 °C for eight hours
2.4. Weight Measurements
Weight of each specimen was measured before and after post-processing. The weight was determined by means of a precision scale (Sartorius, LA 310S, Göttingen, Germany), while each specimen was measured twice.
2.5. Surface Waviness Measurements
Prior to post-processing and after cleaning, the surface waviness at the top of the specimen head (Figure 1) was examined using a confocal laser scanning microscope (CLSM; Olympus, OLS4000, Tokyo, Japan). For repeatability a positioning guide was manufactured and used. This ensures to measure the same area (200 x 200 ) before and after the treatment. Afterwards the measured data were filtered for noises and inclination within the Olympus Lext software (Olympus, Lext OLS4000, Version: 2.2.6, Tokyo, Japan). In order to determine the waviness of the different samples, it is necessary to remove the c and f components of the primary profile of the measured surface [25]. These cutoff values were defined as c = 80 and f = 800 . The resulting waviness profile represents the long-wave component of the primary profile and was used to calculate the arithmetic mean Sa (Figure 3).
2.6. Experimental Design
In order to examine the influence of different parameters of the CDFP on PEEK parts while using a minimum of samples and treatments, a statistical design method was selected. A definitive screening design (DSD) can show the mean and quadratic effects [26] and was designed by means of the software Minitab (Minitab 18, Minitab. Inc, Pennsylvania, USA). Six factors (type of media, speed, time, amount of water, use of compound and amount of media) were selected as input variables, while weight loss and waviness deviation were the response variables. The selection of these factors was based on previous findings [24] and the possibility of implementation within the given system. The number of treatments n was determined for even number of factors m by n = 2m+1 [27]. As three of the six factors (type of media, amount of water, use of compound) were determined as categorical, see Table 1, an additional centre point and treatment was added. Consequently, the total number of treatments increased to 14. Even though the DSD is typically used with only continuous factors, it has been demonstrated that the inclusion of categorical variables is permissible [28,29]. Each treatment is conducted with three specimens, resulting in a total of 42 specimens being examined. Afterwards the 3D-printed specimens were randomly distributed to the respective treatments.
To generate response variables for each treatment for weight loss as well as for waviness reduction the mean value of each treatment (three specimens per treatment) was calculated. The deviation in percent from the initial value was then calculated according to the formula 1.
Using these response variables of waviness reduction and weight loss an Analysis of Variance (ANOVA) was used to determine the statistical significance of each input factor. The normal distribution (Anderson-Darling-Test) of the residuals and the equality of variance (F-Test or Bartlett´s-Test) were checked as part of the ANOVA as well. As these two conditions are essential for the interpretation of the results, they had to be fulfilled [30]. If they were not met, the response variable was transformed using the Box-Cox transformation, which is an appropriate method for correcting non-normal distributions and non-equal variances [30,31].
3. Results and Discussion
3.1. Statistical Analysis
This study investigated the effect of six different CDFP parameters on the surface waviness reduction and weight loss of 3D-printed PEEK samples. Each response is statistically analysed for its significant process parameters using an Analysis of Variance of the Design of Experiments scheme. The significance level was set at p = 0.05, so all p-values lower consider a significant effect of the parameter.
Box-Cox transformation for both waviness reduction () and weight loss data () were performed. Normally distributed data (Waviness reduction: p = 0.076; weight loss: p = 0.242) and equality of variance (Table A1) were checked for all parameter-answer combinations. The ANOVA (Table 2) revealed significant main effects on waviness reduction for type of media (p = 0.000), speed (p = 0.014) and time (p = 0.037). For the purpose of analysing weight loss, the same three main effects were found to be significant as type of media (p = 0.000), speed (p = 0.004) and time (p = 0.001). Both answer parameters show the same statistical significant parameters while the process time has a higher influence on weight loss of the specimen.
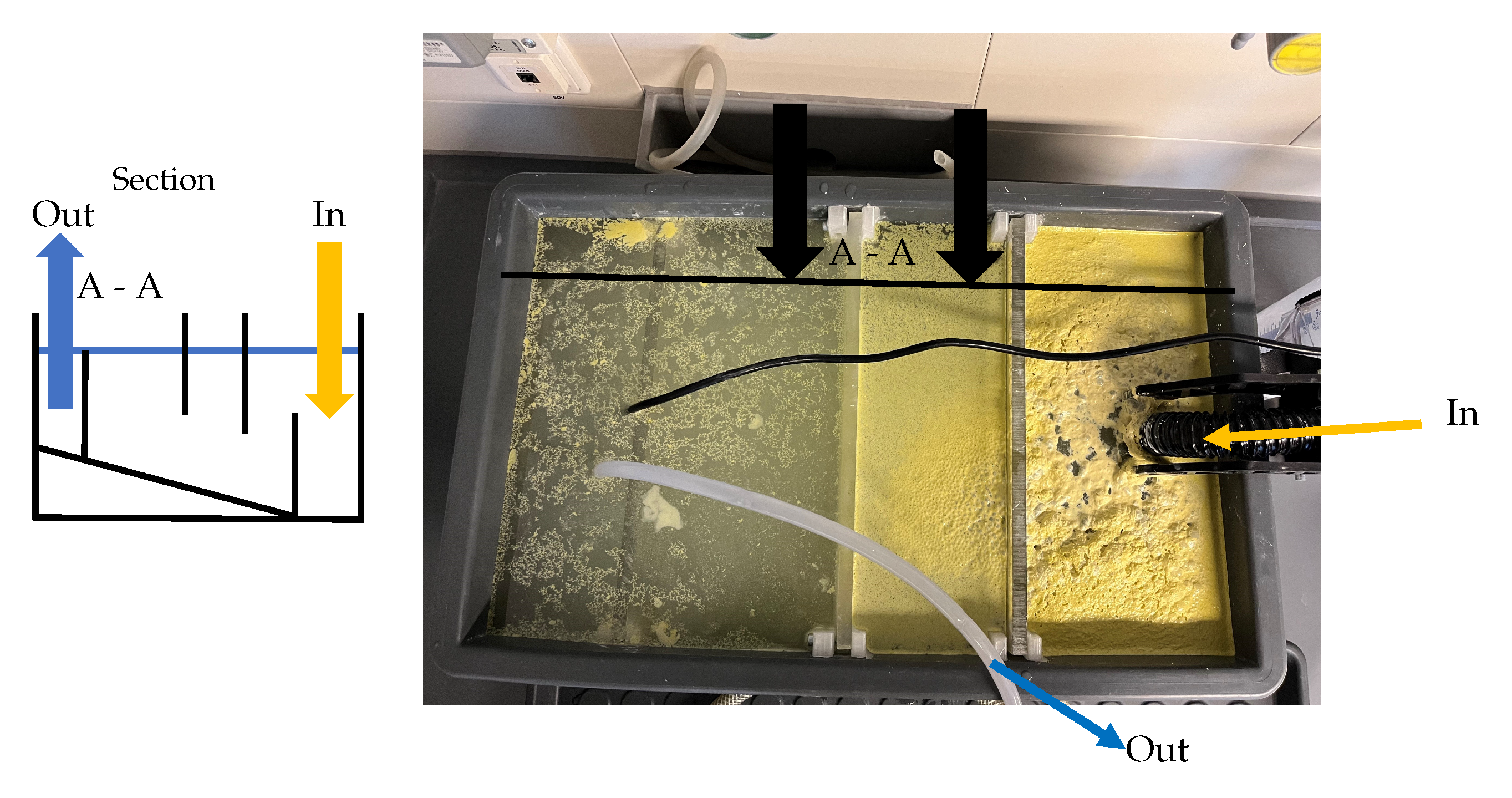
An investigation of mass finishing process on aerospace parts made of a titanium alloy showed similar findings with high influence of the process time and media type. However, in this study the process time has an higher influence on the measured roughness value than the media type [32], which is vice versa to the results in Table 2. In their study, Djender and colleagues demonstrated that the speed and size of the abrasive media have a significant impact on the characteristics of metal surfaces. Additionally, they found that the amount of media has no notable influence on the outcomes [24]. Our study on additively manufactured PEEK surfaces revealed same results for waviness reduction. It may be that results of metal surface treatment studies can be effectively transferred to the polymer surface treatments. The use of compound and any quadratic effects have no significant influence on neither waviness reduction nor weight loss. But, even if ANOVA did not show significant effect of compound on process outcome, use of compound is recommended. The use of plastic media in the absence of a compound resulted in the formation of excessive foam (Figure A1, which led to significant contamination of equipment which led to high cleaning effort to prevent contamination in further treatments. Contamination with particles of previous treatments may compromise the stability of the process.
An examination of Figure 4 reveals the significance of the type of media parameter. The mean Sa values differ drastically between the different treatments. In general, the waviness value of all specimens was reduced by post-processing, despite the differing amounts by which Sa changed.
The lowest Sa values relative to their initial values were obtained for D3, D5, D7, D11 and D14. The standard deviation for those treatment combinations was also reduced, indicating a leveling effect. These treatments were all performed with ceramic media. Figure 5 visualises the differences in surface quality depending on the process parameters per treatment and underpins the measured Sa values. Flattening the uneven surface of the sample caused by the printing process, the ceramic triangles are more abrasive than the polymer pyramids. Mean Sa values for all treatments with ceramic media are in the range of µm (Treatment D2, Waviness Reduction: %) to µm (Treatment D3: %) after post-processing. Sa values for treatment with polymer media are in a range of µm (Treatment D12: %) to µm (Treatment D10: %) .
As the choice of the medium (type, shape and size) is crucial for the surface characteristics, as evidenced by Holzknecht [21] and Kopp and Uhlmann [23], the significance of the type of media parameter in the present study is as expected. However, the individual influence of the shape and size of the media were not part of this investigation, being included in the type of media parameter.
In their study, Djender et al. found that a low or high rotational speed in a CFDP results in an increase in roughness. They recommended an optimum between minimum and maximum speed values [24]. As our study is observing the waviness reduction on a specimen with a distinctive staircase effect and not the roughness reduction, a high material removal is necessary. It was found that weight loss was exponentially correlated with low waviness values Figure 4. For treatments D9 and D11, an increase in speed (D9 = 200 rpm, D11 = 354 rpm) with equal significant parameters (type of media and time) led to an increased waviness reduction. This suggests that maximising the speed parameter leads to a lower waviness.
3.2. Optical Analysis
Upon visual inspection of the images taken with a surface electron microscope (Zeiss, LEO 1455VP, Oberkochen), it becomes evident that the peaks are removed first during post-processing, followed by the valleys. The extent of material removal is contingent upon the abrasiveness of the medium and the treatment setup (process time, speed). When these parameters are sufficient, the surface exhibits a smooth and filled finish, lacking the typical waviness in FFF printing caused by layer by layer extrusion. Conversely, if the parameters are insufficient, the individual print layers remain visible. A further observation of the CDF process is the deburring and corner rounding effect of this post-processing technique. Sharp edges and burrs of the manufacturing process were rounded, whereof a small change in geometry is resulted. This has to be reminded in case of high precision requirements. The lowest waviness was achieved with treatment D3, as illustrated in Figure 5 which compares the pre- and post-process states. The individual layers are no longer visible, and the resulting surface appears to be that of a bulk material.
A notable aspect of the optical analysis is the extent of post-processing, which is visible in Figure 6. While in some areas the various layers deposited during the manufacturing process are no longer visible, in others they remain unaltered. The unprocessed areas are located at the lower extremities and convex areas of the specimen. Longer processing, enhanced grinding performance, or modification of the media geometry, which can also reach the narrow gaps, could result in a smoother and less wavy surface. It can be posited that a superior outcome of the manufacturing process may result in comparable post-processing outcomes across the entire specimen geometry.
4. Conclusions
Additively manufactured parts via the FFF process show a high degree of waviness. In order to reduce this waviness for functional parts different post-processes are necessary. The mass finishing and especially the CDFP is an suitable method to improve the surface characteristics for these parts. Following conclusions can be drawn:
- The waviness was reduce by up to 98 by centrifugal disc finishing, even if process parameters are not optimized yet.
- Centrifugal Disc finishing can reduce waviness of additively manufactured PEEK parts
- Significant process parameters of CDFP for weight loss and waviness reduction are typ of media, speed and time
- Waviness reduction correlates with weight loss exponential
- Centrifugal Disc finishing has a leveling effect when material removal is high enough
- Use of compound is recommended for process stability reasons
- The more even the surface after manufacturing, the more even the surface after post-processing. Good manufacturing parameters are highly recommended.
Author Contributions
Conceptualization, J.Z.; methodology, J.Z., N.M., F.N.; software, J.Z., U.S.; validation, J.Z; formal analysis, J.Z, N.M., F.N.; investigation, J.Z., N.M..; resources, T.S.; data curation, J.Z.; writing—original draft preparation, J.Z; writing—review and editing, M.G., U.S., F.N., T.S.; visualization, J.Z., M.G., U.S.; supervision, T.S.; project administration, J.Z.; funding acquisition, T.S.;
Funding
This research was funded by Regensburg Center of Health Sciences and Technology (RCHST) and Regensburg Center of Biomedical Engineering (RCBE) as well as Bayerisches Wissenschaftsforum (BayWISS).
Informed Consent Statement
Not applicable.
Data Availability Statement
The raw data supporting the conclusions of this article will be made available by the authors on request.
Acknowledgments
The authors acknowledge the support of Alexander Bartsch and Philipp Lulla (Laboratory for Medical Devices, Technical University of Applied Sciences Regensburg, Regensburg, Germany) for their insight and feedback on this publication.
Conflicts of Interest
The authors declare no conflicts of interest.
Abbreviations
The following abbreviations are used in this manuscript:
| DSD | Definitive Screening Design |
| DOE | Design of Experiment |
| PEEK | Polyetheretherketone |
| PEKK | Polyetherketoneketone |
| CDFP | Centrifugal Disc Finishing Process |
| FFF | Fused Filament Fabrication |
| SEM | Scanning Electron Microscope |
| CLSM | Confocal Laser Scanning Microscope |
| ANOVA | Analysis of Variance |
| TMJ | Tempormandibular Joint |
Appendix A
Figure A1.
Schematic section view of sedimentation box. Foam formation as polymer media used without compound.
Figure A1.
Schematic section view of sedimentation box. Foam formation as polymer media used without compound.
Appendix B.

Table A1.
Results of test for equal variances for all parameter-answer combinations.
| Answer | Parameter | Method | p-value |
|---|---|---|---|
| Waviness Reduction | |||
| Type of media | F-Test | 0.772 | |
| Speed | Bartlett | 0.900 | |
| Time | Bartlett | 0.851 | |
| Amount of water | F-Test | 0.776 | |
| Use of compound | F-Test | 0.908 | |
| Amount of media | Bartlett | 0.853 | |
| Weight loss | |||
| Type of media | F-Test | 0.741 | |
| Speed | Bartlett | 0.632 | |
| Time | Bartlett | 0.796 | |
| Amount of water | F-Test | 0.575 | |
| Use of compound | F-Test | 0.910 | |
| Amount of media | Bartlett | 0.964 |
References
- Verma, S.; Sharma, N.; Kango, S.; Sharma, S. Developments of PEEK (Polyetheretherketone) as a biomedical material: A focused review. European Polymer Journal 2021, 147, 110295. [Google Scholar] [CrossRef]
- Mian, S.H.; Moiduddin, K.; Elseufy, S.M.; Alkhalefah, H. Adaptive Mechanism for Designing a Personalized Cranial Implant and Its 3D Printing Using PEEK. Polymers 2022, 14, 1266. [Google Scholar] [CrossRef] [PubMed]
- Najeeb, S.; Zafar, M.S.; Khurshid, Z.; Siddiqui, F. Applications of polyetheretherketone (PEEK) in oral implantology and prosthodontics. Journal of Prosthodontic Research 2016, 60, 12–19. [Google Scholar] [CrossRef] [PubMed]
- Siewert, B.; Plaza-Castro, M.; Sereno, N.; Jarman-Smith, M. Applications of PEEK in the Dental Field. In PEEK Biomaterials Handbook; Elsevier, 2019; pp. 333–342. [CrossRef]
- Haleem, A.; Javaid, M. Polyether ether ketone (PEEK) and its 3D printed implants applications in medical field: An overview. Clinical Epidemiology and Global Health 2019, 7, 571–577. [Google Scholar] [CrossRef]
- Berg-Johansen, B.; Lovald, S.; Altiok, E.; Kurtz, S.M. Applications of Polyetheretherketone in Arthroscopy. In PEEK Biomaterials Handbook; Elsevier, 2019; pp. 291–300. [CrossRef]
- Altiok, E.; Berg-Johansen, B.; Lovald, S.; Kurtz, S.M. Applications of Polyetheretherketone in Craniomaxillofacial Surgical Reconstruction. In PEEK Biomaterials Handbook; Elsevier, 2019; pp. 319–331. [CrossRef]
- Ozben, T.; Fragão-Marques, M.; Tomasi, A. A comprehensive review on PFAS including survey results from the EFLM Member Societies. Clinical Chemistry and Laboratory Medicine (CCLM) 2024, 62, 1070–1079. [Google Scholar] [CrossRef] [PubMed]
- Baek, I.; Kwon, O.; Lim, C.M.; Park, K.Y.; Bae, C.J. 3D PEEK Objects Fabricated by Fused Filament Fabrication (FFF). Materials 2022, 15, 898. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Composites Part B: Engineering 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Wang, L.; Yang, C.; Sun, C.; Yan, X.; He, J.; Shi, C.; Liu, C.; Li, D.; Jiang, T.; Huang, L. Fused Deposition Modeling PEEK Implants for Personalized Surgical Application: From Clinical Need to Biofabrication. International Journal of Bioprinting 2022, 8, 615. [Google Scholar] [CrossRef] [PubMed]
- Dua, R.; Rashad, Z.; Spears, J.; Dunn, G.; Maxwell, M. Applications of 3D-Printed PEEK via Fused Filament Fabrication: A Systematic Review. Polymers 2021, 13, 4046. [Google Scholar] [CrossRef] [PubMed]
- Brockett, C.L.; Carbone, S.; Fisher, J.; Jennings, L.M. PEEK and CFR-PEEK as alternative bearing materials to UHMWPE in a fixed bearing total knee replacement: An experimental wear study. Wear 2017, 374-375, 86–91. [Google Scholar] [CrossRef]
- Kurtz, S.M.; Nevelos, J. PEEK Bearing Materials for Total Joint Replacement. In PEEK Biomaterials Handbook; Elsevier, 2019; pp. 403–418. [CrossRef]
- Baykal, D.; Siskey, R.; Underwood, R.J.; Briscoe, A.; Kurtz, S.M. Biotribology of PEEK Bearings in Multidirectional Pin-on-Disk Testers. In PEEK Biomaterials Handbook; Elsevier, 2019; pp. 385–401. [CrossRef]
- Stratton-Powell, A.A.; Pasko, K.M.; Lal, S.; Brockett, C.L.; Tipper, J.L. Biologic Responses to Polyetheretherketone (PEEK) Wear Particles. In PEEK Biomaterials Handbook; Elsevier, 2019; pp. 367–384. [CrossRef]
- Pulipaka, A.; Gide, K.M.; Beheshti, A.; Bagheri, Z.S. Effect of 3D printing process parameters on surface and mechanical properties of FFF-printed PEEK. Journal of Manufacturing Processes 2023, 85, 368–386. [Google Scholar] [CrossRef]
- Castro-Casado, D. Chemical treatments to enhance surface quality of FFF manufactured parts: a systematic review. Progress in Additive Manufacturing 2021, 6, 307–319. [Google Scholar] [CrossRef]
- Alzyod, H.; Takacs, J.; Ficzere, P. Improving surface smoothness in FDM parts through ironing post-processing. Journal of Reinforced Plastics and Composites 2024, 43, 671–681. [Google Scholar] [CrossRef]
- Guo, C.; Liu, X.; Liu, G. Surface Finishing of FDM-Fabricated Amorphous Polyetheretherketone and Its Carbon-Fiber-Reinforced Composite by Dry Milling. Polymers 2021, 13, 2175. [Google Scholar] [CrossRef] [PubMed]
- Holzknecht, E. Everything you need to know about mechanical/mass finishing. Metal Finishing 2009, 107, 27–31. [Google Scholar] [CrossRef]
- Bartsch, A.; Burger, M.; Grad, M.; Esper, L.; Schultheiß, U.; Noster, U.; Schratzenstaller, T. Enhancement of laser cut edge quality of ultra-thin titanium grade 2 sheets by applying an in-process approach using modulated Yb:YAG continuous wave fiber laser. Discover Mechanical Engineering 2023, 2, 10. [Google Scholar] [CrossRef]
- Kopp, M.; Uhlmann, E. Prediction of the Roughness Reduction in Centrifugal Disc Finishing of Additive Manufactured Parts Based on Discrete Element Method. Machines 2022, 10, 1151. [Google Scholar] [CrossRef]
- Djender, K.; Hamouda, K.; Keddam, M.; Amrou, M. Statistical modelling and optimisation of the factors affecting the surface roughness of C45 steel treated by the centrifugal disk mass finishing process. International Journal of Materials Engineering Innovation 2020, 11, 70. [Google Scholar] [CrossRef]
- Pike-Wilson, E.; Karayiannis, T. Flow boiling of R245fa in 1.1 mm diameter stainless steel, brass and copper tubes. Experimental Thermal and Fluid Science 2014, 59, 166–183. [Google Scholar] [CrossRef]
- Kleppmann, W. Versuchsplanung: Produkte und Prozesse optimieren, 9., überarbeitete auflage ed.; Praxisreihe Qualitätswissen, Hanser: München Wien, 2016. [Google Scholar]
- Jones, B.; Nachtsheim, C.J. A Class of Three-Level Designs for Definitive Screening in the Presence of Second-Order Effects. Journal of Quality Technology 2011, 43, 1–15. [Google Scholar] [CrossRef]
- Jones, B.; Nachtsheim, C.J. Definitive Screening Designs with Added Two-Level Categorical Factors. Journal of Quality Technology 2013, 45, 121–129. [Google Scholar] [CrossRef]
- Alhelali, M.H.; Georgiou, S.D.; Stylianou, S. Screening designs based on weighing matrices with added two-level categorical factors. Journal of Quality Technology 2020, 52, 168–181. [Google Scholar] [CrossRef]
- Vera Candioti, L.; De Zan, M.M.; Cámara, M.S.; Goicoechea, H.C. Experimental design and multiple response optimization. Using the desirability function in analytical methods development. Talanta 2014, 124, 123–138. [Google Scholar] [CrossRef] [PubMed]
- Kraber, S. Improving Your DOE - Analysis with Response Transformations. Journal of Plastic Film & Sheeting 2022, 38, 15–20. [Google Scholar] [CrossRef]
- Vijayaraghavan, V.; Castagne, S. Measurement of surface characteristics of Ti6Al4V aerospace engineering components in mass finishing process. Measurement 2018, 115, 279–287. [Google Scholar] [CrossRef]
Figure 1.
Illustration of specimen geometry and building direction (BD) on the left; Black rectangle shows area of waviness measurement with unfiltered 3D height profile on the right.
Figure 1.
Illustration of specimen geometry and building direction (BD) on the left; Black rectangle shows area of waviness measurement with unfiltered 3D height profile on the right.
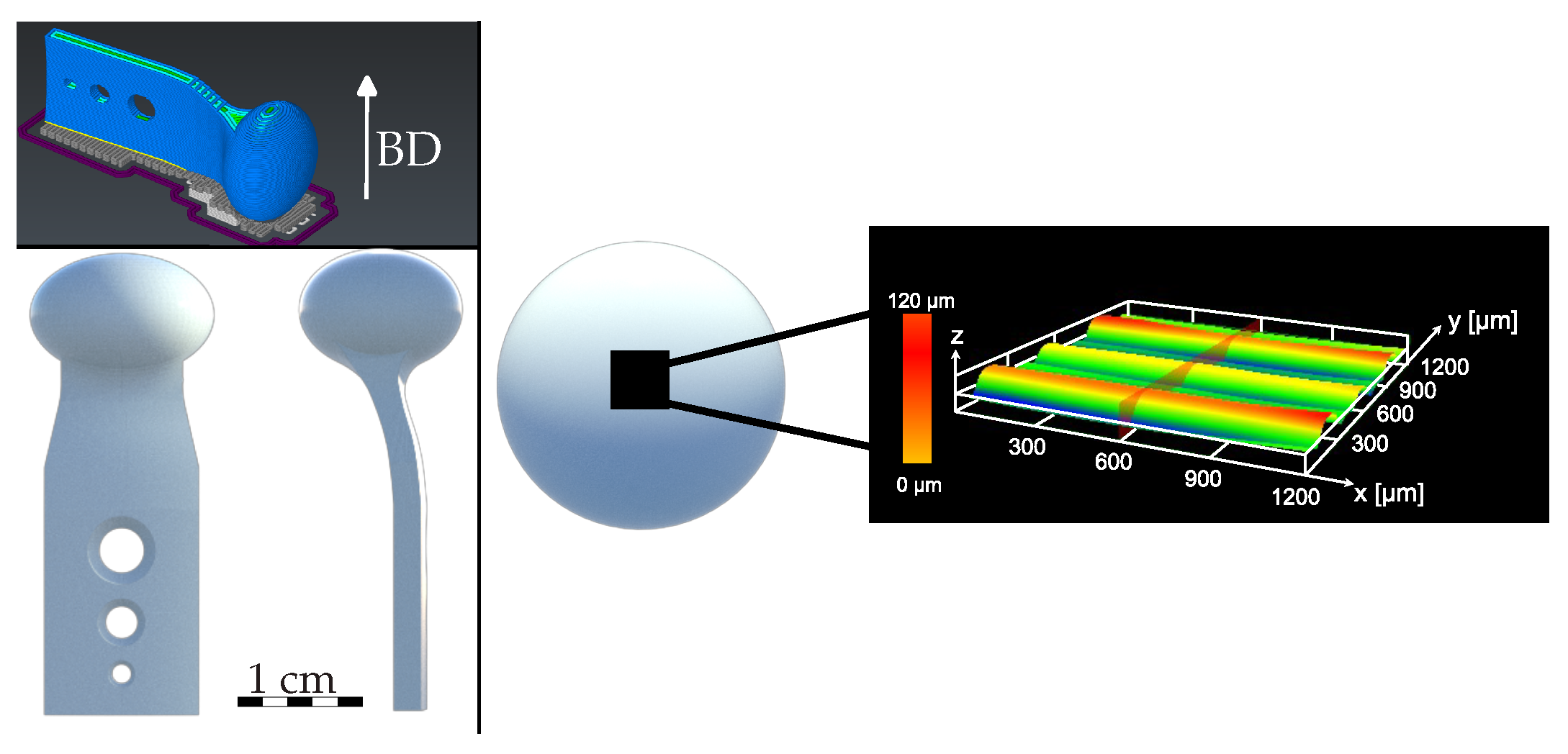
Figure 2.
Illustration of CDFP. Reducing of staircase effect by time. Two different abrasive media (Nr.2) of different material and different shape. Ceramic media has prism shape, Polymer media has pyramid shape. Water interaction between the machine (Nr.1) and the sedimentation box (Nr.3) shown with arrows.
Figure 2.
Illustration of CDFP. Reducing of staircase effect by time. Two different abrasive media (Nr.2) of different material and different shape. Ceramic media has prism shape, Polymer media has pyramid shape. Water interaction between the machine (Nr.1) and the sedimentation box (Nr.3) shown with arrows.
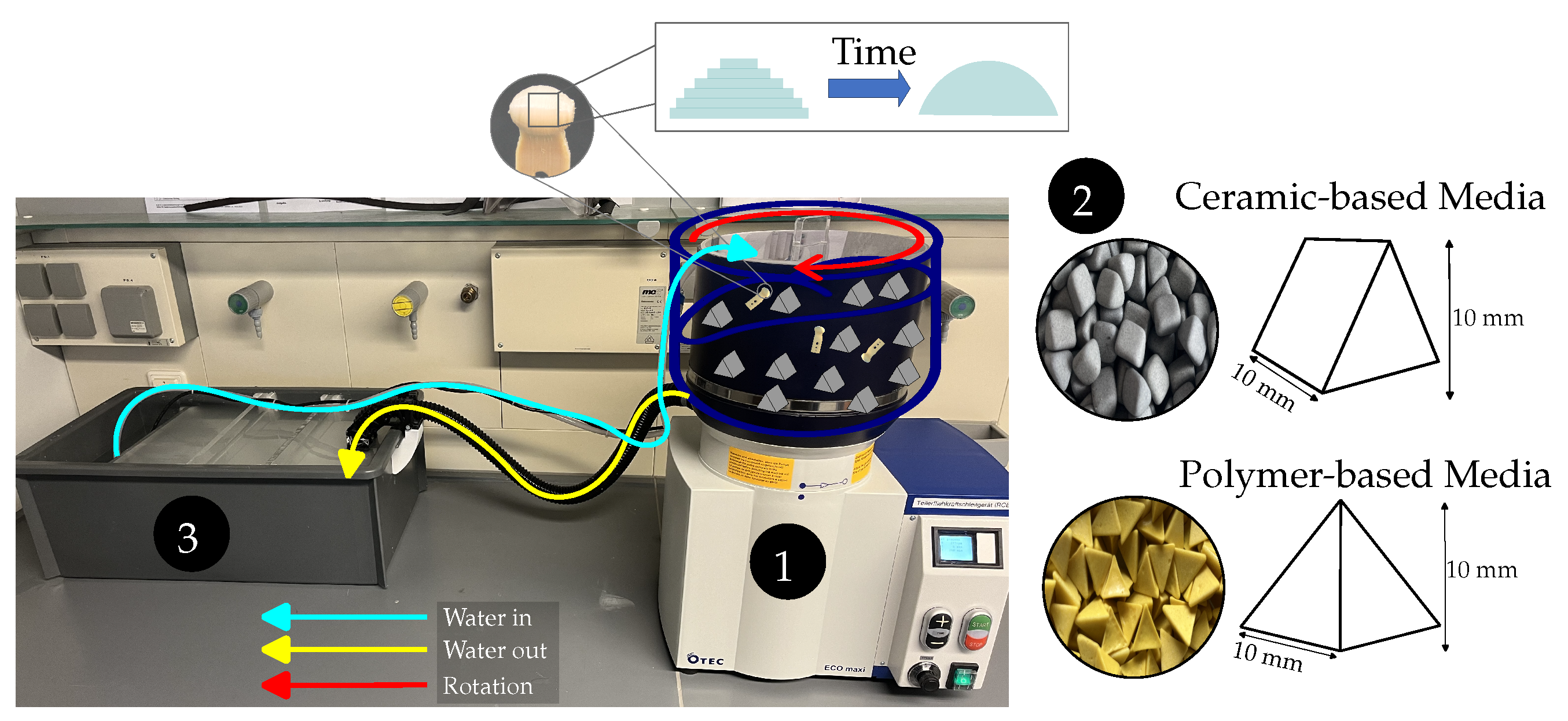
Figure 3.
CLSM measurement filtered for different profiles; unfiltered primary profile (blue) represents actual measured data including waviness (red), roughness (black) and form (green) part of measured surface data.
Figure 3.
CLSM measurement filtered for different profiles; unfiltered primary profile (blue) represents actual measured data including waviness (red), roughness (black) and form (green) part of measured surface data.
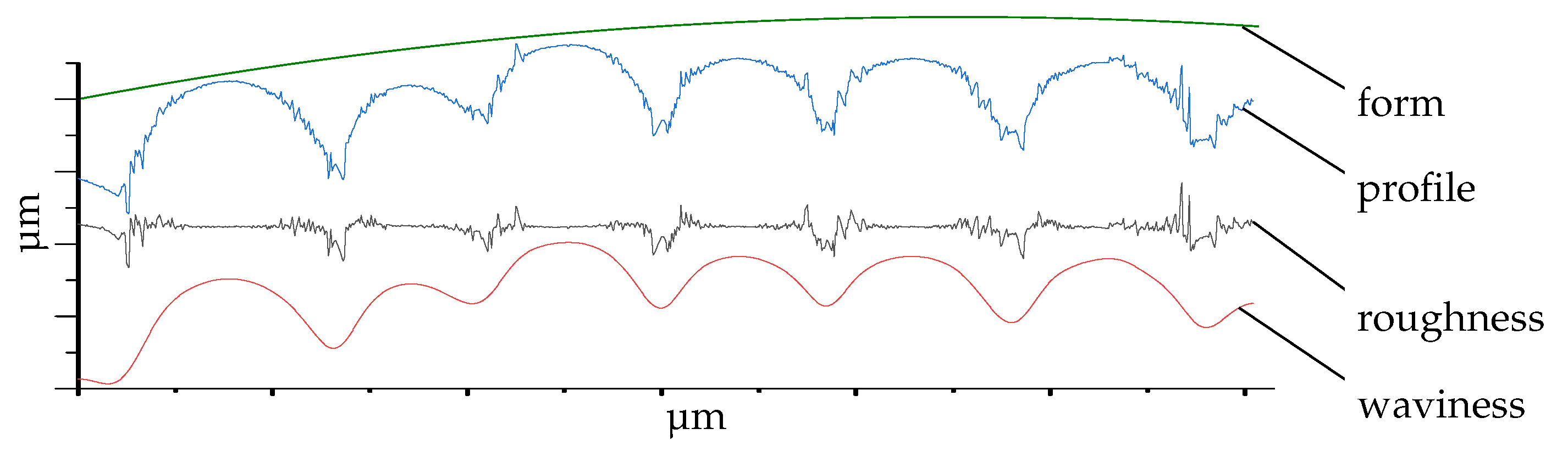
Figure 4.
Absolute waviness of specimen (in Sa) before and after centrifugal disc finishing (left). Exponential correlation of waviness reduction and weight loss (right) .
Figure 4.
Absolute waviness of specimen (in Sa) before and after centrifugal disc finishing (left). Exponential correlation of waviness reduction and weight loss (right) .
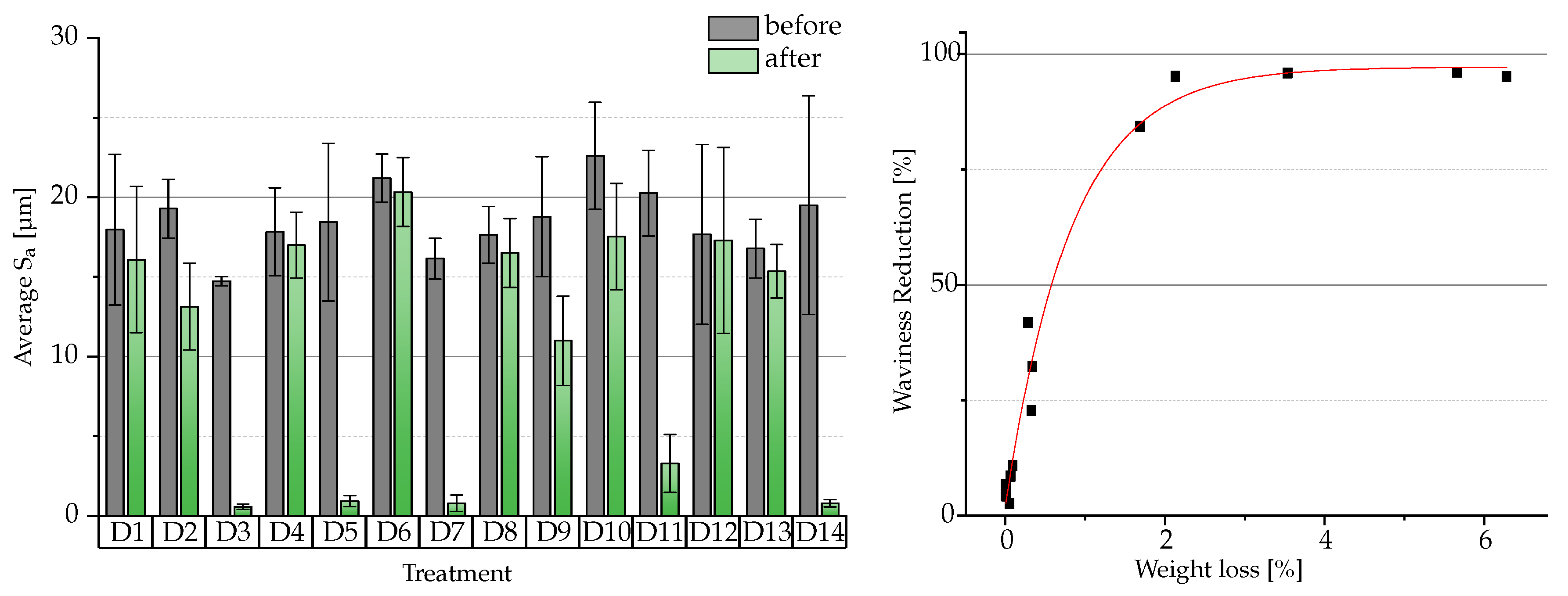
Figure 5.
CLSM images of same area of each specimen before (left) and after (right) post-processing. The image was captured using a laser scanning microscope for specimens of Treatment D1 to D14. The results demonstrate varying waviness of surfaces.
Figure 5.
CLSM images of same area of each specimen before (left) and after (right) post-processing. The image was captured using a laser scanning microscope for specimens of Treatment D1 to D14. The results demonstrate varying waviness of surfaces.
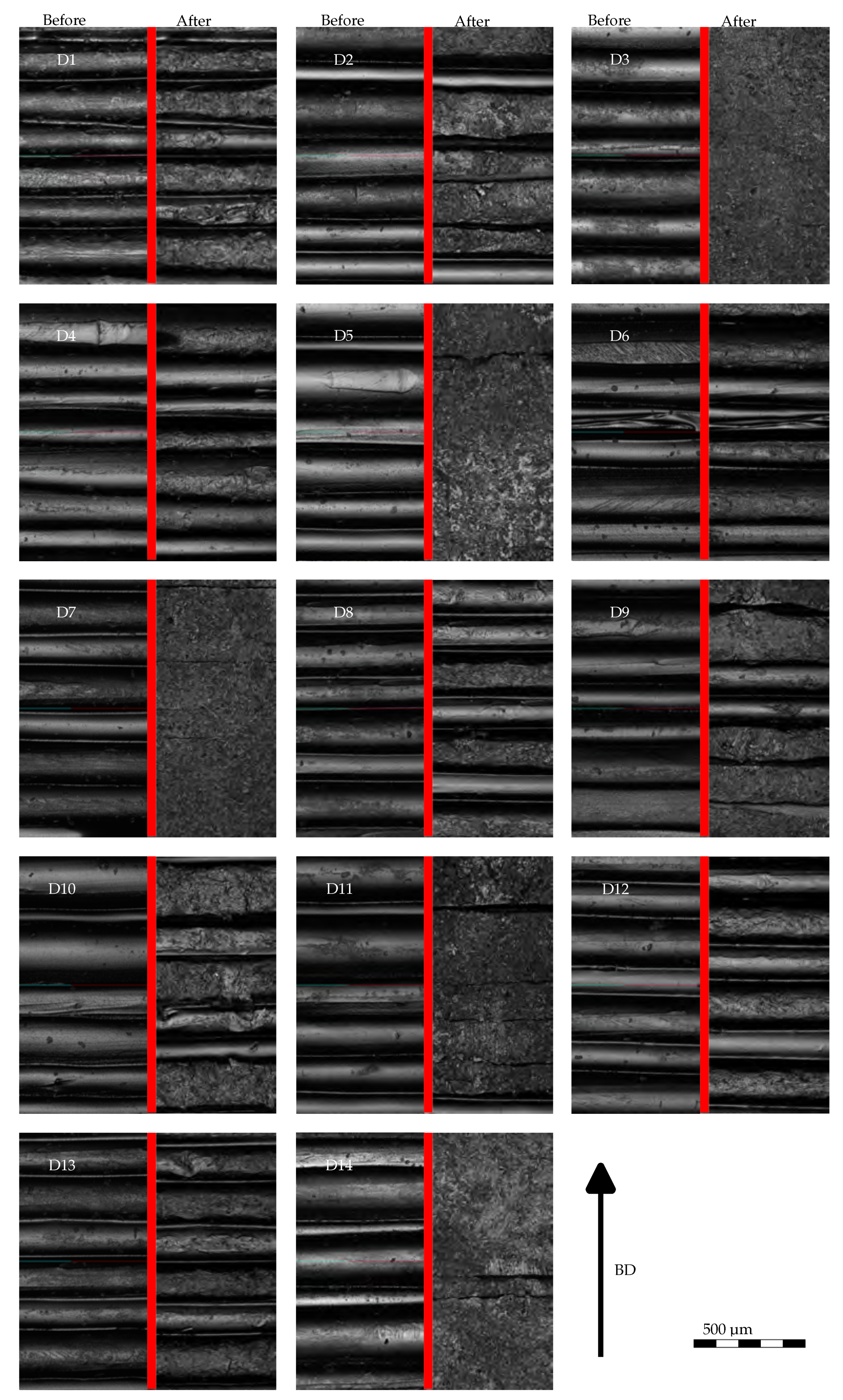
Figure 6.
SEM images of specimen before and after grinding. Top middle shows the initial state after manufacturing and cleaning. Left is after post-processing with polymer based media (Treatment D2); right shows after post-processing with ceramic media (Treatment D14).
Figure 6.
SEM images of specimen before and after grinding. Top middle shows the initial state after manufacturing and cleaning. Left is after post-processing with polymer based media (Treatment D2); right shows after post-processing with ceramic media (Treatment D14).
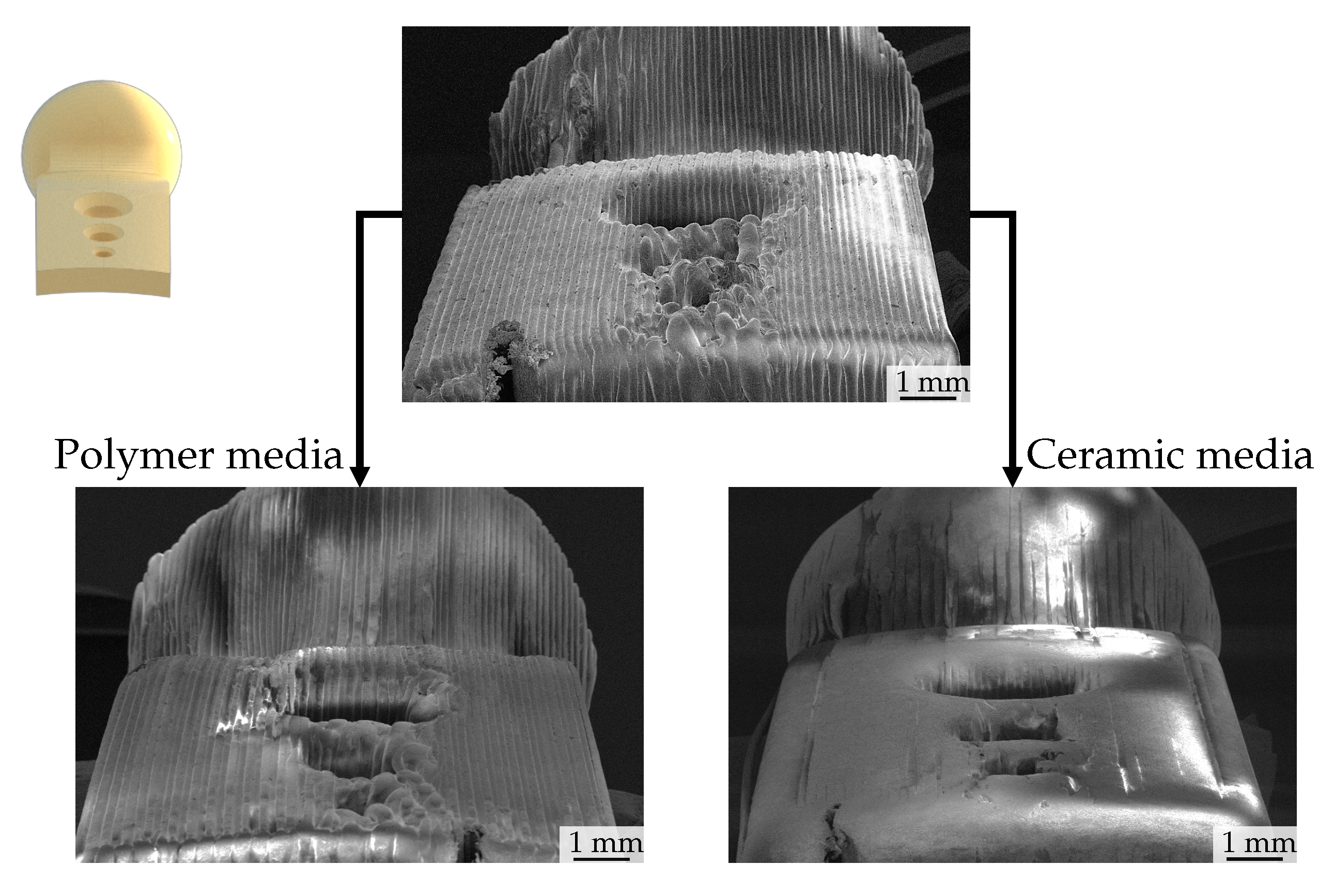
Table 1.
Design of experiment as Definitive Screening Design with six factors.
| Treatment | Type of media1 | Speed [rpm] | Time [min] | Amount of Water2 | Use of compound | Amount of media [dm3] |
|---|---|---|---|---|---|---|
| D1 | P | 354 | 240 | max | Yes | 1.50 |
| D2 | C | 200 | 30 | min | No | 1.00 |
| D3 | C | 277 | 240 | min | No | 1.50 |
| D4 | P | 277 | 30 | max | Yes | 1.00 |
| D5 | C | 354 | 135 | max | No | 1.00 |
| D6 | P | 200 | 135 | min | Yes | 1.50 |
| D7 | C | 200 | 240 | min | Yes | 1.00 |
| D8 | P | 354 | 30 | max | No | 1.50 |
| D9 | C | 200 | 30 | max | No | 1.50 |
| D10 | P | 354 | 240 | min | Yes | 1.00 |
| D11 | C | 354 | 30 | min | Yes | 1.25 |
| D12 | P | 200 | 240 | max | No | 1.25 |
| D13 | P | 277 | 135 | min | No | 1.25 |
| D14 | C | 277 | 135 | max | Yes | 1.25 |
1 P = Polymer; C = Ceramic; 2 min = 24 ml/s; max = 32 ml/s.
Table 2.
Analysis of Variance (ANOVA) after response transformation (Box-Cox) for the responses Waviness reduction and weight loss.
Table 2.
Analysis of Variance (ANOVA) after response transformation (Box-Cox) for the responses Waviness reduction and weight loss.
| Source | DF | Seq SS | Contribution | Adj SS | Adj MS | F-Value | p-value |
|---|---|---|---|---|---|---|---|
| Waviness reduction | 9 | 0.822052 | 98.32% | 0.822052 | 0.091339 | 26.08 | 0.003 |
| Linear | 6 | 0.815685 | 97.56% | 0.815685 | 0.135948 | 38.82 | 0.002 |
| Type of media ★ | 1 | 0.696120 | 83.26% | 0.732762 | 0.732762 | 209.26 | 0.000 |
| Speed ★ | 1 | 0.063718 | 7.62% | 0.060971 | 0.060971 | 17.41 | 0.014 |
| Time ★ | 1 | 0.044375 | 5.31% | 0.033081 | 0.033081 | 9.45 | 0.037 |
| Amount of Water | 1 | 0.004870 | 0.58% | 0.002864 | 0.002864 | 0.82 | 0.417 |
| Use of compound | 1 | 0.006485 | 0.78% | 0.005998 | 0.005998 | 1.71 | 0.261 |
| Amount of media | 1 | 0.000118 | 0.01% | 0.000118 | 0.000118 | 0.03 | 0.864 |
| Square | 3 | 0.006367 | 0.76% | 0.006367 | 0.002122 | 0.61 | 0.645 |
| Speed*Speed | 1 | 0.003988 | 0.48% | 0.002623 | 0.002623 | 0.75 | 0.436 |
| Time*Time | 1 | 0.001868 | 0.22% | 0.002234 | 0.002234 | 0.64 | 0.469 |
| Amount of media*Amount of media | 1 | 0.000512 | 0.06% | 0.000512 | 0.000512 | 0.15 | 0.722 |
| Error | 4 | 0.014007 | 1.68% | 0.014007 | 0.003502 | ||
| Total | 13 | 0.836059 | 100.00% | ||||
| Weight loss | 9 | 0.332640 | 99.21% | 0.332640 | 0.036960 | 55.70 | 0.001 |
| Linear | 6 | 0.324430 | 96.76% | 0.324430 | 0.054072 | 81.49 | 0.000 |
| Type of media ★ | 1 | 0.238061 | 71.00% | 0.261453 | 0.261453 | 394.02 | 0.000 |
| Speed ★ | 1 | 0.022923 | 6.84% | 0.025191 | 0.025191 | 37.96 | 0.004 |
| Time ★ | 1 | 0.060929 | 18.17% | 0.056329 | 0.056329 | 84.89 | 0.001 |
| Amount of water | 1 | 0.000636 | 0.19% | 0.000441 | 0.000441 | 0.66 | 0.461 |
| Use of compound | 1 | 0.000087 | 0.03% | 0.000272 | 0.000272 | 0.41 | 0.557 |
| Amount of media | 1 | 0.001795 | 0.54% | 0.001795 | 0.001795 | 2.70 | 0.175 |
| Square | 3 | 0.008210 | 2.45% | 0.008210 | 0.002737 | 4.12 | 0.102 |
| Speed*Speed | 1 | 0.002786 | 0.83% | 0.000502 | 0.000502 | 0.76 | 0.434 |
| Time*Time | 1 | 0.004508 | 1.34% | 0.003404 | 0.003404 | 5.13 | 0.086 |
| Amount of media*Amount of media | 1 | 0.000916 | 0.27% | 0.000916 | 0.000916 | 1.38 | 0.305 |
| Error | 4 | 0.002654 | 0.79% | 0.002654 | 0.000664 | ||
| Total | 13 | 0.335294 | 100.00% |
★ Significant Parameter.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



