Submitted:
09 May 2024
Posted:
09 May 2024
You are already at the latest version
Abstract
Rice husk ash (RHA) is agricultural waste with high silica content that has had proven technical feasibility as a pozzolanic material since the 1970s. Notwithstanding, its use in mortars and concrete is limited by the standards currently utilized in some countries where RHA production is high and the aforementioned pozzolanic material is not standardized. This is the case of Spain, one of the main rice producers in Europe. Nowadays, the high pressure placed on the Portland cement production sector to reduce energy use and CO2 emissions has given rise to a keen interest shown in mineral admixtures for cement manufacturing. In this research, we intend to establish the contribution of different RHA types to final blended Portland cement properties (symbol “H” was used to identify RHA in standardized cements). The experimental results demonstrated that RHA with good pozzolanic properties (large specific surface and high amorphous silica content) had to be limited to 10% cement replacement because of the severe reduction in workability at higher replacement percentages. RHA with lower reactivity, such as crystalline RHA, or fly ash (FA), can be used to prepare binary and ternary blended cements with reactive RHA. It is possible to design the following cements: CEM II/A-H and CEM II/A-(H-V) It would also be possible to design cement (CEM II/B-(H-V) with replacement values up to 30% and the same 28-day mechanical performance observed for the Portland cement without mineral addition.
Keywords:
Rice husk ash
; pozzolanic activity
; workability
; compressive strength
; ternary cement
1. Introduction
The construction industry is a large consumer of non renewable raw materials. In addition, cement manufacturing produces 5-7% of global industrially emitted CO2 [1]. Cement production in 2022 was 4160 Mt, and this production is expected to reach 4260 Mt in 2030. The clinker to cement ratio (ton per ton) in 2022 was 0.71, and is likely to lower to a value of 0.57 by 2050 [2]. De Brito and Kurda [3] point out several solutions to reduce the total binder amount: i) use of pozzolanic or hydraulic materials; ii) use of fillers; iii) impact on the water/cement ratio and use of chemical additives; iv) indirect reduction in the binder amount.
Of pozzolanic materials, one of the most exciting groups is that made up of biomass-burning ashes [4]. Agricultural waste is a sustainable energy resource, and some ash types that derive from biomass burning have pozzolanic characteristics [5,6]. Some like rice husk ash (RHA) have been studied for decades [7,8,9].
Rice husk is an agro-waste material that is produced worldwide in large amounts. According to the literature, the global forecast for 2021/2022 was 714.2 million tons, which is the equivalent to around 142.84 million tons (c.a. 20% of paddy rice) of rice husks [10]. Most of this waste is produced in undeveloped Asian countries (India, China, Indonesia, Bangladesh and Thailand). In Europe, Spain is one of the most important rice producers, and 381.3 thousand tons of paddy rice grain were produced in 2022 [11]. This means that around 80000 tons of rice husks are available in Spain for valorization. Rice husk contains [12,13] organic substances (cellulose, lignin, fiber) and 20% of inorganic material, mainly silicon dioxide (SiO2 > 85%). There are two ways of removing organic matter from rice husk: a) combustion with energy recovery; b) simple incineration. Endale et al. [10] report that for 0.2 ton of rice husks, around 0.05 ton (c.a. 20% of yield) of RHA is produced. This means that around 15000-20000 tons of ash would be produced in Spain. Thus the potential RHA production worldwide would be 25-30 million tons.
RHA pozzolanic activity depends on several parameters. RHA is obtained by controlled and uncontrolled burning methods. Controlled conditions make it possible to obtain RHA with excellent pozzolanic behavior. The most important properties of RHA that determine pozzolanic activity are amorphous phase content and specific surface area. When the combustion temperature exceeds 800 °C, partially crystallized RHA is obtained, and the specific surface area diminishes. Consequently, its pozzolanic activity reduces [14,15,16].
Regarding fresh properties, the concrete or mortar mixtures containing RHA usually obtain lower slump, and fresh and dry density values [17,18]. In the hardened state, the mixtures containing RHA have higher compressive strength values and improved durability [19,20,21].
The design of ternary blended cements is a focus of interest because this combination enhances sustainability [22], workability [23] and mechanical/durability properties [24].
Depending on RHA properties, it is possible to prepare different blended cements based on Portland cement clinker. Furthermore, distinct strength-category types of cement would be designed. The goal of this research is to assess the workability and compressive strength of mortars prepared with cements containing different types of RHA and other mineral admixtures. Based on these characterizations, a proposal for the denomination of potential standardized blended cements is made. Different RHA blending percentages are studied to prepare the optimum blended cements. The synergistic effects on blended cements based on highly reactive RHA and other mineral admixtures, such as low reactive RHA, fly ash (FA) or ground granulated blast furnace slag, are evaluated. Mortars prepared with the RHA blended cements with good performance in workability and strength are proposed.
2. Materials and Methods
The ordinary Portland cement (OPC) used in the experiment was a UNE-EN 197-1 CEM I-52.5-R type [25]. It was supplied by Cemex (Buñol, Spain), while the crystalline (RHA-1 and RHA-2) and semicrystalline (RHA-3) RHA samples were supplied by Agrocítrica (Alzira, Spain) and N K Enterprises (Orissa, India, respectively. The amorphous RHA sample (RHA-4) was obtained under controlled combustion conditions using a small incinerator prototype (Figure 1). FA (F type, Andorra Thermoelectric power plant, Spain), non densified silica fume (NDSF; Ferroatlántica S.A., A Coruña, Spain), ground granulated blast furnace slags (GGBFS-1 and GGBFS-2; Dortmund, Germany) and silica flour QF (quartz S100 type, Sibelco, Spain) were also used. Fine aggregate was standard siliceous sand according to CEN standards (> 99% quartz) [26].
The RHA samples were ground using a laboratory ball-mill (Gabbrielli ball-mill) with 18 mm-diameter alumina balls. The blended cements were prepared by previously mixing ground additions (if necessary) and OPC following the recommendation by Cook [7].
The total silica content in the mineral admixtures was determined by X-ray fluorescence using Philips MagiXPRO equipment. Lithium tetraborate was employed to prepare samples and the solid mixture was melted in Vulcan 4M – Fusion Machine Type VAA 4 equipment. The amorphous silica in the mineral admixtures was determined by the method described by Payá et al. [27]. The BET specific surface area (nitrogen adsorption) was measured by a MicromeriticsTriStar 3000 model.
Compressive strength was determined in prismatic test specimens (40x40x160 mm) according to [26]. These specimens were cast from a batch of plastic mortar containing cement:water:sand in the 1.0:0.5:3.0 proportion by mass. Mortar was prepared by mechanical mixing. Before molding, cement workability was determined according to UNE-EN 413-2:2017 [28]. The specimens in the mold were stored in a moist atmosphere for 24 h at 20 °C. Then the demolded specimens were stored under lime saturated water at 20 °C until strength testing. At the required age, specimens were taken from their wet storage, broken in flexural into two halves, and each half was tested for strength in compression.
3. Results and Discussion
3.1. Physico-Chemical Properties of the RHA Samples
Table 1 summarizes the main physico-chemical properties, which define the reactivity of the RHA samples and the other materials used herein. Four RHA samples were selected for the experimental studies: two (RHA-1 and RHA-2) presented high crystallinity because the amorphous silica percentage in relation to the total silica was less than 25%. This characteristic was related to the ash-yielding method: open-field incineration process without energy recovery (Figure 2). Under this condition, the temperature reached by ash went above 900 °C and remained high for several hours. High combustion temperature and residence time activate amorphous silica crystallization to produce cristobalite and tridymite [7, 29]. An RHA sample produced at a controlled combustion temperature (RHA-3) was supplied by NK Enterprises (India). This sample presented 71% amorphous silica in relation to the total silica. Finally, a fourth RHA sample was obtained by controlled combustion in a prototype incinerator (Figure 1). This sample presented 100% amorphous silica in relation to the total silica because combustion temperatures did not reach 700 °C. RHA pozzolanic efficiency depends on SiO2 amorphous content. Uncontrolled incineration processes provide high temperature and long residence time incineration conditions (open-field combustion). The ashes obtained under these conditions are crystalline (formation of tridymite and cristobalite [29]). These samples obtained low loss on ignition (LOI) values because carbon content was removed as CO2. RHA-1 and RHA-2 had LOI values below 5% (0.14% and 4.52%, respectively), which demonstrate the effect of high temperature and long residence time. The LOI values for RHA-3 and RHA-4 were significantly high (8.24% and 17.65%, respectively), which agrees with the low temperature reached during the combustion process. In this case, part of husk organic matter was converted into carbon particles [30].
RHA reactivity also depends on the specific surface area (measured by the BET method), and this parameter is also related to combustion conditions. Hence the samples obtained at high temperature and long residence time had low BET values: 1.6 m2/g for RHA-1 and 9.3 m2/g for RHA-2. RHA-1 was collected from the central zone of the ash pile, whereas RHA-2 was collected from the upper zone, which was the reason for the difference in BET values. The RHA samples obtained under controlled conditions obtained significantly higher BET values: 15.2 m2/g for RHA-3 and 36.5 m2/g for RHA-4.
RHA-1 and RHA-4 were compared using SEM. Micrographs (Figure 3a,b) showed differences in the internal structure of the non ground ash particles. The particle in Figure 3a presents a round-shaped internal structure, which is indicative of silica coalescence [31] due to high temperature, unlike Figure 3b, which shows an unaltered internal silica skeleton of husk without coalescing.
As shown in Figure 3, the RHA particles have high internal porosity, which is not ideal for blending with PC. This is because it leads to loss of workability of fresh mixes. For this reason, the RHA samples were ground to achieve a similar particle distribution to OPC. Table 1 summarizes the granulometric parameters: the percentage within the 3-32 µm range fell within the 62-73% interval for RHAs, and was slightly lower than that for the PC type CEM I 52.5 R (83.8%).
Table 1 also summarizes some physico-chemical parameters for FA, NDSF, GGBFS-1 and GGBFS-2, and QF. There are similarities in amorphous silica content and the specific surface between RHA-4 and NDSF, and also between RHA-1 and QF.
3.2. Influence of RHA on Compressive Strength Development
For this section, samples RHA-1, RHA-3 and RHA-4 were selected for preparing blended cements by mixing CEM I 52.5R with RHAs in the RHA/CEM I proportions of 5/95, 10/90, 15/85 and 20/80. The standardized mortars [26] were prepared and tested under compression after 2, 7 and 28 curing days.
Figure 4 shows the compressive strength values obtained for the cured mortars according to the level of replacing cement with RHA. The mortars containing RHA-4 displayed the best behavior compared to the other RHA samples. Thus for the 5% and 10% replacement levels, the compressive strengths obtained for all the curing ages (2, 7 and 28 days) equalled and/or exceeded the values for the CEM I 52.5R mortar (control), which demonstrates the high pozzolanic reactivity of RHA-4. For the highest replacement levels (15% and 20%) the contribution of RHA-4 for 7 and 28 curing ages was very important, and equalled or surpassed the control mortar strength. At 2 curing days, the compressive strengths for the 15% and 20% replacements were lower than for the control. This was attributed to both the reduction in clinker content and the limited pozzolanic reaction development at an early age because of low portlandite production from the hydration of calcium silicates of clinker.
The contribution of the strength development of the mortars with RHA-3 and RHA-1 was significantly less, and the control specimen’s compressive strength was achieved only for the mortars containing RHA-3 for the 28-day curing period (for all the replacing percentages).
The different pozzolanic reactivity of the RHA samples (RHA-4 > RHA-3 > RHA-1) was clearly evidenced by the compressive strength values obtained after 28 curing days and for all the replacement percentages. An optimum compressive strength value at 28 curing days when 10% OPC was replaced with RHA-4 was observed. The pozzolanic reaction rate depends on the available portlandite released during OPC hydration. When 20% OPC was replaced with RHA-4, the quantity of released portlandite decreased by approximately 20%. This pozzolan reacts with portlandite at early ages due to its high reactivity. Both effects caused pozzolanic reaction efficiency to decrease more quickly because the CEM I 52-5R replacement was higher [15,32].
3.3. Cement Types According to RHA Reactivity and Standards
The classification of conventional and standardized blended cements is established by the European standards association [25]. It considers the following information/descriptions:
- Cement design: CEM Type/Proportion-(Types of Addition) + Strength Category (taking into account long and short curing ages)
- Type: I (additions below 5%), II (OPC with additions up to 35%), III (OPC with GGBFS), IV (pozzolanic cements) and V (composed cements)
- Proportion of the addition: the classification depends on the type of cement (II, III, IV or V). For CEM II, the CEM II/A type has 6-20% clinker replacement and the CEM II/B type has 21-35% clinker replacement
- Types of addition: limestone filler (L), FA (V), GGBFS (S), silica fume (D), among others.
- Mechanical strength category: 32.5, 42.5 or 52.5 compressive strength values at 28 days in standardized mortar. Type N and type R type respectively mean low and high rate strength development after 2 or 7 curing days in standardized mortar (Table 2).
For instance, CEM I-52.5-R was made of 95-100% clinker and provided more than 30 and 52.5 MPa compressive strength at 2 and 28 days, respectively, in the standard mortars. Another example could be CEM II/B-(L-V) 32.5 N, made of 21-35% FA, plus limestone filler, and provided more than 16 and 32.5 MPa compressive strength at 7 and 28 days, respectively.
However, RHA use is not permitted as mineral addition during cement formulations. Probably in the future, RHA will be one of the candidates to be considered for mineral addition in cement because the availability of slag, and especially of FA, is being questioned for sustainability and climate change reasons [33]. If we assign the symbol “H” for the cements with RHA, the following cements could be prepared after taking into account the RHA samples analyzed in the previous section (Table 3). For the RHA blended cements, clinker replacement above 20% would not be considered because the resulting cement would badly perform in workability terms. This effect has also been observed by Kamau et al [34]. So only the CEM II/A-type cements can be considered for assigning a nomenclature of the new blended cements with RHA and, consequently, the CEM II/B and CEM IV or V types are not contemplated.
In general when high-reactive RHA is used (e.g. RHA-4), CEM II/A-H 52.5 R can be prepared. However for RHA-3, the strength category lowers to 52.5N when high replacements levels (15-20%) are selected. Finally, for the RHA with the lowest reactivity (RHA-1), CEM II/A-H 52.5 N was prepared with less than 10% RHA, and the strength category lowered to 42.5 R for the highest replacements (15% and 20%).
3.4. Comparison of the Contribution of RHA and Other Mineral Admixtures to Compressive Strength Development
Reactivity studies of different mineral admixtures in terms of mortar’s compressive strength performance were carried out to make a comparison in RHA contribution terms. Cements were CEM I 52.5 R (control mortar) and the blended cements in which 10% of CEM I was replaced with the corresponding mineral admixture. Four RHA samples (RHA-1, RHA-2, RHA-3, RHA-4) were tested. Additional cements were prepared using GGBFS-1 (4000 cm2/g Blaine), GGBFS-2 (5000 m2/g Blaine), FA, NDSF and QF. Figure 5 depicts the compressive strength values of the blended cements (10% replacement) for 2, 7 and 28 curing days. The compressive strength gain [35] values are also shown. Strength gain (SG,%) was calculated as follows:
(1)
where: Sc: compressive strength is for the control mortar (100% CEM I 52.5 R); Si: compressive strength of the blended cement; P: the percentage of replaced CEM I in the mortars containing the mineral admixture.
The 28-day compressive strength values obtained in the blended cements with RHA-1, RHA-2 and FA were similar at all the curing ages. However, the compressive strength obtained by using quartz flour (QF) was lower. This behavior suggests a minor contribution of pozzolanic and/or a physical effects on strength gain (5-8% after 28 curing days) when using either 10% RHA-1 or 10%RHA-2.
The compressive strength and mechanical gain values at the earliest curing age (2 days) are noteworthy for being higher when RHA-4 was used in the blended cements than when employing NDSF. The main reason for this was the bigger specific surface area when utilizing RHA-4. Xu et al. [36] have reported a higher strength value for a mortar with RHA at 3 days (44.23 MPa) than for a silica fume one (39.43 MPa). The opposite effect was observed at 28 curing days, when compressive gain was 10% higher when NDSF was used. In this case, the higher LOI value for RHA-4 (17.65 %) and the larger number of particles smaller than 3 microns in NDSF (aggregate-paste interface refinement) were the reasons to explain this behavior at longer curing times. Xu et al. [36] have also reported a higher strength for a silica fume mortar (75.59 MPa) than for an RHA one (71.02 MPa) at 28 curing days.
Applying GGBFS delayed early clinker hydration stages because a negative compressive strength gain of 10% and 15% for GGBFS-1 and GGBFS-2 was respectively noted (Figure 5b). However at between 2 and 7 curing days, compressive strength gain was higher due to the hydraulic reactivity of these admixtures. Finally at 28 curing days, the compressive strength for the control mortar was accomplished by using the 10% GGBFS replacement, which yielded 15% SG. The observed mechanical behavior when using 10% GGBFS-2 was similar to that observed by RHA-3 from 7 to 28 curing days. The strength development of the cement containing QF showed that its contribution was negligible: the SG value for 28 curing days came close to zero.
Thus in compressive strength development terms for the 28 curing days period, the RHA-4 sample was similar to NDSF, RHA-3 was similar to GGBFS, and RHA-1 and RHA-2 were similar to FA.
3.5. Workability and Mechanical Properties of the Standardized Blended Cement Containing RHA
In practical terms, additional information may be supplied for blending cements, especially aspects related to the water demand of the new blended cements. It is well-known that some mineral additions play a water-reducing role when mixed with OPC; e.g. FAs [37,38]. However, when mineral admixtures with a large specific surface area (e.g. silica fume) are blended, water demand probably increases [39,40], and to such an extent that it is not feasible to prepare mixtures with appropriate workability at high replacement percentages. In this way, workability studies have been carried out using a flow table [28] for some RHA blended cements.
Replacing cement with different RHA mineral admixtures may modify mortar workability because of distinct specific surface area, particle morphology and texture, water absorption, reactivity and fineness. Figure 6a presents the workability (%W) percentage related to the control OPC mortar, and %W is calculated as follows:
(2)
where: Wi is workability in mm for the mortar prepared with the blended cement; Wc is workability for the control mortar (in this case, using CEM I 52.5 R).
The specific surface area effect was clearly observed when RHA-1 (1.6 m2/g) was used rather than RHA-4 (36.5 m2/g). The similar specific surface area of RHA-1 to cement CEM I 52.5R (1.6 m2/g) gave the same workability values within the 0-20% replacement range (Figure 6a). RHA-4 (36.5 m2/g) had a bigger specific surface area than RHA-3 (15.2 m2/g), RHA-2 (9.3 m2/g) and RHA-1 (1.6 m2/g). This parameter significantly influenced the mortar workability values for the cement replacement percentages that equalled or exceeded 5%. These replacement percentages (5-20%) allow the production of non workable mixtures by a high absorption/reaction of water [41]. The main reasons for this may be: i) the large specific surface area of mineral additions, ii) the pozzolanic reaction where CSH formation on the surface of RHA grains takes water; iii) acceleration of cement hydration by nucleation on the grains of mineral additions. Moreover, the presence of unburned components in RHA could also influence the workability and the specific surface area [42]. For instance, RHA-2 (9.3 m2/g, 4.52% LOI) provided worse consistency than RHA-1 (1.6 m2/g, 0.14% LOI).
The workability behavior for the 15-20% blended cements using RHA-4 and RHA-3 led us to believe that it is not advisable to prepare this blended cement type with high proportions of these ashes. The upper replacement level could be 10% according to workability behavior. Thus (see Table 3) some cements with symbol (*) present problems from the workability point of view.
Figure 4b shows the comparison of the different mineral admixtures in workability terms for the 10% replaced mortars. The workability of the mortars with 10% RHA-1, RHA-2, RHA-3 and RHA-4 was lower than for those achieved for GGBFS-1 (1.0 m2/g) and GGBFS-2 (1.2 m2/g), QF (2.6 m2/g) and FA (0.8 m2/g). The main reasons for these results were the smaller specific surface area for the admixtures other than RHA and, specifically for FA, the spherical morphology of FA particles. However, the worst workability was observed for NDSF (24.4 m2/g) compared to RHA-4 because of its greater fineness (63% in the volume of NDSF particles < 3 µm).
To prepare blended cements with percentages of replacing cement with RHA higher than 10%, mixtures of the different mineral additions were designed. Mixing RHA-4 and RHA-1 (they presented very different behaviors in workability terms, as previously demonstrated) allowed a higher replacement percentage to be applied, and workability improved compared to the sole use of reactive RHA-4. Figure 7 shows the workability of the mortars with different proportions of RHA-4 and RHA-1. Low workability (113 mm) was obtained using the 20% RHA-4 replacement. To enhance workability, the two mixtures of 5% RHA-4 plus 5-15% RHA-1 and 10%RHA-4 plus 5-10% RHA-1, were tested. The workability for the 20% replaced mortars increased, and the following workability values were respectively obtained: 142 mm (for 5%RHA-4+15%RHA-1) and 131 mm (for 10%RHA-4+10%RHA-1). These values were significantly higher than those for 20%RHA-4. For the tested mixtures, the workability of the mortars obtained by mixing RHA-4 and RHA-1 showed a linear decrease with the amount of replaced cement, and no synergic effect took place. This workability study demonstrates that preparing mixtures containing both a large and small specific surface area is a good proposal for the valorization of different RHA types.
The mixture of the different types of pozzolans can produce synergic effects as a result of the individual properties of each one [43]. This fact was noted when high reactive RHA-4 and FA were used together. For instance, the worsening of workability by employing the large specific surface area of RHA-4 could be notably improved by FA blending. Figure 6a shows (dashed line) the workability of the mortars with the 10-20% level of replacing cement with FA: a slight increase in %W occurred with rising replacement percentages. Figure 7 depicts (dashed line) the workability improvement by increasing the quantity of FA added to RHA-4. The 20% replaced system with 10%RHA-4+10%FA yielded 151 mm workability and the 30% replaced one with 10%RHA-4+20%FA yielded 155 mm. These values are the equivalent to that obtained for the 5%RHA-4 system. The main reasons to explain improved workability by means of FA addition are the smaller specific surface area and the high sphericity of the FA particles compared to CEM I 52.5 R. The obtained results demonstrate an interesting strategy to compensate the reduction in workability by using a large specific surface area in RHA by adding a mineral admixture with the ball bearing effect [44].
From previous workability studies, it can be concluded that employing some mixtures of mineral additions can be appropriate for preparing mortars with good workability. However, compressive strength tests must be carried out. Some mixed mineral admixtures, RHA-4+RHA-1 and RHA-4+FA were also studied from the mechanical point of view. The compressive strength values for the mortars cured at 2, 7 and 28 days were measured. Figure 8 offers the compressive strength values for the mortars with the 5-20% replacement levels. Two sets of mixtures RHA-4+RHA-1 were studied: one containing 5% RHA-4 and the other one containing 10% RHA-4. The 10%RHA-4+(X-10%)FA mixtures (where X=20, 25 and 30%) were also tested. In Figure 8, the lines corresponding to the control mortar (CEM I 52.5 R) represent the theoretical linear decrease according to the cement content in the cement-replaced mortars.
For the 2 and 7 days curing times, most samples obtained similar or lower compressive strength values that those found for the control mortar. However, all the cement-replaced samples showed equal or higher strength values than the corresponding one when taking into account the amount of CEM I 52.5 R in these mixtures. This fact suggests that blending admixtures significantly contribute to strength at these early ages.
Except for mixture 5%RHA-4+15%RHA-1, the compressive strength values at 28 curing days were similar to or higher than those for the 100% OPC control specimen. This means that the strength development contribution of the mixture of pozzolanic additions was very important at the 28 day curing time. So it is possible to prepare ternary blended cement with 30% less OPC using the selected mixtures of types RHA-4+RHA-1 and RHA-4+FA.
The compressive strength values for the ternary blended cements with either siliceous FA or RHA-1 were similar at 28 curing days. However when using FA, consistency was better (151 mm, 10%RHA-4+10%FA) compared to when RHA-1 was employed (131 mm, 10%RHA-4+10%RHA-1). This fact suggests the positive effect of FA addition on RHA-containing ternary cements.
According to these results, some standard ternary blended cements could be prepared with high reactive RHA, and with either siliceous FA or low reactive RHA: they are listed in Table 4. Some cements are proposed according to the compressive strength values, as is a minimum workability value of mortar (proposal had 140 mm, which corresponded to reduced workability by c.a. 15% vs. the CEM I 52.5 R mortar). All the ternary cements that can be produced belong to the 52.5 strength category. So the CEM II/A-H 52.5 cements can be prepared by blending 5%/5%, 5%/10% or 5%/15% of high/low reactive RHAs. What this demonstrates is that low reactivity RHA valorization is feasible. Moreover, the cements of type CEM II/A-(H-V) can be designed with high reactive RHA with the 10% content. Additionally, some blended cements with replacing percentages above 20% can be prepared by blending RHA and FA and, consequently, the CEM-II B (H-V) ternary cements can be prepared.
5. Conclusions
Replacing cement with a mineral admixture modifies the workability of blended cement because of the properties of mineral addition, such as specific surface area, different particle morphology, water absorption, reactivity (amorphous content) and fineness. Workability decreases as more OPC (CEM I 52.5 R) is replaced with RHA with a large specific surface and high amorphous silica content.
RHA with high amorphous silica content and a large specific surface area (RHA-4 in this study) is feasible for producing standard blended cements of the CEM II/A type if an optimum quantity of 10% replacement is applied because of workability limitations. In this case, CEM I and CEM II/A with RHA-4 (namely CEM II/A-H, where “H” is the symbol to represent RHA as a mineral component in blended cement) will have the same strength performance. The RHA-4 mixtures with other inorganic additions (FA or low reactive RHA) are adequate for preparing ternary blended cements, such as CEM II/A and CEM II/B, with improved compressive strength at early (2 and 7 days) and 28-day curing ages.
Higher proportions of less reactive RHA (RHA-1 in this study) may be used without any restriction for the workability parameter. However, mechanical performance will be limited at early curing ages and at the 28-day curing time because of low pozzolanic reactivity.
The experimental results demonstrate that the RHA of high pozzolanic properties (large specific surface area and high amorphous silica content) have to be limited to 10% cement replacement because of the reduction in mortar workability. Nevertheless, the significant contribution to compressive mechanical strength due to its pozzolanic activity favors mixtures with lower pozzolanic reactivity, such as crystalline RHA (RHA-1) or FA. Therefore, it is possible to work with cement replacement values up to 30% with similar mechanical performance, which was observed without any additions in late curing process stages. Therefore, standardized cements or types CEM II/A (H-V) and CEM II/B (H-V) can be designed.
Author Contributions
Conceptualization, LMO and J.P; Methodology, JM, LMO, and LS; Formal analysis, LMO, MVB, and L.S,; Investigation, LMO, and JM; Resources, MVB, and JP; Data curation, LMO, and JM; Writing—original draft, LMO, and JP; Writing—review & editing, LMO, JM, MVB, and JP; Visualization, LS, MVB, and JP; Supervision, JP; Project administration, JM, and JP; Funding acquisition, MVB, and JP All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Spanish Government (Ministerio de Ciencia y Tecnología), grant number AMB1998-0337. We appreciate Leandro Ordoñez's collaboration in the design and manufacture of the incinerator prototype. Finally, thanks go to the Microscopy Service of the Universitat Politècnica de València.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data are contained in the article.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Mohamad, N.; Muthusamy, K.; Embong, R.; Kusbiantoro, A.; Hashim, M.H. Environmental impact of cement production and solutions: a review. Materials Today: Proceedings 2022, 48, 741–746. [Google Scholar] [CrossRef]
- Net Zero Roadmap: A Global Pathway to Keep the 1.5 °C Goal in Reach (2023). Available online: https://www.iea.org/reports/cement-3#overview (accessed on 28 March 2024).
- De Brito, J.; Kurda, R. The past and future of sustainable concrete: A critical review and new strategies on cement-based materials. J Clean Prod. 2021, 123558. [Google Scholar] [CrossRef]
- Olatoyan, O.J.; Abiodun Kareem, M.; Adebanjo, A.U.; Olawale, S.O.A.; Alao, K.T. Potential use of biomass ash as a sustainable alternative for fly ash in concrete production: A review. Hybrid Advances 2023, 4, 100076. [Google Scholar] [CrossRef]
- Marzouk, H.A.; Arab, M.A.; Fattouh, M.S.; Hamouda, A.S. Effect of agricultural phragmites, rice straw, rice husk, and sugarcane bagasse ashes on the properties and microstructure of high-strength self-compacted self-curing concrete. Buildings 2023, 13, 2394. [Google Scholar] [CrossRef]
- Islam, M.H.; Law, D.W.; Gunasekara, C.; Sobuz, M.H.R.; Rahman, M.N.; Habib, M.A.; Sabbir, A.K. Assessing the influence of banana leaf ash as pozzolanic material for the production of green concrete: a mechanical and microstructural evaluation. Materials 2024, 17, 720. [Google Scholar] [CrossRef] [PubMed]
- Cook, D.J. Rice husk ash. In Cement Replacement Materials; Swamy, R.N., Ed.; Surrey University Press: Guildford, England, 1986; pp. 171–196. [Google Scholar]
- Capelo, A.R.; Mármol, G.; Rossignolo, J.A. Optimization of the rice husk ash production process for the manufacture of magnesium silicate hydrate cements. J. Clean. Prod. 2023, 425, 138891. [Google Scholar] [CrossRef]
- Salas Montoya, A.; Chung, C.-W.; Kim, J.H. High performance concretes with highly reactive rice husk ash and silica fume. Materials, 3903; 16. [Google Scholar] [CrossRef]
- Endale, S.A.; Taffese, W.Z.; Vo, D.H.; Yehualaw, M.D. Rice husk ash in concrete. Sustainibility 2023, 15, 137. [Google Scholar] [CrossRef]
- Statista. Available online: https://es.statista.com/estadisticas/501804/produccion-de-arroz-cascara-grano-en-comunidades-autonomas-de-espana/ (accessed on 28 March 2024).
- Mansaray KG., A. E. Ghaly A.E. Thermogravimetric analysis of rice husks in air atmosphere. Energy Source 1998, 20, 653–663. [Google Scholar] [CrossRef]
- Tsai, W.T.; Lee, M.K.; Chang, Y.M. Fast pyrolysis of rice husk: Product yields and compositions. Biores. Tech. 2007; 98, 22–28. [Google Scholar] [CrossRef]
- Camargo-Pérez, N.R.; Abellán-García, J.; Fuentes, L. Use of rice husk ash as a supplementary cementitious material in concrete mix for road pavements. J. Mater. Res. Tech. 2023, 25, 6167–6182. [Google Scholar] [CrossRef]
- Antiohos, S.K.; Papadakis, V.G.; Tsimas, S. Rice husk ash (RHA) effectiveness in cement and concrete as a function of reactive silica and fineness. Cem. Concr. Res. 2014, 61-62, 20–27. [Google Scholar] [CrossRef]
- Vieira, A.P.; Toledo Filho, R.D.; Tavares, L.M.; Cordeiro, G.C. Effect of particle size, porous structure and content of rice husk ash on the hydration process and compressive strength evolution of concrete. Cons. Build. Mat. 2020, 236, 117553. [Google Scholar] [CrossRef]
- Haque, M.; Ray, S.; Mita, A.F.; Bhattacharjee, S.; Shams, MD. J. Prediction and optimization of the fresh and hardened properties of concrete containing rice husk ash and glass fiber using response surface methodology. Case Studies in Construction Materials 2021, 14, e00505. [Google Scholar] [CrossRef]
- Zhang, P.; Wei, S.; Cui, G.; Zhu, Y.; Wang, J. Properties of fresh and hardened self-compacting concrete incorporating rice husk ash: a review. Adv. Mater. Sci. 2022, 61, 563–575. [Google Scholar] [CrossRef]
- Wang, J.; Xiao, J.; Zhang, Z.; Han, K.; Hu, X.; Jiang, F. Action mechanism of rice husk ash and the effect on main performances of cement-based materials: a review. Cons. Build. Mat. 2021, 288, 123068. [Google Scholar] [CrossRef]
- Lacerda, C.; Valle, P.; Da Silva, A.C.; De Souza, C.; Jacques, F.S. Mechanical and durability properties of concrete produced with construction and demolition waste and rice husk ash. Cons. Build. Mat. 2023, 406, 133471. [Google Scholar] [CrossRef]
- Ambedkar, B.; Josephin, A.; Dhanalakshmi, J. Enhancement of mechanical properties and durability of the cement concrete by RHA as cement replacement: Experiments and modeling. Cons. Build. Mat. 2017, 148, 167–175. [Google Scholar] [CrossRef]
- Cordoba, G.; Barquero, M.; Bonavetti, V.; Irassar, E.F. Sustainability of concretes with binary and ternary blended cements considering performance parameters. Cement 2023, 13, 100077. [Google Scholar] [CrossRef]
- Muhammad, A.; Thienel, K.-C. Properties of Self-Compacting Concrete Produced with Optimized Volumes of Calcined Clay and Rice Husk Ash—Emphasis on Rheology, Flowability Retention and Durability. Materials 2023, 16, 5513. [Google Scholar] [CrossRef]
- Han, Y.; Oh, S.; Wang, X.-Y.; Lin, R.-S. Hydration–Strength–Workability–Durability of Binary, Ternary, and Quaternary Composite Pastes. Materials 2022, 15, 204. [Google Scholar] [CrossRef] [PubMed]
- UNE-EN 197-1, Cement-Part 1: Composition, specifications and conformity criteria for common cements. European Committee For Standardisation, 2011.
- UNE-EN 196-1. Methods of testing cement – part 1: determination of strength. European Committee For Standardisation, 2018.
- Payá, J.; Monzó, J.; Borrachero, M.V.; Mellado, A.; Ordóñez, L.M. Determination of Amorphous Silica in Rice Husk Ash by a Rapid Analytical Method. Cem. Concr. Res. 2001, 31, 227–231. [Google Scholar] [CrossRef]
- UNE-EN 413-2. Masonry cement - Part 2: Test methods. European Committee For Standardisation, 2017.
- Payá, J.; Monzó, J.; Borrachero, M.V.; Peris-Mora, E.; Ordóñez, L.M. Studies on crystalline rice husk ashes and the activation of their pozzolanic properties. In Waste Materials in Construction Wascon 2000 (Waste Management Series); Woolley, G.R., Goumans, J.J.J.M., Wainwright, P.J, Eds.; Elsevier, 2000; volume 1, pp 493-503. [CrossRef]
- Krishnarao, R.V.; Subrahmanyam, J; Jagadish Kumar, T. Studies on the formation of black particles in rice husk silica ash. J. Eur. Ceram. Soc. 2001, 21, 99–104. [Google Scholar] [CrossRef]
- Wu, J.; Yu, D.; Zeng, X.; Yu, X.; Han, J.; Wen, C.; Yu, G. Ash formation and fouling during combustion of rice husk and its blends with a high alkali Xinjiang coal. Energy Fuels 2018, 32, 416–424. [Google Scholar] [CrossRef]
- Ganesan, K.; Rajagopal, K.; Thangavel, K. Rice husk ash blended cement: Assessment of optimal level of replacement for strength and permeability properties of concrete. Cons. Build. Mat. 2008, 22, 1675–1683. [Google Scholar] [CrossRef]
- Edwards, G.A.S. Coal and climate change. WIREs Clim Change 2019, 10, e607. [Google Scholar] [CrossRef]
- Kamau, J.; Ahmed, A.; Hyndman, F.; Hirst, P.; Kangwa, J. Influence of rice husk ash density on the workability and strength of structural concrete. European Journal of Engineering Research and Science 2017, 2, 36–43. [Google Scholar] [CrossRef]
- Payá, J.; Monzó, J.; Borrachero, M.V.; Peris-Mora, E. Comparisons among magnetic and non-magnetic fly ash fractions: strength development of cement-fly ash mortars. Waste Manag. 1996, 16, 119–124. [Google Scholar] [CrossRef]
- Xu, W.; Lo, T.Y.; Wang, W.; Ouyang, D.; Wang, P.; Xing, F. Pozzolanic reactivity of silica fume and ground rice husk ash as reactive silica in a cementitious system: a comparative study. Materials 2016, 9, 146. [Google Scholar] [CrossRef] [PubMed]
- Peris Mora, E.; Payá, J.; Monzó, J. Influence of different sized fractions of a fly ash on workability of mortars”. Cem. Concr. Res. 1993, 23, 917–924. [Google Scholar] [CrossRef]
- Megat Johari, M.A.; Brooks, J.J.; Kabir, S.; Rivard, P. Influence of supplementary cementitious materials on engineering properties of high strength concrete. Cons. Build. Mat. 2011, 25, 2639–2648. [Google Scholar] [CrossRef]
- Baghabra Al-Amoudi, O.S.; Maslehuddin, M.; Ibrahim, M.; Shameem, M.; Al-Mehthel, M.H. Performance of blended cement concretes prepared with constant workability. Cem. Concr. Comp. 2011, 33, 90–102. [Google Scholar] [CrossRef]
- Hamada, H.M.; Abed, F.; Yati Binti Katman, H.; Humada, A.M.; Al Jawahery, M.S.; Majdi, A.; Yousif, S.T.; Thomas, B.S. Effect of silica fume on the properties of sustainable cement concrete. J. Mat. Res. Tech. 2023, 24, 8887–8908. [Google Scholar] [CrossRef]
- Mohammad Badrul Ahsan, Zahid Hossain, Supplemental use of rice husk ash (RHA) as a cementitious material in concrete industry, Cons. Build. Mat. 2018, 178, 1–9. [CrossRef]
- Cordeiro, G.C; Toledo Filho, R.D.; de Moraes Rego Fairbairn, E. Use of ultrafine rice husk ash with highcarbon content as pozzolan in high performance concrete. Mater. Struct. 2009, 42, 983–992. [Google Scholar] [CrossRef]
- Arshad, M.T.; Ahmad, S.; Khitab, A.; Hanif, A. Synergistic use of fly ash and silica fume to produce high-strength self-compacting cementitious composites. Crystals 2021, 11, 915. [Google Scholar] [CrossRef]
- Du, S.; Zhao, Q.; Shi, X. High-volume fly ash-based cementitious composites as sustainable materials: an overview of recent advances. Adv. Civil Eng. 2021, 2021(4976169). [Google Scholar] [CrossRef]
Figure 1.
Small incinerator prototype (on the right; all the data are expressed as mm).
Figure 2.
Open-field combustion in a very well-ventilated shed for samples RHA-1 and RHA-2: a) at the beginning of burning; b) after burning had ended and part of ash had been removed. Arrows indicate the zones where RHA-1 and RHA-2 were sampled.
Figure 2.
Open-field combustion in a very well-ventilated shed for samples RHA-1 and RHA-2: a) at the beginning of burning; b) after burning had ended and part of ash had been removed. Arrows indicate the zones where RHA-1 and RHA-2 were sampled.

Figure 3.
SEM micrographs for: a) RHA-1, scale bar 50 µm; b) RHA-4, scale bar 20 µm.
Figure 4.
Compressive strength development for the control mortar (CEM I 52.5R) and the RHA mortars with different replacement levels: a) 5%; b) 10%; c) 15%; d) 20%.
Figure 4.
Compressive strength development for the control mortar (CEM I 52.5R) and the RHA mortars with different replacement levels: a) 5%; b) 10%; c) 15%; d) 20%.
Figure 5.
Strength development of the blended cements (10% replacement level): a) Compressive strength; b) Compressive strength gain (SG).
Figure 5.
Strength development of the blended cements (10% replacement level): a) Compressive strength; b) Compressive strength gain (SG).
Figure 6.
Workability of the mortars using blended cements containing RHA: a) Effect of the CEM I 52.5 R replacement with RHA and FA; b) Effect of the mineral admixture type for 10% cement replacement.
Figure 6.
Workability of the mortars using blended cements containing RHA: a) Effect of the CEM I 52.5 R replacement with RHA and FA; b) Effect of the mineral admixture type for 10% cement replacement.
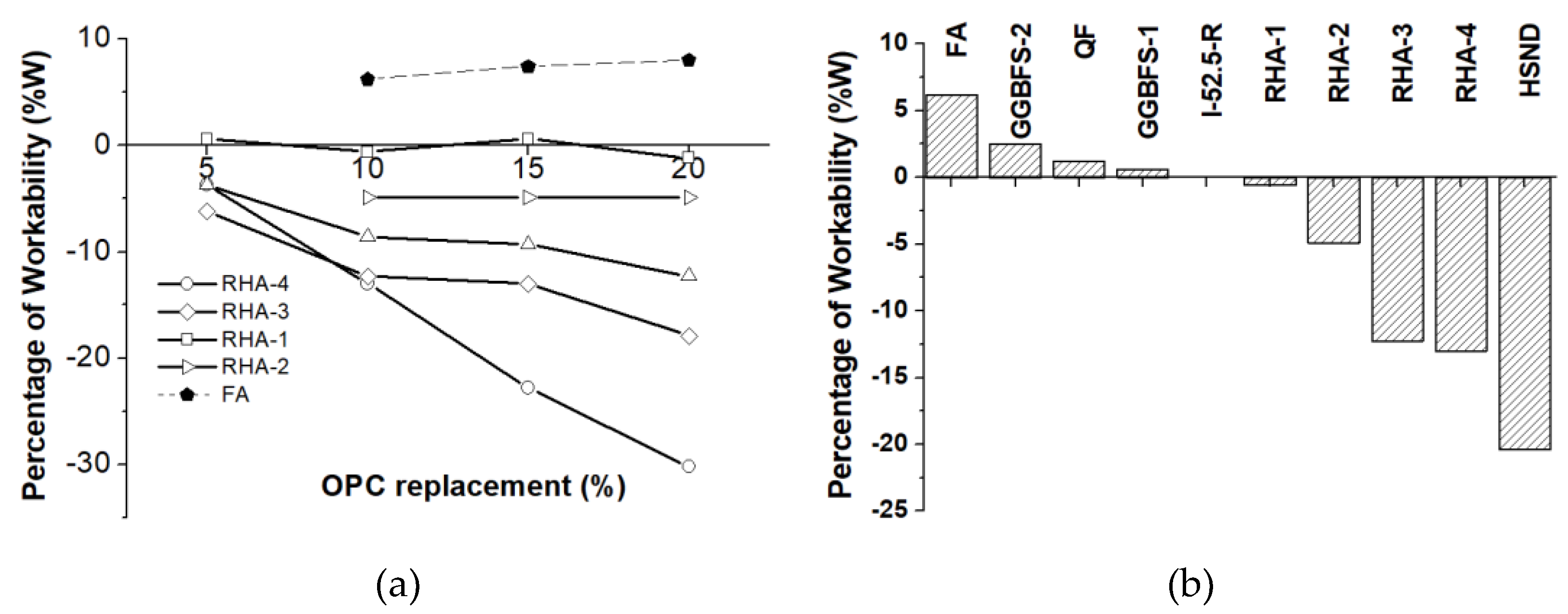
Figure 7.
Workability of mortars using ternary blended cements: mixtures RHA4+RHA1 and RHA-4+FA. Comparison to the workability for the mortars containing 5-20% RHA-4.
Figure 7.
Workability of mortars using ternary blended cements: mixtures RHA4+RHA1 and RHA-4+FA. Comparison to the workability for the mortars containing 5-20% RHA-4.
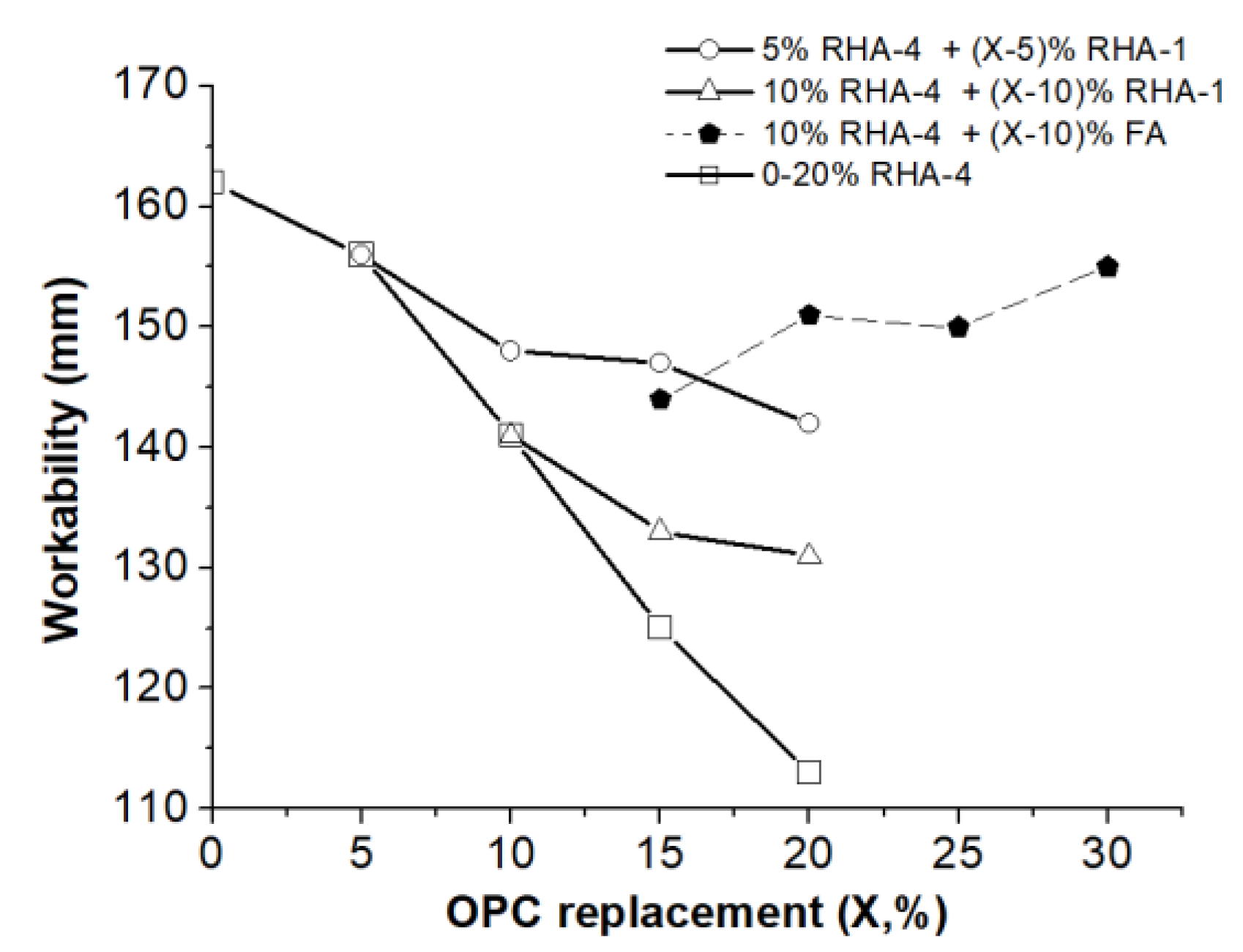
Figure 8.
Compressive strength development for the mortars containing ternary blended cements with RHA-4 for the curing times of a) 2 days, b) 7 days, and c) 28 days. The values for the CEM I 52.5 R mortars were calculated by multiplying the control mortar by cement content; that is (100 – %OPC) replacement.
Figure 8.
Compressive strength development for the mortars containing ternary blended cements with RHA-4 for the curing times of a) 2 days, b) 7 days, and c) 28 days. The values for the CEM I 52.5 R mortars were calculated by multiplying the control mortar by cement content; that is (100 – %OPC) replacement.
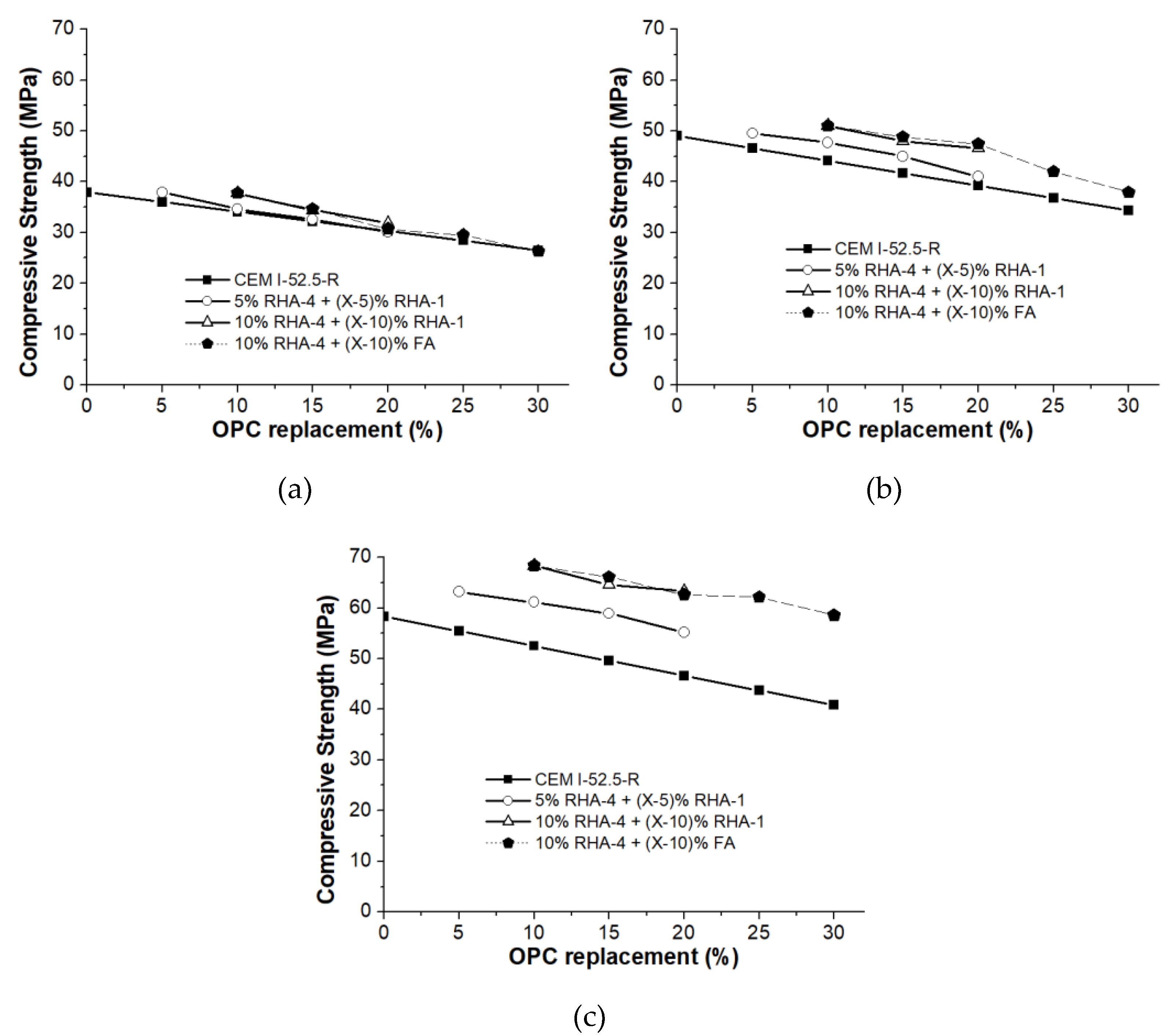

Table 1.
Main physico-chemical properties of CEM I 52.5 R (OPC), the RHA samples and the other mineral admixtures tested in this research.
Table 1.
Main physico-chemical properties of CEM I 52.5 R (OPC), the RHA samples and the other mineral admixtures tested in this research.
| Material | Amorphous silica (%) # |
Specific surface area (m2/g) & | Loss on ignition LOI (%) | Particle size distribution (%, by weight) | ||
|---|---|---|---|---|---|---|
| < 3 µm | µm | > 32 µm | ||||
| CEM I 52.5 R | Nd* | 1.6 | 0.98 | 10.9 | 83.8 | 5.3 |
| RHA-1 | 11.7 | 1.6 | 0.14 | 29.8 | 62.4 | 7.8 |
| RHA-2 | 12.0 | 9.3 | 4.52 | 23.2 | 62.6 | 14.2 |
| RHA-3 | 71.0 | 15.2 | 8.24 | 13.3 | 71.5 | 15.2 |
| RHA-4 | 100.0 | 36.5 | 17.65 | 13.0 | 72.8 | 14.2 |
| FA | Nd* | 0.8 | 0.66 | 34.0 | 53.7 | 12.3 |
| NDSF | 100 | 24.4 | 2.94 | 63.0 | 34.3 | 2.7 |
| GGBFS-1 | Nd* | 1.0 | < 0.1 | 10.8 | 75.9 | 13.3 |
| GGBFS-2 | Nd* | 1.2 | < 0.1 | 14.8 | 71.1 | 14.1 |
| QF | Nd* | 2.6 | < 0.1 | 4.9 | 83.9 | 11.2 |
# Amorphous silica obtained by the method described in [27]; amorphous silica in relation to the total silica. *Nd: Not determined &: Obtained by BET.
Table 2.
Compressive strength category of the standardized cements according to UNE-EN 197-1 [25].
Table 2.
Compressive strength category of the standardized cements according to UNE-EN 197-1 [25].
| Category | Mechanical compressive strength MPa (N/mm2) | |||
|---|---|---|---|---|
| 2 days | 7 days | 28 days | ||
| 32.5 N | -- | ≥ 16.0 | ≥ 32.5 | ≤ 52.5 |
| 32.5 R | ≥ 10.0 | -- | ||
| 42.5 N | -- | ≥ 42.5 | ≤ 62.5 | |
| 42.5 R | ≥ 20.0 | -- | ||
| 52.5 N | -- | ≥ 52.5 | -- | |
| 52.5 R | ≥ 30.0 | -- | ||
Table 3.
Designation of the standard blended cements containing different RHA reactivity.
| RHA | Replacement percentage (%, by weight) | |||
|---|---|---|---|---|
| 5% | 10% | 15% | 20% | |
| RHA-4 | CEM II/A-H 52.5 R | CEM II/A-H 52.5 R | CEM II/A-H 52.5 R (*) | CEM II/A-H 52.5 R (*) |
| RHA-3 | CEM II/A-H 52.5 R | CEM II/A-H 52.5 R | CEM II/A-H 52.5 N | CEM II/A-H 52.5 N(*) |
| RHA-1 | CEM II/A-H 52.5 R | CEM II/A-H 52.5 N | CEM II/A-H 42.5 R | CEM II/A-H 42.5 R |
(*) Mortars with considerably reduced workability (> 15%) in relation to the control mortar (see Section 3.5 for more details).
Table 4.
Designation of cements containing high reactive RHA and low reactive RHA or FA.
| Nomenclature | Ternary blended cement |
|---|---|
| CEM II/A-H 52.5 R | 5% RHA-4+5% RHA-1 |
| 5% RHA-4+10% RHA-1 | |
| CEM II/A-H 52.5 N | 5% RHA-4+15% RHA-1 |
| CEM II/A-(H-V) 52.5 R | 10% RHA-4+5% FA |
| CEM II/A-(H-V) 52.5 N | 10% RHA-4+10% FA |
| CEM II/B-(H-V) 52.5 N | 10% RHA-4+15% FA |
| 10% RHA-4+20% FA |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



