Submitted:
25 April 2023
Posted:
26 April 2023
You are already at the latest version
Abstract
To improve accessibility, this article describes a static, four-legged, walker that can be constructed from materials and fasteners commonly available from hardware stores coupled by open-source 3-D printed joints. The designs are described in detail, shared under an open-source license, and fabricated with a low-cost open-source desktop 3-D printer and hand tools. The resulting device is loaded to failure to determine the maximum load that the design can safely support in both vertical and horizontal failure modes. The experimental results showed the average vertical failure load capacity was 3680±694.3N, equivalent to 375.3±70.8kg of applied weight with the fractured location at the wood dowel handlebars. The average horizontal load capacity was 315.6±49.4N, equivalent to 32.2±5.1kg. The maximum weight capacity of a user of 187.1±29.3kg was obtained, which indicates the open-source walker design can withstand the weight requirements of all genders with a 95% confidence interval that includes a safety factor of 1.8 when considering the lowest deviation weight capacity. The design has a cost at the bottom of the range of commercial walkers and reduces the mass compared to a commercial walker by 0.5kg (19% reduction). It can be concluded that this open-source walker design can aid accessibility in low-resource settings.
Keywords:
mobility
; mobility aid
; adaptive aid
; walker
; 3-D printing
; additive manufacturing
; mechanical testing
; open hardware
; open source hardware
; frugal innovation
1. Introduction
More than 10% of the adult public live with mobility-related disabilities [1,2]. The physical struggles of accomplishing many activities of daily living are exacerbated further for those with limited financial resources; whether living in less developed countries or seniors living in poverty [3]. There are adaptive mobility aids available on the market to help (e.g., canes, walkers, rollators, wheelchairs, etc.). Unfortunately, not everyone has easy access to the global market [4], financial support can vary considerably across jurisdictions, and the additional monetary strain to purchase all the necessary adaptive aids can limit an individual’s ability to remain independent. As an example, proprietary commercial walkers range in price from CAD$66 to CAD$130 [5]. Those with mobility disabilities and living on restricted fixed incomes would benefit financially from price relief for adaptive aids. This is the case even for those with health insurance or living in a country with universal medical coverage, as the device may not be covered by their health insurance and may need to be paid out of pocket. Similarly, those without access to commercial mobility aids would benefit from a means to have them manufactured locally.
The prevalence of mobility disabilities increases as people age and develop age-related conditions such as arthritis, back problems, chronic conditions, and accidental injuries [6]. A substantial portion of the elderly population is known to be living in financial hardship, with 10.3% of U.S. adults ages 65 and older living in poverty as of 2021 [7]. In addition, the American population is aging and by 2060, approximately a quarter of Americans will be 65 years or older [8]. This will exacerbate the current challenge and thus there is a clear need for more cost-effective adaptive mobility aids.
An approach that is gaining momentum to reduce the cost of consumer goods is digital distributed manufacturing of components and products with CNC tools like 3-D printers [9,10,11]. 3-D printers have evolved from rapid prototypers into additive manufacturing (AM) devices that can be operated by local businesses [12,13,14], chain stores (e.g., shipping firms like UPS or government-owned mail [15], home improvement retailers [16]), makerspaces [17,18,19], fablabs [20], and libraries [21,22,23]. A particularly enriching approach is the do-it-together paradigm [24], where companies share open-source designs and manufacture locally [25.26]. This widespread use of 3-D printing is already poised to disrupt global value chains [27].
The migration of open-source technical development originally modeled in software [28] has also matured in hardware development: free and open-source hardware (FOSH) development [29,30]. FOSH has been growing exponentially [31] in large part due to FOSH development decreasing the costs of 3-D printers [32]. This was made possible by the open-source release of self-replicating rapid prototyper (RepRap) designs (e.g., 3-D printers that can 3-D print now more than half of their own components) [33,34,35]. There are millions of 3-D printable FOSH designs [36], and as people can treat 3-D printers as a profitable investment for household-level distributed manufacturing [37,38], there is evidence that this method is saving consumers millions of dollars per year [39].
The same open-hardware approach used for general consumer items can be applied to adaptive aids. For example, using this model for adaptive arthritis aids has resulted in financial savings averaged over 94% compared to commercially available products [40]. Organizations like Makers Making Change [41], have begun using this model as they connect people with disabilities that need assistive technologies with makers, to design and fabricate the aids [42]. Where such a model is perhaps most powerful is when an open-source design can be customized for a particular person, which increases the value for the person while possibly reducing the overall costs.
In a recent review of adaptive aids for disabilities [43], although there are several open-source solutions for those in wheelchairs in the mobility disability section, there were no good options for those that require walkers. Walkers can be categorized into three main groups: standard static walkers, front-wheeled walkers, and rollators. Standard static walkers provide the greatest weight bearing and require the user to completely lift the device off the ground for each step. This could pose a challenge for those with reduced upper body strength. Front-wheeled walkers overcome this problem and resemble standard walkers with wheels attached at the bottom of the two front legs, allowing the user to sustain a more natural gait pattern. Rollators have four wheels, a braking system, and a seat component that is better suited for users that require less weight bearing [44]. Accordingly, there is a need to establish an initial walker design that can then be evolved through open-source collaboration to address low-income mobility needs.
This article reports on the mechanical testing needed to develop a low-cost static walker under the open-source model. A functional standard walker design is described, fabricated, and tested. The resulting device is a static, four-legged, walker that can be constructed from member materials and fasteners commonly available from hardware stores coupled by open-source 3-D printed joints. The aggregate walker is loaded to failure to determine the maximum load that the design can safely support in both vertical and horizontal failure modes. The experimental results are evaluated to determine the potential for distributed digital manufacturing to assist individuals living with mobility limitations and conclusions are drawn.
2. Materials and Methods
2.1. Walker Design
Upon reviewing several commercially available walkers, the initial concept for an open-source walker was designed with 3-D printed joints and standard wooden dowels using Onshape CAD software (Onshape 1.157, Cambridge, Massachusetts, USA). The Onshape file is publicly shared [45] and the full design including bill of materials (BOM), CAD, STL and spreadsheets are available under a GNU GPL v3 on the Open Science Framework [46]. Solid, circular cross-sectional wooden dowels were chosen as the main structural members for their sustainability characteristics, as well as their general availability in standard sizes at hardware stores throughout North America. In addition, wood is a renewable resource that can be recycled and composted. A study comparing the carbon footprint of wood, and aluminum, a common structural member material for mobility aids, in the context of window frames shows that wood produced approximately four times less carbon footprint than aluminum [47]. Though strength will vary depending on the exact wood type (e.g., basswood, beech, maple, oak, etc.) or softwood (e.g., cedar, pine, spruce, etc.) chosen [48], the initial design was constructed using relatively lower strength basswood, to assess the design conservatively.
The open-source, four-legged, static walker 3-D rendered design is shown in Appendix A and includes several features that were derived from reviewing commercially available devices. The front of the walker employs a triangular bracing structure that angles inwards from the front legs and meets centrally on the top bar. This provides structural rigidity, while not interfering with a user’s legs if the walker is positioned in front of them during a sit-to-stand movement. The sides of the walker also feature two horizontal members to improve the rigidity of the device. Additionally, an A-frame design was selected to improve stability of the walker frame. To create this effect, the front and back legs of the walker are angled 10º forward and backward, respectively, while the sides are angled outward at 5º.
In its tested form (Figure 1), the walker measures 0.860m tall from floor to the top of the handles, 0.580m wide from left-to-right of the center of the handles, and 0.305m deep from front-to-back (or 0.622m measured at the bottom of the legs). This initial version of the walker was designed with the intention that the wooden dowels would be cut to length to fit an individual, and as such, the walker size is not currently adjustable without replacing the wooden dowels. The present embodiment was sized for an adult 1.65m tall according to the instructions provided in Appendix A.
Additionally, the walker features a three-piece foot design that connects a thermoplastic polyurethane (TPU) base to the wooden dowels via a press-fit polyethylene terephthalate glycol (PETG) body and #6 flathead screws. These dual material feet provide greater frictional resistance to improve the walker stability when used on smooth surfaces, such as wooden or tiled floors. A convex cylindrical TPU handle can also be press-fit centrally on the top of the walker sides to improve the grip and comfort for the user.
2.2. 3-D Printing Overview
All 3-D printed parts were created using either Polymaker PETG filament [49] or Ninja Flex TPU [50] printed on an open-source RepRap-class 3-D printer: Prusa i3 Mk3S (Prusa, Czech) using a 0.8mm nozzle. Table 1 lists the names and quantities of the 3-D printed parts and Table 2 provides the slicing parameters of for the PETG and TPU components. Due to the intricate shapes of the parts, each was oriented strategically on the print bed to avoid aligning the print layers with the anticipated fracture failure planes (Figure 2). A brim of 0.5mm is recommended for parts with minimal surface contact with the bed Support is required for both the Ang Mid Supports and the Foot Body components due to extreme overhangs, see Figure 3 for 3-D printed parts with support locations and brim. Finally, the handle was printed in a vertical orientation, as shown in Figure 4.
2.3. Wood Dowel Part Sizing
To ensure the walker is made to the proper fit for the user, measurements should be taken and adjusted with calculation procedures detailed below. The quantity of each dowel part is specified in Table 3 along with a labelled diagram of the wood dowel components and sample calculations in Appendix A and Appendix B respectively.
- a.
- Height of walker: Measure from the ground to the crease of the user’s wrist while in an upright position with arms relaxed on the sides and wearing shoes.
- b.
- Length of walker leg dowels: Take the height of walker established above and divide by Cosine 10°. Subtract 15mm for the thickness of foot cushion and 30.75 mm for the top 3-dowel joint. The final value is the length at which four wood dowels should be cut as the legs of the walker.
- c.
- Width of walker: Standard walkers have a width between 635-735mm. However, if the user requires going through more narrow entryways, some walkers can also be between 560-610mm [51]. For a more comfortable fit, it is recommended that the walker is slightly larger than shoulder width or more if the user has a wider stride.
- d.
- Length of Top Front dowel to be cut: Subtract 35.5mm from the width of walker value established above.
- e.
- Depth of walker: Proper depth allows the user’s hands to fit comfortably and within the handle and is dependent on the handle length. Ensure the length is larger than the width of the user’s fist and the amount of extra handle grip is determined by the preference of user.
- f.
- Length of Handlebar dowel to be cut: Add 82 mm to the length of the handle.
- g.
- Length of Angled Front dowel: Perform sine law by dividing the calculated length of Top Front dowel by 2, subtract 12mm, multiply by sin(95.296°), and then divide by sin(27.404°). Finally subtract 75mm.
- h.
- Length of Side dowels: These will be the last dowels cut as dimensions are dependent on the slight variations during construction and therefore the walker would have to be almost fully constructed. The length will be measured once the Ang Side connectors are placed in the proper locations as specified in assembly instructions in Appendix B between steps 15, 16 and 17. The measurement is taken from one end of the circular stress reliever to the other and then add 9mm to that value.
Table 3 summarizes the wood dowel parts required to construct a personalized walker along with the quantity.
2.4. Walker Mechanical Testing
To ensure the walker assembly can safely withstand regular use, mechanical testing was conducted to find the maximum load required to fracture the device in the vertical and horizontal planes. For each test, 5 trials were recorded using a load cell (1210AF-1K-B 1000lb, Interface, Scottsdale, Arizona, USA), a potentiometer style displacement gauge (TR100, Novotechnik, Southborough, Massachusetts, USA) with a 100mm range, and a custom LabVIEW control program (National Instruments, Austin, Texas, USA). For each of the following assessments, force-displacement curves were recorded and analyzed in a spreadsheet to determine the maximum load the walker could withstand before failure. Failure was defined as the point at which the applied force began to decrease with continued displacement, which coincided with fracturing of either the wooden dowels or the 3-D printed components.
For the vertical testing, a universal compressive and tensile testing machine (Tinius Olsen, Horsham, Pennsylvania, USA) capable of uniaxial compression was used to apply a vertical force to the walker and distributed across the center of the top handlebars. The load application points were positioned to cover the areas of a typical span of a fist to simulate the vertical component of force applied by the user pushing down onto the walker with their hands (shown in Figure 5).
To test horizontal failure, an Enerpac single action manual hydraulic hand pump (P39, Enerpac, Menomonee Falls, Wisconsin, USA) and a Simplex single acting hydraulic cylinder (R106 2-ton Capacity, Simplex, Broadview, Illinois, USA) was used to apply an expanding force to the walker handlebar from the inside of the device until component failure occurred. See Figure 6 for a layout of the testing equipment. This force was intended to simulate the outward horizontal force components the walker may experience from a normal user-applied load (shown as FH in Figure 7). For both vertical and horizontal testing, the force was controlled manually by a single operator to maintain consistency across trials.
2.5. Calculating body weight capacity
To represent the vertical and horizontal failure modes in more meaningful terms, the forces measured were translated into the amount of user-applied load the current design is capable of supporting. To calculate this, the force exerted by the user’s arms is broken down in the its vertical (i.e., FV) and horizontal (i.e., FH) components. To do so, the angle created between the forearm and horizontal plane was measured using ImageJ, an open-source image processing software [52], while the user positioned their arms resting on the walker (see Figure 7).
Through trigonomic relationships, the vertical and horizontal capacities of the device can be related to user-applied load (i.e., LA) by assuming an even distribution across the two handlebars and balancing the vertical forces (i.e., LA = 2FV). The arm force, FU, is applied at an angle of θ from the horizontal plane, and is broken down to its vertical and horizontal force components.
Accordingly, the user applied load limit for vertical component corresponding to failure can be calculated from the vertical capacity as:
Similarly from the horizontal component, the user-applied load limit can be determined by equations 2 and 3.
FV = FTestHorizontal tanθ
where, FTestVertical and FTestHorizontal are the measured vertical and horizontal capacities of the walker, respectively.
3. Results
3.1. Orientation of User Applied Load
Analysis of the frontal plane image of the sample user indicated that the angle between their forearm and the horizontal bar of the walker was 71º (Figure 7). Accordingly, equations 1-3 for calculating the limits of user-applied load for vertical and horizontal capacity testing.
3.2. Vertical Walker Testing
The failure load corresponding with the vertical capacity of the walker ranged between 2500N and 4300N with an average of 3680±694.3N (see Figure 8). All the walkers’ failure points under vertical loading were at found to be at the handlebars (as shown in Figure 9) where the wood dowels fractured. Additionally, 3 out of 5 of the walkers exhibited very slight surface cracks on other wooden dowels located along the leg dowels. All 3-D printed parts remained intact. Using equation (1), the vertical capacity of the user applied load was calculated to be 375.3±70.8kg.
3.3. Horizontal Walker Testing
The failure load corresponding to the horizontal capacity of the walker ranged from 259N to 384N, with the average being 315.8±49.4N (see Figure 10). For the horizontal testing, failure consistently manifested at the Ang 3 Connector 3-D printed part, where it experienced splitting and cracking, as shown in Figure 11. All wooden dowels and the rest of the 3-D printed parts remained unaffected. Using equation (2), the horizontal capacity of the user applied load was calculated to be 32.2±5.1kg.
4. Discussion
4.1. Caculating Weight Capacity of Walker
The user-applied load limit was found to be much larger for vertical failure (3680±694.3N, or 375.3±70.8kg) as opposed to horizontal failure (315.8±49.4N, or 197.8±30.9kg). This indicates that, in its current design, the static walker is limited by a horizontal failure mode that would result in the fracturing of the 3-D printed Ang 3 Connector to occur first. Should additional load bearing capacity be required, future iterations of the walker should begin with redesigning this component.
According to Statistics Canada, in 2009 the mean weight of Canadian men and women was 86.4 kg and 72.1 kg, respectivelty [53]. These weights are far below the measured failure load limit of the walker, with safety factors of 1.82 and 2.19 for men and women, respectively. Furthermore, the current walker design would be expected to have a safety factor of 2 for bearing all of the bodyweight of individuals that weigh 78.9kg. It should be noted that this failure load analysis is not without limitations. The vertical and horizontal capacities of the walker were assessed by independently applying forces to the device in each direction, and at realtively slow rates. It is possible that the combined loading of the walker in three dimensions could yield an alternative failure mode with a lower limit. The walker was also tested under an idealized use case, where the user was opperating the device with two hands and evenly applying load to both handlebars. Again, deviations from these boundary conditions may yield alternative failure modes and limits. Finally, the results indicated here are specific to the construction described in section 2. The walker’s dimensions, member material, and 3-D printed part construction should all be expected to change the load limits of the static walker. Despite these limitations, the safety factors described above are promising, and suggest that the device should be capable of safely bearing the load of individuals whose bodyweight is is bewteen the ranges of 78.9 to 93.55kg (lowest deviation weight capacity to average weight capacity yielding a safety factor of 2) during normal operating conditions.
4.2. Benefits of the open source walker
The open source walker has several benefits. First it can be customized for the user, so that the additional mass and uneeded complexity of a multi height walker is eliminated. This results in a substantial mass savings with typical walkers weighing 2.7kg compared to this open-source design, which weighs 2.2kg [54]. A 19% reduction in weight can have significant impacts on the users since static walkers require frequent use of upper body strength to lift the device each time it is moved. This reduced weight is particularly beneficial for those with limited strength, mobility, and balance. Device weight calculations are presented in Appendix C. Second, the open-source walker has potential for an aesthetic benefit, as users can customize the walker both with paint or stain on the wood as well as the color, texture and design on the 3-D printed parts. Additionally, the total cost of the open source walker as designed and tested here is $86.97CAD using commerical PETG/TPU and $65.52CAD using recyclebot PETG/TPU in contrast with $66-$130CAD of standard commerical walkers. The range of the open source walker cost is overall lower then current walker purchasing options. The cost, bill of materials, and comparisons between purchasing in the U.S. or Canada is shown in Appendix C.
The largest benefit of an open-source walker design may be its accessibility. Varying geographical locations across countries and the world experience inequalities to access of assistive devices as a result of limited supply chains, lack of government funding, and high costs; especially those in low and middle income countries. The supply of assistive devices are often limited by insufficient transportation or delivery services. These physical barriers make it difficult for people residing in more remote areas to access assistive devices. The benefit of having an open-source walker is its ability to be designed digitally anywhere in the world, then manufactured locally using locally available materials to overcome supply shortages. The ability to 3-D print replacement parts can also extend the functional life of the devices. Additionally, providing a cost-effective solution makes it more affordable for people who must pay out-of-pocket for healthcare needs [55]. It is important for assistive devices to have an inclusive design without the need of extra moditfications to ensure proper use and comfort of the users. This can be achieved by cusomtizable designs, like the current static walker, which can be constructed to match the user’s size and personal prefernces [56].
4.3. Risks and limitations
The basswood material used was intentionally chosen due to its softer and weaker performance to yeild more conservative testing results. Any alternative materials, however, should be assessed for comparable deflection and failure under load prior to use to ensure safety and structural integrity. Though most standard walkers have height adjustments, this feature was not included in the initial open-source walker design. Since the walker is constructed to specific measurements of the user, it is customized to them and should not require additional adjustments for a proper fit.
The ability to easily change diameters of the 3-D printed parts using parametric variables can enhance the tolorance with the wooden dowels and increase range of material compatibility to provide more stable and consistent connections. Tolorance errors are still possible due to diameter variations in the dowels during the production process. Precautions should be taken by measuring each dowel diameter and reflecting those meaurements in the CAD files prior to printing.
As the 3-D printed components are load bearing, it is impartive that they are appropiately dense and free of defects. There are several approaches that can be used to ensure this. First, following Tanikella et al. [57] the parts can be inspected post print by comparing theoetical mass for each component to the actual mass to ensure that the infill is appropriately dense as well as inspecting the outer surface for visible defects. Another apporach is to monitor the print with computer vision following Petsiuk and collaborators [58,59,60] to either detect errors in real time and/or create a virtual 3-D internal scan of the print to ensure printing integrity. This can be acomplished with any low-cost web camera attached to the 3-D printer. Mechanical strengths of fused filament fabrication (FFF) parts made from commercial filaments have been well characterized in the literature [57,61], so manufacturers should refer to that if using a different polymer. PETG has been extensively studied for tensile and failure [62], strain rate sensitivity [63], microstrucutre impacts on mechanical properties [64], in composites, [65], and machine parameters on strengh and hardeness [66]. There is also variance based on the infill selected [68,69,70,71]. Finally, it should be pointed out that there is some mechanical strength variance observed with color of the filament due to the various colorants [72].
Another possible risk to consider is that the testing was conducted in a labratory setting in which typical walker usage would occur in less controlled environments such as the outdoors that introduce untested external factors. These factors include weather, terrain roughness, and other inconsistancies in the interaction of the user and the walker.
4.4. Future work
Improvements to the current open source walker design can enhance portability for added convienence and strength to increase weight capacity. Portabilty can be achieved by implementing a rigid 3-D printed folding mechanism at various joints to make storing in cars or at home easier. Higher strength can be achieved by squaring the handlebars with the top front dowel to improve the horizontal failure load, which is currently limiting the walker’s load bearing capacity. This may also be achieved through wall thickness adjustments, as well as increasing the infill density and number of perimeters printed.
Standard static walkers are one of many different assistive devices for mobility aid that can benefit from this open-source design approach. One natural extension of the current static walker design lies in developing cost-effective, open source, 3-D printable rollator designs. Rollators are mobility devices similar to a standard walker, but which include four wheels, a braking system, and a seating component for rest. Rollators can be presricbed for improving postural stabilty as a result of muscular weakness and inblanace [73]. A possible redesign of the rollator should explore the ability to easily interchange wheels to accommodate numerous environments such as traveling in the winter where ice formed on side walks currently limits the range of locations and time of year the device can be safely used. In addition, 3-D printed features such as beverage holders or a basket can provide more utility to the user.
The largest influence on the overall cost is purchasing wooden dowels, which account for over 50% of the total expense. It is possible to explore alternatives to the sourcing of wooden dowels beyond hardware stores such as using recycled or scrap wood dowels for walker members that do not experience high load bearing (i.e., side supports). A drawback can be the inconsistency of wood and quality that can affect the performace which may pose a safety risk if the recycled or scrap material have not been well inspected and tested. A potential method to reducing the cost further is by 3-D printing using recycled filaments for both the joints and members of the walker to replace the wood dowels using an infinite belt printer. Infinite belt printers are continous 3-D printers capable of printing extremely long parts by moving along a conveyer belt print bed [74]. Similarly a large format printer could be used if it is accessbile.
Additionally, the cost of filament can be sustaintially reduced with the application of the RepRapable Recyclebot, an open source 3-D printable extruder device for converting waste plastic into filament [75]. The main costs assoicated with this method is the electricity required to power the device, which is currently about $0.04CAD for 0.24 kilowhatt hours per kilogram of recyclebot filament produced, but varies regionally. Both PETG and TPU filaments can be made this way from virgin sources of plastic or failed and recycled 3-D prints. This significantly reduces the cost of hard thermoplastic filament from $21.50CAD to $0.04CAD to build the open source walker. When coupled with the fabrication of the wood members as well, this provides a substantive cost reduction and is an area of promising future work. Recycled PETG and TPU filament spools that run on a recyclebot reduces the plastic costs to a few pennies per kilogram. If both the 3-D printed parts and the wood are replaced with recycled polymers, the cost can be reduced to about CAD$5 (for the screws). Finally many of the screws could be eliminated by 3-D printing the joints such that they attached to the 3-D printed dowels. When changing the material of the structural members from basswood to PETG or another hard thermoplastic, the material properties will change, so the design should be retested to ensure structural integrity is not comprimised. One strategy related to overall device optimization may be to limit material changes to 3-D printed components that are not associated with current device failure modes. Again though, any changes should be assessed to ensure that the alterations do not cause a new failure mode to become more dominant, limiting the structural durability otherwise.
Regarding the validiation on safety and performance of this open source walker design, further investigation into the Canadian regulation of assistive devices governed by various institutions such as the Canadian Standards Association (CSA) [76] overseeing design requirements and test methods, the International Organization for Standardization (ISO) [77] overseeing performance and safety, and Health Canada [78] should be evaluated. For the United States, commericalization of a 3-D printed walker must comply with the regulations of the Food and Drug Administration (FDA) [79].
Further testing on the load bearing of the open source walker can expand into clincial trials involving the evaluation of medical device performance with human use and interaction. Results from these trials can affirm the safety of the user in real-life applications. Additionally, it can identify areas of design improvements, although clincial trials are not required for Class I medical devices such as standard static walkers.
5. Conclusions
The prevalence of mobility disabilities due to age-related conditions and injuries is increasing the demand for assistive devices. The limited supply and financial resources for users living in poverty or less developed countries pose a challenge in the accessibility of these devices. To address this, digital distributed manufacturing and open-source hardware was used to create a cost-effective, accessible, and ultimately more sustainable standard static walker constructed using basswood dowels, 3-D printed PETG joints and TPU parts, and commonly available screw fasteners. With proper measurements, the walker can be customized to any user and eliminate the need for height adjustment. Mechanical testing was conducted on a universal compressive and tensile testing machine, hydraulic cylinder, and hydraulic hand pump to find the maximum load required to fracture the device in the vertical and horizontal planes. The average vertical failure load capacity was 3680±694.3N, equivalent to 375.3±70.8kg of user-applied load, while the average horizontal load capacity was 315.6±49.4N, equivalent to 32.2±5.1kg of user-applied load. The maximum weight capacity of a user of 187.1±29.3kg was obtained. The expected safety factor for this walker design is 1.8 times the lowest deviation weight capacity. One advantage of this device is the mass reduction of 19% (or 0.5kg) compared to commercial walkers. Any difference in weight is significant when put into the perspective of a user facing diminished strength as static walkers require repetitive lifting when the user is in motion. Additionally, the present design is expected to cost between CAD$87 and CAD$65 on the high-end, which is in line with the least expensive commercial walkers. Further reduction in the cost of an open-source walker design is possible with future work using waste plastic to substitute for both commercial 3-D printing filament as well as the structural wood components that could reduce the costs to less than 10% of the present cost. These savings can increase the affordability of vital assistive aid devices around the globe and bridge the accessibility gap between the low to middle income regions and for those who do not receive insurance reimbursement for these devices.
Author Contributions
Conceptualization, J.M.R. and J.M.P.; methodology, A.S., J.M.R. and J.M.P.; software, A.S. and J.M.R.; validation, A.S., J.M.R. and J.M.P; formal analysis, A.S. and J.M.R.; investigation, A.S. and J.M.R.; resources, J.M.P; data curation, A.S. and J.M.P.; writing—original draft preparation, A.S., J.M.R. and J.M.P.; writing—review and editing, A.S., J.M.R. and J.M.P.; visualization, A.S.; supervision, J.M.R. and J.M.P.; funding acquisition, J.M.P.
Funding
This research was funded by the Thompson Endowment and the Natural Sciences and Engineering Research Council of Canada and the Frugal Biomed Initiative at Western University.
Institutional Review Board Statement
Not applicable
Informed Consent Statement
Not applicable
Data Availability Statement
All data is available upon request and is on the Open Source Framework: https://osf.io/v3njw/
Acknowledgments
The authors would like to acknowledge helpful discussions and technical assistance from Aiham Adawi.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript; or in the decision to publish the results.
Appendix A. Open source walker labelled diagram and Sample Calculations for Fit
The labeled diagram of the design for all the major components is shown in Figure A1.
Figure A1.
Labelled diagram of all wood dowel components.

Sample Calculations for Proper Fit
Height of walker: Measured height of 860 mm from the user’s wrist to the ground
Length of walker leg dowels to be cut:
Width of walker: Desired overall width is 580 mm
Length of Top Front dowel to be cut:
Depth of walker: Desired length of handle is 150mm.
Length of Handlebar dowel to be cut:
Length of Angled Front dowel:
Length of Top Side and Bottom Side Support dowels to be cut:
Appendix B. Assembly of Walker
Method For Foot Assembly
- 1)
- Insert the Foot Washer flush into the Foot Body. It should fit snug.
- 2)
- Slide the Foot Cushion into the bottom of the Foot Body and exert a good amount of force to press it into the tight space. A helpful tip is to press with the palm which allows full arm to exert force. See Figure A2.
Figure A2.
Assembling foot.

Method For Walker Assembly
- 1)
- Measure and mark the center of the Top Front dowel. Then mark half the length of the Middle Support part on either side of the first mark.
- 2)
- Align the Middle Support through the dowel with the marks and secure it using screws and a drill.
- 3)
- Measure and draw a center line along the length of the handlebar dowel (lateral area).
- 4)
- Secure the Ang 2 Connector [L] and Ang 3 Connector [L] onto either ends of the handlebar with both stress relieves centered to the line and that the letters are right-side up. See Figure A3.
Figure A3.
Handle bar assembly.

- 5)
- Secure a Leg dowel onto Ang 2 Connector [L].
- 6)
- Slide two Ang Side Support [O] onto the Leg dowel with the stress relieves pointing to the right and the [O] symbol positioned at the top. See Figure A4.
Figure A4.
First half of leg assembly.

- 7)
- Secure a Leg dowel onto Ang 3 Connector [L] on the end with the stress relieves pointing in the same direction.
- 8)
- Slide one Ang Side Support [□] onto the leg dowel with the stress relieves pointing to the right and the [□] symbol positioned at the top. Following that by sliding the Ang Mid Support [L]. See Figure A5.
Figure A5.
Second half of leg assembly.

- 9)
- Repeat steps 3-8 for the right side and where you used the [O] part will now be [□].
- 10)
- Insert (do not secure) the last connection of Ang 3 Connectors onto either ends of the Top Front dowel. By this step, the overall frame of the walker is constructed. See Figure _ (e).
Figure A6.
Connected both left and right sides.

- 11)
- Secure both Angled Front dowel into Middle Support and lay the walker upside-down on a flat surface so the Top Front dowel side is resting on the ground.
- 12)
- Slide one of the Ang Mid Support into the other end of the Angled Front Dowel. Be cautious when doing so as the fit will be tight and ensure the dowel sits fully into the connectors. Secure it once it’s in place. See Figure A7.
Figure A7.
Connected first angled support.

- 13)
- Repeat step 12 for the remaining side.
- 14)
- Secure the Ang 3 Connectors onto Top Front dowel.
- 15)
- Position the walker right-side up. Secure the Bottom Side Support dowel into the fixed Ang Mid Support part. Unsecure the Ang 2 Connector to add room and slowly move the corresponding Ang Side Support into the dowel. Be cautious as forcing it in place poses a risk of breaking the parts. Once fully in place, all the parts on that one side can be secured. See Figure A8
Figure A8.
Connected bottom side connector.

- 16)
- Move the top Ang Side Connectors down from the top by 150mm. Insert the Top Side Support into one of the connectors. Try to align both connectors in parallel and slowly move them towards the top of the walker so the Top Side dowel starts to fit into the other connector. Keep moving them incrementally until the dowel is fully in (see Figure A9).
Figure A9.
Connected top side connector.

- 17)
- Repeat steps 15-16 for the other side.
- 18)
- Secure all four feet onto ends of the Leg dowels (Figure A10).
Figure A10.
Connecting feet.

Appendix C. Cost calculations
The price of the wood dowels is summarized in Table A1, of screws in Table A2, and of 3-D printed parts in Table A3, along with the weights of each part. The total cost of constructing one open-source walker equates to CAD$65.52-86.97 depending on the use of recyclable or commercial filament with the majority of costs originating from purchasing wood dowels at CAD$45.29, followed by the filament cost of CAD$0.05-36.63, and the screws at CAD$5.05.

Table A1.
Wood dowel diameter size with its corresponding weight and price.
| Diameter Size | Quantity | Total Used Length (m) | Total Weight of Length (kg) | Total Cost (CAD$) | ||
|---|---|---|---|---|---|---|
| 19.19* | 2 | 2.27 | 0.41 | 13.65 | ||
| 22.4** | 5 | 4.12 | 0.95 | 31.64 | ||
| Total | 6.39 | 1.36 | 45.28 |
* Dowels were purchased at $6.49+HST per 1.22m with a net weight of 0.18kg ** Dowels were purchased at $8.29+HST per 1.22m with a net weight of 0.23kg .
Table A2.
Screw weight and price.
| Screws | Quantity | Weight (g) | Price (CAD$) | |
|---|---|---|---|---|
| M6 1/2 inch* | 82 | 65.6 | 5.05 | |
| * Weight of each screw was 0.80g | ||||
Table A3.
3-D printed parts weight, price, and time calculations using PETG and TPU 85A.
| PETG Parts | Quantity | Weight/Part (g) | Total Weight (g) | Cost ($) | Time |
|---|---|---|---|---|---|
| Ang 3 Connector [L] | 1 | 77.22 | 77.22 | 1.87 | 1h 37m |
| Any 3 Connector [R] | 1 | 77.21 | 77.21 | 1.87 | 1h 37m |
| Ang 2 Connector [L] | 1 | 65.22 | 65.22 | 1.58 | 1h 18m |
| Ang 2 Connector [R] | 1 | 65.22 | 65.22 | 1.58 | 1h 18m |
| Ang Mid Support [L] | 1 | 78.91 | 78.91 | 1.91 | 1h 45m |
| Ang Mid Support [R] | 1 | 78.90 | 78.9 | 1.91 | 1h 45m |
| Middle Support | 1 | 73.33 | 73.33 | 1.77 | 1h 32m |
| Ang Side Support [O] | 3 | 45.24 | 135.72 | 3.28 | 2h 48m |
| Ang Side Support [□] | 3 | 45.33 | 135.99 | 3.29 | 2h 51m |
| Foot Body | 4 | 25.24 | 100.96 | 2.44 | 2h 20m |
| Total | 888.68 | 21.50 | 18h 51m | ||
| TPU Parts | |||||
| Foot Cushion | 4 | 9.53 | 38.12 | 3.10 | 3h 12m |
| Foot Washer | 4 | 1.18 | 4.72 | 0.38 | 24m |
| Handle Grip | 2 | 71.56 | 143.12 | 11.64 | 12h 16m |
| Total | 185.96 | 15.13 | 15h 52m | ||
| Total of All | 1074.64 | 36.63 | 34h 43m |
* Cost is calculated based on a 1kg Polymaker PETG Filament spool priced at CAD$21.41+HST. ** Cost is calculated based on a 0.5kg NinjaFlex TPU 85A Filament spool priced at CAD$36.00+HST.
Table A4.
Cost comparison of the open walker with materials sourced from United States versus Canada, in $USD, along with a comparison between using commercial PETG versus recyclebot PETG filament.
Table A4.
Cost comparison of the open walker with materials sourced from United States versus Canada, in $USD, along with a comparison between using commercial PETG versus recyclebot PETG filament.
| Material | United States (USD) | Canada (USD) | Canada (CAD) |
|---|---|---|---|
| Screws | 8.2 | 3.69 | 5.05 |
| 19.19mm (3/4in) Wood Dowel | 12.96 | 9.96 | 13.65 |
| 22.4mm (7/8in) Wood Dowel | 83.1 | 23.09 | 31.64 |
| Commercial PETG | 19.58 | 15.69 | 21.5 |
| Recycled PETG | 0.03 | 0.03 | 0.04 |
| Commercial TPU | 11.04 | 12.27 | 15.13 |
| Recycled TPU | 0.01 | 0.01 | 0.01 |
| Total Commercial PETG/TPU Cost | 134.88 | 64.71 | 86.97 |
| Total Recyclable PETG/TPU Cost | 115.34 | 49.05 | 65.52 |
* Cost of materials from Canada were taken from the above tables and converted to $USD using a 1.37 $CAD/$USD exchange rate.
References
- Iezzoni, L. When Walking Fails: Mobility Problems of Adults with Chronic Conditions; University of California Press, 2003; ISBN 978-0-520-23819-0.
- CDC Disability Impacts All of Us Infographic | CDC Available online: https://www.cdc.gov/ncbddd/disabilityandhealth/infographic-disability-impacts-all.html (accessed on 3 February 2023).
- Orgera, K.; Damico, A. 2018 How Many Seniors Are Living in Poverty? National and State Estimates under the Official and Supplemental Poverty Measures in 2016; The Henry J. Kaiser Family Foundation: Oakland, CA, USA, 2018.
- UN. World’s Poorest Nations Need International Support, Experts Tell Preparatory Committee, as E-Commerce, Global Market Access Take Centre Stage. Available online: https://press.un.org/en/2021/dev3440.doc.htm (accessed on 24 February 2023).
- walkers—Google Shopping. Available online: https://www.google.ca/search?q=walkers&client=firefox-b-d&source=lnms&tbm=shop&sa=X&ved=2ahUKEwivzOW-t7D9AhUEmYkEHcLIC6cQ_AUoAXoECAEQAw (accessed on 24 February 2023).
- Iezzoni, L. I.; McCarthy, E. P.; Davis, R. B.; Siebens, H. Mobility difficulties are not only a problem of old age. Journal of General Internal Medicine 2001, 16(4), 235–243. [CrossRef]
- U.S. Census Bureau, Poverty Rate of Children Higher Than National Rate, Lower for Older Populations Available online: https://www.census.gov/library/stories/2022/10/poverty-rate-varies-by-age-groups.html (accessed on 3 February 2023).
- U.S. Census Bureau, The U.S. Joins Other Countries With Large Aging Populations Available online: https://www.census.gov/library/stories/2018/03/graying-america.html (accessed on 3 February 2023).
- Gershenfeld, N. How to Make almost Anything: The Digital Fabrication Revolution. 2012. Available online: http://cba.mit.edu/docs/papers/12.09.FA.pdf (accessed on 28 October 2017).
- Markillie, P. A Third Industrial Revolution. The Economist, 2012. Available online: http://www.economist.com/node/21552901 (accessed on 11 October 2017).
- Rundle, G. A Revolution in the Making: 3D Printing, Robots and the Future; Affirm Press, 2014; ISBN 978-1-922213-30-3.
- Gwamuri, J.; Wittbrodt, B.; Anzalone, N.; Pearce, J. Reversing the Trend of Large Scale and Centralization in Manufacturing: The Case of Distributed Manufacturing of Customizable 3-D-Printable Self-Adjustable Glasses. Chall. Sustain. 2014, 2, 30–40. [CrossRef]
- Anderson, P.; Sherman, C.A. A discussion of new business models for 3D printing. Int. J. Technol. Mark. 2007, 2, 280–294. [CrossRef]
- Laplume, A.; Anzalone, G.; Pearce, J. Open-source, self-replicating 3-D printer factory for small-business manufacturing. Int. J. Adv. Manuf. Technol. 2015, 85, 633–642. [CrossRef]
- Ariel Bogle. Can UPS Help Make 3-D Printing Mainstream?. Available online: http://www.slate.com/blogs/future_tense/2013/08/02/ups_plans_to_test_3_d_printing_services_in_u_s_stores.html (accessed on 22 March 2018).
- HOME DEPOT | DIY MEETS MIY (MAKE IT YOURSELF). Available online: https://www.makerbot.com/media-center/2014/07/14/home-depot-diy-meets-miy-make (accessed on 22 March 2018).
- Seo-Zindy, R.; Heeks, R. Researching the Emergence of 3D Printing, Makerspaces, Hackerspaces and FabLabs in the Global South: A Scoping Review and Research Agenda on Digital Innovation and Fabrication Networks. THE ELECTRONIC JOURNAL OF INFORMATION SYSTEMS IN DEVELOPING COUNTRIES 2017, 80, 1–24. [CrossRef]
- Beltagui, A.; Sesis, A.; Stylos, N. A Bricolage Perspective on Democratising Innovation: The Case of 3D Printing in Makerspaces. Technological Forecasting and Social Change 2021, 163, 120453. [CrossRef]
- Kantaros, A.; Diegel, O.; Piromalis, D.; Tsaramirsis, G.; Khadidos, A.O.; Khadidos, A.O.; Khan, F.Q.; Jan, S. 3D Printing: Making an Innovative Technology Widely Accessible through Makerspaces and Outsourced Services. Materials Today: Proceedings 2022, 49, 2712–2723. [CrossRef]
- Byard, D.J.; Woer, A.L.; Oakley, R.B.; Fiedler, M.J.; Snabes, S.L.; Pearce, J.M. Green Fab Lab Applications of Large-Area Waste Polymer-based Additive Manufacturing. Additive Manufacturing 2019, 27, 515-525. [CrossRef]
- Moorefield-Lang, H. Makers in the library: Case studies of 3D printers and maker spaces in library settings. Libr. Hi Tech 2014, 32, 583–593. [CrossRef]
- Moorefield-Lang, H. Change in the Making: Makerspaces and the Ever-Changing Landscape of Libraries. TechTrends 2015, 59, 107–112. [CrossRef]
- Pryor, S. Implementing a 3D Printing Service in an Academic Library. J. Libr. Adm. 2014, 54, 1–10. [CrossRef]
- Dupont, L.; Kasmi, F.; Pearce, J.M.; Ortt, R.J. “Do-It-Together” and Innovation: Transforming European Industry. Journal of Innovation Economics & Management 2023, 40, 1–11. [CrossRef]
- Marche, B.; Kasmi, F.; Mayer, F.; Dupont, L. Implementing Do-It-Together: The Cross-fertilization of Do-It-Yourself and Open Manufacturing. Journal of Innovation Economics & Management 2023, 40, 13–38. [CrossRef]
- Hassan, M.; Mies, R.; Jochem, R. Key Enablers towards Mature Company-community Collaboration in Open Source Hardware. Journal of Innovation Economics & Management 2023, 40, 159–191. [CrossRef]
- Laplume, A.; Petersen, B.; Pearce, J. Global value chains from a 3D printing perspective. J. Int. Bus. Stud. 2016, 47, 595–609. [CrossRef]
- Weber, S. The Success of Open Source; Harvard University Press: Cambridge, MA, USA, 2004; ISBN 978-0-674-01292-9.
- Gibb, A.; Abadie, S. Building Open Source Hardware: DIY Manufacturing for Hackers and Makers, 1st ed.; Addison-Wesley Professional: Boston, MA, USA, 2014; ISBN 978-0-321-90604-5.
- Oberloier, S.; Pearce, J.; Oberloier, S.; Pearce, J.M. General Design Procedure for Free and Open-Source Hardware for Scientific Equipment. Designs 2017, 2, 2. [CrossRef]
- Pearce, J.M. Sponsored Libre Research Agreements to Create Free and Open Source Software and Hardware. Inventions 2018, 3, 44. [CrossRef]
- Rundle, G. 2014. A Revolution in the Making. Simon and Schuster.
- Sells, E.; Bailard, S.; Smith, Z.; Bowyer, A.; Olliver, V. RepRap: The Replicating Rapid Prototyper-Maximizing Customizability by Breeding the Means of Production 2010. In Proceedings of the World Conference on Mass Customization and Personalization, Cambridge, MA, USA, 7–10 October 2007; ISBN 978-981-4280-25-9. [CrossRef]
- Jones, R.; Haufe, P.; Sells, E.; Iravani, P.; Olliver, V.; Palmer, C.; Bowyer, A. RepRap-the Replicating Rapid Prototyper. Robotica 2011, 29, 177–191. [CrossRef]
- Bowyer, A. 3D Printing and Humanity’s First Imperfect Replicator. 3D Print. Addit. Manuf. 2014, 1, 4–5. [CrossRef]
- Wittbrodt, B.; Glover, A.; Laureto, J.; Anzalone, G.; Oppliger, D.; Irwin, J.; Pearce, J. Life-Cycle Economic Analysis of Distributed Manufacturing with Open-Source 3-D Printers. Mechatronics 2013, 23, 713–726. [CrossRef]
- Petersen, E.E.; Pearce, J. Emergence of Home Manufacturing in the Developed World: Return on Investment for Open-Source 3-D Printers. Technologies 2017, 5, 7. [CrossRef]
- Petersen, E.E.; Kidd, R.W.; Pearce, J.M. Impact of DIY Home Manufacturing with 3D Printing on the Toy and Game Market. Technologies 2017, 5, 45. [CrossRef]
- Pearce, J.; Qian, J.-Y. Economic Impact of DIY Home Manufacturing of Consumer Products from Free and Open Source Designs. European Journal of Social Impact and Circular Economy 2022, 3, 1–24. [CrossRef]
- Gallup, N.; Bow, J.K.; Pearce, J.M. Economic Potential for Distributed Manufacturing of Adaptive Aids for Arthritis Patients in the U.S. Geriatrics 2018, 3, 89. [CrossRef]
- Makers Making Change. Available online: https://makersmakingchange.com/ (accessed on 20 February 2023).
- Smith, P. Commons People: Additive Manufacturing Enabled Collaborative Commons Production. In Proceedings of the 15th RDPM Conference, Loughborough, UK, April 2015.
- Ariza, J.Á.; Pearce, J.M. Low-Cost Assistive Technologies for Disabled People Using Open-Source Hardware and Software: A Systematic Literature Review. IEEE Access 2022, 10, 124894–124927. [CrossRef]
- Bradley, S.M.; Hernandez, C.R. Geriatric Assistive Devices. AAFP 2011. Available online: https://www.aafp.org/pubs/afp/issues/2011/0815/p405.html (accessed on 31 January 2023).
- So, A. Open Source Static Walker Assembly. 2023. https://cad.onshape.com/documents/f76431cccbb43ef79b0eb32f/w/2534bbc3536ada6a0d339e1a/e/2bbe74a159750ce6bb874837?renderMode=0&uiState=6424734000dc3b67df226d38 (accessed March 30,2023).
- Open source walker source files, 2023. Available online: https://osf.io/v3njw/ (accessed March 30,2023).
- Sinha, A., & Kutnar, A. (2012). Carbon Footprint versus Performance of Aluminum, Plastic, and Wood Window Frames from Cradle to Gate. MDPI 2012, 2, 542–553.
- Hardwood vs Softwood—Difference and Comparison | Diffen. Available online: https://www.diffen.com/difference/Hardwood_vs_Softwood (accessed on 13 January 2023).
- PolyLite PETG. Polymaker. Available online: https://us.polymaker.com/products/polylite-petg?variant=39574344761401 (accessed on 17 March 2023).
- NinjaFlex 3D Printer Filament (85A). NinjaTek. Available online: https://ninjatek.com/shop/ninjaflex/ (accessed on 5 January 2023).
- Using a Walker Correctly—Tricks of the Trade. OTflourish. Available online: https://seniorsflourish.com/walker/ (access on 6 January 2023).
- NIH. ImageJ Available online: https://imagej.nih.gov/ij/download.html / (accessed on 5 January 2023).
- Statistics Canada, Table 1 Mean Height, Weight, Body Mass Index (BMI) and Prevalence of Obesity, by Collection Method and Sex, Household Population Aged 18 to 79, Canada, 2008, 2007 to 2009, and 2005, 2023. Available online: https://www150.statcan.gc.ca/n1/pub/82-003-x/2011003/article/11533/tbl/tbl1-eng.htm (accessed on 31 January 2023).
- How Much Does A Walker Weigh?. WalkerForSeniors 2019. Available online: https://walkerforseniors.com/how-much-does-a-walker-weigh/ (accessed on 24 February 2023).
- Rohwerder, B. Assistive technologies in developing countries. K4D Helpdesk Report. Brighton, UK 2018.
- Global Report on Assistive Technology. UNICEF 2022; ISBN: 9789240049451.
- Tanikella, N.G.; Wittbrodt, B.; Pearce, J.M. Tensile Strength of Commercial Polymer Materials for Fused Filament Fabrication 3D Printing. Additive Manufacturing 2017, 15, 40–47. [CrossRef]
- Petsiuk, A.L.; Pearce, J.M. Open Source Computer Vision-Based Layer-Wise 3D Printing Analysis. Additive Manufacturing 2020, 36, 101473. [CrossRef]
- Petsiuk, A.; Pearce, J.M. Towards Smart Monitored AM: Open Source in-Situ Layer-Wise 3D Printing Image Anomaly Detection Using Histograms of Oriented Gradients and a Physics-Based Rendering Engine. Additive Manufacturing 2022, 52, 102690. [CrossRef]
- Petsiuk, A.; Singh, H.; Dadhwal, H.; Pearce, J.M. Synthetic-to-Real Composite Semantic Segmentation in Additive Manufacturing 2022. https://arxiv.org/abs/2210.07466.
- Tymrak, B.M.; Kreiger, M.; Pearce, J.M. Mechanical Properties of Components Fabricated with Open-Source 3-D Printers under Realistic Environmental Conditions. Materials & Design 2014, 58, 242–246. [CrossRef]
- Dolzyk, G.; Jung, S. Tensile and Fatigue Analysis of 3D-Printed Polyethylene Terephthalate Glycol. J Fail. Anal. and Preven. 2019, 19, 511–518. [CrossRef]
- Vidakis, N.; Petousis, M.; Velidakis, E.; Liebscher, M.; Mechtcherine, V.; Tzounis, L. On the Strain Rate Sensitivity of Fused Filament Fabrication (FFF) Processed PLA, ABS, PETG, PA6, and PP Thermoplastic Polymers. Polymers 2020, 12, 2924. [CrossRef]
- Özen, A.; Abali, B.E.; Völlmecke, C.; Gerstel, J.; Auhl, D. Exploring the Role of Manufacturing Parameters on Microstructure and Mechanical Properties in Fused Deposition Modeling (FDM) Using PETG. Appl Compos Mater 2021, 28, 1799–1828. [CrossRef]
- Sathish Kumar, K.; Soundararajan, R.; Shanthosh, G.; Saravanakumar, P.; Ratteesh, M. Augmenting Effect of Infill Density and Annealing on Mechanical Properties of PETG and CFPETG Composites Fabricated by FDM. Materials Today: Proceedings 2021, 45, 2186–2191. [CrossRef]
- Ajay Kumar, M.; Khan, M.S.; Mishra, S.B. Effect of Machine Parameters on Strength and Hardness of FDM Printed Carbon Fiber Reinforced PETG Thermoplastics. Materials Today: Proceedings 2020, 27, 975–983. [CrossRef]
- Ajay Kumar, M.; Khan, M.S.; Mishra, S.B. Effect of Machine Parameters on Strength and Hardness of FDM Printed Carbon Fiber Reinforced PETG Thermoplastics. Materials Today: Proceedings 2020, 27, 975–983. [CrossRef]
- Khan, S.A.; Siddiqui, B.A.; Fahad, M.; Khan, M.A. Evaluation of the Effect of Infill Pattern on Mechanical Stregnth of Additively Manufactured Specimen. Materials Science Forum 2017, 887, 128–132. [CrossRef]
- Cabreira, V.; Santana, R.M.C. Effect of Infill Pattern in Fused Filament Fabrication (FFF) 3D Printing on Materials Performance. Matéria (Rio J.) 2020, 25. [CrossRef]
- Gonabadi, H.; Yadav, A.; Bull, S.J. The Effect of Processing Parameters on the Mechanical Characteristics of PLA Produced by a 3D FFF Printer. Int J Adv Manuf Technol 2020, 111, 695–709. [CrossRef]
- Mahmood, S.; Qureshi, A.J.; Goh, K.L.; Talamona, D. Tensile Strength of Partially Filled FFF Printed Parts: Experimental Results. Rapid Prototyping Journal 2017, 23, 122–128. [CrossRef]
- Wittbrodt, B.; Pearce, J.M. The Effects of PLA Color on Material Properties of 3-D Printed Components. Additive Manufacturing 2015, 8, 110–116. [CrossRef]
- Mundt, M.; Batista, J. P.; Markert, B.; Bollheimer, C.; Laurentius, T. Walking with rollator: A systematic review of gait parameters in older persons. European Review of Aging and Physical Activity 2019, 16(1), 15.
- Günther,D.; Heymel,B.; Günther, J.F; Ederer, I. Continuous 3D-printing for additive manufacturing. Rapid Prototyping Journal, 2014, 20(4), 320-327.
- Woern, A.L.; McCaslin, J.R.; Pringle, A.M.; Pearce, J.M., RepRapable Recyclebot: Open source 3-D printable extruder for converting plastic to 3-D printing filament. HardwareX, 2018, 4, .e00026. [CrossRef]
- Product Certification & Standards Development. CSA Group. Available online: https://www.csagroup.org/store/?gclid=CjwKCAjwoIqhBhAGEiwArXT7Kzn7ftLLArIjf-4-_T2ypxREe2oLdvq-TcpYYxc5j-4Z1BFDSRlcOxoC9tAQAvD_BwE (accessed on 23 February 2023).
- ISO 11199-1:2021(en), Assistive products for walking manipulated by both arms—Requirements and test methods—Part 1: Walking frames. ISO 2021. Available online: https://www.iso.org/obp/ui/#iso:std:iso:11199:-1:ed-2:v1:en (accessed on 22 December 2022).
- Drugs and health products. Health Canada 2022. Available online: https://www.canada.ca/en/health-canada/services/drugs-health-products.html (accessed on 23 February 2023).
- Overview of Device Regulation | FDA 2020. Available online: https://www.fda.gov/medical-devices/device-advice-comprehensive-regulatory-assistance/overview-device-regulation#reg (accessed on 22 March 2023).
Figure 1.
Dimensional measurements of tested walker design.
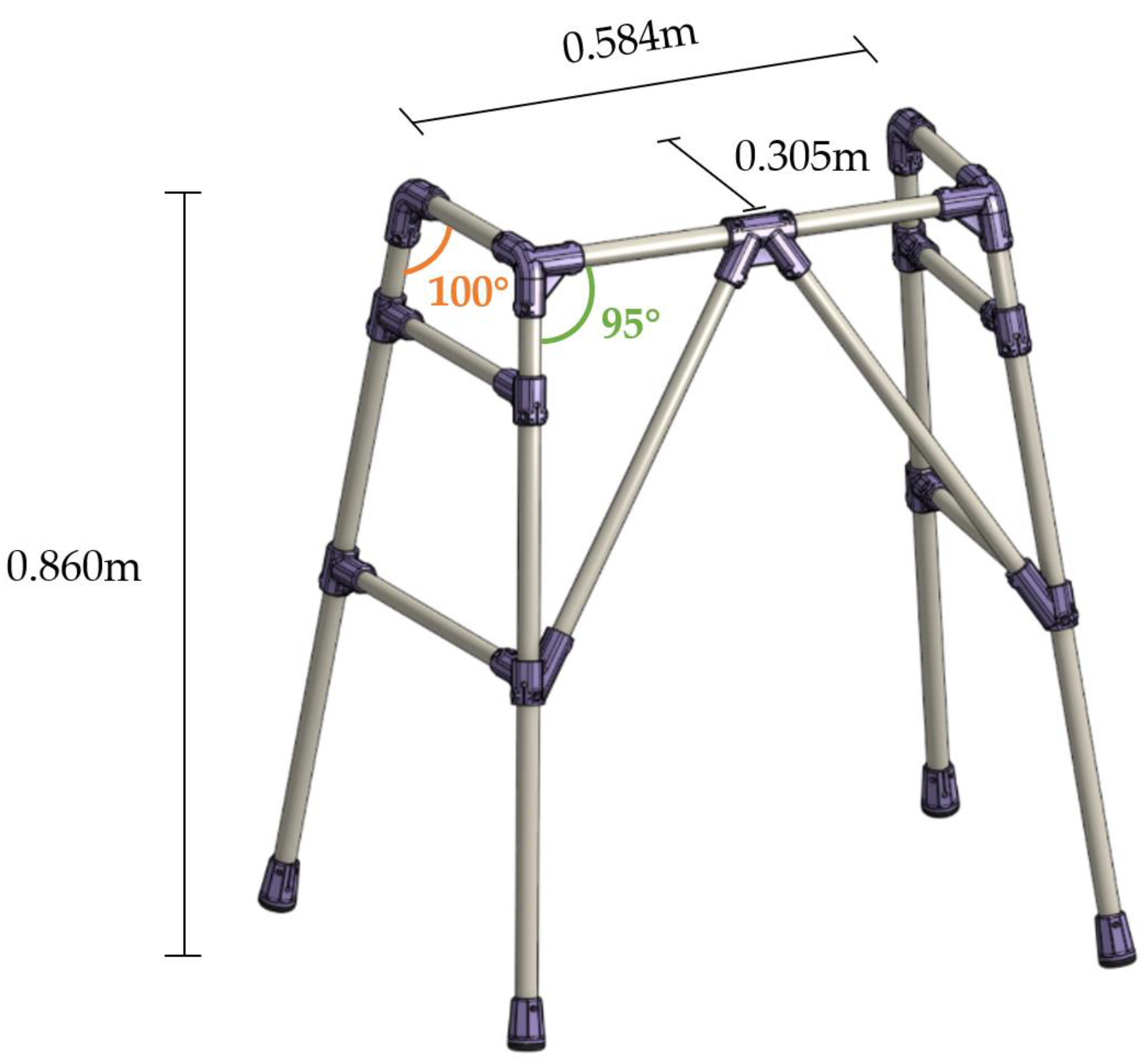
Figure 2.
Orientation of the 3-D printed parts on the print bed.
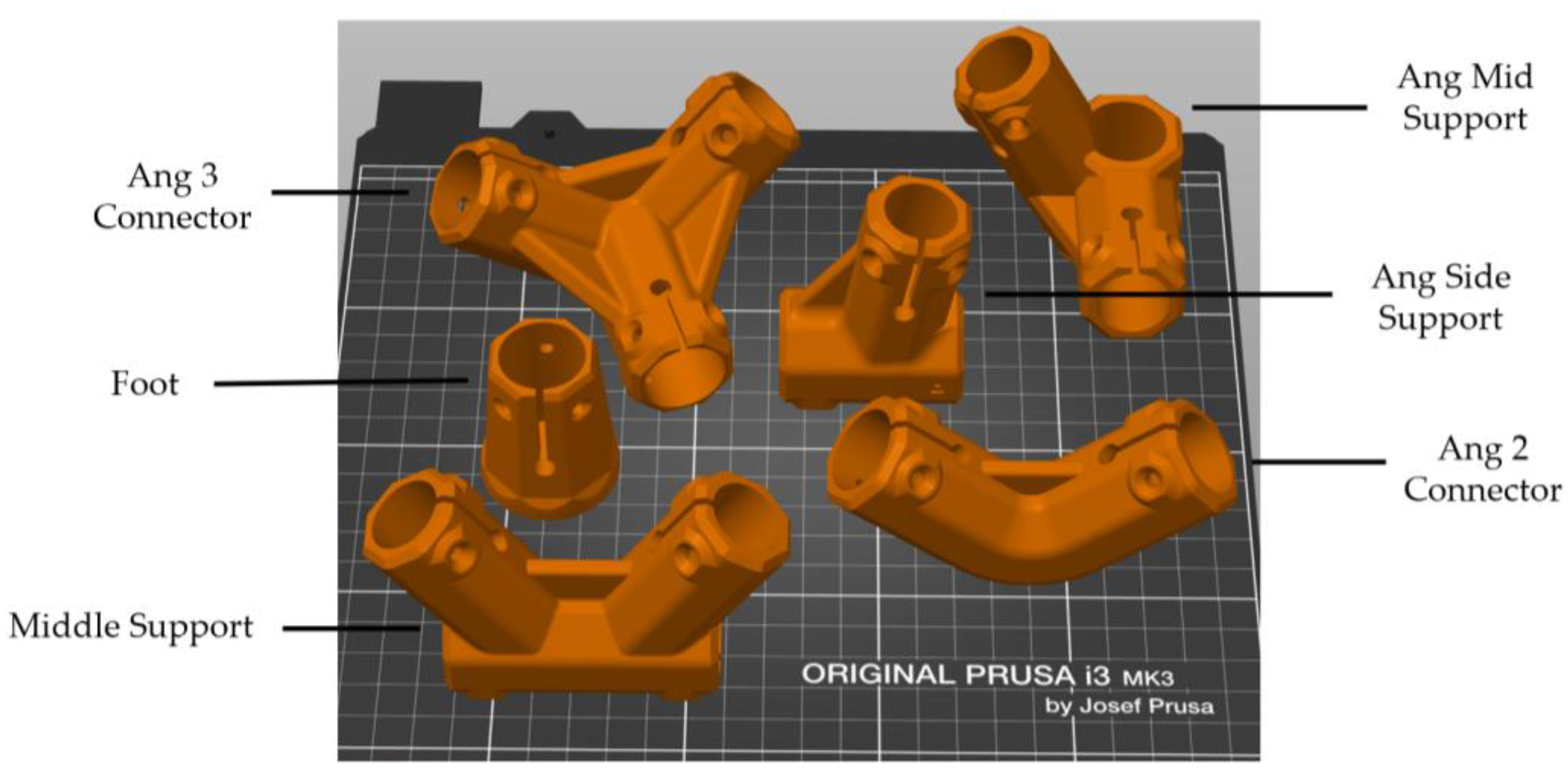
Figure 3.
3-D printed parts with support locations (light green) and brim (dark green).
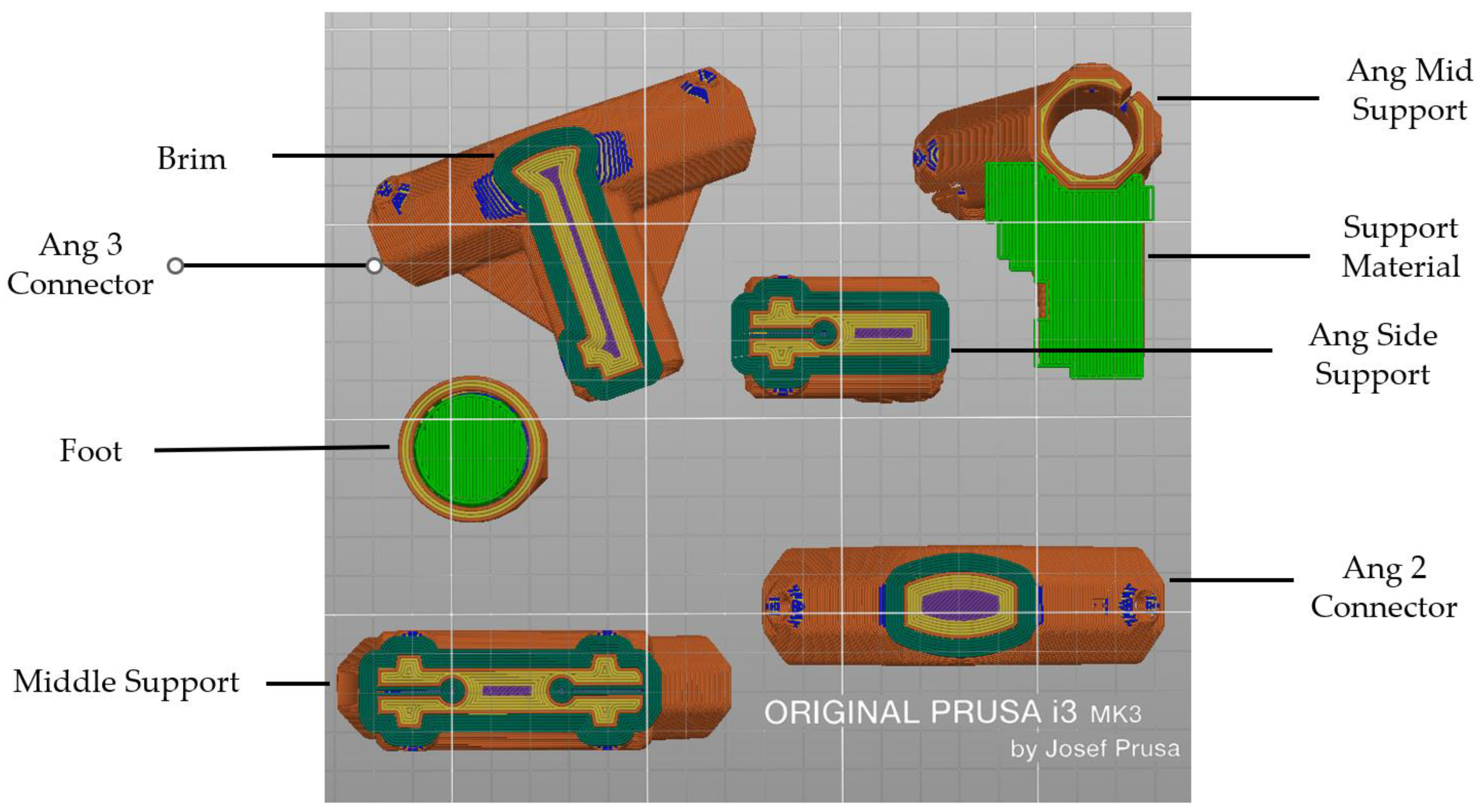
Figure 4.
Printing orientation of handle, foot cushion and washer.
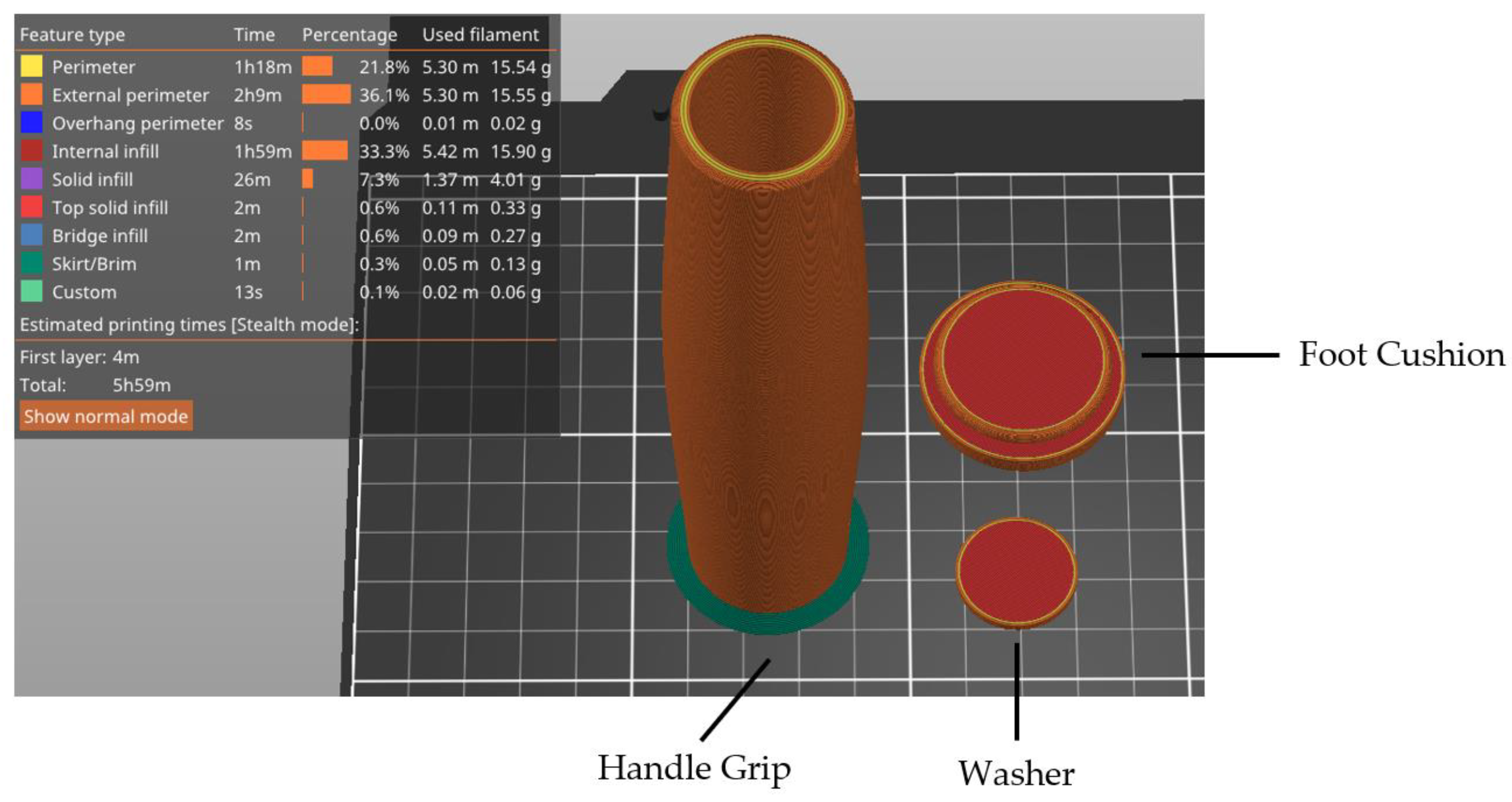
Figure 5.
Testing distributed load that replicates the span of a fists on the walker.

Figure 6.
Horizontal testing set up with the hydraulic hand pump in yellow, hydraulic cylinder in green, load cell in blue, and the displacement sensor clamped onto a fixed structure on the right.
Figure 6.
Horizontal testing set up with the hydraulic hand pump in yellow, hydraulic cylinder in green, load cell in blue, and the displacement sensor clamped onto a fixed structure on the right.
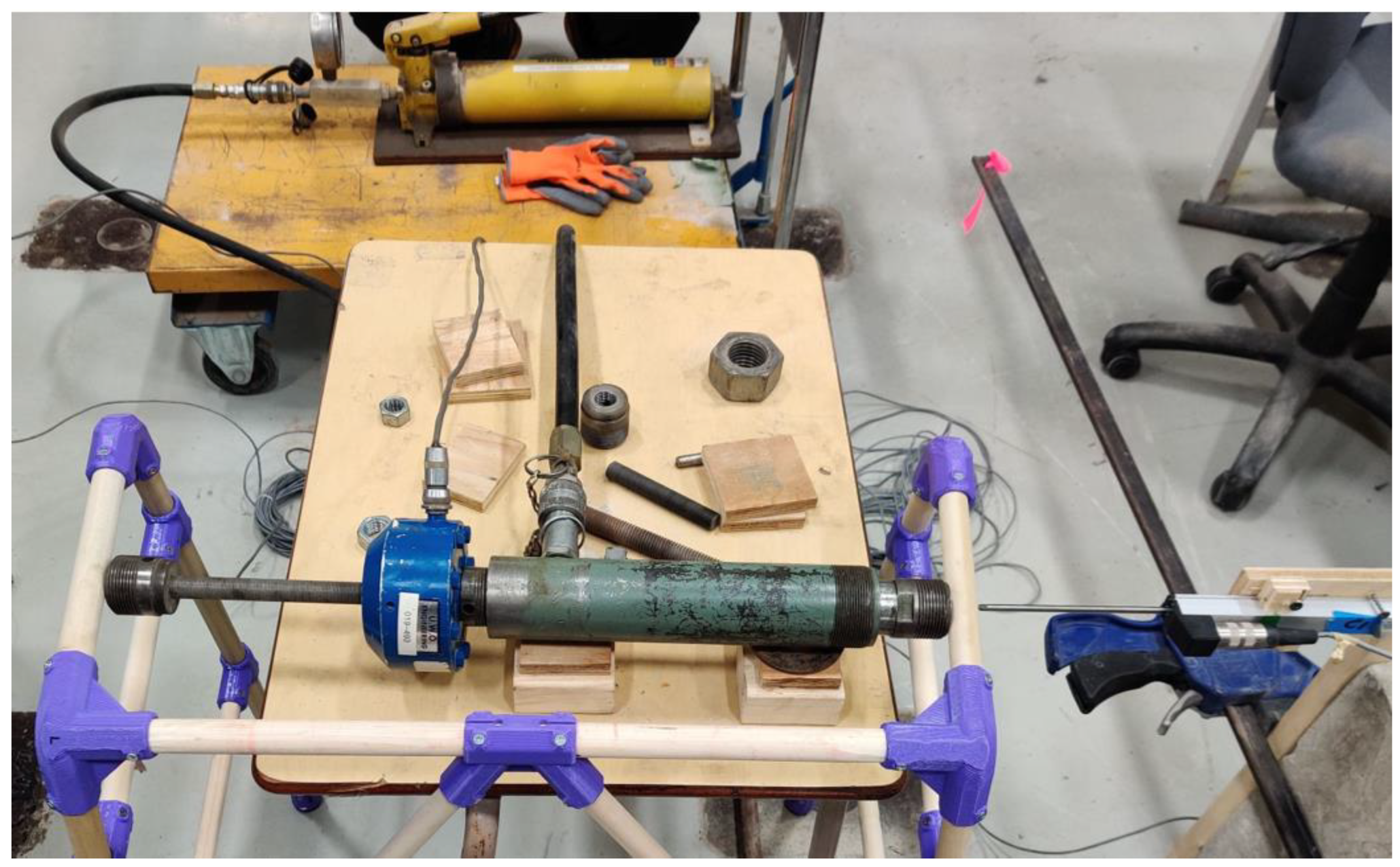
Figure 7.
(a) Angle analysis to determine the loading angle of a user while operating a walker onto the handlebar measured from the elbow to wrist using ImageJ (b) Free body diagram of forces from the applied testing forces, from body weight, and from user.
Figure 7.
(a) Angle analysis to determine the loading angle of a user while operating a walker onto the handlebar measured from the elbow to wrist using ImageJ (b) Free body diagram of forces from the applied testing forces, from body weight, and from user.
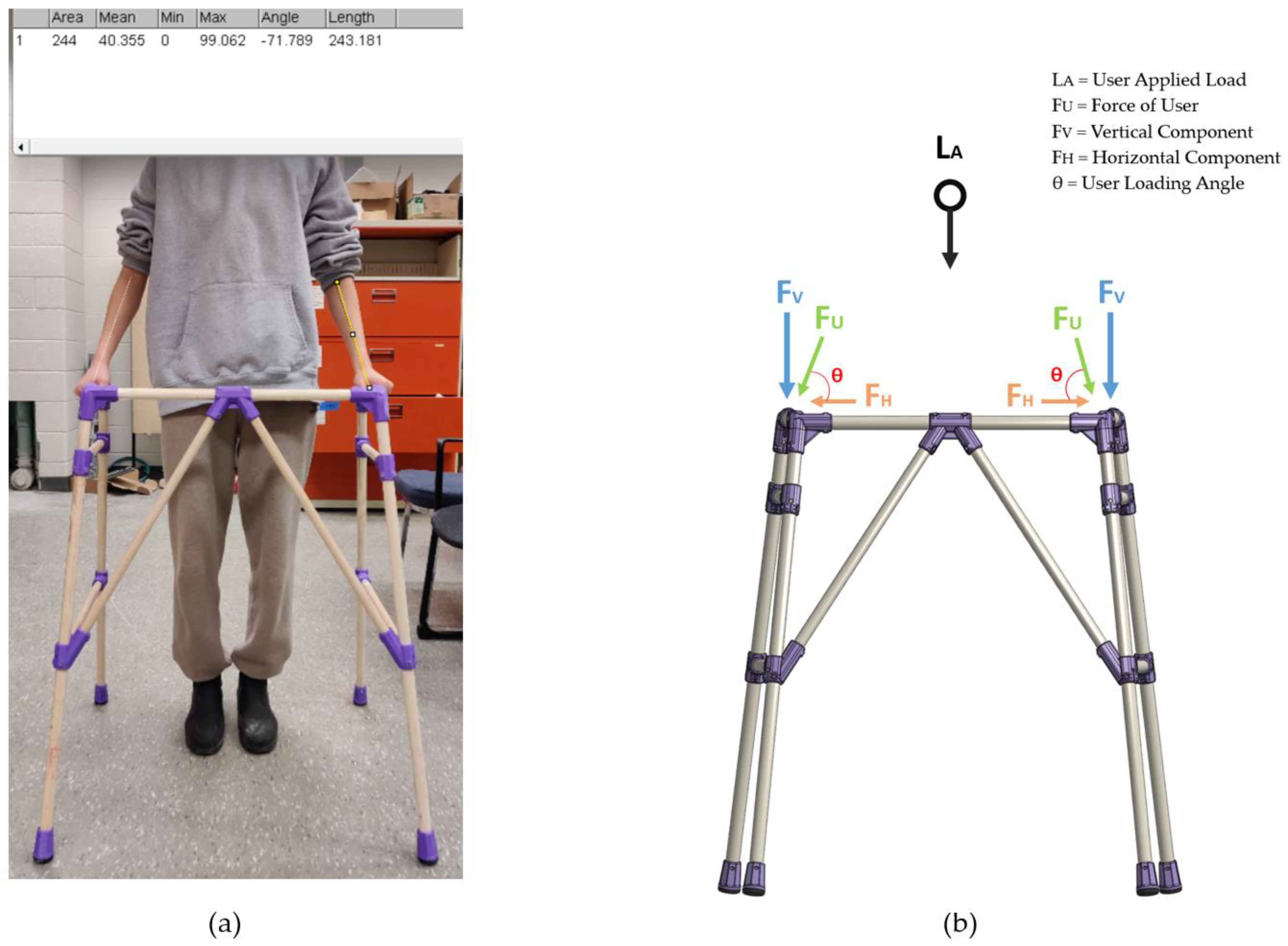
Figure 8.
Force-Displacement curves for walker vertical testing results of five independent trials.
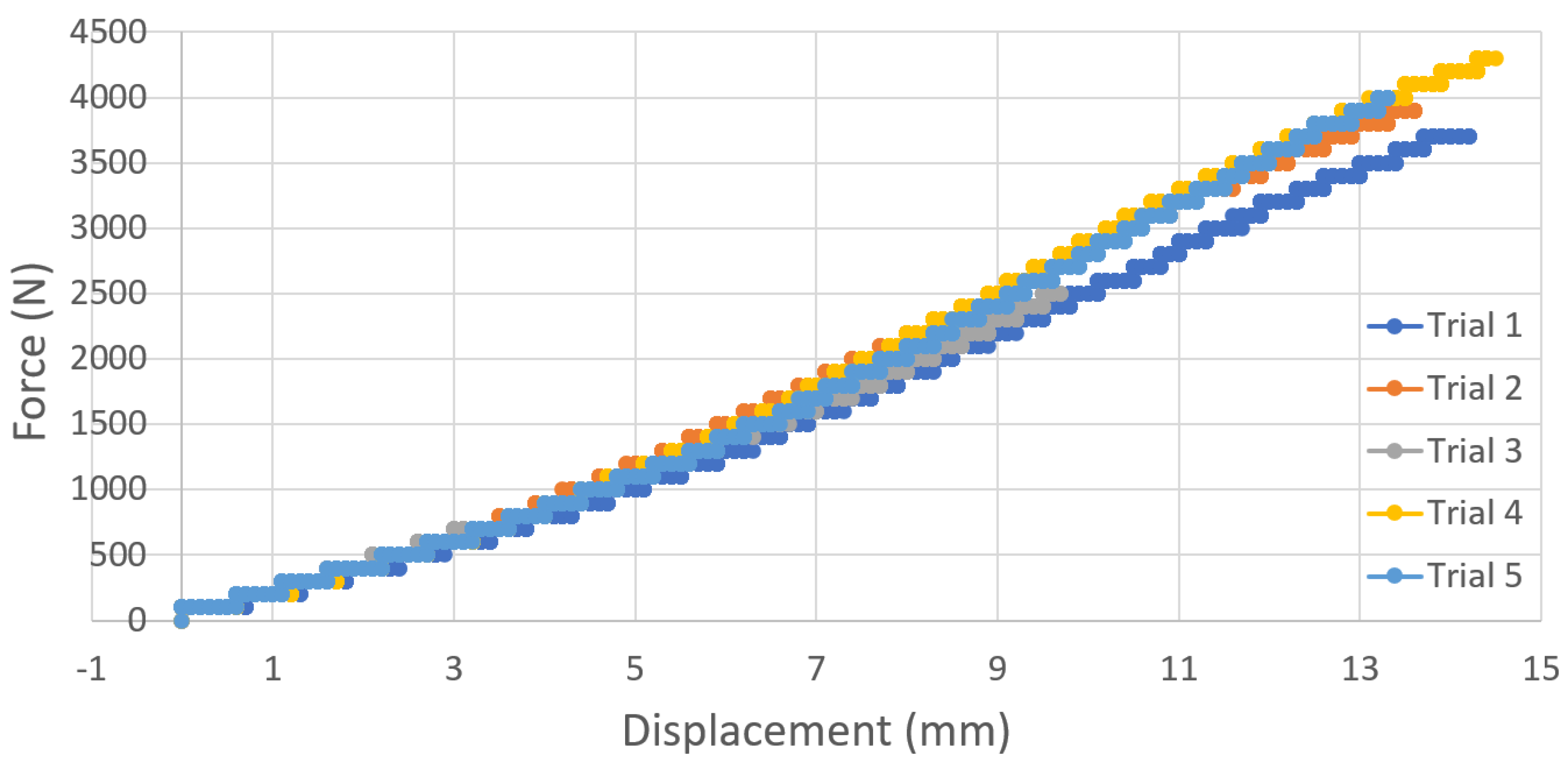
Figure 9.
Sample images of the failure occurring on handlebars after vertical walker testing.
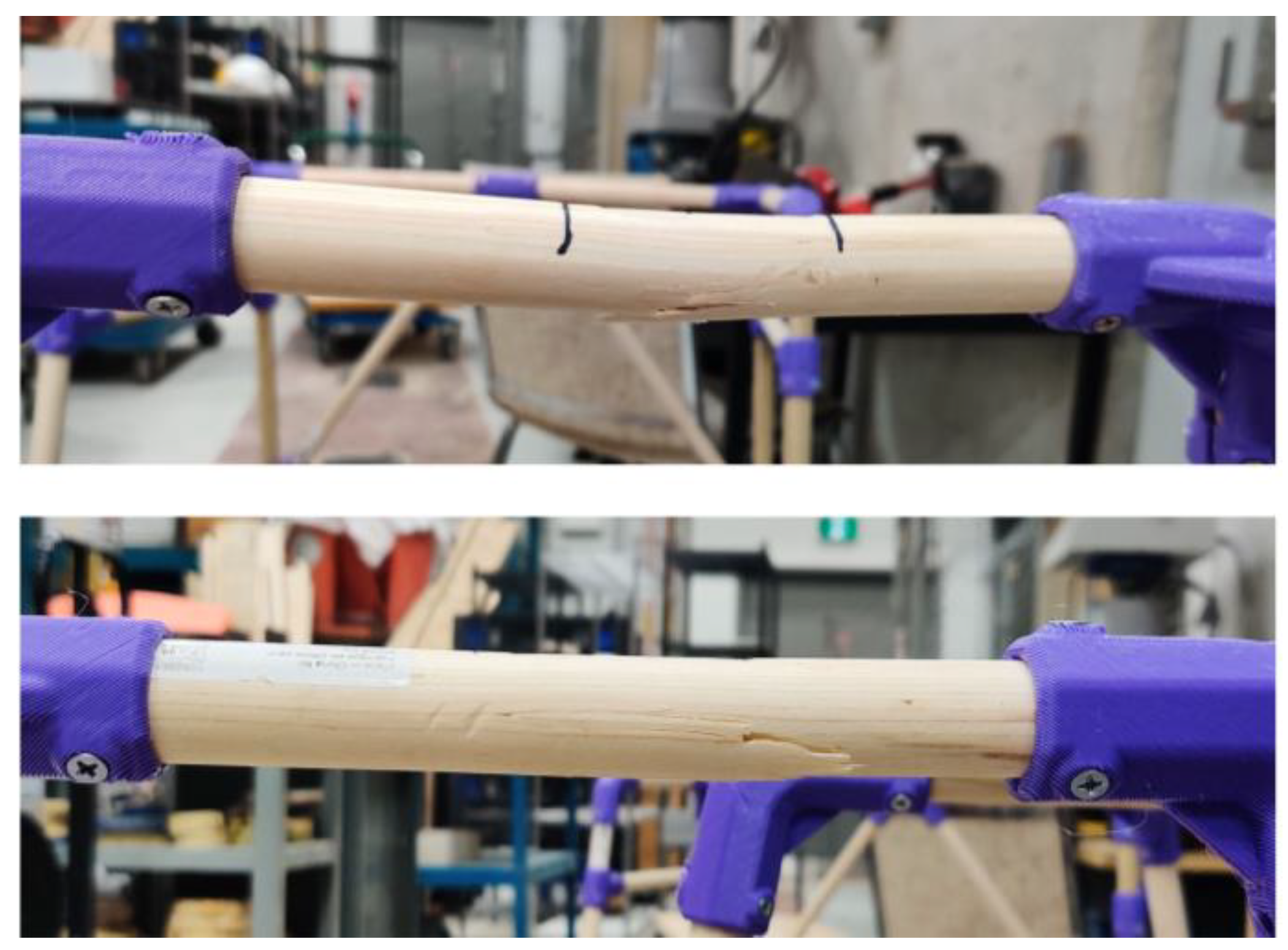
Figure 10.
A Force-Displacement curve for walker horizontal testing results of five trials.
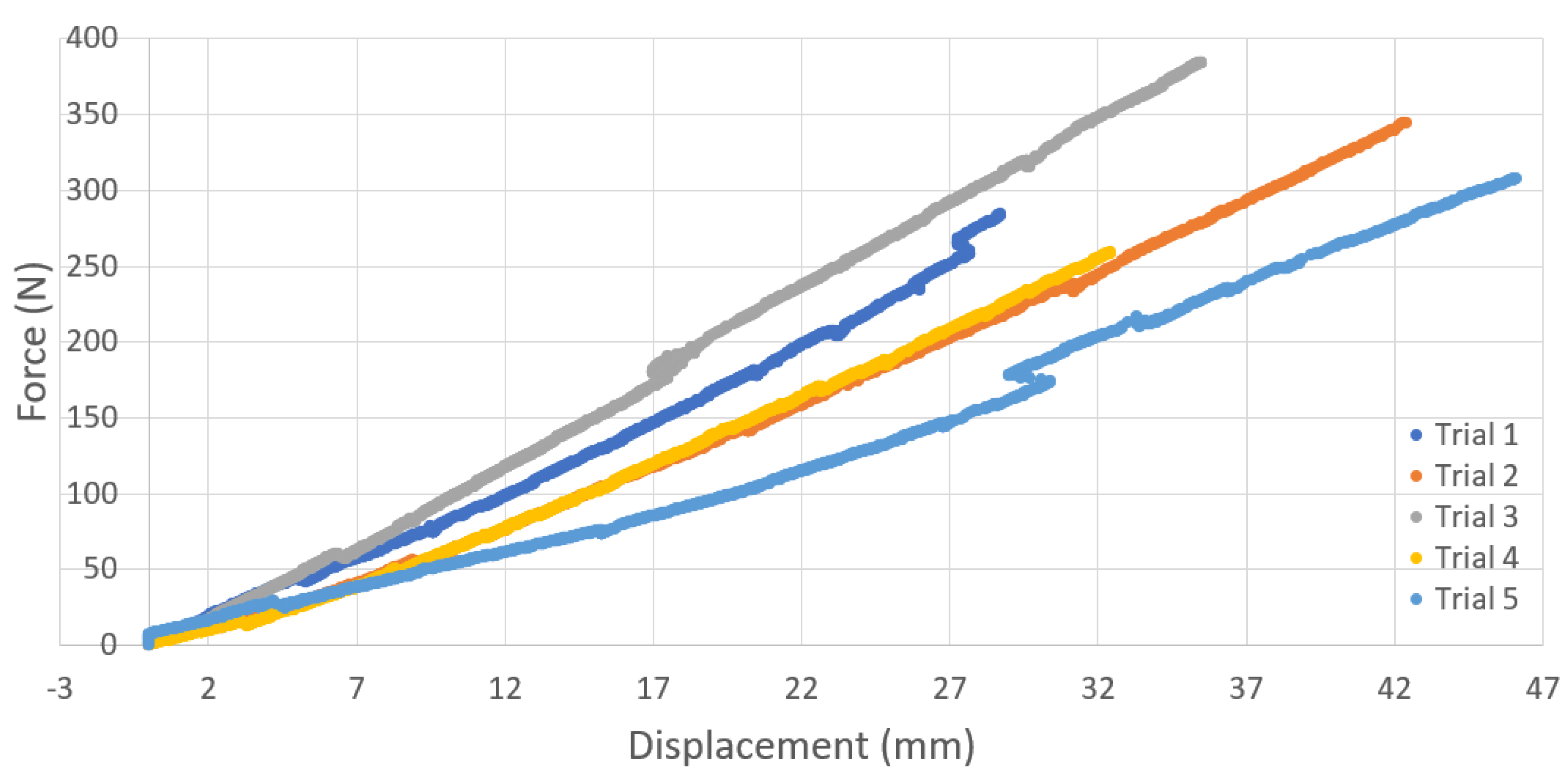
Figure 11.
Sample images of failure occurring at the 3-D printed Ang 3 Connector part after horizontal walker testing.
Figure 11.
Sample images of failure occurring at the 3-D printed Ang 3 Connector part after horizontal walker testing.

Table 1.
List of names and quantity of 3-D printed parts.
| Name | Number of Parts |
|---|---|
| Ang 3 Connector [L] | 1 |
| Any 3 Connector [R] | 1 |
| Ang 2 Connector [L] | 1 |
| Ang 2 Connector [R] | 1 |
| Ang Mid Support [L] | 1 |
| Ang Mid Support [R] | 1 |
| Middle Support | 1 |
| Ang Side Support [O] | 3 |
| Ang Side Support [□] | 3 |
| Foot Body | 4 |
| Foot Cushion | 4 |
| Foot Washer | 4 |
| Handle Grip | 2 |
Table 2.
Slicing parameters for PETG and TPU 85A filaments.
| Slicing Parameter | PETG Value | TPU 85A Value |
|---|---|---|
| Layer Height | 0.6mm | 0.15 |
| Wall Count | 6 | 2 |
| Infill Density | 80% | 30% (foot parts) |
| 15% (handle) | ||
| Infill Pattern | Gyroid | Gyroid |
| Printing Temperature | 225°C | 238°C |
| Bed Temperature | 85°C | 50°C |
Table 3.
Wood Dowel Part Names and Quantity.
| Name | Number of Parts |
|---|---|
| Top Front | 1 |
| Handlebar | 2 |
| Leg | 4 |
| Angled Front | 2 |
| Top Side Support | 2 |
| Bottom Side Support | 2 |
See Appendix B for detailed assembly instructions and images.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



