Submitted:
31 March 2026
Posted:
31 March 2026
You are already at the latest version
Abstract
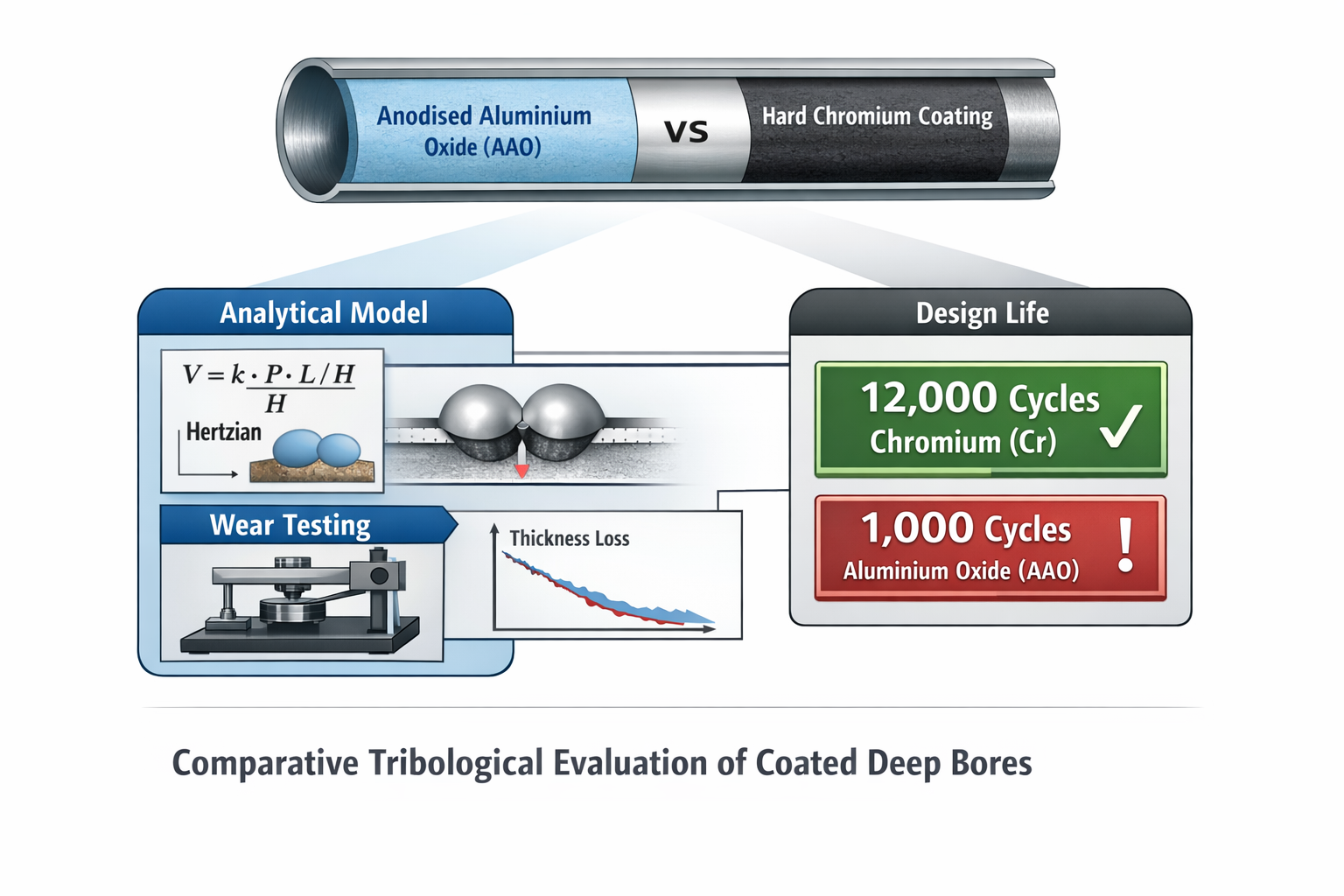
This study presents an analytical–experimental investigation of the mechanical and tribological behaviour of two coating systems applied to deep, internally profiled cylindrical components manufactured via Electrochemical Rifling (ECR): a hard anodised aluminium oxide (AAO) coating on an aluminium alloy and a hard chromium coating on alloy steel. The experimental characterisation includes microhardness measurements, coefficient of friction determination, and controlled sliding wear tests. The results indicate that the chromium coating exhibits approximately 3.2 times higher microhardness and a 16% lower average coefficient of friction compared to the anodised aluminium layer, leading to significantly improved wear resistance.A good agreement is observed between analytical predictions and experimental results. For the steel specimen, values of approximately 26,800 cycles (analytical) and 36,000 cycles (experimental) were obtained, while for the aluminium specimen the corresponding values are approximately 2,050 and 2,012 cycles.Considering the degradation mechanisms typical of hard chromium coatings, a conservative reliability-oriented criterion yields a functional service life of approximately 12,000 cycles for the chromium coating and around 1,000 cycles for the anodised aluminium coating. A Weibull-based reliability analysis (R = 0.95) indicates service lives of approximately 5,200 cycles and 433 cycles, respectively.
Keywords:
1. Introduction
2. Materials and Methods
2.1. Electro-Chemical Rifling (ECR) Process Parameters
2.2. Tested Materials and Coating Processes
- -
- hard anodising, used for the aluminium barrels, producing a compact aluminium oxide (Al₂O₃) layer formed through electrolytic oxidation. This coating improves hardness, corrosion resistance, and wear performance.
- -
- hard chrome plating, applied to the steel barrels via electrodeposition from a chromic acid electrolyte. The resulting chromium layer is characterised by high hardness, low friction coefficients, and excellent resistance to abrasive and adhesive wear, making it suitable for components subjected to extreme thermodynamic and mechanical loads.
2.3. Microhardness Measurement
2.4. Tribological Test Method
3. Analytical Contact–Wear Framework
3.1. Physical Motivation
3.2. Hertzian Contact Stress
3.3. Real Contact Area
3.4. Archard Wear Law
4. Inverse Identification and Reliability Mapping
4.1. Parameter Identification
4.2. Uncertainty Estimation
4.3. Reliability-Based Service Life
5. Determination of the Coefficient of Friction, Wear Tests of Coatings
6. Dimensional Changes at the End of Service Life Upon Attainment of Wear Criterion

7. Analytical Wear Evaluation and Operational Life Estimation
7.1. Input Parameters
7.2. Contact Radius (Hertzian)
7.3. Maximum Contact Pressure
7.4. Real Contact Area
7.5. Wear Depth Prediction
7.6. Maximum Allowable Cycles
7.7. Severity Index
7.8. Numerical Implementation of Inverse Identification
- For anodized aluminium: μ={0.876, 0.763, 0.643} = 0.761
- For chromium-coated steel: μ={0.664, 0.641, 0.630} = 0.645
- For anodized aluminium:
- For chromium-coated steel:
- For anodized aluminium:
- For chromium-coated steel:


7.9. Reliability-Based Service Life for Components with Deep Holes
8. Results and Discussion
8.1. Mechanical Resistance and Contact Response
8.2. Frictional Behaviour
8.3. Wear Kinetics and Life Estimation
8.4. Spatial Wear Distribution
8.5. Comparative Wear Resistance
8.6. Tribological Performance, Modelling Consistency and Reliability Assessment
9. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| ECR | Electrochemical Rifling |
| AAO | Hard Anodised Aluminium Oxide |
| Cr | Hard Chromium Coating |
| μ | Coefficient of Friction |
| H | Microhardness |
| F | Normal Load |
| s | Sliding Distance |
| a | Contact Radius |
| p₀ | Maximum Contact Pressure |
| Aᵣ | Real Contact Area |
| k | Wear Coefficient |
| ndesign | Design Life |
| nwear | Wear-Controlled Life |
| α | Integrity Factor |
| R | Pin radius |
References
- Zellner, M.B.; Byers, M.; Dimonte, G.; Hammerberg, J.E.; Germann, T.T.; Rigg, P.; Buttler, W. Influence of shockwave profile on ejection of micron-scale material from shocked Sn surfaces: An experimental study. DYMAT 2009 – 9th International Conference on the Mechanical and Physical Behaviour of Materials under Dynamic Loading 2009, 1. [Google Scholar] [CrossRef]
- Sopok, S.; Rickard, C.; Dunn, S. Thermal-chemical-mechanical gun bore erosion of an advanced artillery system part one: Theories and mechanisms. Wear 2005, 258, 659–670. [Google Scholar] [CrossRef]
- Tang, L.; Feng, X.; Zhai, K.G. Gap flow field simulation and experiment of electrochemical machining special-shaped inner spiral tube. Int. J. Adv. Manuf. Technol. 2019, 100, 2485–2493. [Google Scholar] [CrossRef]
- Yang, F.; Zhang, J.; Guo, C. Investigation of electrochemical machining for gradual change special-shaped deep spiral hole based on COMSOL. Int. J. Adv. Manuf. Technol. 2020, 108, 2717–2725. [Google Scholar] [CrossRef]
- Sorokatyi, R.V.; Dykha, A.V. Analysis of processes of tribodamages under the conditions of high-speed friction. J. Frict. Wear 2015, 36, 422–428. [Google Scholar] [CrossRef]
- Wang, L.; Li, S.; Xu, F.; Yang, G. United computational model for predicting thermochemical-mechanical erosion in artillery barrel considering friction behavior. Case Stud. Therm. Eng. 2022, 29, 101726. [Google Scholar] [CrossRef]
- Eder, J.; Grützmacher, P.G.; Ripoll, M.R.; Gachot, C.; Dini, D. Does speed kill or make friction better? Designing materials for high velocity sliding. Appl. Mater. Today 2022, 29, 101640. [Google Scholar] [CrossRef]
- Xiaolong, L.; Mu, L.; Zang, Y.; Qin, Q. Study on performance degradation and failure analysis of machine gun barrel. Def. Technol. 2020, 16, 362–373. [Google Scholar] [CrossRef]
- Zou, L.; Fan, J.; Huang, J.; Chen, J. The construction of a small-caliber barrel wear model and a study of the barrel wear rule. Coatings 2024, 14, 1200. [Google Scholar] [CrossRef]
- Chung, D.; Kong, H.; Nam, S. A study on the precision wear measurement for a high friction and high pressurized gun barrel by using a diamond indenter. Wear 1999, 225–229, 1258–1263. [Google Scholar] [CrossRef]
- Ji, L.; Xu, Z.; Pan, Q.; Zhang, H. Damage formation and force analysis of barrels. J. Phys. Conf. Ser. 2023, 2541, 012022. [Google Scholar] [CrossRef]
- Dobrynin, Y.; Maksymov, M.; Boltenkov, V. Development of a method for determining the wear of artillery barrels by acoustic fields of shots. East.-Eur. J. Enterp. Technol. 2020, 3, 6–18. [Google Scholar] [CrossRef]
- Dimitrov, V.; Dimitrova, V.K.; Zdravcheva, G.S. Investigation and optimisation of process parameters for electrochemical rifling of firearm barrels. Int. J. Mechatron. Appl. Mech. 2025, 21, 1–10. [Google Scholar] [CrossRef]
- Dimitrova, V.; Dimitrov, V.; Zdravcheva, G. Anodic and Chrome Coatings for Firearm Barrels: Microstructural and Phase Analysis. Tribology and Materials 2026, 5, 22–30. [Google Scholar] [CrossRef]
- Hertz, H. Über die Berührung fester elastischer Körper. J. Reine Angew. Math. 1882, 92, 156–171. [Google Scholar] [CrossRef]
- Johnson, K.L. Contact Mechanics; Cambridge University Press: Cambridge, UK, 1985; ISBN 978-0-521-34796-9.
- Bowden, F.P.; Tabor, D. The Friction and Lubrication of Solids; Oxford University Press: Oxford, UK, 1950; ISBN 978-0198507772.
- Greenwood, J.A.; Williamson, J.B.P. Contact of Nominally Flat Surfaces. Proc. R. Soc. Lond. A 1966, 295, 300–319. [Google Scholar] [CrossRef]
- Archard, J.F. Contact and Rubbing of Flat Surfaces. J. Appl. Phys. 1953, 24, 981–988. [Google Scholar] [CrossRef]
- Di Puccio, F.; Di Pietro, A.; Mattei, L. Pin-on-Plate vs. Pin-on-Disk Wear Tests: Theoretical and Numerical Observations on the Initial Transient Phase. Lubricants 2024, 12, 134. [Google Scholar] [CrossRef]
- Magelli, M.; Rossi, A.; Bianchi, S.; Conti, M. Calculation of Wear of Railway Wheels with Multibody Codes. Machines 2024, 12, 644. [Google Scholar] [CrossRef]
- Zhang, J.; Li, H.; Wang, T.; Chen, Y. Real-Time Coupled Gear Wear Prediction Model Considering Surface Topography and Dynamics. Machines 2024, 12, 734. [Google Scholar] [CrossRef]
- Tarantola, A. Inverse Problem Theory and Methods for Model Parameter Estimation; SIAM: Philadelphia, PA, USA, 2005; ISBN 978-0898715729.
- Aster, R.C.; Borchers, B.; Thurber, C.H. Parameter Estimation and Inverse Problems, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2018; ISBN 978-0128046517.
- Oreavbiere, A.; Adeyemi, O.; Martins, P.; Silva, R. Mathematical Modelling of Damage Evolution in Spur Gears. Machines 2024, 12, 346. [Google Scholar] [CrossRef]
- Bastola, A.; McCarron, R.; Shipway, P.; Stewart, D.; Dini, D. Experimental and numerical investigations of sliding wear behaviour of an Fe-based alloy for PWR wear resistance applications. Wear 2024, 540–541, 205186. [Google Scholar] [CrossRef]
- Bozherikov, S. Parametric modelling of bolted assembly and its components for industrial design and application. Journal of Applied Engineering Science 2026, 24, 188–202. [Google Scholar] [CrossRef]
- Yan, Y.; Jiang, C.; Li, W. Simulation on Coupling Effects between Surface Wear and Fatigue in Spur Gear. Engineering Failure Analysis 2022, 134, 106055. [Google Scholar] [CrossRef]
- Takeva-Beberova, I.; Bozherikov, S.; Draganov, G. Functional design of an eco-efficient parking lot for electric vehicles with photovoltaic panel integration and charging stations. Int. J. Mechatronics Appl. Mech. 2026, I. [Google Scholar] [CrossRef]
- Han, J.; Wei, Y.; Yang, T. Influence of Sliding Wear on Contact Characteristics Based on 3-D Wheel/Rail Contact Model. Journal of Mechanical Engineering Automation and Control Systems 2024, 5, 1–14. [Google Scholar] [CrossRef]
- Zhu, Y.; Qu, H.; Luo, M.; He, C.; Qu, J. Dry Friction and Wear Properties of Several Hard Coating Combinations. Wear 2020, 456–457, 203352. [Google Scholar] [CrossRef]
- Wang, W.; Shen, G.; Zhang, Y.; Zhu, Z. Dynamic Reliability Analysis of Mechanical System with Wear and Vibration Failure Modes. Mechanism and Machine Theory 2021, 163, 104385. [Google Scholar] [CrossRef]
- Wieleba, W. The Statistical Correlation of the Coefficient of Friction and Wear Rate of PTFE Composites with Steel Counterface Roughness and Hardness. Wear 2002, 252, 719–729. [Google Scholar] [CrossRef]
- He, F.; Xu, C.; Khan, M. Tribological Characterisation and Modelling for the Fused Deposition Modelling of Polymeric Structures under Lubrication Conditions. Polymers 2023, 15, 4112. [Google Scholar] [CrossRef]
- Mezlini, S.; Zidi, M.; Henia, A.; Ben Tkaya, M. Experimental, Numerical and Analytical Studies of Abrasive Wear: Correlation between Wear Mechanisms and Friction Coefficient. Comptes Rendus Mécanique 2005, 333, 830–837. [Google Scholar] [CrossRef]
- Dhouibi, M.; Stirbu, B.; Chabotier, A.; Pirlot, M.; Nassri, R. Quantification of the wear effects on the performance of small calibre guns. 32nd International Symposium on Ballistics 2022. [CrossRef]
- Student, M.; Pohrelyuk, I.; Padgurskas, J.; Rukuiža, R.; Hvozdets’kyi, V.; Zadorozhna, K.; Veselivska, H.; Student, O.; Tkachuk, O. Abrasive wear resistance and tribological characteristics of pulsed hard anodized layers on aluminum alloy 1011 in tribocontact with steel and ceramics in various lubricants. Coatings 2023, 13, 1883. [Google Scholar] [CrossRef]
- Kocaman, E.; Kılınç, B.; Durmaz, M.; Şen, Ş.; Şen, U. The influence of chromium content on wear and corrosion behavior of surface alloyed steel with Fe(16−x)Crx(B,C)4 electrode. Eng. Sci. Technol. Int. J. 2021, 24, 533–542. [Google Scholar] [CrossRef]















| Sample № | Material | Averaged Friction Coefficient | Material | Averaged Friction Coefficient |
|---|---|---|---|---|
| 1 | EN AW 7075 | 0.876 | 30CrNiMo8 (EN 10083-3) | 0.664 |
| 2 | 0.763 | 0.641 | ||
| 3 | 0.643 | 0.63 |
| Parameter | EN AW 7075 | 30CrNiMo8 | Unit | Description | |
|---|---|---|---|---|---|
| Coating | Anodized | Cr-plated | - | Type of surface coating | |
| μ | 0.37 | 0.31 | - | Coefficient of friction | |
| Exp. Linear Wear Gl | 20 | 8 | μm | Measured linear wear | |
| Mass Loss Gm | 15 | 5 | mg | Measured mass loss | |
| Sliding Distance | 503 | 503 | m | Sliding distance in tribotest | |
| Microhardness H | 2.393×10³ | 7.679×10³ | Pa | Coating microhardness | |
| Normal Load F | 1 | 1 | N | Pin-on-disc load | |
| Pin Radius R | 0.003 | 0.003 | m | Hemispherical pin radius | |
| Young's Modulus Pin E1 | 210 | 210 | GPa | Pin material modulus | |
| Young's Modulus | 70 | 210 | GPa | Coating/substrate modulus | |
| E2 | |||||
| Poisson Ratio Pin ν1 | 0.3 | 0.3 | - | Pin Poisson ratio | |
| Poisson Ratio ν2 | 0.3 | 0.3 | - | Coating/substrate Poisson ratio | |
| Wear Coefficient k | 1.2×10⁻⁴ | 1.0×10⁻⁵ | - | Derived from inverse modeling | |
| Coating Thickness δ0 | 2.833x10-5 | 2.8898x10-4 | m | Initial coating thickness | |
| Bore Length L | 0.25 | 0.25 | m | Characteristic length for cycles | |
| Parameter | EN AW 7075 | 30CrNiMo8 | Unit |
|---|---|---|---|
| Coating | Anodized | Cr-plated | - |
| a | 0.149 | 0.120 | mm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2026 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).



