
Submitted:
27 January 2026
Posted:
27 January 2026
You are already at the latest version
Abstract
This study examines the influence of the dynamic pressure control parameter in the noz-zle during melt deposition onto the build platform (k-Factor), also known as Linear Ad-vance or Pressure Advance in different firmware implementations, on the quality of parts produced using the Fused Deposition Modeling (FDM) technology.
The investigation was conducted based on printed test specimens made from Ingeo Bi-opolymer 4043D, with k-Factor values varied in the range of 0.01 to 0.20 under compara-ble process conditions. Dimensional measurements were performed along the X and Y axes, and visual analysis was carried out to identify defects in the specimens.
The results from statistical analysis and visual inspection reveal a clear correlation be-tween the k-Factor value and part quality. An optimal balance between dimensional and geometric stability was achieved at k-Factor = 0.04, identifying it as a suitable value for the material and process conditions used.
Keywords:
additive manufacturing
; fused deposition modeling
; FDM
; k-factor
; linear advance
; pressure advance
1. Introduction
Additive manufacturing represents a production paradigm based on the layer-by-layer deposition of material to create geometrical objects with a high degree of customization. Among the numerous technologies, Fused Deposition Modeling (FDM) is one of the most preferred due to its cost-effectiveness, accessibility, and flexibility with regard to the thermoplastic materials used. Various sectors such as automotive engineering, education and science, medicine, aviation, and others employ FDM technology for the creation of prototypes or functional components [1,2].
The improvement of the quality of parts produced through FDM remains one of the key factors for enhancing the industrial applicability of the technology. Due to the numerous parameters influencing the printing process, it is essential to select them appropriately in order to achieve optimal results [3,4,5,6].
In an effort to reduce production time, increased printing speeds are often employed, which can lead to a deterioration in geometric accuracy and mechanical properties, and in some cases, even to print failure. This occurs due to a disruption in the synchronization between the time required to melt the plastic filament, the speed of the material feed system, and the time lag between the application of force and the response of the fluid flow, the movement of the extruder head, and the resulting inertial effects within the various systems.
Most manufacturers prefer the use of direct-drive extrusion systems over Bowden systems due to the improved control over the generated pressure. In direct-drive extruders, the shorter distance between the motor and the nozzle (typically between 5 and 15 cm) minimizes the elastic buildup in the filament, which is commonly observed in Bowden extruders, where the longer distance between the feeding mechanism and the nozzle (usually between 30 and 60 cm) delays pressure changes [7,8,9].
Most widely known firmware implementations include a compensation parameter (k-Factor, also known as Linear Advance in Marlin Firmware or Pressure Advance in Klipper Firmware), which controls the buildup of pressure inside the nozzle by adapting to the printing parameters [10,11,12,13]. When the printing speed changes, the pressure in the nozzle does not adjust instantaneously due to the inertial effects within the material feeding system. This necessitates compensation through correction mechanisms, such as:
- During acceleration of linear movements, the amount of extruded material is preemptively increased;
- During deceleration, the amount of extruded material is reduced, preventing excessive extrusion.
Proper calibration of the k-Factor is essential for achieving high print quality, especially in complex geometries with frequent changes in movement direction and translational speeds.
Its influence is significant on the quality of printed parts, as its effects can manifest in various ways—including the shape and dimensional accuracy of the part, surface irregularities or increased porosity, poor interlayer adhesion, reduced mechanical strength, susceptibility to thermal deformation, the emergence of internal localized stresses, and more [14,15,16].
2. Materials and Methods
This study aims to determine the changes in the quality of 3D-printed parts made from PLA material Ingeo Biopolymer 4043D, produced by NatureWorks, as a result of varying the value of the k-Factor parameter. Dimensional values and the geometric shape of the printed test specimens have been selected as the control parameters
2.1. Analysis Parameters
All specimens were printed on a Prusa MK3S+ 3D printer equipped with a direct-drive extruder (Figure 1), using firmware version 3.14.1-8237 and a compensation parameter (k-Factor) of 1.5. This algorithm allows for more precise extruder operation compared to version 1.0, in which pressure fluctuations could be observed. Printing was carried out at an ambient temperature of 20 °C (±1 °C). The dimensions of the test specimens are 20×40×0.40 mm, selected in accordance with the technical specifications of the stepper motors used in the Prusa model—specifically, NEMA17 with 1.8° step angle. These dimensions are intended to ensure the extruder head reaches the designated maximum movement speed. The range of k-Factor values examined in this study spans from 0.01 to 0.20, with increments of 0.01. Table 1 presents the manufacturer’s recommended printing temperature values, while Table 2 outlines the process parameters defined for the investigation.
2.2. Methodology
For each value of the k-Factor parameter, 10 test specimens were printed and measured using a caliper with a Maximum Permissible Error of ±0.02 mm.
The parameters examined in this study include the geometric dimensions and shape of the printed parts, specifically the deviation from nominal dimensions along the X and Y axes and the absolute error. Regarding shape, visual changes or defects on the printed parts were monitored. Three measurements were taken for each test specimen—two along the X direction and one along the Y direction (Figure 2). Averaged values were used in the analysis to eliminate random measurement errors.
After performing the measurements and recording the data along the different axes for each group of test specimens, the information was consolidated into a summary table. This table contains the sum of the averaged absolute errors and the combined standard deviation.
3. Results
The conducted study found that when the k-Factor value exceeds 0.04, an increase in problematic areas becomes evident. Figure 3 and Figure 4 show test specimens with k-Factor values of 0.05 and 0.06, where zones of reduced quality are clearly visible. These defects are also observable in Figure 5, which presents test specimens covering the entire range of k-Factor values examined in the study.
Table 3 presents the averaged measurement results for the specimen groups along the X direction, while Figure 6 shows a diagram visualizing these results.
The results indicate that the specimens with a k-Factor value of 0.04 exhibit the best performance among the tested range, showing no visible defects or changes in appearance.
Table 4 presents the measurement data along the Y direction, with the corresponding results visualized in the diagram shown in Figure 7. The data indicate that the lowest deviation along the Y axis was observed at a k-Factor value of 0.03.
To summarize the results, the data were consolidated, and the resulting values are presented in Table 5 and Figure 8.
Upon examining the test specimens that yielded the best results—specifically those with k-Factor values of 0.03 and 0.04—it was found that a value of 0.03 resulted in excessive extrusion at the starting position (Figure 9). In contrast, no such issue was observed at a k-Factor value of 0.04, leading to improved part geometry (Figure 10).
Figure 11 and Figure 12 display all test specimens with k-Factor values of 0.03 and 0.04, respectively. It is evident from the images that the specimens with a k-Factor of 0.03 exhibit a clearly raised area in one of the corners, while no such defect is observed in the specimens with a k-Factor of 0.04.
4. Discussion
The comparative results demonstrate that, under the specific process parameters defined in the study, a compensation parameter (k-Factor) value of 0.04 significantly improves the quality of the printed parts compared to other values. This research may contribute to the enhancement of algorithms used for calculating optimal k-Factor values in FDM technology.
Due to the complexity of the processes involved in printing, a hypothesis can be proposed that the k-Factor value depends on the combination of multiple parameters, with key influencing factors likely being print speed, melting temperature, and nozzle diameter. These relationships will be examined in future studies.
Author Contributions
Conceptualization, B.B. and T.T.; methodology, B.B.; software, B.B.; validation, Z.K.; formal analysis, B.B.; investigation, B.B.; resources, Z.K.; data curation, Z.K.; writing-original draft preparation, T.T.; writing-review and editing, B.B. and T.T.; visualization, B.B.; supervision, Z.K.; project administration, Z.K.; funding acquisition, Z.K. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the project “CENTRE OF EXCELLENCE Universities for ScieNce, Informatics and Technologies in e-Society (UNITe)” (CoE UNITe, BG16RFPR002-1.014-0004-C02), funded by the Programme “Research, Innovation and Digitalisation for Smart Transformation”, co-funded by the European Union.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Todorov, T.; Todorov, G.; Romanov, B. Design and Simulation of Mould Tools with Multi-Material Structure for Plastic Injection Moulding Based on Additive Technology. In 2019 International Conference on Creative Business for Smart and Sustainable Growth (CREBUS); IEEE: Sandanski, Bulgaria, 2019; pp. 1–6. [Google Scholar] [CrossRef]
- Todorov, T.; Bineva, K.; Romanov, B. Validation of Design and Ergonomics of a Protective Mask by Creating a Silicone Replication in a 3D Printed Mold Tool. In Machine and Industrial Design in Mechanical Engineering; Mechanisms and Machine Science; Rackov, M., Miltenović, A., Banić, M., Eds.; Springer Nature Switzerland: Cham, 2025; Vol. 174, pp. 335–344. [Google Scholar] [CrossRef]
- Mani, M.; Karthikeyan, A. G.; Kalaiselvan, K.; Muthusamy, P.; Muruganandhan, P. Optimization of FDM 3-D Printer Process Parameters for Surface Roughness and Mechanical Properties Using PLA Material. Materials Today: Proceedings 2022, 66, 1926–1931. [Google Scholar] [CrossRef]
- Ng, N. Y. Z.; Abdul Haq, R. H.; Marwah, O. M. F.; Ho, F. H.; Adzila, S. Optimization of Polyvinyl Alcohol (PVA) Support Parameters for Fused Deposition Modelling (FDM) by Using Design of Experiments (DOE). Materials Today: Proceedings 2022, 57, 1226–1234. [Google Scholar] [CrossRef]
- Zagorski, M.; Sofronov, Y.; Ivanova, D.; Dimova, K. Investigation of Different FDM/FFF 3D Printing Methods for Improving the Surface Quality of 3D Printed Parts; Plovdiv, Bulgaria, 2022; p. 060001. [Google Scholar] [CrossRef]
- Sahoo, S.; Sutar, H.; Senapati, P.; Shankar Mohanto, B.; Ranjan Dhal, P.; Kumar Baral, S. Experimental Investigation and Optimization of the FDM Process Using PLA. Materials Today: Proceedings 2023, 74, 843–847. [Google Scholar] [CrossRef]
- Moetazedian, A.; Budisuharto, A. S.; Silberschmidt, V. V.; Gleadall, A. CONVEX (CONtinuously Varied EXtrusion): A New Scale of Design for Additive Manufacturing. Additive Manufacturing 2021, 37, 101576. [Google Scholar] [CrossRef]
- Patel, A.; Taufik, M. Extrusion-Based Technology in Additive Manufacturing: A Comprehensive Review. Arab J Sci Eng 2024, 49, 1309–1342. [Google Scholar] [CrossRef]
- Azhar, M. A. M.; Sukindar, N. A.; Ani, M. H.; Anuar, H. B.; Kamaruddin, S. B.; Shaharuddin, S. I. S.; Mustafa, M. Y.; Adesta, E. Y. T.; Arief, R. K.; Sulaiman, M. H. Review on Fused Deposition Modelling Extruder Types with Their Specialities in Filament Extrusion Process. In Proceeding of 5th International Conference on Advances in Manufacturing and Materials Engineering Lecture Notes in Mechanical Engineering; Maleque, Md. A., Azhar Ahmad, A.Z., Sarifuddin, N., Syed Shaharuddin, S. I., Mohd Ali, A., Abdul Halim, N. F. H., Eds.; Springer Nature Singapore: Singapore, 2023; pp. 407–413. [Google Scholar] [CrossRef]
- Pressure advance - Klipper documentation. Available online: https://www.klipper3d.org/Pressure_Advance.html (accessed on 3 December 2025).
- Sineos, S. Linear Advance . Marlin Firmware. Available online: https://marlinfw.org/docs/features/lin_advance.html (accessed on 3 December 2025).
- Tronvoll, S. A.; Popp, S.; Elverum, C. W.; Welo, T. Investigating Pressure Advance Algorithms for Filament-Based Melt Extrusion Additive Manufacturing: Theory, Practice and Simulations. RPJ 2019, 25, 830–839. [Google Scholar] [CrossRef]
- Kazmer, D.; Peterson, A. Compressibility in Fused Deposition Modeling. Society of Plastics Engineering Annual Technical Conference, Additive Manufacturing Division, 2022. [Google Scholar]
- Zimenko, K. V.; Afanasev, M. Ya.; Kolesnikov, M. V. Pressure Control in Material Extrusion Additive Manufacturing. Naučno-teh. vestn. inf. tehnol. meh. opt. 2022, 22, 929–940. [Google Scholar] [CrossRef]
- Kámán, A.; Meszlényi, A.; Jakab, M.; Kovács, A.; Egedy, A. Effect of Geometry and Size on Additively Manufactured Short-Fiber Carbon-Nylon Composite Under Tensile Loading. Polymers 2025, 17, 401. [Google Scholar] [CrossRef]
- Lendvai, L.; Fekete, I.; Rigotti, D.; Pegoretti, A. Experimental Study on the Effect of Filament-Extrusion Rate on the Structural, Mechanical and Thermal Properties of Material Extrusion 3D-Printed Polylactic Acid (PLA) Products. Prog Addit Manuf 2025, 10(1), 619–629. [Google Scholar] [CrossRef]
- Bankov, B.; Todorov, T. T.; Todorov, G. A Functional Model Printing Approach Optimized for Cost-Efficiency Using FDM Technology. In The 14th International Scientific Conference TechSys 2025—Engineering, Technologies and Systems; MDPI, 2025. [Google Scholar] [CrossRef]
- Ingeo Biopolymer 4043D Technical Data Sheet. Available online: https://www.natureworksllc.com/~/media/Files/NatureWorks/Technical-Documents/Technical-Data-Sheets/TechnicalDataSheet_4043D_3D-monofilament_pdf.pdf (accessed on 3 December 2025).
Figure 1.
Prusa MK3S+ 3D printer [17].
Figure 1.
Prusa MK3S+ 3D printer [17].
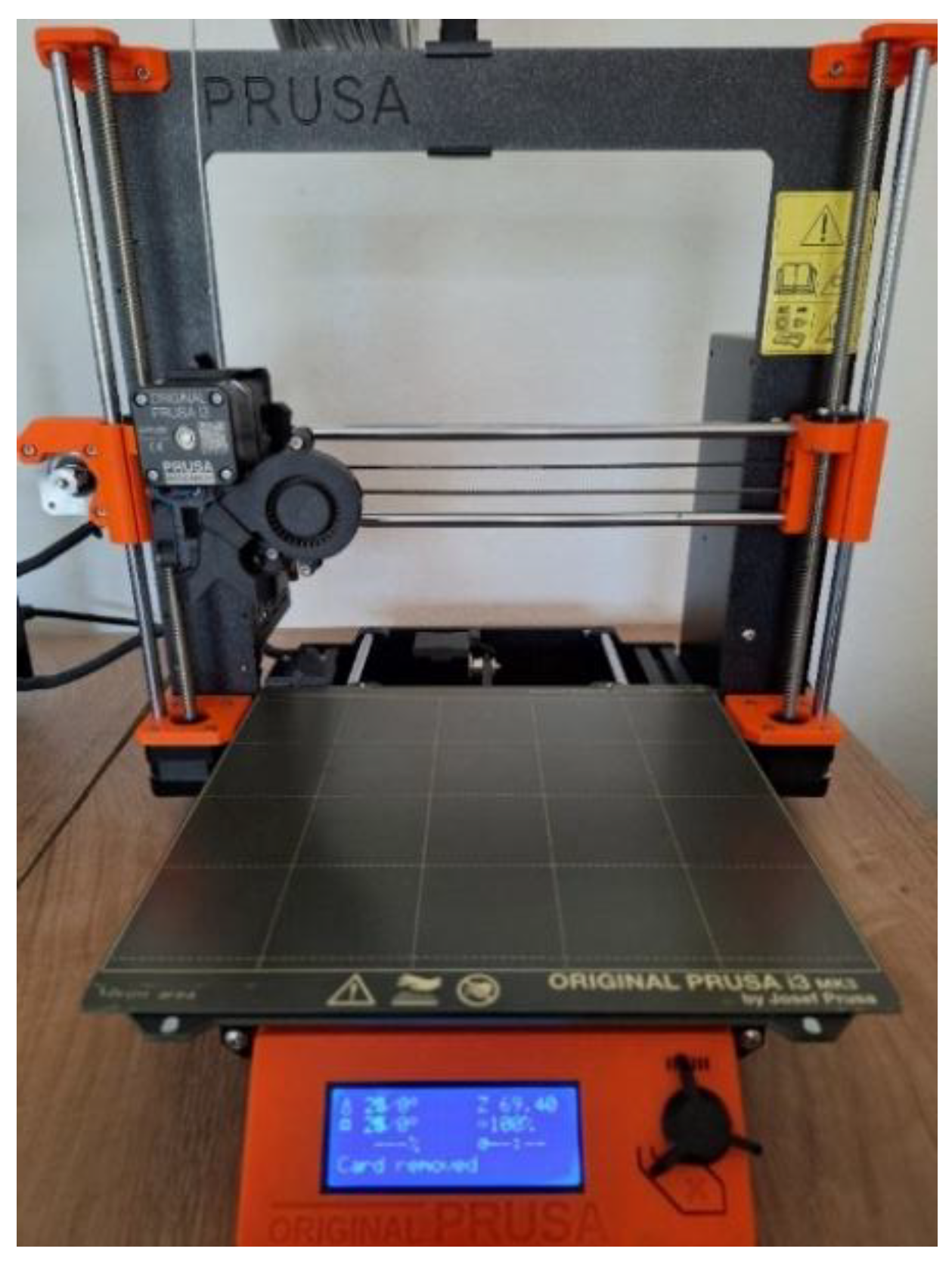
Figure 2.
Figure 2. Sequence of measurements.
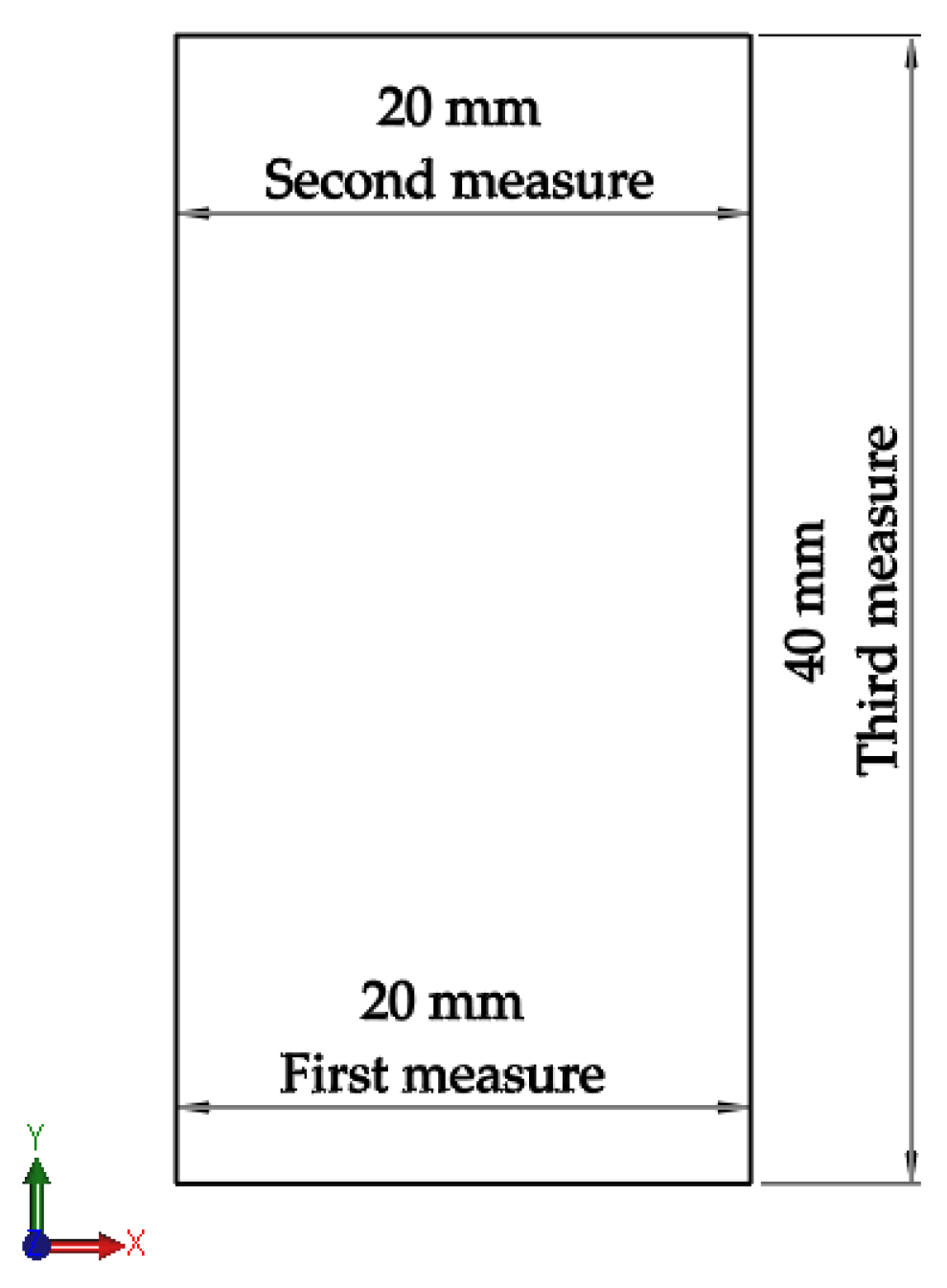
Figure 3.
Specimen with k-Factor 0.05.

Figure 4.
Specimen with k-Factor 0.06.

Figure 5.
Specimens with different k-Factor values.

Figure 6.
Diagram with visualization of the measurement results along.
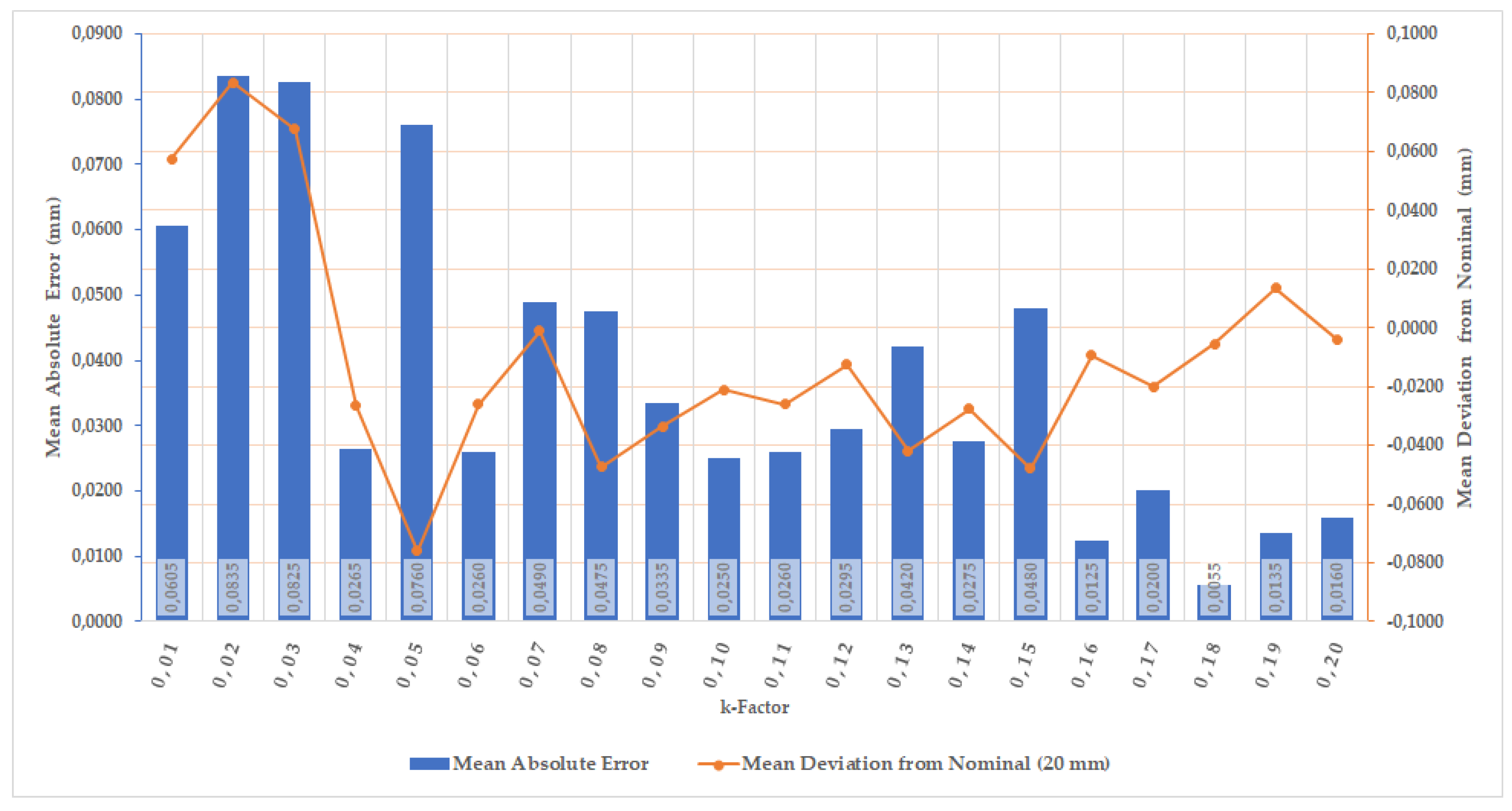
Figure 7.
Diagram with visualization of the measurement results along Y.
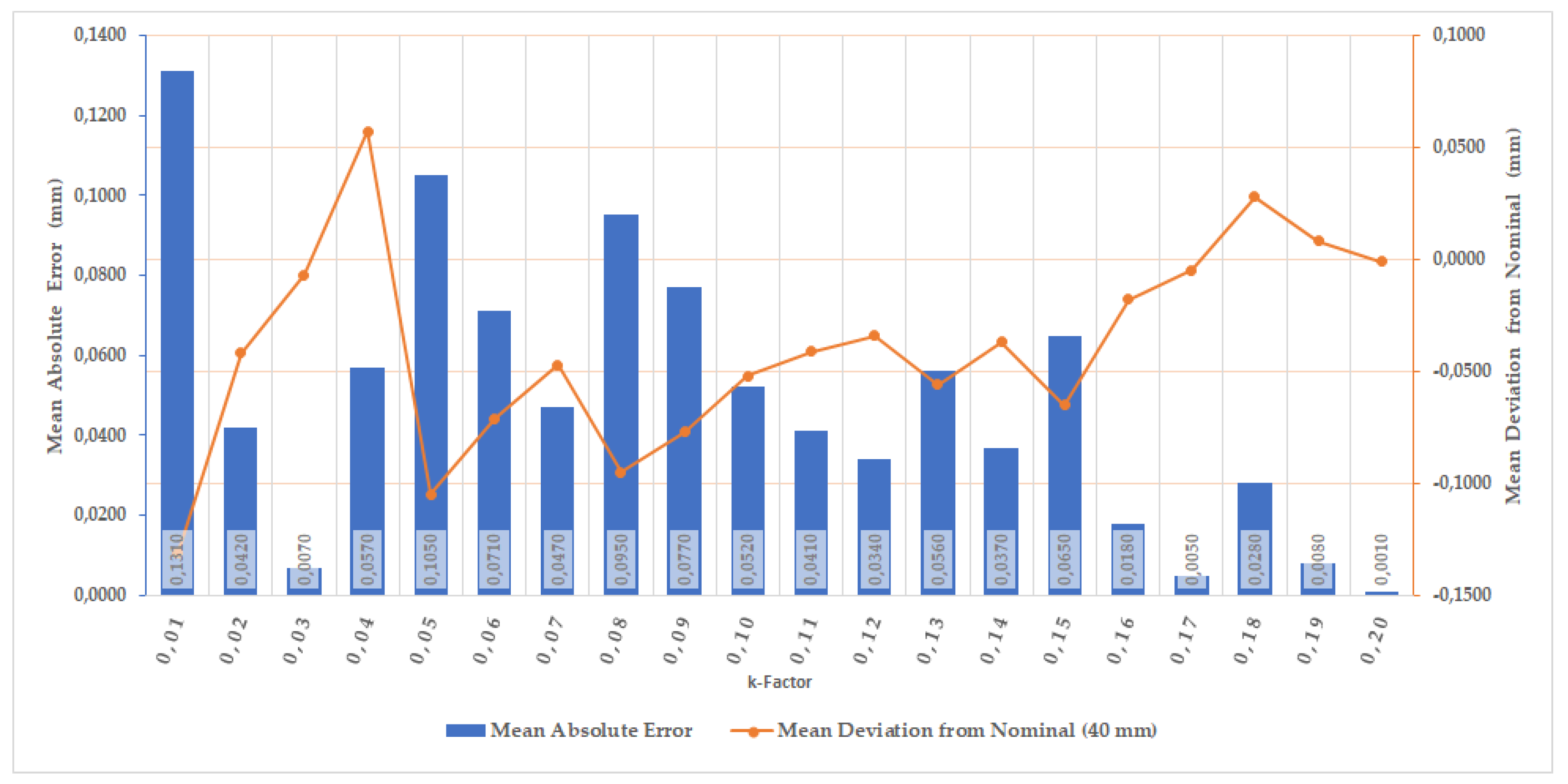
Figure 8.
Diagram with visualization of the measurement combined results.
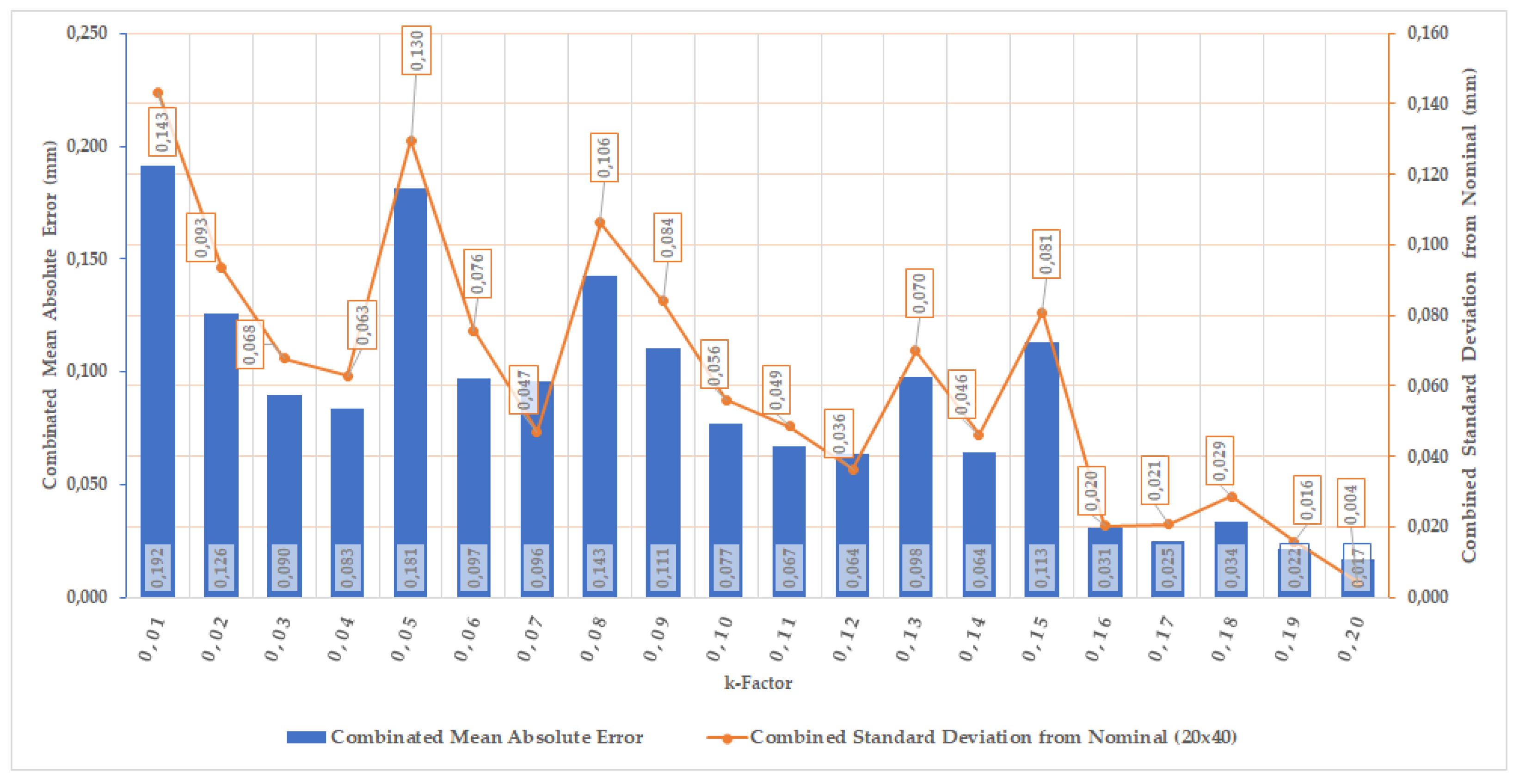
Figure 9.
Specimen with a k-Factor value of 0.03 and the occurrence of over extrusion.
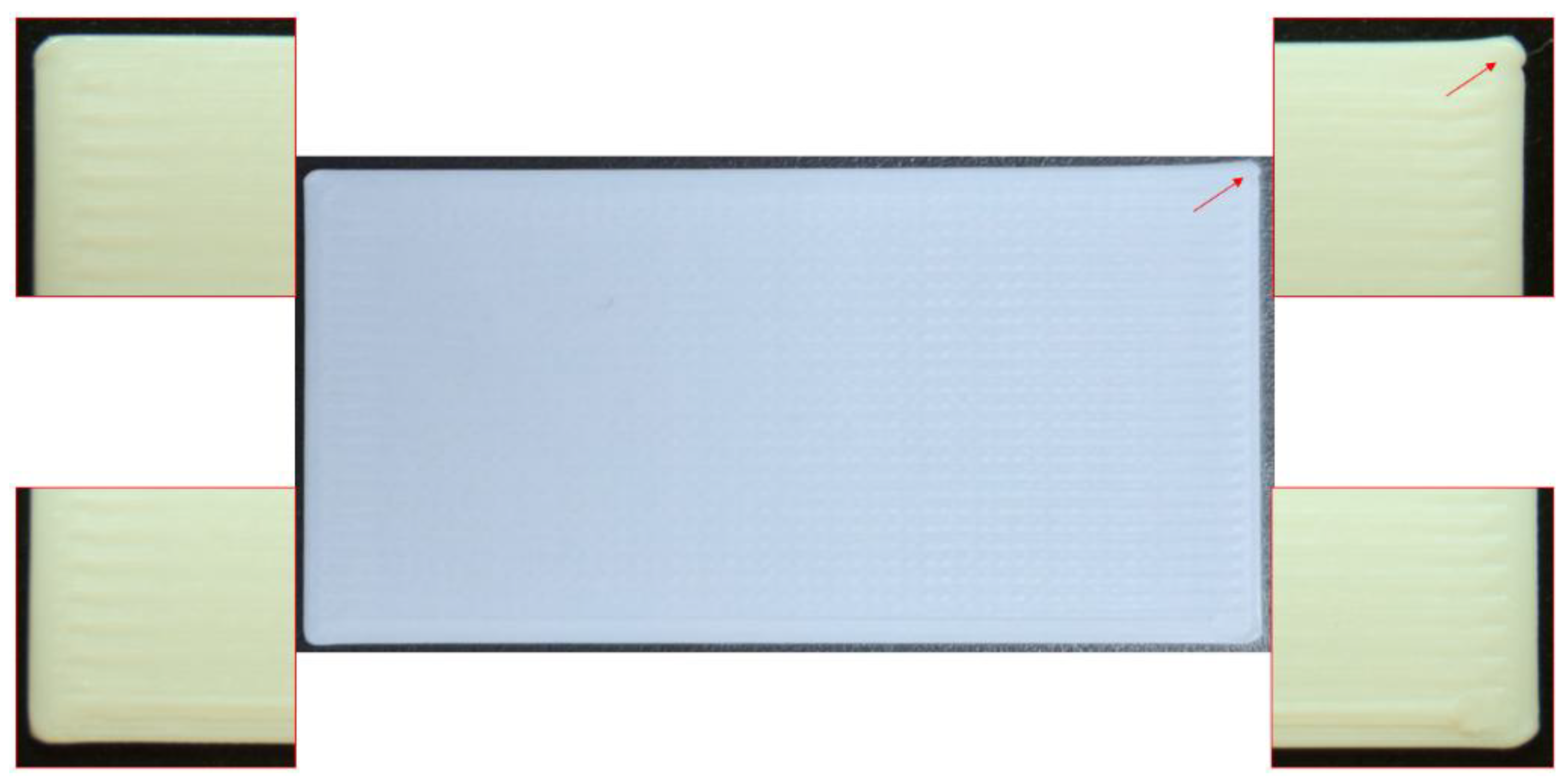
Figure 10.
Specimen with a k-Factor value of 0.04.
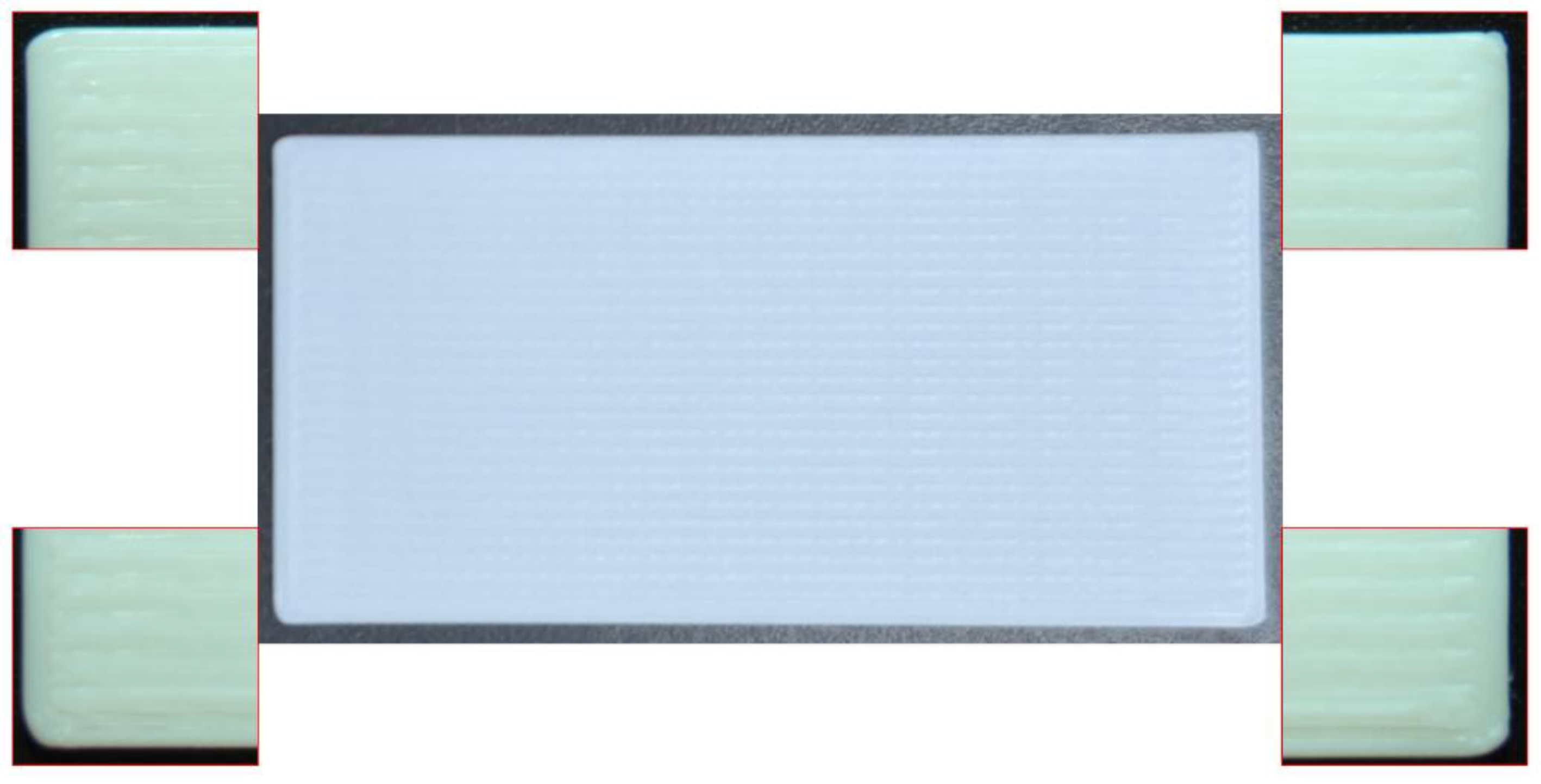
Figure 11.
All 10 specimens with a k-Factor of 0.03.
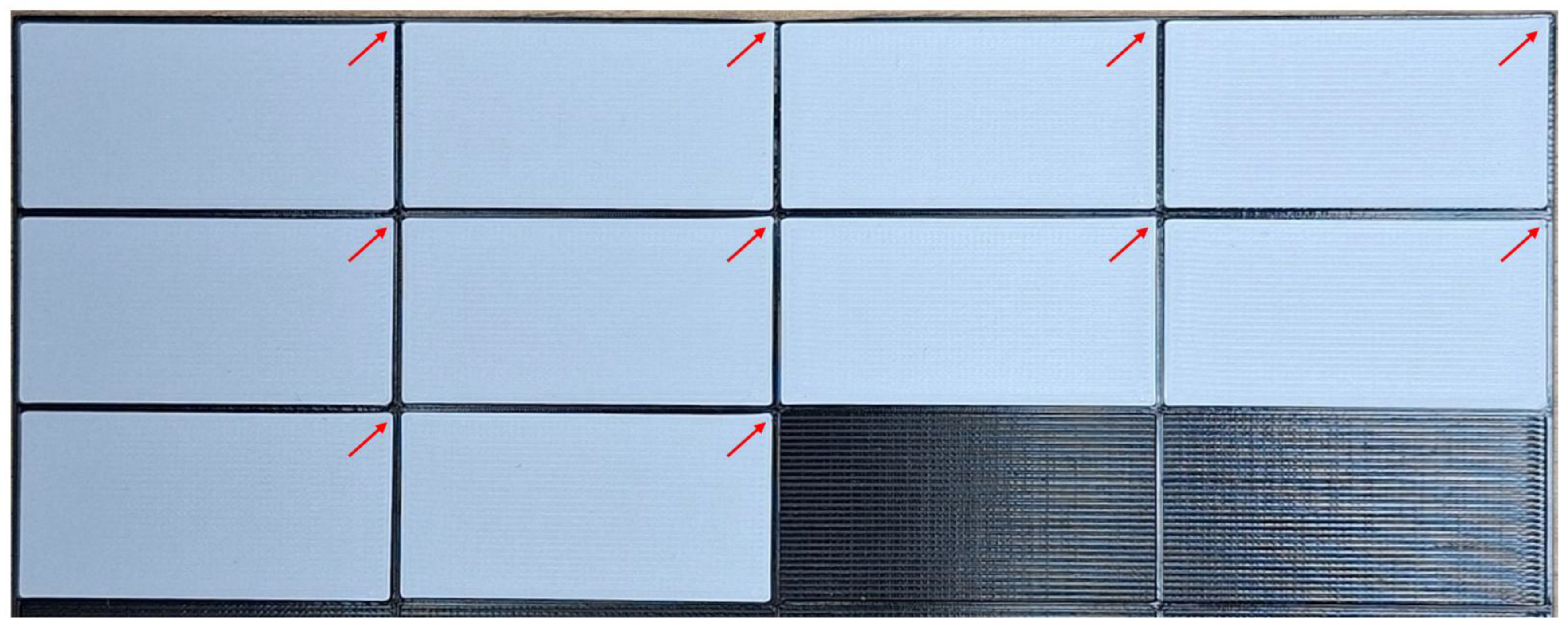
Figure 12.
All 10 specimens with a k-Factor of 0.04.
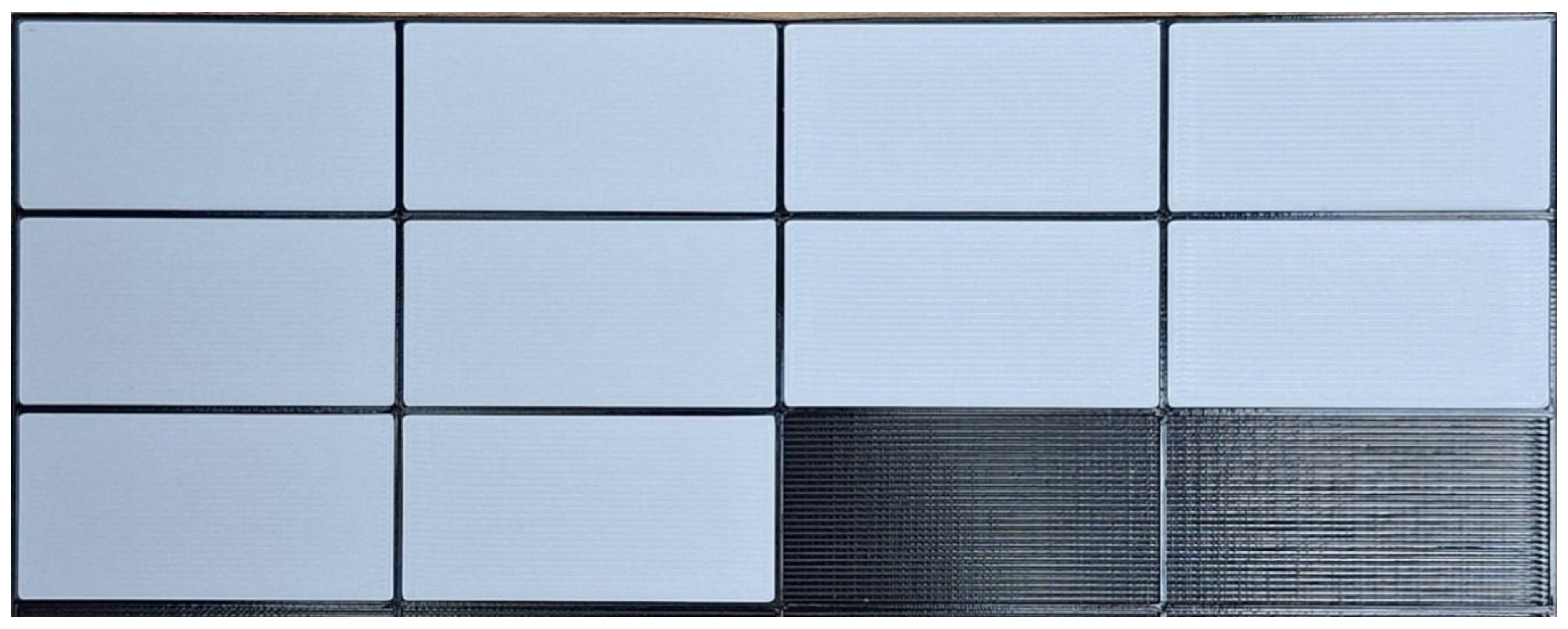

Table 1.
Recommended temperature settings [18].
Table 1.
Recommended temperature settings [18].
| Parameters | Value |
|---|---|
| Nozzle temperature | 190 - 230 °C |
| Bed temperature | 50 - 60 °C |
Table 2.
Process parameters for analysis.
| Parameters | Value |
|---|---|
| Nozzle | |
| Material | Brass |
| Diameter | 0.4 mm |
| Temperature | |
| Nozzle | 200 °C (±0.5 °C) |
| Bed | 60 °C (±0.5 °C) |
| Fan speed (disable fan for the fist layer) | 100% |
| Maximum acceleration | |
| X | 1000 mm/s2 |
| Y | 1000 mm/s2 |
| Maximum feed rate | |
| X | 200 mm/s |
| Y | 200 mm/s |
| Speed of print moves | |
| Perimeters | 100 mm/s |
| Small perimeters | 100 mm/s |
| External perimeters | 100 mm/s |
| Infill | 100 mm/s |
| Solid infill | 100 mm/s |
| Top solid infill | 100 mm/s |
Table 3.
The average results of the measurements of the groups in direction X.
| k-Factor Value |
Mean Deviation from Nominal (20 mm) |
Mean Absolute Error |
|---|---|---|
| 0.01 | 0.0575 | 0.0605 |
| 0.02 | 0.0835 | 0.0835 |
| 0.03 | 0.0675 | 0.0825 |
| 0.04 | -0.0265 | 0.0265 |
| 0.05 | -0.0760 | 0.0760 |
| 0.06 | -0.0260 | 0.0260 |
| 0.07 | -0.0010 | 0.0490 |
| 0.08 | -0.0475 | 0.0475 |
| 0.09 | -0.0335 | 0.0335 |
| 0.10 | -0.0210 | 0.0250 |
| 0.11 | -0.0260 | 0.0260 |
| 0.12 | -0.0125 | 0.0295 |
| 0.13 | -0.0420 | 0.0420 |
| 0.14 | -0.0275 | 0.0275 |
| 0,15 | -0.0480 | 0.0480 |
| 0.16 | -0.0095 | 0.0125 |
| 0.17 | -0.0200 | 0.0200 |
| 0.18 | -0.0055 | 0.0055 |
| 0.19 | 0.0135 | 0.0135 |
| 0.20 | -0.0040 | 0.0160 |
Table 4.
The average results of the measurements of the groups in direction Y.
| k-Factor Value |
Mean Deviation from Nominal (40 mm) |
Mean Absolute Error |
|---|---|---|
| 0.01 | -0.1310 | 0.1310 |
| 0.02 | -0.0420 | 0.0420 |
| 0.03 | -0.0070 | 0.0070 |
| 0.04 | 0.0570 | 0.0570 |
| 0.05 | -0.1050 | 0.1050 |
| 0.06 | -0.0710 | 0.0710 |
| 0.07 | -0.0470 | 0.0470 |
| 0.08 | -0.0950 | 0.0950 |
| 0.09 | -0.0770 | 0.0770 |
| 0.10 | -0.0520 | 0.0520 |
| 0.11 | -0.0410 | 0.0410 |
| 0.12 | -0.0340 | 0.0340 |
| 0.13 | -0.0560 | 0.0560 |
| 0.14 | -0.0370 | 0.0370 |
| 0.15 | -0.0650 | 0.0650 |
| 0.16 | -0.0180 | 0.0180 |
| 0.17 | -0.0050 | 0.0050 |
| 0.18 | 0.0280 | 0.0280 |
| 0.19 | 0.0080 | 0.0080 |
| 0.20 | -0.0010 | 0.0010 |
Table 5.
Combined measurement results.
| k-Factor Value |
Combined Standard Deviation from Nominal (20x40) |
Combinated Mean Absolute Error |
|---|---|---|
| 0.01 | 0.143 | 0.192 |
| 0.02 | 0.093 | 0.126 |
| 0.03 | 0.068 | 0.090 |
| 0.04 | 0.063 | 0.083 |
| 0.05 | 0.130 | 0.181 |
| 0.06 | 0.076 | 0.097 |
| 0.07 | 0.047 | 0.096 |
| 0.08 | 0.106 | 0.143 |
| 0.09 | 0.084 | 0.111 |
| 0.10 | 0.056 | 0.077 |
| 0.11 | 0.049 | 0.067 |
| 0.12 | 0.036 | 0.064 |
| 0.13 | 0.070 | 0.098 |
| 0.14 | 0.046 | 0.064 |
| 0.15 | 0.081 | 0.113 |
| 0.16 | 0.020 | 0.031 |
| 0.17 | 0.021 | 0.025 |
| 0.18 | 0.029 | 0.034 |
| 0.19 | 0.016 | 0.022 |
| 0.20 | 0.004 | 0.017 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2026 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



