Submitted:
08 December 2025
Posted:
09 December 2025
You are already at the latest version
Abstract
This paper numerically and experimentally establishes a connection between shear deformation of the AISI 304 steel surface layer and the sliding velocity of a diamond indenter in multi-pass nanostructuring burnishing. Results of finite-element simulation of the process fully correspond to the experimental data obtained when changing the sliding velocity from 40 to 280 m/min after one and five tool passes. The experiment’s burnishing force was assumed to be 150 and 175 N, and feed was 0.025 mm/min. After surface machining, the maximum microhardness reached 400 HV0.05 at the depth of 30 µm from the surface after five indenter passes with the sliding velocity values of 40 and 200 m/min and burnishing force of 175 N.
Keywords:
nanostructuring burnishing
; surface layer
; microhardness
; AISI 304 steel
; finite-element simulation
; scanning and transmission microscopy
; profilometry
; microdurometry
1. Introduction
Chrome-nickel-alloy austenitic steels—in particular, AISI 304 steel—are widely used in the chemical, oil-and-gas and food industries owing to their high resistance to corrosion and workability. However, their significant downside is low durability which cannot be improved by thermal treatment. This significantly limits the usability of these steels in critical machine parts that work under increased friction and cyclic loads.
Study [1] analyzes the impact of diamond burnishing control parameters on microhardness of the surfaces of samples made of austenitic stainless steel AISI 304 in the delivery condition. Assessed parameters included: burnishing force, feed rate and sliding velocity of the diamond indenter. Planning of experimental process tests and regression analysis of the obtained results established that the maximum improvement of microhardness is achieved by increasing the burnishing force, which is connected with the expansion of equivalent plastic deformation in the surface layer. Lower feed also causes microhardness to increase, as it raises the coefficient of cyclic load. On the other hand, higher burnishing speeds decrease microhardness, which is caused by two effects: rise of friction and temperature that make the material softer, and accelerated deformation which decreases the level of plastic deformation in the machined layer.
Authors of paper [2] utilized the finite-element method to study the process of diamond burnishing of austenitic stainless steel X5CrNi18-10 (AISI 304) in the delivery condition by a hemispherical indenter. This study aimed to execute a quantitative analysis of how technological machining parameters (burnishing force, feed, indenter sliding velocity) impact the material surface layer parameters: the depth at which von Mises stress is 1.5 times higher than the yield strength, the depth at which compressive normal stresses are active, the width of shear stress activity area, and maximum contact pressure. The researchers discovered that sliding velocity has a limited impact on the depth of stress activity. Increasing the sliding velocity by 1.5 times—from 41 to 58 m/min—resulted in higher depths of activity of increased von Mises stress by approximately 20%, whereas the depths of activity of compressive normal stresses hardly exhibited any change. The maximum pressure of tool contact increases with a higher pressing force. Increase of the burnishing force by 33%—from 30 N to 40 N—caused the pressure in the surface layer to rise by 20% on average.
Article [3] demonstrates that the hardness of AISI 304 stainless austenitic steel annealed at 1050°С with further water cooling, largely depends on the grain size. Deformation twins in the structure improve the strength of the steel. Hardening of these steels can be achieved by a decrease of grain size, formation of dislocation substructure inside the grains, and deformation induced martensitic transformation. These effects may be achieved by activation of dislocation mechanisms and grain boundary hardening by intensive plastic deformation.
Such hardening techniques are effectively used in modern severe plastic deformation (SPD) technologies that form fragmented, submicro- and nanocrystalline structures with improved service properties in the surface layer of austenitic steels [4,5,6,7,8,9,10]. In particular, nanostructuring surface mechanical attrition treatment (SMAT) dramatically increases the yield strength (by 5 to 6 times), hardness and fatigue resistance of 316L (02Х17Н12М2Г2) chrome-nickel-alloy austenitic steel [5,6,7]. Sand blasting forms a nanostructured surface in metastable AISI 304 (08Х19Н9) austenitic steel, as well as improves hardness, micromechanical properties, corrosion stability, and resistance to mechanical and corrosive wear [8]. Nanostructuring of austenitic stainless steels by ultrasonic peening under vacuum [9] and shot blasting [10] improves the hardness and resistance to corrosion in a NaCl solution.
Finish machining by nanostructuring burnishing is a promising industrial technology for production of parts with improved performance characteristics by SPD realized on high-yield turn-milling centers. Nanostructuring burnishing by a sliding diamond indenter of corrosion-resistant martensite steel (steel 20Х13) not only provides for effective hardening of the surface layer with a nanocrystalline structure, but also achieves a nanometer range of the roughness parameter Ra ≤ 0.1 µm [11]. Nanostructuring burnishing by an indenter made of dense boron nitride (DBN) forms on the surface of cemented steel 20Х a layer with a nanocrystalline structure, improved durability, thermal resistance and wear resistance [11]. In the cases under study, hardened surface layers were also characterized by significant (up to −750…−1500 MPa) compressive stresses.
However, the use of nanostructuring burnishing in hardening and improvement of wear resistance of chrome-nickel-alloy austenitic steels is underresearched in aspects of the influence of the number of passes and high tool sliding velocity on the degree of deformation, contact temperature, and properties of the formed nanostructured layer.
Works by V.P. Kuznetsov [11,12,14] theoretically and experimentally prove that fragmentation of microstructure to a nanocrystalline state during nanostructuring burnishing occurs due to multiple consequent compressive deformation and simple shears of elementary volumes of the surface layer material. The degree of true shear deformation ε during nanocrystallization must be more than 1. It is recommended to keep the tool sliding velocity in the range of warm deformation of the hardened material.
In paper [12], the researchers experimentally determined optimal parameter combinations for nanostructuring burnishing by a diamond tool with the radius of 2 mm by the criteria of surface layer microhardness of an AISI 304 steel shaft with the diameter of 28 mm. The burnishing force was set at 125, 150, and 175 N, the feed at 0.01, 0.025, and 0.04 mm/rev, and the number of passes at 1, 3, and 5. The maximum microhardness HV0.025 was obtained using 2 combinations of process parameters:
- Burnishing force Fb = 150 N; feed fb = 0.025 mm/rev; number of passes np = 5. Microhardness obtained: 522.8 HV0.025;
- Burnishing force Fb = 175 N; feed fb = 0.025 mm/rev; number of passes np = 3. Microhardness obtained: 519.8 HV0.025.
Burnishing with the force of Fb = 125 N, feed fb = 0.4 mm/rev, and np = 3 yielded the microhardness of 488.2 HV0.025.
Thus, the burnishing force of 150 N or 175 N with the number of passes of 5 or 3 is preferable. The burnishing speed in this experiment was 80 m/min. However, there are practically no studies of the influence of the burnishing process parameters on the development of plastic deformation, nanostructuring and properties of austenitic stainless steels at higher diamond tool speeds.
Experimental studies of the nanostructuring burnishing process demonstrate its high effectiveness, although to optimize the process parameters, a deep understanding of stress distribution, deformations and contact zone temperature is required. Numerical models allow the researchers to analyze the influence of burnishing process mechanics (normal force, sliding velocity, tool geometry, and friction force) on the distribution of deformations and stresses in the hardened surface layer, as well as the temperature in the contact zone and by depth.
Becerra-Becerra et al. [13] provide a review of studies focused on numerical simulation of spherical burnishing of steel and alloy surfaces. This process is shown to be complex, if all of the involved parameters are taken into account. The most widely used programs for FEM burnishing process simulation are ABAQUS (38%) and ANSYS (17%). In simulations, most machined materials are assumed to be elastic-plastic, and their behavior is described by the empirical relationships, e.g., the Johnson-Cook model. A spherical ball tool is mostly assumed to be a rigid body. This review underlines that there are practically no experimental studies of plastic deformation that would confirm the adequacy of results of the finite-element simulation of a diamond burnishing process. To date, there has been no published research on simulation and experimental determination of the states of stress and deformation of AISI 304 steel in burnishing with a sliding tool.
Calculations are accelerated by using 2D numerical models. This facilitates calculation by utilizing the symmetry principle and conditions of plane deformation in uniform isotropic materials. In particular, a 2D numerical model was used to assess the influence of technological parameters and coefficient of friction on the change of stresses and deformation by the surface layer depth in nanostructuring burnishing of 20X steel after a chemical-and-heat treatment [14]. 2D modeling enables the user to study the distribution of stresses and deformations in sub-surface layers with large spatial resolution. Dynamic load by a sliding indenter was demonstrated to generate exclusively non-uniform fields of plastic deformation and stresses by depth. Higher coefficients of friction also foster the accumulation of plastic deformation in the surface layer.
Studies of diamond burnishing that use 3D simulation require large amounts of elements and time and are generally used for analysis of surface roughness and residual stresses.
Article [15] states that the finite-element method (FEM) is a powerful tool for diamond burnishing (DB) process studies. The deformation of the machined surface is thermal-and-mechanical in nature, which must be considered when choosing a suitable finite-element model. Friction and plastic deformation heat result in softening which causes a change in the stress-deformed state in the tool contact zone. This paper demonstrated that DB creates a very high deformation gradient in the normal direction. Because of this, it is necessary to form an extremely fine calculation grid adjacent to the machined surface. As the density of the heat flux created by the sliding friction rises in direct proportion to the burnishing speed, a simpler finite-element model is justified when the sliding velocity is lower than 80–90 m/min and the temperature effect can be disregarded. It is also necessary to check the results of FE-modeling by comparing them to the experimental results.
In study [16], the finite-element method was enhanced by using a mesoscopic method of discrete cell complexes to analyze the microstructure topology evolution of pure copper under SPD. This combination of two methods allowed the researchers to use equivalent plastic deformation obtained after finite-element modeling to analyze the changes in characteristics of the grain boundary network in the representative volume element of a polycrystal. This approach shows promise for analysis of the possibility to obtain a nanocrystalline state in intensive plastic deformation.
Thus, as of this moment, there are no published numerical and experimental studies of AISI 304 steel at high speeds of friction burnishing by a diamond indenter that results in the formation of a nanostructured surface layer.
This work aims to assess the possibility of using numerical simulation of nanostructuring burnishing to forecast the influence of the sliding velocity and number of passes of the diamond indenter on the degree of plastic shear deformation that achieves a nanocrystalline state and hardens the surface layer of AISI 304 steel.
2. Materials and Methods
2.1. Material Model of AISI 304 Steel in Burnishing
2.1.1. Formulating Modeling Objectives
The description of mechanical and thermal response of AISI 304 steel in finite-element modeling of the burnishing process used the Johnson-Cook model [17], which is widely used in modeling of mechanical machining of metallic materials.
In the Johnson-Cook model, the flow stress equation is presented as follows:
where ε is the equivalent plastic strain; is the dimensionless strain rate; is the characteristic strain rate at which the model parameters are defined (in Johnson’s and Cook’s original articles and in many other works it is assumed that с–1); is homologous temperature; Tr is the characteristic temperature at which the model parameters are determined (usually a room temperature); Tm is the melting temperature.
Values of Johnson-Cook model parameters for AISI 304 steel obtained as a result of literature review are presented in Table 1. Figure 1 demonstrates corresponding plots of strain hardening curves. It is evident that the values of parameters and appearance of the curves are substantially different. Only Frontán et al. [18] state that different parameter values correspond to steels with different grain sizes—from nanocrystalline to coarse-crystalline. Other studies do not provide any specific information on the state and possible preliminary machining of the steel. Data from the work by Frontán et al. [18] for coarse-crystalline steel were also used in article [19]. This is why we decided to use the same data for simulation
The second objective that we aimed to achieve when determining the parameters of constitutive relations was discovering temperature dependencies of physical-and-mechanical characteristics of AISI 304 steel. This is due to the fact that in burnishing under friction-force impact and extensive plastic deformation, the temperature increase may reach hundreds of degrees. Hence, to obtain correct results, it is necessary to consider the dependency of properties on the temperature.
Scientific literature provides various data on temperature dependencies of physical-and-mechanical parameters. Articles often present temperature dependencies in the form of plots. However, they have to be digitized to be used in calculations, which inevitably decreases their accuracy. Tabulated values of density, elastic moduli, and other physical parameters of AISI 304 steel depending on the temperature were provided only in article [25]. It presents data for five temperature values in the range of 20 to 800 °C (Table 2).
To investigate how differences in temperature dependencies of properties influence the simulation results, we compared results of calculation that used digitized plot data from article [26] with results of calculation that used numeric data from work [25]. This comparison showed that the differences in stress-deformation state parameters do not exceed 2%. As a result, we decided to use the tabulated data from article [25] (Table 2).
2.1.2. Formulating Simulation Tasks
For finite-element simulation of a stress-deformation state of surface layer material during burnishing in the ABAQUS finite-element analysis software, we formulated a two-dimensional coupled thermal-elastic-plastic problem under plane deformation conditions. We used the code ABAQUS/Explicit which enables quasi-static modeling using explicit dynamics in case of complex constitutive relations and contact conditions using computational special considerations.
Each indenter pass was simulated in two stages. The first stage concerned the pressing of the indenter into the sample surface under constant burnishing force. The second stage modeled the sliding of the indenter on the machined surface at the set sliding speed under burnishing force. The density of the calculation grid was defined by applied loads and boundary conditions. Since burnishing leads to extensive deformation, emergence of stresses and rise of temperatures in the indenter-material contact zone, we used a fine calculation grid in the sub-surface area. Further from this stress zone, temperature gradients become insignificant, which allows for the use of a coarser grid. To obtain results that would not depend on the grid density, we conducted test calculations of grid convergence for distribution of stresses and equivalent plastic deformations in the epicenter of deformation.
The indenter was considered a rigid body with a shape defined by an analytical surface in the form of a partial circumference with the radius of 2 mm. Natural diamond was adopted for the indenter’s material.
To account for heat removal in the indenter, we specified its point heat capacitance of 0.0589 J/K (specific heat capacity of diamond cp = 502 J/(kg×K), sphere volume V = (4/3)π × r3 = 33.5 × 10−9 m3, density ρ = 3500 kg/m3, C = ρ × V × cp = 0.0589 J/K).
To imitate a contact with Coulomb friction between the indenter and machined material, we assumed a “surface-to-surface” type contact. Considering the indenter material and conditions of use of cooling lubricants, the coefficient of friction was assumed to be 0.07. To account for heat removal with the use of cooling lubricants in the upper section of the analyzed area, heat transfer coefficient was assumed to be 5000 W/(m2K).
Finite-element model with the set boundary conditions is presented in Figure 2.
2.2. Experimental Study of the Process
In the experimental study, we implemented nanostructuring burnishing of AISI 304 steel in the annealed condition (~130 HB) by a spherical tool with the radius of 2 mm made of synthetic diamond. To analyze the degree of accumulated shear deformation of the surface layer, nanostructuring burnishing was applied to special cut samples.
This experiment technique for studying accumulated deformations in burnishing using flat cut samples was developed by the authors and tested in application to AISI 52100 steel surfaces [28].
A cut sample (Figure 3) is a disk cut in halves along the central axis and re-assembled using two pins and a screw. To provide for tight connection, the contact surfaces of the sample halves are subjected to lapping on a plate using diamond pastes with the grain size from 80 to 5 µm.
Before nanostructuring burnishing, assembled samples are subjected to finish turning that removes a layer of approx. 100 µm. After this, with no re-setups, nanostructuring burnishing of tracks with the width of 8 mm is realized so as to form three tracks on each side of the sample (Figure 4). Nanostructuring burnishing was carried out at the normal force of 175 N and feed of 0.025 mm/rev. The sliding velocity was set at 40, 120, 200 and 280 m/min. The number of tool passes was 1 and 5.
To measure the degree of the accumulated shear deformation of the surface layer material after nanostructuring burnishing, we disassembled the cut samples. After that, we observed, depending on the direction of the indenter movement, material dents and material burrs on the contact surfaces of each of the halves in the cross-section of burnished tracks (Figure 5). Notwithstanding, burr and dent profiles are similar and can both be used to detect deformation.
To evaluate the degree of accumulated shear deformation, an analysis of the profilogram of a dent or burr is in place (Figure 5b). Degree of accumulated shear deformation εc at a distance h from the burnished surface can be determined as a tangent of the γ acute angle formed by a tangent line drawn to the line of the dent or burr profile at the distance h from the machined surface, and the line of contact surface of the half of the cut sample (2). Moreover, deformation by depth of the surface layer can be defined as the first-order derivative of the dent or burr profilogram dl by dh.
Burr profilograms were produced on a Veeco WYCO NT1100 optic 3D-profilometer in the VSI mode at 2.5x magnification.
3. Results and Discussion
3.1. Results of Numerical Modelling
First and foremost, we looked into the influence of sliding velocity and burnishing force on the characteristics of the stressed state: von Mises stress (Figure 6) and stress component σxx along the burnishing direction (Figure 7). Von Mises stress reflects the level of shear stresses in the deformation epicenter that provide for the accumulation of plastic shears and emergence of nanocrystalline structures. Maximum values of stress component σxx show the magnitude of tensile stresses behind the indenter that can result in surface cracks.
Simulation results demonstrate that five passes achieve a saturated level of shear stresses which does not increase at higher burnishing speeds, owing to the corresponding stress-strain curves of the AISI 304 steel that were integrated in the calculation. The level of tensile stresses after five passes even begins to lower if the burnishing velocity is set at more than 280 m/min (Figure 7b).
Figure 8 presents dependency graphs of maximum values of equivalent plastic stress on the sliding velocity at burnishing forces of 150 and 175 N after one and five indenter passes. Evidently, these dependencies on the burnishing velocity are different: while the accumulated plastic deformation undergoes no change whatsoever or increases slightly after one indenter pass, five passes lead to decreasing of deformation that has a higher level at the force of F = 175 N (Figure 8b).
At the burnishing force of 40 m/min, increasing the burnishing force from 150 to 175 N causes the accumulated deformation to rise by 14.2% after one indenter pass and by 10.3% after five indenter passes. At higher burnishing velocities, this parameter increases by a small percentage. In general, raising the burnishing velocity to 380 m/min causes an insignificant growth of the accumulated plastic deformation after a one-pass machining; five passes even insignificantly decrease deformation to 6.5–8.3% (Figure 8b). However, the level of accumulated deformation remains sufficient for AISI 304 steel nanocrystallization.
Figure 9 presents dependency graphs of maximum values of contact temperature on the indenter sliding velocity at the burnishing force of 175 N after one and five indenter passes. Temperatures rise with the increase of burnishing velocity. The dependency on the burnishing velocity is non-linear, with diminishing growth. It is important to note that the change of surface layer temperature after five tool passes is within the range of warm deformation from 500 to 900 °С (pprox.. 0.4–0.6 from the melting temperature) for sliding velocities from 40 to 250 m/min, which forms and protects a nanostructured state [27]. After one sliding indenter pass, the temperature in the contact zone in the specified velocity range is significantly lower.
3.2. Experimental Results
The obtained profilograms clearly show an area of sheared material adjacent to the machined surface (Figure 10). In one-pass burnishing, the burr is about 60 µm in size, whereas it can be as big as 120 µm in five-pass burnishing. The results of the calculation of relative accumulated shear deformation demonstrate that in one-pass nanostructuring burnishing, the biggest deformation is found near the machined surface, at the depth not more than 5 µm. In contrast, in five-pass nanostructuring burnishing, the highest degree of deformation is found at the depth of 10 to 50 µm.
To establish the impact of nanostructuring burnishing on hardening of the surface layer of AISI 304 steel, we ran a microdurometry test of transverse sections of the friction tracks on an Ahotech ecoHARD XM1270C microhardness tester using a Vickers pyramid at the load of 50 gf. We analyzed the surface layer with the thickness of 50 µm, where we implemented 20 consequent measurements. The obtained results show that dependencies on microhardness are similar to the relative deformation curves (Figure 11). Thus, one-pass burnishing increases microhardness from 365 to 410 HV0.05 at velocities from 40 to 280 m/min. Five-pass burnishing achieves the highest degree of hardening (to 475 HV0.05) at low sliding velocities. If the sliding velocity is raised to 280 m/min, microhardness drops to 410 HV0.05.
Results of scanning microscopy of the surface layer show that both one-pass and five-pass nanostructuring burnishing disperse the grain structure at the depth of 8 to 17 µm (Figure 12). It is crucial to note that with one as well as with five passes, increasing the indenter sliding velocity leads to growth of the thickness of the layer with a dispersed structure. Using more passes in nanostructuring burnishing also increases the thickness of the formed dispersed layer. Thus, rise of the sliding velocity from 40 to 280 m/min increases the layer thickness from 8 to 13 µm in one-pass burnishing and from 12 to 17 µm in five-pass burnishing.
Transmission electron microscopy shows that nanostructuring burnishing form a mixed ultra-fine grain and nanocrystalline structure in the surface layer (Figure 13). This is demonstrated by the almost-ring-like appearance of the electron diffraction patterns. One-pass nanostructuring burnishing yields a large number of ultra-fine grains with the size of 120 to 250 nm and some dispersed nanoparticles with the size of 10 to 100 nm in the surface layer. After five passes, the degree of dispersion of the grain structure is significantly increased. Relatively big ultra-fine grains are found much more rarely and are 110 to 170 nm in size. Most of the space is occupied by nanocrystalline particles that are also 10 to 100 nm in size.
These data on shrinking grain size with more indenter passes point to a correlation of the dispersion of the formed microstructure in the thin surface layer with the degree of accumulated plastic deformation therein. Higher degree of deformation fosters better dispersion of the grain structure and prevailing presence of nanocrystalline grains.
3.3. Compare Experimental and Modelling Results
A comparative analysis of relative shear deformation shows high conformity of the results of finite-element simulation and experimental study of nanostructuring burnishing of AISI 304 steel (Figure 14). The biggest deviation of results in both one-pass and five-pass burnishing occurred at the indenter sliding velocity of 40 m/min. However, this deviation does not exceed 5%. The character of change of relative deformation at higher indenter sliding velocities also exhibits a good correlation with the results of the simulation and experiment. This character is, notably, significantly different for one and five nanostructuring burnishing passes. That is, one-pass burnishing exhibits a trend of increasing relative deformation at higher indenter sliding velocity. Nonetheless, when the number of passes is increased to five, this trend is reversed. This could be caused by a beginning of over-hardening and a higher stress component σxx. It is relevant to note that external signs of over-hardening manifested in the form of erosive deterioration of the surface were not observed in the experimentally studied modes of nanostructuring burnishing.
The obtained modeling and experimental results regarding the intensity of plastic deformation are in line with previous research and add new data to the studies of the authors. Furthermore, the established values of microhardness HV0.05 of the surface layer of AISI 304 steel when the sliding velocity is increased to more than 120 m/min with five indenter passes correspond to the conclusions presented by Ichkova et al. [1] and demonstrate the decrease of hardness at higher velocities due to increase of heat.
4. Conclusions
Results of the finite-element modeling and experimental study of nanostructuring burnishing show that the selected phenomenological model and boundary conditions are justified. Validation of results demonstrate that this model is adequate and can be used to control the formation of accumulated shear deformation, nanostructuring of material and hardening of the surface layer. The discovered dependencies of relative deformation clearly correlate with the surface microhardness obtained after nanostructuring burnishing. Therefore, this new model can be used for the search of optimal nanostructuring burnishing modes by the criterion of maximum hardening of the surface layer.
We observed an explicit correlation of the degree of deformation of the surface layer with the dispersity of the formed microstructure in the thin surface layer. This increase of the relative deformation of the surface layer provides for better dispersion of the grain structure, which results in the formation of smaller ultra-fine grain particles and prevalence of nanocrystalline structure.
Author Contributions
The authors confirm contribution to the paper as follows: Conceptualization, I.T. and V.K.; methodology, V.K.; software, I.S. and A.A.; validation, I.S. and A.S.; formal analysis, I.S. and A.A.; investigation, I.S. and A.S.; resources, I.T.; data curation, I.S. and A.S.; writing—original draft preparation, V.K.; writing—review and editing, I.S. and A.S.; visualization, I.S. and A.S.; supervision, V.K.; project administration, V.K.; funding acquisition, A.S. All authors reviewed the results and approved the final version of the manuscript.
Funding
Funding from the Ministry of Science and Higher Education of the Russian Federation (Ural Federal University, the State Assignment № 075-03-2025-258 of 17.01.2025 (FEUZ-2024-0020).
Data Availability Statement
The authors confirm that the data supporting the findings of this study are available within the article.
Acknowledgments
The authors would like to express their sincere gratitude to all those who contributed to this research. Their support and efforts were key factors in the success of this study.
Conflicts of Interest
The authors declare no conflicts of interest to report regarding the present study.
References
- Ichkova, M. Influence of diamond burnishing governing factors on the surface microhardness of austenitic stainless steels. JTUG 2025, 70, 35–40. [Google Scholar] [CrossRef]
- Sztankovics, I.; Varga, G. FEM analysis of the burnishing process of X5CrNi18-10 stainless steel. Cut. Tools Technol. Syst. 2022, 97, 137–144. [Google Scholar]
- Seitl, S.; Horník, V.; Lesiuk, G.; Kunz, L. Influence of micro-structure of selected components made from AISI 304 on the mechanical properties. Proc. Struct. Integr. 2023, 43, 113–118. [Google Scholar] [CrossRef]
- Liu, G.; Lu, J.; Lu, K. Surface Nanocrystallization of 316L stainless steel induced by ultrasonic shot peening. Mater. Sci. Eng. A 2000, 286, 91–95. [Google Scholar] [CrossRef]
- Chen, X.H.; Lu, J.; Lu, L.; Lu, K. Tensile Properties of a nanocrystalline 316L austenitic stainless steel. Scripta Mater. 2005, 52, 1039–1044. [Google Scholar] [CrossRef]
- Roland, T.; Retraint, D.; Lu, K.; Lu, J. Fatigue life improvement through surface nanostructuring of stainless steel by means of surface mechanical attrition treatment. Scripta Mater. 2006, 54, 1949–1954. [Google Scholar] [CrossRef]
- Roland, T.; Retraint, D.; Lu, K.; Lu, J. Enhanced mechanical behavior of a nanocrystallised stainless steel and its thermal stability. Mater. Sci. Eng. A 2007, 445–446, 281–288. [Google Scholar] [CrossRef]
- Wang, X.Y.; Li, D.Y. Mechanical, electrochemical and tribological properties of nano-crystalline surface of 304 stainless steel. Wear 2003, 255, 836–845. [Google Scholar] [CrossRef]
- Mordyuk, B.N.; Prokopenko, G.I.; Vasylyev, M.A.; Iefimov, M.O. effect of structure evolution induced by ultrasonic peening on the corrosion behavior of AISI-321 stainless steel. Mater. Sci. Eng. A 2007, 458, 253–261. [Google Scholar] [CrossRef]
- Wang, T.; Yu, J.; Dong, B. Surface nanocrystallization induced by shot peening and its effect on corrosion resistance of 1Cr18Ni9Ti stainless steel. Surf. Coat. Technol. 2006, 200, 4777–4781. [Google Scholar]
- Kuznetsov, V. Nanostructuring burnishing: tribomechanics, modeling, tool, surface. In Tribology Across Scales: Theory, Simulation and Experiment; Starčević, J., Heß, M., Eds.; Springer: Switzerland, 2025; pp. 345–71. [Google Scholar]
- Kuznetsov, V.P.; Gorgots, V.G.; Vorontsov, I.A.; Skorobogatov, A.S.; Kosareva, A.V. Surface hardening of medical parts made of AISI 304 austenitic stainless steel by nanostructuring burnishing. AIP Conf. Proc. 2023, 2899, 020085. [Google Scholar] [CrossRef]
- Becerra-Becerra, E.; Aguilera Ojeda, C.O.; Saldaña-Robles, A.; Reveles-Arredondo, J.F.; Barco-Burgos, J.; Vidal-Lesso, A. A Review of numerical simulation of ball burnishing process. Finite Elem. Anal. Des. 2023, 218, 103926. [Google Scholar]
- Kuznetsov, V.P.; Smolin, I.Yu.; Dmitriev, A.I.; Konovalov, D.A.; Makarov, A.V.; Kiryakov, A.E.; Yurovskikh, A.S. Finite element simulation of nanostructuring burnishing. Phys. Mesomech. 2013, 16, 62–72. [Google Scholar] [CrossRef]
- Maximov, J.; Duncheva, G. Effects of diamond burnishing on surface integrity, fatigue, wear, and corrosion of metal components—review and perspectives. Int. J. Adv. Manuf. Technol. 2025, 139, 4233–4267. [Google Scholar] [CrossRef]
- Zhu, S.; Gao, W.; Yi, M.; Zhang, Z. Integrated discrete cell complexes and finite element analysis for microstructure topology evolution during severe plastic deformation. CMC 2025, 85, 657–679. [Google Scholar] [CrossRef]
- Johnson, G.R.; Cook, W.H. A Constitutive model and data for metals subjected to large stresses, high stress rates, and high temperatures. Proceedings 7th International Symposium on Ballistics, Hague (Netherlands) 1983, 541–547.
- Frontán, J.; Zhang, Y.; Dao, M.; Lu, J.; Gálvez, F.; Jérusalem, A. Ballistic performance of nanocrystalline and nanotwinned ultrafine crystal steel. Acta Mater. 2012, 60, 1353–1367. [Google Scholar] [CrossRef]
- Krasauskas, P.; Kilikevičius, S.; Česnavičius, R.; Pačenga, D. Experimental analysis and numerical simulation of the stainless AISI 304 steel friction drilling process. Mechanics 2014, 20, 590–595. [Google Scholar] [CrossRef]
- Giorgio Bort, C.M.; Bosetti, P.; Bruschi, S. Johnson-Cook parameter identification for AISI-304 machining through Nelder Mead Method. In Proceedings of the XI International Conference on Computational Plasticity. Fundamentals and Applications COMPLAS XI; Oñate, E., Owen, D.R.J., Peric, D., Suárez, B., Eds.; 2011; pp. 263–74. [Google Scholar]
- Ocaña, J. l.; Morales, M.; Porro, J. a.; Correa, C.; García–Ballesteros, J. j.; García, O. Numerical modelling and experimental implementation of laser shock micro–forming of thin metal sheets. Int. J. Microstruct. Mater. Prop. 2015, 10, 31–46. [Google Scholar] [CrossRef]
- Aquaro, D. Erosion due to the impact of solid particles of materials resistant at high temperature. Meccanica 2006, 41, 539–551. [Google Scholar] [CrossRef]
- Mori, L.; Lee, S.; Xue, Z.; Vaziri, A.; Queheillalt, D.; Dharmasena, K.; Wadley, H.; Hutchinson, J.; Espinosa, H. Deformation and fracture modes of sandwich structures subjected to underwater impulsive loads. J. Mech. Mater. Struct. 2007, 2, 1981–2006. [Google Scholar] [CrossRef]
- Marcicano, J.P.P.; de Almeida, L.O.; Machado, I.; Hassui, A. Determination of the mechanical behavior of aisi 304 austenitic stainless steel in machining processes. In Proceedings of 18th International Congress of Mechanical Engineering, 2005 Nov 6–11, Ouro Preto, MG (Brazil).
- Luo, Y.; Gu, W.; Peng, W.; Jin, Q.; Qin, Q.; Yi, C. A Study on microstructure, residual stresses and stress corrosion cracking of repair welding on 304 stainless steel: Part I-Effects of Heat Input. Materials 2020, 13, 2416. [Google Scholar] [CrossRef]
- Suman, S.; Biswas, P.; Sridhar, P.V.S.S. Numerical prediction of welding distortion in submerged arc welded butt and fillet joints. In Proceeding of International Conference on Design and Manufacturing (ICONDM), 2016 Dec 16–17; Kancheepuram, Chennai, India.
- Huang, C.X.; Yang, G.; Gao, Y.L.; Wu, S.D.; Zhang, Z.F. influence of processing temperature on the microstructures and tensile properties of 304L stainless steel by ECAP. Mater. Sci. Eng. A 2008, 485, 643–650. [Google Scholar] [CrossRef]
- Smolin, I.Y.; Kuznetsov, V.P.; Akhmetov, A.Z.; Skorobogatov, A.S. Characteristics of surface layer deformation during nanostructuring burnishing of AISI 52100 steel. NST 2025, 16, 93–103. [Google Scholar] [CrossRef]
Figure 1.
Stress-strain curves of AISI 304 steel at room temperature using the Johnson-Cook model according to various literary sources.
Figure 1.
Stress-strain curves of AISI 304 steel at room temperature using the Johnson-Cook model according to various literary sources.
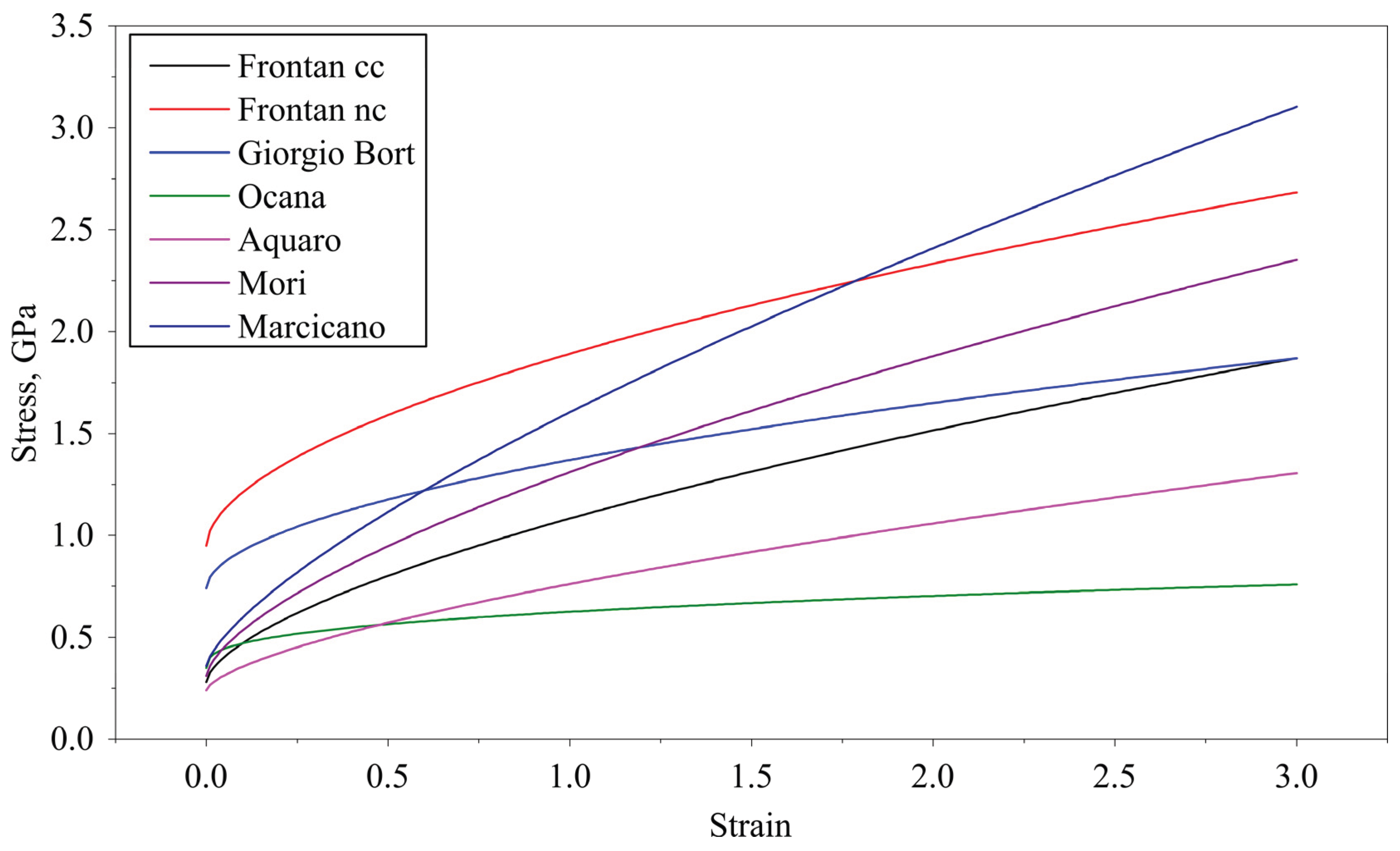
Figure 2.
Finite-element model with boundary conditions.
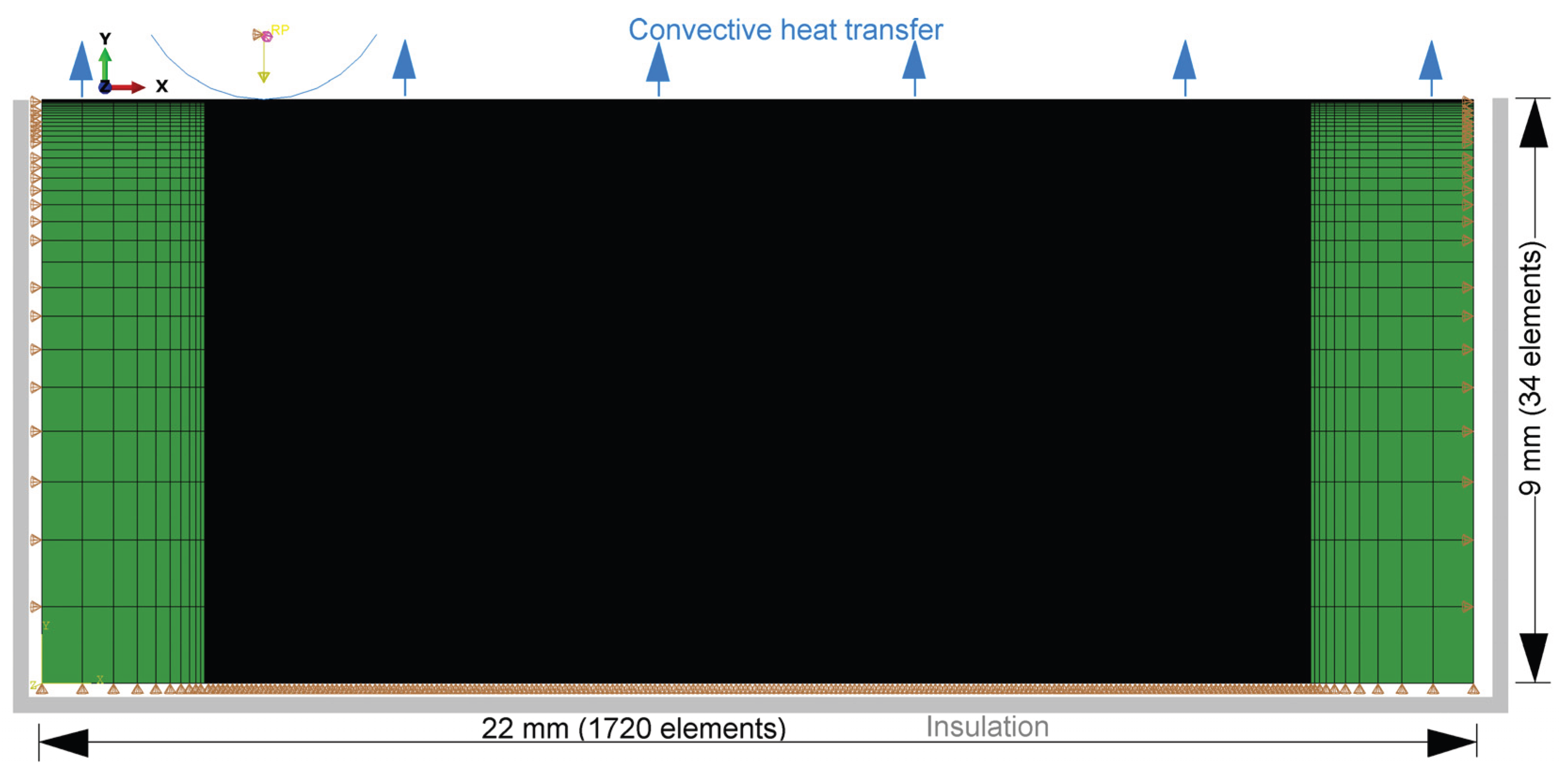
Figure 3.
Composition of cut samples.
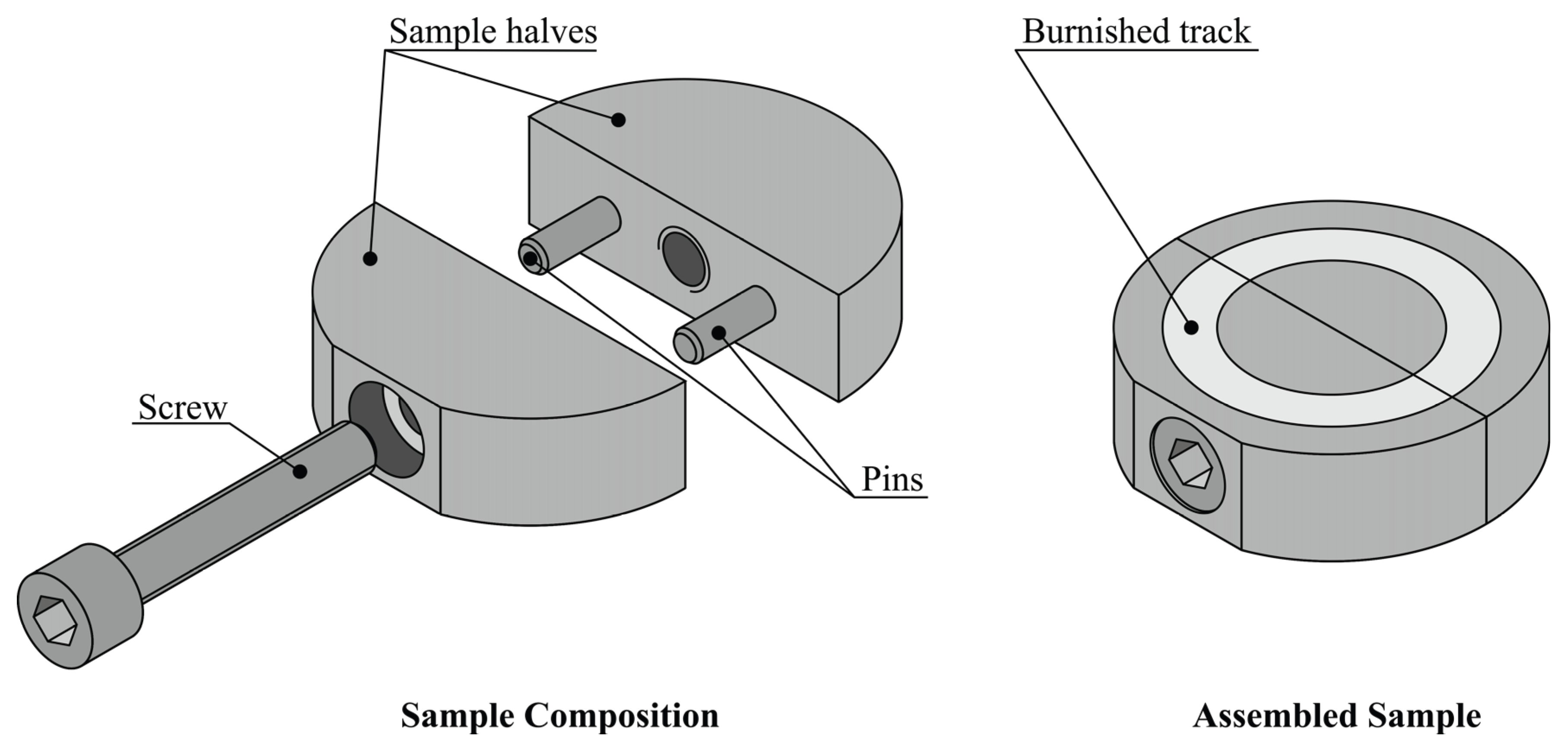
Figure 4.
Nanostructuring burnishing of the surface of a cut sample made of AISI 304 steel on a Takisawa CNC center.
Figure 4.
Nanostructuring burnishing of the surface of a cut sample made of AISI 304 steel on a Takisawa CNC center.
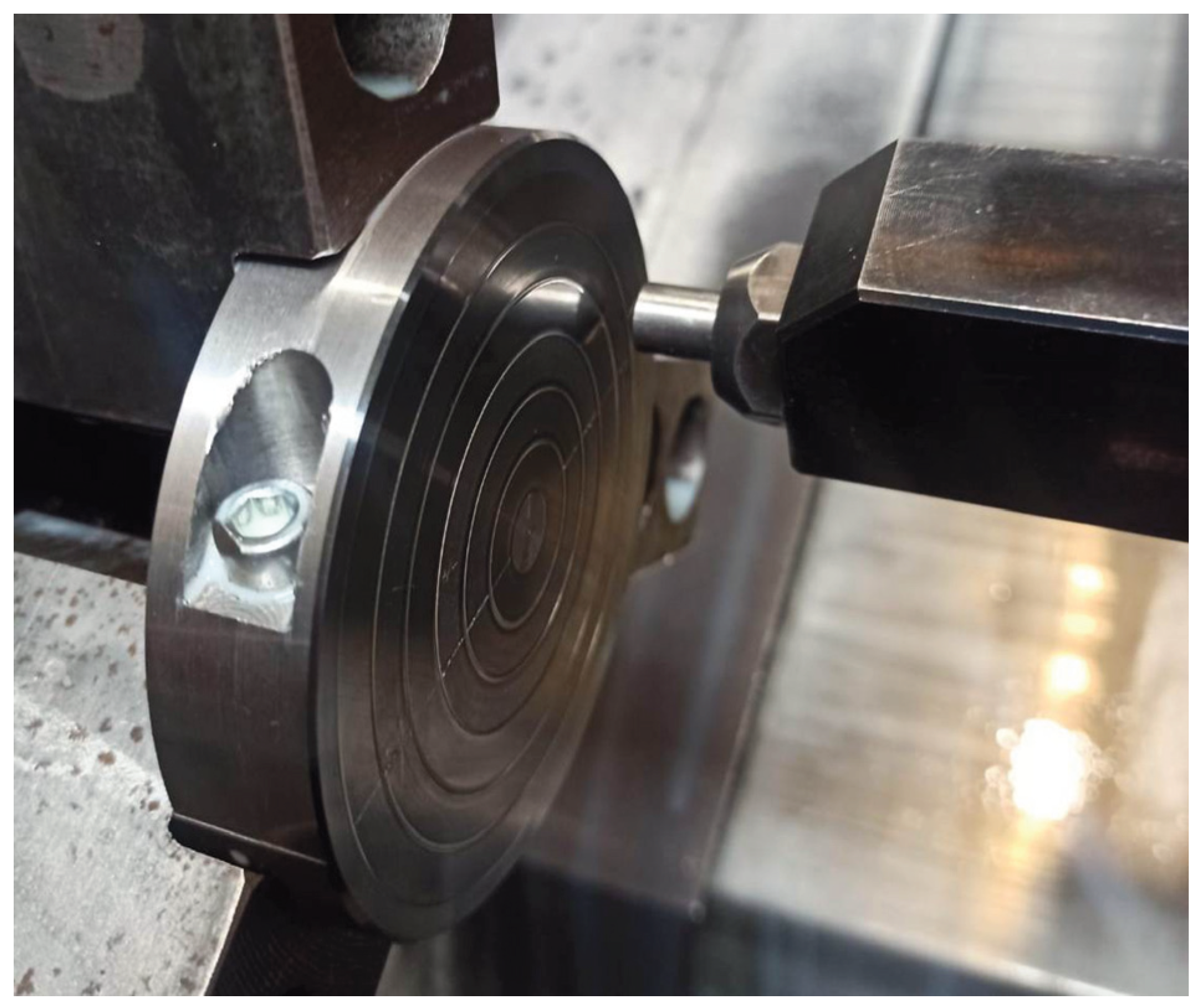
Figure 5.
Formation of material dents and burrs on the contact surfaces of cut sample halves after nanostructuring burnishing (a) and the principle of change of the accumulated shear deformation by a profilogram of a material dent or material burr (b).
Figure 5.
Formation of material dents and burrs on the contact surfaces of cut sample halves after nanostructuring burnishing (a) and the principle of change of the accumulated shear deformation by a profilogram of a material dent or material burr (b).
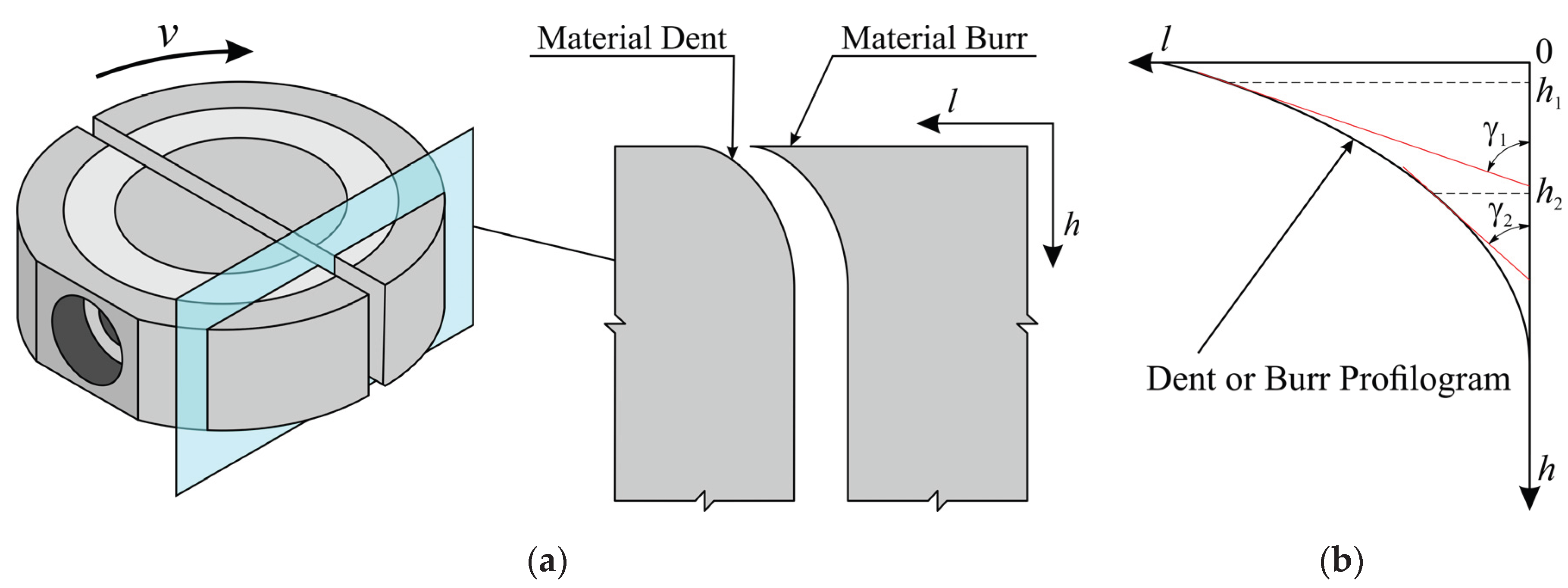
Figure 6.
Dependencies of von Mises stress on controlling parameters after the first (a) and fifth (b) passes.
Figure 6.
Dependencies of von Mises stress on controlling parameters after the first (a) and fifth (b) passes.
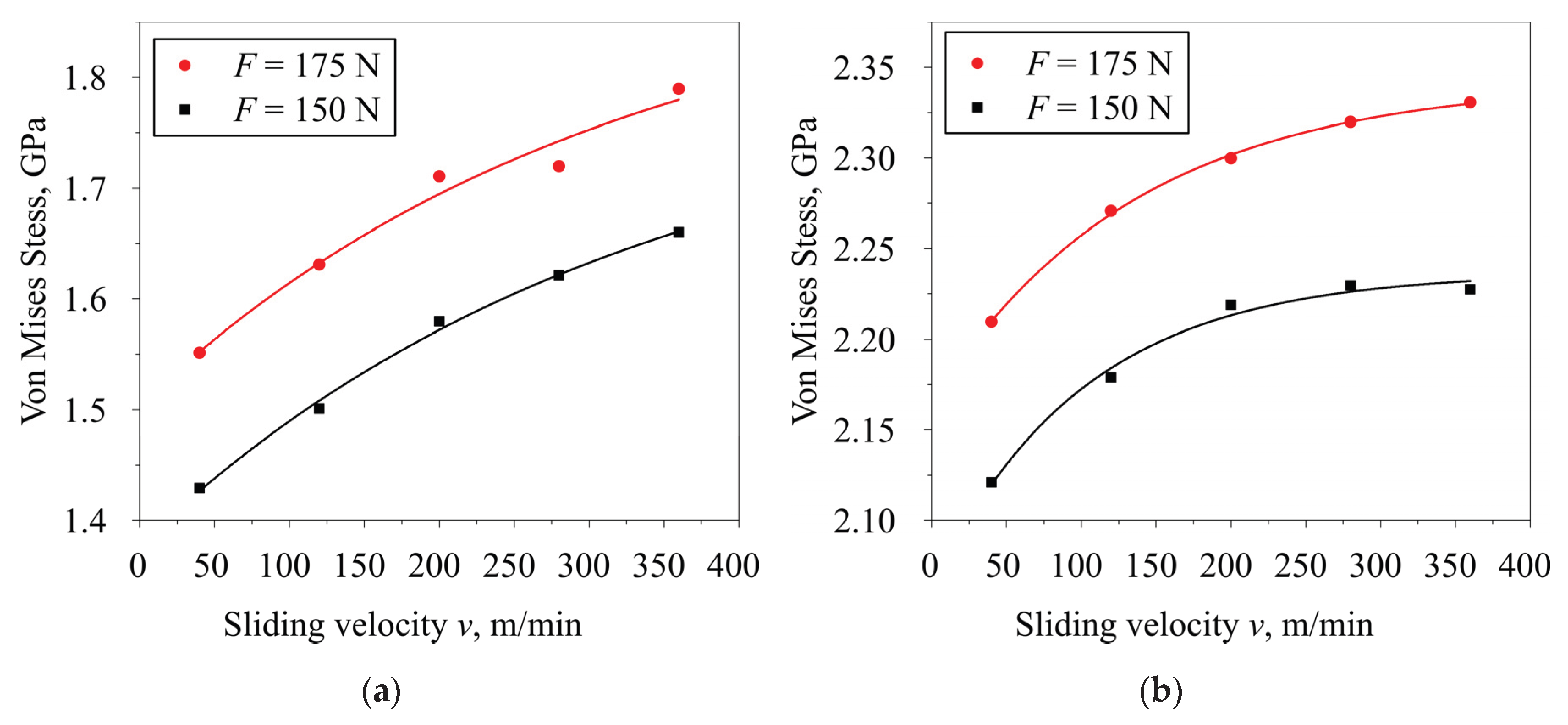
Figure 7.
Dependencies of stress component σxx on controlling parameters after the first (a) and fifth (b) passes.
Figure 7.
Dependencies of stress component σxx on controlling parameters after the first (a) and fifth (b) passes.
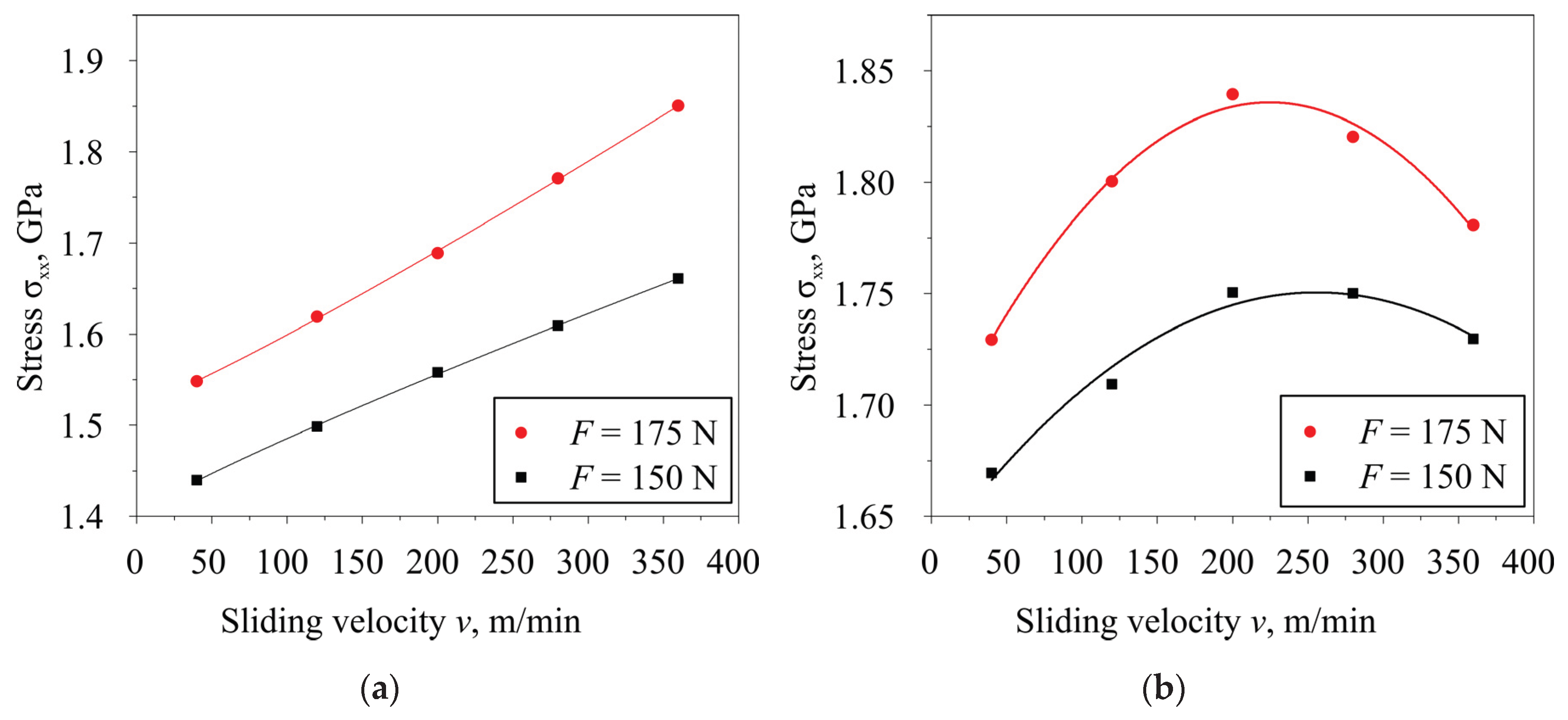
Figure 8.
Dependencies of the equivalent plastic strain on the indenter’s sliding velocity after one (a) and five (b) indenter passes as obtained by simulation.
Figure 8.
Dependencies of the equivalent plastic strain on the indenter’s sliding velocity after one (a) and five (b) indenter passes as obtained by simulation.
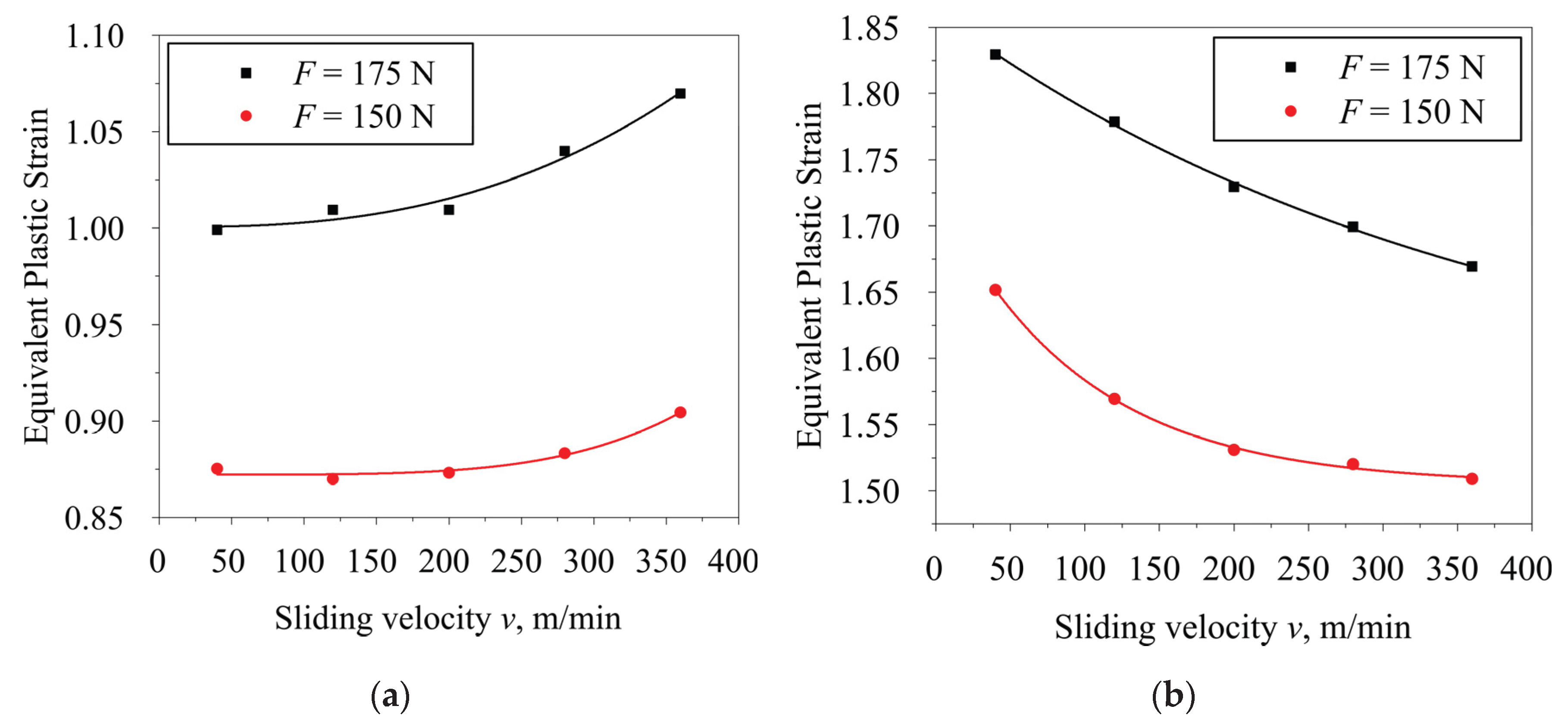
Figure 9.
Dependency of contact temperature on the indenter sliding velocity after one and five indenter passes at the burnishing force of 175 N.
Figure 9.
Dependency of contact temperature on the indenter sliding velocity after one and five indenter passes at the burnishing force of 175 N.
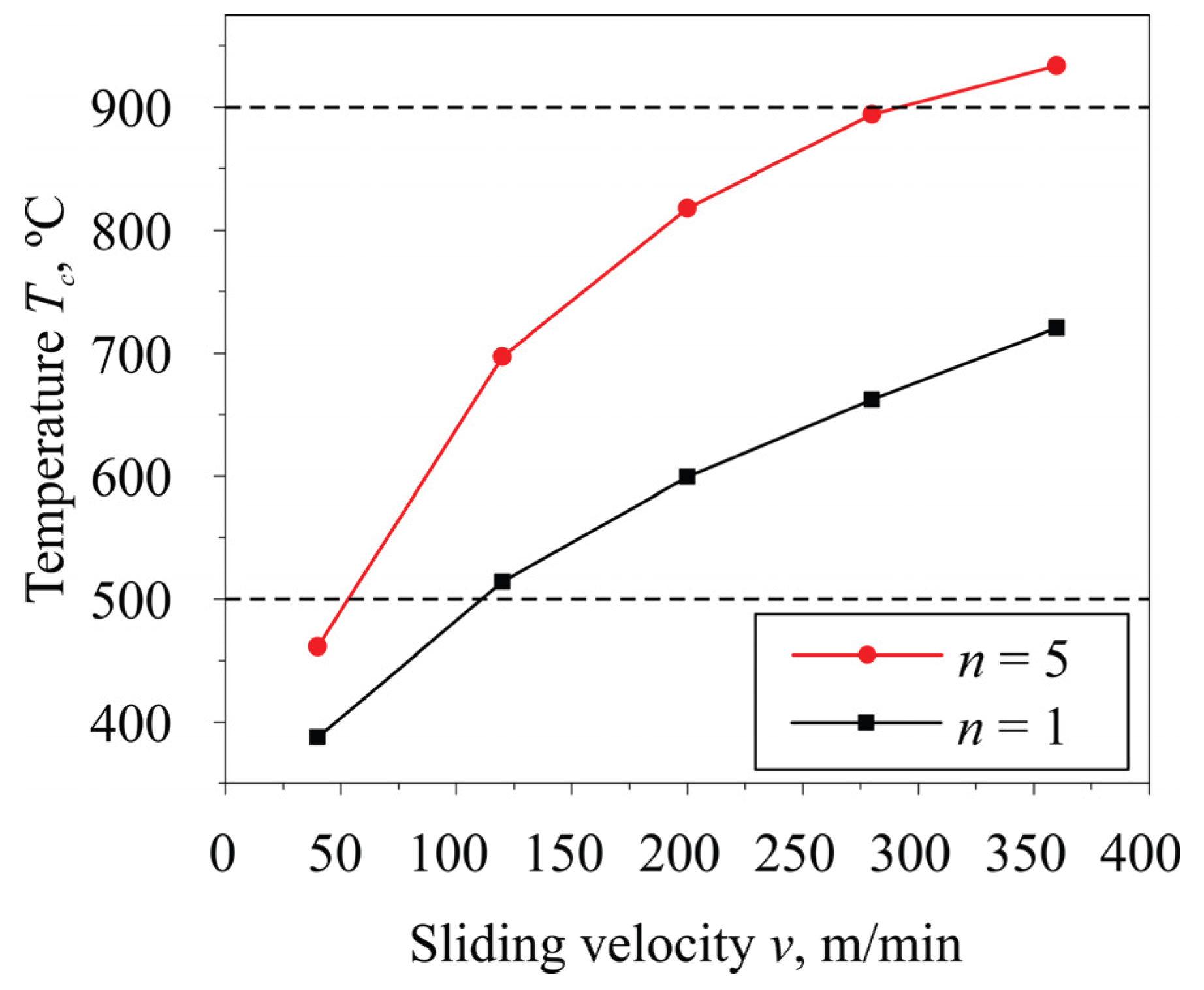
Figure 10.
Burr profilograms (a–d) and correspondent dependencies of relative shear deformation (e–h) on the depth of surface layer.
Figure 10.
Burr profilograms (a–d) and correspondent dependencies of relative shear deformation (e–h) on the depth of surface layer.
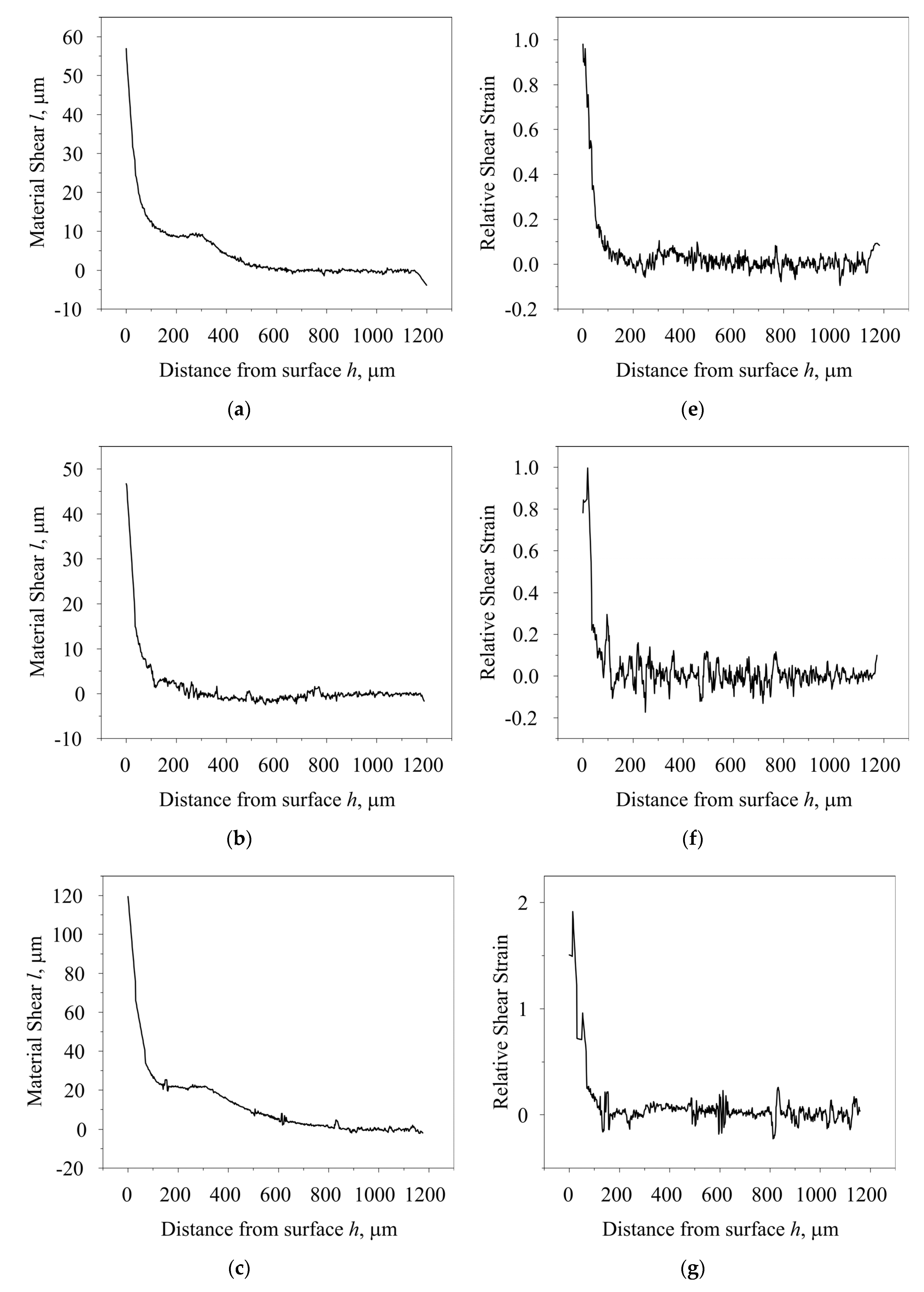
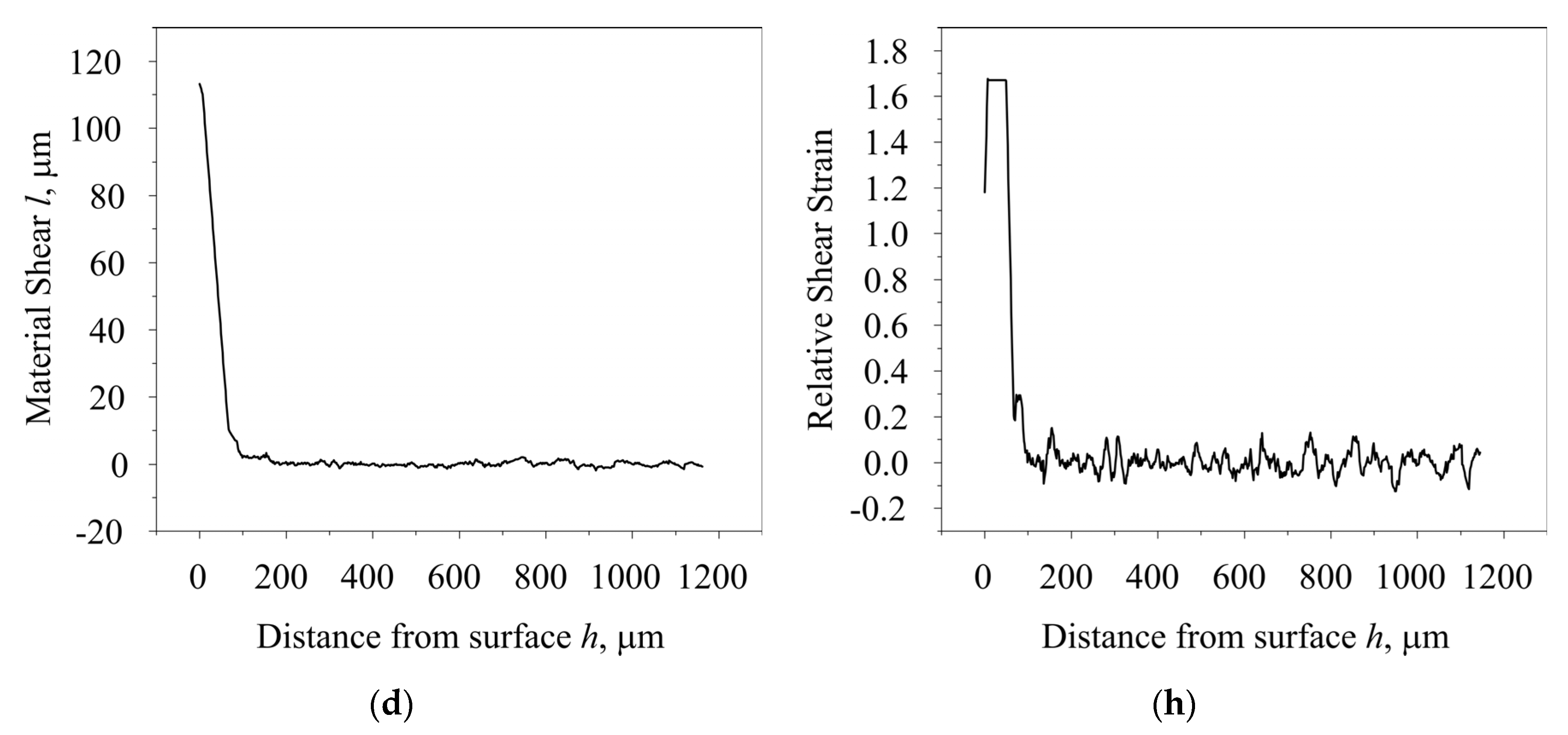
Figure 11.
Dependencies of average microhardness of the surface layer with the thickness of 50 µm after nanostructuring burnishing with one (a) and five (b) tool passes.
Figure 11.
Dependencies of average microhardness of the surface layer with the thickness of 50 µm after nanostructuring burnishing with one (a) and five (b) tool passes.
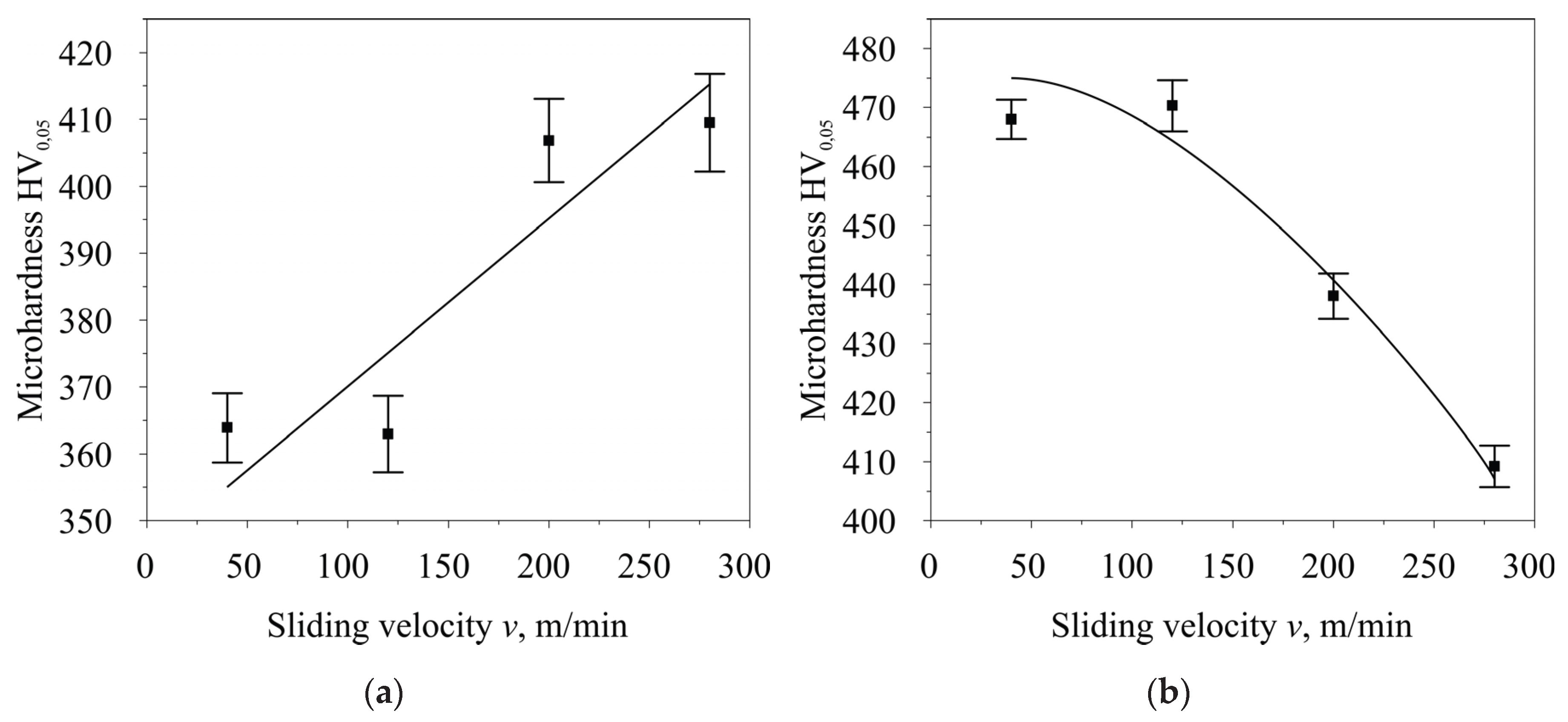
Figure 12.
SEM-shots of the microstructure of the surface layer after one-pass (a, b) and five-pass (c, d) nanostructuring burnishing.
Figure 12.
SEM-shots of the microstructure of the surface layer after one-pass (a, b) and five-pass (c, d) nanostructuring burnishing.
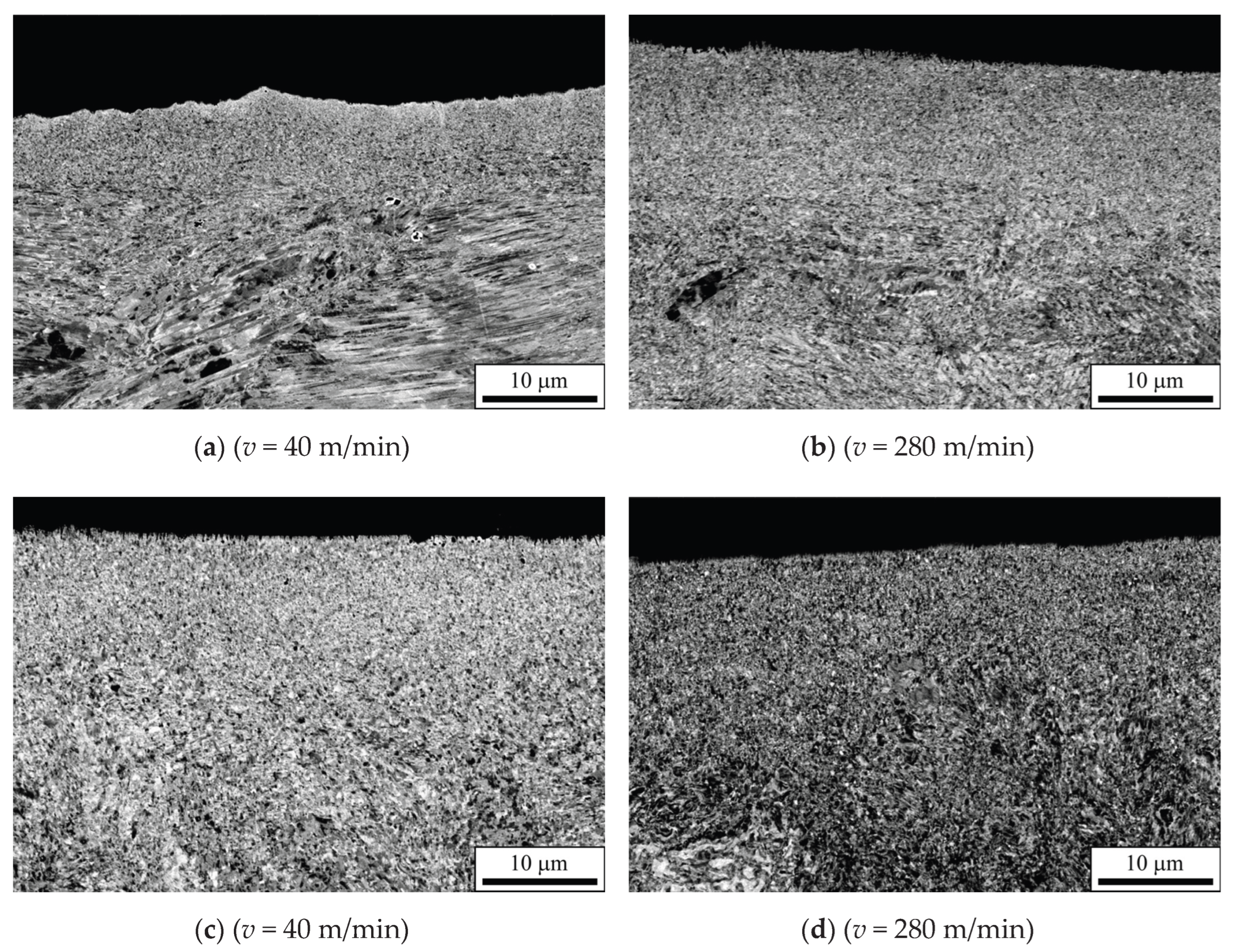
Figure 13.
TEM-shots of the microstructure of the surface layer after nanostructuring burnishing at the sliding velocity of 40 m/min: bright-field images and electron microdiffraction (a, c) and dark-field images (b, d).
Figure 13.
TEM-shots of the microstructure of the surface layer after nanostructuring burnishing at the sliding velocity of 40 m/min: bright-field images and electron microdiffraction (a, c) and dark-field images (b, d).
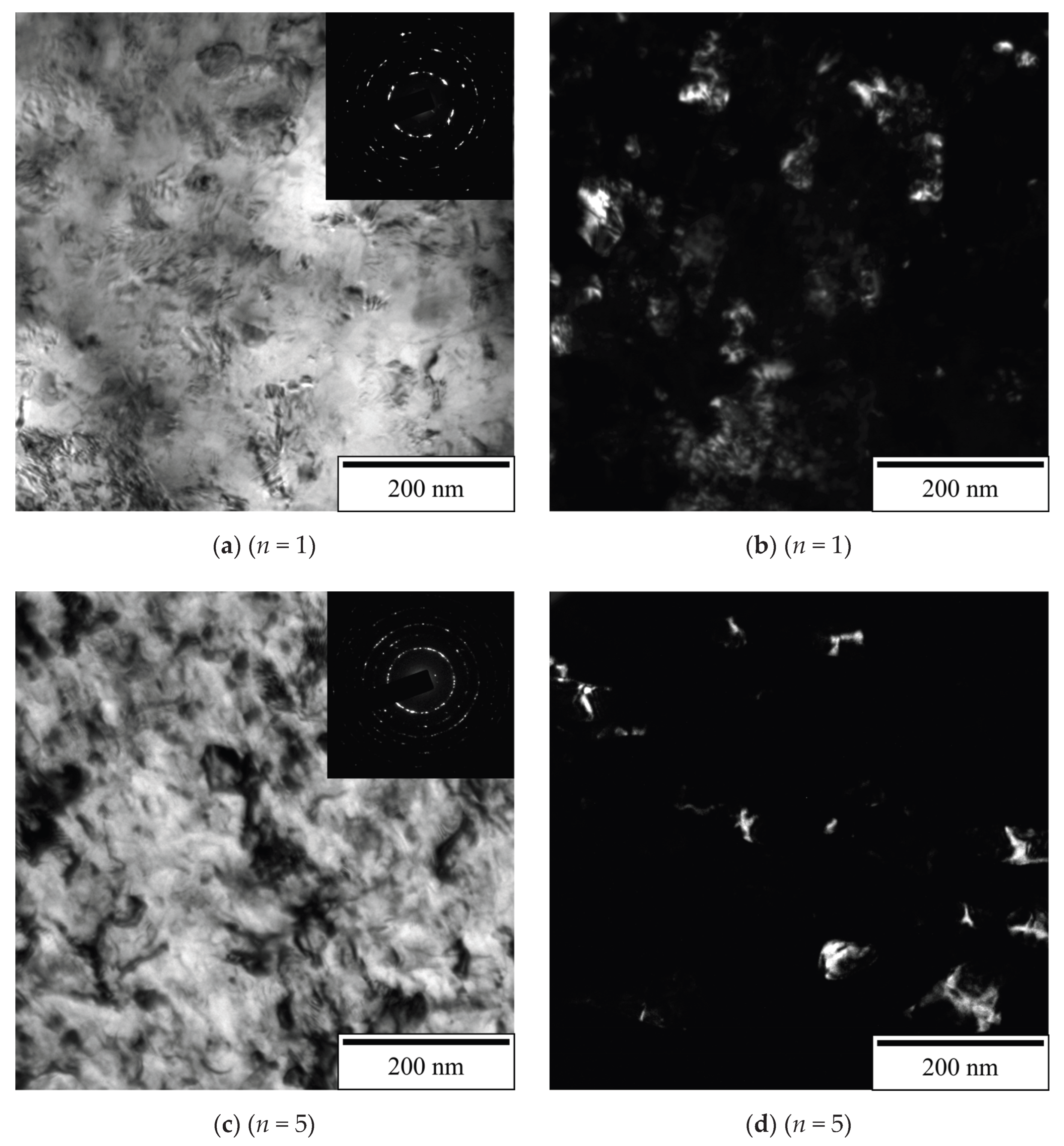
Figure 14.
Comparison of the results of simulation and experimental study after one (a) and five (b) tool passes.
Figure 14.
Comparison of the results of simulation and experimental study after one (a) and five (b) tool passes.
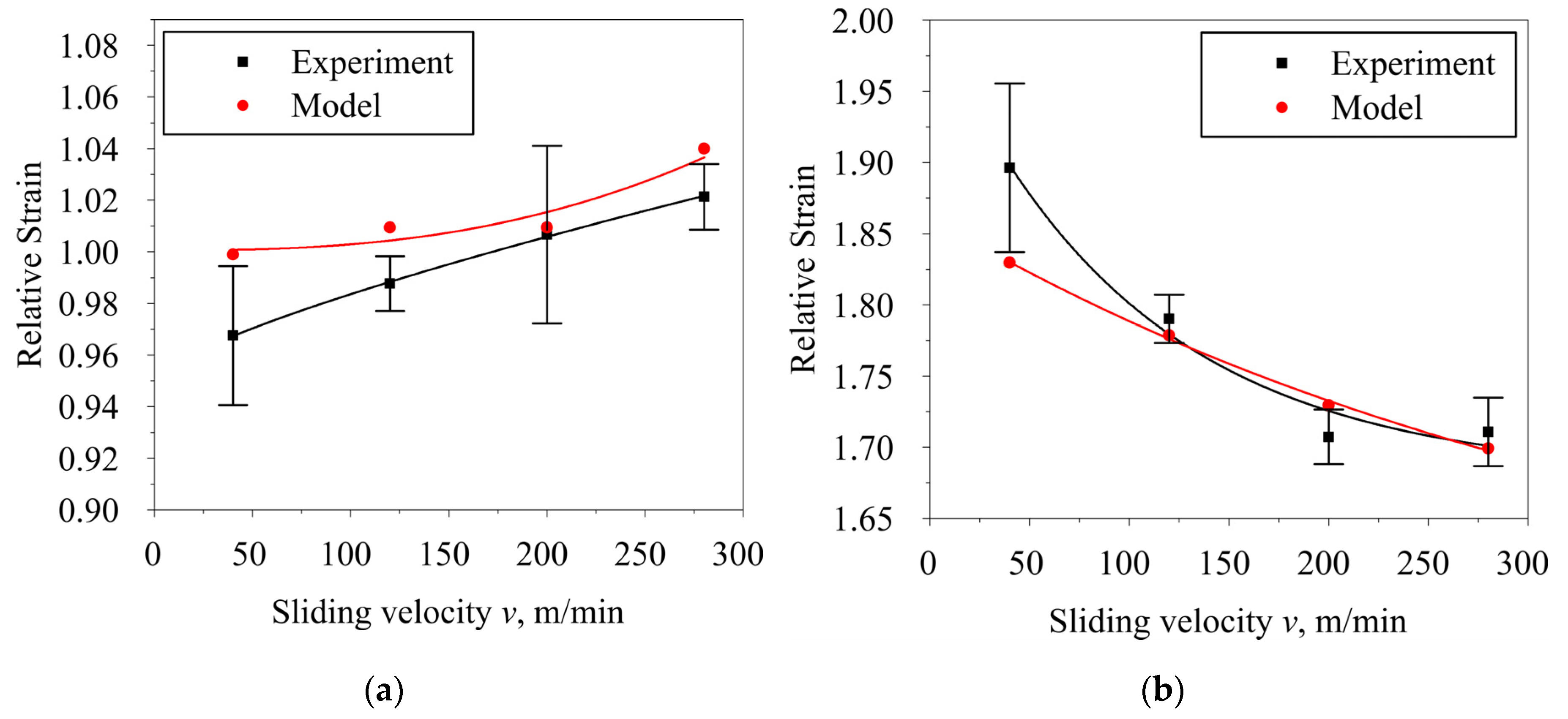

Table 1.
Johnson-Cook model parameters for AISI 304 steel according to available literature.
| Last name of the first author, reference number | A, MPa | B, MPa | n | C | m | Tr, °C | Tm, °C |
|---|---|---|---|---|---|---|---|
| Krasauskas [19] | 280 | 802.5 | 0.622 | 1.0 | 0.0799 | – | – |
| Frontán [18], nanocrystalline | 950 | 941 | 0.556 | – | 0.0004 | – | – |
| Frontán [18], ultrafine grains | 850 | 668.5 | 0.353 | – | 0.0004 | – | – |
| Frontán [18], coarse-grained | 280 | 802.5 | 0.622 | – | 0.0799 | – | – |
| Giorgio Bort [20] | 740 | 630 | 0.53 | 0.26 | 0.28 | – | – |
| Ocana [21] | 350 | 275 | 0.36 | 1.0 | 0.022 | – | – |
| Aquaro [22] | 239 | 522 | 0.65 | 0.63 | 0.1 | – | – |
| Mori [23] | 310 | 1000 | 0.65 | 1.0 | 0.07 | 20 | 1400 |
| Marcicano [24] | 360 | 1244 | 0.72 | 3.525 1.201 |
–0.0321 –0.0230 |
25 | 1400 |
Table 2.
Dependency of AISI 304 thermal and mechanical parameters on temperature.
| Parameter | Temperature, °C | ||||
|---|---|---|---|---|---|
| 20 | 200 | 400 | 600 | 800 | |
| Density, kg/m3 | 8010 | 7931 | 7840 | 7755 | 7667 |
| Young’s modulus, GPa | 199 | 180 | 166 | 150 | 125 |
| Poisson’s ratio | 0.28 | 0.28 | 0.28 | 0.28 | 0.28 |
| Coefficient of linear thermal expansion, °C−1×10−6 | 16.0 | 17.2 | 18.2 | 18.6 | 19.5 |
| Specific heat capacity, J/(kg×°C) | 500 | 544.3 | 582 | 634 | 686 |
| Thermal conductivity, W/(m×°C) | 15.26 | 17.6 | 20.2 | 22.8 | 25.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



