
Submitted:
08 December 2025
Posted:
09 December 2025
You are already at the latest version
Abstract
Electric vehicle drivetrains reveal tonal gearbox noise once masked by combustion engines. Among the most persistent are ghost orders narrowband spectral components not aligned with nominal mesh harmonics linked to periodic gear tooth surface waviness. This review synthesizes research on the w aviness to transmission error to ghost order pathway focusing on detection modeling and validation methods relevant to EVs. Measurement techniques range from single flank transmission error tests and torsional order tracking to high speed full flank metrology with advanced waviness analysis enabling earlier identification of tonal risk. Modeling approaches include quasi static loaded tooth contact analysis with sinusoidal superposition multi body dynamics with micro geometry driven transmission error modulation and hybrid finite element multi body dynamics workflows that integrate measured topography. Findings show that circumferentially coherent waviness even at sub micron amplitudes can produce audible ghost tones in low damping EV drivetrains especially when coinciding with structural resonances. However predictive accuracy remains limited by inconsistent waviness terminology incomplete data transfer from metrology to simulation and scarce EV representative validation under varying loads and speeds. The emerging trend is toward integrated design manufacturing simulations where measured flank surface data directly informs noise prediction models. Standardized waviness metrics routine use of measured topographies in contact models and psychoacoustic or machine learning aided tonal assessment are identified as priorities for improving ghost order prediction and mitigation in EV gearbox design and production flow.
Keywords:
gear tooth waviness
; ghost (phantom) orders
; transmission error (TE)
; single-flank transmission error (SFT)
Introduction
Electric-vehicle (EV) drivetrains have pushed gearbox acoustics into the spotlight: the masking effect of the combustion engine is gone, and modest tonal components that once hid in the noise floor are now plainly audible [1]. Among the stubbornest of these tones are “ghost” (or phantom) orders—narrowband lines that do not coincide with the nominal gear-mesh harmonics and therefore evade traditional diagnosis-by-order rules. A growing body of evidence links these tones to gear tooth surface waviness: small, periodic undulations on the flank that modulate contact conditions and induce a time-varying transmission error (TE). That TE acts as a secondary excitation, creating sidebands and off-mesh tones which propagate through shafts and bearings to the housing and ultimately radiate as tonal noise. In effect, waviness introduces a hidden modulation source that conventional tolerance checks may not flag, even when all macro-geometry metrics pass.
This review synthesizes the current understanding of the waviness → TE → ghost-order pathway, the measurement technologies capable of exposing it, and the modeling workflows that can predict it with engineering fidelity. On the measurement side, single-flank rolling (SFT) can reveal non-mesh orders in TE spectra; end-of-line (EOL) NVH tests and torsional acceleration tests capture dynamic signatures at speed; and modern metrology—laser scanning with advanced waviness analysis—can map tooth-to-tooth periodicity and anticipate order content before assembly. On the modeling side, quasi-static LTCA with superposed sinusoidal flank waves, system-level multi-body dynamics (MBD) with micro-geometry-driven TE or mesh-stiffness modulation, and hybrid FE→MBD pipelines are increasingly used to connect measured topography to predicted order spectra and housing response.
Despite these advances, persistent gaps remain. Terminology and metrics for “waviness” are not fully harmonized across metrology, simulation, and NVH domains; predictive accuracy depends strongly on how real topographies are introduced into contact models; and validation under representative EV loads and boundary conditions is still limited. This review addresses those gaps by: (i) clarifying mechanisms and terminology with a unifying excitation–transfer–radiation perspective, (ii) comparing detection routes from shop-floor screening to high-resolution metrology, (iii) cataloging modeling approaches and their inputs/assumptions, and (iv) outlining actionable research needs for EV-grade gear design and quality assurance. We test the working hypothesis that incorporating measured flank topography into LTCA/MBD improves ghost-order prediction versus ideal-geometry surrogates and accelerates root-cause isolation in production.
Materials and Methods
Scope and Research Questions
We conducted a deep, methods-driven literature review focused on the causal chain linking gear tooth surface waviness to ghost orders and audible tonal noise, with emphasis on EV drivetrains. Primary questions were: (Q1) Which waviness patterns (order, amplitude, phase continuity) most readily generate ghost orders in the audible range? (Q2) Which measurement techniques reliably detect or predict these tones at component and system level? (Q3) How accurately do current modeling tools reproduce ghost-order magnitudes and their sensitivity to operating conditions? Conceptual anchors and domain definitions followed the excitation–transfer–radiation framework summarized in our prior synthesis.
Sources and Search Strategy
We queried major scientific databases (Web of Science, Scopus, IEEE Xplore, SAE Mobilus, and Google Scholar) and domain-specific technical outlets (e.g., Gear Technology, Gear Solutions) alongside vendor white papers and application notes from leading metrology and simulation providers relevant to EV gear NVH. Searches covered 2000–2025 to capture both foundational methods and the EV-driven resurgence. Core strings combined controlled and free terms, including: “gear tooth waviness,” “ghost order*” OR “phantom order*,” “lead ripple,” “profile ripple,” “single flank transmission error” OR “SFT,” “order tracking,” “grinding chatter” OR “honing ripple,” “transmission error modulation,” and “mesh stiffness modulation.” Reference snowballing (backward and forward) complemented database queries to recover influential patents, standards notes, and hard-to-index application reports.
Eligibility Criteria and Screening
Inclusion required: (i) explicit consideration of spur/helical gear flank waviness or periodic flank undulations, (ii) link to tonal response (TE spectra, order maps, NVH measurements) or explicit modeling of modulation mechanisms, and (iii) relevance to automotive/light-duty e-drivetrains or transferable gear physics. We excluded works focused solely on macro-geometry (e.g., profile/lead slope without periodic content), purely electromagnetic motor tones without gear coupling, or unrelated rotating-machinery faults. Screening proceeded in two passes (title/abstract, then full text), with de-duplication across databases and grey literature.
Data Extraction and Coding
For each included source we extracted: gear type and manufacturing route (grind/hone and known machine signatures), waviness descriptors (circumferential order, wavelength, amplitude, phase coherence across teeth, lead vs. profile direction), test method (SFT, EOL NVH, torsional acceleration, order tracking), metrology method (CMM/profile trace vs. full-flank scanning with waviness analysis), modeling approach (LTCA with sinusoidal superposition, MBD with TE/mesh-stiffness modulation, FE contact and hybrid FE→MBD), operating conditions, and acoustic/vibration outcomes (e.g., ghost-order identifications, sideband structures, tonal trends). Where necessary, we normalized reported frequencies to orders using stated tooth counts and speeds to allow cross-study comparison.
Quality Appraisal and Synthesis
Evidence was appraised qualitatively by study type and validation strength: (A) experiments with metrology-to-NVH linkage, (B) models with experimental correlation, (C) metrology or EOL screening case studies, and (D) conceptual or vendor notes. We synthesized results narratively and by mechanism, aligning detection and modeling capabilities to each step of the excitation path and highlighting EV-specific sensitivities (e.g., low damping, prominent housing modes). A harmonized glossary and a redrawn mechanism schematic were prepared to standardize terminology and aid cross-disciplinary use in design and quality workflows.
Mechanism Linking Waviness to Ghost Orders and Tonal Noise
Gear tooth surface waviness refers to small, periodic undulations or ripples on the gear flank. These microscopic form deviations, when extending continuously from tooth to tooth, can modulate the gear meshing behavior and give rise to so-called ghost orders (or phantom orders) in the vibration and noise spectrum. Unlike the dominant gear mesh frequency (and its harmonics) which are determined by the number of teeth and rotation speed, ghost orders manifest at non-mesh frequencies—they are extraneous tonal components often unrelated to any integer multiple of shaft or mesh frequency. The physical cause is the transmission error (TE) variation introduced by waviness. As each wavy tooth flank comes into contact, the local contact conditions (tooth pair stiffness, contact point, load share) fluctuate slightly, producing a small time-varying transmission error. This error acts as a periodic excitation. In effect, the waviness imposes a secondary modulation on the primary gear meshing vibrations, generating sidebands and additional tonal components (the ghost frequencies) in the spectrum.
Mechanistically, a gear with N teeth that has a waviness pattern repeating every tooth (or every few teeth) will exhibit an oscillating TE once per tooth engagement or per pattern repeat. This periodic TE acts like an amplitude or frequency modulation of the mesh vibration, leading to ghost orders in vibration spectra (often appearing as sideband pairs around the main mesh harmonics, or at distinct frequencies not predicted by ideal geometry). For example, a slight radial runout (one form of a low-order waviness) appears as a 1× shaft order and typically produces sidebands around the mesh frequency. Higher-frequency waviness (sometimes introduced by machine tool vibrations during grinding or honing) can produce ghost tones at much higher orders. Crucially, these ghost tones are “hidden” excitations—they do not stem from the nominal gear design but from manufacturing-induced micro-geometry errors. As such, ghost orders have historically been hard to trace back to a specific geometric feature of the gear, hence the term “ghost”.
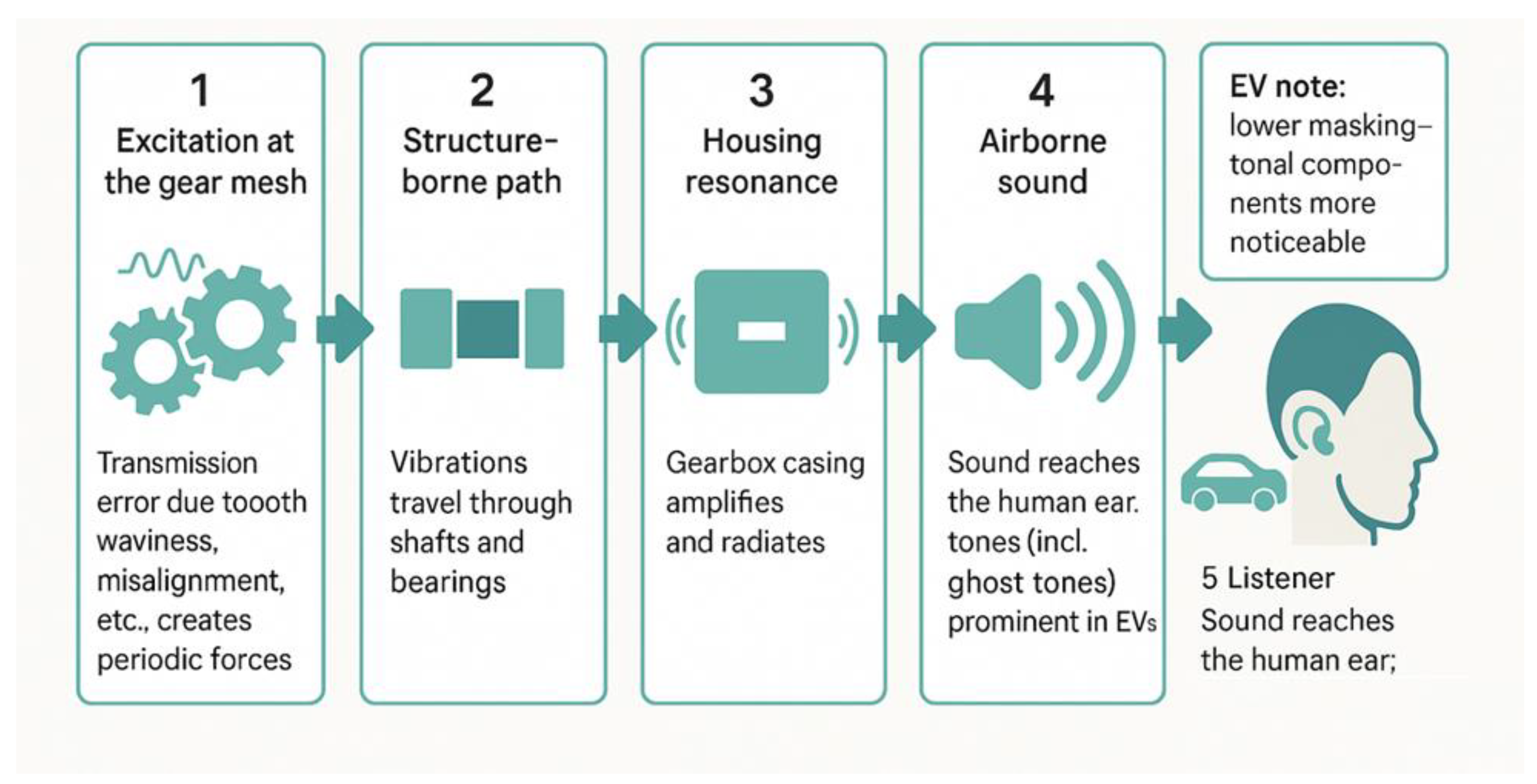
Once generated at the mesh interface, the vibrations due to ghost orders follow the same path as normal gear meshing noise. Figure 1 illustrates the excitation path: the alternating meshing force (due to TE fluctuations) travels through the shafts and bearings as structure-borne vibration into the gearbox housing, which then radiates airborne noise. The result is a tonal noise (gear whine or hum) that can be heard by passengers, often characterized by specific pitches not predicted by basic gear calculations. In summary, tooth waviness causes minute TE variations and local stiffness modulation during meshing, which in turn act as excitation sources for ghost or phantom orders—these orders can excite resonances and produce pronounced tonal noise if not controlled.
Notably, ghost noise tends to occur at frequencies not aligned with the gear’s designed mesh orders, making diagnosis difficult. Ghost orders often have lower amplitude than primary mesh harmonics, but they can coincide with system natural frequencies and become amplified by resonance. Thus, a relatively minor flank waviness (~0.1 µm level) can lead to a disproportionately loud noise if its ghost frequency content excites a structural mode. This mechanism explains why gears that meet normal geometric tolerances can still exhibit troublesome whine: small periodic errors can slip through standard inspections yet cause tonal ghost noise under operating conditions. Modern e-drive (EV) gearboxes have underscored this fact—they often adhere to tight tolerances, yet “within-spec” micro-waviness or grind patterns have been identified as the root cause of unexpected tonal noise issues (the “ghost noise” phenomenon).
Detection and Measurement Techniques for Ghost Orders
Detecting ghost orders resulting from gear waviness requires specialized measurement techniques, as traditional quality checks (profilometer measurements at a few points, or simple profile and lead error measurements) may not capture the periodic micro-variations responsible for ghost tones.
Historically, an effective method has been the Single Flank Transmission Error (SFT) test (also known as a single flank rolling test). In an SFT, the test gear is meshed with a high-precision master gear at low speed, and their relative angular position error is recorded (often with encoders) as the gear rotates. This directly measures the composite TE. Spectral or order analysis of the TE signal can then identify ghost frequencies: any significant order that is not an integer multiple of the mesh frequency points to periodic errors like waviness, pitch error, or runout. SFT has high resolution and repeatability for capturing tooth meshing deviations. For example, Gravel (2013) showed that spectral analysis of single-flank data revealed vibration peaks caused by lead ripple—these were also called ghost frequencies and correlated well with noisy gear behavior [2]. The downside of SFT is that it is a quasi-static test; it can be time-consuming and is generally not applicable to 100% of production parts in high-volume settings.
To address throughput limitations, the industry has developed faster, End-of-Line (EOL) NVH testers that intentionally excite the gear or transmission at higher speeds and monitor for ghost orders. One approach is the Structure-Borne Noise (SBN) test, where the gear or assembled transmission is run on a test rig at operational speeds (e.g., 500–2000 rpm), and accelerometers record the vibration response. Any anomalous tonal vibration (beyond the basic meshing orders) in the vibration spectrum signals a potential ghost order issue. A related method, the Torsional Acceleration Test (TAT), uses rotational accelerometers on the gear shafts to measure torsional oscillations during running. TAT essentially captures the dynamic transmission error while rotating, giving a faster indication of ghost excitations than a full quasi-static SFT. These EOL testers trade some diagnostic detail for speed: they might excite test rig modes instead of the actual gearbox housing modes, but they can flag a gear with ghost order issues in seconds, allowing for 100% screening on production lines where needed [3].
Another important toolset is advanced gear metrology systems that integrate waviness analysis. A prominent example is Gleason’s GRSL (Gear Rolling System with Integrated Laser), which combines a double-flank rolling test with high-speed laser scanning of the gear teeth. The laser measurement collects full 3D profile data of every tooth flank in seconds. With this dense data, an Advanced Waviness Analysis can be performed: in essence, the composite transmission error is “stitched together” from all the tooth profile measurements along the path of contact, and then an FFT order analysis is used to identify the periodic error orders on the gear. This method evaluates profile or lead waviness by its frequency (order) content, in line with VDI/VDE 2612 standards. It effectively reveals if a gear has a dominant waviness of a certain order (e.g., 10 waves around the gear circumference would show up as order 10 in the analysis). Ghost order risks can thus be predicted before the gear is run in a transmission. According to Türich and Deininger (2023), such an analysis can clearly distinguish normal mesh harmonics from other “so-called ghost orders, which are usually caused by manufacturing defects” [3]. Gears that exhibit ghost orders above a certain amplitude threshold can be flagged and screened out before assembly. This represents a major quality advancement for EV gears, which are extremely noise-sensitive [3].
Other academic and diagnostic techniques have been applied to detect ghost order noise. Order tracking analysis of transmission run-up data (recording sound/vibration while sweeping speed) can isolate ghost orders: they appear as lines on a Campbell diagram that do not correspond to the normal mesh harmonics. By tracking such anomalous order lines, engineers can pinpoint their source (for example, a line with a constant frequency offset might indicate a specific tooth-repeat flaw or a bearing defect). Near-field acoustic holography (NAH) or beamforming with microphone arrays is another tool used in NVH investigations: it can map the sound field around a running powertrain to identify which surface or component is radiating a particular sound. While not specific to ghost orders, NAH has been used to confirm that certain tonal frequencies originate from the gear mesh region, thus linking them to gear ghost vibrations and not, for example, electromagnetic noise from the motor.
Additionally, vibration signal processing methods like synchronous averaging and cepstrum analysis have been explored to extract ghost vibration signatures. Ratanasumawong et al. (2005) developed a method of synchronously averaging the vibration to isolate individual gear contributions, successfully detecting the influence of tooth surface undulations on the vibration of a helical gear for even very small (~0.1 μm) waviness [4]. Such techniques essentially “average out” the regular meshing sounds and enhance the subtle ghost components for measurement. In summary, the current practice for ghost order detection ranges from high-end industrial metrology (scanning every tooth for waviness orders) to clever signal processing on test rigs (order tracking, averaging)—all aimed at diagnosing the presence of waviness-induced ghost excitations that traditional measurements might miss.
Simulation Tools and Modeling of Ghost Order Phenomena
Modeling the interaction of ghost orders and gear waviness is a complex challenge, as it requires introducing microscopic geometric deviations into gear models and predicting their dynamic consequences. Several approaches and tools have been reported in the literature:
- ☐
- Dedicated Gear Design Software (with micro-geometry support): Modern gear design and analysis packages, such as KISSsoft®, have introduced features to account for manufacturing deviations. For example, KISSsoft 2022 added a flank waviness estimation tool that allows users to superimpose a sinusoidal wave onto the ideal tooth flank (with adjustable amplitude, wavelength/order, and phase). This can be used to calculate the resulting transmission error and mesh force variation due to a given waviness pattern [5]. It provides insight into which waviness orders are most detrimental. In essence, it allows engineers to virtually “import” a tooth-to-tooth sinusoidal error and observe the resulting excitation. Such capabilities are key for sensitivity studies—e.g., testing how a 3rd-order versus a 10th-order flank waviness affects TE and noise. Furthermore, these tools can incorporate measured deviation data: Gleason notes that measured profile deviations can be fed back into loaded tooth contact analysis (LTCA) simulations, meaning the actual tooth surface errors (from inspection) are applied to the contact model to predict the loaded transmission error and excitation forces [5]. This integration of metrology data and simulation is relatively new and allows for more realistic ghost order prediction at the design stage.
- ☐
- Multi-Body Dynamics Simulation (MBD) Software: Packages like Romax, MSC Adams, AVL Excite, and SIMPACK allow for detailed modeling of powertrains, including gears, shafts, bearings, and housing flexibility. These tools traditionally model the gear mesh with parametric definitions (stiffness, backlash, transmission error). To simulate ghost order excitation, one must introduce a time-varying transmission error or mesh stiffness modulation that reflects the waviness pattern. In Romax, for instance, researchers have used “micro-geometry import” workflows, where either a synthetic waviness or a measured flank topology is introduced into the gear contact model. The software then calculates the resulting mesh stiffness variation or static TE variation as the gears rotate, which serves as an excitation in the dynamic model. Researchers at Fraunhofer demonstrated this by importing measured micro-geometry into a Romax model and validating the predicted TE against physical single-flank tests [5]. They further ran full-system simulations (including an EV motor, gearbox, and housing) to predict structure-borne noise at the housing, comparing cases with nominal versus elevated waviness amplitudes—the results showed up to 7–11 dB higher vibration when the maximum tolerable waviness was present. This confirms that MBD tools can capture ghost order effects, provided the input (waviness profile) is accurately specified. MSC Adams and AVL Excite similarly allow users to define a profile error or mesh deformation as a function of gear angle; a user could input a Fourier series representing the waviness. However, these general-purpose tools may not have a native “tooth-to-tooth waviness” import button—engineers often have to script or approximate the effect (e.g., using a small alternating pitch error for each tooth to mimic a certain order of waviness).
- ☐
- Finite Element and Contact Mechanics Models: Some studies solve the gear contact with actual micro-geometry using finite element analysis (FEA) or specialized contact codes and then use the results in dynamic models. For example, a high-fidelity contact model could calculate the TE curve for one mesh cycle of a gear pair that has a sinusoidal flank surface error. The calculated TE vs. mesh position (which will naturally contain the ghost frequency content, if any) can then be applied as an excitation in a system vibration model (sometimes called a hybrid FE-MBD approach). This approach is more computationally expensive but can capture subtleties of how the tooth waviness behaves under load (including nonlinearity or loss of tooth contact if the waviness is severe). Some gear simulation research platforms have explicitly incorporated ghost order modeling by assigning unique profile errors to each tooth and then solving for the dynamic response [6].
- ☐
- Commercial Gear Optimization Software: Tools like Romax and others also advertise specific NVH optimization functionalities. For instance, RomaxDesigner has been used to optimize micro-geometry to minimize whine by running parametric studies on micro-geometry modifications. While the focus is often on reducing mesh harmonic excitation (e.g., using profile crowning, lead corrections to minimize overall TE), the flip side is that certain micro-geometry “flaws” can be intentionally introduced to break up tonal peaks. Simulating these scenarios—such as adding a slight alternating pitch error—is within the capabilities of these software packages, though it may require manual setup [7]. KISSsoft, Romax, and AVL all support profile modifications and quasi-static TE calculations that can include sinusoidal errors, but not all explicitly brand this as “ghost order simulation.” A 2020 survey showed that applying long-wave form deviations in simulation influenced both quasi-static and dynamic excitation, indicating that higher-order waviness can be investigated with available tools.
In summary, state-of-the-art simulation can incorporate the effects of tooth waviness to some extent. KISSsoft now offers a straightforward way to superimpose sinusoidal waviness and study its effect on TE [7]. Romax and similar MBD tools can also accept analytical or measured micro-geometry to predict ghost orders in the frequency domain (e.g., showing ghost peaks in a calculated order spectrum or radiated sound spectrum) [5]. A key limitation, however, is validation: ensuring that the simulated ghost order magnitudes match real-world tests. Currently, it appears researchers often iterate between measuring the actual gear behavior (with TE or NVH tests) and tuning the simulation inputs (waviness amplitude, phase, etc.) to achieve correlation. Fully predictive modeling of ghost noise remains a challenge, especially under varying loads and speeds, because it involves multi-disciplinary aspects: manufacturing process effects, material damping, accurate boundary conditions, etc. Nevertheless, the trend is toward integrated design-manufacturing simulations, where measured flank topology data is fed directly into noise prediction models—an approach particularly relevant for EV drivetrain development, where ghost orders must be predicted and mitigated early in the design cycle [8,9].
Discussion and Conclusions
This review highlights the current state of research on ghost orders and gear tooth surface waviness in electric vehicle drivetrains, identifying their underlying mechanisms, measurement methods, and mitigation strategies. The analysis of recent literature shows that ghost orders arise from periodic surface undulations on gear flanks, which modulate transmission error and excite tonal components in the radiated noise spectrum. These effects are particularly pronounced in electric drivetrains due to the absence of masking engine noise.
Experimental and simulation-based studies have demonstrated that small-scale waviness, often in the micron range, can produce distinct spectral lines that correspond to fractional or multiple gear mesh orders. While optical metrology and in-process measurement have improved defect detection, a consistent challenge remains in linking measured surface topography to dynamic NVH outcomes under load.
Recent advances integrate loaded tooth contact analysis (LTCA) and multi-body dynamics (MBD) models with measured microgeometry, allowing more accurate predictions of ghost order amplitudes. Nevertheless, research gaps persist in the modelling of manufacturing variability, the influence of lubricant film dynamics, and the psychoacoustic evaluation of ghost orders from a passenger comfort perspective.
Future work should focus on developing hybrid workflows that merge high-fidelity simulation with machine learning to predict NVH impacts from measured waviness profiles in real time. This could enable closed-loop manufacturing adjustments to suppress ghost orders at the source, supporting quieter and more sustainable electric mobility solutions.
References
- Horváth, K.; Zelei, A. Simulating Noise, Vibration, and Harshness Advances in Electric Vehicle Powertrains: Strategies and Challenges. World Electric Vehicle Journal 2024, 15(8), 367. [Google Scholar] [CrossRef]
- Gravel, D. Analysis of ripple on noisy gears. Gear Solutions Magazine. Retrieved August 14, 2025. 8 January 2013. Available online: https://gearsolutions.com/features/analysis-of-ripple-on-noisy-gears/.
- Türich, A.; Deininger, K. Noise analysis for e-drive gears and in-process gear inspection. Gear Solutions Magazine. Retrieved August 14, 2025. 15 February 2024. Available online: https://gearsolutions.com/features/noise-analysis-for-e-drive-gears-and-in-process-gear-inspection/.
- Ratanasumawong, C.; Wijanarko, H.; Feng, G.; Houser, D. R. Inspection of tooth surface geometry by means of vibration measurement. JSME International Journal, Series C: Mechanical Systems, Machine Elements and Manufacturing 2005, 48(4), 704–709. [Google Scholar] [CrossRef]
- Wang, Z.-G.; Lo, C.-C.; Chen, Y.-C. Comparison and verification of dynamic simulations and experiments for a modified spur gear pair. Machines 2022, 10(3), 191. [Google Scholar] [CrossRef]
- Horváth, K. Data-driven predictive modeling for investigating the impact of gear manufacturing parameters on noise levels in electric vehicle drivetrains. World Electric Vehicle Journal 2025, 16(8), 426. [Google Scholar] [CrossRef]
- KISSsoft, *!!! REPLACE !!!*. KISSsoft offers manufacturing deviations and flank waviness estimations. Gear Technology. Retrieved August 14, 2025. 9 September 2022. Available online: https://www.geartechnology.com/kisssoft-offers-manufacturing-deviations-and-flank-waviness-estimations.
- Ketan, P.; Rajkumar, B.; Ganesh, A.; Kiran, M. Ghost Frequency Noise Reduction through Displacement Deviation Analysis. 2020. [Google Scholar]
- Yoo, H; Min, DJ; Lee, MS; Kang, YG; Shin, K. Investigation on Transmission Error and Noise Improvement of Two-Stage Planetary Gearset Based on MBD and NVH Analysis. In Proceedings of the ASME 2024 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Washington, DC, USA, August 25–28, 2024; ASME; V010T10A008; Volume 10. [Google Scholar] [CrossRef]
Figure 1.
Schematic of gear noise generation and transmission. Vibrations originate at the gear mesh (due to transmission error variations from tooth waviness or other errors), then transmit through shafts/bearings to the gearbox housing, which acts as a resonant radiator. The airborne sound reaches the listener’s ear as tonal noise. In electric vehicles (EVs), the absence of engine noise makes even these subtle tonal vibrations (including ghost tones) clearly audible.
Figure 1.
Schematic of gear noise generation and transmission. Vibrations originate at the gear mesh (due to transmission error variations from tooth waviness or other errors), then transmit through shafts/bearings to the gearbox housing, which acts as a resonant radiator. The airborne sound reaches the listener’s ear as tonal noise. In electric vehicles (EVs), the absence of engine noise makes even these subtle tonal vibrations (including ghost tones) clearly audible.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



