
Submitted:
28 November 2025
Posted:
01 December 2025
You are already at the latest version
Abstract
This study aims to develop a formulation for bio-resins derived from Sengon bark for application in plywood products. The research results demonstrated that bio-resin formulas for plywood applications include Bark Extract (E): Tapioca (T): Resorcinol (R): Formaldehyde (F) = (1.00 : 0.025 : 0.50 : 0.1) % and E : T : R : F : Resin (PF) = (1.00 : 0.025 : 0.025 : 0.1 : 0.025) %. Laboratory trials show that both adhesive formulations technically have potential for plywood production applications. Bio-resin adhesives exhibit high moisture resistance. Sengon bark extract, tapioca starch, resorcinol, and formaldehyde can be formulated into bio-resins with alkaline catalysts or PF fortifiers, maintaining a final pH of 10–11. The resulting adhesives show potential for plywood production, exhibiting high moisture resistance.
Keywords:
sengon bark extracts
; bio-resin
; wood adhesive
; characteristics
1. Introduction
The global wood-based panel sector, encompassing plywood, has undergone substantial expansion in recent years. Nevertheless, the onset of the COVID-19 pandemic temporarily disrupted production within this industry. In contrast, Indonesia recorded a notable recovery, with the output and export value of wood panel products rising by approximately 18% in the post-pandemic period [1]. This upward trajectory is anticipated to persist, driven by increasing demand for such materials. Among the most significant commodities in this sector is plywood, which is widely utilized in construction and furniture manufacturing due to its durability, lightweight nature, and ease of processing [2,3,4,5,6]. The growing market demand has stimulated innovation in manufacturing practices, aiming to enhance product quality and optimize raw material usage. Within these processes, urea–formaldehyde (UF) adhesives derived from petroleum sources, are extensively employed in the wood industry remaining the most prevalent choice, as they provide strong bonding capacity, rapid curing, and cost-effectiveness [4,7,8,26,27,32,33].
Urea–formaldehyde (UF) adhesives can be chemically modified through the incorporation of compounds such as melamine and the addition of functional fillers, including titanium dioxide nanoparticles. These modifications have been shown to enhance water resistance and shear strength, thereby improving the overall durability and performance of the adhesive system [9,10,31,32,33]. Despite these advantages, UF adhesives present notable drawbacks. A primary concern is their role as a significant source of formaldehyde emissions, which have been associated with adverse health outcomes, including respiratory disorders and potential carcinogenic effects. Consequently, UF resins have been classified as carcinogenic, raising serious concerns regarding long-term exposure risks [11,12,31,32]. In response, regulatory frameworks have become increasingly stringent, prompting research efforts toward the development of safer and more sustainable alternatives [13].
The implementation of increasingly stringent environmental regulations on formaldehyde emissions has restricted the widespread application of urea–formaldehyde (UF) adhesives. Compliance with these standards requires continuous modification of adhesive formulations, which in turn elevates production costs and operational complexity [13]. Moreover, UF adhesives exhibit poor resistance to moisture, as hydrolytic degradation under humid conditions compromises their structural integrity [4,7,8]. Consequently, UF resins are primarily recommended for indoor use, while outdoor applications remain limited due to the significant weakening of adhesive bonds upon exposure to environmental factors [7,8,11]. Despite ongoing improvements, UF adhesives continue to release free formaldehyde, a hazardous compound. Although efforts have been directed toward reducing this toxicity, the complete elimination of formaldehyde emissions remains unresolved. Given these drawbacks—including the persistence of toxic emissions that pose both health and environmental risks (11, 13, 12, 15, 32, 33]—there is a pressing need to advance research and develop alternative resin systems that combine high performance with environmental sustainability.
Bio-resins, derived from renewable raw materials, offer better biodegradability than conventional petroleum-based resins. Recently, attention has been directed towards the production of bio-resin from sengon bark extracts for plywood adhesives. Sengon (Falcataria moluccana) is a fast-growing species widely cultivated in Indonesia, valued for its wood products. Chemical characterization of sengon bark extracts reveals major components including polyphenols, sinapyl alcohol, and coniferyl alcohol. These extracts exhibit a solids content of 28.75% and a viscosity of 1.55 mPa·s, with thermal stability up to 135 °C. The formulation of bio-resin adhesives from sengon bark extracts demonstrate notable bond strength and thermal stability when applied in plywood manufacturing, positioning sengon bark as a promising renewable raw material for bio-resin adhesive production [16,26].
Sengon represents a fast-growing tropical leguminous tree species extensively planted across Indonesia and Southeast Asia. The wood matures within 7 to 10 years, rendering it suitable for diverse high-value applications such as plywood and blockboard production, despite a comparatively short service life relative to other species. The bark, which is typically discarded during wood processing, constitutes approximately 15–25% of the tree’s volume, illustrating significant potential as a wood industry by-product [1,28].
The chemical composition of Sengon bark shows notable potential for adhesive applications. Extractives range from 10–15%, indicating a substantial presence of resinous substances. The bark also contains 12–34% holocellulose and 7–12% lignin; both constituents are significant contributors to bonding properties due to their polysaccharide and phenolic structures, respectively. Typically, raw materials with high Lignin content provide strong water resistance, while a high Holocellulose content enhances adhesion strength and tackiness. These characteristics position Sengon bark as a promising natural resource to produce bio-resins suitable for plywood adhesives.
Adhesion is the interaction between adhesives and substrate surfaces, primarily influenced by thermodynamic wetting and rheological properties. Adhesion is crucial for bond formation, although the adhesive-wood interface is not the only area requiring energy assessment during strength testing. Bond strength refers to the ability of bonded assemblies to remain intact under specific conditions, resisting chemical degradation. For most processes, differences between wood and other substrates must be considered, as they alter bonding and debonding models. For adhesion to occur, adhesives must contact wood at the nanometer scale [17,34,35,36,37]. This level of interaction is still underdeveloped, with a limited understanding of spatial dynamics. The complexity of wood morphology and chemistry complicates the precise identification of bonding surfaces. Research has shown that adding nanometer-sized fillers (nanofillers) to adhesives can enhance mechanical properties by increasing interactions between adhesives and bonded materials [18,36,38,39,40]. However, this approach has not yet resolved delamination issues in products. An alternative method involves observing particle size distribution in adhesives and wood porosity structures. Their intersection is expected to strengthen adhesion.
The utilization of bark-derived adhesives in wood-based composites offers advantages, including cost-effectiveness, environmental compatibility, and favorable adhesive properties. However, further research is necessary to optimize the extraction and formulation processes for Sengon bark bio-resins to fully realize these benefits in plywood manufacturing.
2. Experimental
2.1. Materials
Materials used include sengon wood veneer (Falcataria moluccana), preservatives, sengon bark extracts, technical resorcinol, tapioca starch, and/or phenol-formaldehyde (PF) as additives, 50% NaOH solution as pH regulator and catalyst, and formaldehyde. Additional materials include filter paper, universal pH strips, labeling paper, and water. Equipment includes a hot press machine, reactor, balance, water bath, viscometer, universal testing machine, Particle Size Analyzer (PSA), Py-GCMS, and standard glassware.
2.2. Adhesive Preparation
Adhesives were prepared by mixing sengon bark extract with tapioca starch, technical resorcinol, and formaldehyde (F). The adhesive formulation was set at bark extract: resorcinol: formaldehyde (S:R:F) = (1:0.025:0.1)% w/w using 50% NaOH catalyst to achieve a pH of 10–11. Alternatively, a formulation incorporating PF resin as a fortifier and pH regulator instead of NaOH was also tested, targeting a final adhesive pH of 10–11.
2.3. Adhesive Characterizations
2.3.1. Solids Content
The determination of adhesive solids content is employed to quantify the proportion of non-volatile components present within an adhesive formulation. Such measurement is essential for characterizing the chemical composition and evaluating the performance attributes of the adhesive system [39,41,42]. In this study, the solids content was assessed by subjecting a 2 g sample to oven-drying (Memmert UN55, Berlin, Germany) at a controlled temperature of 105 ± 2 °C for a duration of three hours.
2.3.2. Gelation Time
Adhesive gelatinization testing was used to understand adhesive characteristics during heating or activation. Gelation changes the adhesive to cure or melt when exposed to a certain temperature [19] using a gel time meter (Techne GT6, Coleparmer, Washington, D.C., USA).
2.3.3. Viscosity
Viscosity testing is employed to determine the flow behavior of adhesives under varying thermal and mechanical conditions. Such measurements are essential for evaluating adhesive consistency and understanding rheological properties that influence processing and application performance [20,36,39,43,54]. In the present study, viscosity was assessed using a rotational rheometer (RheolabQC, Anton Paar, Austria) operated at 27 ± 2 °C with a controlled shear rate of 500 s⁻¹.
3. Results and Discussion
3.1. Characteristics of Sengon Bark Extract
Sengon bark constitutes approximately 30% of the tree by weight, with the remaining 70% comprising pulpwood and core wood. It is typically removed and discarded, despite contributing valuable properties to the tree [21,44,45,46]. The bark contains a variety of chemical components, primarily phenolic compounds. Screening tests have identified extracts composed predominantly of phenol compounds. Phenolic compounds, incorporated in molecular structures bearing aromatic rings, provide a raw material for producing lignin resins. In addition, the extract contains cellulose, hemicellulose, and wax. The bark is characterized by thermal stability, remaining stable until thermal decomposition initiates around 200 °C [22,39,45,47,48].
Visually, sengon bark extract appeared reddish-brown with a pH of 6.0 and moisture content ranging from 55–112%, indicating phenolic compounds. Solids content ranged from 0.55–0.76%, viscosity was 0.0102–0.0105 Poise, and density was 1.04–1.06. The phase transition properties of the compound from sengon bark extract (Figure 1), obtained using Differential Thermal Analysis (DTA), indicate that the melting phase transition peak occurs at a temperature of 59.9 °C and the temperature due to decomposition/dissociation occurs at 232.2 °C.
Further analysis using a Particle Size Analyzer (PSA) revealed two peaks (Figure 2), with the particle size distribution in the extract from sengon bark ranging from 91.28 to 1010.60 (d-nm), with intensity ranging from 29% to 73%. Particle size distribution serves as a key determinant of the adhesive properties of liquid extracts from sengon bark. Its impact is crucial in the formulation of plywood adhesives and other similar applications. Consequently, an examination of the particle size distribution of these liquid extracts is needed to facilitate optimization. The extract of sengon bark contains solid particles that serve as reinforcement in plywood adhesives; therefore, knowledge of particle size distribution is fundamental to the interpretation and control the performance of the adhesives [23,36,39,49]. Particle size affects the specific surface area of the solid content in liquid extracts, which in turn influences the interaction between the liquid extracts and wood substrates. Smaller particles increase the specific surface area, enhancing contact and adhesion, but may also affect the brewing process of the extract. While the current study has characterized particle size distribution, the direct relationship between this distribution and the properties of the wood adhesive remains to be elucidated. Further research is needed to establish how particle size impacts adhesion performance. Moreover, the current investigation considered only the liquid extract of sengon bark; thus, other components of sengon bark and different plant extracts could also be explored to develop new bio-based adhesives for the plywood industry.
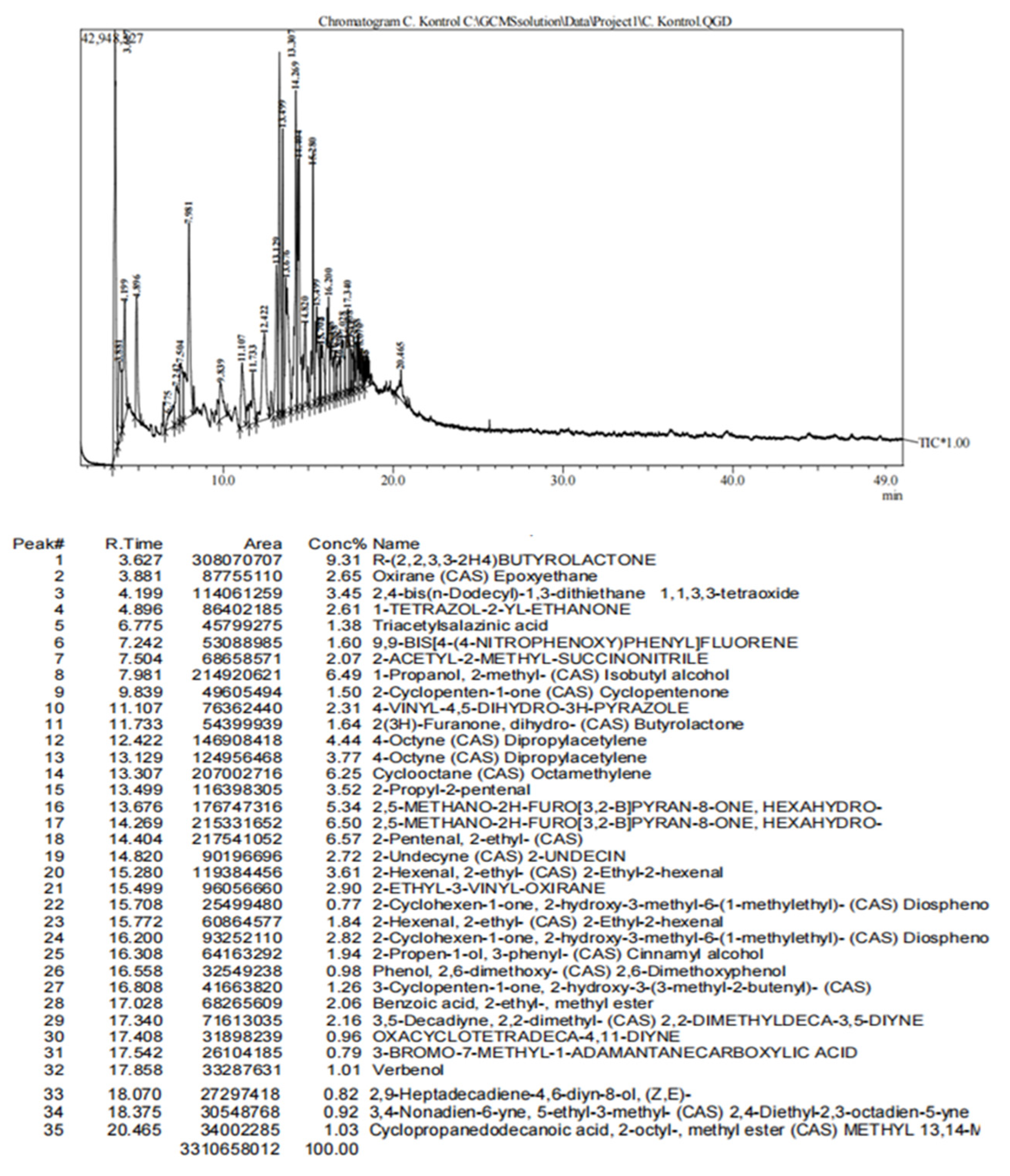
Analysis using Py-GCMS (Figure 3) indicated that the extract of sengon bark contains 40 chemical components, with molecular weight distribution ranging from 45 to 1055, and a total molecular weight reaching 95,879, with a total phenolic content of 3.10%. The pyrolysis of Sengon bark releases many oxygenated compounds such as acetic acid, furfural, and 2-methoxyphenol. The extract collected with a setup similar to that of the Py-GC/MS instrument contains mainly 2-methoxyphenol, cresol, and guaiacol [24,48,49,50].
Analysis using a Particle Size Analyzer (PSA) on tapioca flour as an additive dissolved in sengon bark extract under alkaline conditions showed a single peak (Figure 4), with particle size distribution ranging from 5,615 to 5,560.0 (d-nm), an average of 531.2 d-nm, and an intensity of 77%. Tapioca flour, a widely cultivated starch source in tropical regions such as Indonesia, Thailand, Malaysia, Philippines, and the Caribbean, is produced and exported primarily by Thailand and Indonesia [25]. Starch primary granules have diameters ranging from 0.2 to 100 μm, and product performance is heavily dependent on particle size, viscosity, and gelatinization temperature. As a raw material for plywood adhesives, particle size remains an unresolved characteristic. Previous studies suggest that low-molecular-weight polysaccharides with molecular weights between 8,200 and 25,300 exhibit superior adhesive properties. In the prevailing hydroxypropylation reaction, the epoxy group of propylene oxide attacks hydroxyl groups, yielding a substituted ether [36,39,51,52].
3.2. Characteristics of Bio-Resin Adhesive
The bio-resin adhesive formulation was prepared using three different formulas. Formula 1 consists of Sengon bark extract (S), Tapioca (T), Formaldehyde (F) in a ratio of 100 : 2.5 : 8.0 (% w/w) using 50% NaOH as a catalyst. Formula 2 consists of S : T : R : P : F in a ratio of 100 : 2.5 : 5.0 : 0 : 8 (% w/w) with a catalyst, and Formula 3 consists of S : T : R : P : F in a ratio of 100 : 2.5 : 2.5 : 3 : 8 (% w/w) without a catalyst. All the formulas mentioned above were reacted at room temperature, with the final pH adjusted to 10 - 11. A plasticizer and/or stabilizer, polyethylene glycol, was used at 0.01% of the weight of the Sengon bark liquid extract.
The proportions of the components were determined based on preliminary experiments with various formulas/proportions of the bio-resin components. The best results were determined qualitatively based on the solubility of the resin after immersion in cold water (24 hours) and boiling water (4 hours), as well as the hygroscopicity of the dry resin when conditioned in an open space for 7 days at room temperature [26]. The best formula was selected from the resin that did not dissolve in either of the above treatments and remained stable (non-hygroscopic/not re-liquifying).
The cold water immersion test for 24 hours aims to determine the adhesive’s resistance under high humidity conditions (Figure 5), while the boiling water immersion test for 4 hours is intended to determine the adhesive’s resistance to extreme weather conditions (exterior type). Immersion test results indicate that this nanobioadhesive resin potentially has resistance to extreme weather changes. Based on the above explanation, it can be stated that the specifications of the adhesives made from these various formulas physically have several properties, like commercial phenolic-based adhesives.
Further analysis using a Particle Size Analyzer (PSA) on bio-adhesive formula-1 showed three peaks (Figure 6) with the average particle size distribution in this bio-adhesive resin ranging from 105.7 to 5,560 (d-nm), with intensity ranging from 36% to 64%. According to [27], the empirical relationship between adhesive consumption and particle size underlines the critical importance of characterizing particle size distribution. Particle size plays a vital role because larger particles result in a reduced total surface area, diminishing contact zones between the adhesive and substrates, which consequently lowers bond strength [36,39,49]. The particle size distribution of liquid extract derived from sengon bark must therefore be thoroughly characterized to enable effective application in adhesive formulations for plywood production. Sengon is a leguminous tree of significant economic value due to its rapid growth and multipurpose uses [28]. The liquid extract of sengon bark contains ample xylose and other sugars, offering an excellent carbon source for partial substitution in chemical adhesive synthesis. Utilizing sengon bark extract in developing adhesives for the wood-based industry, especially plywood, presents an economically and environmentally advantageous approach compared to petrochemical-based adhesive production [16,53].
The phase transition properties of the compound from bio-adhesive resin formula 1 (Figure 7), obtained using Differential Thermal Analysis (DTA), indicate that the melting phase transition peak occurs at a temperature of 92.05 °C and the temperature due to decomposition/dissociation occurs at 396.26 °C. The DTA of bio-resin samples from Sengon bark showed an exothermic peak between 76 and 180 °C, with a sharp endothermic peak in the 75–115 °C range. No crystallisation effects were detected in these measurements, indicating a stable thermogram during the heating process. These thermal characteristics suggest possible structural rearrangements, supported by observable changes in the horizon and surface of the crystals at higher temperatures.
Chemical component analysis using Py-GCMS (Figure 8) indicated that bio-resin formula-1 contains 35 chemical components, with molecular weight distribution ranging from 44 to 732, and a total molecular weight reaching 53,906, with a total phenolic content of 0.98%. Key constituents included phenol, 2-methoxy-; 2-methoxy-4-vinylphenol, and maltol, which are believed to contribute significantly to adhesive bonding. In contrast, the pyrolysis products of synthetic resin, starch adhesive, and wood exhibited low molecular compounds alongside heavier molecules such as long carbon chains, fatty acids, and cellulose/hemicellulose derivatives, suggesting a diversity of reactive species during thermal decomposition. These findings highlight the potential of sengon bark extracts as formaldehyde-free plywood adhesives, offering a promising alternative in wood bonding applications. The development of a bio-resin adhesive system incorporating purified extract of sengon bark resin and a crosslinker emphasizes the strategic formulation of sustainable adhesives. Py-GCMS analysis serves as a pivotal tool in optimizing this formulation by identifying key adhesive constituents and guiding the selection of complementary components. Py-GCMS data also informs the substitution of petroleum-based materials in resin production, aligning with environmental objectives by facilitating the development of eco-friendly adhesives.
The decrease in total phenolic content, as well as the changes in the number of chemical components, molecular weight, and particle size distribution, indicate that a reaction has occurred between the chemical components of the palm bark extract, resorcinol, tapioca flour, and formaldehyde, forming a bio-resin that possesses characteristics distinct from each of its constituent components, both physically and chemically
4. Conclusions
Sengon bark extract, tapioca starch, resorcinol, and formaldehyde can be formulated into bio-resins with alkaline catalysts or PF fortifiers, maintaining a final pH of 10–11. The resulting adhesives show potential for plywood production, exhibiting high moisture resistance.
Acknowledgments
Authors would like to thank Research Center for Nanotechnology and Materials, BRIN the Republic of Indonesia for their financial support under the funding scheme of the Program House of the Nanotechnology and Materials Research Organization, research cluster: Functional Materials, year 2024 with Keputusan Kepala Organisasi Riset Nanoteknologi dan Material BRIN NOMOR R 20/III.10/HK/2024, tanggal 14 Maret 2024.
Conflicts of Interest
The authors state no conflict of interest.
References
- Ministry of Environment and Forestry (2023). Statistics Indonesian Forestry 2022, Ministry of Environment and Forestry, Jakarta, Indonesia.
- TechSci Research. (2023). Plywood and laminates market - Global industry size, share, trends opportunity, and forecast 2018-2028. TechSci Research.
- Ćehić, Minka & Omer, Salah-Eldien & Hodžić, Atif. (2008). Influence Construction And Properties Of Plywood On Areas Of Their Application In Wooden Constructions in Trends in the Development of Machinery and Associated Technology. The 12th International Research/Expert Conference - TMT 2008, Istanbul, Turkey, 26–30 August 2008.
- Sandberg, D. (2016). “Additives in wood products—Today and future development,” in: Environmental Impacts of Traditional and Innovative Forest-based Bioproducts. Environmental Footprints and Eco-design of Products and Processes, A. Kutnar and S.S. Muthu (eds.), Springer, Singapore, pp. 105-172. [CrossRef]
- Sandra, M., M, Jorge, Magalhães, F. Luisa and C. Luisa. (2018). Lightweight Wood Composites: Challenges, Production and Performance. 10.1007/978-3-319-68696-7_7.
- Ramage, M. H., Burridge, H., Busse-Wicher, M., Fereday, G., Reynolds, T., Shah, D. U., Wu, G., Yu, L., Fleming, P., Densley-Tingley, D., Allwood, J., Dupree, P., Linden, P. F., & Scherman, O. (2017). The wood from the trees: The use of timber in construction. *Renewable and Sustainable Energy Reviews, 68*(Part 1), 333–359. [CrossRef]
- Dunky, M. (1998). “Urea–formaldehyde (UF) adhesive resins for wood,” International Journal of Adhesion and Adhesives 18(2), 95–107. [CrossRef]
- Zorba, T., Papadopoulou, E., Hatjiissaak, A., Paraskevopoulos, K. M., and Chrissafis, K. (2008). “Urea-formaldehyde resins characterized by thermal analysis and FTIR method,” Journal of Thermal Analysis and Calorimetry 92(1), 29-33. [CrossRef]
- Zhao, Z., Sakai, S., Wu, D., Chen, Z., Zhu, N., Huang, C., Sun, S., Zhang, M., Umemura, K., and Yong, Q. (2019). “Further exploration of sucrose-citric acid adhesive: Investigation of optimal hot-pressing conditions for plywood and curing behavior,” Polymers 11(12), article 1996. [CrossRef]
- Park, S., Jeong, B., and Park, B.-D. (2021). “Comparison of adhesion behavior of urea-formaldehyde resins with melamine-urea-formaldehyde resins in bonding wood,” Forests 12(8), article 1037. [CrossRef]
- Duan, H., Qiu, T., Guo, L., Ye, J., and Li, X. (2015). “The microcapsule-type formaldehyde scavenger: The preparation and the application in urea-formaldehyde adhesives,” Journal of Hazardous Materials 293, 46-53. [CrossRef]
- Bilgin, U., and Colakoglu, G. (2021). “Effect of using urea formaldehyde modified with extracts in plywood on formaldehyde emission,” Drvna Industrija 72(3), 237-244. [CrossRef]
- Solt, P., Konnerth, J., Gindl-Altmutter, W., Kantner, W., Moser, J., Mitter, R., and van Herwijnen, H. W. G. (2019). “Technological performance of formaldehyde-free adhesive alternatives for particleboard industry,” International Journal of Adhesion and Adhesives 94, 99-131. [CrossRef]
- Kim, J., Carlborn, K., Matuana, L. M., and Heiden, P. A. (2006). “Thermoplastic modification of urea–formaldehyde wood adhesives to improve moisture resistance,” Journal of Applied Polymer Science 101(6), 4222-4229. [CrossRef]
- Hematabadi, H., Behrooz, R., Shakibi, A., and Arabi, M. (2012). “The reduction of indoor air formaldehyde from wood based composites using urea treatment for building materials,” Construction and Building Materials 28(1), 743-746. [CrossRef]
- Matsumae, T., Horito, M., Kurushima, N. and Yoshikazu Yazaki (2019). Development of bark-based adhesives for plywood: utilization of flavonoid compounds from bark and wood. II. J Wood Sci 65, 9 (2019). [CrossRef]
- Frihart, C. R., and Satori, H. (2013). “Soy flour dispersibility and performance as wood adhesive,” Journal of Adhesion Science and Technology 27(18–19), 2043-2052. [CrossRef]
- Veigel, S., Müller, U., Keckes, J., Obersriebnig, M., and Gindl-Altmutter, W. (2011). Cellulose nanofibrils as filler for adhesives: effect on specific fracture energy of solid wood-adhesive bonds. Cellulose, 18, 727–733. [CrossRef]
- Hao, Y., Yuan, C., Deng, J., Zheng, W., Ji, Y., and Zhou, Q. (2022). “Injectable self-healing first-aid tissue adhesives with outstanding hemostatic and antibacterial performances for trauma emergency care,” ACS Applied Materials and Interfaces 14(14), article 877. [CrossRef]
- Guder, M.; Günther, R.; Bremgartner, K.; Senn, N.; Brändli, C. (2024). Revealing the Impact of Viscoelastic Characteristics on Performance Parameters of UV-Crosslinked Hotmelt Pressure-Sensitive Adhesives: Insights from Time–Temperature Superposition Analysis. Polymers 2024, 16, 2123. [CrossRef]
- Santoso, A. & Abdurachman (2016). Characteristics of Mahogany Bark Extract as Wood Adhesive. Jurnal Penelitian Hasil Hutan Vol. 34 No. 4, Desember 2016: 269-284. DOI : http://doi.org/10.20886/jphh.2016.34.4.269-284.
- Osman, H., and Zakaria, M. H. (2012). “Effects of durian seed flour on processing torque, tensile, thermal and biodegradation properties of polypropylene and high density polyethylene composites,” Polymer-Plastics Technology and Engineering 51(3), 243-250. [CrossRef]
- Lin, L., Y. Zhang, L. G. Wang, X. Chen (2025). A comprehensive review of characterization techniques for particle adhesion and powder flowability. International Journal of Pharmaceutics Volume 669, 25 January 2025, 125029. [CrossRef]
- Dadpour, A., and S. K. Hosseinihashemi (2017). Comparative Analysis of the Chemical Composition of Juniperus excelsa ssp. polycarpos Bark and Wood Extracts. Journal of Advanced Laboratory Research in Biology 8(3): 57-61. https://e-journal.sospublication.co.in/.
- Keith, F. and & C. Oates (2011). Starch Markets in Asia. Southeast Asia and the Pacific at the International Potato Center (CIP), Bogor, Indonesia.
- Malik, J., A Santoso, B Ozarska (2020). Polymerised merbau extractives as impregnating material for wood properties enhancement. IOP Conf. Ser.: Mater. Sci. Eng. IOP Conf. Series: Materials Science and Engineering 935 (2020) 012021. [CrossRef]
- Benthien, J. T., Sieburg-Rockel, J., Engehausen, N., Koch, G., & Lüdtke, J. (2022). Analysis of Adhesive Distribution over Particles According to Their Size and Potential Savings from Particle Surface Determination. Fibers, 10(11), 97. [CrossRef]
- Krisnawati, Haruni & E., Varis & Kallio, Maarit & Kanninen, Markku. (2011). Paraserianthes falcataria (L.) Nielsen: Ecology, silviculture and productivity. [CrossRef]
- Aryawan, C. W., and Fitriana, I. (2022). “Supplemental porang glucomannan flour (Amorphophallus muelleri Blume) on green grass jelly (Cyclea barbata L. Miers) texture, syneresis, and moisture content,” Indonesian Journal of Food Technology 1(2), 180-193. [CrossRef]
- Antunes, A., Paiva, N., Ferra, J., Martins, J., Carvalho, L., Barros-Timmons, A., and Magalhães, F. D. (2018). “Highly flexible glycol-urea-formaldehyde resins,” European Polymer Journal 105, 167-176. [CrossRef]
- Aydin, I., Colakoglu, G., Colak, S., and Demirkir, C. (2006). “Effects of moisture content on formaldehyde emission and mechanical properties of plywood,” Building and Environment 41(10), 1311-1316. [CrossRef]
- Bacigalupe, A., Molinari, F., Eisenberg, P., and Escobar, M. M. (2020). “Adhesive properties of urea-formaldehyde resins blended with soy protein concentrate,” Advanced Composites and Hybrid Materials 3(2), 213-221. [CrossRef]
- Hong, M.-K., and Park, B.-D. (2017). “Effect of urea-formaldehyde resin adhesive viscosity on plywood adhesion,” Journal of the Korean Wood Science and Technology 45(2), 223-231. [CrossRef]
- He, J., Zhang, Z., Yang, Y., Ren, F., Li, J., Zhu, S., Ma, F., Wu, R., Lv, Y., He, G., et al. (2021). “Injectable self-healing adhesive pH-responsive hydrogels accelerate gastric hemostasis and wound healing,” Nano-Micro Letters 13(1), article 80. [CrossRef]
- Herzele, S., van Herwijnen, H. W. G., Edler, M., Gindl-Altmutter, W., & Konnerth, J. (2018). Cell-layer dependent adhesion differences in wood bonds. Composites Part A: Applied Science and Manufacturing, 114, 21–29 []. You can consult the APA Style website for more details on formatting references.
- Frihart, C. R. (2005). Wood adhesion and adhesives. In J. W. Rowell (Ed.), Handbook of wood chemistry and wood composites (pp. 215–278). CRC Press.
- Frihart, C. R. (2009). Adhesive bonding and performance testing of bonded wood products. In C. R. Frihart & C. G. Hunt (Eds.), Adhesives with wood materials: Bond formation and performance (pp. 1–24). ASTM International.
- Frihart, C. R., & Hunt, C. G. (2010). Wood structure and adhesive bond strength. In Proceedings of the International Conference on Wood Adhesives (pp. 1–10). Forest Products Society.
- Pizzi, A., & Mittal, K. L. (Eds.). (2011). Handbook of adhesive technology (2nd ed.). CRC Press.
- Li, J., & Li, X. (2014). Nanofillers in wood adhesives: Effects on mechanical properties and bonding performance. Journal of Adhesion Science and Technology, 28(8–9), 843–857.
- Zheng, G., Pan, A., Xu, Y., and Zhang, X. (2024). “Preparation of a superior soy protein adhesive with high solid content by enzymatic hydrolysis combined with cross-linking modification,” Industrial Crops and Products 213, article 118446. [CrossRef]
- Ebnesajjad, S. (2011). Handbook of adhesives and sealants (2nd ed.). Elsevier.
- ASTM International. (2018). ASTM D1084-16: Standard test methods for viscosity of adhesives.
- Hartati, N. S., Sudarmonowati, E., Fatriasari, W., Hermiati, E., & Dwianto, W. (2020). Wood characteristic of superior Sengon collection and prospect of wood properties improvement through genetic engineering. Research Centre for Biotechnology, LIPI. Hartati, N. S., Sudarmonowati, E., Fatriasari, W., Hermiati, E., & Dwianto, W. (2020). Wood characteristic of superior Sengon collection and prospect of wood properties improvement through genetic engineering. Research Centre for Biotechnology, LIPI.
- Fatriasari, W., & Risanto, L. (2015). The properties of kraft pulp from Sengon wood (Paraserianthes falcataria): Differences of cooking liquor concentration and bleaching sequence. Jurnal Selulosa, 50(2), 45–56.
- Loike, K.. (2022). Sengon: A fast growing wood at a glance. Retrieved from https://lightwood.org/sengon-a-fast-growing-wood-at-a-glance/. Published 22. February 2022.
- Fengel, D., & Wegener, G. (1989). Wood: Chemistry, ultrastructure, reactions. Walter de Gruyter.
- Yang, H., Yan, R., Chen, H., Lee, D. H., & Zheng, C. (2007). Characteristics of hemicellulose, cellulose and lignin pyrolysis. Fuel, 86(12–13), 1781–1788.
- Fatriasari, W., Hermiati, E., & Syafii, W. (2014). Characterization of lignin from sengon (Paraserianthes falcataria) bark and its potential application in adhesives. Jurnal Selulosa, 49(2), 65–74.
- Mohan, D., Pittman, C. U., & Steele, P. H. (2006). Pyrolysis of wood/biomass for bio-oil: A critical review. Energy & Fuels, 20(3), 848–889.
- Heinze, T., & Liebert, T. (2001). Unconventional methods in cellulose functionalization. Progress in Polymer Science, 26(9), 1689–1762.
- Sun, X. S. (2005). Biobased polymers and composites. Elsevier Academic Press.
- Mohan, D., Pittman, C. U., & Steele, P. H. (2006). Pyrolysis of wood/biomass for bio-oil: A critical review. Energy & Fuels, 20(3), 848–889.
- Ding, R., Su, C., Yang, Y., Li, C., and Liu, J. (2013). “Effect of wheat flour on the viscosity of urea-formaldehyde adhesive,” International Journal of Adhesion and Adhesives 41, 1-5. [CrossRef]
Figure 1.
Thermogram of Sengon bark extract.
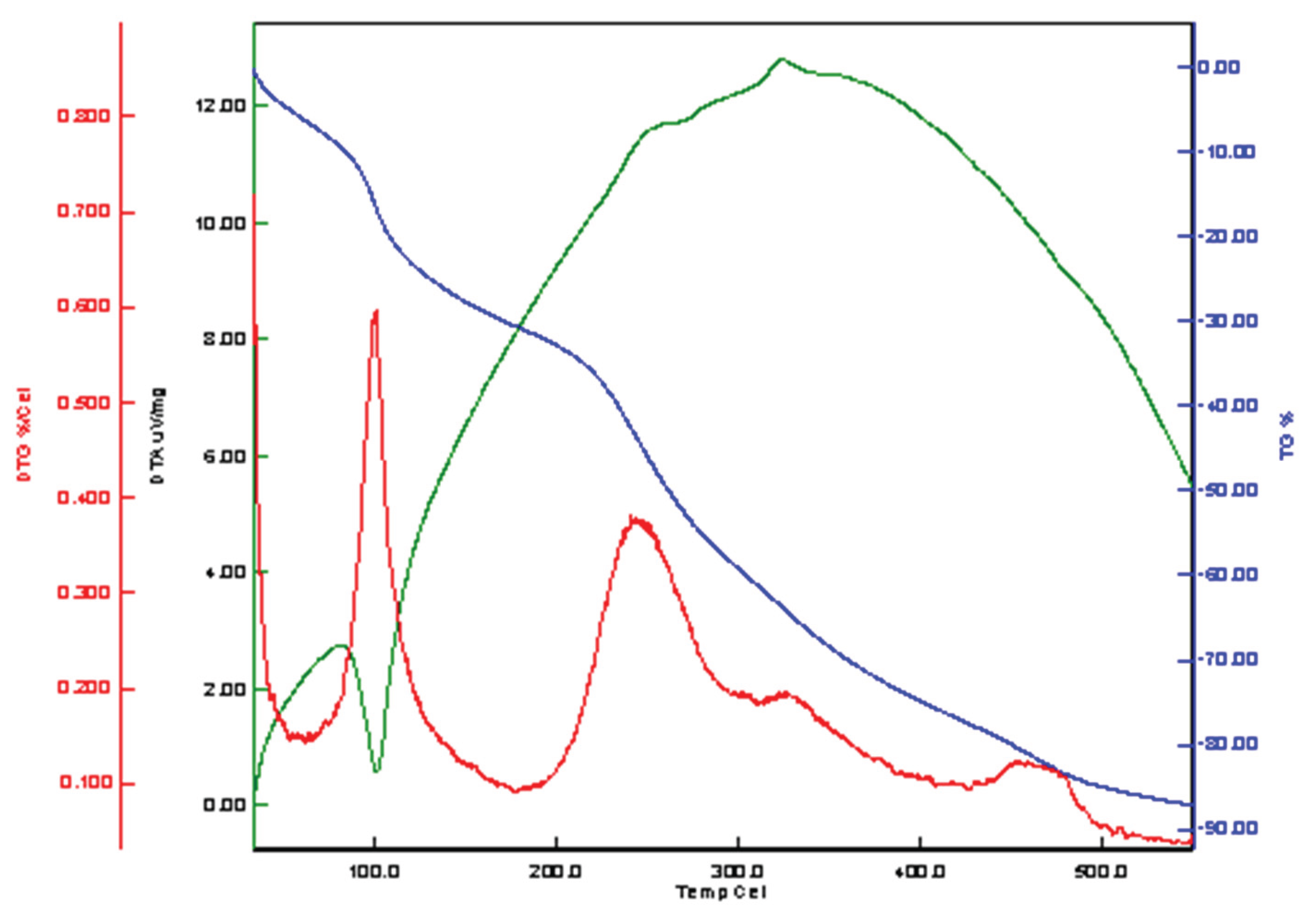
Figure 2.
Particle size distribution in the liquid extract of sengon bark.
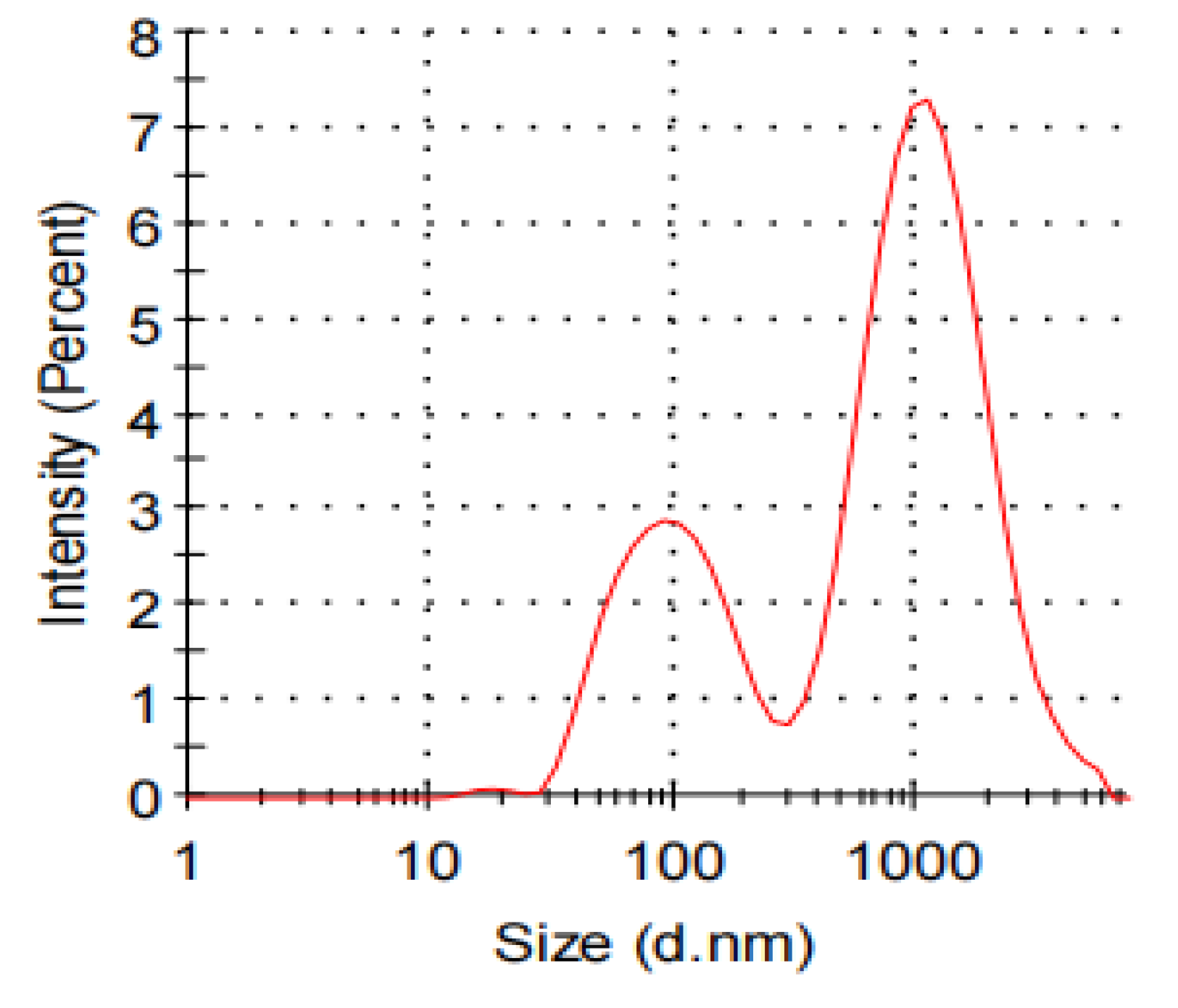
Figure 3.
Py-GCMS chromatogram of sengon bark extract.
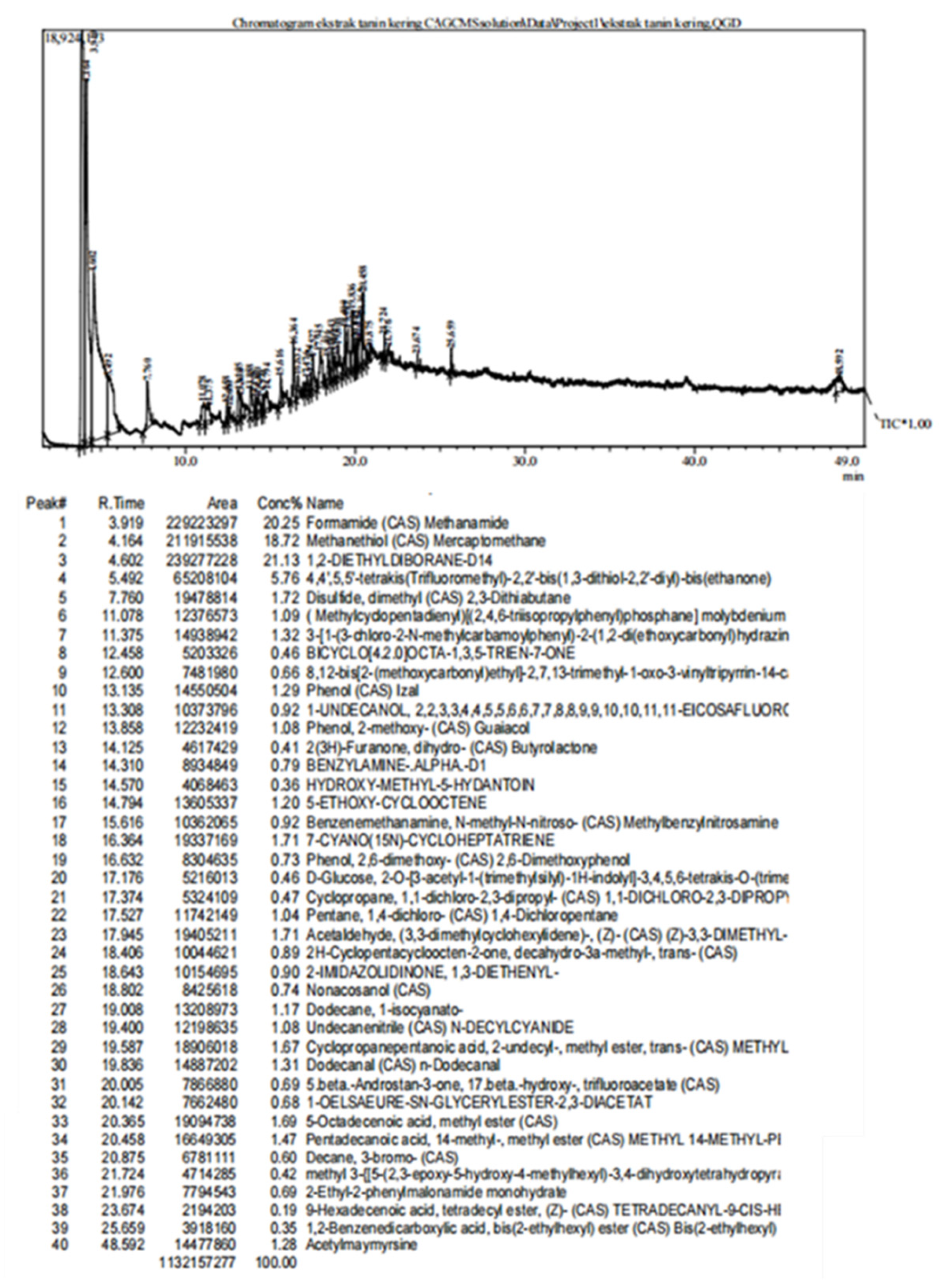
Figure 4.
Particle size distribution of tapioca flour.
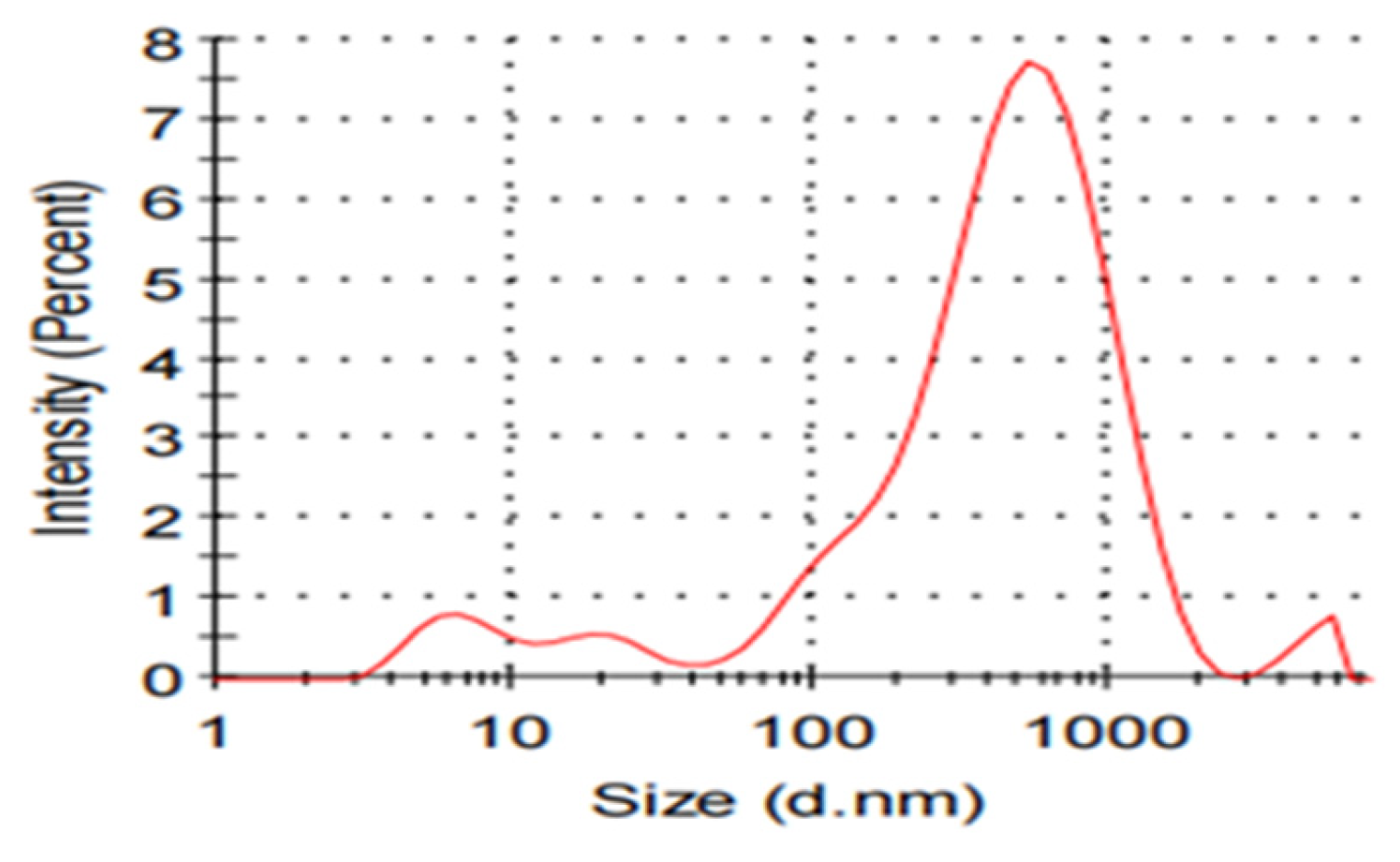
Figure 5.
Cold water immersion test of bio-resin for various formulations.
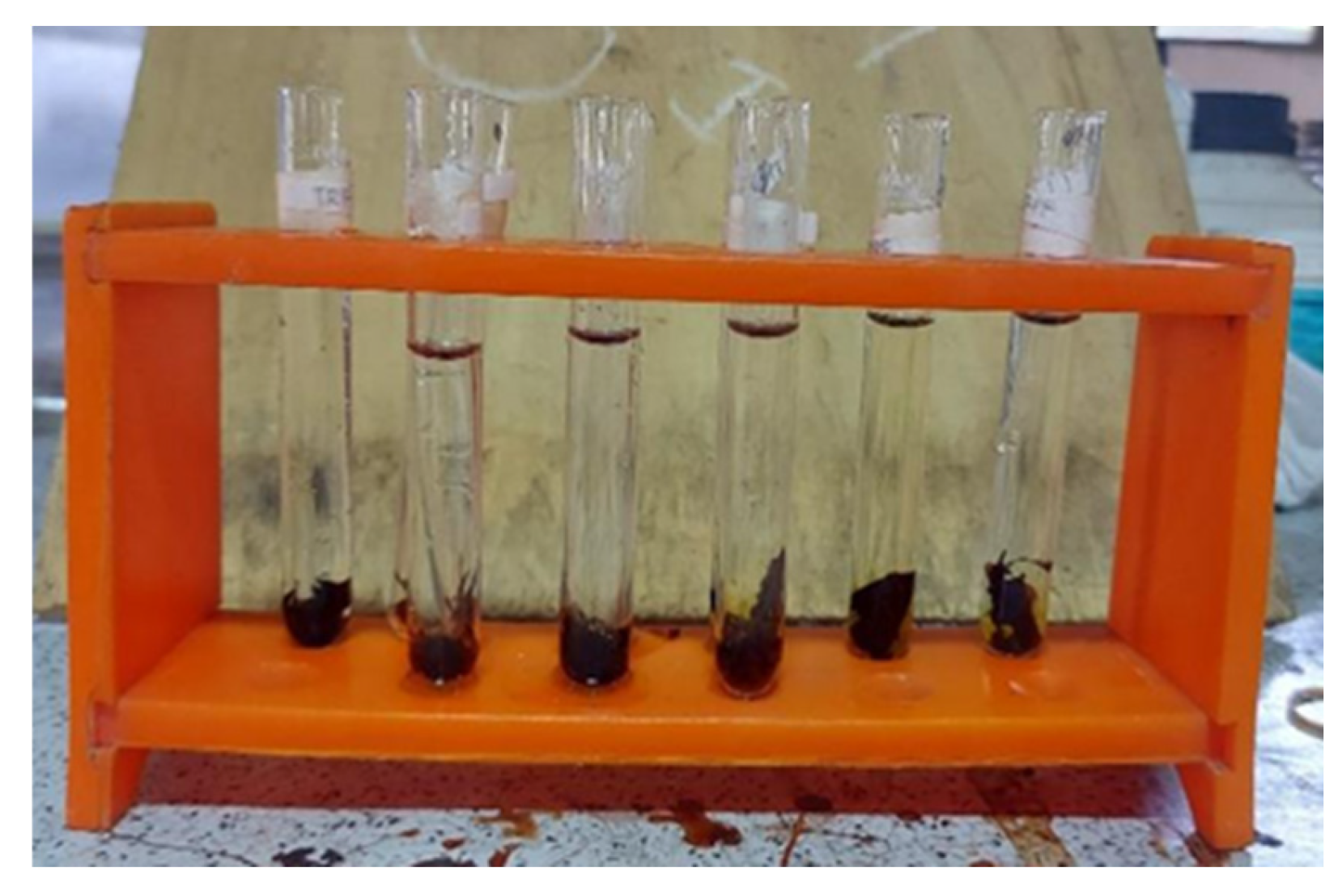
Figure 6.
Particle size distribution in bio-resin formula-1.
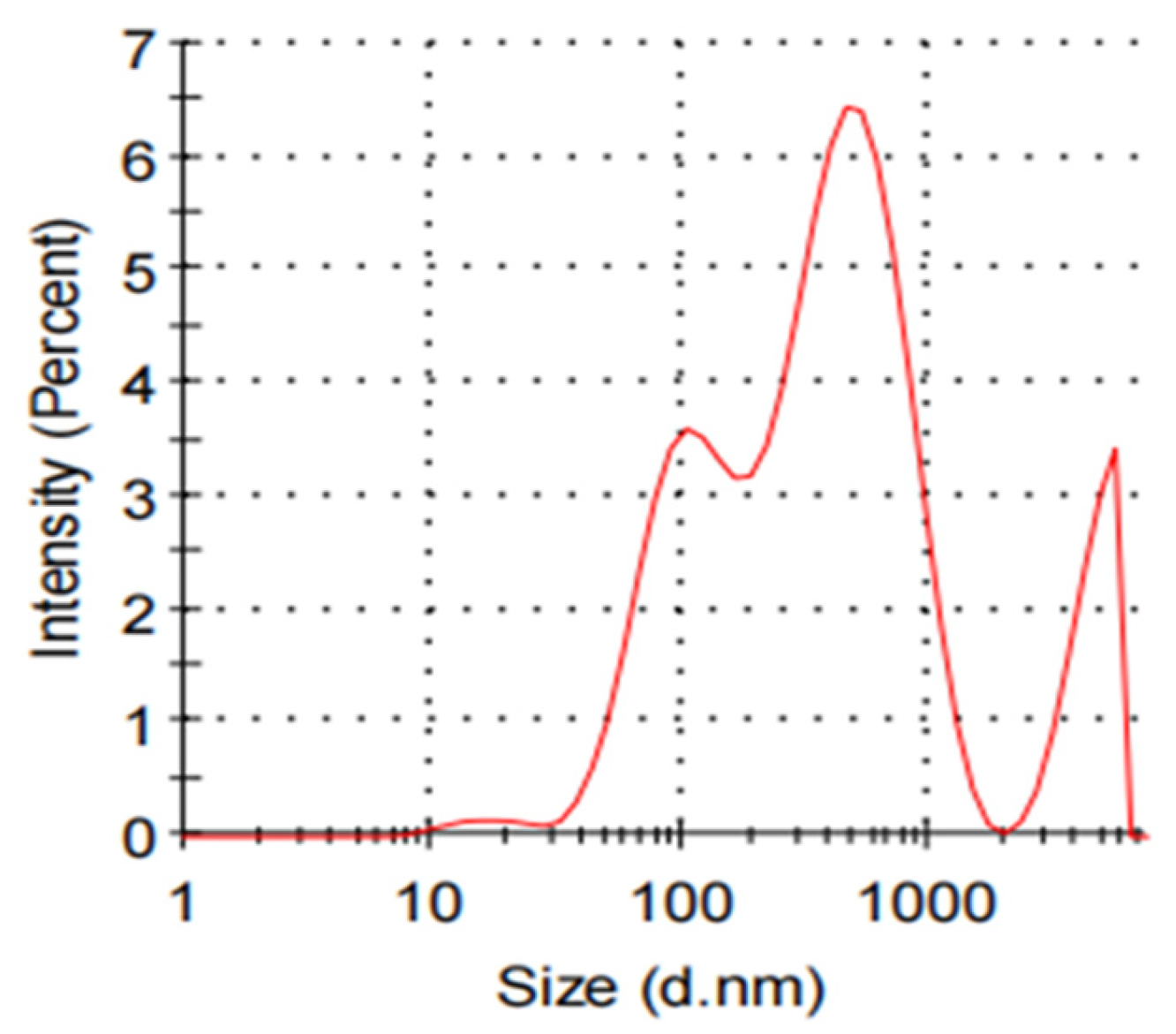
Figure 7.
Thermogram of bio-resin formula-1.
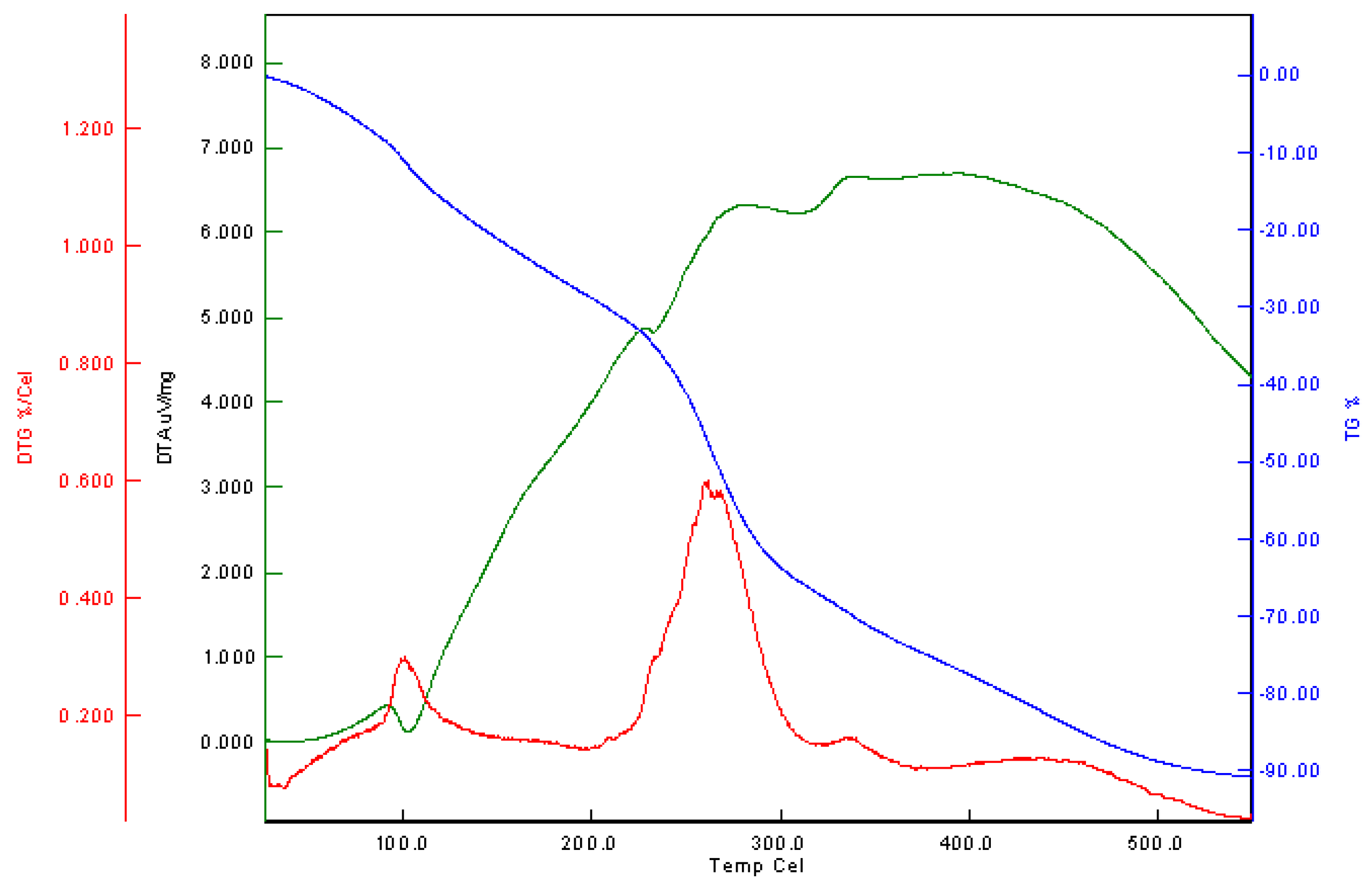
Figure 8.
Py-GCMS chromatogram of bio-resin formula-1.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



