
Submitted:
24 November 2025
Posted:
25 November 2025
You are already at the latest version
Abstract
Conducting carbon footprint studies on bamboo scrimber products based on Life Cycle Assessment (LCA) can quantitatively declare its environmental performance and further the cleaner-production improvement. This study established a life cycle model and inventory data set for bamboo scrimber flooring from "cradle to gate," accurately quantifying carbon emissions during raw material transportation and product production stages. Two types of bamboo scrimber flooring processes (deep carbon and shallow carbon). In addition, this study compared the carbon footprints of products processed using bamboo scrimber flooring and bamboo plywood template production methods. Results showed that the carbon emissions during the processing of 1m³ of deep carbon and shallow carbon bamboo scrimber flooring were 1845.99 kg CO2 e and 1570.85 kg CO2 e respectively. When coupling the carbon storage of raw material supply and product usage stages, the life-cycle carbon footprints for 1m³ of deep carbon and shallow carbon bamboo scrimber flooring were 962.23 kg CO2 e and 677.86 kg CO2 e, respectively. The carbon emissions and life cycle carbon footprint for the processing of bamboo plywood templates were 1435.55 kg CO2 e and 640.23 kg CO2 e, respectively. Analysis of different these processes and effects that found adhesives had the greatest impact on the carbon footprint.
Keywords:
bamboo scrimber
; life cycle assessment
; carbon footprint
; integrated evaluation
; comparison analysis
1. Introduction
Currently, China’s reliance on afforestation for increasing carbon sinks is gradually being compressed, while the use of wood products post-harvest from forests is expected to provide considerable carbon sequestration and emission reduction value. As important wood-based products, wood-based panel products have generally been recognized for their low-carbon characteristics. Conducting carbon footprint studies on wood-based panel products based on Life Cycle Assessment (LCA) can quantitatively demonstrate their environmental friendliness, providing quantitative methods and data support for clean production and continuous improvement of wood-based panel products throughout their life cycle.
To evaluate the carbon footprint of wood-based panel products, it is essential to clarify the major life cycle stages, including carbon storage in the forest ecosystem, carbon emissions during the production stage and carbon sequestration during the product usage stage, as well as the processes of these stages in mitigating climate change [1].These processes are illustrated in Figure 1. Chen et al. analyzed the integrated accounting methods for forest carbon sinks and wood product carbon storage from a forest stand scale perspective [2], describing carbon storage or emissions under three scenarios: “forest carbon storage without harvesting,” “secondary forest carbon storage + life cycle analysis results of wood products,” and “secondary forest carbon storage + life cycle analysis results of wood products + substitution reduction effects of wood products.” Qin et al. [3] considered time factors and biocarbon fluxes in their dynamic life cycle analysis of forest product carbon footprints, suggesting that the use of wood products and substitution of fossil energy can achieve long-term climate emission reductions, compensating for carbon losses due to forest harvesting over a 100-year time scale, thus achieving carbon neutrality. Zhou et al. [4,5] studied carbon transfer rates and carbon storage models of bamboo board and filament products produced under different technical conditions (integration, reconstitution, expansion), estimating the carbon storage of harvested bamboo boards at a regional scale using the Weibull distribution probability model of bamboo culm diameters. Most existing studies focus on a single stage of forest growth or product production, insufficiently considering the carbon sequestration of the product itself, and lacking studies on the interconnections between stages. A comprehensive dynamic evaluation of the carbon footprint based on the complete life cycle of trees from growth to end-of-life is needed [6,7].
Reconstituted materials, using biomass resources such as plantation wood, bamboo, and desert shrubs, are prepared using fiber orientation separation technology to create reconstituted units. These units undergo gluing, drying, assembly, and lamination to produce high-performance composite materials with controllable performance, designable structure and adjustable specifications [8] bamboo scrimber flooring, a typical product of reconstituted materials that is widely used as flooring material in both indoor and outdoor construction, parks and seaside locations [9]. This study aims to: 1) accurately quantify the life cycle carbon footprint of bamboo scrimber flooring, comparing the carbon emissions of products produced using different processing technologies to provide scientific support for clean production in enterprises. 2) This paper couple the carbon sequestration of raw material forest growth management that production stage carbon emissions and the product’s own carbon sequestration to construct an integrated model of the net emission reduction effect of bamboo scrimber flooring products over their life cycle. Systematically establish a LCA-based carbon footprint evaluation technical system for bamboo scrimber flooring products.
2. Materials and Methods
2.1. Materials
The bamboo scrimber flooring and plywood template manufacturers selected for this study are located in Longquan, Zhejiang. The density of bamboo scrimber flooring products is 1.21g/cm3 with the production processes for deep carbon and shallow carbon bamboo scrimber flooring being fundamentally similar and differing only in the temperatures set during the carbonization treatment stage. The bamboo used for plywood templates is chosen from moso bamboo aged over four years with a diameter at breast height (DBH) exceeding 9 cm.
2.2. Carbon Emissions in the Production Stage
2.2.1. Functional Units and System Boundary
The functional units for this study are defined as 1m3 of deep carbon bamboo scrimber flooring, 1m3 of shallow carbon bamboo scrimber flooring and 1m3 of bamboo plywood template products.
System Boundary: Based on the evaluation goals and objectives, to better focus on the production processes and factory operations improvement of wood-based panels, the system boundary for the carbon footprint evaluation of wood-based panels in this study is “cradle to gate,” mainly including raw material acquisition (including carbon emissions from the planting and growth stages of moso bamboo), transportation, product production and warehousing distribution.
2.2.2. Life Cycle Inventory (LCI) Algorithm
The essence of LCI calculation for wood-based panel products is to replace intermediate products with their life cycle process resource consumption and environmental emissions, then accumulate all resource consumption and environmental emissions. As a result, the transfer of resource consumption and environmental emissions across each life cycle stage is revealed. Different intermediate products become comparable after summing, converting to comparable resource and environmental indicators after the summary calculation [10].
The quantification of greenhouse gas emissions and removals for each unit process in the wood-based panel product system is summarized to obtain the carbon footprint of the wood-based panel product, expressed in terms of carbon dioxide equivalent (kg CO2 e). The calculation formula is as follows:
Where EGHG is the product’s carbon footprint (kg CO2 e), ADi is the activity data for the ith greenhouse gas source, EFi is the emission factor for the ith activity, and GWPi is the global warming potential value for the ith activity, with values referenced from the IPCC First Assessment Report “The Physical Science Basis.”
2.2.3. Life Cycle Impact Assessment (LCIA) Algorithm
The LCI results for wood-based panels are characterized (multiplied by characterization factors), normalized (divided by normalization reference values), and weighted (multiplied by weighting factors) to obtain comprehensive indicators, which constitute the LCA results. The LCA calculation involves summing the LCI inventory substance indicators for the life cycle process, then summing the characterization indicators, normalization indicators, and weighted comprehensive indicators. This method encompasses the entire process and includes multiple resource and environmental impact types [11].
The following calculation methods were used for the carbon footprint of each unit process [1]:
1 Raw Material Acquisition Stage
The formula for calculating carbon emissions in the raw material acquisition stage of wood-based panel products is as follows:
Where GM is the carbon footprint of the raw material acquisition stage, is the physical quantity of the i-th raw material and unit is kg.. is the physical quantity of the j-th energy source and unit is kg.. is the emission factor for the ith material, is the emission factor for the j-th energy source, and ηij is the yield rate of the i-th material and j-th energy source.
2 Transportation Stage
This stage of the carbon footprint mainly comes from the carbon emissions generated by the transportation of raw materials which is calculated as follows.
Where GT is the carbon footprint of the allocation stage; is the physical quantity of the l-th transported products; Dl is the transportation distance; γl is the emission factor of the means used in transportation; Nk is the amount of the k-th greenhouse gases emitted; is the global warming potential of the k-th GHGs.
3 Product Production Stage
The formula for calculating the carbon emissions consumed in the production stage of wood-based panels is as follows:
Where GP is the carbon footprint of the production stage; is the physical quantity of the j-th energy group; is the emission factor of the j-th energy source; Nk is the amount of the k-th greenhouse gases emitted; GWPk is the global warming potential of the k-th GHGs; ηjk is the energy efficiency of the production process.
2.3. LCA Index System for Artificial Board Products
With the continuous deepening of LCA research and the increasing availability of environmental baseline data for products, the evaluation content of product environmental impact types has become more accurate and comprehensive. Considering the environmental impacts during the production process of artificial board products, this study mainly considers the types of environmental impacts listed in Table 1, and the lifecycle inventory factors are categorized into each impact type.
Additionally, based on the definition of research objectives and the characteristics of artificial board products, this study focuses on the impact type of global warming, using the Global Warming Potential (GWP) to quantify the product carbon footprint. This study adopts the methods and greenhouse gas characterization factors proposed in the IPCC Fifth Assessment Report to calculate the product lifecycle carbon footprint value. This method is based on the relative radiative forcing values obtained over a 100-year timeframe for other greenhouse gases compared to carbon dioxide, which are used as characterization factors to convert the emissions of other greenhouse gases into CO2 equivalents (CO2 e).
2.4. Life-Cycle Modeling Platform and Database
This study attempted to introduce eFootprint and the localized baseline database CLCD into the carbon footprint evaluation work of artificial boards. This system supported a standardized workflow compliant with ISO-LCA standards and can complete the entire LCA work online, including data entry and modeling, calculation, and data quality assessment. The Chinese Life Cycle Database (CLCD) contained thousands of production process data for hundreds of bulk energy sources, raw materials, and chemicals, with data derived from Chinese industry statistics, relevant standards, and public reports from enterprises [12].
2.4.1. Material Transfer Analysis in the Production Stage of Artificial Board Products
The comprehensive material transfer rate of bamboo scrimber flooring is the product of the material transfer rates at each production stage. The comprehensive material transfer model is:
λcomprehensive =λcutting×λslicing×λplaning×λjointing×λsanding=(mcutting, after / mcutting, before)×(mslicing, after / mslicing, before)×(mplaning, after / mplaning, before)×(mjointing, after / mjointing, before)×(msanding, after / msanding, before)=(mcutting, after×mplaning, after×msanding, after)/ (mcutting, before×mslicing, before×mjointing, before),
where: λcomprehensive is the comprehensive material transfer rate of bamboo scrimber flooring. mcutting, after is the material weight after cutting. mplaning, after is the material weight after planing. msanding, after is the material weight after sanding. mcutting, before is the material weight before cutting. mslicing, before is the material weight before slicing. mjointing, before is the material weight before jointing.
Considering the product density, moisture content, comprehensive material transfer rate, and bamboo moisture content, the weight of bamboo required to produce a specified volume of bamboo scrimber flooring is calculated using the model:
Mbamboo=Vreconstituted×ρreconstituted×(1-ωreconstituted)/[λcomprehensive(1-ωbamboo)],
where: Mbamboo is the weight of bamboo required for producing bamboo scrimber flooring. Vreconstituted is the volume of bamboo scrimber flooring, with 1 m3 used as the functional unit in this study. ρreconstituted is the density of bamboo scrimber flooring. ωreconstituted is the moisture content of bamboo scrimber flooring. λcomprehensive is the comprehensive material transfer rate of bamboo scrimber flooring. ωbamboo is the moisture content of bamboo. The calculated weight of bamboo required to produce 1 m3 of bamboo scrimber flooring is 2335.52 kg for deep carbon and 2438.1 kg for shallow carbon.
The comprehensive material transfer rate of bamboo plywood templates is the product of the material transfer rates at each production stage. The comprehensive material transfer model as follow.
λbamboo template=λcutting×λremoving outer nodes×λremoving inner nodes×λyellow planing×λgreen planing×λtrimming
=(mcutting, after/mcutting, before) ×(mremoving outer nodes, after/mremoving outer nodes, before) ×(mremoving inner nodes, after/mremoving inner nodes, before) ×(myellow planing, after/myellow planing, before) ×(mgreen planing, after/mgreen planing, before) ×(mtrimming, after/mtrimming, before)
= (mgreen planing, after×mtrimming, after)/(mcutting, before×mtrimming, before)
where: λbamboo template is the comprehensive material transfer rate of bamboo plywood templates. mgreen planing, after is the material weight after green planing. mtrimming, after is the material weight after trimming. mcutting, before is the material weight before cutting. mtrimming, before is the material weight before trimming.
Considering the product density, moisture content, comprehensive material transfer rate, and bamboo moisture content, the weight of bamboo required to produce a specified volume of bamboo plywood template is calculated using the model.
mbamboo= Vbamboo template×ρbamboo template×(1 -ωbamboo template)/( λbamboo template×(1 -ωbamboo)),
where: mbamboo is the weight of bamboo required for producing bamboo plywood templates. Vbamboo template is the volume of bamboo plywood template, with 1 m3 used as the functional unit in this study. ρbamboo template is the density of bamboo plywood template. ωbamboo template is the moisture content of bamboo plywood template. λbamboo template is the comprehensive material transfer rate of bamboo plywood templates. ωbamboo is the moisture content of bamboo. The calculated weight of bamboo required to produce 1 m3 of bamboo plywood template is 3142.46 kg.
2.4.2. Carbon Storage Measurement in Raw Material Supply
Forest (bamboo forest) harvesting is divided into three parts: trunk, branches, and leaves [13]. The trunk part (bamboo culm) is transported to the factory for product production, and its carbon storage is considered part of the product carbon storage. To avoid redundant calculations, this carbon sink from forest management is not considered [14] Carbon fixed by branches and leaves through photosynthesis is considered to be fully released into the ecosystem after harvesting, maintaining carbon balance [15]. The remaining root system after harvesting is generally retained and can continue to act as a carbon sink [16]. This study focuses on the carbon storage in underground biomass after harvesting.
Fixed plots are set up in a bamboo forest at the raw material production site in Longquan, Zhejiang. The plot area is 400 m2 (20 m × 20 m), with three plots surveyed. Each bamboo in the plot is measured, and biomass is determined [17,18,19].
Plot Survey: Each 20 m×20 m bamboo forest plot has similar elevation, terrain characteristics, nutrient conditions, disturbance history, succession status, and community structure. During the vegetation survey, all woody plants with a diameter at breast height (DBH) ≥ 1 cm are marked with red paint at the DBH position (1.3 m above the ground) and numbered. Subsequent work includes species identification, recording tree species names, measuring DBH and tree height, recording sprouting and other indicators, and noting the relative coordinates of each tree in the plot.
Biomass Measurement: One standard bamboo (bamboo) per plot is selected. Bamboo has a complex underground rhizome system, with each standard bamboo divided into five parts: bamboo culm, branches, leaves, rhizome, and rhizome roots. Bamboo rhizomes and roots are collected using a small sampling method [20]. The above-ground parts are divided into branches, leaves, and culm (stalk). Fresh weights are measured, and samples of different organs are taken back to the laboratory for drying. The fresh weight, dry weight, and actual moisture content of each sample are determined.
Carbon Storage Calculation: The carbon content of bamboo comes from the “Assessment of Biomass and Carbon Storage in Chinese Forest Vegetation” [17] and the “Zhejiang Province Second Land Use, Land Use, and Forestry Carbon Sink Measurement and Monitoring Report” [2016] with a reference value of 0.5042 kg CO2e/kg.
2.4.3. Carbon Storage Calculation for Artificial Board Products
Equipments: Cutter, grinder, oven, electronic scale, vernier caliper, micrometer, and Germany Jena multi N/C® 3100 Total Organic Carbon/Total Nitrogen Analyzer.
Sample Preparation: Samples are pretreated [21]. 1. Artificial board samples are cut into 50 × 50 mm pieces, four pieces per sample, for density and moisture content measurement. 2. A cutting machine processes the samples into pieces approximately 3 cm in length and no more than 3 mm in thickness, which are then ground. Due to the small amount of samples used in the experiment, to ensure comprehensive and uniform sampling, a “three-stage grinding method” is used. The first stage involves grinding about 600 g of sample, mixing it thoroughly, then taking out 200 g for the second stage, mixing it again, and taking 100 g for the third stage. After the final grind, the samples are dried at 85°C until a constant weight is achieved, then bottled for subsequent carbon content and thermogravimetric measurements.
Carbon Content Measurement: The organic carbon content of artificial board samples is measured using the dry combustion method. 15-20 mg of dried sample powder is weighed and fully decomposed and combusted at 1000°C under pure oxygen flow. The carbon elements in the sample are converted into CO2 and quantified using the oxidation-non-dispersive infrared absorption method.
Carbon Storage Calculation: First, measure the density of the samples by measuring the dimensions of the 50 × 50 mm pieces, taking two measurements from different positions for accuracy, and calculating the average density. Samples are then dried at 85°C until completely dry, cooled to room temperature, and weighed again to calculate the average moisture content [22]. The formula for carbon storage calculation is:
Cs = Cf × (1 − MC) × m/V
where: Cs is the carbon storage of the sample, in kg/m3. Cf is the carbon content of the sample, in %. MC is the moisture content of the sample, in %. m is the mass of the sample, in g. V is the volume (or surface area) of the sample, in m3 (or m2).
2.5. Integrated Assessment
The mathematical expression for the integrated assessment can be simplified as:
TC = FC + PTC + PDC
where: TC represents the carbon footprint of the artificial board product lifecycle. FC represents the carbon storage in the raw material supply stage. PTC represents the carbon footprint of the raw material extraction and production stages of the artificial board product. PDC represents the carbon sequestration capability of the artificial board product.
The bio-carbon storage during the use phase of the artificial board product is calculated according to the method described in “PAS2050:2011”. If the total carbon storage benefit of a product exists for 2-25 years after product formation (after which the carbon storage benefit ceases), the weight factor for CO2 storage benefit during the 100-year assessment period (F0) is calculated as:
where n is the number of years the product maintains full carbon storage benefit after formation.
The CO2 storage amount (S, kg CO2) for a product used for n years is calculated as:
where: C is the bio-carbon content of the product (kg C). is the conversion factor from carbon to CO2.
3. Results and Discussion
3.1. Material Transfer Analysis
The production of bamboo scrimber flooring uses the “bamboo-based fiber composite material manufacturing technology,” which is characterized by allowing factories to directly process bamboo as raw material without the need for splitting, removing green, or yellowing processes. This technology is suitable for processing both large-diameter Moso bamboo and small-diameter miscellaneous bamboo, with a bamboo utilization rate of over 90% [23]. The lifecycle and material transfer rates of various processes for bamboo scrimber flooring are shown in Figure 2. By tracking and measuring the material transfer rates of each production stage of deep carbon bamboo scrimber flooring, multiplying the material transfer rates of each process yields an overall material transfer rate from raw bamboo to finished product of 78.06%.
The production process from raw bamboo to bamboo plywood template is designed as follows: Raw bamboo undergoes steps such as cutting, removing outer nodes, splitting, softening, flattening, and removing green and yellow, to form bamboo strips. These strips are then dried, glued, assembled, hot-pressed, and trimmed to form artificial boards based on the principles of plywood construction. The complete lifecycle of the bamboo plywood template studied in this paper is shown in Figure 3. By tracking and measuring the material transfer rates at each production stage, multiplying the material transfer rates of each process yields an overall material transfer rate from raw bamboo to finished product of 52.92%.
3.2. Carbon Emissions in the Production Process of Bamboo Scrimber Flooring
3.2.1. Comparison of Different Heat Treatment Processes for Bamboo Scrimber
The carbon emissions during the production phase of 1 m3 of deep carbon bamboo scrimber flooring are 1845.99 kg CO2 e. The highest sensitivity in the inventory of deep carbon bamboo scrimber flooring production is adhesives, with a contribution rate of 88.18%. The sensitivity of electricity in the reconstituted board production process is 13.90%, the sensitivity of carbon emissions from raw bamboo production and management is 13.69%, and the sensitivities for transportation of raw bamboo are 2.95% and 2.50%. Other raw materials have smaller sensitivities. It is evident that adhesives, electricity, and raw bamboo are the major sources of carbon emissions throughout the lifecycle of deep carbon bamboo scrimber flooring. Adhesives, as the main raw material input, have a carbon footprint of 1627.80 kg CO2 e (accounting for 88.18% of the carbon emissions in the product production phase).
The carbon emissions during the production phase of 1 m3 of shallow carbon bamboo scrimber flooring are 1570.85 kg CO2e. The highest sensitivity in the inventory of shallow carbon bamboo scrimber flooring production is adhesives, with a contribution rate of 84.16%. The sensitivity of electricity in the reconstituted board production process is 16.52%, the sensitivity of raw bamboo is 15.32%, and the sensitivity of raw bamboo transportation is 2.54%. Other raw materials have smaller sensitivities. It is evident that adhesives, electricity, and raw bamboo are the major sources of carbon emissions throughout the lifecycle of shallow carbon bamboo scrimber flooring.
3.2.2. The Impact of Adhesives
Adhesives, as the main raw material input, have a carbon footprint of 1321.98 kg CO2e (accounting for 84.16% of the carbon emissions in the product production phase). Previous studies on the carbon footprint of bamboo scrimber flooring indicated that the carbon emissions from the processing of 1 m3 of bamboo scrimber flooring are 143.5591 kg CO2e, which is significantly lower than the data obtained in this study. The analysis reveals two main reasons: firstly, the carbon emissions from the cultivation, management, and operation activities of raw bamboo, as well as external energy consumption such as power, water, and fertilizers, were not considered in previous studies [21], secondly, previous studies only considered the carbon emissions during the use phase of adhesives, without considering the upstream production process of adhesives. Resin impregnation is the core step in the high-quality preparation of reconstituted materials. The currently widely used discontinuous batch impregnation can only ensure the uniformity of adhesive impregnation by reducing the moisture content of reconstituted units and extending impregnation time, leading to increased adhesive usage and energy consumption in the preparation process. Optimizing the impregnation process by considering factors such as the moisture content of bamboo bundles, cross-sectional size, solid content of adhesives, and impregnation time, or adopting continuous roller impregnation technology, can improve production efficiency and reduce energy consumption [27].
3.2.3. Comparison of Reconstituted and Laminated Production Methods
A lifecycle model of the product was established on eFootprint to calculate the LCA results for 1 m3 of bamboo plywood template. The carbon emissions during the production process of 1 m3 of bamboo plywood template are 1435.55 kg CO2e. The highest sensitivity in the inventory of bamboo plywood template production is adhesives, with a contribution rate of 78.32%. The sensitivity of electricity consumption is 17.98%, and other raw materials have smaller sensitivities. It is evident that adhesives and electricity consumption are major sources of carbon emissions throughout the lifecycle of bamboo plywood templates. LCA studies on plywood are relatively scarce, with existing research primarily focused on the United States, and few reports from other countries. Wilson et al. [21] surveyed eight representative plywood companies in the southeastern United States and found that the environmental load during the production process was significantly higher than during the operational phase. The carbon footprint of producing 1 m3 of plywood was 698 kg CO2e in the southeastern United States and 674 kg CO2e in the Pacific Northwest region.
Through inventory sensitivity analysis, it was found that adhesives have a high inventory sensitivity, with carbon footprint contributions of 88.18%, 84.16%, and 78.32% for deep carbon bamboo scrimber flooring, shallow carbon bamboo scrimber flooring, and bamboo plywood templates, respectively. Combined with inventory analysis, it was found that the adhesive weights consumed in producing 1 m3 of deep carbon bamboo scrimber flooring, shallow carbon bamboo scrimber flooring, and bamboo plywood template were 470 kg, 420 kg, and 140 kg, respectively. The differences in carbon footprints between products are mainly due to the higher adhesive usage in the production of high-emission artificial board products. This indicates that using lower-carbon upstream materials or alternative clean energy can reduce carbon emissions during the production process.
3.3. Integrated Evaluation of Carbon Emission Reduction Post-Bamboo Harvest
3.3.1. Extending the System Boundary to the Raw Material End
The formula for calculating the carbon storage in the raw material supply stage in this study as follow.
Csupply=(mraw material×ηpost-harvest×λ)/ηraw material,
where Csupply is the carbon storage in the raw material supply stage; \ mraw material is the weight of raw materials required to produce 1 m3 of artificial board product. According to the material transfer model of the product, the weights of raw bamboo required to produce 1 m3 of deep carbon bamboo scrimber flooring, shallow carbon bamboo scrimber flooring, and bamboo plywood template are 2335.52 kg, 2438.1 kg, and 3142.46 kg, respectively; ηpost-harvest is the proportion of the underground biomass to the raw bamboo biomass post-harvest, which is 25.89%; λ is the carbon content rate of the tree species, which is 0.5042 kg CO2e/kg; ηraw material is the proportion of raw material biomass to the raw bamboo biomass, with a value of 55.03%.
From the formula, it is calculated that the carbon storage in the raw material supply stage for producing 1 m3 of deep carbon bamboo scrimber flooring, shallow carbon bamboo scrimber flooring, and bamboo plywood template are 554.01 kg CO2e, 578.34 kg CO2e, and 745.43 kg CO2e, respectively. It can be seen that compared with bamboo plywood templates, the raw material supply stage of bamboo scrimber flooring has a lower carbon storage, mainly because producing 1 m3 of artificial board product requires more raw bamboo for plywood templates, leading to more CO2 fixed in the corresponding underground biomass.
3.3.2. Extending the System Boundary to the Product Use End
The carbon storage per cubic meter of deep carbon bamboo scrimber flooring is the highest, reaching 591.65 kg/m3. The carbon storage for deep carbon bamboo scrimber flooring, shallow carbon bamboo scrimber flooring, bamboo plywood templates, and wood-based panel products are 591.65 kg/m3, 564.57 kg/m3, 358.08 kg/m3 and 253.55 kg/m3 respectively. It can be seen that the carbon storage per cubic meter of bamboo scrimber flooring is higher than that of plywood. The main reasons are that the density of bamboo scrimber flooring is higher than that of plywood, with deep carbon bamboo scrimber flooring having a density of 1.21 g/cm3, greater than that of bamboo plywood templates (density of 1.08 g/cm3). Additionally, the adhesive usage in the production of bamboo scrimber flooring is greater than that of bamboo plywood templates, with 470 kg and 140 kg respectively. The carbon content rate of water-soluble phenolic resin is about 68.85% [22], which also contributes to the higher carbon storage in bamboo scrimber flooring. For plywood, the carbon storage in bamboo plywood is higher than that in wood plywood. Bamboo plywood is generally composed of grooved, equal-thickness bamboo strips, glued on both sides with water-soluble phenolic resin using a four-roller coating machine, with an adhesive amount of 300-350 g/m2.Wood plywood used indoors typically employs urea-formaldehyde resin, which has a carbon content rate of only 26.67%, much lower than that of phenolic resin, which may lead to the higher carbon content rate in bamboo plywood compared to wood plywood.
3.4. Integrated Evaluation
From the results of the carbon storage measurements of the products, the carbon storage of deep carbon bamboo scrimber flooring, shallow carbon bamboo scrimber flooring, and bamboo plywood templates are 591.65 kg/m3, 564.57 kg/m3 and 358.08 kg/m3 respectively. In this study, the designed service life of deep carbon bamboo scrimber flooring, shallow carbon bamboo scrimber flooring, and bamboo plywood templates are 20 years, 20 years, and 5 years, respectively. The carbon storage effect during the product use stage for deep carbon bamboo scrimber flooring, shallow carbon bamboo scrimber flooring, and bamboo plywood templates offsets 329.75 kg CO2e, 314.65 kg CO2e, and 49.89 kg CO2e emissions, respectively.
Coupling the carbon storage at the raw material supply stage, the “cradle-to-gate” carbon footprint, and the carbon storage and delayed emissions of the products (Table 2), the lifecycle carbon footprint of the three types of artificial board products was calculated using formula (15).
The calculation results show that the lifecycle carbon footprints from raw material management to product use stages for 1 m3 of deep carbon bamboo scrimber flooring, shallow carbon bamboo scrimber flooring, and bamboo plywood templates are 962.23 kg CO2e, 677.86 kg CO2e, and 640.23 kg CO2e respectively. Combining the analysis of carbon footprints at different product stages, it was found that products with high carbon emissions during the production stage also have larger carbon storage during the use stage. For example, compared to bamboo plywood templates, bamboo scrimber flooring has relatively higher emissions during the production stage, but with a designed service life of 20 years, the delayed emission effect of the product is significant. This indicates that when comparing product carbon footprints, comprehensive analysis should consider the use scenario and added value of the product.
3.5. Analysis of Substitution Emission Reduction Effect
In this study, bamboo plywood templates were used as the main model, and steel templates were used as the substitute model. The production of steel templates with equivalent functionality to 1 m3 of bamboo plywood templates was compared. For quantifying the inputs/outputs in the system, the functional unit was defined as producing 1 m3 of bamboo plywood templates and steel templates with equivalent functionality to 1 m3 of bamboo plywood templates. The carbon footprint of steel templates with equivalent functionality to 1 m3 of bamboo plywood templates is 13,154.86 kg CO2e.
Comparative studies found that bamboo plywood templates have a much lower environmental impact than steel templates with equivalent functionality, especially in terms of carbon footprint, primary energy consumption, and water resource consumption. The environmental impact of steel templates is about ten times higher than that of bamboo plywood templates. Studies have shown that the substitution emission reduction effect is on average more than 1 times the carbon content of the product itself, and when used in construction, it can even be as high as 2 to 10 times [23,24]. This is consistent with the results of this study, where the substitution emission reduction effect can be coupled with the increased carbon storage of forest products [9,25]. However, it should also be noted that most studies are often limited to energy substitution or partial product types substitution. There is relatively little research that includes various energy and product substitutions within the full lifecycle while simultaneously considering post-harvest carbon storage in forest management.
3.6. Limitations of the Study
Studies have shown that at the end of the lifecycle, waste artificial boards can be treated by 60% incineration and 40% landfill [26]. This was used as the baseline scenario (S0). The scenario simulation results of different waste treatment methods show that, compared to the S0 scenario, the scheme of treating all products by incineration (S1) contributes relatively less to carbon storage, while the scenario of treating all products by landfill (S3) can offset most of the greenhouse gas emissions over the lifecycle [27]. Due to the complexity of processes involving recycling, landfill, and incineration, future studies will focus on the carbon footprint of the product disposal stage. As the main source of wood products, plantation biomass carbon storage changes frequently, whereas the stable and long-lasting soil carbon pool is of great importance for the carbon sequestration potential of plantations [28]. Forest soil is also recognized as the most potential carbon sink [29]. Afforestation, harvesting, and other forest management practices have a direct impact on the soil carbon cycle [30]. However, due to insufficient understanding of the dominant control factors and control processes of soil organic carbon, and inaccurate assessment of atmospheric carbon balance, related studies still have many uncertainties [31]. In this study, the proportion of underground biomass carbon storage offsetting production stage carbon emissions for deep carbon bamboo scrimber flooring, shallow carbon bamboo scrimber flooring, and bamboo plywood templates (calculated as the ratio of supply stage carbon storage to production stage carbon footprint) reached 30.01%, 36.82%, and 51.93%, respectively. Future research will further consider the factors of post-harvest soil carbon storage to further highlight the carbon sequestration advantages of woody materials.
4. Conclusions
A carbon footprint evaluation framework based on LCA was constructed, including four aspects: goal and scope definition, inventory analysis, lifecycle modeling, and result interpretation. The functional units of this study were determined to be 1 m3 of deep carbon bamboo scrimber flooring, 1 m3 of shallow carbon bamboo scrimber flooring, and 1 m3 of bamboo plywood templates. The system boundary was “cradle-to-gate,” including stages such as raw material acquisition and transportation, product production, and warehouse distribution. Considering the characteristics of artificial board products, the system boundary was extended to include both upstream and downstream stages, comprehensively considering the carbon storage of raw material supply and the products themselves. The main conclusions are as follows.
(1) The carbon footprint during the production stage of bamboo scrimber flooring products was quantified with high precision. The LCA impact assessment and result interpretation for the two types of artificial board products revealed that the carbon emissions during the production process of 1 m3 of deep carbon bamboo scrimber flooring and shallow carbon bamboo scrimber flooring were 1,845.99 kg CO2 e and 1,570.85 kg CO2 e, 1435.55 kg CO2 e respectively. Further sensitivity analysis revealed that adhesives had the greatest sensitivity in the product production stage inventory.
(2) The carbon emissions during the production stage of artificial board products were coupled with the carbon storage at the raw material supply stage and the carbon storage during the product use stage to integrate the lifecycle carbon footprint evaluation. The lifecycle carbon footprints of 1 m3 of deep carbon bamboo scrimber flooring and shallow carbon bamboo scrimber flooring were 962.23 kg CO2 e , 677.86 kg CO2 e and 640.23 kg CO2 e respectively.
Author Contributions
Conceptualization, A.Z. and G.Z.; Data curation, G.Z.; Investigation, N.S.; Methodology, A.Z. and X.T.; software, A.Z.; Writing—original draft, A.Z. and W.T.; Writing—review and editing, X.T. and W.T. validation, A.Z.,G.Z. and X.T. All authors have read and agreed to the published version of the manuscript.
Funding
The work of this paper is jointly funded by research project of China National Academy of Bamboo Industry (2025YJY08) and 2025 annual key scientific and technological project of the East China Survey and Planning Institute of the National Forestry and Grassland Administration ‘Key Technologies for Preparing Engineering Building Materials in Nature Reserves and Environmental Impact Assessment’ (HDY25N020).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author due to (specify the reason for the restriction).Informed consent was obtained from all subjects involved in the study.
Conflicts of Interest
The authors declare no conflicts of interest.
Abbreviations
LCA:Life Cycle Assessment;DBH:diameter at breast height;LCI:Life Cycle Inventory;LCIA:Life Cycle Impact Assessment;PCF: Product Carbon Footprint;GWP:Global Warming Potential;CO2e:CO2 equivalents;CLCD: Chinese Life Cycle Database.
References
- Green.; Avitabile.; Farrell.. Reporting harvested wood products in national greenhouse gas inventories: Implications for Ireland. Biomass Bioenergy. 2006, 30, 105-114.
- Chen, J.; Ter, M.. Assessing the greenhouse gas effects of harvested wood products manufactured from managed forests in Canada. Forestry. 2018, 91, 193-205.
- 3. Qin, L.; Liu, X., Zhang, Z..Development Status and Trend of Plywood Industry in China. China Forest Products Industry, 2020, 57(11), 1-3,9.
- Gao, F.; Shi, Y..Present Situation and Prospect of Building Formwork Products in China. Construction technology, 2017, 46(2), 98-101.
- Zhou, G.; Jiang, P.. Density, storage and spatial distribution of in Phyllostachys pubescens forest. Scientia Sylvae Sinicae, 2004, 40(6): 20-24.
- Fei, B.; Ma, X.. Connotation of bamboo carbon footprint and its regulating effect on bamboo industrial development.World bamboo and rattan, 2020, 18(2), 12-17.
- Wang, S.; Yang, H.. Study on carbon emission reduction path of China’s wood-based panel industry based on international carbon footprint standards. China population of resources and environment, 2019, 29(4), 27-37.
- Jordan, B.. Scrimber: the leading edge of timber technology. The proceedings of the 2nd Pacific timber engineering conference.1989.
- Yu, Y.; Qin, L.; Yu, W..Manufacturing Technology of Bamboo-Based Fiber Composites Used as Outdoor Flooring. Scientia sylvae sinicae, 2014, 50(1), 133-139.
- Hong, J.; Zhang, F.; Xu, C.. Evaluation of life cycle inventory at macro level: A case study of mechanical coke production in China. The International Journal of Life Cycle Assessment, 2015, 20(6): 751-764.
- Hong, J.; Shaked, S.; Rosenbaum, R.. Analytical uncertainty propagation in life cycle inventory and impact assessment: Application to an automobile front panel. The International Journal of Life Cycle Assessment, 2010, 15(5): 499-510. [CrossRef]
- Liu, X. L.; Wang, H.. Method and basic model for development of Chinese reference life cycle database. Acta scientiae circumstantiae, 2010, 30(10), 2136-2144.
- Author, X. H. Studies on standing tree biomass models and the corresponding parameter estimation. Doctor’s Thesis, Beijing Forestry University, Beijing, China, 1998.
- Yang, H.Q.; Yu, Z.H.. Research trends and future key issues of global harvested wood products carbon science. Journal of Nanjing Forestry University (Natural Sciences Edition), 2021, 45(4):219-228.
- Author, R. S. Study on the Anti-mildew Performance of Rhizoma Corydalis Compound Nano-TiO2 on Bamboo. Inner MongoliaAgricultural University, Huhehaote, China, 2021.
- Wang, G.G.; Van, E.. Accounting Carbon Storage in Decaying Root Systems of Harvested Forests. AMBIO, 2012, 41(3), 284-291.
- Zhang, S.G.; Liu, J.. Biomass and Distribution Patterns of Pinus massoniana Plantation in Northwest Guangxi. Guangxi forestry science, 2010, 39(4), 189-192+219.
- Chen, Z.X.; He, D.B.. Moisture content and model of Pinus Massoniana in Southern China. Central south forest inventory and planning, 2011, 30(2), 56-60, 64.
- Wang, C.; Jiang, Z.H.. Biomass allocation of aboveground components of Phyllostachys edulis and its variation with body size. Chinese Journal of Ecology, 2014, 33(8), 2019-2024.
- Author, Z. J. Study on the Rule of Nitrogen Utilization and its Influence Factors in Phyllostachys edulis Forests.Chinese Academy of Forestry, Beijing, China, 2016.
- Yang, J.J.; Fu, W.S.; Yu, W.J.. Research status of the parameters of internal-mat conditions during hot-pressing. Forestry and Grassland Machinery, 2008, 4(3), 33-37.
- Author, Y. W. Research on the determination of wood carbon content rate and carbon storage database. Northeast Forestry University, Harbin,China,2013.
- Author, Z. Y. Study on the effect of color and physical-mechanical properties for heat-treated bamboo.Chinese Academy of Forestry, Beijing, China, 2010.
- Sathre, R.; O’Connor, J.. Meta-analysis of greenhouse gas displacement factors of wood product substitution. Environmental Science and Policy, 2010, 13(2), 104-114. [CrossRef]
- Churkina, G.; Organschi, A., Reyer, C. P. O.. Buildings as a global carbon sink. Nature Sustainability, 2020, 3(4), 269-276.
- Brunet, N. P. ; Jochheim, H.; Brunet, N.. Effect of cascade use on the carbon balance of the German and European wood sectors. Journal of Cleaner Production, 2018, 170, 137-146.
- Lun, F.; Liu, M.; Zhang, D.. Life Cycle Analysis of Carbon Flow and Carbon Footprint of Harvested Wood Products of Larix principis-rupprechtii in China. Sustainability, 2016, 8(3), 247-258. [CrossRef]
- Zhang, J.Y.; Zhou, L.Y.. Application of blockchain technology in carbon footprint tracing and accounting of textile and apparel products. JOURNAL OF SILK, 2023, 60(2), 14-23.
- Yan, M.F.; Zhang, X.S.. Effect of management practices on forest platation soil carbon. Chinese Journal of Ecology, 2010, 29(11), 2265-2271.
- Halliday, J. C.; Tate, K. R.; Mcmurtrie, R.E.. Mechanisms for changes in soil carbon storage with pasture to Pinus radiata land-use change. Global Change Biology, 2010, 9(9), 1294-1308. [CrossRef]
- Tian, Y. W.; Huang, Z.L.. Advances on effect of forest management on soil carbon sequestration. Journal of Henan Agricultural Sciences, 2012, 41(7), 1-6.
Figure 1.
Flowchart of Forest Product Life Cycle Assessment.
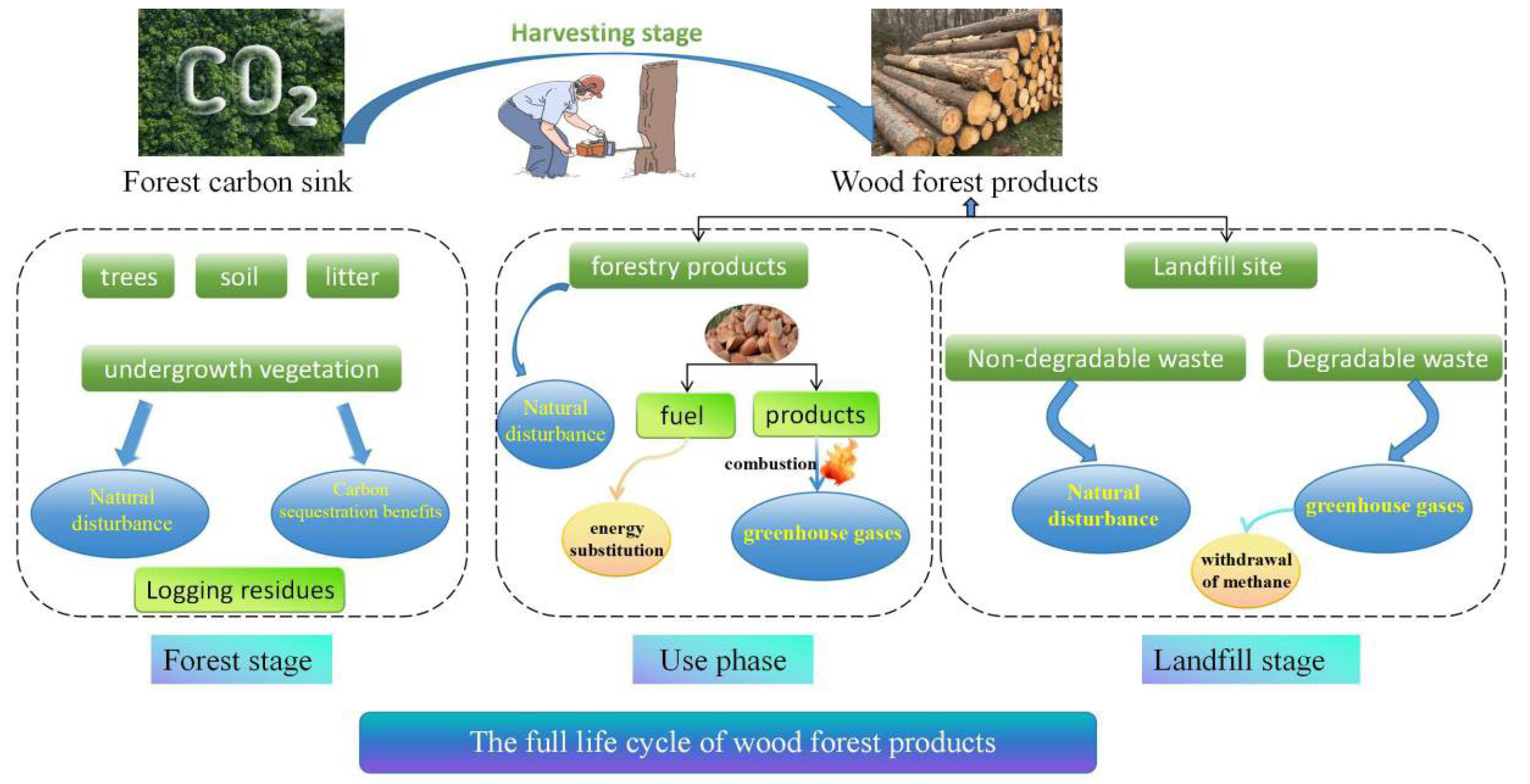
Figure 2.
Bamboo Scrimber Flooring Lifecycle.
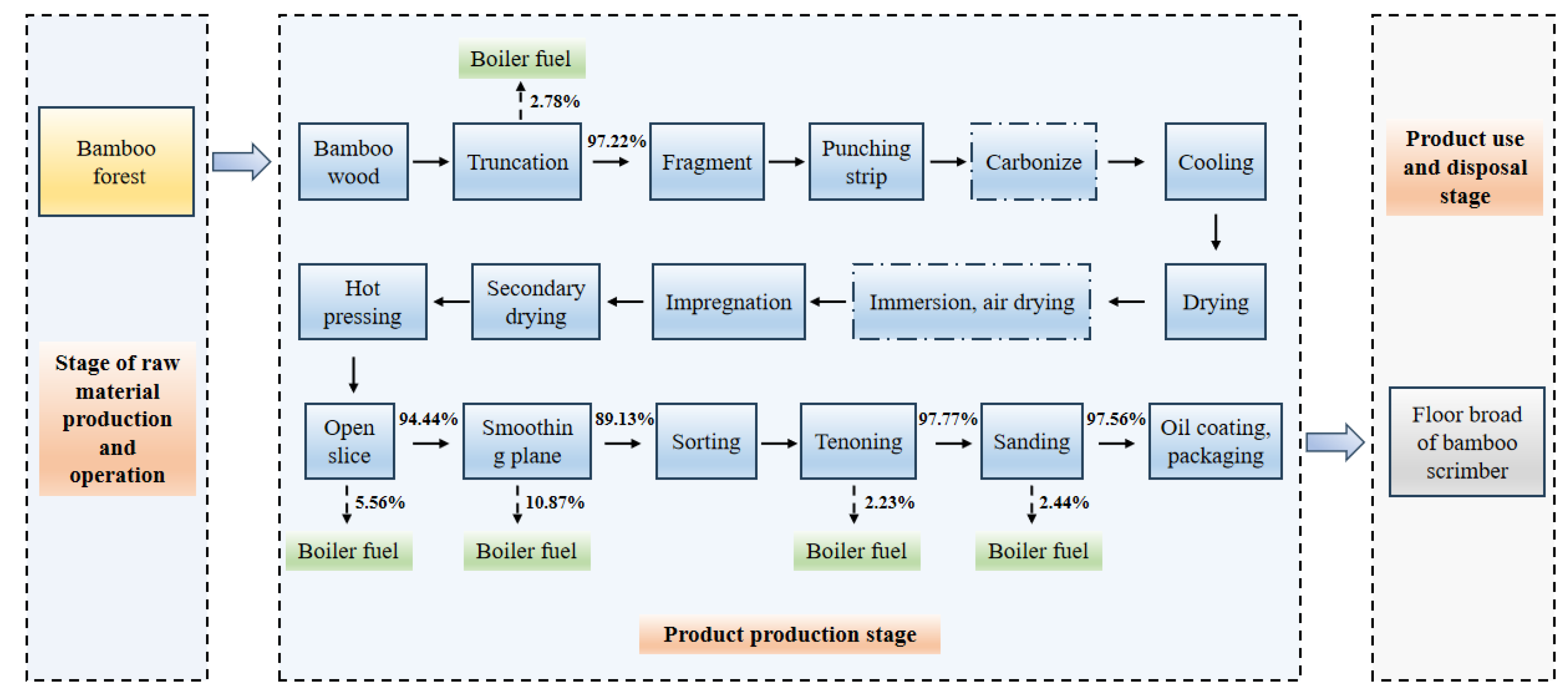
Figure 3.
Bamboo plywood formwork lifecycle.
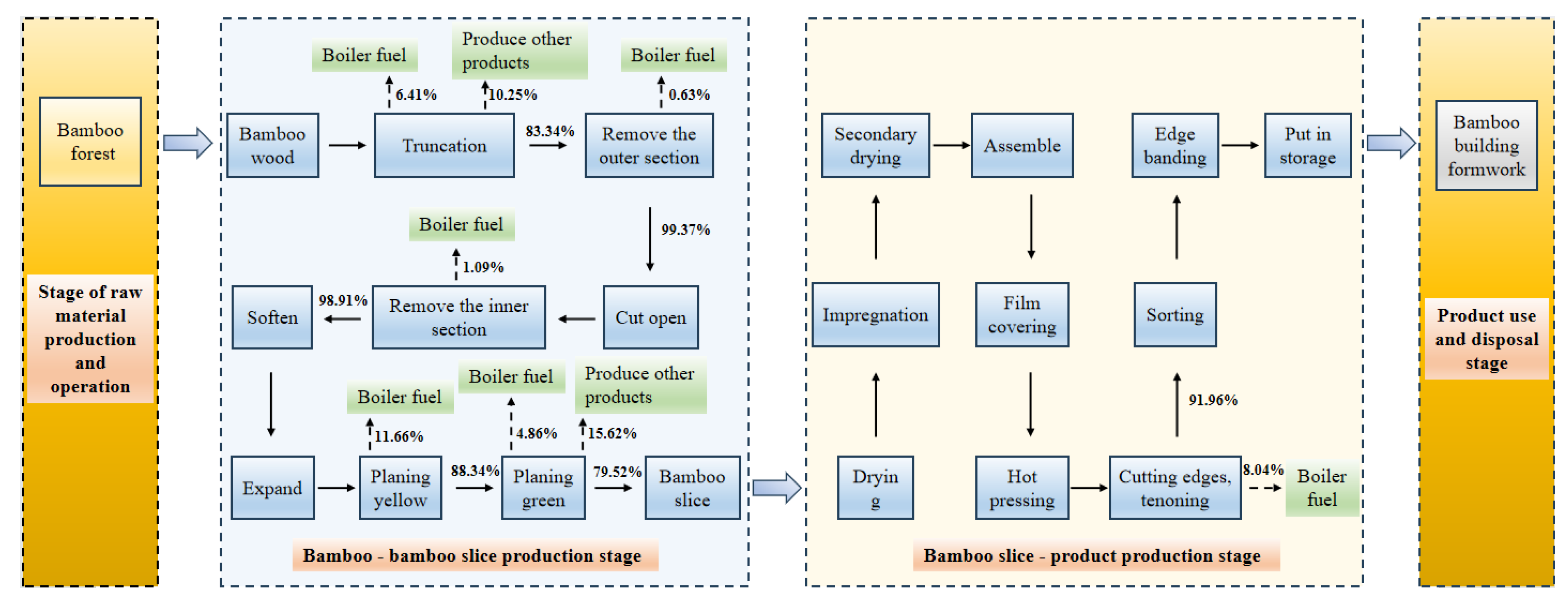

Table 1.
Environmental Impact Indices of Artificial Boards.
| Environmental Impact Type | Unit of Impact Type Index | Main Inventory Substances |
|---|---|---|
| Global Warming | kg CO2 eq. | CO2, CH4, N2O... |
| Primary Energy Consumption | MJ | Hard coal, lignite, natural gas... |
| Abiotic Resource Depletion | kg Sb eq. | Iron, manganese, copper... |
| Water Resource Consumption | kg | Freshwater, surface water, groundwater... |
| Acidification | kg SO2 eq. | SO2, NOx, NH3... |
| Eutrophication | kg PO43- eq. | NH3, NH4-N, COD... |
| Inhalable Inorganics | kg PM2.5 eq. | CO, PM10, PM2.5... |
| Ozone Layer Depletion | kg CFC-11 eq. | CCl4, C2H3Cl3, CH3Br... |
| Photochemical Ozone Creation | kg NMVOC eq. | C2H6, C2H4… |
Note: “eq” is the abbreviation for “equivalent.” For example, the climate change index is based on CO2 as the reference substance. Other greenhouse gases have their CO2 equivalent factors according to their greenhouse effect intensity. Therefore, the various greenhouse gas emissions in the product lifecycle can each be multiplied by the equivalent factor to sum up the total climate change index (also known as the Product Carbon Footprint, PCF), with the unit kg CO2 eq.
Table 2.
Carbon footprint of various links in wood-based panel products.
| Product Type | Raw Material Carbon Storage(kg CO2e) | Carbon Emissions from Production(kg CO2e) | Production Carbon Storage (kg CO2e) |
Integration Assessment(kg CO2e) |
|---|---|---|---|---|
| Deep carbon bamboo scrimber flooring | -554.01 | 1845.99 | -329.75 | 962.23 |
| Shallow carbon bamboo scrimber flooring | -578.34 | 1570.85 | -314.65 | 677.86 |
| Bamboo plywood templates | -745.43 | 1435.55 | -49.89 | 640.23 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



