Submitted:
11 July 2025
Posted:
14 July 2025
Read the latest preprint version here
Abstract
Phosphogypsum (PG) is a byproduct of the wet phosphoric acid (WPA) production pro-cess. Since PG originates from phosphate rock (PR), it holds various concentrations of heavy metal and radionuclide posing environmental threat because of its large production and long-term accumulation. In addition to toxic heavy metals, PG may also be an alter-native source of rare earth elements (REEs), since over 60 % REEs in PR stays in PG during acid digestion. With the increasing demand of phosphoric acid (PA), global PG generation is approaching 300 million tons annually. Since 1994, an estimated 6.73 billion tons of PG has been produced worldwide with approximately 58% (approx. 3.7 billion tons) ending up in stacks. Assuming a conservative REEs content of 0.1%, these stacks may hold over 3.7 million tons of REEs. This review discusses phosphoric acid production processes and the transfer of REEs from PR to PG. In addition, it also discusses the current REEs world reserves, their presence in primary and secondary sources and their uses. The review crit-ically evaluates the research that has been done so far and the recent innovations in REE recovery from PG and discusses the challenges associated with scalability and raw mate-rial variability.
Keywords:
rare earth elements
; phosphogypsum
; phosphate rock
; sustainable REE’s recovery
; process integration
; techno-economic feasibility
1. Introduction
Phosphate rock is the primary source of phosphorus, a fundamental nutrient to all living things. As reported by the United States Geological Survey (USGS) [1], global phosphate rock annual mine production has reached approximately 240 million tons since 1994 (Figure 1). In the USA, approximately 95% of this produced rock is used to produce phosphoric acid through the wet phosphoric acid (WPA) process [1]. The reaction is conducted according to the following chemical equation:
Ca10(PO4)6 F2 (s) + 10 H2SO4 (l) + 20 H2O (l) → 10 CaSO4. 2H2O (s) + 6 H3PO4 (l) + 2 HF (g)
However, since 1994, this large-scale production of phosphate rock and its use in WPA process also resulted worldwide generation of an estimated 6.73 billion tons of phosphogypsum (mainly CaSO4.nH2O), a byproduct of WPA process. Theoretically, when one ton of phosphate rock is digested using concentrated sulfuric acid, approximately 1.36 to 1.49 tons of phosphogypsum is produced according to the following theoretical mass balance equation [2]:
where,
Gy = (gypsum factor) Tons of solid per ton of rock
MF = Mass fraction of CaO in phosphate rock (0.45-0.49)
CF = Correction factor (0.98) to consider the loss of CaO in phosphoric acid stream
IS = Insoluble solids, quartz (0.015)
The above equation is a stoichiometric conversion formula used in the phosphate fertilizer industry to estimate the amount of gypsum (CaSO₄·nH₂O) produced from a given amount of calcium oxide (CaO) content present in phosphate rock. The equation is based on the following chemical reaction:
where,
CaO +H2SO4 + H2O → CaSO4.2H2O
Due to the presence of heavy metals, such a large-scale generation and direct dumping in the ocean of phosphogypsum (PG) pose serious risks to the ecosystems, making its management a major environmental challenge throughout the world. In addition, a large amount of PG is also accumulated as huge PG stacks around the world. As reported in literature, approximately 58 % of this PG is stored in stacks [3]. This means that at this moment we have nearly 3.7 billion tons of PG already stored around the world, which is a significant risk for the environment. Despite the presence of hazardous metals, the presence of some important rare earth metals in this waste makes it an important secondary source for the recovery of these metals. However, the presence of rare earth elements (REEs) and other metal impurities in phosphogypsum depends on the origin, type of phosphate rock and phosphoric acid production process. Figure 1 shows worldwide annual production of PR and PG since 1994 and accumulation of PG since 1994.
Though, the presence of REEs varies, considering an average 0.1% of REEs content means that roughly 3.7 million tons of REEs are locked inside this stacked. This means that this environmental challenge also brings a significant economic opportunity to recover these critical metals from this waste. By recovering REEs, researchers can mitigate the environmental impact of PG while simultaneously creating economic value, aligning their efforts with global sustainability goals and circular economy principles. However, the recovery of these metals is not an easy task because of many factors such as very low concentration of these metals, presence of impurities, and the investment required for the construction of and operation of the recovery plant makes the overall approach less attractive to the phosphoric acid producers as compare to simply dumping this waste into ocean or stacking on the ground near plant site. Consequently, the need is to develop a robust and scalable and economically workable recovery method which can be used for any type of PG waste regardless of the origine of the phosphate rock and the phosphoric acid production process. Figure 2 shows the number of articles published between 1970 and 2025 under the keyword “Recovery of rare earth elements from phosphogypsum”.
2. Production of Phosphoric Acid from phosphate rock
Phosphoric acid is produced from phosphate rock either through thermal or wet production process. Each method has its advantages, however, for producing massive quantities of fertilizer-grade phosphoric acid. The wet process is more commonly used because of ease in operation and lower expenses as compared to thermal process [2]. The wet process is sub-divided into three main types, dihydrate, hemihydrate, and a combination of dihydrate and hemihydrate processes. The overall divisions and types of industrial processes used to produce phosphoric acid are shown in Figure 3 below:
Thermal process has its origins in the historical production of elemental phosphorus, where bone ash was acidified with sulfuric acid to produce phosphoric acid, which was then converted into elemental phosphorus. Modern thermal process produces highly pure phosphoric acid by burning elemental phosphorus (P₄) in the presence of coke and silica inside a combustion chamber at elevated temperatures between 1000°C and 2000°C. The resulting vapor of P₂O₅ , at temperatures ranging from 500°C to 1000°C, is contacted with water in a hydrator, results in the formation of phosphoric acid, as shown in Figure 4 [4,5].
This method produces high-purity phosphoric acid which is suitable for food production, pharmaceutical, and electronics industries, where even minimum contamination is not allowed. Initially, thermal phosphoric acid production process was the only way to produce high-purity acid. The main advantage of the thermal process is that it does not generate phosphogypsum as a byproduct. However, the thermal combustion step requires a substantial amount of energy which makes the overall process expensive. The overall reaction chemistry shown in the following equations:
- (1)
- Ca10(PO4)6F2 (s) + 9SiO2 (s) + 15C (s) → 9CaSiO3 (s) + 3P2 (g) + 15CO (g) + CaF2 (s)
- (2)
- P4 + 5O2 → 2P2O5
- (3)
- P2O5 + 3H2O → 2H3PO4
∆H1 = 3457 kJ/mol
∆H2 = -3012 kJ/mol
∆H3 = -188 kJ/mol
The above reaction two and three are exothermic, and a large amount of energy lost during the reaction. However, with the help of advanced heat recovery methods up to 60% of this energy recovered to produce high-pressure steam. Despite this heat recovery, the overall cost of the thermal process is still higher than the wet process, even when considering the added purification steps required in the wet process to get pure phosphoric acid. Consequently, the thermal process is less commonly applied to produce fertilizer-grade phosphoric acid [6].
On the other hand, the wet process is extensively used for phosphoric acid production, according to literature more than 90% of global phosphoric acid production is conducted by wet phosphoric acid productions [6]. This process implies the acid digestion of phosphate rock using concentrated sulfuric acid, the digested rock mixture is then filtered, and phosphoric acid product is separated from the solid byproduct known as phosphogypsum (CaSO₄·2H₂O), as shown in the reactions below:
- (4)
- Ca10(PO4)6 F2 (s) + 10H2SO4 (l) + 20H2O (l) → 10CaSO4. 2H2O (s) + 6H3PO4 (l) + 2HF (g)
- (5)
- CaF2 + H2SO4 + 2H2O → 2HF + CaSO4.2H2O
- (6)
- 6HF + SiO2 → H2SiF6 + 2H2
∆H4 = -2901.5 kJ/kmol
∆H5 = 22.343 kJ/kmol
∆H6 = 770.5 kJ/kmol
Several types of the wet process are available at industrial scale. These processes are differentiated by the type of calcium sulfate crystals produced during phosphoric acid production. Despite these differences, all wet-process methods follow the same fundamental steps: pretreatment of the phosphate rock, acid digestion of the treated rock, filtration to separate the solid and liquid phases, and concentration of the resulting dilute phosphoric acid, as shown in Figure 5 below:
The main differences among various wet processes come from the operating conditions and the concentration of P₂O₅ during the acid digestion phase. The operating conditions are generally selected so that the calcium sulphate will be precipitated in either the dihydrate or the hemihydrate form, 25-30% P2O5 at 70-80°C for dihydrate precipitation and 40-52% P2O5 at 90-110°C for hemihydrate precipitation., as shown in Figure 6. Extensive research has been conducted to study the behavior of this complex system and to understand the stability, metastability, and transition zones of calcium sulfate crystals within it [7,8].
The dihydrate process is a commonly used method for phosphoric acid production worldwide (Figure 7) [9]. Its extensive use linked to its ability to process several types of phosphate rock with minimal or no pretreatment. In addition, the overall process is simple and economically attractive to the producers. However, the phosphoric acid produced using this method has a low concentration of 25–30% P₂O₅, with a process efficiency of around 95–96%, as a result, it requires further concentration steps to reach up to 45 % to meet the market demand. In contrast, the hemihydrate process is a newer technique, and changing existing plants to adopt this method is often impractical.
Table 1 outlines the main wet-process methods used for phosphoric acid production, each operating within specific regions of the CaSO₄–P₂O₅–H₂O system and targeting distinct acid concentrations.
3. Rare Earth Elements Usage, World Reserves and Demand
Rare earth elements (REEs) are seventeen elements with similar geochemical properties, fifteen of them are from the lanthanide series with the inclusion of two other elements scandium and yttrium because of their similar geochemical behavior like lanthanides where scandium behaves more like light REEs, and yttrium behaves more like heavy REEs. Because of the technological revolution in the late 20th century, these elements became crucial for the modern tech industry. Several Rare earth elements are necessary in many devices such as terbium, europium, and yttrium used in computers and smartphones; Lanthanum, Cerium, Neodymium, Samarium, and Praseodymium used in rechargeable batteries. Whereas Europium, Terbium, and Yttrium are used in the manufacture of LED lights while neodymium, dysprosium, terbium, and samarium are used to produce super magnets. Although minimum quantities of these metals are needed in the final devices, still they are essential for the proper working of the devices. Which makes these metals unavoidable for modern technology. In addition to that, REEs such as Neodymium, Praseodymium, and dysprosium are also used in green technologies such as solar panels, electrical vehicles, and wind turbines, which are becoming essential to sustainable energy production with the passage of time.
Rare earth element reserves are spread across various parts of the world. Despite their abundance in earth crust, they are difficult to mine due to their low concentration in ores and because of their complex chemical and physical behavior. In addition, because of their similar chemical properties, they are always found mixed with other rare earth metals which require complex operation to separate them. On the other hand, the supply of the REEs is controlled by the largest producers in the world [10,11]. Deposits found in Inner Mongolia’s Bayan Obo mine, the world’s largest, rare earth mine [12] as well as other reserves in Sichuan and Jiangxi provinces enables China to hold the largest share of global REEs reserves. This domination has proved China as the leading global REEs supplier. Southeast Asia also contributes to world REE supply, such as Vietnam holding deposits of monazite and xenotime in alluvial and weathered formations. Brazil with the second largest reserves worldwide, are primarily associated with monazite-bearing sands along its coastal regions, while Russia has substantial deposits in Kola Peninsula and Siberia, which are gaining increased attention as global demand rises. On the other hand, The United States, ex largest supplier of REEs before the supremacy of China, also owns large REES reserves, particularly in the Mountain Pass mine in California rich in light rare earth elements such as cerium, lanthanum, and neodymium. While Australia with the Mount Weld mine in Western Australia ranks among the richest known deposits worldwide. India an estimated 6.9 million tons of REEs reserves according to the US Geological Survey. Untapped monazite-rich sands in Odisha, Tamil Nadu, and Kerala offer immense strategic value. Interestingly, Africa is rising as an alternative source of REEs reserves. The deposits are present in Malawi and Burundi; the Gakara mine in Burundi especially recognized for its high-grade reserves. The overall distribution of global REE reserves shown in Figure 8 [13].
During the early 2000s, the Chinese government took few steps to merge control of REE industries in China. For example, it implemented several restrictions on REE exports, such as export quotas (which decreased from 65,580 metric tons in 2005 to 30,185 metric tons in 2011) and "temporary" export taxes (which ranged from 10% to 25% in 2012). The aim of such restrictions was a part of government strategy to ease downstream processing Chinese REE industries to ensure low-cost materials supply to advanced technology firms (including green technology) in China, so boosting tech modernization in China [14]. Such restrictions caused a disturbance in worldwide REEs supply and demand, resulted in a remarkable rise in global REE prices. Due to their importance in high tech industry, many countries started conducting intense research focused on understanding and managing their supply, and sustainable recovery methods. Figure 9 illustrates the number of articles published from 1990 to 2024, highlighting the surge in REE-related research after 2008; the data extracted from Google Scholar using the keyword “rare earth elements.”
3.1. REE’s from Primary Raw Material
Although rare earth elements (REEs) are named for their perceived scarcity, they are, in fact, abundant and widely distributed throughout the Earth's crust [15,16]. Primary REE deposits typically formed through igneous and hydrothermal processes, while natural weathering further contributes to the development of secondary deposits.
Primary REE deposits which include carbonatites, alkaline igneous rocks, pegmatites, iron oxide copper-gold deposits, veins, and skarn deposits. The majority of the world’s significant REE deposits form carbonates, it is because REEs have a strong genetic association with alkaline magmatism. Carbonatites are mostly limited to continental areas, while alkaline rocks may also find across much of the world’s oceanic intraplate regions on volcanic islands. Carbonatites and alkaline igneous rocks are characteristically found in the interiors of tectonic plates, away from intense volcanic activity [16]. Bastnasite, apatite, monazite, allanite, parisite, and synchysite are the most common REE-bearing minerals found in carbonatites, with bastnasite considered the primary REE mineral in these deposits (Figure 10) [17]. Due to isomorphous substitution with other metals, REEs occur as trace elements in all minerals, particularly in Ca²⁺ bearing minerals such as calcite, fluorite, and phosphates. During the weathering of igneous and sedimentary rocks, REEs partially released into the hydrosphere, where they strongly adsorbed onto particulate matter or co-precipitated with calcite or aragonite [18].
REE deposits which include residual deposits such as laterites, ion-adsorption clays, and sand placer deposits are formed during the deep weathering of igneous rocks such as pegmatites, and iron oxide copper-old, residual deposits are formed. When REE-bearing deposits undergo such weathering, REEs may enriched to concentrations of economic interest. Laterite deposits, for example, result from the in situ chemical alteration and enrichment of REEs. A notable example is the REE-laterite deposits in southern China, formed through the weathering of tin granites [20,21]. Table 2 shows REE content (in %) in different REE bearing minerals from various REE deposits around the world.
3.2. REE’s from Secondary Raw Material
REEs are often found in industrial and mining waste. For example, red mud from bauxite processing holds large amounts of REEs, ranging from 500 to 1700 ppm while fly ash from coal combustion typically has an average REE content of 10 ppm to 551 ppm [22,23,24]. Fluorescent materials are also a valuable source of REES, including fluorescent lamps and cathode ray tube displays, including devices that require lighting phosphors, also have significant amounts of REEs. Rare earth elements, such as europium (Eu), terbium (Tb), and yttrium (Y), are used in phosphors lighting, in fluorescent lamps. On the other hand, neodymium-iron-boron (NdFeB) magnets waste are another potential source of REEs. These magnets, found in electric cars motors and may have up to 30 g of dysprosium and 200 g of Neodymium per motor [25]. Additionally, spent wind turbine generators, which can hold 1140 kg of neodymium and 176 kg of dysprosium in a single 4000 kg motor, are valuable sources of REEs [26]. Electronic waste (E-waste), including items such as cell phones, scanners, and other electronic equipment, also holds higher concentrations of REEs compared to natural minerals. As the volume of E-waste continues to grow, it becomes an increasingly efficient source for REE recovery [27]. Extensive research has been conducted on the extraction of these metals from industrial waste sources, as illustrated in the pie chart below, where each segment is the percentage of research focused on extracting REEs from diverse types of waste. Figure 11 shows the percentage share of country wise annual mine production of REES from primary sources and the supply meets from secondary sources.
3.3. REEs and Trace Metals in Phosphate Rock
Phosphate rocks are the primary source of phosphorus for fertilizer production. More than 95 % of phosphate rock mined in USA is used to produce phosphoric acid using wet phosphoric acid production proves as reported in the USGS Mineral Yearbook [1] while the rest is used for other applications, such as water treatment, pharmaceuticals, ceramics, textiles, and explosives. [28].
Phosphate rocks are usually categorized into two types: sedimentary phosphate rock and igneous phosphate rock. Sedimentary phosphate rock is the most common type of phosphate rock reserves that are present around the globe. It is formed by biological processes in marine environments. Due to the organic material and mineral-rich sediments accumulate on the sea floor for millions of years phosphate minerals precipitate and solidify into sedimentary deposits. These sedimentary deposits are rich in carbonate-fluorapatite ((Ca,Mg,Sr,Na)₁₀(PO₄,SO₄,CO₃)₆F). The most common non-phosphatic accessory minerals associated with sedimentary phosphate rocks include quartz, clay, and carbonates (calcite and dolomite. Sedimentary phosphate rock accounts for approximately 95% of global reserves and typically has REE concentrations ranging from 50 to 600 parts per million (ppm). In these deposits, REEs are primarily incorporated into the mineral francolite, where they substitute for calcium in the crystal lattice. However, the concentration of REEs can vary significantly depending on the geological formation of the rock. [29].
Igneous phosphate rock, on the other hand, formed by the cooling and solidification of molten material within the earth’s crust. This type of phosphate rock forms under other geological processes as sedimentary deposits. Igneous phosphate rock is associated with certain igneous intrusions, including carbonatites and silica-poor rocks. These intrusions are formed by the crystallization of magma or lava, whereby phosphate-rich minerals solidify and form magmatic phosphate deposits. On the other hand, apatite is a common type of mineral present in all types of igneous rocks (acidic, basic, or ultrabasic). Igneous rocks are formed by the hardening of silicate melt at elevated temperatures. Acidic rocks have more than 60% SiO₂, while basic rocks have a silica content ranging from 44% to 52%. Many ultramafic rocks, which are ultrabasic, hold less than 44% SiO₂ [30]. Igneous rocks hold higher REE content as compared to sedimentary phosphate rock, and it can be up to 1000 ppm. REEs in igneous deposits are typically present with minerals such as monazite and xenotime. These are the two most widespread REE-bearing minerals. Monazite holds larger light rare-earth elements (LREEs, e.g., La–Gd), while xenotime preferentially holds smaller, heavy rare-earth elements (HREEs, e.g., Tb–Lu, and Y). As per USGS report, global phosphate rock reserves are estimated to exceed three hundred billion tons. Figure 12 shows the worldwide location of phosphate rock reserves with respective rock type and REEs content [31,32,33,34,35,36,37,38,39,40,41].
Apart from rare earth elements, phosphate rock also holds minor quantities of trace elements, including Aluminum, iron, zinc, copper, nickel, chromium, manganese, and cadmium as well as radioactive metals. The distribution of these elements is strongly influenced by the type of mineral present in the phosphate deposits and the geological processes that formed the rock over the period. Figure 13 presents the periodic table, highlighting the abundance of various elements found in phosphate rock.
3.4. Transfer of REEs, Trace Metals and Radioactive Metals in PG
During phosphoric acid production process trace metals along with REEs find their ways between the phosphoric acid (main product) and phosphogypsum (byproduct). From environmental point of view the enrichment of hazardous metals such as cadmium and uranium raise concern for the leaching of these metals from PG waste to the ground water, the enrichment of rare earth elements (REEs) in phosphogypsum presents a promising opportunity for possible recovery, contributing to the circular economy goals and reducing reliance on primary mining sources. Based on available literature, the partition of metal impurities along with the transfer of REEs depends on the processing method and the origin of the phosphate rock. For instance, hemihydrate-dihydrate and dihydrate-hemihydrate processes generally produce cleaner and purer phosphogypsum compared to the conventional dihydrate process, with the exception of the Prayon dihydrate process, which yields high-purity phosphogypsum when using phosphate rock of magmatic origin, as summarized in Table 3 [3].
The data reported in Table 4 highlights that both the phosphoric acid production process and the origin of the phosphate rock significantly influence the transfer of trace metals into phosphogypsum. Additionally, the purity of sulfuric acid used during the digestion of phosphate rock can introduce metals into the system, which accumulate either in the phosphogypsum or the phosphoric acid [3]. Apart from the above factors, chemistry of individual metals could also play a role in the transfer factor of each metal. For instance, up to 50% of the Cd passes to phosphogypsum during phosphoric acid production process [42].
There are differing opinions in the literature about the transfer of rare earth elements (REEs) during phosphoric acid production. Some older studies reported that the type of digestion process may change the transfer factor of REEs and trace metals from phosphate rock (PR) to phosphogypsum (PG) [43]. In the dihydrate technique, REEs are distributed into parts. About 15-30% of REEs input phosphoric acid answer and reprecipitate in sludge during evaporation procedure [44], while 70-85% REEs are transferred into PG withinside the shape of isomorphous substitution with calcium ion (Ca2+) in CaSO4.2H2O crystal lattice. During the Hemihydrate technique (HH) attacks phosphate rocks at accelerated temperatures of 90-110°C and produce 40-52 % P2O5 [44,45]. In this technique, calcium sulfate is crystallized as hemihydrate phosphogypsum (CaSO4∙0.5H2O PHH). For REEs distribution, as much as 95% of REEs enters PHH and due to uncommon, rare earth hydrate phosphates precipitation (REEPO4∙xH2O) because of the excessive presence of phosphate ions and elevated temperature [46,47]. Normally, the solubility of REEPO4∙xH2O increases with the increase in hydration and since x relies upon temperature of HH technique [48,49]. Finally, the Hemi-dihydrate technique (HDH) includes the most important sections: hemihydrate phase and hemi-dihydrate transformation phase. Separation of phosphoric acid is performed in hemihydrate phase and the presence of phosphoric acid levels from forty to 52% P2O5. More than 90% of REEs are transferred into the hemihydrate gypsum after which is formed during recrystallization technique, however eventually ended into dihydrate phosphogypsum [50].
In contrast, more recent articles argue that the type of process such as dihydrate or hemihydrate process does not significantly affect the REEs transfer factor, reporting values between 55% and 66%, except for scandium, which partitions into phosphoric acid rather than phosphogypsum [51]. However, this study did not address the transfer factors of other trace metals. Another recent study analyzing industrial phosphogypsum samples from various storage sites shows that the production process type may indeed influence the final concentration of REEs in phosphogypsum [3]. For instance, when sedimentary phosphate rock was processed using the hemi-dihydrate (HDH) process via the Hitachi method, the resulting phosphogypsum exhibited a much lower total REE concentration compared to phosphogypsum produced using the dihydrate process with sedimentary rock. Although the study does not explicitly state the rock origins, which is critical for understanding initial REE concentrations, a similar trend was seen with magmatic rocks where phosphogypsum found through the HDH process had lower REE concentrations as compared to the one that obtained from the dihydrate Prayon process [3]. Based on the data reported in Table 5, it can be hypothesized that phosphogypsum generated through the dihydrate (DH) process tends to have higher concentrations of REEs.
During the wet phosphoric acid production process, certain radioactive metals, particularly uranium (U), radium (Ra), and thorium (Th) show distinct distribution behaviors between the phosphoric acid product and phosphogypsum. Literature reports that an important part of uranium, typically more than 80-90%, ends up in the phosphoric acid product while the remaining 10-20% goes to phosphogypsum [52]. However, the radioactivity index of PG can be significantly elevated with respect to natural gypsum. In some cases, the concentrations of radium and thorium may reach 10 to 100 times higher than conventional building materials such as concrete or natural gypsum [3]. The concentrations of the radioactive elements in phosphogypsum are largely depended on the type of phosphate rock used during WPA production and the chemical treatment methods used (Table 6). Because of the presence of radioactive elements and toxic metals such as cadmium, phosphogypsum is classified as hazardous waste and considered as a threat for the environment and aquatic life.
4. Review of Existing Research on REE Recovery from Phosphogypsum
A lot of research has been conducted on the recovery of rare earth elements (REEs) from phosphogypsum. Various approaches have been adopted to extract REEs from phosphogypsum waste, which can be broadly classified into four main categories:
- Hydrometallurgical methods
- Solvometallurigical methods
- Supercritical CO2 extraction
- Hydrothermal methods
- Pyrometallurgical methods
Each of these four categories is further subdivided into several methods. For example, hydrometallurgical methods such as mineral acid leaching which involves the dissolution of phosphogypsum in different strong or weak acids. Once the leachate is obtained, REEs can be separated through ion-exchange, solvent extraction, or direct precipitation. Phosphogypsum conversion, on the other hand, refers to the carbonation of phosphogypsum using reagents such as ammonium carbonate, potassium carbonate, or similar salts. This process converts phosphogypsum into products like ammonium sulfate, with side products primarily holding REEs and calcium carbonate. The side product is then dissolved in a strong acid to leach REEs, followed by standard recovery techniques from the leachate.
Another hydrometallurgical approach is bioleaching where bio lixiviants are used to selectively leach REEs from phosphogypsum, instead of acids or basic salts. Bioleaching is preferable to conventional hydrometallurgy because of its lower cost and greater eco-friendliness; however, it has a slower reaction rate and longer operation time. On the other hand, Resin in leach or resin in pulp is an alternative technique used to recover REEs from phosphogypsum which is a combined process of simultaneous leaching and REE separation, reducing the need for an added REE separation step. Finally, some researchers have used subcritical water extraction at elevated temperatures and pressures to release REEs during the recrystallization phase, thereby enhancing the overall recovery yield.
On the other hand, Solvo-metallurgical methods are also used for the recovery of REEs from phosphogypsum where organic solvents such as DEHPA, Cynax, or TBP, or combinations of these solvents, to directly extract metals from phosphogypsum. When solvo-metallurgical methods are applied in the presence of CO2, the mobility of these organic solvents within the crystal matrix of phosphogypsum is enhanced, reducing the amount of solvent needed. This approach is categorized under SCFE (Supercritical Fluid Extraction) solvo-metallurgical methods. Hydrothermal treatment of phosphogypsum is relatively a new technique which also involves the recrystallization of phosphogypsum to release the REEs in solution under elevated temperature and pressure and simultaneous leaching under the attack on an acid. Pyrometallurgical methods are also employed, where phosphogypsum is converted into CaS and SO2 gas, followed by the further conversion of CaS to calcium carbonate and the recovery of REEs. The overall methods adopted so far for the extraction of REEs from phosphogypsum are summarized in Figure 14 below:
4.1. Hydrometallurgical methods
Hydrometallurgy involves the use of aqueous chemistry for the recovery of metals from ores, concentrates, and recycled or residual materials. This process is used in extraction of less electro positive or less reactive metals like gold and silver. Recently, hydrometallurgy was preferred over pyrometallurgical process since it is considered environmentally friendly since it is more energy efficient. Hydrometallurgy is typically divided into three general areas:
- ■
- Leaching (Dissolution)
- ■
- Purification and Concentration
- ■
- Metal Recovery (Precipitation or Electrowinning)
4.1.1. Mineral Acid Leaching
Leaching involves the use of aqueous solutions, which is brought into contact with a material holding a valuable metal; the solution may be acidic or basic. In the leaching process, oxidation potential, temperature, and pH of the solution are important parameters, and are often manipulated to optimize dissolution of the desired metal part into the aqueous phase. Mineral acid leaching is one of the most widely used methods for the extraction of rare earth metals from phosphogypsum.
Sulfuric acid is the most common mineral acid used for the leaching of rare earth elements from phosphogypsum due to its easy availability and cost-effectiveness compared to other mineral acids. However, due to excess of sulphate ions in the reaction mixture it promotes the recrystallization of calcium as calcium sulphate at higher acid concentrations and at increased temperatures. This phenomenon occurs due to the common ion effect and the low solubility of calcium sulphate under such conditions, hindering the dissolution process and reducing the extraction efficiency.
To address these challenges, several studies have been conducted to investigate different operating conditions aimed at enhancing the extraction of REEs while minimizing the dissolution of unwanted impurities. Adjustments to acid concentration, temperature control, optimization of liquid-to-solid ratios, careful management of dissolution time, and the strategic use of additives have all been explored to improve the overall efficiency and selectivity of the mineral acid leaching process.
In a pilot scale study, the hemihydrate and dihydrate types of PG have been evaluated for the recovery of rare earth elements (REEs). The PG is produced through hemihydrate method, leaching is performed using diluted sulfuric acid at temperatures below 10°C, leading to a high REE recovery rate of about 80%. On the other hand, the dihydrate method evaluated at higher temperatures, typically between 50°C and 60°C, and at higher sulfuric acid concentration ranging from 10% to 15%, resulted in a lower REE recovery rate of approximately 52%. A significant advantage of the dihydrate process is the possibility of recrystallizing the leached phosphogypsum into anhydrite, which can be used as a raw material for cement production. Further process optimization in both methods often involves steps such as filtration, crystallization, and calcination to ensure efficient separation of valuable materials from waste streams [53].
In a separate study, the use of mechano-activation to enhance REE solubility from phosphogypsum has been explored. Mechano-activation is conducted using a centrifugal ball mill under various conditions, including activation in air, in water suspensions, and in diluted hydrochloric and sulfuric acid solutions. Results show that activation in air significantly increases the solubility of phosphogypsum and facilitates the leaching of REEs into acid solutions. On the other hand, activation in water suspensions appears to reduce overall solubility but enriches the concentration of REEs in the dissolved fractions. When activated in acid suspensions, varying results are seen: activation in diluted hydrochloric acid leads to a slight increase in REE concentrations, while activation in sulfuric acid does not show a significant impact on REE recovery. The findings highlight that water-activated phosphogypsum samples treated later with 7% sulfuric acid show technological potential due to the enhanced enrichment of REEs in the resulting leachate [54].
Low-concentration sulfuric acid treatment, using around 4 wt.% acid at room temperature, has also shown effectiveness in removing impurities such as fluorides and phosphates from phosphogypsum. This approach achieves high extraction efficiencies, with complete recovery of thorium, fluorine, sodium, and phosphorus, while uranium recovery reaches up to 93.1%. In addition to purifying the phosphogypsum for potential use in cement manufacturing, this method also enables the concurrent recovery of rare earth elements (REEs) [55].
Laboratory-scale studies conducted at the Wizow Chemical Plant in Poland have shown REE recovery through a sulfuric acid leaching and crystallization strategy. The phosphogypsum is leached with 15% sulfuric acid extracted a rare earth concentrate with up to 25% lanthanide oxides. Following the leaching step, recrystallization transforms the remaining gypsum into anhydrite, which can be used as a high-quality construction material. Despite the encouraging results in terms of recovery and material valorization, the economic feasibility of the process is still a significant consideration, given the high initial investment costs associated with scaling up, although the ecological benefits are large [56].
Further investigations into the extraction of rare earth elements (REEs) from phosphoric acid, phosphoric acid sludge (PAS), and phosphogypsum emphasize the economic potential of recovering valuable metals from phosphate processing streams. Ion exchange resins have proven effective for REE extraction from phosphoric acid, offering a viable route for recovery. Additionally, digestion of phosphogypsum with concentrated sulfuric and phosphoric acids, followed by solvent extraction, enables selective recovery of REEs, with heavy rare earth elements (HREEs) dominating the recovered fractions. Critical REEs account for about 45% of the total recovered metals, underscoring their strategic importance. Comparative studies show that nitric acid leaching of PAS achieves greater efficiency (58%) compared to sulfuric acid leaching (49%) [57].
In another study, a two-step sulfuric acid leaching approach was applied to Tunisian phosphogypsum, showing substantial REE enrichment. The process involved washing and grinding the phosphogypsum, followed by sequential leaching at 60°C. This first leaching step increased the REE concentration in the solid residue by 52%. The later leaching phase dissolved REEs into the acid solution with a 50% dissolution rate. The final crystallized product, consisting of anhydrite and monazite, achieved a total REE enrichment of 86%, confirming the potential of this method for both purification of phosphogypsum and effective recovery of rare earth elements [58].
- Effect of Leaching Parameters on REE Leaching efficiency
When it comes to metals leaching, sulfuric acid is the first choice among researchers because of its easy availability, ease of handling and lower cost as compared to nitric acid and hydrochloric acid. However, the hydrometallurgical extraction of REEs from PG depends on the number of important factors such as type and concentration of acid, leaching temperature, solid to liquid ratio, contact time and the presence of other chemicals which could help in the release of REEs during the leaching phase.
- Acid type and Concentration
A recent study showed that 25 g/l sulfuric acid concentration is best to leach up to 65 % REEs [59]. In contrast, another recent study showed that it was possible to extract 92 % REE employing 2 M H2SO4, using undried, finely ground particles (≤200 µm), and maintaining a temperature of 60 ◦C [60]. Apart from sulfuric acid, nitric acid and hydrochloric acid also showed good REE leaching efficiencies [61]. The higher leaching efficiency of these acids could be linked to the PG solubility and complexation behavior of REEs with these acids, particularly cerium complex with HCl. On the other hand, nitric acid has strong oxidizing properties which could also lead to the increased REE dissolution. Another factor could be the fast kinetics of these acids over sulfuric acid helping in higher REEs leaching efficiency. However, higher leaching efficiencies obtained through nitric acid and hydrochloric come with the drawback of contaminated leachate, contaminated with other metal ions, so lowering REE selectivity and increasing downstream operation steps thus increasing overall cost of the process.
- Particle Size
To increase the metals extraction efficiency, the requirement to completely dissolve PG in acid solution is still questionable among the researchers and a mixed observation is found throughout the literature review. Some studies insisted that it is mandatory to destroy the PG matrix to release the rare earth elements as they believe that the REEs are present in PG as isomorphous Ca2+ substitutions as well as separate oxides and sulphate phases blocked inside PG crystal lattice. In a test conducted in Sverdlovsk region, Russia, they combined the grinding of phosphogypsum along with ultrasonic treatment to avoid the agglomeration of fine particles to see its effect on the leaching efficiency of phosphogypsum. However, the experiment does not effectively show the effect of grinding since the tests are performed with varying sulfuric acid concentrations, so putting in doubt the increased leaching efficiency is due to increased acid concentration or due to the grinding and ultrasonic effect [62]. Whereas other studies oppose the idea of complete PG dissolution and support their observation with higher extraction efficiencies obtained without complete dissolution of PG [59,60].
- Leaching Temperature
Leaching temperature is a crucial factor for the extraction REEs from PG. Studies showed that higher leaching temperature promotes the release of REEs in the solution. However, increasing the temperature to enhance REEs leaching can only be done to a certain extent. This is because of the different solubility behavior of PG in water and in mineral acids. This behavior limits the increase in temperature up to certain point. In a recent study the researcher analyzed the PG solubility at different acid concentration at different leaching temperature. It was found that leaching at 45 °C with 2.5 M HCl and a 29.8 mL/g L/S ratio resulted in the high dissolution of PG, this could be associated with the transformation of calcium sulphate hydrates to soluble salt, CaCl2 with a solubility of 1280 g/l. Similarly, in the HNO3 system, leaching at 85 °C with 2.1 M HNO3 and 27.7 mL/g liquid-to-solid ratio also resulted in the high dissolution of PG, which could be linked to the generation of highly soluble salt, Ca (NO3)2 with a solubility of 3580 g/L. In the H2SO4 system, the dissolution rate of PG is significantly lower. The solid residue after leaching at 85 °C with 1.3 M H2SO4 and 30 mL/g liquid-to-solid ratio is anhydrite (CaSO4, S = 2.34 g/L), which is sparingly soluble and precipitates residue [61].
- Solid to Liquid ratio
Solid to liquid ratio is another key parameter for increasing the extraction efficiency of REEs from PG. A recent study employed Plackett–Burman design (PBD) method to screen the main influencing factor for the recovery of REEs from phosphogypsum and it was found that increasing solid to liquid ratio from 1/3 to 1/9 increased the extraction efficiency from 30 % to 83 %. However, during this change of solid to liquid ratio other parameters are also changed such as acid concentration and leaching temperature which could also have profound influence on the leaching efficiency putting this claim under doubt [63]. However, from technological point of view, increasing too much the solid to liquid ratio makes the overall process unfeasible to scale since larger volumes means larger equipment sizes, increased liquid waste and increased number of steps to concentrate the REEs rich solution keeping in mind that the concentration of REEs in PG is significantly lower. All these factors will increase the cost capital as well as the operating cost of the plant.
- Leaching kinetics
REE Leaching kinetics is faster and equilibrium reaches typically within an hour thus making leaching time less important as compared to other factors mentioned above. However, there are contradicting references in literature about leaching kinetics, a study carried out in Egypt where they leached Egyptian low-P2O5 PG with hydrochloric, nitric, and sulfuric acid, and found that leaching with nitric and hydrochloric reached completion within 2 hours, but REE continued leaching with sulfuric acid for up to 8 hours [64,65]. On the other hand, another research presented that with 0.5 M H2SO4 and with 3 M HNO3, leaching was ≈ 90% complete within 2 hours [66]. In a recent study it is reported that 87.5 % REEs leaching with 3.3 M HNO3 achieved within 20 minutes time [63].
Table 7 shows the operating conditions and leaching efficiency of REEs using different acid types and concentration.
Based on the compiled data, sulfuric acid (H₂SO₄) appears as the most widely used leaching agent for REEs from phosphogypsum. The highest reported leaching efficiency with H₂SO₄ is 92%, achieved at 60 °C using 2 M concentration, a solid-to-liquid (S/L) ratio of 0.125, and a contact time of 4 hours. Another notable efficiency (86%) was recorded with 0.5 M H₂SO₄ at 25 °C, S/L ratio 0.05, and 8 hours of leaching. For nitric acid (HNO₃), the best condition yielded an 87.55% recovery at 75 °C using 3.3 M HNO₃, S/L ratio of 0.111, and 20 minutes of contact time. Additionally, 2.1 M HNO₃ at 85 °C resulted in 83.5% Y, 77.8% Dy, and 7.6% Nd extraction. On the other hand, 2.5 M HCl at 45 °C with a low S/L ratio of 0.033 and just 20 minutes contact time achieved 98.5% Y, 94.6% Nd, and 86.1% Dy leaching efficiency. These results highlight that higher acid concentrations, elevated temperatures, and lower S/L ratios enhance REE extraction from phosphogypsum, with HCl delivering the most efficient recovery in the shortest time for selected elements.
4.1.2. Phosphogypsum Conversion
During the conversion of phosphogypsum to ammonium sulfate using the Merseburg ammonium carbonation process, researchers analyzed samples from industrial-scale phosphoric acid plants to track the behavior of radionuclides such as U-238, Ra-226, Pb-210, and Po-210. The results revealed that these radio nuclides stay in the by-product calcium carbonate rather than transferring to the ammonium sulfate. This shows that the process effectively lowers the radioactive content in the final fertilizer product. For example, in Indonesian phosphogypsum samples, the activity of Ra-226 was recorded at 730 Bq/kg in the calcium carbonate compared to only 9 Bq/kg in the ammonium sulfate. These findings support the feasibility of the Merseburg process as a method to mitigate the environmental impact of phosphogypsum while simultaneously producing a valuable fertilizer [74].
In another study, the production of potassium sulfate (K₂SO₄) from phosphogypsum and potassium carbonate (K₂CO₃) was evaluated. The research compared the reactivity of phosphogypsum with two types of synthetic gypsum, focusing on reaction efficiency under various temperatures and concentrations. Optimal conversion was achieved at 80°C using exact stoichiometric proportions of phosphogypsum and potassium carbonate, with a largest K₂SO₄ solubility of 1.2 mol/L after 1.5 hours of reaction time. The experiments showed that phosphogypsum was more reactive than synthetic gypsum, leading to complete conversion into potassium sulfate and calcite, while synthetic gypsum produced slower reactions and unwanted by-products. These findings highlight the efficiency and industrial potential of the process for reducing phosphogypsum waste while generating valuable products like K₂SO₄ and calcite [75].
Another study explored the impact of residual sulfuric and phosphoric acids on the conversion of phosphogypsum waste into calcium carbonate, aiming to enhance the efficiency of phosphogypsum processing by removing acidic impurities that hinder its chemical reactivity. Researchers conducted experiments using dump phosphogypsum from Phosagro, Volkhov, which was washed in a jacketed glass HEL mono-reactor at 70°C under constant stirring at 200 rpm. This washing process successfully removed approximately 22% of impurities, including sulfuric and phosphoric acids. Subsequent conversion reactions were carried out using sodium carbonate (Na₂CO₃), potassium carbonate (K₂CO₃), and ammonium carbonate ((NH₄)₂CO₃), resulting in calcium carbonate yields of 70.6% and 65.0% for sodium and potassium carbonate reactions, respectively. The study concluded that washing phosphogypsum significantly improves its reactivity and enhances the yield of calcium carbonate, making it a more workable material for construction and paper industries.
Additionally, the study calculated the change in Gibbs free energy for reactions using Na₂CO₃, K₂CO₃, and (NH₄)₂CO₃. The results showed that reactions with Na₂CO₃ and K₂CO₃ are thermodynamically favorable under normal conditions without the need for elevated heat or pressure, showing Gibbs free energy changes of –37 kJ/mol and –58 kJ/mol, respectively. In contrast, the reaction with (NH₄)₂CO₃ was less favorable, with a positive Gibbs energy change of 166.7 kJ/mol, suggesting a lower probability of calcium carbonate formation. Enthalpy changes further revealed that reactions with Na₂CO₃ and K₂CO₃ are exothermic, releasing heat, while the reaction with (NH₄)₂CO₃ is endothermic and requires other energy input. The study suggests that further investigation is needed to improve the conditions for reactions with (NH₄)₂CO₃ to enhance its efficiency [76].
4.1.3. Bioleaching
Bioleaching fundamentally differs from conventional hydrometallurgical processes, which typically use strong acids or bases to extract metals from solid matrices. In one experiment, the REE recovery efficiency of a bio-lixiviant was compared with that of mineral acids by evaluating the leaching performance of phosphoric acid, sulfuric acid, commercial gluconic acid, and a bio-lixiviant produced by the bacterium Gluconobacter oxydans. The bio-lixiviant had a pH of 2.1 and held 220 mM gluconic acid. Leaching experiments were performed at a 2% pulp density (20 mg solid per 1 mL lixiviant) at 25°C for 24 hours with shaking at 150 rpm. The results showed that sulfuric acid was the most effective leaching agent, achieving up to 93.7% extraction of cerium, while phosphoric acid was the least effective, with only 5% cerium extraction. The bio-lixiviant showed better performance as compared to commercial gluconic acid in all cases, with the greatest difference seen for europium, where the bio-lixiviant achieved an added 18.8% extraction. [77].
Another study further explored the recovery of rare earth elements (REEs) from phosphogypsum (PG) waste using a novel bio-lixiviant produced by Gluconobacter oxydans. This study detailed the design of a pilot plant capable of producing the bio-lixiviant through fermentation, using it for REE leaching from PG, and recovering the REEs in oxide form through crystallization, filtration, and high-temperature decomposition. Despite the innovative approach, economic analysis revealed that the process is currently unprofitable, with a negative internal rate of return (IRR) after 15 years and a negative net present value (NPV) as evaluated through process scale-up simulation [78].
4.1.4. Resin in leach
The resin-in-leach (RIL) method is an evolving hydrometallurgical technique designed for the selective recovery of rare earth elements (REEs) from complex matrices such as phosphogypsum (PG). This process involves the use of ion exchange resins which are directly added to the acidic leaching medium that has PG. In this way the process enables the simultaneous dissolution of REEs and their immediate capture by the resin. The integrated strategy could reduce the loss of REEs, minimize impurity interference, and simplify later separation processes. The RIL approach is particularly helpful for low-grade materials like PG, where achieving efficient and selective recovery is essential for both economic viability and environmental sustainability.
The research conducted by S. Al-Thyabat and P. Zhang focused on the extraction of rare earth elements (REEs) from phosphoric acid, phosphoric acid sludge (PAS), and phosphogypsum (PG) using ion exchange resin and solvent extraction techniques. Phosphoric acid samples were treated with ion exchange resin at varying temperatures (10–82°C) and resin dosages (3–7 kg/t), achieving extraction efficiencies of up to 65%. For PG, a mixture of concentrated sulfuric acid and recycled phosphoric acid was employed, followed by solvent extraction using DEHPA, reaching a maximum extraction efficiency of 59% after three stages. The study highlighted that heavy rare earth elements (HREEs) represented over 70% of the REEs in phosphoric acid, while critical REEs (CREEs) accounted for 45%. It was concluded that both temperature and resin dosage significantly affected extraction efficiency, with higher values improving the results [57].
The research conducted by Ural Federal University (UrFU) and VTT focused on developing industrial technologies for extracting rare earth elements (REEs) and scandium from phosphogypsum and uranium in-situ leach (ISL) solutions. The study combined solvent extraction with advanced ion exchange methodologies in a pilot facility capable of treating 5 m³ of solution per hour. Leaching-absorption processes were supported by multicomponent solution modeling using VTT’s ChemSheet/Balas program. In the experiments, 45 tons of solids were processed, yielding 100 kg of REE concentrate. Additionally, a mini-pilot plant was used to recover scandium oxide and REE concentrates from uranium ISL solutions, achieving concentrations with 99% purity for both scandium oxide and REEs. The study found that the best conditions for REE extraction involved using macroporous sulfonated resins with a divinylbenzene (DVB) content of over 12%, which resulted in an extraction efficiency of 32.8% for REEs and 30-40% for scandium. Desorption using ammonium sulfate solution was effective, with a recommended concentration of 300 g/dm³ and a feed rate of five volumes per hour. The overall extraction efficiency for REEs was 32.8%, with scandium extraction varying between 30-40% [79].
Another research investigated the potential of extracting rare earth elements (REEs) from phosphogypsum (PG) using Resin-in-Leach (RIL) technology. The method involved batch contacting PG with sulfuric acid and a strong acid cation exchange resin (Purolite C150TLH) at varying acid concentrations and ratios. The optimal conditions were found to be a sulfuric acid concentration of 10 g/L and an acid-to-PG ratio of 4:1. The tests showed that REE recovery efficiency varied significantly depending on the source of PG, with extraction efficiencies ranging from 15% to 80%. Despite the variability, the study concluded that RIL technology could be economically favorable, especially considering the mixed REE oxide product price of over $21/kg, even with overall REE recovery as low as 15% [80].
A separate study explored the use of a combination of mechanical grinding, ultrasonic impact, and resin-in-pulp (RIP) processes to enhance the leaching efficiency of rare earth elements (REEs) from phosphogypsum. The experiments involved treating 40g samples of phosphogypsum with 300mL of sulfuric acid solutions at concentrations ranging from 5 to 30g/L. Mechanical grinding was applied at 3000 rpm for 2 hours, followed by ultrasonic treatment at 50W power for 2 hours, and the addition of 40cm³ of cation exchange resin. The results showed that this combined treatment significantly increased REE recovery from 15-17% to over 70%. Additionally, the study has shown that the treated phosphogypsum could be used as a raw material for cement production, thus enhancing the economic feasibility of the process [62].
Another study systematically investigated the selection of resin, leaching agent, and eluent to improve the recovery process. The experiments employed four different lixiviants H₂SO₄, HCl, and H₃PO₄ at varying concentrations. Using a chelating resin allowed for a low H₂SO₄ concentration (1 g/L) in the resin-in-leach (RIL) process, achieving a rare earth element (REE) loading of 19.2 g (REE)/kg (resin) and up to 20% purity after four stages. In contrast, strong acid resins reached only 3% purity. The study concluded that breaking the phosphogypsum (PG) structure or adsorbing calcium via the resin was unnecessary for enhancing REE recovery. For elusion, saturated sodium chloride solutions were effective for strong cation exchangers, while EDTA or concentrated hydrochloric acid was needed for the chelating resin. Overall extraction efficiency depended on the resin and leaching agent combination, with the chelating resin showing superior performance [81].
Another study investigated enhancing the recovery efficiency of rare earth metals (REEs) from technological solutions generated during apatite raw material processing, particularly phosphogypsum, which has light REEs such as praseodymium, neodymium, and samarium. The researchers employed an ion exchange method using the AN-31 anion exchanger to extract REEs from sulfate solutions. Experiments were conducted under static conditions with a liquid-to-solid ratio of 1:1, a pH of 2, and a temperature of 298 K. Initial REE concentrations in the solutions varied from 0.83 to 226.31 mmol/kg. The study showed that under such conditions it was possible to recover 59.7% for praseodymium at pH 2 and 52.8% for samarium at pH 4. The ion exchange equilibrium constants were determined to be 1.84 for praseodymium, 1.66 for neodymium, and 2.32 for samarium, with corresponding Gibbs free energy changes of −1507.16, −1259.15, and −2082.96 J/mol, respectively. The total sorbent capacity reached 0.67 mol/kg for praseodymium, 0.68 mol/kg for neodymium, and 0.71 mol/kg for samarium. The study showed that the AN-31 anion exchanger effectively recovers a mixture of light REEs from sulfate solutions, showing an average ion exchange equilibrium constant of 1.94 and a total sorbent capacity of 0.6853 mol/kg [82].
Another study examined the extraction and purification of rare earth elements (REEs) from phosphogypsum waste using a resin-in-leach (RIL) process followed by batch elusion. The researchers utilized Purolite S940 resin in a diluted sulfuric acid solution across multiple consecutive RIL cycles, achieving a maximum REE loading of 0.92 equiv./kg and a calcium-REE purity exceeding 70% after seven cycles. The loaded resin was later treated in a packed bed column with a two-step elution procedure: calcium was first removed using 0.06 M HCl, followed by REE elution with biodegradable chelating agents, including N,N-dicarboxymethyl glutamic acid (GLDA) and methylglycinediacetic acid (MGDA). Results demonstrated that both MGDA and GLDA effectively eluted REEs, with MGDA yielding a high-purity REE fraction of up to 99.01%. The study concludes that the RIL process, combined with biodegradable chelating agents, offers a promising approach for REE recovery from phosphogypsum waste [83]. Table 8 shows the operating conditions and leaching eff. of REEs using RIL process.
Resin in leach method is a unique technique for the simultaneous extraction and loading of REEs on either chelating of strong acidic cation resins. The idea is to integrate the two separate processes to reduce capital and operational costs while also reducing the requirement of very concentrated acid solutions. However, the process comes with various limitations such as High concentrations of calcium, iron, aluminum, and other metal ions compete with REEs for binding sites on the resin. On the other hand, Extraction efficiency varies widely depending on the origin and composition of PG (e.g., 15% to 80%). In addition, many resins require a narrow pH range or specific acid concentration to be effective (e.g., chelating resins work well at low H₂SO₄ concentrations but require strong eluents for desorption) while resins like Purolite S940 have moderate REE capacity and require multiple cycles for meaningful recovery. Nevertheless, most of the processes reported in literature have a very long contact time which is already not feasible for an industrial scale process, except one study from 2018 which showed 2 h contact time with a variable REEs leaching efficiency of 15-70 % while using Purolite C160 and 10-20 g/l sulfuric acid solution with a Resin/PG/Acid ratio of 4:30:4.
In general, chelating resins (e.g., Purolite S940 or similar) prove the best selectivity and REE loading performance, particularly under optimized RIL conditions and low acid concentrations. However, their effectiveness is offset by complex elution requirements and the need for multiple processing cycles. For practical and scalable extraction, macroporous SAC resins (with DVB >12%) offer a compromise between efficiency and industrial applicability, though their selectivity is lower. Table 9 shows the type of resins with their advantages and limitations in terms of REEs extraction.
4.2. Solvo-Metallurgical Leaching
Solvo-metallurgical methods offer an alternative approach for extracting rare earth elements (REEs) using organic solvents instead of mineral acids. A recent study investigated the treatment of phosphogypsum (PG) waste to reduce concentrations of harmful radionuclides and recover REEs, focusing on a leaching process with organic extractants, specifically tributyl phosphate (TBP) and trioctylphosphine oxide (TOPO) in kerosene. The experiments systematically evaluated four key parameters: contact time (2 hours proving optimal), TBP concentration (0.5 M most effective), liquid-to-solid ratio (1:1 ideal), and temperature (55°C yielding best results). Under these optimized conditions, the process achieved radionuclide removal efficiencies of 71.1% for Ra-226, 76.4% for Pb-210, 62.4% for U-238, and 75.7% for K-40, alongside a 69.8% REE extraction efficiency. These findings show that TBP-kerosene systems provide both an effective and economical method for PG waste decontamination, significantly enhancing its safety profile for industrial applications [84].
4.3. Super Critical Fluidic Extraction
Supercritical fluid extraction is widely employed for metal and compound separation, but its application in converting phosphogypsum (PG) into value-added products like calcium carbonate (CaCO₃) and rare earth elements (REEs) using supercritical carbon dioxide (sc-CO₂) is a novel approach. This study aimed to optimize the conversion process for both efficiency and environmental sustainability. Experiments were conducted at 33°C and 50 atm pressure with a solid-to-liquid (S: L) ratio of 1:3, employing a CO₂ flow rate of 700-1100 g/min. Remarkably, an 86.67% conversion rate was achieved within just 10 minutes. Parameter analysis revealed the S:L ratio as the most critical factor, with the process yielding finely dispersed CaCO₃ and a Na₂SO₄ solution. ICP-MS analysis of the PG feedstock showed a total REE content of 888.4 ppm. However, the conversion process proved limited effectiveness for REE recovery, as most rare earths remained trapped in unreacted CaSO₄. These findings highlight the technique's strong potential for PG valorization into industrial minerals, while showing the need for further research to address REE extraction challenges under SC-CO₂ conditions [85].
In another recent study researchers used supercritical fluid extraction (SCFE) for recovering rare earth elements (REEs), thorium (Th), and uranium (U) from monazite concentrate (MC) and phosphogypsum using carbon dioxide while using tributyl phosphate (TBP) and di-(2-ethylhexyl) phosphoric acid (D2EHPA) as solvent. At first, they converted phosphates to oxides by microwave-assisted treatment with Na₂CO₃, followed by SCFE using supercritical CO₂ having TBP and D2EHPA. This approach achieved up to 50% REE extraction efficiency, though Th and U remained predominantly in the solid phase. In PG treatment, samples were acid-leached with 2 M HNO₃ prior to SCFE, yielding 93.55% REE extraction efficiency with TBP and 88.90% with D2EHPA (Table 10) [86].
The study explains SCFE's potential as an effective recovery method for REEs, Th, and U from both MC and PG, with particularly high extraction efficiencies for REEs from acid-pretreated PG. These findings highlight that SCFE's has potential for valorizing industrial byproducts while addressing critical material supply challenges.
4.4. Hydrothermal Treatment of Phosphogypsum
Hydrothermal treatment involves leaching rare earth elements (REEs) from phosphogypsum (PG) at elevated temperatures or under subcritical water conditions. A study by Yahorava et al. explored an innovative hydrothermal method to enhance REE recovery from PG waste. The research emphasized the variability of PG from different sources, which influences both REE recovery rates and the physical properties of the material. Recognizing that REEs are often encapsulated within the PG matrix, the researchers used an autoclave setup to perform controlled hydrothermal treatments. The Experiments are carried out at a temperature ranging from 80 °C to 150 °C, agitation speeds between 300 and 500 rpm, and a pulp density of 10–18% (m/m). The results showed a significant improvement in REE extraction efficiency, up to 80% under optimized conditions. It was found that increase in the temperature and higher mixing rates enhance the leaching efficiency. ON the other hand, the leaching after hydrothermal treatment further boosted the overall REE extraction, achieving nearly complete recovery from the PG samples [87].
In a separate study, the subcritical water extraction (SWE) method is used for the recovery of rare earth elements from phosphogypsum. The researchers used hydrochloric acid (HCl), nitric acid (HNO₃), and sulfuric acid (H₂SO₄) as leaching agents and saw the effects of acid concentration, solid-to-liquid (S/L) ratio, and temperature on rare earth leaching efficiency. The experiments were conducted with 0.1 mol/L HCl, 0.1 mol/L HNO₃, and 0.05 mol/L H₂SO₄, using a solid to liquid ratio of 20 g/L at 100°C and at a pressure of 10 kg/cm² for 5 minutes. Under these conditions, leaching efficiencies with HCl were 66.67% for Y, 55.28% for La, 52.99% for Ce, and 49.93% for Nd; with HNO₃, efficiencies improved slightly; and with H₂SO₄, efficiencies were significantly lower as shown in Table 11 [88].
4.5. Thermal Decomposition of Phosphogypsum
Thermal decomposition is another promising technique for transforming phosphogypsum (PG) into useful products while enabling the recovery of rare earth elements (REEs). This method involves treating PG at very high temperatures under reducing conditions. In a laboratory study, researchers investigated the behavior of selected REEs during the thermal conversion of PG into calcium sulfide (CaS), followed by the formation of calcium carbonate (CaCO₃) and sulfur (S). The experimental setup included thermal reduction of PG at 1100°C for 1 hour, after which the material was dissolved in water and reacted with H₂S and CO₂ gases (Table 12). Both microwave digestion and traditional acid leaching techniques were used to analyze the concentrations of REEs in raw PG, produced CaS, and the resulting residues. The study found that CO₂ was more effective than H₂S for the post-treatment, as fewer REEs were leached when H₂S was used. Most notably, a significant portion of the REEs remained concentrated in the residue after processing, showing that the residue could serve as a valuable secondary source for REE recovery [89].
5. Conclusions
One of the most crucial factors for the recovery of REEs from phosphogypsum is the origine of phosphate rock and the method of the production of phosphoric acids since these two factors affect the composition of the resultant phosphogypsum. As a result, when researchers work on phosphogypsum samples obtained from a specific phosphoric acid production plant leading to a process designed to work best only for that specific composition of phosphogypsum and it is not applicable to all kinds phosphogypsum wastes stacked worldwide. Therefore, it is necessary to develop a process equipped with all necessary pretreatment or preconcentration steps to make it feasible for various types of waste available around the globe. However, such added steps create the bottleneck because of the increased CAPEX and OPEX of the overall process limiting the process applicability at wider scale. Furthermore, many studies focus narrowly on REE recovery without addressing the parallel need to deal with toxic metal residue obtained after the extraction of REES to develop circular economic solutions.
5.1. Future Directions
There is no single straightforward method to overcome these limitations and to deal with the challenges associated with the selective recovery of REEs integrated with PG decontamination from heavy metals. However, in the era of artificial intelligence, it will be worth training AI models on a database of PG waste present all around the world segregated based on their origine (sedimentary, igneous etc.) and type of the process (hemi or dihydrate) along with the concentration of REEs, trace metals and radionuclide. This database can help scientists to design a robust and adoptive REEs recovery method and use AI models to optimize the various parameters such as temperature, S/L ration, acid type and concentration and leaching time. Consider the following steps to design a robust and adaptive method for PG decontamination and REE recovery:

- Open-Access Global PG Characterization Database: Collaboration of international institutes and industries is necessary to create a shared database having PG characterization data (REE, impurities, particle size, etc.). A research and industry platform to standard processes and help knowledge sharing for adapting REE recovery to various PG sources.
- Pretreatment protocol based on PG typology: Categorization of PG based on origin (igneous, sedimentary, weathered) and production process (dihydrate, hemihydrate, etc.), then create modular pretreatment protocols (e.g., washing, pH adjustment, thermal treatment, flotation). AI-assisted database matching PG type to develop more specific pretreatment recipes to maximize REE mobilization and impurity removal.
- Adaptive design for Resin-In-Leach Modules: Develop switchable resins/solvents (pH or ion-specific triggers) that adapt their affinity based on the PG composition, increasing selectivity across PG types.
- Co-Product Valorization for Circularity: To minimize treatment cost it will be beneficial to convert decontaminated PG residues into construction materials, agricultural additives, or fillers. Develop standards for safe reuse based on metal leachability and REE residue levels to turn waste into certified products, offsetting treatment costs.
- Utilize Machine Learning for Process Predictability: Apply machine learning models trained on datasets from various PG sources to predict best leaching, sorption, and precipitation conditions. A smart PG profiler tool that shows the ideal treatment path using real-time PG characterization data (XRF, ICP, pH, etc.).
- Modular Pilot Plant Concept for Flexible Scaling: Design a containerized pilot system with interchangeable modules for different steps (pretreatment, leaching, separation). Enables on-site testing and adaptation to local PG composition without building entirely new infrastructure.
- Techno-Economic and LCA Analysis: Techno-economic assessment (TEA) and life cycle analysis (LCA) must be included from the first design stage. A dynamic tool can be used to update environmental and cost indicators in real time as the process adopts different PG types or scales.
Author Contributions
Conceptualization F.K (Faizan khalil), writing F.K (Faizan khalil), supervision and final revision, F.P. (Francesca Pagnanelli) and E.M (Emanuela Moscardini), All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Conflicts of Interest
The authors declare no conflict of interest.
Abbreviations
The following abbreviations are used in this manuscript:
| PR | Phosphate Rock |
| PA | Phosphoric Acid |
| PG | Phosphogypsum |
| WPA | Wet phosphoric acid |
| REE | Rare earth elements |
| S | Sedimentary |
| M | Magmatic |
| NR | Not reported |
References
- U.S. Geological Survey, 2025, Mineral commodity summaries 2025 (ver. 1.2, March 2025): U.S. Geological Survey, 212 p. [CrossRef]
- Gilmour, R. (2013). Phosphoric Acid: Purification, Uses, Technology, and Economics (1st ed.). CRC Press. [CrossRef]
- Essaid Bilal, Hajar Bellefqih, Véronique Bourgier Phosphogypsum circular economy considerations: A critical review from more than 65 storage sites worldwide, Journal of Cleaner Production, Volume 414, 2023, 137561, ISSN 0959-6526. [CrossRef]
- Ben Abdelouahed, H., and N. Reguigui. "Radiotracer investigation of phosphoric acid and phosphatic fertilizers production process." Journal of Radioanalytical and Nuclear Chemistry 289.1 (2011): 103-111. [CrossRef]
- Klugh, B. G. "Thermal Production of Phosphoric Acid." Industrial & Engineering Chemistry 24.4 (1932): 371-374. [CrossRef]
- Leder, Frederic, et al. "New process for technical-grade phosphoric acid." Industrial & Engineering Chemistry Process Design and Development 24.3 (1985): 688-697. [CrossRef]
- Fertilizer Materials, Calcium Sulfate Transitions in Superphosphate Sven-Eric Dahlgren Journal of Agricultural and Food Chemistry 1960 8 (5), 411-412. [CrossRef]
- Sevim, Fatih & Sarac, Hanifi & Koca Kerim, Mehmet & Yartaşı, Ahmet. (2003). Dissolution Kinetics of Phosphate Ore in H 2 SO 4 Solutions. Industrial & Engineering Chemistry Research IND ENG CHEM RES. 42. 2052-2057. [CrossRef]
- Prayon processes for phosphoric acid production. Available online: https://www.prayon.com/en/processes/dihydrate/ (accessed on 2 May 2025).
- Balaram, V. (2019). Rare earth elements: A review of applications, occurrence, exploration, analysis, recycling, and environmental impact. Geoscience Frontiers, 10(4), 1285–1303. [CrossRef]
- Ramos, S. J., Dinali, G. S., Oliveira, C., Martins, G. C., Moreira, C. G., Siqueira, J. O., & Guilherme, L. R. G. (2016). Rare earth elements in the soil environment. Current Pollution Reports, 2(1), 28–50. [CrossRef]
- Available online: https://www.nsenergybusiness.com/projects/bayan-obo-rare-earth-mine/?cf-view (accessed on 8 April 2025).
- U.S. Geological Survey (USGS). (2023). Mineral commodity summaries: Rare earths. Available online: https://www.usgs.gov (accessed on 2 April 2025).
- Available online: https://www.congress.gov/crsproduct/IF11259#:~:text=During%20the%20early%202000s%2C%20the,(a%2041%25%20decline) (accessed on 15 May 2025).
- Kalantzakos, Sophia, 'Introduction: Rare Earths: A Crisis in the Making', China and the Geopolitics of Rare Earths (New York, 2018; online edn, Oxford Academic, 23 Nov. 2017). [CrossRef]
- Poul Emsbo, Patrick I. McLaughlin, George N. Breit, Edward A. du Bray, Alan E. Koenig,Rare earth elements in sedimentary phosphate deposits: Solution to the global REE crisis?,Gondwana Research,Volume 27, Issue 2,2015,Pages 776-785,ISSN 1342-937X. [CrossRef]
- Nugraheni R. D., Sunjaya D. and Burhannudinnur M. (2020). The enrichment mechanism of rare earth elements in weathered granitoids, tin placer and bauxite laterite. International Journal of Science and Technology Research, 9(3), 1506–1511.
- Verplanck P. L., Van Gosen B. S., Seal R. R. and McCafferty A. E. (2014). A Deposit Model for Carbonatite and Peralkaline Intrusion-Related Rare Earth Element Deposits. U.S. Geological Survey Scientific Investigations Report 2010–5070-J, p. 58. [CrossRef]
- Zhehan Weng, Simon M. Jowitt, Gavin M. Mudd, Nawshad Haque; A Detailed Assessment of Global Rare Earth Element Resources: Opportunities and Challenges. Economic Geology 2015;; 110 (8): 1925–1952. [CrossRef]
- Möller P. and Siebert C. (2016). Cycling of calcite and hydrous metal oxides and chemical changes of major element and REE chemistry in monomictic hardwater lake: impact on sedimentation. Chemie der Erde – Geochemistry, 76, 133–148. [CrossRef]
- Zhu W., Kennedy M., de Leer E. W. B., Zhou H. and Alaerts G. J. F. R. (1997). Distribution and modelling of rare earth elements in Chinese river sediments. Science of The Total Environment, 204(3), 233–243. [CrossRef]
- Akcil, Ata & Akhmadiyeva, Nazym & Abdulvaliyev, Rinat & Abhilash, Dr & Meshram, Pratima. (2018). Overview On Extraction and Separation of Rare Earth Elements from Red Mud: Focus on Scandium. Mineral Processing and Extractive Metallurgy Review. 39. 145-151. [CrossRef]
- R.S. Blissett, N. Smalley, N.A. Rowson, An investigation into six coal fly ashes from the United Kingdom and Poland to evaluate rare earth element content, Fuel, Volume 119, 2014, mPages 236-239, ISSN 0016-2361. [CrossRef]
- Cao, Shanshan & Zhou, Chang-Chun & Pan, Jinhe & Liu, Cheng & Tang, Mengcheng & Ji, Wanshun & Hu, Tingting & Zhang, Ningning. (2018). Study on Influence Factors of Leaching of Rare Earth Elements from Coal Fly Ash. Energy & Fuels. 32. [CrossRef]
- Keane E. (2009). Neodymium magnets provide key to understanding rare earth trends: seeking Alpha, June 23. Available online: http://seekingalpha.com/instablog/345817-eamon-keane/9675-neodymium-magnets-provide-key-to-understanding-rare-earth-trends (accessed on 10 May 2025).
- Rabe Kostka G. and Smith S.K (2017) China’s supply of critical raw materials: risks for Europe’s solar and wind industries? Energy Policy, 101, 692–699. [CrossRef]
- Quanyin Tan, Jinhui Li, Chapter 15 - Rare earth metal recovery from typical e-waste, Editor(s): Vannessa Goodship, Ab Stevels, Jaco Huisman, In Woodhead Publishing Series in Electronic and Optical Materials, Waste Electrical and Electronic Equipment (WEEE) Handbook (Second Edition), Woodhead Publishing, 2019, Pages 393-421, ISBN 9780081021583. [CrossRef]
- Peter M. Ihlen, Henrik Schiellerup, Håvard Gautneb, Øyvind Skår,Characterization of apatite resources in Norway and their REE potential — A review, Ore Geology Reviews, Volume 58,2014, Pages 126-147, ISSN 0169-1368. [CrossRef]
- P. Ptáček, ‘Phosphate Rocks’, Apatites and their Synthetic Analogues - Synthesis, Structure, Properties and Applications. InTech, Apr. 13, 2016. [CrossRef]
- Peir K. Pufahl, Lee A. Groat; Sedimentary and Igneous Phosphate Deposits: Formation and Exploration: An Invited Paper. Economic Geology 2017;; 112 (3): 483–516. [CrossRef]
- Brown, Paul W., and Brent Constantz. Hydroxyapatite and related materials. Vol. 368. Boca Raton, FL, USA: CRC press, 1994. [CrossRef]
- Minpeng Chen, Thomas E. Graedel, The potential for mining trace elements from phosphate rock, Journal of Cleaner Production, Volume 91, 2015, Pages 337-346, ISSN 0959-6526. [CrossRef]
- Rabah Kechiched, Rabah Laouar, Olivier Bruguier, Sihem Laouar-Salmi, Ouafi Ameur-Zaimeche, Atif Foufou, Preliminary Data of REE in Algerian Phosphorites: A Comparative Study and Paleo-redox Insights, Procedia Engineering, Volume 138, 2016, Pages 19-29, ISSN 1877-7058. [CrossRef]
- Matthew Valetich, Diana Zivak, Carl Spandler, Helen Degeling, Micaela Grigorescu,REE enrichment of phosphorites: An example of the Cambrian Georgina Basin of Australia, Chemical Geology, Volume 588,2022,120654,ISSN 0009-2541. [CrossRef]
- Li, Zhili, Xie, Zhihao, He, Dongsheng, Deng, Jie, Zhao, Hengqin and Li, Hongqiang. "Simultaneous leaching of rare earth elements and phosphorus from a Chinese phosphate ore using H3PO4 " Green Processing and Synthesis, vol. 10, no. 1, 2021, pp. 258-267. [CrossRef]
- El-Taher, Atef & Ashry, Ahmed & Ene, Antoaneta & Almeshari, Meshari & Zakaly, Hesham. (2023). Determination of phosphate rock mines signatures using XRF and ICP-MS elemental analysis techniques: radionuclides, oxides, rare earth, and trace elements. Romanian Reports in Physics. 75. 701.
- Sophie Decrée, Mikko Savolainen, Julien Mercadier, Vinciane Debaille, Stefan Höhn, Hartwig Frimmel, Jean-Marc Baele, Geochemical and spectroscopic investigation of apatite in the Siilinjärvi carbonatite complex: Keys to understanding apatite forming processes and assessing potential for rare earth elements, Applied Geochemistry, Volume 123, 2020, 104778, ISSN 0883-2927. [CrossRef]
- Decrée, S., Cawthorn, G., Deloule, E. et al. Unravelling the processes controlling apatite formation in the Phalaborwa Complex (South Africa) based on combined cathodoluminescence, LA-ICPMS and in-situ O and Sr isotope analyses. Contrib Mineral Petrol 175, 34 (2020). [CrossRef]
- Kalashnikov AO, Konopleva NG, Danilin KP. Rare earths of the Murmansk Region, NW Russia: Minerals, extraction technologies and value. Applied Earth Science. 2023;132(1):52-61. [CrossRef]
- Khelifi, Faten & Batool, Sadia & Kechiched, Rabah & Padoan, Elio & Ncibi, Kaouther & Hamed, Younes. (2024). Abundance, distribution, and ecological/environmental risks of critical rare earth elements (REE) in phosphate ore, soil, tailings, and sediments: application of spectroscopic fingerprinting. Journal of Soils and Sediments. [CrossRef]
- Khater, A.E.M., Galmed, M.A., Nasr, M.M. et al. Uranium and rare earth elements in Hazm El-Jalamid phosphate, Saudi Arabia: concentrations and geochemical patterns comparison. Environ Earth Sci 75, 1261 (2016). [CrossRef]
- Samrane, Kamal & Bouhaouss, Ahmed. (2022). CADMIUM IN PHOSPHOROUS FERTILIZERS: BALANCE AND TRENDS. Rasayan Journal of Chemistry. 15. 2022. [CrossRef]
- Minpeng Chen, Thomas E. Graedel, The potential for mining trace elements from phosphate rock, Journal of Cleaner Production, Volume 91, 2015, Pages 337-346, ISSN 0959-6526. [CrossRef]
- J.S. Preston, P.M. Cole, W.M. Craig, A.M. Feather, The recovery of rare earth oxides from a phosphoric acid by-product. Part 1: Leaching of rare earth values and recovery of a mixed rare earth oxide by solvent extraction, Hydrometallurgy, Volume 41, Issue 1, 1996, Pages 1-19, ISSN 0304-386X. [CrossRef]
- De Vreugd, C. H., G. J. Witkamp, and G. M. Van Rosmalen. "Growth of gypsum III. Influence and incorporation of lanthanide and chromium ions." Journal of crystal growth 144.1-2 (1994): 70-78. [CrossRef]
- Lokshin, E.P., Vershkova, Y.A., Vershkov, A.V. et al. Efficiency of Sulfuric Acid Leaching of Lanthanides in Relation to Quality of Phosphosemihydrate Obtained from Khibiny Apatite Concentrate. Russian Journal of Applied Chemistry 75, 1572–1576 (2002). [CrossRef]
- Lokshin, E.P., Tareeva, O.A. Activation of leaching of rare earth elements from phosphohemihydrate. Russ J Appl Chem 86, 1638–1642 (2013). [CrossRef]
- Lokshin, E.P., Tareeva, O.A. Specific features of sulfuric acid leaching-out of lanthanides from phosphohemihydrate. Russ J Appl Chem 81, 8–13 (2008). [CrossRef]
- Lokshin, E. & Tareeva, O.A (2007). Solubility of YF3, CeF3, PrF3, NdF3, and DyF3 in solutions containing sulfuric and phosphoric acids. Russian Journal of Inorganic Chemistry. 52. [CrossRef]
- Koopman, C.; Witkamp, G.J.; VAN Rosmalen, G.M. Removal of Heavy Metals and Lanthanides from Industrial Phosphoric Acid Process Liquors. Sep. Sci. Technol. 1999, 34, 2997–3008. [CrossRef]
- Mahrou, A., Hakkar, M., Jouraiphy, R., Arhouni, F. E., Mazouz, H., Boukhair, A., & Fahad, M. (2021). Rare earth elements distribution during phosphoric acid production. Mining, Metallurgy & Exploration, 39(1), 161-167. [CrossRef]
- INTERNATIONAL ATOMIC ENERGY AGENCY, Recovery of Uranium from Phosphate Ores, IAEA-TECDOC-2086, IAEA, Vienna (2025). [CrossRef]
- Jarosiński, J. Kowalczyk, Cz. Mazanek, Development of the Polish wasteless technology of apatite phosphogypsum utilization with recovery of rare earths, Journal of Alloys and Compounds, Volume 200, Issues 1–2, 1993, Pages 147-150, ISSN 0925-8388. [CrossRef]
- D. Todorovsky, A. Terziev, M. Milanova, Influence of mechanoactivation on rare earths leaching from phosphogypsum, Hydrometallurgy, Volume 45, Issues 1–2, 1997, Pages 13-19, ISSN 0304-386X.
- Lokshin, E.P., Tareeva, O.A. & Elizarova, I.R. On integrated processing of phosphogypsum. Russ J Appl Chem 86, 463–468 (2013). [CrossRef]
- Kulczycka, Joanna & Kowalski, Zygmunt & Smol, Marzena & Wirth, Herbert. (2016). Evaluation of the recovery of Rare Earth Elements (REE) from phosphogypsum waste – case study of the WIZÓW Chemical Plant (Poland). Journal of Cleaner Production. 113. 345-354. [CrossRef]
- Al-Thyabat S, Zhang P. REE extraction from phosphoric acid, phosphoric acid sludge, and phosphogypsum. Mineral Processing and Extractive Metallurgy. 2015;124(3):143-150. [CrossRef]
- Ines Hammas-Nasri, Karima Horchani-Naifer, Mokhtar Férid, Donatella Barca, Rare earths concentration from phosphogypsum waste by two-step leaching method, International Journal of Mineral Processing, Volume 149, 2016, Pages 78-83, ISSN 0301-7516. [CrossRef]
- Wildenboer, R.A. and Sandenbergh, R.F. 2024 Extraction of Rare Earth Elements from Phalaborwa phosphogypsum. Journal of the Southern African Institute of Mining and Metallurgy, vol. 124, no.10 pp. 575–582. [CrossRef]
- Maina, L.; Kiegiel, K.; Samczy ´nski, Z.; Haneklaus, N.; Zakrzewska-Kołtuniewicz, G. Sulfuric Acid Leaching Recovery of Rare Earth Elements from Wizów’s Phosphogypsum in Poland. Sustainability 2024, 16, 9059. [CrossRef]
- Sicheng Li, Monu Malik, and Gisele Azimi Industrial & Engineering Chemistry Research 2022 61 (1), 102-114 Extraction of Rare Earth Elements from Phosphogypsum Using Mineral Acids: Process Development and Mechanistic Investigation. [CrossRef]
- V.N. Rychkov, E.V. Kirillov, S.V. Kirillov, V.S. Semenishchev, G.M. Bunkov, M.S. Botalov, D.V. Smyshlyaev, A.S. Malyshev, Recovery of rare earth elements from phosphogypsum, Journal of Cleaner Production, Volume 196, 2018, Pages 674-681, ISSN 0959-6526. [CrossRef]
- Asafar, Fatima, Amine, Marouane, Outzourhit, Abdelkader, Bilali, Latifa, Nadifiyine, Mehdi, Use of Plackett–Burman Statistical Design to Study Factors Acting on the Nitric Acid Leaching of Rare Earth Elements from Moroccan Phosphogypsum, Journal of Chemistry, 2024, 1311327, 16 pages, 2024. [CrossRef]
- Gasser MS, Ismail ZH, Abu Elgoud EM, Abdel Hai F, Ali OI, Aly HF. Process for lanthanides-Y leaching from phosphogypsum fertilizers using weak acids. J Hazard Mater. 2019 Oct 15;378:120762. [CrossRef]
- Leaching of rare earth elements (REEs) and impurities from phosphogypsum: A preliminary insight for further recovery of critical raw materials, Journal of Cleaner Production, Volume 219, 2019, Pages 225-235, ISSN 0959-6526. [CrossRef]
- Pecharsky, Vitalij K., Jr., Karl A. Gschneidner,. "rare-earth element". Encyclopedia Britannica, 13 May. 2025. Available online: https://www.britannica.com/science/rare-earth-element (accessed on 14 May 2025).
- Lokshin, E.P., Tareeva, O.A. & Elizarova, I.P. Processing of phosphodihydrate to separate rare-earth elements and obtain gypsum free from phosphates and fluorides. Russ J Appl Chem 84, 1461–1469 (2011). [CrossRef]
- Liang, H., Zhang, P., Jin, Z. et al. Rare earths recovery and gypsum upgrade from Florida phosphogypsum. Mining, Metallurgy & Exploration 34, 201–206 (2017). [CrossRef]
- Grabas, K., Pawełczyk, A., Stręk, W. et al. Study on the Properties of Waste Apatite Phosphogypsum as a Raw Material of Prospective Applications. Waste Biomass Valor 10, 3143–3155 (2019). [CrossRef]
- Amani Masmoudi-Soussi, Ines Hammas-Nasri, Karima Horchani-Naifer, Mokhtar Férid, Rare earths recovery by fractional precipitation from a sulfuric leach liquor obtained after phosphogypsum processing Hydrometallurgy, Volume 191 2020, 105253, ISSN 0304-386X. [CrossRef]
- Zeng, Cx., Guan, Qj., Sui, Y. et al. Kinetics of nitric acid leaching of low-grade rare earth elements from phosphogypsum. J. Cent. South Univ. 29, 1869–1880 (2022). [CrossRef]
- Li, Sicheng & Malik, Monu & Azimi, Gisele. (2021). Extraction of Rare Earth Elements from Phosphogypsum Using Mineral Acids: Process Development and Mechanistic Investigation. Industrial & Engineering Chemistry Research. 61. [CrossRef]
- Golahdooz, M.R., Lashgari, V.A. & Yoozbashizadeh, H. Separation of Rare Earth Elements from Phosphogypsum Obtained from the Processing of Apatite Concentrate from the Chadormalu Mine by Acid Leaching. Trans Indian Inst Met 76, 1885–1891 (2023). [CrossRef]
- William C. Burnett, Michael K. Schultz, Carter D. Hull, Radionuclide flow during the conversion of phosphogypsum to ammonium sulfate, Journal of Environmental Radioactivity, Volume 32, Issues 1–2,1996,Pages 33-51,ISSN 0265-931X. [CrossRef]
- Ennaciri, Y., El Alaoui-Belghiti, H., & Bettach, M. (2019). Comparative study of K2SO4 production by wet conversion from phosphogypsum and synthetic gypsum. Journal of Materials Research and Technology, 8(3), 2586-2596. [CrossRef]
- Pyagai, I.; Zubkova, O.; Babykin, R.; Toropchina, M.; Fediuk, R. Influence of Impurities on the Process of Obtaining Calcium Carbonate during the Processing of Phosphogypsum. Materials 2022, 15, 4335. [CrossRef]
- Paul J. Antonick, Zhichao Hu, Yoshiko Fujita, David W. Reed, Gaurav Das, Lili Wu, Radha Shivaramaiah, Paul Kim, Ali Eslamimanesh, Malgorzata M. Lencka, Yongqin Jiao, Andrzej Anderko, Alexandra Navrotsky, Richard E. Riman, Bio- and mineral acid leaching of rare earth elements from synthetic phosphogypsum, The Journal of Chemical Thermodynamics, Volume 132, 2019, Pages 491-496, ISSN 0021-9614. [CrossRef]
- Padilla, Angelica M.; Pana, Andreea-Maria; and Patel, Roshan A., "Rare Earth Element Recovery from Phosphogypsum using a Biolixiviant" (2020). Senior Design Reports (CBE). 118. Available online: https://repository.upenn.edu/cbe_sdr/118.
- Mashkovtsev, Maxim & Botalov, Maxim & Smyshliaev, Denis & Pajarre, Risto & Kangas, Petteri & Rychkov, Vladimir & Koukkari, Pertti. (2016). Pilot-scale recovery of rare earths and scandium from phosphogypsum and uranium leachates. E3S Web of Conferences. 8. 01026. [CrossRef]
- Yahorava, Olga & Freeman, V. (2016). VIABILITY OF PHOSPHOGYPSUM AS A SECONDARY RESOURCE OF RARE EARTH ELEMENTS.
- Sami Virolainen, Eveliina Repo, Tuomo Sainio, Recovering rare earth elements from phosphogypsum using a resin-in-leach process: Selection of resin, leaching agent, and eluent, Hydrometallurgy, Volume 189, 2019, 105125, ISSN 0304-386X. [CrossRef]
- Ponomareva M.A., Cheremisina O.V., Mashukova Y.A., Lukyantseva E.S. Increasing the efficiency of rare earth metal recovery from technological solutions during processing of apatite raw materials. Journal of Mining Institute. 2021. Vol. 252, p. 918-927. [CrossRef]
- Santeri Kurkinen, Sami Virolainen, Tuomo Sainio, Recovery of rare earth elements from phosphogypsum waste in resin-in-leach process by eluting with biodegradable complexing agents, Hydrometallurgy, Volume 201, 2021, 105569, ISSN 0304-386X. [CrossRef]
- El-Didamony, H., Ali, M.M., Awwad, N.S. et al. Treatment of phosphogypsum waste using suitable organic extractants. J Radioanal Nucl Chem 291, 907–914 (2012). [CrossRef]
- Rustam Tokpayev, Tamina Khavaza, Zair Ibraimov, Kanagat Kishibayev, Azhar Atchabarova, Saken Abdimomyn, Dinara Abduakhytova, Mikhail Nauryzbayev, Phosphogypsum conversion under conditions of SC-CO2, Journal of CO2 Utilization, Volume 63, 2022, 102120, ISSN 2212-9820. [CrossRef]
- Samsonov, M.D., Trofimov, T.I., Kulyako, Y.M. et al. Supercritical fluid extraction of rare earth elements, thorium and uranium from monazite concentrate and phosphogypsum using carbon dioxide containing tributyl phosphate and di-(2-ethylhexyl) phosphoric acid. Russ. J. Phys. Chem. B 10, 1078–1084 (2016). [CrossRef]
- Yahorava, V., Lakay, E., Clark, W., Strauss, J. (2018). Hydrothermal Modification of Phosphogypsum to Improve Subsequent Recovery of Rare Earths. In: Davis, B., et al. Extraction 2018. The Minerals, Metals & Materials Series. Springer, Cham. [CrossRef]
- Si-Bei Lu, Warmadewanthi, Jhy-Chern Liu, Recovery of rare earth elements from phosphogypsum using subcritical water extraction, Chemical Engineering and Processing - Process Intensification, Volume 190, 2023, 109433, ISSN 0255-2701. [CrossRef]
- Christophe, N.N., McCrindle, R., Maree, J. et al. The behaviour of selected rare-earth elements during the conversion of phosphogypsum to calcium sulphide and residue. J Mater Cycles Waste Manag 25, 1658–1671 (2023). [CrossRef]
Figure 1.
(a) Annual production of PR and PG since 1994, (b) Accumulation of PG since 1994.

Figure 2.
No. of article published under the keyword "Recovery of rare earth from phosphogypsum.” between 1970 and 2025.
Figure 2.
No. of article published under the keyword "Recovery of rare earth from phosphogypsum.” between 1970 and 2025.
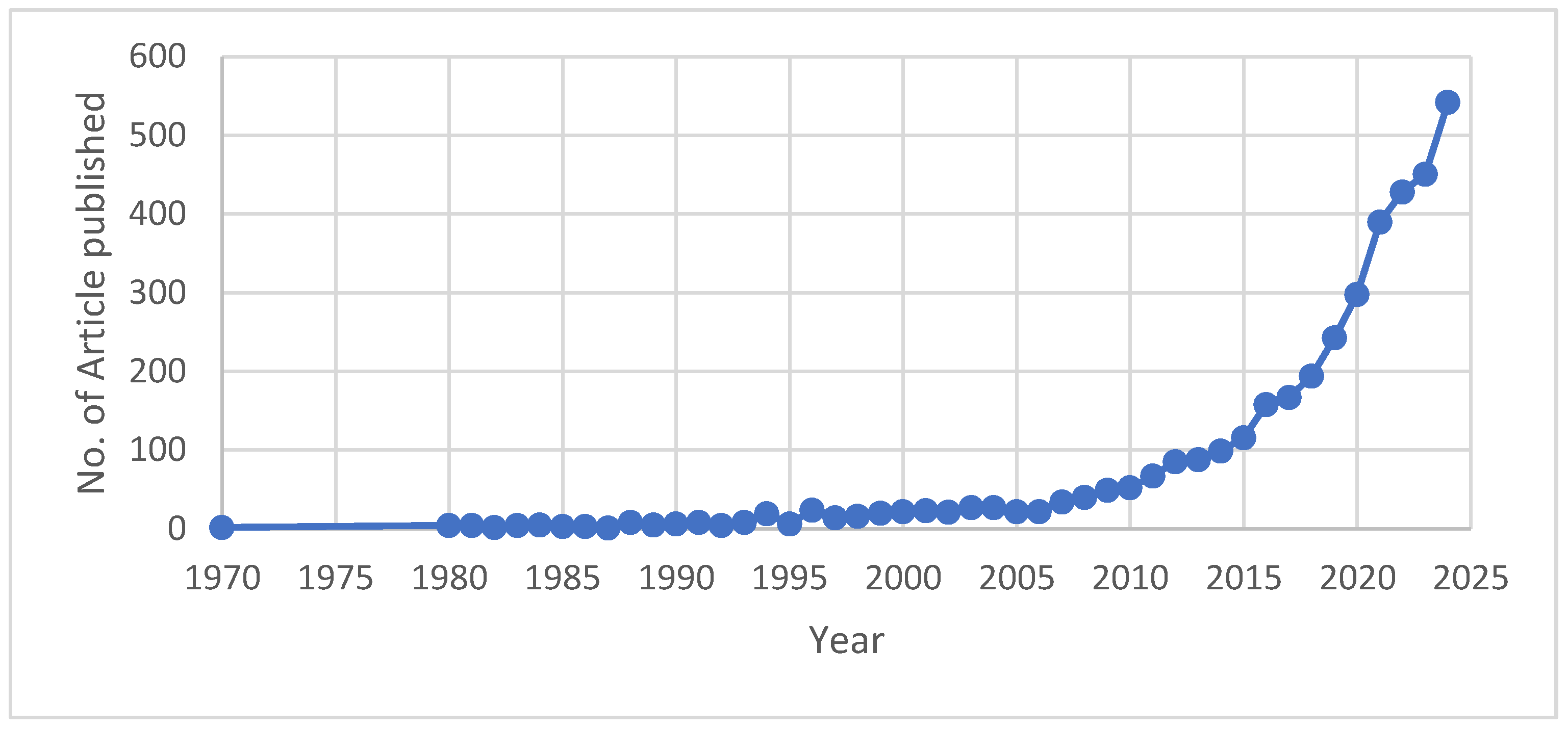
Figure 3.
Industrial phosphoric acid production pathways from phosphate rock.
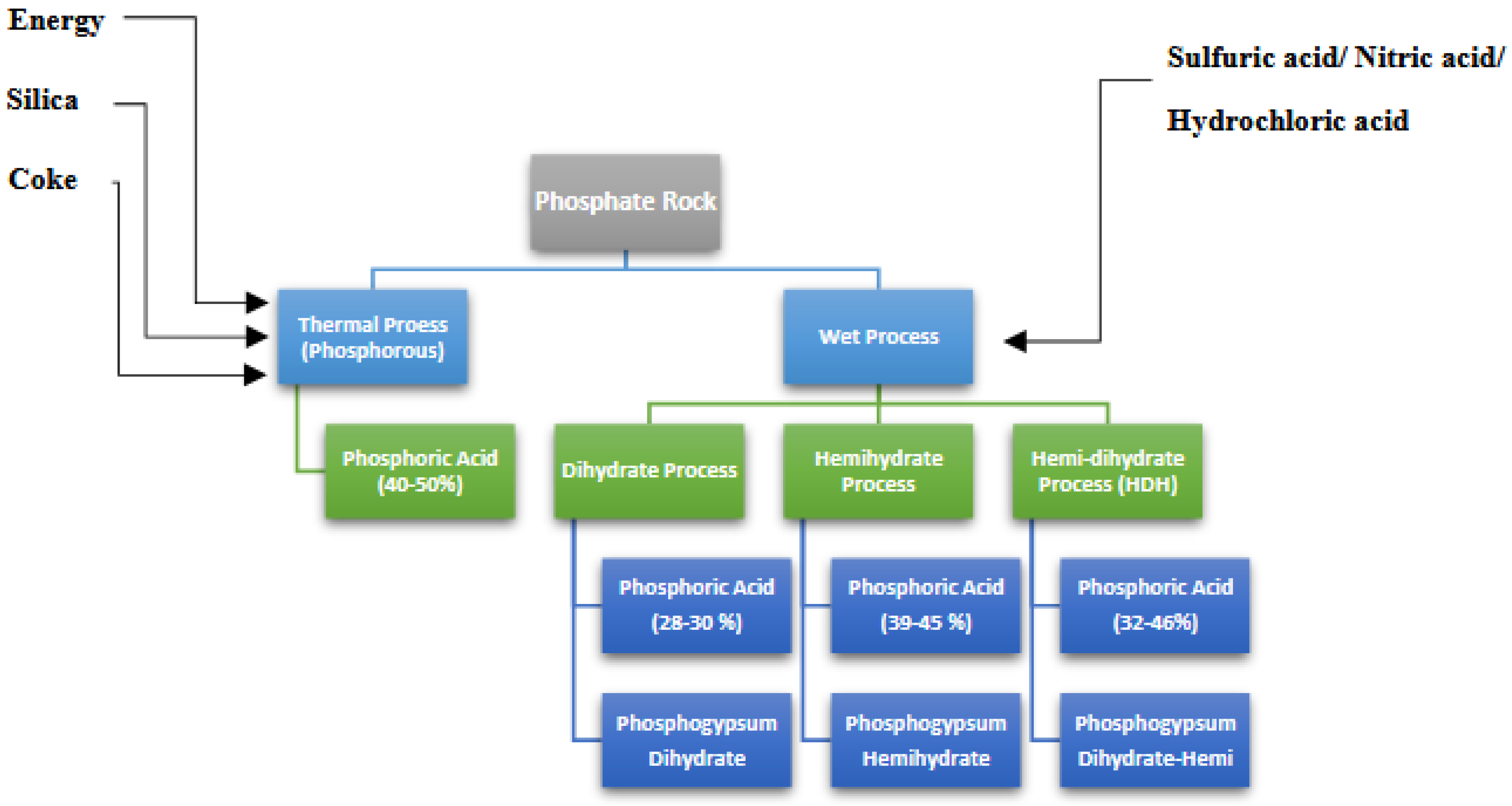
Figure 4.
Block flow diagram of thermal phosphoric acid production process [2].
Figure 4.
Block flow diagram of thermal phosphoric acid production process [2].
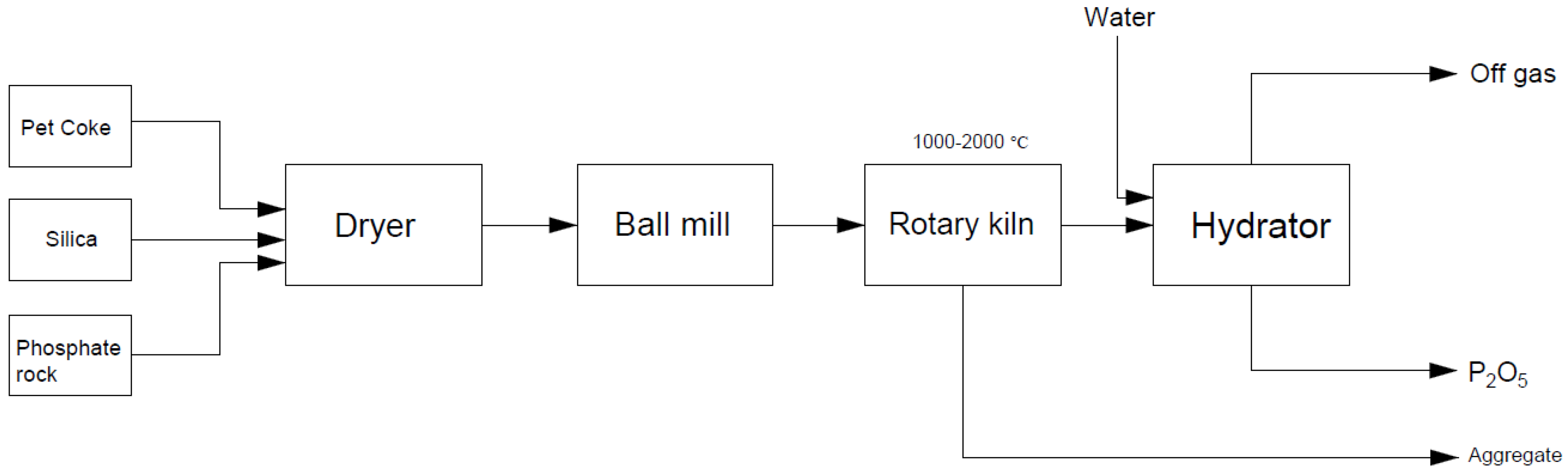
Figure 5.
phosphoric acid production main steps during wet phosphoric acid production.
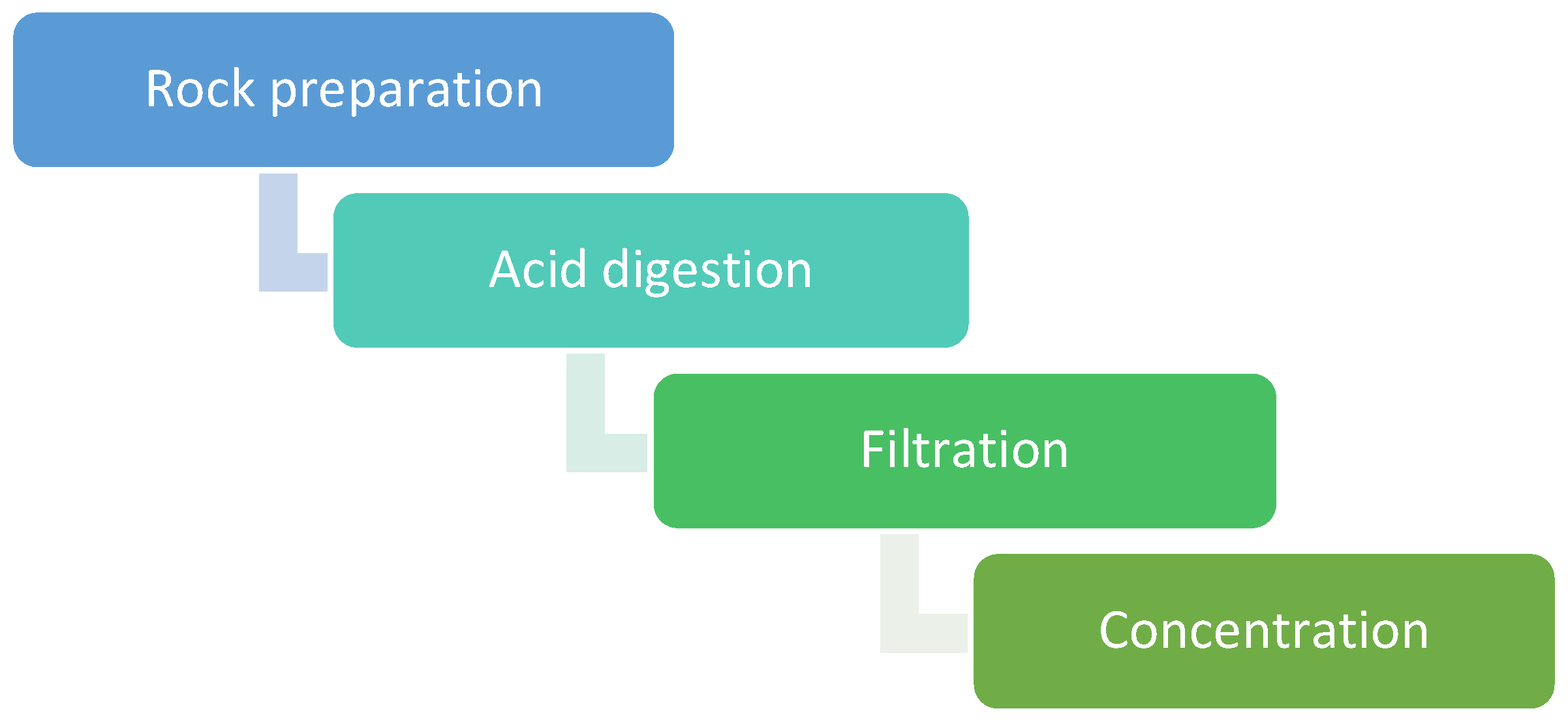
Figure 6.
(a) Dependence of Calcium sulphate crystallization on temperatures, P2O5 (b) free SO4-2 concentration [9].
Figure 6.
(a) Dependence of Calcium sulphate crystallization on temperatures, P2O5 (b) free SO4-2 concentration [9].
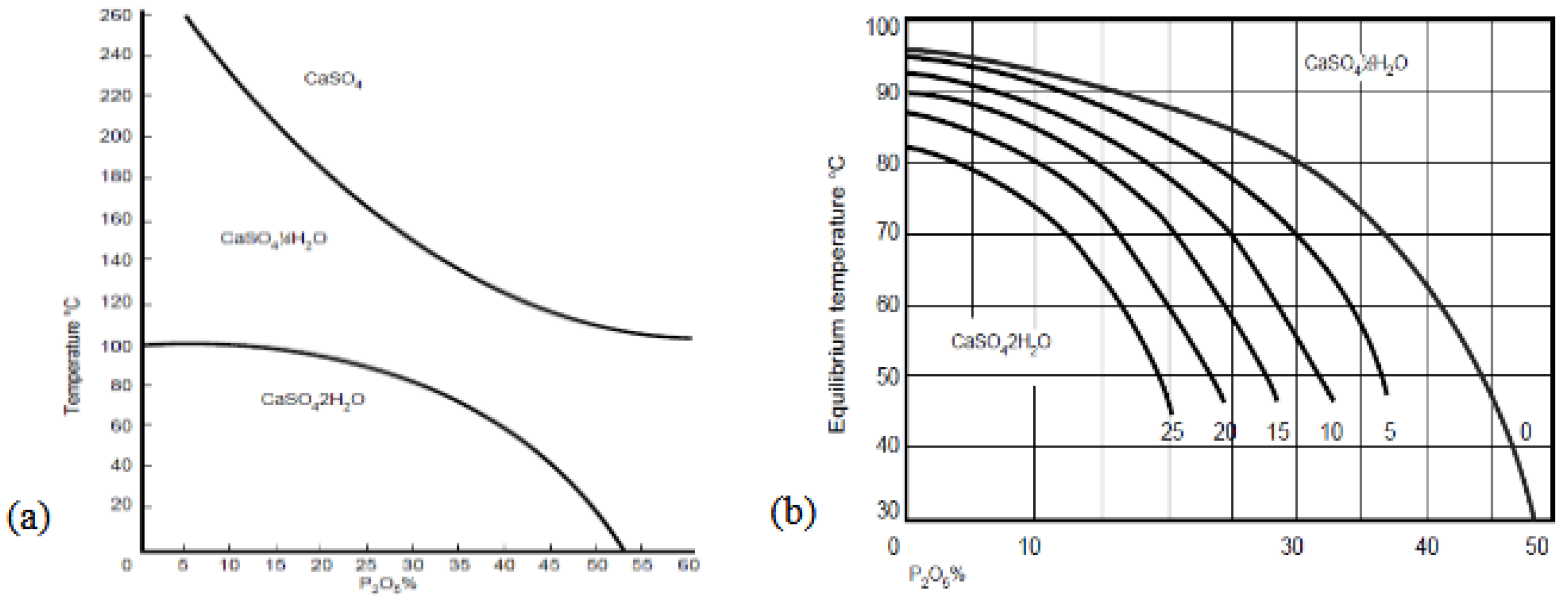
Figure 7.
Simplified block flow diagram of Dihydrate process.
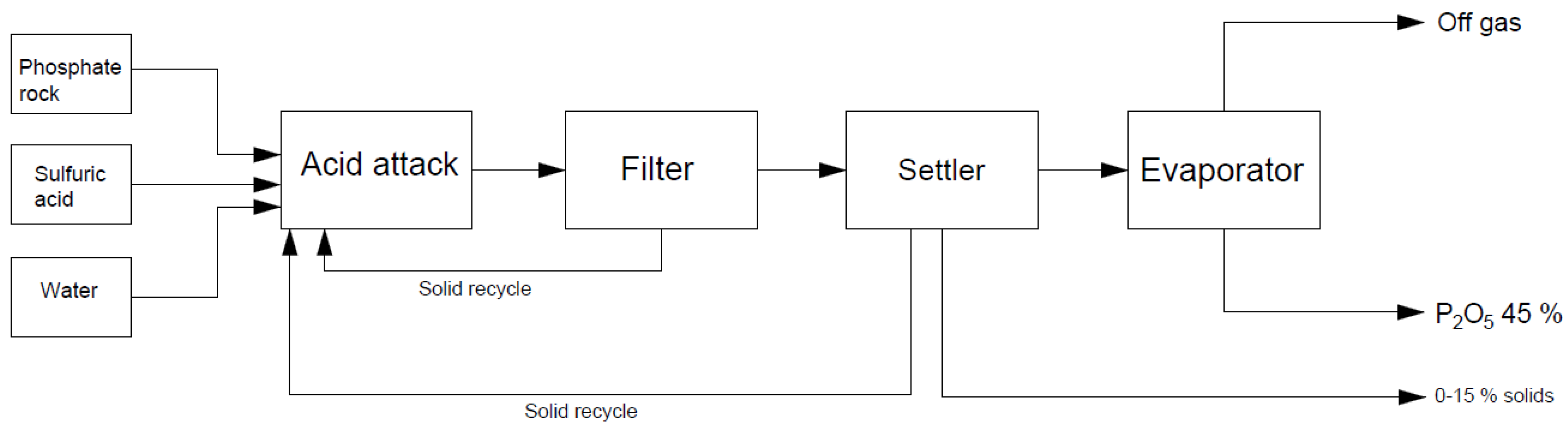
Figure 8.
REEs reserves (in million tons) and distribution worldwide (2024).
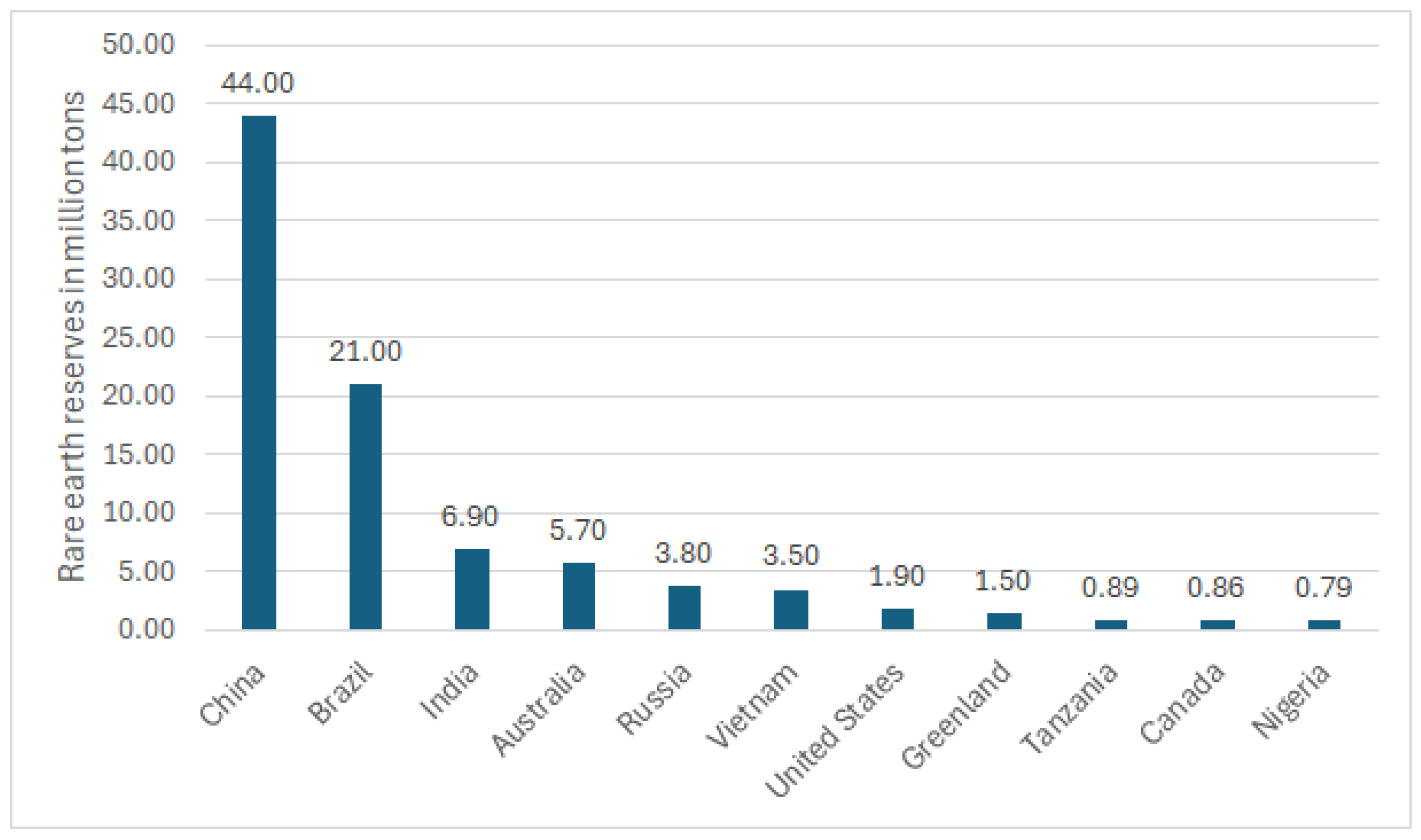
Figure 9.
No. of articles published between 1940 to 2024 under the keyword "rare earth element.
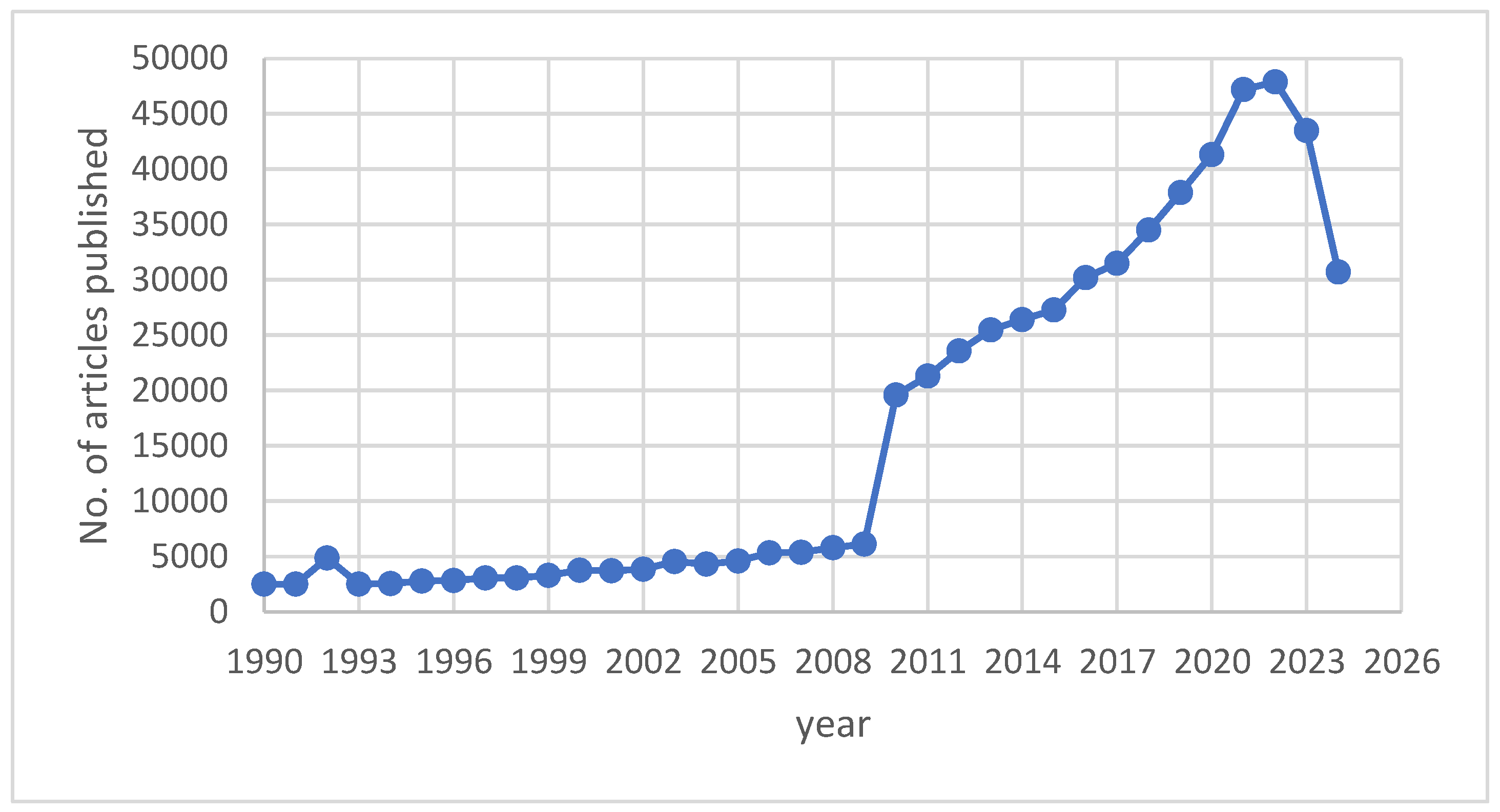
Figure 10.
Rare earth oxide (REO) content in common REE-bearing minerals, several types of minerals can be found in certain type of rock. These values are the theoretical REO concentration in each mineral, not the grade of natural ores (or rock). These minerals are often found in mixed ore deposits and require concentration (ore dressing) before REE extraction [19].
Figure 10.
Rare earth oxide (REO) content in common REE-bearing minerals, several types of minerals can be found in certain type of rock. These values are the theoretical REO concentration in each mineral, not the grade of natural ores (or rock). These minerals are often found in mixed ore deposits and require concentration (ore dressing) before REE extraction [19].
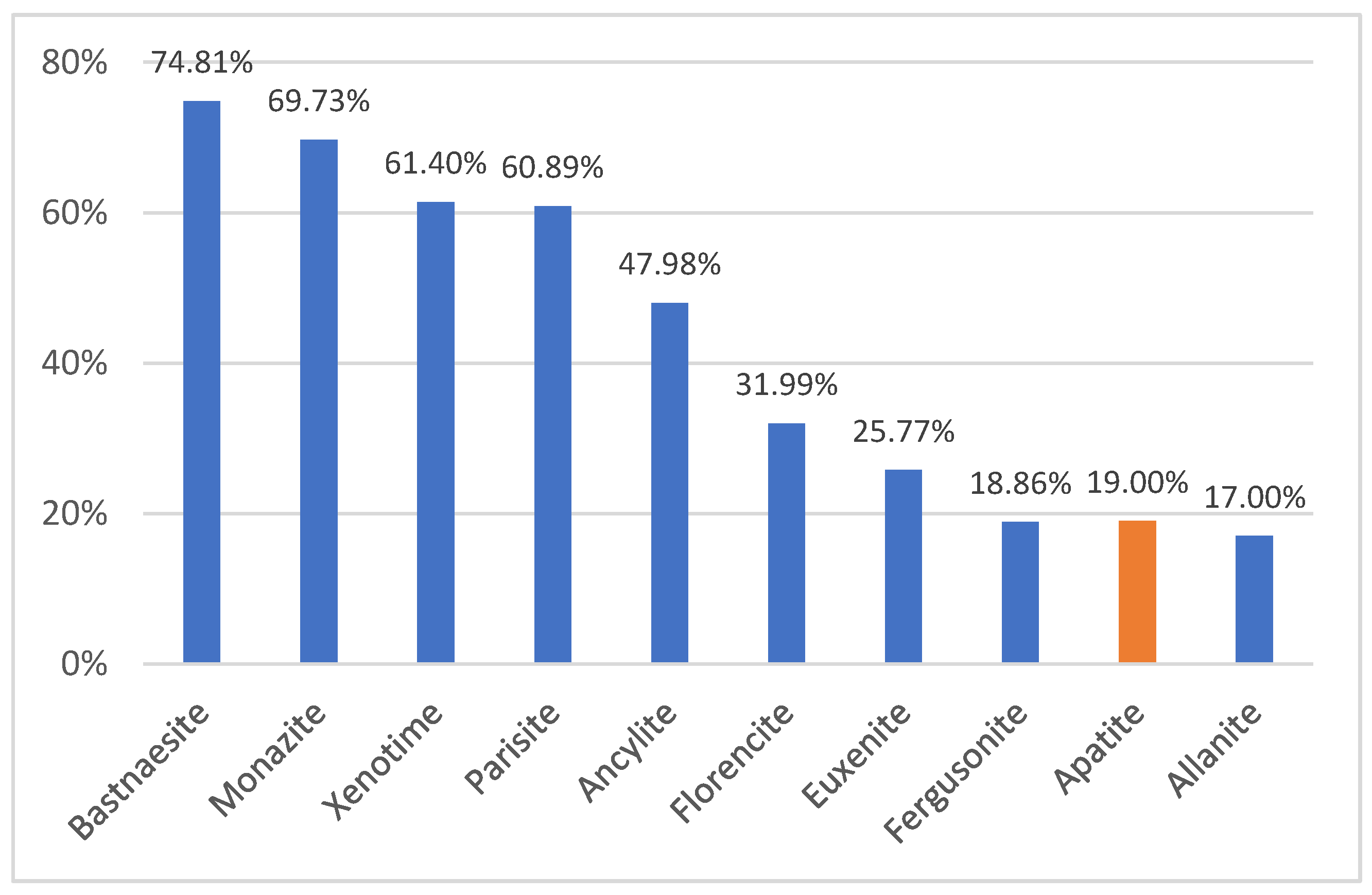
Figure 11.
(a) Worldwide Annual Mine Production (in kilo tons) of REES from primary sources (b) Rare earth supply (in kilo tons) form secondary source and expected increase in supply.
Figure 11.
(a) Worldwide Annual Mine Production (in kilo tons) of REES from primary sources (b) Rare earth supply (in kilo tons) form secondary source and expected increase in supply.
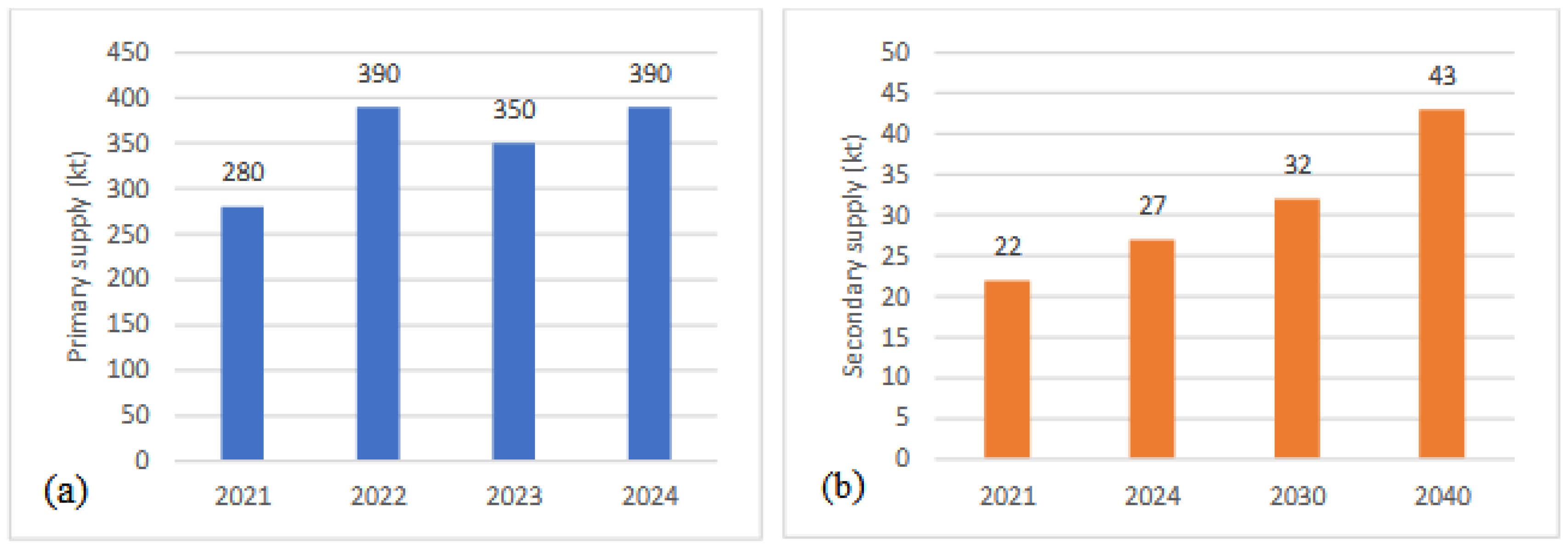
Figure 12.
world phosphate rock reserve with respective REEs content.
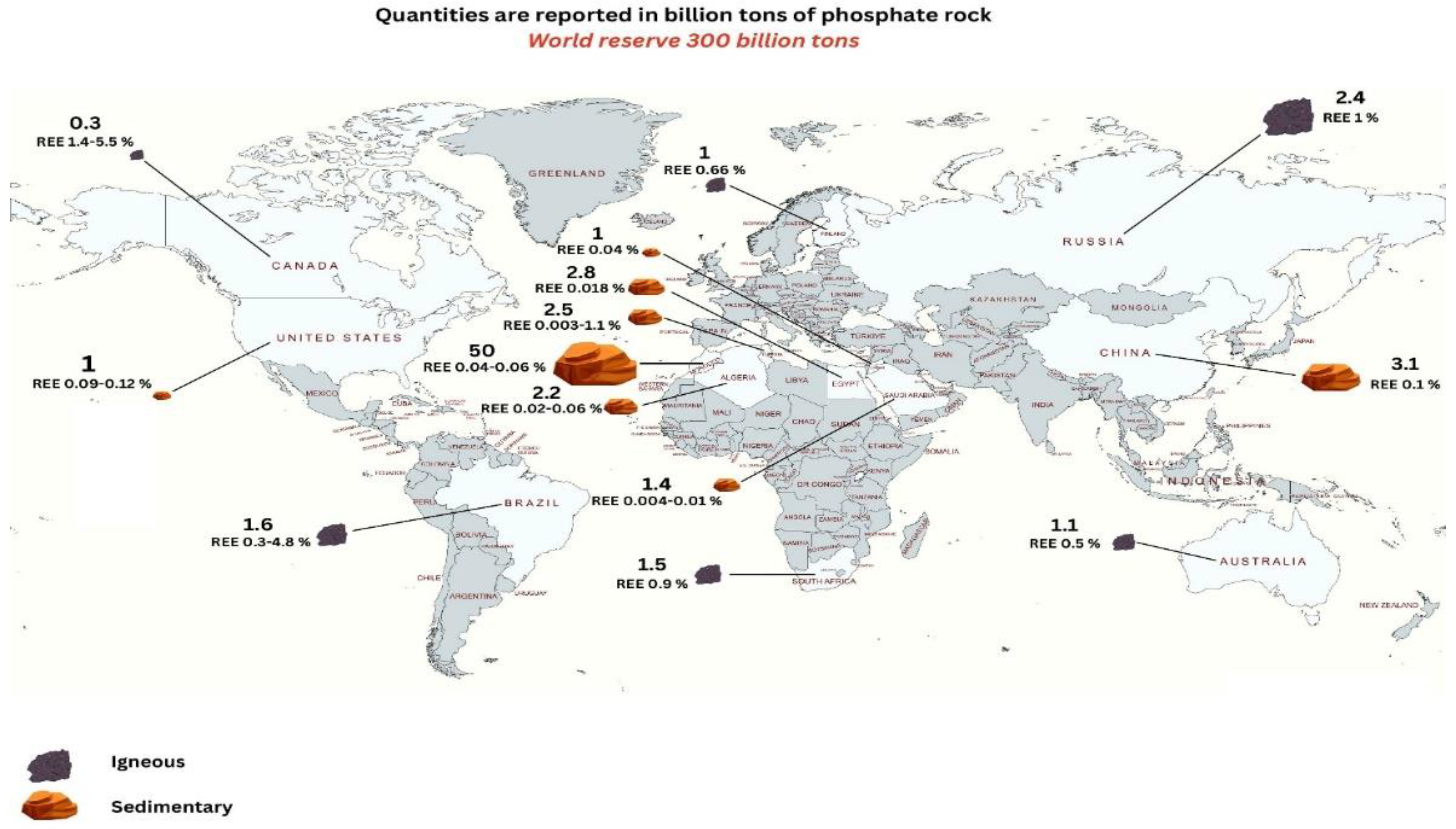
Figure 13.
Presence of various trace metals and important rare earth elements in phosphate rock [42].
Figure 13.
Presence of various trace metals and important rare earth elements in phosphate rock [42].
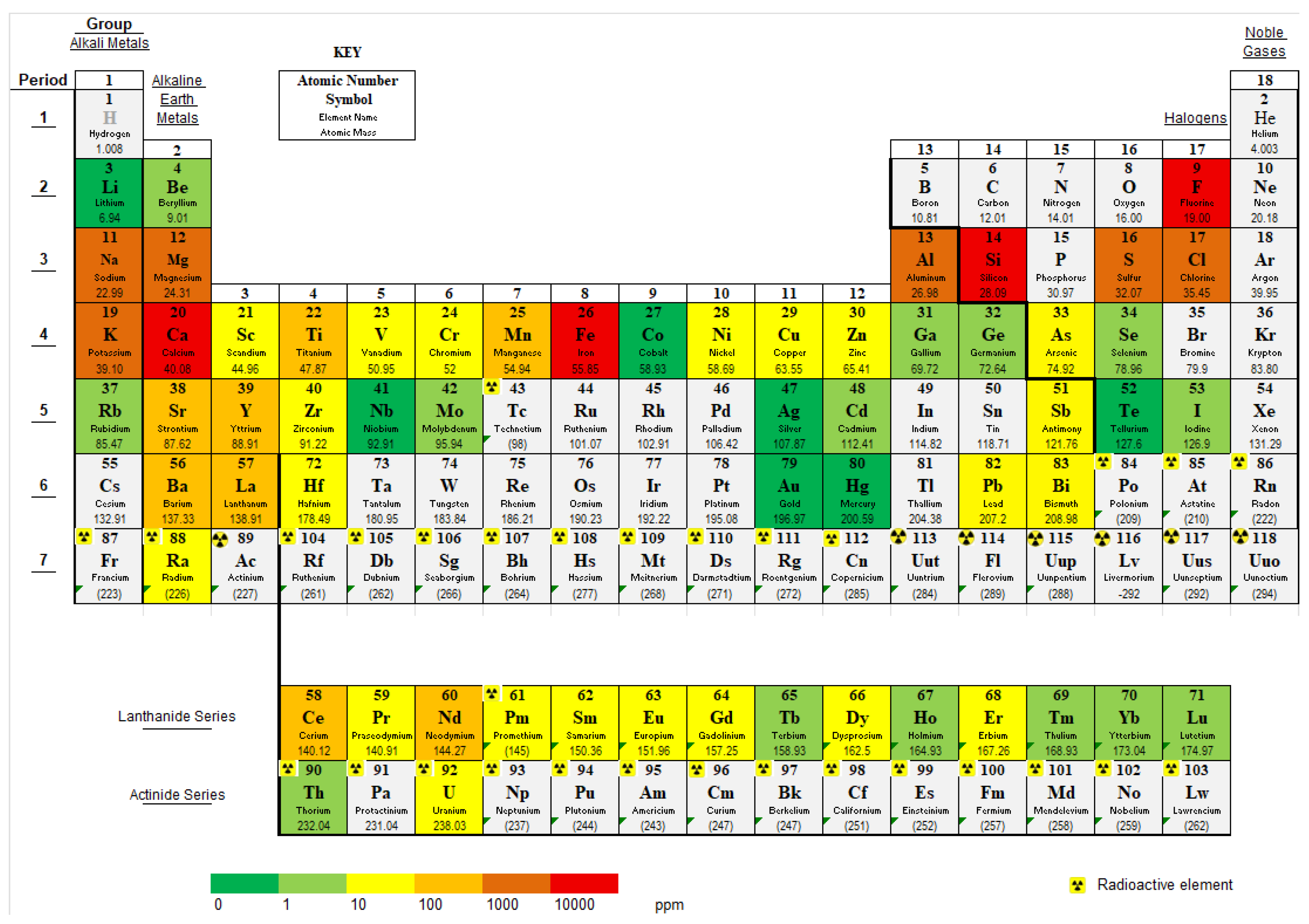
Figure 14.
Schematic description of the REEs recovery methods from phosphogypsum.
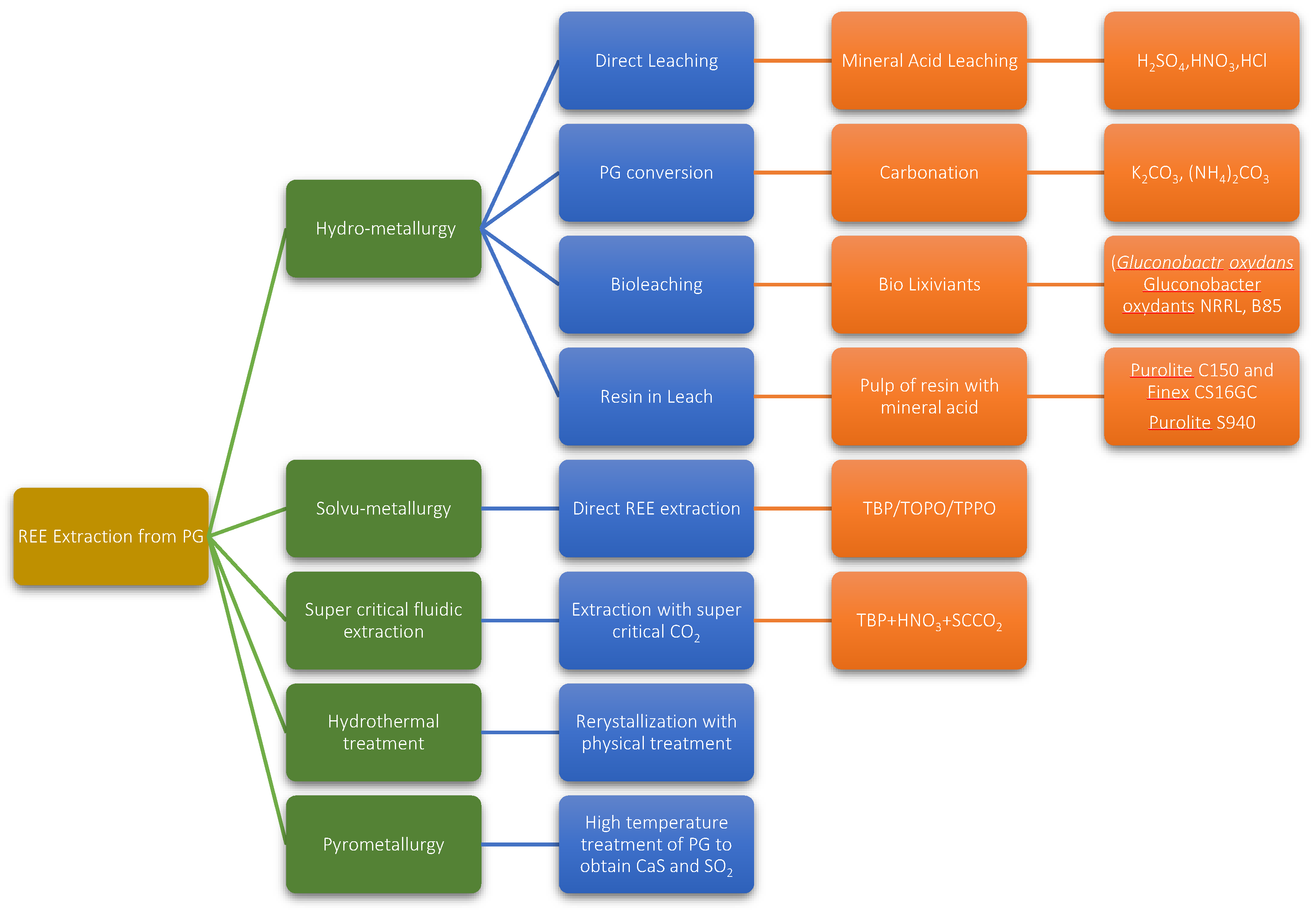

Table 1.
Industrially adopted wet phosphoric acid production processes [9].
Table 1.
Industrially adopted wet phosphoric acid production processes [9].
| Process Name | PG Type | P₂O₅ (%) | eff. (%) | Key Process Steps / Outcomes |
|---|---|---|---|---|
| Dihydrate process | Dihydrate | 25-30 % | 95-96 % | In this process, phosphate rock is attacked with sulfuric acid and calcium sulphate as dihydrate crystals is obtained with low concentration of P₂O₅. |
| Di-hemihydrate | Dihydrate-Hemihydrate | 32-36 % | >98 % | In this process, sulfuric acid and steam are added to transform the dihydrate solids into hemihydrate. This change in structure breaks open the solid crystals, which helps to release materials that were previously trapped, such as phosphate. |
| Di attack Hemi filtration process | Dihydrate-Hemihydrate | 32-35 % | 97-98 % | Here gypsum slurry recrystallizes into hemihydrate calcium sulphate in the conversion section before being filtered to produce the phosphoric acid. |
| Hemi-dihydrate Process | Hemihydrate-Dihydrate | 40-46 % | >98.5% | After the first reaction in hemihydrate mode, the product acid is separated as a 46% P₂O₅. The remaining α-hemihydrate is further processed with sulfuric acid in conditions in which α-hemihydrate is unstable and recrystallizes as gypsum, releasing crystallized and unreacted P₂O₅. |
| Two stage Hemihydrate process | Hemihydrate | 39-45 % | >92-95% | The reaction takes place in two stages. The first stage takes place with low sulfuric acid concentration, while the second stage works at a higher sulfuric concentration. Control of Sulphate content and temperature allows the filtration of a slurry holding highly stable hemihydrate crystals that stay in slurry and do not stick easily. |
Table 2.
REE content (in %) in different REE bearing minerals from various REE deposits around the world [9].
Table 2.
REE content (in %) in different REE bearing minerals from various REE deposits around the world [9].
| Deposit | Mountain pass | Byan Obo | Mount Weld | Lehat | Longnan | Xunmu | Kola Penisula |
|---|---|---|---|---|---|---|---|
| Country | USA | China | Austrailia | Malaysia | China | China | Russia |
| Mineral type | Bastnasite | Bastnasite | Monazite | Xenomite | High-Ylateritie | Low-Ylateritie | Loparite |
| La | 33.8 | 23.0 | 25.5 | 1.2 | 1.8 | 43.4 | 25.0 |
| Ce | 49.6 | 50.0 | 46.7 | 3.1 | 0.4 | 2.4 | 50.5 |
| Pr | 4.1 | 6.2 | 5.3 | 0.5 | 0.7 | 9.0 | 5.0 |
| Nd | 11.2 | 18.5 | 18.5 | 1.6 | 3.0 | 31.7 | 15.0 |
| Sm | 0.9 | 0.8 | 2.3 | 1.1 | 2.8 | 3.9 | 0.7 |
| Eu | 0.1 | 0.2 | 0.4 | trace | 0.1 | 0.5 | 0.1 |
| Gd | 0.2 | 0.7 | <0.1 | 3.5 | 6.9 | 3.0 | 0.6 |
| Tb | 0.0 | 0.1 | <0.1 | 0.9 | 1.3 | trace | trace |
| Dy | 0.0 | 0.1 | 0.1 | 8.3 | 6.7 | trace | 0.6 |
| Ho | 0.0 | trace | trace | 2.0 | 1.6 | trace | 0.7 |
| Er | 0.0 | trace | trace | 6.4 | 4.9 | trace | 0.8 |
| Tm | 0.0 | trace | none | 1.1 | 0.7 | trace | 0.1 |
| Yb | 0.0 | trace | none | 6.8 | 2.5 | 0.3 | 0.2 |
| Lu | trace | trace | none | 1.0 | 0.4 | 0.1 | 0.2 |
| Y | 0.1 | trace | <0.1 | 61.0 | 65.0 | 8.0 | 1.3 |
Table 3.
Average phosphogypsum composition of industrial phosphogypsum (adopted from [3]).
Table 3.
Average phosphogypsum composition of industrial phosphogypsum (adopted from [3]).
| Rock type | Sedimentary | Magmatic | Mixed | |||
|---|---|---|---|---|---|---|
| Method | HDH Hitashi | HDH Hydro | DH Jacob | DH Prayon (S) | DH Prayon (M) | HRC Kemira |
| CaO % | 30.53% | 33.65% | 33.73% | 35.20% | 35.85% | 36.42% |
| SO3% | 44.83% | 45.82% | 42.50% | 44.47% | 43.49% | NR |
| SiO2% | 4.70% | 6.82% | 4.38% | 5.13% | 2.39% | 3.25% |
| Al2O3% | 0.08% | 0.14% | 0.36% | 0.19% | 0.36% | ND |
| Fe2O3% | 0.18% | 0.06% | 0.12% | 0.18% | 0.25% | 0.03% |
| P2O5% | 1.31% | 0.28% | 0.78% | 0.52% | 0.70% | 0.38% |
| Soluble P2O5 | 0.23% | NR | NR | 0.37% | 0.08% | 0.02% |
| Na2O% | 0.06% | 0.06% | 0.08% | 0.04% | 0.07% | 0.02% |
| K2O% | 0.03% | 0.02% | 0.10% | 0.01% | 0.05% | 0.02% |
| TiO2% | 0.03% | 0.02% | 0.03% | 0.03% | 0.29% | ND |
| MgO% | 0.04% | 0.07% | 0.02% | <0.01% | 0.04% | ND |
| MnO% | 0.01% | 0.01% | NR | <0.01% | 0.01% | ND |
| F% | 0.55% | 0.61% | 0.64% | 0.45% | 0.55% | 0.05% |
| Soluble F | 0.21% | 0.35% | 0.11% | 0.31% | 0.24% | 0.11% |
| CO2% | 0.21% | 0.56% | 0.39% | 0.35% | 0.28% | 0.12% |
| Organic C | 0.01% | 0.11% | 0.05% | 0.04% | 0.02% | 0.01% |
| Chloride as Cl | 1.78 mg/L | 1.86 mg/L | 0.88 mg/L | 2.4 mg/L | NR | NR |
| Nitrate | 8.70 mg/L | 6.83 mg/L | 6.86 mg/L | 10.02 mg/L | NR | NR |
| Purity | 93.27% | 94.87% | 91.83% | NR | 95.56% | NR |
Table 4.
Average trace metal concentration in industrial phosphogypsum (adopted from [3]).
Table 4.
Average trace metal concentration in industrial phosphogypsum (adopted from [3]).
| Rock type | Sedimentary | Magmatic | Mixed | |||
|---|---|---|---|---|---|---|
| Method | HDH Hitashi | HDH Hydro | DH Jacob | DH Prayon (S) | DH Prayon (M) | HRC Kemira |
| As | NR | NR | NR | 2 ppm | NR | NR |
| Co | 1 ppm | 1 ppm | 1 ppm | <1 ppm | 5 ppm | 1 ppm |
| Zn | 49 ppm | 48 ppm | 34 ppm | 44 ppm | 14 ppm | 8 ppm |
| Pb | 6 ppm | 2 ppm | 2 ppm | 4 ppm | <1 ppm | ND |
| Cd | 1 ppm | 2 ppm | 2 ppm | 3 ppm | <1 ppm | ND |
| Ni | 3 ppm | 2 ppm | 1 ppm | 4 ppm | 1 ppm | ND |
| V | 4 ppm | 2 ppm | 4 ppm | 2 ppm | 7 ppm | 1 ppm |
| Cr | 4 ppm | 5 ppm | 7 ppm | 14 ppm | 4 ppm | 3 ppm |
| Cu | 9 ppm | 60 ppm | 1 ppm | 33 ppm | 5 ppm | 10 ppm |
| Ba | 76 ppm | 109 ppm | 150 ppm | 53 ppm | 207 ppm | 39 ppm |
| Sr | 569 ppm | 801 ppm | 402 ppm | NR | 7692 ppm | 2099 ppm |
| Th | 1 ppm | 1 ppm | 1 ppm | 3 ppm | 42 ppm | 4 ppm |
| U | 2 ppm | 5 ppm | 3 ppm | <1 ppm | 52 ppm | 8 ppm |
Table 5.
Average REEs concentration in industrial phosphogypsum (adopted from [3]).
Table 5.
Average REEs concentration in industrial phosphogypsum (adopted from [3]).
| Rock type | Sedimentary | Magmatic | NR | Sedimentary | Magmatic | NR |
|---|---|---|---|---|---|---|
| Method | HDH Hitashi | HDH Hydro | DH Jacob | DH Prayon | DH Prayon | HRC Kemira |
| Y | 18 ppm | 27 ppm | 72 ppm | 140 ppm | 133 ppm | 27 ppm |
| La | 9 ppm | 14 ppm | 39 ppm | 49 ppm | 1215 ppm | 165 ppm |
| Ce | 10 ppm | 15 ppm | 20 ppm | 31 ppm | 1998 ppm | 246 ppm |
| Nd | 7 ppm | 11 ppm | 25 ppm | 37 ppm | 921 ppm | NR |
| Sm | 1 ppm | 2 ppm | 6 ppm | NR | NR | NR |
| Eu | <1 ppm | 1 ppm | 1 ppm | 2 ppm | NR | NR |
| Gd | 1 ppm | 2 ppm | 7 ppm | 10 ppm | NR | NR |
| Tb | <1 ppm | <1 ppm | 1 ppm | 3 ppm | NR | NR |
| Dy | 1 ppm | 2 ppm | 7 ppm | NR | NR | NR |
| Ho | <1 ppm | <1 ppm | 2 ppm | 2 ppm | NR | NR |
| Er | 1 ppm | 1 ppm | 5 ppm | 6 ppm | NR | NR |
| Tm | <1 ppm | <1 ppm | 1 ppm | NR | NR | NR |
| Yb | 1 ppm | 1 ppm | 4 ppm | 8 ppm | NR | NR |
| Lu | <1 ppm | <1 ppm | 1 ppm | 1 ppm | NR | NR |
| ∑ REEs + Y | 49 ppm | 78 ppm | 180 ppm | 289 ppm | 3960 ppm | 438 ppm |
Table 6.
Average radioactive element’s concentration in industrial phosphogypsum (adopted from [3]).
Table 6.
Average radioactive element’s concentration in industrial phosphogypsum (adopted from [3]).
| Rock Type | Sedimentary | Magmatic | NR | Sedimentary | Magmatic | NR |
|---|---|---|---|---|---|---|
| Method | HDH Hitashi | HDH Hydro | DH Jacob | DH Prayon | DH Prayon | HRC Kemira |
| 226Ra | 211 Bq/kg | 596 Bq/kg | 414 Bq/kg | 562 Bq/kg | 267 Bq/kg | NR |
| 232Th | 5 Bq/kg | <7 Bq/kg | 5 Bq/kg | 32 Bq/kg | 185 Bq/kg | NR |
| 235U | <7 Bq/kg | <16 Bq/kg | 73 Bq/kg | <9 Bq/kg | 261 Bq/kg | NR |
| 40K | <10 Bq/kg | <26 Bq/kg | 60 Bq/kg | <12 Bq/kg | NR | NR |
| Radio activity | 0.73 | 1.99 | 1.71 | 2.03 | NR | NR |
Table 7.
Operating conditions and leaching eff. of REE using different acid types and concentration.
Table 7.
Operating conditions and leaching eff. of REE using different acid types and concentration.
| PG type | Operating conditions | REE content (%) | Eff. (%) | Ref. | |||
| Lexiviant | Temp (°C) | S/L ratio | time | ||||
| Hemihydrate | 5- 10 % H2SO4 | <20 °C | 0.5 | 6 h | NR | 80 | [53] |
| Dihydrate | 10-15 % H2SO4 | 40 °C | 0.5 | 6 h | NR | 52 | |
| Dihydrate | 7 % H2SO4 | NR | 0.2 | 2 h | 0.37 | 59 | [54] |
| Dihydrate | 10 % HCl | NR | 0.2 | 2 h | NR | 49 | |
| Dihydrate | 7 % H2SO4 | NR | 0.2 | 2 h | NR | 62 | |
| Dihydrate | HCl | NR | 0.2 | 2 h | NR | 51 | |
| Dihydrate | 7% H2SO4 | NR | 0.2 | 2 h | NR | 70 | |
| Dihydrate | 4% H2SO4 | NR | 0.49 | 1248 h | NR | 50.5 | [67] |
| Hemihydrate | 4% H2SO4 | 25 °C | 0.22 | NR | 0.57-0.51 | NR | [55] |
| Dihydrate | 4% H2SO4 | 25 °C | 0.22 | NR | 0.41-0.49 | NR | |
| Dihydrate | 96 % H2SO4 + 34 % H3PO4 | 72 °C | 0.14 | 1 h | 0.0335 | 49 | [56] |
| Dihydrate | 5 % H2SO4 | 50 °C | 0.25 | 30 min | 0.0218 | 43 | [68] |
| Dihydrate | 10% -15 % H2SO4 | 25 °C | 0.33 | 4 h | 0.34–0.63 | 50.9-51.5 | [69] |
| Dihydrate | 0.5 M H2SO4 | 25 °C | 0.05 | 8 h | NR | 86 | [65] |
| Dihydrate | 3 M HNO3 | 25 °C | 0.05 | 8 h | NR | 58 | |
| Synthetic | 0.02 M H3PO4 | 25 °C | 20 | 24 h | Synthetic | 85 (for Y) | [77] |
| Synthetic | 0.02 M H2SO4 | 25 °C | 20 | 24 h | Synthetic | 80 (for Y) | [77] |
| Dihydrate | 15% H2SO4 | 100 °C | 0.33 | 2 h | 0.041 | NR | [70] |
| Dihydrate | 1.65 M/l HNO3 | 80 °C | 0.1 | 2 h | 0.0208 | 83 | [71] |
| Dihydrate | 2.5 M HCl | 45 °C | 0.033 | 20 min | NR | 98.5 % Y, 94.6 % Nd 86.1 % Dy | [72] |
| Dihydrate | 2.1 M HNO3 | 85 °C | 0.036 | NR | NR | 7.6% Nd, 83.5% Y, and 77.8% Dy | |
| Dihydrate | 1.3 H2SO4 | 85 °C | 0.033 | NR | NR | 47.7% Nd, 57.2% Y, 44.9% Dy | |
| Dihydrate | 3 M HNO3 | 80 °C | 0.1 | NR | NR | > 80 % Nd | [73] |
| Dihydrate | 2 M H₂SO₄ | 60 °C | 0.125 | 4 h | 0.51 | 92 | [60] |
| Dihydrate | 3.3 M HNO₃ | 75 °C | 0.111 | 20 min | 0.036 | 87.55 | [63] |
Table 8.
Operating conditions and leaching eff. of REEs using RIL process.
| PG type | Operating conditions | REE content (%) | leaching eff. (%) | Ref. | |||||
| Lexiviant | Resin type | Eluent | Temp (°C) | Resin/PG/Acid ratio | time | ||||
| Dihydrate | 10 g/l H2SO4, | Purolite C150TLH, | NaCL | NR | Resin/PG/Acid = 1:5:20 | 24 h | 0.3387 | 15-80 % | [80] |
| Dihydrate | 10-20 g/l H2SO4 | Purolite C160 | NH4NO3 | NR | Resin/PG/Acid =4:30:4 | 2 h | NR | 15-70 % | [62] |
| Dihydrate | 0.1,1, 5 and 10 g/l H2SO4, HCl, and H3PO4 | Purolite S940, Purolite C150, Finex CS16GC | NaCl, HCl, EDTA, Na-citrate | 20 °C | Resin/PG/Acid = 1:5:40 | 24 h | 0.17 | 45–75% from CHEL resin | [81] |
| Dihydrate | 10 g/l H2SO4 | Purolite S940, Na+ | HCl, GLDA and MGDA | 25 °C | Resin/PG/Acid = 1:5:40 | 20 h | NR | yield 98 %, purity 94 % | [82] |
| Dihydrate | 25 g/l H2SO4 | SAC | NR | 40 °C | Resin/PG/Acid = 1:5:40 | 12 h | 0.43-0.45 | 65% | [83] |
Table 9.
Performance and limitation of several types of resins used in RIL process.
| Resin | Type | Key Findings | Advantages | Limitations |
|---|---|---|---|---|
| Chelating resin | Chelating (e.g., iminodiacetic acid or phosphonic acid types) | Achieved 19.2 g REE/kg resin loading and 20% purity with 1 g/L H₂SO₄ | High selectivity, good performance at low acid concentrations | Requires complex eluents (EDTA or conc. HCl), multi-stage processing |
| Purolite S940 | Chelating resin | Maximum loading: 0.92 eq/kg; 70% Ca-REE purity after 7 RIL cycles; REE elution with biodegradable agents | High selectivity; good for batch RIL with eco-friendly elution | Multiple cycles needed; moderate overall loading capacity |
| Macroporous sulfonated resin (DVB >12%) | Strong acid cation (SAC) | 32.8% REE extraction; 30–40% scandium recovery | Industrial-scale tested, good for high-throughput | Low selectivity for REEs, moderate efficiency |
| Purolite C150TLH | Strong acid cation exchange | 15–80% efficiency depending on PG source; acid conc. = 10 g/L | Commercially available; effective in RIL at ambient temp | Highly variable efficiency depending on PG origin |
| AN-31 | Anion exchange | 59.7% Pr, 52.8% Sm extraction from sulfate solutions | Good for light REEs; effective at pH 2–4 | Not tested directly on solid PG; more applicable to solution-based systems |
Table 10.
Operating conditions and leaching eff. of REEs using SCFE.
| PG type | Operating conditions | REE content (%) | leaching eff (%) | Ref. | ||||
|---|---|---|---|---|---|---|---|---|
| Lexiviant | Temp (°C) | Pressure (bar) | S/L ratio | time | ||||
| Dihydrate | 2 M HNO3, CO2 with TBP, DEHPA | 45 | 200 | 0.7-1 | 1 h | 0.42 | 93.50% | [85] |
| Dihydrate | (CO2) = 700–1100 g/min. | 33 | 50.6 | 0.33 | 0.16 h | 0.08 | 87% (PG conversion ) | [86] |
Table 11.
Operating conditions and leaching eff. of REES using hydrothermal treatment method.
| PG type | Operating conditions | REE content (%) | REE leaching eff (%) | Ref. | ||||
|---|---|---|---|---|---|---|---|---|
| Lixiviant | Temp (°C) | Pressure (bar) | S/L ratio | time | ||||
| Dihydrate | 100 g/l H2SO4 | 80-200 | 0.78-14.7 | NR | 6 h | NR | > 80 | [87] |
| Dihydrate | 0.1 mol/L HCl, 0.1 mol/L HNO₃, and 0.05 mol/L H₂SO₄ | 100 | 9.8 | 10 | 5 min | 0.02 | Max 98.63 (while using HCl) | [88] |
Table 12.
Operating conditions and leaching eff. of REEs from thermal decomposition of PG.
| PG type | Operating conditions | REE content (%) | REE leaching eff (%) | Ref. | ||||
|---|---|---|---|---|---|---|---|---|
| Lixiviant | Temp (°C) | Pressure (bar) | S/L ratio | time (h) | ||||
| Dihydrate | H2S flow 450–1350 mL/min, CO2 450–1340 mL/min | 1100 | atm | NA | 1 | 0.19 | Enriched REE residue | [89] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



