Submitted:
26 June 2025
Posted:
27 June 2025
You are already at the latest version
Abstract
Canadian sawmills commonly use chipper-canters to process softwood logs into squared lumber and wood chips for pulp mills. However, the declining demand for newsprint and print paper has led to an oversupply of wood chips, resulting in economic losses and environmental concerns. To address this issue, a strander-canter capable of producing both softwood cants and strands for oriented strand board (OSB) presents a promising alternative. This study evaluates the feasibility of using jack pine strands generated by a novel strander-canter equipped with a cutterthead for OSB strand production. Strands were generated from frozen and unfrozen logs under varying cutting parameters and incorporated in the core layer of the panels. Industrial aspen strands were used for the surface layers. OSB panels were assessed for mechanical and physical properties following CSA O325:21 standard. Strand size distribution and vertical density profiles were also analyzed. The results indicated that panels made from jack pine strands demonstrated bending and internal bond properties that were either comparable to or superior to those of the control panels. However, including jack pine strands in the core layer decreased the dimensional stability of the panels. The study highlights the influence of softwood species, strand size, and vertical density profile on OSB performance and demonstrates the potential of this novel strander-canter technology to enhance the value of softwood primary processing residues while reducing economic and environmental impacts.
Keywords:
softwood residues
; chipper-canter
; primary wood processing
; strand geometry
; cutting parameters
; wood-based composite panels
; sustainable wood utilization
1. Introduction
Oriented strand board (OSB) is a wood-based structural panel widely used as sheathing in residential construction, renovation, and medium-to-high-rise non-residential buildings. The United States and Canada are the leading global producers, accounting for 48.7% of global OSB output in 2023, with production exceeding 20 million m3. China, ranking third, nearly doubled its OSB production between 2020 and 2022. By 2023, its production increased substantially, from 6.9 million m3 in 2022 to 11.6 million m3, positioning itself as a strong competitor to North America [1]. The growing demand for bio-based construction materials is expected to increase global OSB production further. At the same time, climate change is creating new uncertainties about the availability and quality of traditional raw materials due to increased pest outbreaks, forest fires, and shifting growth zones. These issues are prompting manufacturers to explore alternative and more resilient sources of raw materials to maintain productivity and competitiveness.
In North America, OSB is typically manufactured from small-diameter roundwood, such as trembling aspen and paper birch in Canada and Southern yellow pine in the United States. Despite the abundance of softwood species such as black spruce, balsam fir, and jack pine in Eastern Canada, they remain underutilized for OSB production [2,3]. Jack pine, the most widely distributed pine species in Canada and parts of the United States, has denser wood than spruce and balsam fir and an abrupt earlywood-latewood transition [4]. Although its anatomical features pose challenges, jack pine belongs to the Spruce-Pine-Fir group, representing over 75% of harvested trees in the province of Quebec, Canada [5], making it a promising species for OSB manufacturing. In Quebec, 42% of the harvested wood is used for construction or engineered wood products, 38% is chipped for the pulp and paper industry, and 10% becomes sawdust and shavings for various uses, such as energy, animal bedding, particleboard, and fiberboard. The remaining 10% is bark used as fuel [5]. However, jack pine chips are undesirable for thermomechanical pulping due to their high resin content, which negatively impacts the process. This makes it a non-competitive resource for the paper industry and a viable alternative for OSB production.
Currently, Canadian sawmills use chipper-canters to convert softwood logs into squared lumber and chips for pulp and paper mills [6]. However, with the decline in demand for newspaper and print paper, a surplus of wood chips has emerged, leading to economic losses for sawmills and environmental concerns. To address this issue, a novel strander-canter machine has been developed to simultaneously produce softwood cants and OSB strands as a co-product, offering an alternative solution for optimizing the use of softwood residues. Alipraja et al. [7,8] demonstrated the feasibility of this technology for strand production. Nonetheless, the effect of the strand quality from this machine on OSB panel performance still needs to be assessed.
A combination of wood characteristics and flaker cutting parameters influences the quality of strands used in OSB production. Key wood characteristics – density, moisture content, earlywood-latewood transition, knot presence, and log temperature – significantly impact strand geometry and dimensions [7,8,9,10]. Pipíška et al. [11] investigated strand dimensions across ten European wood species (Norway spruce, Scots pine, larch, poplar, willow, alder, birch, beech, English oak, and hornbeam) produced with a knife ring flaker under the same cutting conditions. Their findings revealed substantial strand length and width variation among wood species, while strand thickness remained relatively stable. Their study also showed that lower wood density was associated with increased strand specific surface, leading to higher thickness swelling and water absorption in OSB panels. However, the influence of wood species and strand dimensions on OSB performance is complex, involving interactions among multiple factors. Strand geometry affects mat formation, strand distribution and alignment, porosity, permeability, heat and moisture transfer, and viscoelastic compression behavior during hot pressing [12]. According to Dai et al. [12], longer and wider strands generate higher core temperatures and gas pressures during hot pressing. Strand thickness, in particular, influences mat porosity and horizontal density distribution, which are critical to panel performance – followed by strand width and length [12]. Thicker strands increase panel porosity and density variation, while wider strands reduce edge voids and improve inter-strand contact [12,13]. Research has shown that longer, thinner strands enhance the bending properties of OSB panels, regardless of wood species [9]. Typical OSB strands range from 75 to 150 mm in length, 15 to 25 mm in width, and 0.3 to 0.7 mm in thickness [14]. Other studies report typical average strand dimensions of approximately 120 mm in length, 10 to 12 mm in width, and 0.6 to 0.8 mm in thickness [15]. However, strand width often exhibits considerable variability due to breakage during the manufacturing process, particularly during drying, which can lead to fragmentation and irregular strand geometry. Strand quality is commonly assessed using the slenderness ratio (length-to-thickness), a key parameter influencing panel performance. For OSB strands, slenderness ratios typically exceed 160 [15], and values up to 200 have been associated with improved bending strength and stiffness. Given the complex relationship between wood species, strand dimensions and panel performance, further investigation is required to optimize strand characteristics for improved structural properties.
This study explores the feasibility of producing OSB incorporating jack pine strands generated by a strander-canter equipped with an experimental counterhead. As a co-product of primary softwood log processing, these strands offer a potential solution for optimizing the utilization of sawmill residues. The research examines the effects of processing both frozen and unfrozen logs under various strander-canter cutting parameters on strand size, vertical density profile, and the mechanical and physical properties of the resulting OSB panels.
2. Materials and Methods
2.1. Material Preparation
The strands used in our study were produced as described by Alipraja et al. [7]. Jack pine (Pinus banksiana Lamb.) logs from the Abitibi-Témiscamingue region, Quebec, Canada, with an average basic density of 468 kg/m3 and a moisture content of 113.8%, were used. The logs were straight, freshly debarked, 2.4 m long on average, and had an average diameter of 209 mm. The logs were processed using a laboratory strander-canter machine equipped with an experimental head designed to produce OSB strands, manufactured by DK-SPEC (Lévis, Quebec, Canada). The cutterhead had an internal diameter of 900 mm and was composed of 33 straight knives arranged in a spiral pattern (see [16] for more details). The knives were offset radially by 0.9 mm (corresponding to the nominal thickness of strands), with a fixed knife angle of 30 °, a rake angle of 59 °, and a clearance angle of 1 °. Different counter-knife angles (CKA) and counter-knife and knife edge distances (CKD) were tested to evaluate their effects on the width of the strands. The strander-canter had a hydraulic feed carriage to hold the logs in place while processing flaking. Cutterhead rotation and feed speed were adjusted to achieve a cutting speed of 25 m/s, producing particles with a nominal length of 102 mm. The nominal slenderness ratio (length-to-thickness ratio) of the strands produced was 113.
The logs were processed under frozen and unfrozen conditions. Initially, the logs were placed in a freezer at -19 oC to maintain the moisture content of the green wood and prevent the development of mold and decay. Subsequently, two opposite sides of each log were chosen for processing. The first side was frozen, while the second was processed 24 hours later under unfrozen conditions. In the frozen logs, the average wood temperature was -13.4 °C, whereas in the unfrozen condition, it was 18.6 °C [7]. These conditions replicate the extreme climatic conditions found in Eastern Canada. In this work step, we considered three independent variables for strand production: log condition (frozen and unfrozen), CKA (60 °, 75 °, and 90 ° for the frozen logs and 75 °, 90 °, and 105 ° for the unfrozen logs) and CKD (6 mm, 11 mm, and 16 mm for both log conditions). The particles produced by the strander-canter were subsequently air-dried until they reached an equilibrium moisture content of approximately 10% and then stored in plastic bags.
2.2. Treatment Selection and Strand Size Distribution
The particles generated by the strander-canter were classified into different categories based on their size. These categories include strands (particles retained in sieve holes with diameters of 70 mm, 45 mm, 28.6 mm, 22.2 mm, 15.9 mm, and 9.5 mm), pin chips (particles retained in a sieve hole with a diameter of 4.8 mm), and fines (particles passing through a sieve hole with a diameter of 4.8 mm) [7]. The proportion of particles in each category and the average width of the strands are depicted in Figure 1. For OSB production, we excluded the strander-canter treatments with a high proportion of pin chips and fines (close to or exceeding 50%) and strands narrower than 10 mm on average, as they are not suited for OSB manufacturing [15]. Particles from frozen logs processed at CKA of 75 ° and 90 ° for all CKD levels were excluded for panel manufacturing following this criterion. Previous work by Alipraja et al. [7] showed that CKD does not impact the combined proportion of pin chips and fines, strand width, or strand size distribution in treatments frozen_logs_60o and unfrozen_logs_75o. Therefore, these treatments were considered a single treatment, regardless of CKD level. As a result of this selection criterion, we selected eight treatments for panel production: frozen_logs_60° for all CKD levels, unfrozen_logs_75° for all CKD levels, unfrozen_logs_90° with CKD of 6 mm, 11 mm, and 16 mm, and unfrozen_logs_105° with CKD of 6 mm, 11 mm, and 16 mm. They were labelled as frozen_logs_60o, unfrozen_logs_75o, unfrozen_logs_90°-6, unfrozen_logs_90°-11, unfrozen_logs_90°-16, unfrozen_logs_105°-6, unfrozen_logs_105°-11, and unfrozen_logs_105°-16, respectively.
The pin chips and fines portions were removed from the selected treatments by sieving, leaving only the strand portion for OSB production. The strand proportion on each sieve (with hole diameters of 70 mm, 45 mm, 28.6 mm, 22.2 mm, 15.9 mm, and 9.5 mm) was then determined by weight percentage after shaking for 15 min with a LabTech classifier (Tampa, FL, USA). An image illustrating the appearance of the strands retained in each sieve is presented by Alipraja [16]. Additionally, industrial strands, primarily composed of aspen (Populus tremuloides Michx.) and a small proportion of softwoods (up to 10%), were sourced from Arbec Forest Products Inc., Shawinigan OSB Panels Division (Shawinigan, Quebec, Canada). They were used as a control. The industrial strands measured 113.8 mm x 22 mm x 0.7 mm (length x width x thickness) based on an average of 50 measurements. The average slenderness ratio of industrial strands was 204.6.
2.3. OSB Panel Manufacturing
Three-layer OSB panels measuring 760 mm x 760 mm x 11 mm (length x width x thickness) with a target density of 630 kg/m3 were produced. The surface layers were composed of industrial strands, while the core layer was made of jack pine strands produced by the strander-canter. OSB panels made entirely of industrial strands were used as a control. The panels were bonded using Primax™ ME1021RC, a commercial liquid phenol-formaldehyde (PF) resin from Hexion Canada Inc. (Edmonton, Alberta, Canada). The solid content, viscosity, and pH of the PF resin are detailed in Table 1. The strands were manually aligned in a 0 °/ 90 °/ 0 ° pattern for mat formation. The initial moisture content of the strands was approximately 1-2%, and water was added to achieve 10% and 7% moisture content in the mat surface and core layers, respectively. The surface and core layers were bonded with PF resin at 7% and 5% (solid content based on strands oven-dry mass), respectively. An emulsion wax, Cascowax™ EW-58A from Momentive Specialty Chemicals Inc. (Columbus, Ohio, US), was added at 1% and 0.5% (solid content based on strands oven-dry mass) for the surface and core layers. The resin and wax were applied and mixed with the strands using a rotary drum blender with an average diameter of 76 cm and a depth of 122 cm. All additive proportions were calculated based on the oven-dried weight of the strands.
The panels were manufactured using a hot press (Dieffenbacher North America Inc., Windsor, Ontario, Canada) of 990 mm x 865 mm with a maximum pressure and temperature capacity of 9 500 kPa and 213 oC, respectively. The hot-pressing conditions used for producing OSB panels are provided in Table 1. All panels were conditioned in a climatic chamber at 20 oC and 65% relative humidity until practical equilibrium was reached, i.e., the condition where the variation in panel weight did not exceed 0.05% per 24-hour period, following ASTM D1037-12 [17]. Three panel replicates were used per treatment and control, resulting in 27 panels.
2.4. Vertical Density Profile Measurements
The vertical density profile of OSB panels was determined using an XQMS QDP-01X x-ray profiler from Quintek Measurement Systems, Inc. (Knoxville, Tennessee, US). Specimens measuring 50 mm x 50 mm were analyzed with a resolution of 0.02 mm. The following variables were obtained from the profiles: average overall density, maximum surface density, and average core density for each sample. The maximum densities were obtained from measurements taken near the surfaces. The average core density was derived from values in the homogeneous zone of the core layer, ranging from 3 mm to 8 mm of the panel thickness. Eight specimens per panel were analyzed for a total of 216 measurements. The average of these eight measurements was calculated for each panel and used as a replicate. Three replicates were used per treatment.
2.5. Determination of Mechanical and Physical Properties
The mechanical and physical properties of the OSB panels were evaluated according to the procedure outlined in CSA O325:21 [18]. A small static bending test was used to ensure the quality of OSB panels. The bending modulus of elasticity (MOE) and bending modulus of rupture (MOR) were determined from two specimens that were 355 mm long (length designated for panels with performance category ½ and less) and 115 mm wide per panel. The specimens were collected along the strength axis, which is parallel to the orientation of the surface strands, to measure the parallel MOE and MOR. Additionally, specimens were taken across the strength axis, meaning they were perpendicular to the orientation of the surface strands, to assess the perpendicular MOE and MOR. The measurements of the bending specimens adhered to the principles outlined in ASTM D3043-17 [19], Method D, with a loading rate of 7.9 mm/min. The reference values for MOE required by CSA O325:21 [18] were calculated using Equations 1 and 2 as follows:
and
where: E = modulus of elasticity, N/mm2 (MPa); EI = reference value given by the CSA O325:21 [18] per mm of specimen width of the target performance category, N-mm2/mm; b = specimen width, mm; I = moment of inertia, mm4; and h = specimen thickness, mm. The bending stiffness (EI = modulus of elasticity x moment of inertia) per mm of specimen width (), N-mm2/mm, was also calculated for each specimen of each treatment for comparison with standard reference values. The maximum bending moment per mm specimen width () as specified in CSA O325:21 was calculated for each specimen from each treatment as follows:
where: = maximum bending moment per mm of specimen width, N-mm/mm; = modulus of rupture, MPa; c = distance from the neutral axis to extreme fiber, mm; P = maximum load, N; and L = span, mm [19]. The standard reference values for MOR were also established using Equations 2 and 3. Additionally, eight 50 mm x 50 mm specimens per panel were utilized to measure the internal bond (IB) strength following ASTM D1037-12 [17]. Mechanical tests were performed using an MTS QTest/5 universal testing machine with a capacity of 5kN. The thickness swelling and water absorption after 24-hour soaks were measured according to CSA O325:21 - Canadian deviations - Appendix FA [18], using four specimens, each measuring 150 mm by 150 mm per panel. The thickness was measured with an accuracy of 0.05 mm at four points midway on each side, 25 mm from the edge of the specimen. Linear expansion and thickness expansion were measured on 300 mm by 75 mm specimens exposed to relative humidities ranging from 50 ± 2% to 90 ± 5% at 20 ± 3 oC in parallel and perpendicular directions to the panel axis. Two specimens per panel were used for each direction. Figure 2 shows the specimen cutting template for both mechanical and physical tests.
2.6. Statistical Analysis
Statistical analyses were performed using R software (version 4.4.1). A one-way analysis of variance (ANOVA) was used to evaluate significant differences among the means of treatment groups. The assumptions underlying ANOVA were verified using the Breusch-Pagan test for homoscedasticity and the Shapiro-Wilk test for normality. Means were compared using Tukey’s test at a significance level of 0.05.
3. Results and Discussion
3.1. Strand Size Distribution
The proportions of strands retained in each sieve across the different treatments are shown in Figure 3. The gray to light orange area indicates medium strands retained in sieves ranging between 9.5 and 22.2 mm, while the light to dark blue area indicates coarse strands retained in sieves ranging between 28.6 and 70 mm. The control treatment presented a higher percentage of coarse strands retained in sieves larger than 28.6 mm, exceeding 60% as indicated in the light to dark blue zone, in contrast to the strander-canter treatments. Within the control treatment, the highest proportion of strands was found in the 45-mm sieve, accounting for 38.5%, followed by the 28.6-mm sieve at 20.8% (as detailed in Table 2). The strand distribution of the unfrozen_logs_75° treatment is closest to that of the control, with approximately 29% of coarse strands in the 28.6 mm sieve and 22% in the 45 mm sieve. For the other strander-canter treatments, the proportion of medium strands surpassed that of coarse strands, ranging from 60.5% to 74.9%, depending on the treatment. The unfrozen logs cut at 105 ° with 6 mm CKD exhibited the highest proportion of medium strands at 74.9%. The strand size distribution of logs processed at frozen_60° condition was comparable to those processed under the unfrozen_90°-6 and unfrozen_105°-11 conditions.
3.2. Vertical Density Profile
The vertical density profiles of the OSB panels for the three panels produced from each treatment are illustrated in Figure 4. Each density profile represents the average of eight measurements taken for each panel. All OSB panels exhibited a typical U-shaped density profile. The surface densities in the panels are typically correlated with bending properties, while core density is associated with IB strength and thickness swelling. Density profiles that display a pronounced U-shape typically enhance bending properties, whereas flatter profiles improve IB strength. For OSB, a flatter density profile with minimal variation between the surface and core layers is preferred, as it helps to mitigate thickness swelling by resulting in lower interlayer shear forces, lower springback, and therefore reduced swelling [20].
The average overall density (overall_dens), maximum surface density (surface_dens), and average core density (core_dens) of the OSB panels across the different treatments are shown in Table 3. Statistical analysis showed a significant difference among the treatments. The panels produced from frozen_log_60o strands had higher overall_dens, surface_dens, and core_dens than those produced from the unfrozen_logs_90o-6 treatment. Additionally, the core_dens of the panels produced from frozen_logs_60o strands was higher than those produced from unfrozen_logs_105o-11 strands. However, no significant differences in overall, surface and core densities were found between the control panels and those incorporating jack pine strands produced by the strander-canter.
3.3. Mechanical Properties
3.3.1. Static Bending Properties
The OSB panels produced in this study conform to performance category 7/16, corresponding to a minimum thickness of 10.32 mm and a maximum thickness of 11.91 mm [18]. For this category, the minimum reference values for the MOE in parallel (MOE_par) and perpendicular (MOE_per) bending are 3561 MPa and 1271 MPa, respectively. Additionally, the minimum values for bending stiffness per mm specimen width in both parallel (_par) and perpendicular (_per) directions are 395 x 103 N-mm2/mm and 141 x 103 N-mm2/mm (Table 4). Panels from all treatments exceeded the standard reference values for stiffness. Statistical analysis revealed significant differences among treatments for all bending properties except MOE_per and _per (Table 5). The MOE_par of panels from the unfrozen_logs_105o-6 treatment was the only one that showed significant differences compared to the control panels. This treatment had the highest mean MOE_par, which was also significantly different from the panels from the frozen_logs_60° treatment (Figure 5A). Additionally, the _par of the panels from unfrozen_log_105o-6 treatment showed a higher mean; however, it was not statistically different from the control or the unfrozen_logs_75o and unfrozen_logs_90o-6 panels (Figure 5B).
The minimum reference values for bending MOR_par and MOR_per are 19.3 Mpa and 10.9 Mpa, respectively. Meanwhile, the minimum standard values of _par and _per are 390 N-mm/mm and 220 N-mm/mm (Table 4). Panels from all treatments exceeded these standard values. No significant differences in MOR_par were found for the strander-canter treatments compared to the control (Table 5). However, the panels from the unfrozen_logs_105o-6 treatment outperformed those from the frozen_logs_60o treatment in MOR_par (Figure 5C). The unfrozen_logs_105o-6 treatment also exhibited the highest _par; however, it was not statistically different from the control or the unfrozen_logs_75o and unfrozen_logs_90o-6 treatments (Figure 5D). For perpendicular bending, the panels from the unfrozen_logs_90o-11 treatment showed superior performance in MOR_per compared to the control or frozen_logs_60o treatment, as well as in _per compared to frozen_logs_60o panels (Figure 5C-D).
Panels containing jack pine strands obtained from strander-canter exhibited bending properties comparable to, or in some cases exceeded, those of the control panels. Bending performance in OSB is primarily governed by the characteristics of the surface layer, where longer and thinner strands with high slenderness ratios promote greater contact between overlapping strands, thereby enhancing mechanical performance [9,14]. In our study, all panel surface layers were composed of industrial strands with a high nominal slenderness ratio of 204.6, contributing significantly to the observed bending strength. This value is nearly twice that of the jack pine strands from the strander-canter, which exhibited a slenderness ratio of 113. Despite their lower slenderness ratio, the thicker and narrower jack pine strands used in the core layer tended to contribute positively to the overall bending performance, particularly demonstrated by the MOE_par values of panels from the unfrozen_logs_105°-6 treatment compared to the control panel (see Figure 5A). This can be attributed to the fact that the slenderness ratio is an indicator of the available contact surface, residual mechanical properties, and adhesive distribution efficiency. Strands with lower slenderness ratios typically exhibit lower specific surface areas and greater adhesive content per unit of wood surface, which can enhance structural integrity under bending loads.
3.3.2. Internal Bond Strength
The IB strength of OSB panels across various treatments is shown in Figure 6. Statistical analysis revealed that two strander-canter treatments, unfrozen_logs_90°-11 and unfrozen_logs_105°-16, had significantly higher IB strength than the control. These treatments showed a 24% increase in IB strength compared to the control group. In addition, their IB values were statistically comparable to those of the unfrozen_logs_90°-16 and unfrozen_logs_105°-6 treatments. A combination of factors can explain these results. The improved IB performance noted in the unfrozen_logs_90°-11 and unfrozen_logs_105°-16 panels can be partly explained by their vertical density profiles. These profiles exhibited increased core densities of 642 kg/m3 and 651 kg/m3, respectively, which are among the highest recorded across all treatments (see Figure 4, Table 3). Although these differences were not statistically significant, they may have contributed to the improved IB strength.
In addition, the unfrozen_logs_90°-11 and unfrozen_logs_105°-16 treatments had comparable strand size distributions, with 62.0% and 61.4% medium strands, respectively (see Table 2). These strands had lower slenderness ratios than those used in the core layer of the control panels. As discussed previously for the bending properties, a reduced slenderness ratio is associated with a lower specific surface area and increased adhesive content per unit of wood strand surface area. These characteristics likely enhanced adhesion and improved IB strength in these treatments.
3.4. Dimensional Stability
3.4.1. Thickness Swelling and Water Absorption after a 24-Hour Soak
According to the CSA O325:21 [18], thickness swelling after a 24-hour soak (TS_24h) should not exceed an average value of 20% for OSB panels. Most OSB panels complied with this limit, except for panels from the unfrozen_logs_75o and unfrozen_logs_105o-16 treatments, although their values were close to the standard (Figure 7A). Statistical analysis showed a significant difference in TS_24h between control panels and those containing strands obtained from the strander-canter, regardless of the cutting parameters (F value = 6.625, p-value ˂ 0.001; not shown in the table). OSB panels with a core layer made from jack pine strands sourced from the strander-canter showed greater thickness swelling compared to the control panels. The increases in thickness swelling ranged from 30.6% to 56%, depending on the cutting parameters used in the strander-canter. Similarly, the water absorption after a 24-hour soak (WA_24h) of the panels made with strander-canter strands was notably higher than that of the control panel (Figure 7B). OSB panels containing jack pine strander-canter strands absorbed between 56% and 82% more water than the control group. This increased water absorption in panels with strander-canter strands indicates their higher porosity.
Several factors may contribute to these results, including wood species, strand dimensions, or their combined effects. Previous studies have demonstrated that softwood-made OSB panels exhibit greater swelling than those made from aspen. Zhuang et al. [3] found that OSB panels made from black spruce or jack pine exhibited 69% and 82% more thickness swelling, respectively, than those made from aspen. Balsam fir-made panels exhibited more than twice the thickness swelling observed in aspen-based OSB. Furthermore, for OSB panels incorporating black spruce-aspen blends, thickness swelling increased from 8.1% to 11.4% as the proportion of black spruce in the panel composition increased from 33% to 66% [3], highlighting the significant impact of softwood species on swelling properties.
Thickness swelling in OSB occurs through two primary mechanisms: water absorption by wood strands and the relaxation of compressive stress caused by hot pressing, commonly referred to as springback. The extent of springback is governed by the mat structure, the compression ratio of the mat, and the resulting vertical density profile. Since swelling is proportional to density, the denser surface layers exhibit greater thickness swelling than the core layer. Also, a higher density contrast between the surface and core layers increases shear forces during swelling. These forces may become significant enough to exceed the adhesive’s bond strength, resulting in bond failure and additional swelling [20]. However, the density profile analysis performed in our study revealed no substantial differences in overall_dens, surface_dens, or core_dens between control panels and those incorporating strander-canter strands (Figure 4, Table 3). Therefore, the increased thickness swelling in OSB panels containing jack pine strands in the core layer should be related to the wood species, mat structure, and strand size, rather than the vertical density profile. Despite having similar wood densities [3], jack pine and aspen wood differ considerably in their anatomical structures. Aspen possesses a diffuse-porous and homogeneous structure, whereas jack pine exhibits steep density variations within the growth rings, with latewood density being more than twice that of earlywood [21]. According to Garcia et al. [21], this variation in density between earlywood and latewood in jack pine can induce heterogeneous swelling stresses during moisture exposure. It can intensify internal shear forces and promote greater overall swelling. This hypothesis is supported by Lube [22], who observed the formation of micro-checks and voids at the earlywood-latewood interface in softwood strands during wetting, contributing to dimensional instability in OSB panels. Additionally, strands produced from jack pine using the strander-canter were thicker than those from aspen, with average thicknesses of 0.9 mm and 0.7 mm, respectively. This increased thickness, combined with the anatomical variability of jack pine, may influence panel porosity, water penetration rate, compression ratio, and the extent of springback. Prior studies have shown that thicker strands increase panel porosity [12,13,23]. For instance, Tao and Lee [23] reported that increasing strand thickness from 0.4 mm to 1.3 mm reduced mat uniformity and increased resistance during consolidation, resulting in significantly higher porosity. Taken together, the structural characteristics of jack pine and the increased strand thickness may exacerbate springback after water immersion and contribute to the higher thickness swelling observed in OSB panels with a core layer made from jack pine strands obtained from the strander-canter. Further research is needed to fully understand the mechanisms governing thickness swelling and water absorption in softwood-based OSB panels.
3.4.2. Linear Expansion and Thickness Expansion
Statistical analysis indicated no significant differences in linear expansion or thickness expansion across the treatments, either in the parallel or perpendicular directions (see Table 5). The linear expansion of the OSB panels was minimal, with average values ranging from 0.05% to 0.08% parallel to the strength axis and from 0.04% to 0.11% in the perpendicular direction (Table 6). These results are consistent with those reported by Han et al. [24] for mixed hardwood OSB panels, where they observed LE_par values ranging from 0.04 to 0.20%, depending on panel density (650 or 750 kg/m3) and fine content (0-30%). However, their LE_per values were generally higher than those observed in our study. The average thickness expansion values ranged from 7.8% to 9.8% in the parallel direction and from 7.2% to 9.0% in the perpendicular direction (Table 6). Notably, these values are lower than those observed for thickness swelling after 24-hour water soaking (see Figure 7A). To the best of our knowledge, no prior studies have reported data on the thickness expansion of OSB panels under 50-90% relative humidity conditions; therefore, these results can serve as a valuable reference for future studies.
Overall, the findings of this study highlight the potential of strander-canter strands for OSB production. Alipraja et al. [8] demonstrated that under identical cutting conditions, the strander-canter machine produced strands of equal dimensions across three softwood species—balsam fir, black spruce, and jack pine. This dimensional consistency indicates that the strander-canter machine is well-suited for processing a broader range of softwood species, extending its applicability beyond jack pine and offering promising opportunities for OSB manufacturing.
These results have important implications for the OSB panel industry. By enabling multiple softwood species with consistent strand quality, the strander-canter technology supports the diversification of raw material sources for OSB production. This advancement could enhance the utilization of softwood residues, improve the economic feasibility of OSB manufacturing in regions with mixed-species forests, and promote more sustainable forest management practices. As such, the adoption of this technology may offer both economic and environmental benefits to the industry.
4. Conclusions
This study evaluated the physical and mechanical properties of OSB panels made with jack pine strands produced using a newly designed strander-canter. Strands were generated from frozen and unfrozen logs under various cutting conditions and used in the core layer of the panels. The key findings are summarized below:
- The strander-canter produced a greater proportion of medium-size strands, whereas the industrial process exhibited a higher proportion of coarse strands.
- The use of jack pine strands in the core layer had no significant effect on the vertical density profiles of the OSB panels.
- All panels, regardless of log conditions or cutting parameters, far exceeded the CSA O325:21 standard requirements for bending properties. In certain instances, the jack pine strands improved bending performance.
- Panels containing jack pine strands exhibited IB strength comparable to control panels. Notably, the unfrozen_logs_90o-11 and unfrozen_logs_105o-16 treatments showed higher IB values, likely due to reduced strand specific surface area and greater adhesive coverage per unit of surface area.
- Panels containing jack pine strands showed significantly higher thickness swelling and water absorption than control panels. This is likely due to the anatomical structure of jack pine (latewood vs earlywood) and the thicker strands produced, which probably increased panel porosity. To improve dimensional stability, it is recommended to adjust cutting parameters to produce thinner strands, consider softwood species with more uniform wood structure, and explore pressing strategies to reduce density gradients between surface and core layers.
In conclusion, this study demonstrates the technical feasibility of using jack pine strands, produced by a strander-canter, into OSB manufacturing. The results highlight opportunities for the more efficient utilization of softwood sawmill residues and open new avenues for producing softwood-based OSB products.
Author Contributions
Conceptualization, methodology, validation, writing—review and editing, R.G., A.C., I.A, R.H., and A.K.; formal analysis, investigation, R.G. and A.C.; data curation, writing—original draft preparation, visualization, R.G.; resources, supervision, project administration, funding acquisition, A.C. All authors have read and agreed to the published version of the manuscript.
Funding
This paper was prepared as part of the research activities of the Wood-Based Composite Panel Research Consortium (Corepan-Bois) at Université Laval. This research was funded by the Natural Sciences and Engineering Research Council of Canada (NSERC) [grant number ALLRP 571660-21], the Ministère des Ressources naturelles et des Forêts (MRNF), the Conseil de l’industrie forestière du Québec (CIFQ) [grant number PIP-2019-12], and Corepan-Bois’s partners. The development of the strander-canter was funded by NSERC [grant number STPGP 494346-16].
Data Availability Statement
The original contributions presented in this study are included in the article. Further inquiries can be directed to the corresponding author.
Acknowledgments
The authors would like to extend their gratitude to Paul Desaulniers, Luc Germain, and Jean Ouellet for their technical assistance, as well as to the Corepan-Bois students for their invaluable help with laboratory work: Gustavo Rodríguez, Louis-David Giasson, Pascal Houde, Rolando Montenegro, and Tiam Mahmoudian. The authors also wish to thank Arbec Forest Products for donating the industrial strands used in this study and Hexion Inc. for supplying the PF resin.
Conflicts of Interest
The authors declare no conflicts of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; or in the writing of the manuscript. The partners reviewed the manuscript and approved it for publication.
Abbreviations
The following abbreviations are used in this manuscript:
| ANOVA | Analysis of variance |
| CKA | counter-knife angle |
| CKD | Counter-knife and knife-edge distance |
| Core_dens | Average core density |
| _par | Bending stiffness per mm specimen width in the parallel direction |
| _per | Bending stiffness per mm specimen width in the perpendicular direction |
| IB | Internal bond |
| LE_par | Linear expansion in the parallel direction |
| LE_per | Linear expansion in the perpendicular direction |
| MOE_par | Modulus of elasticity parallel to the strength axis |
| MOE_per | Modulus of elasticity perpendicular to the strength axis |
| MOR_par | Modulus of rupture parallel to the strength axis |
| MOR_per | Modulus of rupture perpendicular to the strength axis |
| OSB | Oriented strand board |
| Overall_dens | Average overall density |
| PF | Phenol-formaldehyde |
| _par | Maximum bending moment per mm specimen width in the parallel direction |
| _per | Maximum bending moment per mm specimen width in the perpendicular direction |
| Surface_dens | Maximum surface density |
| TE_par | Thickness expansion in the parallel direction |
| TE_per | Thickness expansion in the perpendicular direction |
| TS_24h | Thickness swelling after 24-hour water soaking |
| WA_24h | Water absorption after 24-hour water soaking |
References
- FAO. FAOSTAT: Forestry production and trade. Available online: https://www.fao.org/faostat/en/#data (accessed on 23 May 2025).
- Zhuang, B.; Cloutier, A.; Koubaa, A. Effects of strands geometry on the physical and mechanical properties of oriented strand boards (OSBs) made from black spruce and trembling aspen. BioResources. 2022a, 17(3), 3929-3943. [CrossRef]
- Zhuang, B.; Cloutier, A.; Koubaa, A. Physical and mechanical properties of oriented strand board made from eastern Canadian softwood species. Forests. 2022b, 13, 523. [CrossRef]
- Zhang, S.Y. (Tony); Koubaa, A. Les résineux de l’Est du Canada: écologie forestière, caractéristiques, transformation et usages (in French). Publication spéciale SP-526F, FPInnovations: Québec, Quebec, Canada, 2009.
- Gouvernement du Québec (2021). La forêt démystifiée : comment les arbres récoltés au Québec sont-ils utilisés. https://www.quebec.ca/nouvelles/actualites/details/foret-demystifiee-comment-arbres-recoltes-utilises-32864.
- Ghosh, S.C.; H Hernández, R.E.; Blais, C. Effect of knife wear on surface quality of black spruce cants produced by a chipper-canter. Wood Fiber Sci. 2015, 47(4), 355-364.
- Alipraja, I.; Hernández, R.E.; Cáceres, C.B.; Koubaa, A. Towards strand production in primary log breakdown: effects of the counter-knife and temperature on size distribution of jack pine strands. BioResources. 2022, 17(2), 2632-2651. [CrossRef]
- Alipraja, I.; Hernández, Koubaa, A. Effects of wood species on the energy requirements and size distribution of strands produced by a strander-canter. BioResources. 2023, 18(3), 5873-5886.
- Beck, K.; Cloutier, A.; Salenikovih, A.; Beauregard, R. Effect of strand geometry and wood species on strandboard mechanical properties. Wood Fiber Sci. 2009, 41(3), 267-278.
- Xing, C.; Matuan, L.M.; Dawson-Andoh, B.E. Effect of processing parameters on the quality of red oak flakes. Inter Wood Prod J. 2017, 8(3), 139-143. [CrossRef]
- Pipíška, T.; Nociar, M.; Král, P.; Ráhel’, J.; Bekhta, P.; Réh, R.; et al. Characterization of randomly oriented strand boards manufactured from juvenile wood of underutilized wood species. Eur. J. Wood Prod. 2024, 82, 927–941. [CrossRef]
- Dai, C.; Yu, C.; Zhou, X. Heat and mass transfer in wood composite panels during hot pressing. Part II. modeling void formation and mat permeability. Wood Fiber Sci. 2005, 37(2), 242-257.
- Li, P.; Wang, S.; Chen, S.; Wang, F. A three-dimensional solid model for OSB mat. Forest Prod J. 2008, 58(1/2), 53-58.
- Pham Van, T.; Schöpper, C.; Klüppel, A.; Mai, C. Effect of wood and panel density on the properties of lightweight strand boards. Wood Mater Sci Eng. 2019, 16(4), 237–245. [CrossRef]
- Lunguleasa, A.; Dumitrascu, A.-E.; Spirchez, C.; Ciobanu, V.-D. Influence of the strand characteristics on the properties of oriented strand boards obtained from resinous and broad-leaved fast-growing species. Appl Sci. 2021, 11(4), 1784. [CrossRef]
- Alipraja, I. Fabrication de copeaux en forme de lamelles à l’aide d’une équarrisseuse-fragmenteuse. Ph.D. Thesis, Université Laval, Québec, Canada, 2023.
- ASTM D1037-12 (Reapproved 2020). Standard Test Methods for Evaluating Properties of Wood-based Fiber and Particle Panel Materials. ASTM International, West Conshohocken, PA, United States, 2020.
- CSA O325:21 Construction sheathing (NIST PS 2-18, MOD). Canadian Standard Association (CSA), Toronto, Ontario, Canada, 2021.
- ASTM D3043-17 Standard Test Methods for Structural Panels in Flexure. ASTM International, West Conshohocken, PA, United States, 2017.
- Chang, W. Thickness swelling behaviour of oriented strand board. Master, University of Toronto, Toronto, Canada, 1999.
- Garcia, R.A.; Rosero-Alvarado, J.; Hernández, R.E. Moisture-induced strains in earlywood and latewood of mature and juvenile woods in jack pine from 3D-DIC measurements. Wood Mater Sci Eng. 2022, 18(2), 570-579. [CrossRef]
- Lube, V.M. Effects of moisture-induced thickness swelling on the microstructure of oriented strand board. Master, University of British Columbia, Vancouver, Canada, November 2016.
- Tao, Y.; Li, P. Analyzing the relationships between processing parameters and fractal dimension of void size on cross-sections of oriented strandboards. BioResources. 2016, 11(4), 9154-9161. [CrossRef]
- Han, G.; Wu, Q.; Lu, J.Z. The influence of fines content and panel density on properties of mixed hardwood oriented strandboard. Wood Fiber Sci. 2007, 39(1), 2-15.
Figure 1.
Particle distribution and average strand width for frozen and unfrozen logs processed with various counter-knife angles and counter-knife and knife edge distances. The authors generated the graph based on data from Alipraja et al. [7].
Figure 1.
Particle distribution and average strand width for frozen and unfrozen logs processed with various counter-knife angles and counter-knife and knife edge distances. The authors generated the graph based on data from Alipraja et al. [7].
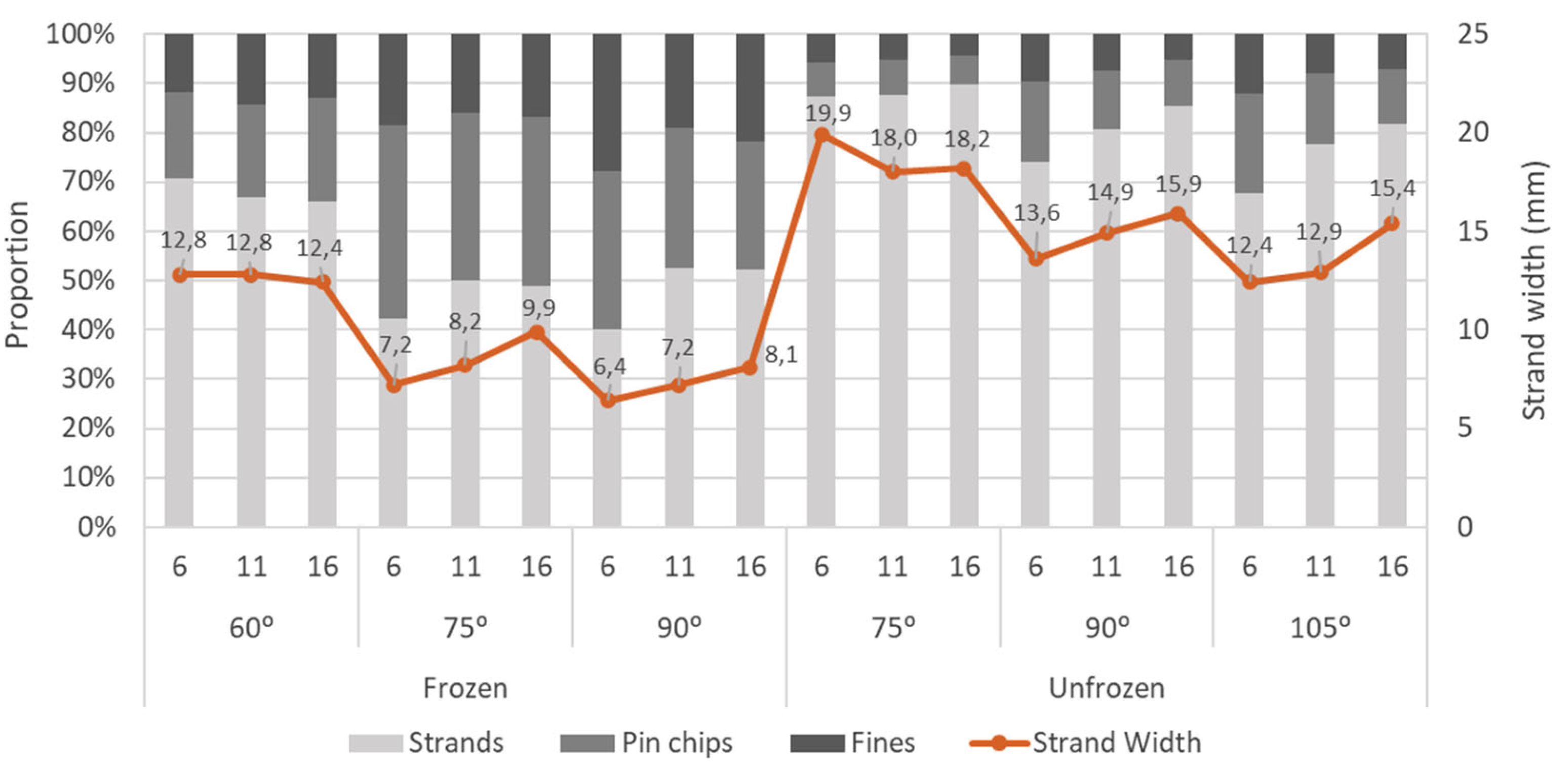
Figure 2.
Specimen cutting template for mechanical and physical tests of OSB panels. TS, WA: thickness swelling and water absorption. IB: internal bond strength. MOE_par, MOR_par, MOE_per, MOR_per: modulus of elasticity and modulus of rupture in parallel and perpendicular bending, respectively. LE_par, TE_par, LE_per, TE_per: linear expansion and thickness expansion in parallel and perpendicular directions, respectively.
Figure 2.
Specimen cutting template for mechanical and physical tests of OSB panels. TS, WA: thickness swelling and water absorption. IB: internal bond strength. MOE_par, MOR_par, MOE_per, MOR_per: modulus of elasticity and modulus of rupture in parallel and perpendicular bending, respectively. LE_par, TE_par, LE_per, TE_per: linear expansion and thickness expansion in parallel and perpendicular directions, respectively.
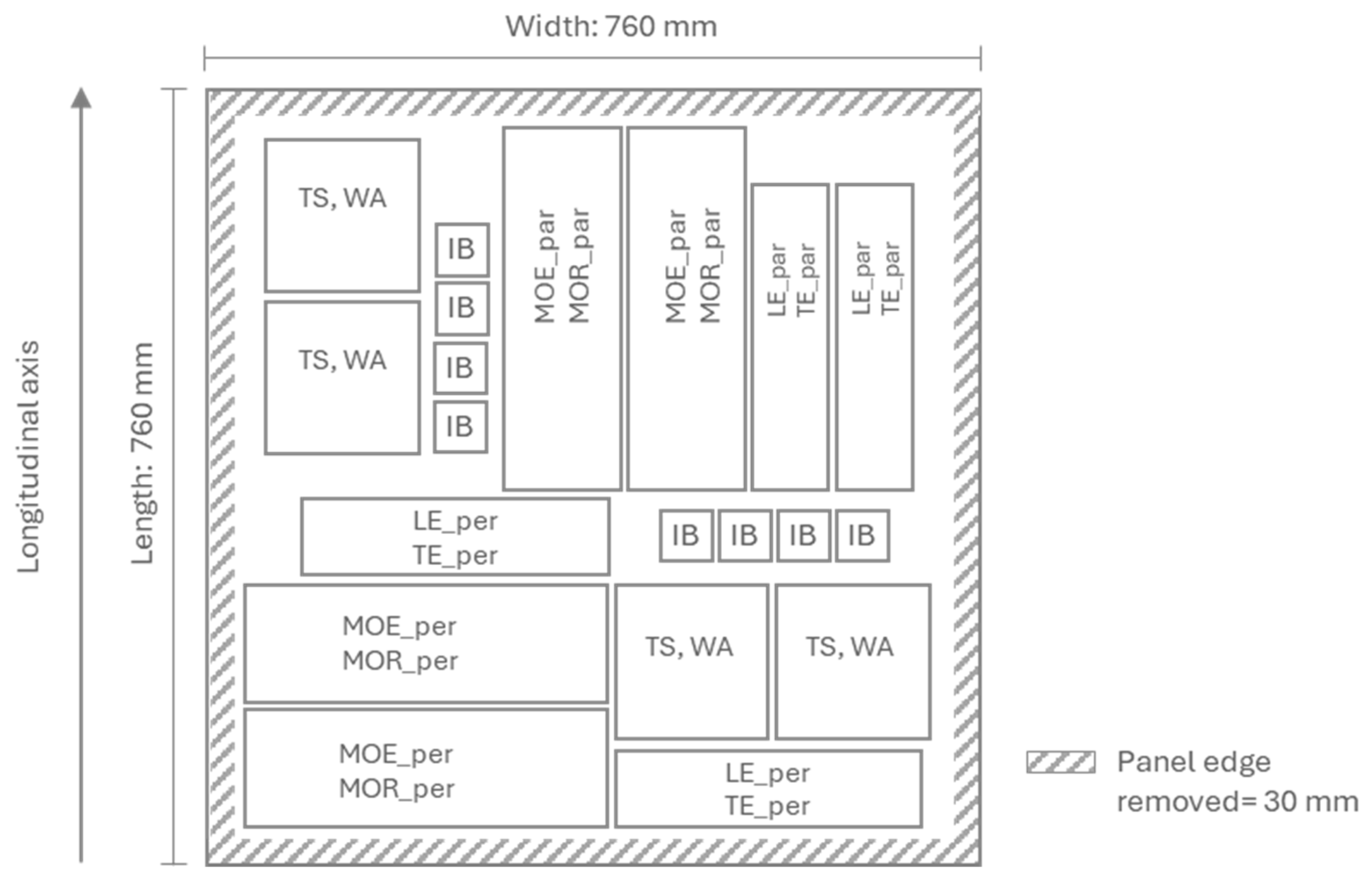
Figure 3.
Strand size distribution from frozen and unfrozen logs processed with various strander-canter cutting parameters.
Figure 3.
Strand size distribution from frozen and unfrozen logs processed with various strander-canter cutting parameters.
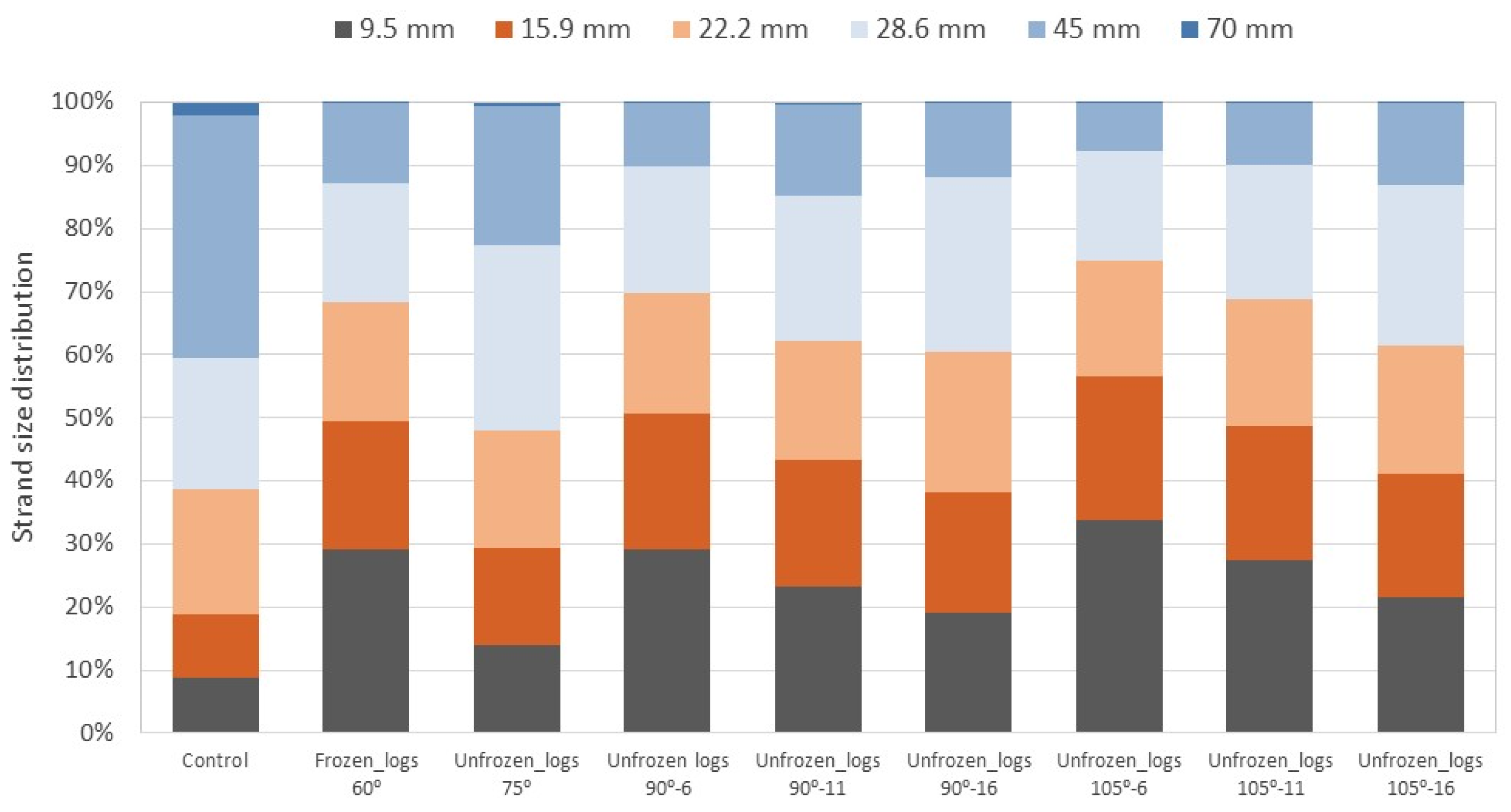
Figure 4.
Vertical density profile of OSB panels made with jack pine strands produced from frozen and unfrozen logs using a strander-canter with various cutting parameters.
Figure 4.
Vertical density profile of OSB panels made with jack pine strands produced from frozen and unfrozen logs using a strander-canter with various cutting parameters.
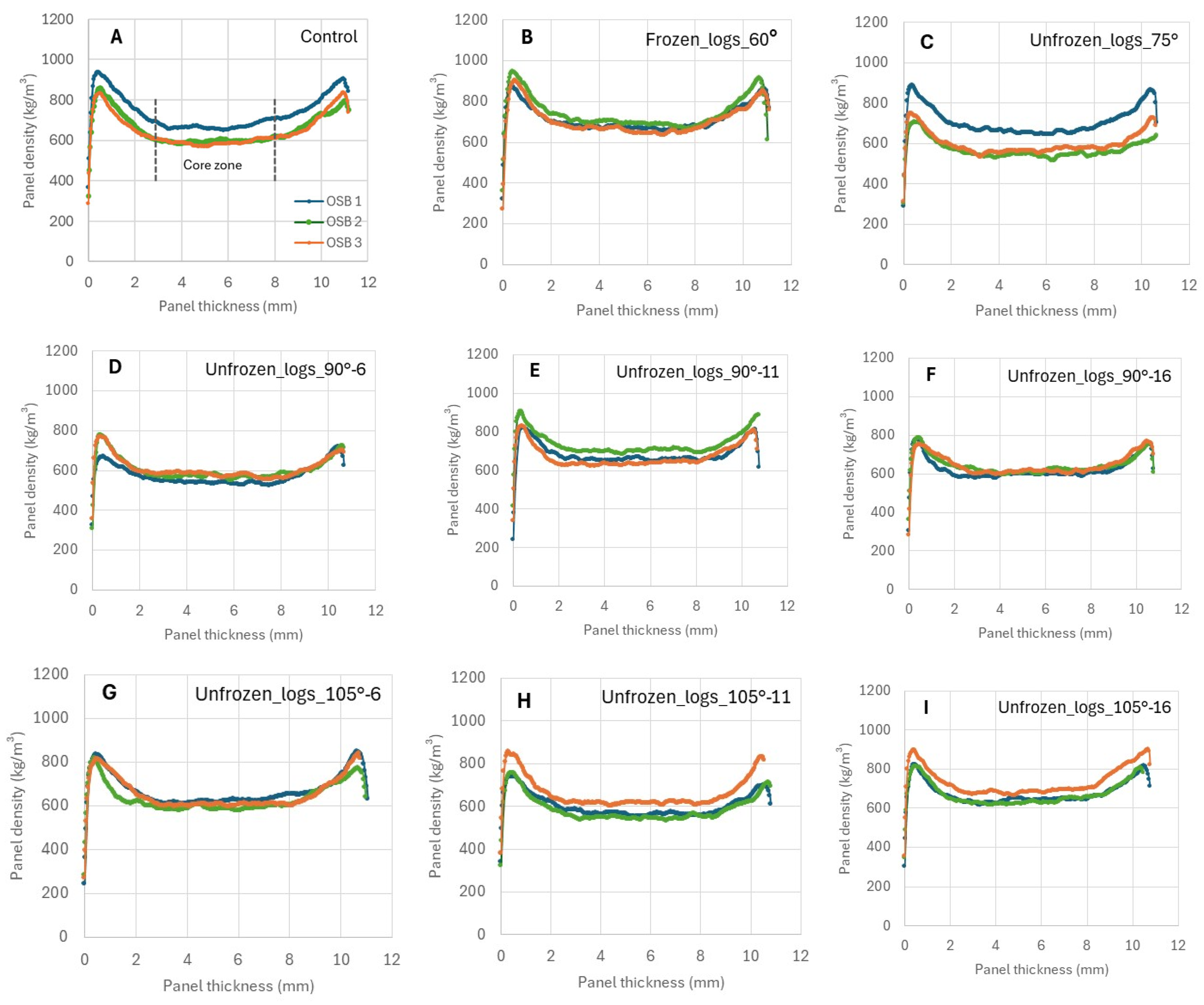
Figure 5.
Bending properties of OSB panels made with jack pine strands produced from frozen and unfrozen logs using a strander-canter with various cutting parameters.
Figure 5.
Bending properties of OSB panels made with jack pine strands produced from frozen and unfrozen logs using a strander-canter with various cutting parameters.
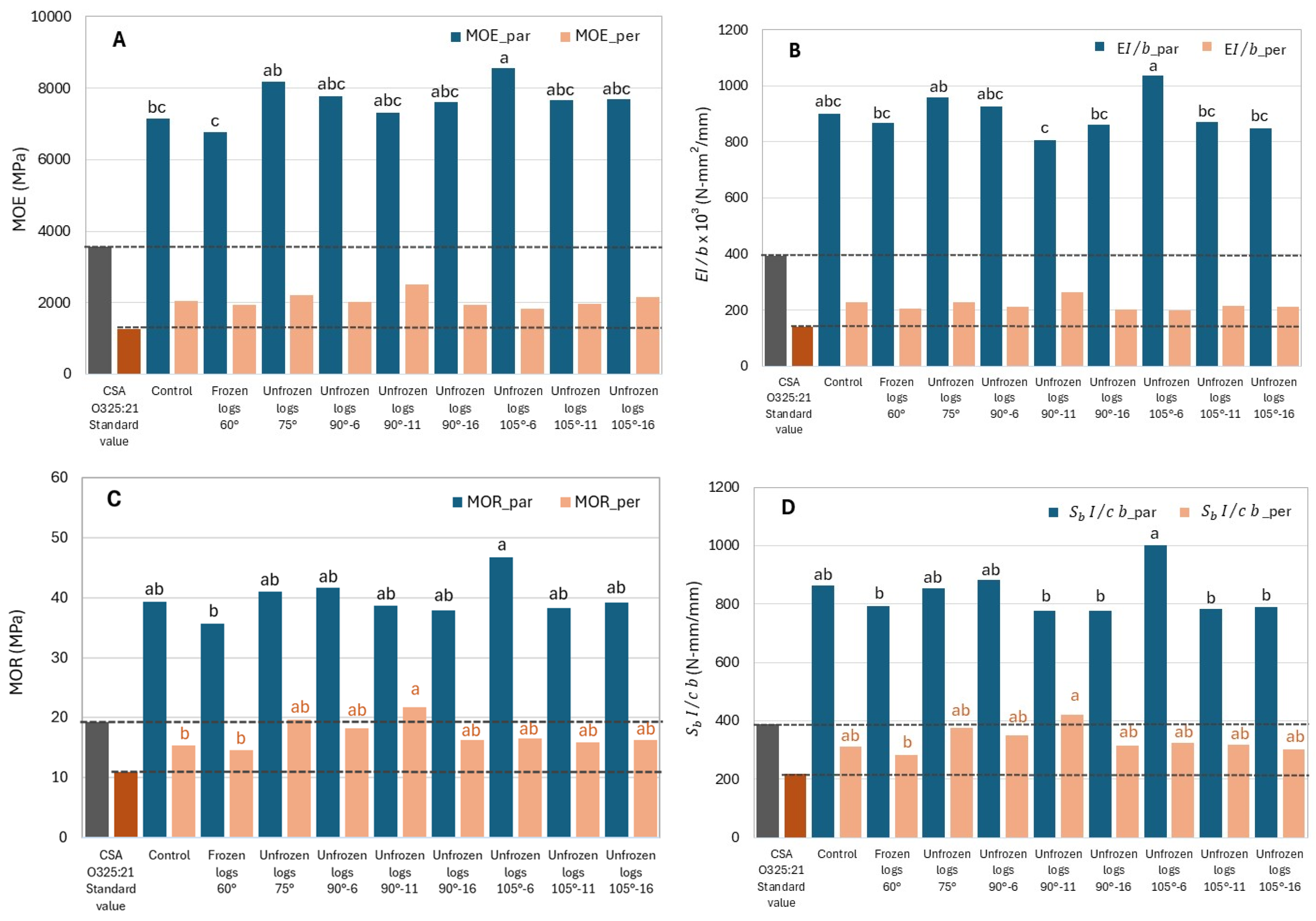
Figure 6.
Internal bond (IB) strength of OSB panels made with jack pine strands produced from frozen and unfrozen logs using a strander-canter with various cutting parameters.
Figure 6.
Internal bond (IB) strength of OSB panels made with jack pine strands produced from frozen and unfrozen logs using a strander-canter with various cutting parameters.
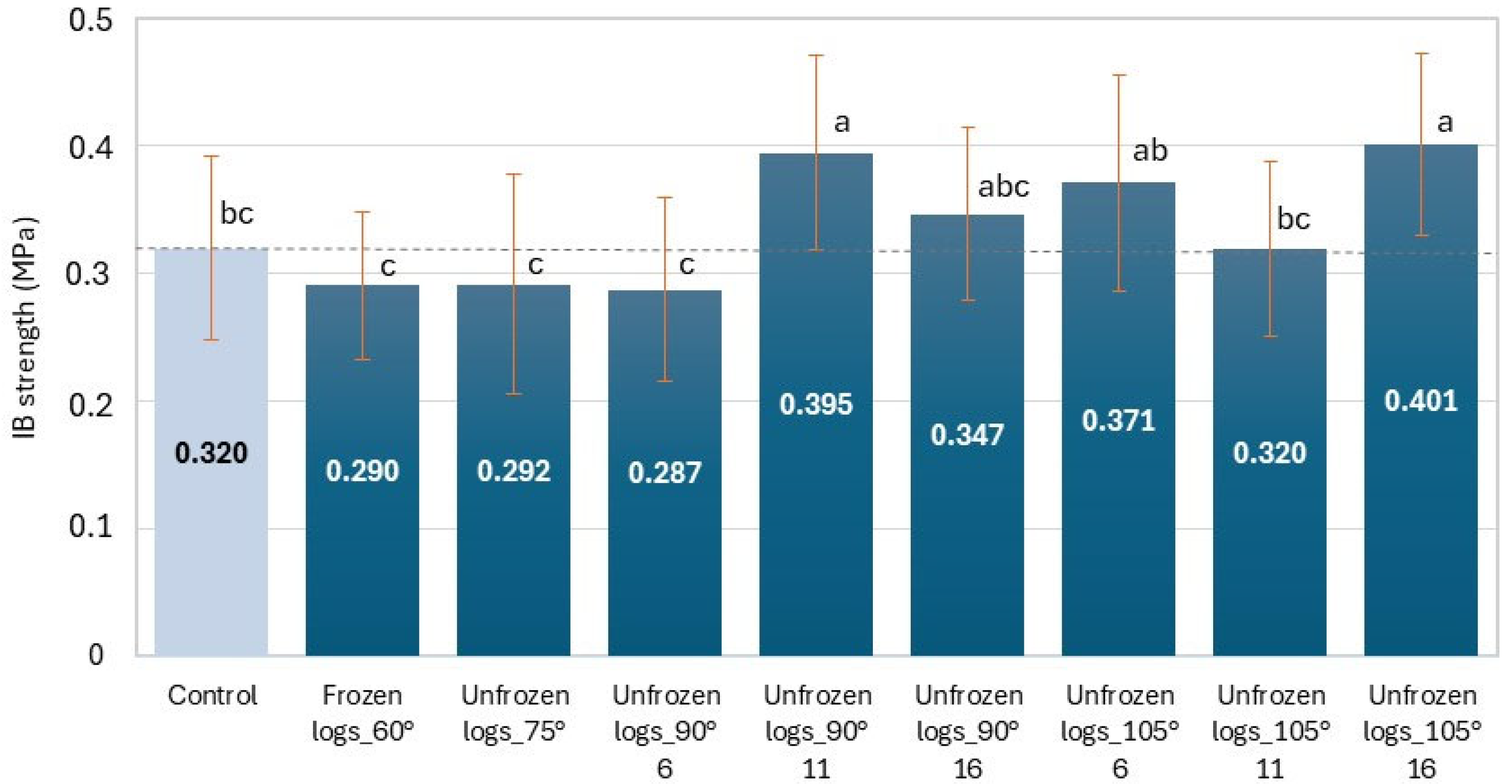
Figure 7.
Thickness swelling and water absorption after 24-hour water soaking of OSB panels made with jack pine strands produced from frozen and unfrozen logs using a strander-canter with various cutting parameters.
Figure 7.
Thickness swelling and water absorption after 24-hour water soaking of OSB panels made with jack pine strands produced from frozen and unfrozen logs using a strander-canter with various cutting parameters.


Table 1.
Manufacturing parameters of OSB panels used in this study.
| OSB manufacturing parameters | Condition | |
| PF resin (liquid) |
Solid content | 55% |
| Brookfield viscosity at 25 oC | 140 cPs | |
| pH at 25 oC | 10.8 | |
| Emulsion wax | Solid wax content | 58% |
| Brookfield viscosity, at 25 oC | 93 cPs | |
| pH at 25 oC | 8.67 | |
| Mat formation | Target mat moisture content1 | 8% |
| Panel dimensions (length x width x thickness) | 760 mm x 760 mm x 11 mm | |
| Target panel density | 630 kg/m3 | |
| Mass proportion of layers (surface/ core/ surface) | 30: 40: 30 | |
| Moisture content1 (surface/core) | 10% / 7% | |
| PF resin content1 (surface/core) | 7% / 5% | |
| Emulsion wax content1 (surface/core) | 1% / 0.5% | |
| Hot pressing conditions | Press platen temperature | 200 oC |
| Press closing time | 10 s | |
| Resin curing time | 310 s | |
| Press opening time at multi-step | 87 s | |
| Total pressing time | 407 s | |
1 Based on the oven-dry weight of strands.
Table 2.
Percentage of strands retained in each sieve opening for frozen and unfrozen logs processed with different strander-canter cutting parameters.
Table 2.
Percentage of strands retained in each sieve opening for frozen and unfrozen logs processed with different strander-canter cutting parameters.
| Strand size | Screen holes | Control | Frozen logs_60° | Unfrozen logs_75° |
Unfrozen logs_90° 6 |
Unfrozen logs_90° 11 | Unfrozen logs_90° 16 | Unfrozen logs_105° 6 | Unfrozen logs_105° 11 | Unfrozen logs_105° 16 |
| Coarse | 70 mm | 2.1 | 0.2 | 0.7 | 0.1 | 0.5 | 0.1 | 0.1 | 0.1 | 0 |
| 45 mm | 38.5 | 12.5 | 22.1 | 10.0 | 14.2 | 11,7 | 7.7 | 9.7 | 13.2 | |
| 28.6 mm | 20.8 | 18.9 | 29.3 | 20.1 | 23.2 | 27.6 | 17.3 | 21.4 | 25.4 | |
| Medium | 22.2 mm | 19.9 | 18.9 | 18.7 | 19.1 | 18.9 | 22.3 | 18.4 | 20.1 | 20.4 |
| 15.9 mm | 10.0 | 20.5 | 15.3 | 21.7 | 19.9 | 19.1 | 22.7 | 21.2 | 19.5 | |
| 9.5 mm | 8.7 | 29.0 | 14.0 | 29.0 | 23.3 | 19.1 | 33.8 | 27.4 | 21.5 |
Table 3.
Statistical analysis of density data from the vertical density profiles of OSB panels made with jack pine strands produced from frozen and unfrozen logs using a strander-canter with various cutting parameters.
Table 3.
Statistical analysis of density data from the vertical density profiles of OSB panels made with jack pine strands produced from frozen and unfrozen logs using a strander-canter with various cutting parameters.
| Densities (kg/m3) | F values | Control | Frozen logs_60° | Unfrozen logs_75° | Unfrozen logs_ 90° 6 | Unfrozen logs_ 90° 11 | Unfrozen logs_90° 16 | Unfrozen logs_105°6 | Unfrozen logs_ 105° 11 | Unfrozen logs_105° 16 |
| Overall_dens | 3.81* [0.009] |
681 ab (6.9) |
718 a (2.6) |
622 ab (11.5) |
594 b (3.1) |
695 ab (5.3) |
635 ab (2.1) |
648 ab (2.7) |
614 ab (6.5) |
690 ab (5.1) |
| Surface_dens | 3.63* [0.011] |
914 ab (4.1) |
935 a (3.7) |
811 ab (10.7) |
791 b (3.5) |
895 ab (5.4) |
815 ab (1.9) |
865 ab (3.8) |
818 ab (7.8) |
894 ab (4.7) |
| Core_dens | 3.97* [0.007] |
619 ab (7.1) |
672 a (2.6) |
587 ab (10.7) |
561 b (3.7) |
642 ab (1.8) |
605 ab (1.5) |
605 ab (2.7) |
574 b (6.3) |
651 ab (4.3) |
* Significant at a 0.05 probability level. The p-values are given in square brackets. The coefficient of variation (%) is given in parentheses. Means with the same letter within a row are not statistically different by Tukey’s test.
Table 4.
Bending properties of OSB panels made with jack pine strands produced from frozen and unfrozen logs using a strander-canter with various cutting parameters.
Table 4.
Bending properties of OSB panels made with jack pine strands produced from frozen and unfrozen logs using a strander-canter with various cutting parameters.
| Treatment |
MOE (MPa) |
Bending stiffness per mm specimen width, EI / b x 103 (N-mm2/mm) |
MOR (Mpa) |
Maximum bending moment per mm specimen width, (N-mm/mm) |
||||
| Par | Per | Par | Per | Par | Per | Par | Per | |
| CSA O325:21 [18] reference value for 7/16 performance category1 | 3561 | 1271 | 395 | 141 | 19.3 | 10.9 | 390 | 220 |
| Control | 7151 bc (4.8) |
2050 (13.7) |
900 abc (6.2) |
229 (20) |
39.4 ab (5.9) |
15.4 b (10.3) |
865 ab (8.1) |
312 ab (11.1) |
| Frozen_logs_60° | 6770 c (7.5) |
1945 (19.9) |
869 bc (10.8) |
205 (20.6) |
35.6 b (18.5) |
14.6 b (20.0) |
793 b (20.3) |
283 b (19.7) |
| Unfrozen_logs_75° | 8185 ab (9.3) |
2215 (16.8) |
958 ab (9.1) |
229 (19.9) |
41.0 ab (11.7) |
19.6 ab (18.0) |
855 ab (9.5) |
377 ab (20.6) |
| Unfrozen_logs_90°-6 | 7785 abc (7.2) |
2024 (17.1) |
926 abc (10.1) |
212 (14.5) |
41.7 ab (9.5) |
18.2 ab (23.3) |
882 ab (12.5) |
352 ab (20.2) |
| Unfrozen_logs_90°-11 | 7321 abc (8.0) |
2504 (16.7) |
807 c (9.8) |
264 c (18.8) |
38.7 ab (12.7) |
21.7 a (19.0) |
778 b (14.8) |
422 a (20.5) |
| Unfrozen_logs_90°-16 | 7599 abc (8.4) |
1930 (8.8) |
863 bc (8.5) |
201 (6.3) |
37.9 ab (11.1) |
16.2 ab (10.4) |
777 b (12.1) |
314 ab (10.4) |
| Unfrozen_logs_105°-6 | 8557 a (10.4) |
1841 (16.7) |
1037 a (10.0) |
198 (15.0) |
46.8 a (11.3) |
16.5 ab (15.0) |
1001 a (11.0) |
326 ab (14.2) |
| Unfrozen_logs_105°-11 | 7654 abc (10.0) |
1958 (20.1) |
872 bc (5.7) |
214 (25.3) |
38.2 ab (17.2) |
15.9 ab (21.4) |
785 b (15.7) |
317 ab (24.5) |
| Unfrozen_logs_105°-16 | 7679 abc (10.3) |
2146 (30.4) |
848 bc (6.5) |
211 (34.6) |
39.2 ab (13.5) |
16.3 ab (26.6) |
789 b (10.8) |
302 ab (27.1) |
1 Reference values for OSB panels of the 7/16 performance category. The coefficient of variation (%) is given in parentheses. Means with the same letter within a column are not statistically different by Tukey’s test.
Table 5.
Summary of ANOVA for mechanical and physical properties of OSB panels.
| Dependent variables | F value | p-value |
| MOE_par | 3.79 | 0.0017* |
| MOE_per | 1.57 | 0.1597NS |
| _par | 4.47 | 0.0005* |
| _per | 1.19 | 0.3270NS |
| MOR_par | 6.36 | < 0.0001* |
| MOR_per | 2.08 | 0.0131* |
| _par | 2.81 | 0.0130* |
| _per | 2.56 | 0.0216* |
| IB | 8.84 | < 0.0001* |
| TS_24h | 6.62 | < 0.0001* |
| WA_24h | 52.21 | < 0.0001* |
| LE_par | 0.61 | 0.765NS |
| LE_per | 1.84 | 0.099NS |
| TE_par | 2.01 | 0.067NS |
| TE_per | 2.04 | 0.063NS |
*Significant at a 0.05 probability level. NS: Not significant.
Table 6.
Linear expansion and thickness expansion of OSB panels made with jack pine strands produced from frozen and unfrozen logs using a strander-canter with various cutting parameters.
Table 6.
Linear expansion and thickness expansion of OSB panels made with jack pine strands produced from frozen and unfrozen logs using a strander-canter with various cutting parameters.
|
Variable (%) |
Control | Frozen logs_60° | Unfrozen logs_75° |
Unfrozen logs_ 90° 6 |
Unfrozen logs_ 90° 11 |
Unfrozen logs_90° 16 |
Unfrozen logs_105° 6 |
Unfrozen logs_ 105° 11 |
Unfrozen logs_105° 16 |
| LE_par | 0.07 (40.5) |
0.05 (38.6) |
0.08 (44.7) |
0.07 (34.0) |
0.07 (8.1) |
0.07 (27.4) |
0.07 (34.7) |
0.08 (34.2) |
0.06 (23.2) |
| LE_per | 0.11 (40.7) |
0.07 (48.9) |
0.06 (47.9) |
0.08 (44.0) |
0.10 (33.8) |
0.09 (23.3) |
0.08 (62.2) |
0.10 (34.3) |
0.04 (68.7) |
| TE_par | 8.5 (12.1) |
9.8 (11.0) |
7.8 (16.9) |
7.8 (12.2) |
8.9 (10.6) |
9.4 (15.9) |
8.8 (7.6) |
8.3 (11.7) |
8.1 (12.2) |
| TE_per | 9.0 (12.5) |
7.7 (13.2) |
8.4 (13.2) |
7.4 (8.5) |
7.9 (15.0) |
7.8 (10.5) |
7.2 (8.1) |
8.2 (10.3) |
8.4 (15.1) |
The coefficient of variation (%) is given in parentheses.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



