Submitted:
23 June 2025
Posted:
25 June 2025
You are already at the latest version
Abstract
This paper presents a critical and comprehensive review of the application of mining waste specifically waste rock and tailings in asphalt pavements, with the aim of synthesizing performance outcomes and identifying key research gaps. A systematic literature search yielded a final dataset of 41 peer-reviewed articles for detailed analysis. Bibliometric analysis indicates a notable upward trend in annual publications, reflecting growing academic and practical interest in this field. Performance based evaluations demonstrate that mining wastes, particularly iron and copper tailings, have the potential to enhance the high-temperature performance (i.e., rutting resistance) of asphalt binders and mixtures when utilized as fillers or aggregates. However, their effects on fatigue life, low-temperature cracking, and moisture susceptibility are inconsistent, largely influenced by the physicochemical properties and dosage of the specific waste material. Despite promising results, critical knowledge gaps remain particularly in relation to long-term durability, comprehensive environmental and economic life-cycle assessments, and the inherent variability of waste materials. This review underscores the substantial potential of mining wastes as sustainable alternatives to conventional pavement materials, while emphasizing the need for further multidisciplinary research to support their broader implementation.
Keywords:
mining waste
; waste rock
; tailings
; asphalt pavements
; sustainable asphalt
; rutting resistance
; fatigue life
; moisture susceptibility
; environmental impact
; economic impact
1. Introduction
The mining industry is the backbone of the modern world for supplying essential minerals and metals, generates vast quantities of waste in the form of overburden, tailings, and slag. This mining waste presents a significant global challenge, as it often contains heavy metals and other toxic substances that are dangerous to the environment. The proper and sustainable disposal of this waste is one of the major problems facing the mining industry as these wastes pose severe environmental risks such as soil and water contamination due to the leaching of heavy metals. They are typically disposed of in tailing dams, which pose structural risks and can lead to disastrous environmental and human health impacts, as seen in the 2109 Brumandinho dam disaster in Brazil [1]. The scale of this issue is immense, with mining activities estimated to produce over 100 billion tonnes of waste annually worldwide [2]. In Australia, mining is a major industry and a significant contributor to national waste production. In the 2020–2021 financial year, the Australian mining sector generated 620 million tonnes of waste, a substantial increase from the 502 million tonnes generated in 2018–2019. For this review, the focus is on two major categories of mining waste: waste rock and tailings. Waste rock is the overburden or surrounding rock that must be removed to access the mineral ore, it is generally coarse and heterogeneous with a particle size ranging from large boulders to fine sand and is typically stored in large piles near mining sites [3]. A major environmental concern related to waste rock is the presence of sulphide minerals, which can potentially generate acid mine drainage through weathering [4]. Tailings are the residual material produced after valuable minerals have been extracted from the ore through enrichment processes, resulting in a fine-grained slurry with high water content that can be classified as gravity, flotation, or leach tailings based on the extraction technique [3,4]. Approximately 96% of the processed fine waste ends up in tailings dams, which pose significant risks including water contamination and potential dam failures [5]. The sheer volume of this material with the United States mining operations producing approximately 1 billion tonnes of waste rock annually [3] and an estimated 13 billion tonnes of tailings generated globally each year [6] underscores the urgent need for sustainable management solutions.
At the same time. the global asphalt production is increasing substantially, mainly due to extensive infrastructure development initiatives and rapid urbanization happening worldwide [7]. As urban development continues to expand, the requirement for sustainable, durable and cost-effective pavement materials intensifies, establishing asphalt as the prime choice due to its inherent flexibility, durability and economic benefits [8]. Latest market analysis shows this trend as the recent demand for the asphalt indicating a consistent upward trajectory. For example, the global asphalt market was valued at USD 168.084 billion in 2024 and is projected to reach USD 247.33 billion by 2033, demonstrating a compound annual growth rate (CAGR) of 4.4% [9]. These findings are further supported by other market reports, showing similar growth rates with CAGRs ranging from approximately 4.9% to 5.1% [8,9,10,11]. The continued growth across different market analyses highlights a strong and continuing demand for asphalt, thereby highlighting the critical need to identify and develop alternative sustainable sources of materials for its production. The increasing world population and the continued expansion of urban areas directly contribute to demand for improve and expanded road network. This demand necessitates a large volume of asphalt materials, making the exploration of sustainable alternatives such as waste rock and tailings as increasingly important objective. The flexible pavement heavily relies on natural aggregates, which normally constitute around 90-95% of the total mixture weight [12]. These natural aggregates are finite and non-renewable; additionally, the continuously growing demand for road infrastructure poses a significant threat to their long-term availability. The quantity of aggregates required is substantial; for a single kilometre of bituminous mixture wearing course, the demand can exceed 15,000 tonnes [13]. The depletion of readily available natural aggregates has several consequences, including higher costs and environmental impacts associated with their extraction and processing from quarries. Similarly, asphalt binder, which is a critical component in flexible pavement that binds the aggregates together, is primarily obtained from petroleum, another finite and non-renewable source [12,13]. Petroleum reserves are depleting day by day, raising economic and environmental challenges for the long-term sustainability of traditional asphalt production. Furthermore, asphalt binder is inherently susceptible to ageing due oxidation, exposure to ultraviolet radiation and temperature fluctuations [14]. The finite, non-renewable nature and depletion of aggregates and bitumen, combined with environmental and performance limitations of bitumen compel researchers to investigate and implement alternative and sustainable materials in flexible pavement.
This paper aims to provide a critical review of the existing body of literature available regarding the utilization of waste rock and tailings in asphalt pavement. Specifically, it seeks to address the following key research question: “What are the impacts of incorporating waste rock and tailings as partial or full replacements in flexible pavement on their rheological, mechanical, durability, environmental and economic performance?”.
2. Methodology and Bibliometric Analysis
A systematic literature search has been conducted to identify the relevant research papers relating to utilization of mining waste rock and tailings in the flexible pavement. The research methodology as illustrated in Figure 1, aims to ensure a transparent and reproducible search and selection protocol. They primary databases used are Scopus and Web of Science. Additionally, google scholar was also researched to confirm broader analysis of available literature. The search method used specific keywords related to both mining waste and asphalt to ensure a comprehensive retrieval of existing studies. The primary keywords used include “mining waste”, “bitumen”, “asphalt binder” and “asphalt mixture”. However, to ensure a comprehensive search, synonyms and related terms such as “mine tailings”, “copper tailings”, “iron tailings” and “mine waste” were also identified and considered. Based on the established best practices for effective search Boolean functions “AND” and “OR” were used to capture wide range of relevant literature. A two-stage screening process (title/abstract and full-text) was performed to select articles for the final review. This screening was guided by strict criteria: to be included, studies had to investigate the application of mining waste (tailings or waste rock) as a component in bituminous binders or asphalt mixtures, include empirical data from laboratory or field tests evaluating the material's rheological, mechanical, durability, or environmental performance, be available in English, and have a publication date between January 1, 2010, and April 28, 2025. Conversely, articles were excluded if they focused on non-asphalt applications (e.g., concrete, unbound base layers, soil stabilization), were review or conceptual papers lacking original experimental data, or exclusively characterized mining waste without assessing its performance in asphalt. Following the application of these criteria, a final dataset of 41 articles was selected for detailed analysis.
A descriptive and bibliometric analysis was subsequently conducted using the Bibliometrix R-package [15]. This analysis provides insights into publication trends, the geographical distribution of research, and the key journals and collaborative networks driving the field. The annual publication output reveals a growing academic interest in the utilization of mining waste in asphalt pavements, particularly over the last decade. As shown in Figure 2, the number of publications has followed a distinct upward trend. This increased research focus can be attributed to the growing emphasis on the circular economy and the pursuit of sustainable development goals within the construction industry. The analysis indicates that research activity has entered an exponential growth phase in recent years, peaking in 2024 with 9 publications, followed by a strong showing in 2022 with 7 publications. This recent surge underscores the topic's increasing relevance and the ongoing efforts by the scientific community to find viable, evidence-based solutions for mining waste.
To understand the global research landscape, an analysis of the geographical distribution of publications was performed based on the affiliations of the contributing authors. Figure 3 provides a world map illustrating the countries with the highest research output in this domain. The analysis of author affiliations reveals that a few countries lead the research effort. China is the most significant contributor, with its institutions affiliated with 40 publications in the dataset. This is followed by substantial contributions from Brazil (11), Malaysia (8), India (7), and Australia (6). Note that the sum of frequencies exceeds the total number of articles (41) because single publications can have co-authors from multiple countries. The dominant role of these nations likely reflects their large-scale mining industries, which generate significant quantities of waste and create a strong impetus for research into value-added recycling solutions. The wide geographical spread highlights the global nature of the challenge posed by mining waste and the universal interest in developing sustainable construction materials.
The intellectual structure of a research field can be mapped by analysing its primary publication venues and the collaborative networks between institutions. Figure 4 identifies the most impactful journals based on publication volume. The Construction and Building Materials journal, is the premier venue for this research, having published 8 articles during the examined period of time. It focuses mostly on the properties and applications of construction materials, which makes it an ideal outlet. The second most prominent is the Journal of Cleaner Production (4 articles), which signals the strong sustainability driver underpinning this research area. Other key outlets like the Journal of Materials in Civil Engineering (3 articles) and the International Journal of Pavement Engineering (2 articles) confirm that this topic is of high interest to the core civil and pavement engineering communities.
To provide a highly detailed view of the field’s structure, a three-field Sankey diagram was generated (Figure 5). This diagram visualizes the flow of knowledge between three key bibliometric dimensions: research institutions (left field: AU_UN), their respective countries (middle field: AU_CO), and the publication sources (right field: SO). The height of each dimension is proportional to the frequency of occurrence, while the width of the connecting flows illustrates the strength of the relationship. The diagram reveals a leading research ecosystem centred in China (frequency = 47), where a powerful knowledge flow originates from a cluster of highly productive institutions like Changan University (frequency = 47) and Shijiazhuang Tiedao University (frequency = 13). This flow is then predominantly channelled through the "China" node and converges on the journal Construction and Building Materials, indicating a highly active and centralized national research program. Furthermore, the diagram highlights secondary research hubs, with significant, though smaller, flows from institutions in Brazil (frequency = 19), Malaysia (frequency = 8), India (frequency = 12) and Australia (frequency = 6), which are channelled into other top-tier journals. By mapping institutional output to specific publication venues, the diagram effectively outlines the intellectual structure and key distribution channels within the field, providing a clear picture of the global research environment.
3. Utilization of Mining Waste in Flexible Pavement
Incorporating mining waste into the road construction industry offers a highly promising and sustainable approach to addressing environmental challenges while simultaneously enhancing pavement performance. The utilization of mining by-products not only helps reduce the environmental impact associated with the disposal of such waste but also promotes resource efficiency by repurposing materials that would otherwise contribute to land degradation and pollution. Numerous previous studies have demonstrated that integrating various types of mining waste into flexible pavement mixtures can significantly improve key engineering properties. For example, research has reported notable improvements in rutting resistance, which enhances the pavement’s ability to withstand permanent deformation under heavy traffic loads [16,17]. Additionally, the inclusion of mining waste has been shown to increase cracking resistance, thereby extending the lifespan of the pavement by minimizing surface distress and fatigue cracking [18]. Fatigue resistance itself, a critical factor for pavement durability under repeated loading, is also enhanced through this practice [19]. Furthermore, mining waste incorporation improves moisture susceptibility, reducing the potential for water-induced damage that can weaken pavement structures [20]. Studies also highlight increases in stiffness, which contributes to load distribution efficiency and structural integrity, ensuring long-term serviceability and reduced maintenance needs [21,22,23]. Collectively, these findings suggest that mining waste can play a vital role in developing more sustainable, resilient, and cost-effective road infrastructures. Several types of mining waste have been used in the previous studies to improve the properties of the flexible pavement, including Iron tailing [23,24,25,26,27,28,29,30,31,32,33], Copper tailings [34,35,36,37,38,39,40], Phosphate mine waste rocks [41], Tungsten mine tailings [42], Aluminum tailing slurry (ATS) [43], Quartzite waste [22], Nickel & Cobalt tailings [21] Iron ore overburden (IOO) [44], Manganese ore tailings [45], and Taconite [46].
3.1. Mining-Waste Types, Characteristics & Roles
Different types of mining wastes have been evaluated for use in flexible pavements, each with distinctive characteristics affecting their application. Byproducts of mineral extraction and processing vary significantly in their physical and chemical properties. Understanding these properties is critical to evaluate their suitability in asphalt pavement, as a coarse or fine aggregates, mineral fillers, or binder modifiers. Table 1 summarizes the main characteristics and typical uses of key mining waste types.
Iron tailings (IT) a common byproduct of iron ore processing, are extensively studied, and typically consist of fine-grained materials rich in silica (SiO2) and iron oxide (Fe2O3). Their particle size often makes them suitable as a mineral filler in asphalt mastic or a partial replacement for fine or coarse aggregate in asphalt mixtures. The angularity of IT particles can enhance inter-particle friction and mixture stability, while their iron oxide content can improve microwave heating efficiency for self-healing applications. However, the often-acidic character due to high SiO2 content can sometimes cause adhesion concerns with asphalt binder if not appropriately addressed. For instance, Cui et al. [24] noted that IT, mainly quartz, exhibited rich angularity leading to higher interaction with asphalt, despite having lower adhesion energy than limestone. Wei et al. [23] reported that iron ore tailing (IOT) has smaller particles and a larger specific surface area than limestone filler (LF), enhancing asphalt mastic stiffness. However, IOT's higher hydrophilic coefficient and more acidic nature might result in poorer adhesion with asphalt compared to LF. Cao et al. [25] highlighted weak adhesion due to acidic chemical compositions of iron tailings. The presence of iron oxides is particularly beneficial for relevance involving microwave or induction heating, such as pavement de-icing or encouraging self-healing properties in asphalt [26,27].
Copper Tailings (CT) are another frequently explored fine-grained waste, mainly composed of silica, with varying amounts of other metal oxides (e.g., Al₂O₃, Fe₂O₃, CaO) depending on the ore source. CT has been primarily evaluated as a mineral filler in asphalt concrete and mastic [34,35,38]. Its fineness and particle characteristics, such as a rough surface and often higher specific surface area compared to conventional limestone powder, can influence asphalt adsorption and mastic stiffening [38]. This typically results in improved high-temperature performance of the asphalt mixture. Some studies note that the high silica content in CT might negatively affect moisture resistance, a common concern with siliceous materials in asphalt [34,35]. Other mining-related wastes include iron ore overburden, nickel and cobalt tailings, manganese ore tailings, Quartzite waste, Aluminium tailing slurry, Coal Gangue Powder (CGP), Tungsten mine tailings, and taconite. These materials vary widely in their chemical and physical properties, influencing their suitability and role in asphalt mixture.
The data presented in Table 1 clearly demonstrate the considerable variability in the properties of different secondary materials derived from mining waste. This variability underscores the critical need for thorough and specific characterization of each individual batch or source prior to its incorporation into asphalt mixtures. Since mining waste materials can differ widely depending on their origin, mineral composition, and processing methods, assuming uniform behaviour across different sources can lead to inconsistent pavement performance and durability [18,19,20].
A key factor influencing the performance of these materials in asphalt mixtures is their chemical composition, particularly the content of acidic or alkaline oxides. These chemical constituents play a significant role in determining the nature of the interaction between the binder and the waste material. For instance, the presence of certain oxides can affect the adhesion properties of the binder, as well as the overall moisture susceptibility of the pavement. Moisture damage is a common cause of premature pavement failure, so understanding and controlling the chemical characteristics of mining waste is vital to enhancing durability.
In addition to chemical factors, the physical properties of mining waste, such as particle size distribution, particle shape, surface texture, and specific gravity have a direct and profound impact on both the volumetric design and mechanical behaviour of the asphalt mixture. For example, particle size distribution influences the compatibility and density of the mix, while particle shape and texture affect the internal friction and bonding within the pavement structure. Specific gravity, in turn, affects the calculation of volumetric proportions and ultimately the stability and load-bearing capacity of the finished pavement.
The intended role of the mining waste within the asphalt mixture whether as a filler, fine aggregate, or coarse aggregate is typically dictated by these intrinsic physical and chemical characteristics. Proper classification ensures that the waste material is utilized in a manner that maximizes its benefits and minimizes potential drawbacks. Therefore, a comprehensive evaluation that includes both chemical and physical testing is essential for optimizing the use of mining waste in road construction, thereby improving performance, sustainability, and cost-effectiveness.
3.2. Mining Waste Utilisation Methods & Performance Benefits
Mining wastes have been effectively incorporated into flexible pavements either as full or partial aggregate replacements or as mineral fillers, with optimal dosages determined by specific performance requirements. Quartzite waste employed at 100 % replacement yields mixtures of increased stiffness [22], while phosphate mine waste, although technically viable at 100 %, exhibits weak binder–aggregate adhesion and brittleness that limit its optimal content to ≤ 40 % [41]. Iron ore overburden can fully substitute conventional aggregate without compromising mechanical properties or environmental safety ([44]), whereas iron ore waste at 17 and 20 % replacement satisfies medium-traffic criteria [48]. Iron tailings, when used as aggregate up to 100 %, require modifiers such as hydrated lime or silane coupling agents to mitigate low-temperature cracking and moisture sensitivity [25]. As fillers in asphalt mastic, iron tailings replacing 20–100 % of traditional filler enhance microwave heating and self-healing but may weaken high-temperature rheology and fatigue resistance unless coupling agents are added [23,24,27,28]. Copper tailings powder, applied at binder–powder ratios of 0.3–1.2 or replacing up to 100 % of limestone filler, improves rutting resistance, though high substitution levels can degrade low-temperature cracking and moisture performance [34,38].
Table 2 provides a comprehensive summary of previous studies investigating the performance of flexible pavements incorporating various types of mining waste. The table details critical aspects of each study, including the methods of waste utilization, percentage of material replacement, type of asphalt binder used, key performance outcomes, and the identified optimum content levels. This compilation offers valuable insights into how different mining waste materials influence pavement behaviour under diverse conditions. A recurring finding across these studies is the enhancement of high-temperature performance properties particularly rutting resistance and stiffness when mining waste is incorporated into the asphalt mix. This improvement is largely attributed to the rigid and angular nature of many mining by-products, which can increase the structural integrity of the pavement and reduce permanent deformation under heavy traffic loads. In many cases, the inclusion of mining waste acts to reinforce the mix matrix, thereby improving its load-bearing capacity and resistance to shear forces at elevated temperatures.
However, the influence of mining waste on other critical pavement properties, such as low-temperature cracking resistance, fatigue performance, and moisture susceptibility, appears to be more variable. These performance aspects are highly sensitive to several interrelated factors, including the mineralogical and chemical composition of the waste, particle size and shape, the dosage used, and the presence or absence of additional modifiers (e.g., polymers, anti-stripping agents, rejuvenators). For instance, some wastes may contribute positively to fatigue resistance by enhancing binder aggregate bonding, while others may cause embrittlement or reduce flexibility, leading to premature cracking under repeated loading or thermal stress. Moisture susceptibility is another area where results diverge. Certain mining wastes, particularly those with high levels of hydrophilic compounds or poor adhesion characteristics, can increase the likelihood of moisture-induced damage such as stripping. Conversely, when appropriately treated or combined with adhesion promoters, these materials can actually improve moisture resistance.
Therefore, while the overall trend points toward the potential benefits of using mining waste in flexible pavement construction especially in terms of high-temperature performance caution must be taken in evaluating and optimizing mix designs for other performance criteria. A case-by-case approach, supported by laboratory testing and performance modelling, is essential to ensure that the selected mining waste type and dosage deliver the desired outcomes without introducing new risks. Additionally, the use of performance-enhancing additives may be necessary in some cases to mitigate adverse effects and fully realize the benefits of mining waste incorporation.
Several knowledge gaps persist in the literature. While many studies focus on the initial mechanical properties, there is often limited investigation into the long-term performance and durability of pavements incorporating these wastes, including aspects like aging effects of the modified binders and mixtures. Calandra et al. [45] noted an anti-aging effect with Manganese ore tailings, but this is not universally studied for all waste types. Environmental impact assessments, particularly comprehensive leaching studies beyond initial TCLP tests, are not consistently reported for all waste types to ensure long-term environmental safety. Limited number of studies provided some leaching data; more extensive research is crucial for confirming long-term environmental safety. Investigations by Guo et al. [34], Shamsi & Zakerinejad [44], Qin et al.[43] , Wei et al. [23] and Lei et al. [38], among others, indicate that asphalt effectively immobilizes heavy metals from incorporated wastes, with leachate concentrations remaining far below regulatory limits. However, these findings rely on short-term laboratory tests. A strong argument for further research is that these methods fail to account for the cumulative effects of real-world, long-term exposure to weathering, freeze-thaw cycles, and varying pH over a pavement's full-service life. Therefore, comprehensive studies simulating these conditions are necessary to definitively assess the long-term leaching risk. Furthermore, while some studies like Guo et al. [34], Li et al. [27], Qin et al. [43], Shamsi & Zakerinejad [44] and Wei et al. [42] provide cost-benefit analyses, more widespread economic feasibility studies considering transportation, processing, and long-term maintenance costs are needed to promote practical adoption. Inconsistencies in optimal dosages and performance outcomes across different studies for similar waste types (e.g., iron tailings) suggest that the specific physical and chemical properties of the waste, which can vary significantly by source, play a critical role and require detailed characterization in each case.
4. Impact of Mining Waste on Asphalt Performance
4.1. Rutting Resistance
Rutting resistance is defined as the ability of a pavement to resist the permanent deformation due to repeated loading at high temperature. Rutting is commonly quantified via Dynamic Shear Rheometer (DSR) rutting factor (|G*|/sin δ), Multiple Stress Creep Recovery (MSCR) parameters (non-recoverable creep compliance Jnr and percent recovery R), dynamic stability (wheel-tracking tests), or cumulative permanent deformation (PDA) under cyclic loads. Across a variety of mining wastes, the combination of angular particle morphology, high specific surface area, and surface roughness generally yields improved rutting performance by stiffening the binder and enhancing aggregate interlock [22,28,34,43]. Various studies have particularly investigated the high temperature rutting resistance of the asphalt mastic by using mining wastes. Wang et al. [47] examined the coal gangue powder (CGP) as a filler in asphalt mastic at different asphalt to filler ratios using MSCR tests at 64°C, they reported that CGP modified mastic demonstrated lower non recoverable creep compliance Jnr than limestone mastics, reaching a PG 70E grade after RTFOT aging. S. Li et al. [28] investigated asphalt mastic in which limestone filler was replaced 20% to 100% by iron tailing (IT), raw IT increased Jnr and reduce recovery, highlighting weaker rutting resistance but the addition of 1.5% silane coupling agent fully resorted Jnr and recovery to levels matching limestone mastics, indicating complete mitigation of IT negative effects. Lei et al. [38], the evaluate copper-tailings-filled asphalt mastics at for ratios from 0.3 to 0.4. They found that replacing limestone filler with copper tailings boosted the complex modulus |G*| by 35–65 %* at identical filler-to-asphalt ratios, and raised |G*|/sin δ, though the relative improvement gradually declined as filler content increased, demonstrating markedly enhanced resistance to permanent deformation due to copper tailing finer particles, larger surface area and rougher texture strengthening the filler–binder network. Finally, Qin et al. [43] explored aluminium tailing slurry (ATS) as a binder modifier, finding that DSR temperature sweeps (40–76 °C) revealed progressive increases in rutting factor (G*/sin δ) with higher ATS dosages, and MSCR tests at 54 °C showed that a 9% ATS dosage reduced Jnr by 26% and 27.3 % while boosting recovery by about 43.3% and 34.5% at 0.1 and 3.2 kPa respectively, confirming significant enhancement in rutting resistance.
In asphalt mixtures, recycled mining wastes likewise yield notable improvements in rutting performance, as shown in Table 3. Guo et al. [34] developed self-sensing asphalt concretes by substituting limestone filler with up to 50% copper tailings (CT) and adding 0.3% conductive carbon fibre (CF); wheel-tracking tests at 60 °C demonstrated dynamic stability exceeding 4500 passes/mm surpassing control mixtures and meeting high-temperature criteria while maintaining moisture susceptibility and low-temperature performance. Mendonça et al. [22] assessed dense-graded mixtures using isotropic (IAM) and foliated (FAM) quartzite wastes as aggregates, MeDiNa simulations predicted rut depths below 6 mm under 1 × 10⁶ and 5 × 10⁶ ESALs which is well under the 20 mm maximum permissible deformation, demonstrating satisfactory rutting resistance. Xue et al. [26] explored microwave maintenance technology with iron tailings as aggregate, where high-temperature dynamic stability tests on specimens prepared with 4.75–13.2 mm iron tailings showed raised high-temperature dynamic stability by 16.6% than basalt mixture and that microwave maintenance uniformly heated the surface above 126 °C within 2 min.
Table 3 presents a detailed overview of the rutting performance observed in flexible pavements modified with various types of mining waste. Rutting, a form of permanent deformation typically occurring under high temperatures and repeated loading, is a major distress mechanism that affects pavement service life and user safety. The studies summarized in the table 3 evaluate how the inclusion of mining waste used as filler, fine aggregate, or coarse aggregate impacts the resistance of asphalt mixtures to rutting. A consistent finding across the reviewed studies is the enhancement of rutting resistance when mining waste is incorporated into the asphalt mix, particularly at optimal replacement levels. This improvement is often attributed to the angular shape, rough texture, and high hardness of many mining by-products, which increase internal friction and interlocking within the mix matrix. In addition, some mining wastes contribute to the stiffening of the asphalt binder or matrix, further reducing the susceptibility of the mix to deformation under heavy traffic loads.
For instance, the use of copper slag and iron tailings s both rich in hard minerals and with angular particle shapes demonstrated significant improvements in dynamic stability and wheel tracking test results. Similarly, iron ore tailings when finely ground and properly blended, acted as performance-enhancing fillers that improved the rigidity and rutting resistance of asphalt mixtures. In several cases, the studies identified an optimum replacement percentage (typically ranging from 10% to 30% by weight of aggregate or filler) beyond which performance gains plateaued or began to decline due to issues such as brittleness or poor workability. Overall, the evidence presented in Table 3 highlights the potential of mining waste to enhance the high-temperature performance of asphalt pavements. However, achieving optimal rutting resistance requires careful consideration of material characteristics, mix design parameters, and field performance testing to ensure the structural and functional integrity of the pavement over time.
4.2. Fatigue Resistance
Fatigue cracking is a principal distress type in asphalt pavements under repetitive traffic loading. Fatigue resistance is typically investigated at the binder level using time sweep, Linear Amplitude Sweep (LAS) and at the mixture level using indirect-tensile (IDT) fatigue tests or mechanistic empirical simulations (e.g., MeDiNa). Mining wastes such as iron tailings (IT), copper tailing, and other mining waste have been evaluated for their effect on both mastic and mixture fatigue life, with results highlighting that when properly dosed and treated, these by-products can meet or even enhance the fatigue performance [24,28,29,45].
At the mastic level, Cui et al. [24] examined the use of iron tailings (IT) as partial replacements for limestone filler in asphalt mastic. Using Dynamic Shear Rheometer based Linear Amplitude Sweep (LAS) tests at 20 °C under strains of 2.5 %, 5 %, and 7.5 %, they found that the finest IT delivered an Nf@5 % of ≈ 1.09×10⁷ cycles, closely approaching the 1.34×10⁷ cycles achieved by limestone mastics. Gray correlation analysis revealed that both interfacial adhesion energy and interaction ability of asphalt with mineral filler (each correlating ≈ 0.58 with fatigue life) jointly govern mastic durability, suggesting that tailoring IT surface chemistry and morphology is essential for optimizing fatigue resistance. Building on this, S. Li et al. [28] investigated mastics with 20–100 % iron-tailings filler replacing limestone, both unmodified and treated with 1.5 % silane coupling agent (SCA). In unmodified mastics, fatigue life Nf dropped by about 7.1 % at 2.5 % strain and 15.5 % at 5.0 % strain compared to limestone controls, whereas SCA treatment not only restored Nf to near control levels and for the 80 % IT mastic even improved it by enhancing the binder filler adhesion. Wang et al. [47] compared coal gangue powder (CGP), limestone, and cement fillers in emulsified mastics, CGP mastics shows lower fatigue resistance than limestone controls, unaged CGP mastics at powder-to-binder (P/B) ratios of 0.9, 1.2, and 1.5 showed fatigue-life drops of 50.8 %, 21.1 %, and 8.2 % at 2.5 % strain, respectively, and after RTFOT aging at 5 % strain, fatigue life fell by 47.7 % (P/B = 0.6) and 40.4 % (P/B = 1.5). Calandra et al. [45] found that incorporating up to 10 % w/w Mn tailings into bitumen increase the fatigue parameter (G*·sin δ) as compared to the control binder which indicate lower fatigue resistance.
Table 4 shows the fatigue properties of several studies. At the mixture level, de Moraes et al. [29] replaced fine aggregate with iron ore tailing with different percentage (7.5%, 10%, and 12.5%) in hot-mix asphalt, they found that all IT modified mixtures produced strong Wöhler (S–N) curves with R² > 0.80. At low stress amplitudes, the 7.5 % and 10 % IoT mixes outperformed the control in cycles to failure, while at higher stresses the control and 12.5 % IT mixes were superior. Overall, the 12.5 % IoT blend exhibited the longest fatigue life across all stress levels, reflecting its greater stiffness and resistance to cyclic damage. Mendonça et al. [22] evaluated mixtures fully substituting aggregate with isotropic or foliated quartzite waste. Foliated-quartzite mixture (FAM) consistently endured more load cycles to failure than the isotropic-quartzite mixture (IAM), with both achieving R2 > 0.8. Furthermore, Brazilian mechanistic empirical pavement simulations using MeDiNa predicted that both mixtures would keep fatigue crack area below 30 % and rutting under 20 mm for up to 5×106 equivalent axle loads, indicating they meet design criteria for medium-heavy traffic. Guimarães et al. [48] examined the utilization of iron ore waste as a fine aggregate replacement at 17% and 20% replacement, the results shows that 20 % iron-ore processing waste (Mixture 2) slightly reduced fatigue life and its S–N slope was steeper and it dropped to Fatigue Class 0 while the mixture with 17 % waste plus 8 % sand (Mixture 3) not only matched the control’s Fatigue Class 1 but exhibited marginally higher fatigue life constant values. In other words, up to 17 % mining waste can be used without harming and may even modestly improve fatigue resistance, whereas a full 20 % replacement leads to a modest decline.
Collectively, all these studies as shown in Table 4 are covering binder-level to mixture level demonstrate that mining wastes, if properly processed, dosed, and surface-treated, can maintain or even enhance fatigue resistance in asphalt mastics and mixtures. Critical parameters include filler/aggregate content, particle size and morphology, interfacial adhesion (boosted by coupling agents), and optimal powder-to-binder ratios. By carefully engineering these variables, sustainable incorporation of mining by-products into asphalt pavements can be achieved without compromising fatigue life.
4.3. Moisture Susceptibility
Moisture susceptibility is one of the fundamental distress mechanisms in asphalt pavements, caused by weakening of the adhesive bond between binder and aggregate under water exposure. It is typically investigated by Marshall stability ratio (MSR) from water immersion Marshall tests, the freeze–thaw splitting tensile strength ratio (TSR), or indirect tensile strength ratio after conditioning. A minimum MSR or TSR of 80 % (or 70 -75 % for some specifications) is typically required for satisfactory moisture resistance [25,33,34].
Table 5 shows the moisture susceptibility of mining waste in previous studies. Lei et al. [38] investigated bond strength (after waste immersion) of copper-tailings in the asphalt mastic. The traditional limestone filler was replaced with copper tailing at a filler to asphalt ratios of 0.3,0.6,0.9, and 1.2. They observed that copper-tailing mastics displays decline in bond-strength under water compared to limestone mastics but still exhibits limited reduction in moisture stability. Copper tailings in asphalt mastic shows acceptable moisture durability, particularly at lower filler content (F/A ≈ 0.6) because higher tailings contents increase the moisture damage. Guo et al. [34] found that replacing limestone filler with 50 % copper tailings (CT) in asphalt mixture, produced MSR values exceeding 80 % and freeze–thaw TSR above 85 %, meeting specification requirements. However, CT substitution dosage of 75 % and 100 % fell below this standard threshold, demonstrating lower moisture resistance at high CT contents. Xue et al. [26] evaluated SMA-13 mixtures replacing basalt aggregate with iron tailings of various particle size, water-immersion MSR ranged from 88.54 % to 92.83 % (basalt control = 94.78 %), and freeze–thaw TSR from 80.65 % to 84.55 % (control = 87.69 %), all above typical 80 % thresholds. All iron tailings showed satisfactory performance and meet the standard requirement against moisture resistance and can be used as aggregate replacement in the asphalt pavement, despite having modest reduced performance compared to basalt (control). Mendonça et al. [22] evaluated asphalt mixtures using isotropic (IAM) and foliated (FAM) quartzite waste aggregates, both IAM and FAM exceeded minimum tensile strength requirements after freeze–thaw conditioning, demonstrating that quartzite waste does not affect the moisture susceptibility. Ullah et al. [33] similarly highlight that conductive asphalt concretes incorporating iron tailings as 25% replacement to natural aggregate. All tailing mixtures with carbon fibre (CF) up to 0.6 % easily surpass the 75 % TSR requirement, indicating satisfactory moisture susceptibility. while at 0.8 % CF, moisture resistance collapses, with TSR value of 26% far below specification.
5. Environmental Impacts of Mining-Waste Use in Flexible Pavements
The growing interest in using the mining waste as alternative materials in asphalt pavement come from two critical points, addressing the increasing challenges of huge mining waste and reducing the dependence on rapidly decreasing conventional construction resources. Although, the engineering feasibility and performance benefits of utilizing waste materials such as iron tailing, copper tailing, aluminium slurry, iron ore overburden and others into asphalt are thoroughly evaluated. However, a detailed analysis of their environmental impact is uppermost important. Environmental assessment is critical to validate that these innovative methods outcome genuinely sustainable solutions, lower the potential ecological damage, for instance the release of toxic substances or increased carbon footprint, and aligning with circular economy principles [34,38,44].
5.1. Leaching & Toxicity Potential
A substantial environmental concern correlated with the incorporation of mining wastes in construction industry is the potential for leaching of heavy metals and other toxic substances into the surrounding soil and groundwater. Therefore, many of the evaluated studies placed a strong importance on assessing this risk. The most common method used for this evaluation was the Toxicity Characteristic Leaching Procedure (TCLP), as employed by Guo et al. [34] for copper tailings (CT) in self-sensing asphalt , Shamsi & Zakerinejad [44] for iron ore overburden (IOO) in HMA, Qin et al. [43] for aluminum tailing slurry (ATS) modified asphalt, Oluwasola et al. [54] for EAF steel slag and copper mine tailings mixes, and Wei et al. [23] for iron ore tailing (IOT) filler in asphalt mastic. Lei et al. [38] also used TCLP for copper tailings powder (CTP) in asphalt mastic, expand it with acid digestion tests on the raw CTP to comprehend baseline hazardous content.
The pollutants of major concern among these studies were heavy metals such as Chromium (Cr), Cadmium (Cd), Lead (Pb), Copper (Cu), Zinc (Zn), Barium (Ba), Nickel (Ni), and Cobalt (Co) [23,34,38,43,44,54]. The results from these leaching tests were constantly positive, demonstrating that the asphalt binder plays a critical role in capturing and immobilizing these potentially hazardous substances. For example, Guo et al. [34] found that heavy metal leaching from CT-asphalt concrete were "far below the strict regulatory limit value as class I groundwater." Shamsi & Zakerinejad [44] stated that although raw IOO may have leachable pollutants, the HMA integrating IOO demonstrated substantially lower concentrations, well within safe limits, indicating bitumen assists in solidification/stabilization. Similarly, Qin et al. [43] reported that ATS-modified asphalt had a “very low pollution risk”. Oluwasola et al. [54] also concluded that for mixture with EAF steel slag and copper mine tailings, the concentrations of identified heavy metals in TCLP test did not go over standard limits. Wei et al. [23] and Lei et al. [38] reported similar findings for IOT and CTP in asphalt mastics, respectively, with metal concentrations being “far below the limitations in the specification”, proving a low contamination risk. Lei et al. [38] further noted that even under higher temperature (70°C) leaching tests, most metal concentrations remained low, emphasizing the effective immobilization by the asphalt. Table 6 summarizes the heavy metal leaching findings from the papers that conducted relevant tests. The concentrations are generally for the final asphalt product (mixture or mastic) where available, as this is most relevant to in-service environmental impact.
A comprehensive review of studies [21,23,32,39,54,59] that employed leaching tests indicates that mining wastes, when incorporated into asphalt mixtures or asphalt mastic, generally pose a low environmental risk in terms of leachability. This low leaching potential is primarily attributed to the effective encapsulation of the waste particles by the bitumen binder. Bitumen acts as a hydrophobic and impermeable matrix, which significantly restricts the mobility of potentially hazardous elements such as heavy metals commonly found in certain types of mining waste. The physical and chemical interaction between the binder and the waste materials helps immobilize contaminants, preventing their release into the surrounding environment, particularly under typical in-service conditions. Multiple studies as shown in Table 6 have demonstrated that even under simulated aggressive environmental scenarios, such as prolonged exposure to water or acidic solutions, the release of harmful substances remains well below regulatory limits. This suggests that asphalt mixtures can serve as an effective containment medium for certain classes of industrial and mining by-products. Moreover, the encapsulation mechanism not only supports environmental safety but also aligns with the principles of sustainable construction and circular economy by enabling the reuse of waste materials in infrastructure applications. However, it is important to note that the leaching behaviour can vary depending on the specific chemical composition of the mining waste, the particle size, and the degree of dispersion within the asphalt matrix. Therefore, site specific and material-specific leaching assessments remain essential prior to large scale application to ensure long-term environmental compliance.
In summary, the findings from leaching studies support the environmental suitability of using mining waste in asphalt pavements. When properly processed and incorporated, these materials offer a safe and effective means of recycling industrial by-products, contributing to both environmental protection and resource efficiency.
5.2. Greenhouse-Gas Emissions
One of the critical factors to determine the environmental sustainability of the mining waste in the flexible pavement is investigation of greenhouse gas (GHG) emissions. The emissions of GHG emission can be reduced by decreasing energy consumption during processing and transporting of alternative materials compared to virgin ones, and preventing emissions related with disposal by diverting waste from landfills. Among the reviewed literature, Choudhary et al. investigate the direct evaluation of Global warming potential (GWP) for asphalt mixture using several types of fillers, including copper tailing (CT). They found out that the utilization of CT as filler could result in 6% reduction in GWP for the wearing course of the flexible pavement as compared to a virgin mixture with stone dust. This reduction was due to lower GWP linked with production/availability of CT and reduced requirements for conventional aggregate [37].
Various papers indirectly highlight that utilizing mining waste into asphalt can decrease the GHG emissions. For example, enhanced microwave dicing of IOO modified HMA [44] and resources saving by use of IT [23,24,25,28], CT [34,37,38], other mining waste [43], indicate lower energy requirements for quarrying, crushing, and transport. However, none of these studies investigated the GHG reduction via LCA or direct emissions measurements. Where GWP evaluated [37], it depends on the material quantity calculations and generic emissions factors. Overall, the literature lacks GHG emission evaluation during production stage for waste modified asphalt, variations in waste processing, transport distances, and replaced virgin materials. Future research should undertake comparative LCAs to thoroughly calculate the environmental advantages of mining-waste substitution.
The collective outcomes from the reviewed literature strongly support the environmental benefits of employing a various mining waste in flexible pavements, mostly through significant resource conservation and effective waste diversion [23,24,25,28]. A reliable conclusion across multiple studies using TCLP tests is the effective immobilization of potentially hazardous heavy metals by the asphalt binder, resulting in leachates that generally meet environmental quality standards [23,34,38,43,44,54]. However, a considerable knowledge gap exists in the direct quantification of greenhouse gas emissions. Furthermore, comprehensive Life-Cycle Assessments (LCAs) covering a wide array of impact categories and system boundaries are especially not reported in the literature, hindering a truly holistic environmental evaluation with conventional materials. Future research should prioritize conducting detailed LCAs for various mining-waste-modified asphalts and develop standardized protocols for GHG emission accounting to vigorously validate and promote these materials as sustainable alternatives in pavement engineering.
6. Economic Impacts of Mining-Waste Use in Flexible Pavements
Evaluating the economic impact of utilizing mining waste into flexible pavements is critical for defining the overall viability and encouraging sustainable practices in road construction industry. Beyond core aim of waste valorisation and decreasing the dependence on conventional materials, the economic analysis provides critical information for decision makers, including government institutions, private organizations, and investors. These evaluations quantify direct cost savings from material substitution, investigate potential long term financial benefits using lifecycle cost analyses (LCCA), and consider wider economic effects such as local job creation and decreasing landfill pressure [23,44]. Justifying these economic factors is vital to overcome initial resistance, justify new technology investments, and ensure mining-waste-modified asphalt is both eco-friendly and cost-effective [25,28].
The potential for cost savings is a main driver for investigating the consumption of mining waste in asphalt pavements. Several studies have emphasised direct cost saving by replacing conventional materials like limestone filler or conventional aggregates with mining wastes, which are usually available at a lower cost or even free of charge. For example, the use of iron ore tailings (IOT) as a filler can led to considerable economic benefits due to the low cost of IOT[23]. Similarly, aluminum tailing slurry (ATS) as an asphalt modifier provides significant economic benefits [43]. Cui et al. [24] note that iron tailings are significantly cheaper than limestone, approximately one-quarter of the price, which can lead to substantial cost reductions in pavement maintenance and construction. Qin et al. [43] performed a cost-benefit analysis (CBA) for aluminum tailing slurry (ATS) modified asphalt and found that its application is profitable (BCR of 1.19), with benefits coming from the low cost of ATS and savings on other modifiers. Similarly, Wei et al. (2022) conducted a cost analysis for asphalt mastic incorporating iron ore tailing (IOT) and found considerable economic benefits (BCR >1) arising from savings in LF purchase, IOT disposal costs, and transportation if IOT sources are near processing plants. Shamsi & Zakerinejad [44] performed a cost–benefit analysis of hot-mix asphalt using iron-ore overburden (IOO) residues and found that, for large-scale application across Iran, substituting IOO yields a net present-value saving of USD 926.4 million (at a 3.75 % discount rate). In their Goharzamin mine-site case study, 9.5 km of on-site pavement using local IOO residues directly saved approximately USD 960000. Choudhary et al. [37] found that surface courses made with specific waste fillers, such as limestone sludge dust (LD), copper tailing (CT), and glass powder (GP), were more economical than conventional stone dust courses, with CT mixes being up to 5% more economic. The reported cost reductions vary depending on the type of waste, replacement level, and local economic conditions (e.g., transportation costs for waste materials). Some studies focused on the cost of filler replacement in mastics or mixtures, while others assessed the overall pavement construction cost or the cost per ton of asphalt mix. Several studies employ comparative cost analysis based on material prices and transportation distances.
The overall economic feasibility of utilizing mining waste in flexible pavements is generally reported as positive, primarily due to material cost savings and environmental co-benefits. Lifecycle cost analysis (LCCA) and Quantitative ROI or specific payback periods are not commonly detailed, but metrics like NPV and BCR are used. Lei et al. [38] utilized Net Present Value (NPV) and Benefit-Cost Ratio (BCR) for copper tailings powder, finding a BCR greater than 7.4, indicating a highly favourable return over a 10-year period and confirming excellent economic feasibility. Wei et al. [23] and Li et al. [27] both utilized CBA for evaluating iron tailing-based asphalt mixtures. Shamsi & Zakerinejad [44] also employed CBA for IOO pavements, considering a ten-year return period and using Net Present Value (NPV) as an economic parameter. Qin et al. [43] conducted a cost-benefit analysis for ATS-modified asphalt. Lei et al. [38] analysed economic perspectives for copper tailings powder (CTP) in asphalt mastic, also using CBA and NPV.
The studied literature, reinforced by comparative finding in the Table 7, consistently reveals that using mining waste in flexible pavements offers tangible economic benefits, mostly through direct cost savings from material replacement. Trends show transportation costs critically influence these savings. Many studies also highlight environmental benefits that strengthen the positive economic viewpoint by reducing disposal needs. However, a significant knowledge gap remains in widespread LCCA application, most analyses focus on initial costs. The economic impacts of construction practice changes and supply chain variability for these non-traditional materials also require more research [62,63,64]. Future work should prioritize detailed LCCAs, long-term performance studies for accurate maintenance cost prediction, and developing strong supply chains for mining wastes.
7. Conclusions and Future Recommendation
This critical review has systematically synthesized and analysed the current state of research on the utilization of waste rock and tailings in asphalt pavements. The bibliometric analysis mapped the intellectual structure of the field, revealing a recent and rapid growth in research, led by institutions in countries with significant mining activity. The performance analysis demonstrates that a wide range of mining wastes can be successfully incorporated as aggregates and fillers, often enhancing key properties such as high-temperature rutting resistance.
The findings strongly support the practical potential of these materials to serve as a viable and sustainable alternative to finite virgin aggregates and fillers, thereby advancing circular economy principles within the pavement industry. The utilization of this large mining waste not only provides a solution for waste management but also reduces the environmental and economic burden of quarrying natural resources. To transition from laboratory feasibility to standard practice, future research must pivot to address the critical knowledge gaps identified. By systematically resolving these reservations, the pavement engineering community can develop the robust standards and specifications needed to confidently and responsibly integrate mining wastes into the road infrastructure of the future.
Based on the findings of this review, the following recommendations for future research are proposed to address the remaining knowledge gaps:
- Future work must move beyond short-term mechanical properties by conducting long-term field monitoring of trial pavement sections under real traffic and environmental conditions. This should be complemented by laboratory research employing advanced aging simulations, such as multi-stage Pressure Aging Vessel (PAV) protocols and ultraviolet (UV) aging, to accurately predict the evolution of mixture properties and resistance to fatigue and low-temperature cracking over a full-service life.
- A holistic understanding of the environmental and economic implications is required. This necessitates comprehensive Life-Cycle Assessments (LCA) to quantify the cradle-to-grave environmental footprint, including energy consumption and emissions. Concurrently, thorough Life-Cycle Cost Analyses (LCCA) should be performed to model the full economic impact, covering material processing, transport, construction, and long-term maintenance costs, providing asset managers with robust data for decision-making.
- To confirm the long-term efficacy of bitumen in encapsulating heavy metals, research is needed to assess leaching behaviour under dynamic and realistic environmental conditions, such as varying pH levels and repeated freeze-thaw cycles. This will build confidence in the environmental safety of using mining wastes in pavement structures.
- To address the significant variability in mining wastes from different sources, a critical research need is the development of a standardized characterization and classification protocol. This would link the mineralogical, chemical, and physical properties of wastes to their expected performance in asphalt, creating a foundation for reliable specifications. Research should also focus on developing cost-effective beneficiation techniques to homogenize waste materials for consistent performance.
Author Contributions
Conceptualization, A.I., N.S.M.; methodology, A.I.; software, A.I.; validation, A.I.; formal analysis, A.I.; investigation, A.I., N.S.M.; resources, A.I.; data curation, A.I.; writing—original draft preparation, A.I.; writing—review and editing, N.S.M., T.P., and A.I.; visualization, A.I., N.S.M., T.P.; supervision, N.S.M., and T.P. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
All data are provided in the manuscript.
Conflicts of Interest
The authors declare no conflicts of interest.
Abbreviations
The following abbreviations are used in this manuscript:
| DSR | Dynamic Shear Rheometer |
| MSCR | Multiple Stress Creep Recovery |
| RTFOT | Rolling Thin Film Oven Test |
| LAS | Linear Amplitude Sweep |
| HMA | Hot-Mix Asphalt |
| SMA | Stone Mastic Asphalt |
| PG | Performance Grade |
| CF | Carbon Fibre |
| ESAL | Equivalent Single Axle Load(s) |
| TCLP | Toxicity Characteristic Leaching Procedure |
| TSR | Tensile Strength Ratio |
| SEM | Scanning Electron Microscope |
| FTIR | Fourier-Transform Infrared Spectroscopy |
| EAF | Electric Arc Furnace (slag) |
| MSR | Marshall Stability Ratio |
References
- Kobayashi, H.; Garnier, J.; Mulholland, D.S.; Quantin, C.; Haurine, F.; Tonha, M.; Joko, C.; Olivetti, D.; Freydier, R.; Seyler, P.; et al. Exploring a New Approach for Assessing the Fate and Behavior of the Tailings Released by the Brumadinho Dam Collapse (Minas Gerais, Brazil). J Hazard Mater 2023, 448, 130828. [Google Scholar] [CrossRef]
- Minerals Research Institute of Western Australia Alternative Use of Tailings and Wast3. Available online: https://www.mriwa.wa.gov.au/minerals-research-advancing-western-australia/focus-areas/alternative-use-of-tailings-and-waste/ (accessed on 30 September 2024).
- Mineral Processing Wastes - Material Description - User Guidelines for Waste and Byproduct Materials in Pavement Construction - FHWA-RD-97-148. Available online: https://www.fhwa.dot.gov/publications/research/infrastructure/structures/97148/mwst1.cfm (accessed on 5 May 2025).
- Chapter 4: Mining Waste. Available online: https://www.sgu.se/en/itp308/knowledge-platform/4-mining-waste/ (accessed on 5 May 2025).
- Pickin, J.; Wardle, C.; O’farrell, K.; Stovell, L.; Nyunt, P.; Guazzo, S.; Lin, Y.; Caggiati-Shortell, G.; Chakma, P.; Edwards, C.; et al. National Waste Report 2022. Blue Environment Pty Ltd 2022, 1–142. [Google Scholar]
- Valenta, R.K.; Lèbre, É.; Antonio, C.; Franks, D.M.; Jokovic, V.; Micklethwaite, S.; Parbhakar-Fox, A.; Runge, K.; Savinova, E.; Segura-Salazar, J.; et al. Decarbonisation to Drive Dramatic Increase in Mining Waste–Options for Reduction. Resour Conserv Recycl 2023, 190, 106859. [Google Scholar] [CrossRef]
- Asphalt Market Size, Share & Trend | Report -2033. Available online: https://www.globalgrowthinsights.com/market-reports/asphalt-market-108615 (accessed on 3 May 2025).
- Asphalt Market Size, Growth & Analysis to 2032. Available online: https://straitsresearch.com/report/asphalt-market (accessed on 4 May 2025).
- Asphalt Market Size, Share & Trend | Report -2033. Available online: https://www.globalgrowthinsights.com/market-reports/asphalt-market-108615 (accessed on 4 May 2025).
- Global Asphalt Market Expected to Reach USD 397.2 Million by 2033 - IMARC Group. Available online: https://www.imarcgroup.com/asphalt-market-statistics (accessed on 4 May 2025).
- Asphalt Market to Reach USD 389.9 Million by 2032 |. Available online: https://www.globenewswire.com/news-release/2024/10/01/2956238/0/en/Asphalt-Market-to-Reach-USD-389-9-Million-by-2032-Increasing-Infrastructure-Development-and-Growing-Demand-from-the-Construction-Industry-Propel-Market-Growth-SNS-Insider.html (accessed on 4 May 2025).
- Bastidas-Martínez, J.G.; Reyes-Lizcano, F.A.; Rondón-Quintana, H.A. Use of Recycled Concrete Aggregates in Asphalt Mixtures for Pavements: A Review. Journal of Traffic and Transportation Engineering (English Edition) 2022, 9, 725–741. [Google Scholar] [CrossRef]
- Badiger, M.; Mamatha, K.H.; Dinesh, S.V. Use of Recycled Aggregates in Bituminous Mixes. Mater Today Proc 2023. [Google Scholar] [CrossRef]
- Tejeshwini, S.; Mamatha, K.H.; Dinesh, S.V. Characterization of Long-Term Field Aging: Differential Impact on Rheological, Chemical, and Morphological Properties of Binders across the Lanes of Flexible Pavement. International Journal of Transportation Science and Technology 2025. [Google Scholar] [CrossRef]
- Aria, M.; Cuccurullo, C. Bibliometrix: An R-Tool for Comprehensive Science Mapping Analysis. J Informetr 2017, 11, 959–975. [Google Scholar] [CrossRef]
- Lei, B.; Li, X.; Guo, Y.; Qu, F.; Zhao, C.; Tam, V.W.Y.; Wu, V.; Li, W. Recycling of Copper Tailing as Filler Material in Asphalt Paving Mastic: A Sustainable Solution for Mining Waste Recovery. Case Studies in Construction Materials 2024, 20, e03237. [Google Scholar] [CrossRef]
- Qin, Y.; Xie, K.; Meng, Y.; Fu, T.; Fang, G.; Luo, X.; Wang, Q. Feasibility and Environmental Assessment of Reusing Aluminum Tailing Slurry in Asphalt. Constr Build Mater 2024, 411, 134737. [Google Scholar] [CrossRef]
- Li, J.; Sha, A.; Wang, Z.; Song, R.; Cao, Y. Investigation of the Self-Healing, Road Performance and Cost–Benefit Effects of an Iron Tailing/Asphalt Mixture in Pavement. Constr Build Mater 2024, 422, 135788. [Google Scholar] [CrossRef]
- Cui, Y.; Si, C.; Li, S.; Jia, Y.; Guo, B. Iron Tailings as Mineral Fillers and Their Effect on the Fatigue Performance of Asphalt Mastic. Materials 2024, 17, 2927. [Google Scholar] [CrossRef] [PubMed]
- Silveira, V.L.; Guimarães, A.C.R.; Coelho, L.M.; dos Santos, W.W.; da Silveira, P.H.P.M.; Monteiro, S.N. Recycling Iron Ore Waste through Low-Cost Paving Techniques. Sustainability 2024, Vol. 16, Page 5570 2024, 16, 5570. [Google Scholar] [CrossRef]
- García, L.M.; Betancourt, S.; Rodríguez, E.; Ribeiros, L.F.M.; de Farias, M.M. Use of Mining Wastes in Asphalt Concretes Production. Revista Ingenieria de Construccion 2023, 38, 308–318. [Google Scholar] [CrossRef]
- Mendonça, W.M.; Marques, G.L.O.; Gomes, G.J.C. Geotechnical Performance of Isotropic and Foliated Quartzite Waste as Aggregate for Road Base and Asphalt Mixture. Transportation Geotechnics 2024, 46. [Google Scholar] [CrossRef]
- Wei, Z.; Jia, Y.; Wang, S.; Li, Z.; Li, Y.; Wang, X.; Gao, Y. Utilization of Iron Ore Tailing as an Alternative Mineral Filler in Asphalt Mastic: High-Temperature Performance and Environmental Aspects. J Clean Prod 2022, 335. [Google Scholar] [CrossRef]
- Cui, Y.; Si, C.; Li, S.; Jia, Y.; Guo, B. Iron Tailings as Mineral Fillers and Their Effect on the Fatigue Performance of Asphalt Mastic. Materials 2024, 17. [Google Scholar] [CrossRef] [PubMed]
- Cao, L.; Zhou, J.; Zhou, T.; Dong, Z.; Tian, Z. Utilization of Iron Tailings as Aggregates in Paving Asphalt Mixture: A Sustainable and Eco-Friendly Solution for Mining Waste. J Clean Prod 2022, 375. [Google Scholar] [CrossRef]
- Xue, J.; Liu, S.; Xu, M.; Ling, M.; Sun, J.; Li, H.; Kang, X. Temperature Field Characterization of Iron Tailings Based on Microwave Maintenance Technology. Materials 2024, 17. [Google Scholar] [CrossRef]
- Li, J.; Sha, A.; Wang, Z.; Song, R.; Cao, Y. Investigation of the Self-Healing, Road Performance and Cost–Benefit Effects of an Iron Tailing/Asphalt Mixture in Pavement. Constr Build Mater 2024, 422. [Google Scholar] [CrossRef]
- Li, S.; Zhang, Z.; Si, C.; Shi, X.; Cui, Y.; Bao, B.; Zhang, Q. Evaluation of the Rheological Properties of Asphalt Mastic Incorporating Iron Tailings Filler as an Alternative to Limestone Filler. J Clean Prod 2025, 486. [Google Scholar] [CrossRef]
- de Moraes, T.M.R.P.; Neto, O. de M.M.; Lucena, A.E. de F.L.; Lucena, L. de F.L.; Nascimento, M.S. Viability of Asphalt Mixtures with Iron Ore Tailings as a Partial Substitute for Fine Aggregate. Transp Res Rec 2024, 2678, 770–794. [Google Scholar] [CrossRef]
- Ullah, S.; Wan, S.; Yang, C.; Ma, X.; Dong, Z. Self-Stress and Deformation Sensing of Electrically Conductive Asphalt Concrete Incorporating Carbon Fiber and Iron Tailings. Struct Control Health Monit 2022, 29. [Google Scholar] [CrossRef]
- Wei, Z.; Jia, Y.; Wang, S.; Zhou, Z.; Zhang, Z.; Wang, X.; Huang, X.; Gao, Y. Influence of Iron Tailing Filler on Rheological Behavior of Asphalt Mastic. Constr Build Mater 2022, 352. [Google Scholar] [CrossRef]
- Zhang, Q.; He, Y.; Wang, K.; Jiao, C.; Zhu Wen; Wang, J. Performance of SMA Mixture Added Iron Tailings Coarse Aggregate; CRC Press, 2021; ISBN 9780367726102.
- Ullah, S.; Yang, C.; Cao, L.; Wang, P.; Chai, Q.; Li, Y.; Wang, L.; Dong, Z.; Lushinga, N.; Zhang, B. Material Design and Performance Improvement of Conductive Asphalt Concrete Incorporating Carbon Fiber and Iron Tailings. Constr Build Mater 2021, 303. [Google Scholar] [CrossRef]
- Guo, Y.; Qu, F.; Tiwari, R.; Yoo, D.Y.; Wang, K.; Wang, Y.; Li, W. Development of Self-Sensing Asphalt Cementitious Composites Using Conductive Carbon Fibre and Recycled Copper Tailing. Constr Build Mater 2025, 474. [Google Scholar] [CrossRef]
- Choudhary, J.; Kumar, B.; Gupta, A. Performance Evaluation of Asphalt Concrete Mixes Having Copper Industry Waste as Filler. In Proceedings of the Transportation Research Procedia; Elsevier B.V., 2020; Vol. 48, pp. 3656–3667.
- Choudhary, J.; Kumar, B.; Gupta, A. Analysis and Comparison of Asphalt Mixes Containing Waste Fillers Using a Novel Ranking Methodology. Journal of Materials in Civil Engineering 2020, 32. [Google Scholar] [CrossRef]
- Choudhary, J.; Kumar, B.; Gupta, A. Evaluation of Engineering, Economic and Environmental Suitability of Waste Filler Incorporated Asphalt Mixes and Pavements. Road Materials and Pavement Design 2021, 22, S624–S640. [Google Scholar] [CrossRef]
- Lei, B.; Li, X.; Guo, Y.; Qu, F.; Zhao, C.; Tam, V.W.Y.; Wu, V.; Li, W. Recycling of Copper Tailing as Filler Material in Asphalt Paving Mastic: A Sustainable Solution for Mining Waste Recovery. Case Studies in Construction Materials 2024, 20. [Google Scholar] [CrossRef]
- Choudhary, J.; Kumar, B.; Gupta, A. Analysing the Influence of Industrial Waste Fillers on the Ageing Susceptibility of Asphalt Concrete. International Journal of Pavement Engineering 2022, 23, 3906–3919. [Google Scholar] [CrossRef]
- Choudhary, J.; Kumar, B.; Gupta, A. Effect of Filler on the Bitumen-Aggregate Adhesion in Asphalt Mix. International Journal of Pavement Engineering 2020, 21, 1482–1490. [Google Scholar] [CrossRef]
- Alhomaidat, F.; Al-Kheetan, M.J.; Alosifat, S.M. Recycling Phosphate Mine Waste Rocks in Asphalt Mixtures to Fully Replace Natural Aggregate: A Preliminary Study. Results in Engineering 2025, 25, 104324. [Google Scholar] [CrossRef]
- Wei, H.; Lu, R.; Li, J.; Yao, Z.; Zheng, J. Investigation on Synergistic Flame Retardancy of Modified Asphalt Using Tungsten Mine Tailings and Aluminum Trihydrate. Constr Build Mater 2024, 451. [Google Scholar] [CrossRef]
- Qin, Y.; Xie, K.; Meng, Y.; Fu, T.; Fang, G.; Luo, X.; Wang, Q. Feasibility and Environmental Assessment of Reusing Aluminum Tailing Slurry in Asphalt. Constr Build Mater 2024, 411. [Google Scholar] [CrossRef]
- Shamsi, M.; Zakerinejad, M. Production of Sustainable Hot Mix Asphalt from the Iron Ore Overburden Residues. Transp Res D Transp Environ 2023, 123. [Google Scholar] [CrossRef]
- Calandra, P.; Quaranta, S.; Apolo Miranda Figueira, B.; Caputo, P.; Porto, M.; Oliviero Rossi, C. Mining Wastes to Improve Bitumen Performances: An Example of Circular Economy. J Colloid Interface Sci 2022, 614, 277–287. [Google Scholar] [CrossRef]
- Li, M.; Wu, G.; Fini, E.H.; Obando, C.J.; Yu, M.; Zou, W. Effect of Taconite on Healing and Thermal Characteristics of Asphalt Binder. Journal of Materials in Civil Engineering 2021, 33. [Google Scholar] [CrossRef]
- Wang, D.; Wei, J.; Wu, Z.; Hu, L.; Yang, L.; Cheng, K. The High Value Utilization Characteristics of Coal Gangue Powder with Emulsified Asphalt Mastic through Rheological and Viscoelastic Damage Theory. Sci Rep 2025, 15. [Google Scholar] [CrossRef]
- Guimarães, A.C.R.; Arêdes, M.L.A. de; Castro, C.D.; Coelho, L.M.; Monteiro, S.N. Evaluation of the Mechanical Behavior of Asphaltic Mixtures Utilizing Waste of the Processing of Iron Ore. Mining 2024, 4, 889–903. [Google Scholar] [CrossRef]
- Tenza-Abril, A.J.; Saval, J.M.; García-Vera, V.E.; Solak, A.M.; Herráiz, T.R.; Ortega, J.M. Effects of Using Mine Tailings from La Unión (Spain) in Hot Bituminous Mixes Design. Applied Sciences (Switzerland) 2019, 9. [Google Scholar] [CrossRef]
- Cesare, S.; Piergiorgio, T.; Claudio, L.; Francesco, M. Application of Mining Waste Powder as Filler in Hot Mix Asphalt. MATEC Web of Conferences 2019, 274, 04002. [Google Scholar] [CrossRef]
- Giustozzi, F.; Mansour, K.; Patti, F.; Pannirselvam, M.; Fiori, F. Shear Rheology and Microstructure of Mining Material-Bitumen Composites as Filler Replacement in Asphalt Mastics. Constr Build Mater 2018, 171, 726–735. [Google Scholar] [CrossRef]
- Gautam, P.K.; Kalla, P.; Nagar, R.; Agrawal, R.; Jethoo, A.S. Laboratory Investigations on Hot Mix Asphalt Containing Mining Waste as Aggregates. Constr Build Mater 2018, 168, 143–152. [Google Scholar] [CrossRef]
- Choudhary, J.; Kumar, B.; Gupta, A. Application of Waste Materials as Fillers in Bituminous Mixes. Waste Management 2018, 78, 417–425. [Google Scholar] [CrossRef] [PubMed]
- Oluwasola, E.; Hainin, M.R.; Maniruzzaman, M.; Aziz, A.; Naqiuddin, M.; Warid, M. Volumetric Properties and Leaching Effect of Asphalt Mixes with Electric Arc Furnace Steel Slag and Copper Mine Tailings; 2016;
- Gürer, C.; Selman, G.Ş. Investigation of Properties of Asphalt Concrete Containing Boron Waste as Mineral Filler. Medziagotyra 2016, 22, 118–125. [Google Scholar] [CrossRef]
- Oluwasola, E.A.; Hainin, M.R. Evaluation of Performance Characteristics of Stone Mastic Asphalt Incorporating Industrial Waste. 2016. [CrossRef]
- Akin Oluwasola, E.; RosliHainin, M.; Maniruzzaman Aziz, M.A.; Arafat Yero, S. EFFECT OF MOISTURE DAMAGE ON GAP-GRADED ASPHALT MIXTURE INCORPORATING ELECTRIC ARC FURNACE STEEL SLAG AND COPPER MINE TAILINGS; 2016;
- Oluwasola, E.A.; Hainin, M.R.; Aziz, M.M.A. Comparative Evaluation of Dense-Graded and Gap-Graded Asphalt Mix Incorporating Electric Arc Furnace Steel Slag and Copper Mine Tailings. J Clean Prod 2016, 122, 315–325. [Google Scholar] [CrossRef]
- Akin Oluwasola, E.; Hainin, R.; Aziz, M.A. Evaluation of Rutting Potential and Skid Resistance of Hot Mix Asphalt Incorporating Electric Arc Furnace Steel Slag and Copper Mine Tailing; 2015; Vol. 22;
- Oluwasola, E.A.; Hainin, M.R.; Aziz, M.M.A. Evaluation of Asphalt Mixtures Incorporating Electric Arc Furnace Steel Slag and Copper Mine Tailings for Road Construction. Transportation Geotechnics 2015, 2, 47–55. [Google Scholar] [CrossRef]
- Oluwasola, E.A.; Hainin, M.R.; Aziz, Md.M.A.; Mahinder Singh, S.S.A. Effect of Aging on the Resilient Modulus of Stone Mastic Asphalt Incorporating Electric Arc Furnace Steel Slag and Copper Mine Tailings. In InCIEC 2014; Springer Singapore, 2015; pp. 1199–1208.
- Mashaan, NS., De Silva, TS. (2024). Review on Assessment and Performance Mechanism Evaluation of Non-Structural Concrete Incorporating Waste Materials. Applied Mechanics, 5(3), 579-599.
- Mashaan, N.; Yogi, B. Mining Waste Materials in Road Construction. Encyclopedia 2025, 5, 83. [Google Scholar] [CrossRef]
- Mashaan, N.; Dassanayake, K. (2025). Rutting and Aging Properties of Recycled Polymer-Modified Pavement Materials. Recycling, 10(2), Article number 60.
Figure 1.
Research Methodology.
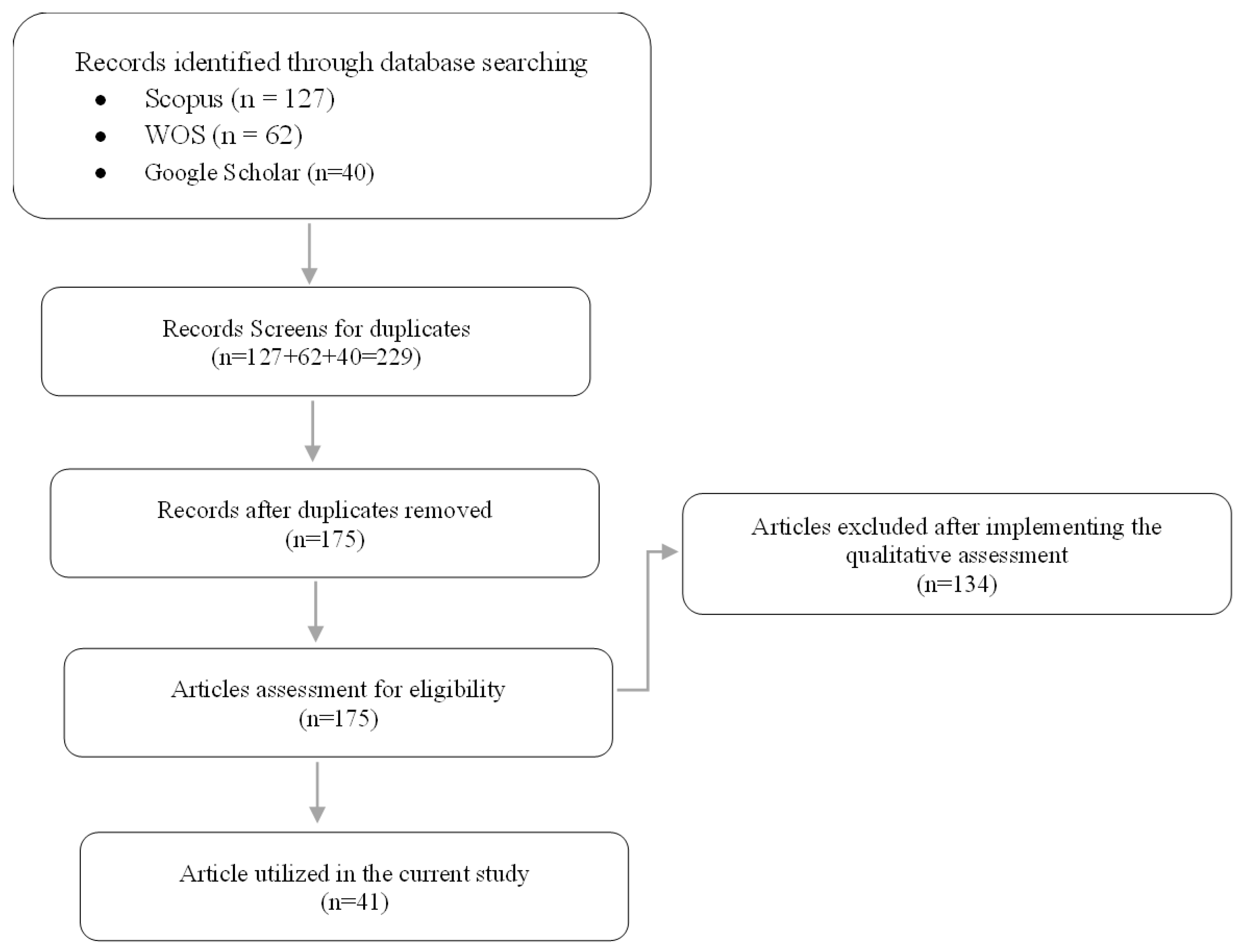
Figure 2.
Annual Scientific Production.
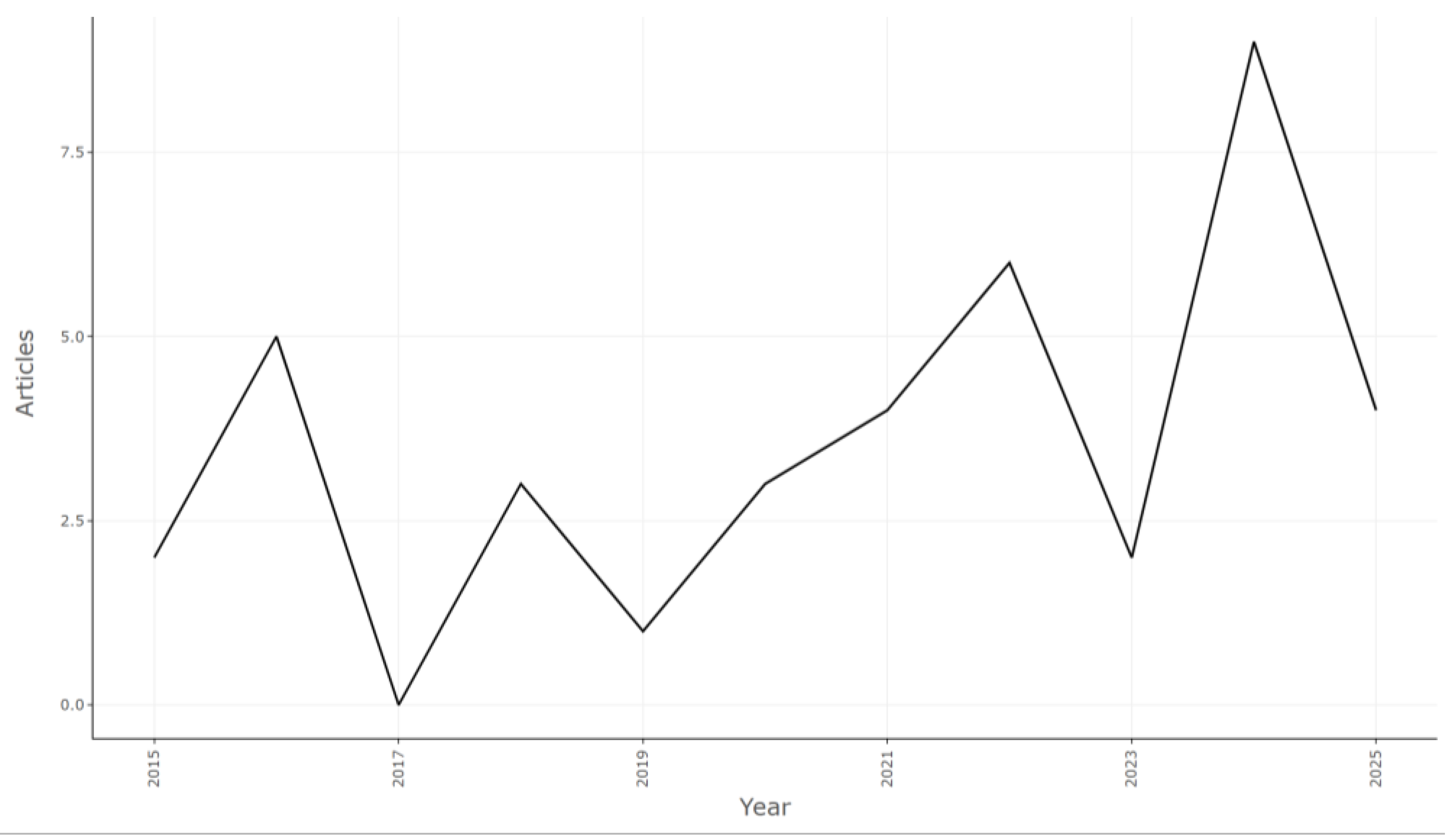
Figure 3.
Geographical Distribution of Publications by Country Corresponding Author.
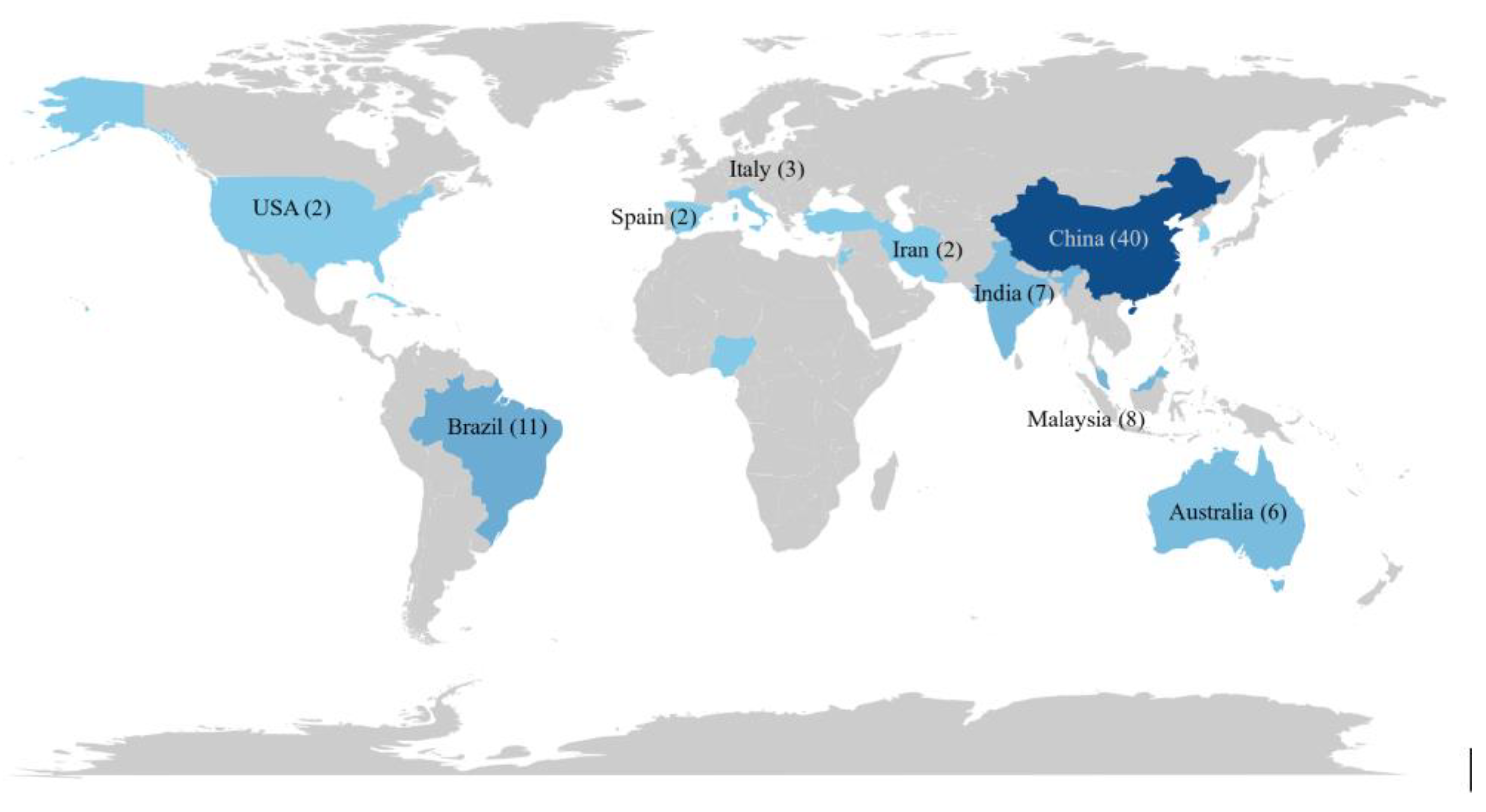
Figure 4.
Most Relevant Publication Sources.
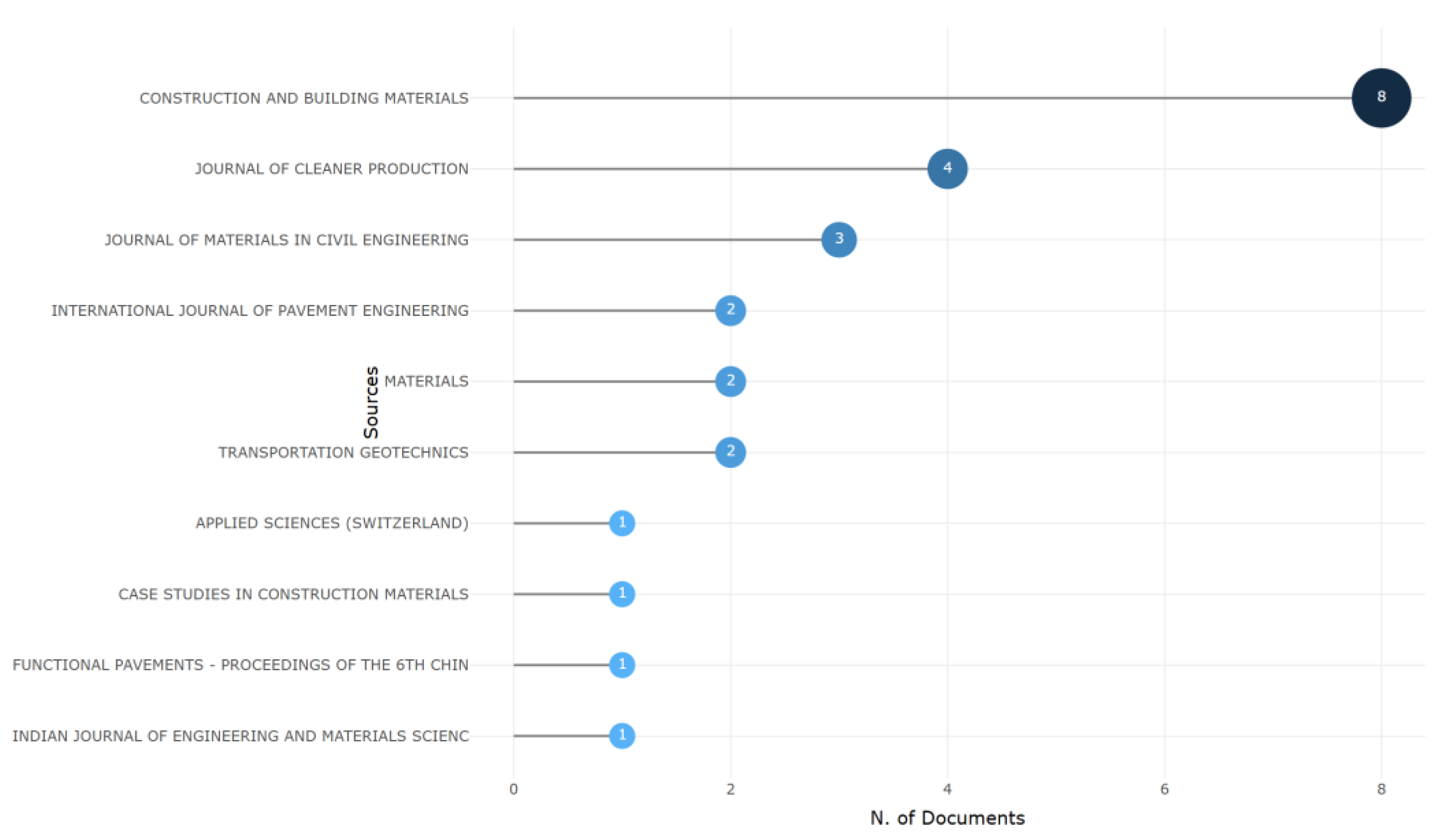
Figure 5.
Sankey Diagram of Institutions, Countries, and Journals (Three-Field Plot).
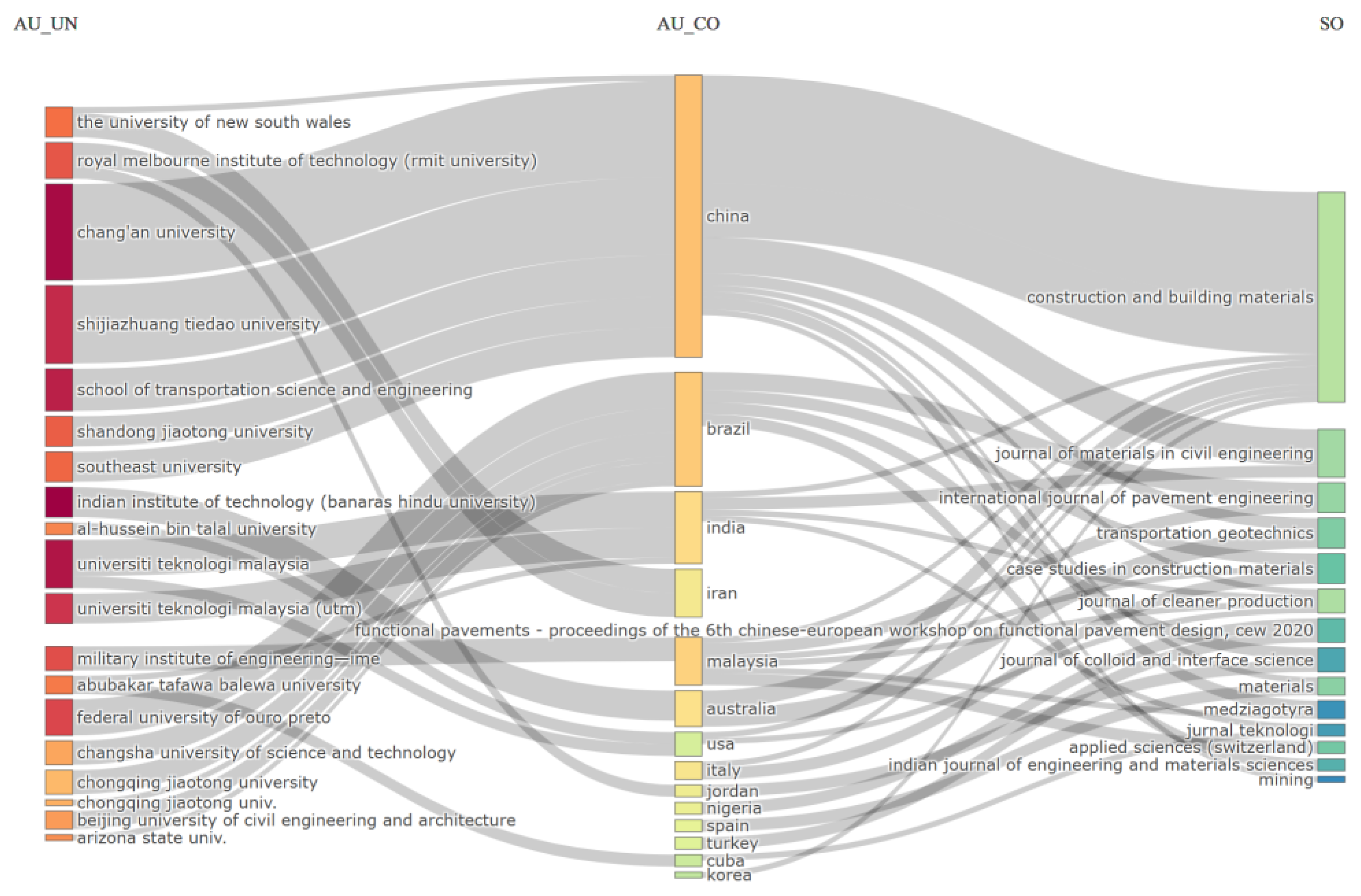

Table 1.
General Characteristics and Roles of Common Mining Waste Types in Flexible Pavements.
| Mining Waste Type | Predominant Chemical Components | Typical Physical Characteristics | Role(s) in flexible pavement | Ref. |
|---|---|---|---|---|
| Coal Gangue Powder (CGP) | High SiO₂ content | Fine powder, Density=2.27 g/cm³ | Filler in Asphalt Mastic | [47] |
| Phosphate Mine Waste Rocks (PMWR) | SiO₂ (18.09%), CaO (37.47.75%), Al₂O₃ (1.38%), P₂O5 (2.86%) | Crushed rock aggregate, Specific Gravity = 2.455 g/cm³, Water Absorption = 9.19% | Aggregate in Asphalt mixture | [41] |
| Iron Tailings Filler (ITF) | SiO₂ (66.70%), Fe₂O₃ (9.52.5%), CaO (4.56%), Al₂O₃ (8.06.1%) | Fine powder (0.075mm), density=2.36 g/cm³, Smooth, angular particles with well-defined edges | Filler in Asphalt Mastic | [28] |
| Copper Tailings (CT) | SiO₂ (49.24%), Al₂O₃ (21.19%), Fe₂O₃ (6.63%), CaO (6.75%), K₂O (9.02%) | Fine powder (0.075mm), Larger angularity, higher surface area, rough surface | Aggregate in Asphalt mixture | [34] |
| Iron Tailings (IT) | Magnetite (Fe₃O₄), quartz (SiO₂), actinolite, chlorite, apatite, hematite (Fe₂O₃), | Aggregate size (4.75-9.5mm, 4.75-13.2mm, 9.5-13.2mm), density=2.8 g/cm³, Angular, rough-textured particles, Magnetic properties noted | Aggregate in Asphalt mixture | [26] |
| Copper Tailings Powder (CTP) | SiO₂ (49.24%), Al₂O₃ (21.19%), Fe₂O₃ (6.63%), CaO (6.75%), K₂O (9.02%) | Fine powder (0.075mm), Density=2.87 g/cm³, Angular & rough surface | Filler in Asphalt Mastic | [38] |
| Iron Tailings (IT) | SiO₂ (~68%), CaO (~7%), Al₂O₃ (1~8%), Fe₂O₃ (~7%) | Fine powder (0.075mm), Angular shape, Density=3.02 g/cm³ | Filler in Asphalt Mastic | [24] |
| Tungsten Mine Tailings (TMT) | SiO₂ (53.21%), Al₂O₃ (19.74%), CaO (9.85%), Fe₂O₃ (3.41%) | Fine powder, strongly hydrophilic | Modifier in Asphalt binder | [42] |
| Iron Tailing Filler (ITF) | SiO₂ (~51 %) CaO (~9.5 %) | Fine powder, Irregular shape density=2.785 g/cm³ | Filler in Asphalt mixture | [27] |
| Isotropic Quartzite Waste (IQ) | Quartz: 83.2 %; Muscovite: 16.8 % | Crushed Aggregate. Density ≈ 2.65 g/cm³ | Aggregate in Asphalt mixture | [22] |
| Foliated Quartzite Waste (FQ) | Quartz: 73.2 %; Kyanite: 18.5 %; Muscovite: 3.6.8 % | Crushed Aggregate. Density ≈ 2.84 g/cm³ | Aggregate in Asphalt mixture | [22] |
| Aluminum Tailing Slurry (ATS) | Al₂O₃ (50.12%), SiO₂ (19.79%), Fe₂O₃ (25.05%), TiO₂ (2.43%) | Fine powder (0.075mm), density=3.07 g/cm³, irregular, coarse-textured particles with fine attached grains | Modifier in Asphalt Binder | [43] |
| Iron Ore Tailings (IoT) | SiO₂ (29.4%), Fe₂O₃ (38.1%), Al₂O₃ (22.8%), MgO (7.9%) | Fine particles | Aggregate in Asphalt mixture | [29] |
| Iron Ore Overburden (IOO) | SiO₂ (43.15%), Fe₂O₃ (24.78%), Al₂O₃ (15.79%), Cao (7.2%) | Crushed rock aggregate (various sizes) | Aggregate in Asphalt mixture | [44] |
| Iron Tailings | SiO₂ (63.47 %), Al₂O₃ (12.55 %), Fe₂O₃ (9.79 %), CaO (3.59 %) | Coarse and Fine, density = 2.8 g/cm³, Smooth texture | Aggregate in Asphalt mixture | [25] |
| Iron Ore Tailing (IOT) | SiO₂ (28.85%), CaO (15.23%), Al₂O₃ (13%), Fe₂O₃ (29.19%), | Fine powder (0.075mm), Density=3.09 g/cm³, Smooth & Angular shape, | Filler in Asphalt Mastic | [23] |
| Manganese Ore Tailings | Al₂O₃ (34.10%), SiO₂ (46.95%), MnO (14.95%), Fe₂O₃ (7.33%) | Fine powder, Density=2.95 g/cm³ | Modifier in Asphalt Binder | [45] |
Table 2.
Summary of Studies on the Performance of Modified flexible pavement.
| Mining Waste | Utilized | Dosage % | Binder and Mixture Type | Key Findings | Optimum Content | Ref. |
|---|---|---|---|---|---|---|
| Copper tailings (CT) | Filler | 0%, 25%, 50%, 75%, 100% | AH-70 bitumen AC-13 mixture | CT substitution increases high-temperature rutting resistance but degrades low-temperature cracking resistance and moisture susceptibility above 50%. | 50% | [34] |
| Phosphate mine waste rocks | Aggregate | 100% | Pen 60/70 | 100 % PMWR mix: 20 % Cantabro loss vs. 17 % for limestone; SEM showed weak binder–aggregate interface; FTIR revealed PO₄³⁻ bands causing increased brittleness. | ≤ 40 % | [41] |
| Iron tailings (IT) | Filler in Asphalt Mastic | 20%, 50%, 80%, 100% | Bitumen 70# | Increasing IT content lowers high-temperature performance and fatigue response. Binder-filler interaction is purely physical and weakens with more IT. Addition of 1.5% silane coupling agent (SCA) substantially restores and even enhances rheological properties. | 80% ITF (with 20% LF) plus 1.5% SCA for best rheological improvement; 100% ITF for greatest economic benefit | [28] |
| Coal gangue powder (CGP) | Filler in Asphalt Mastic | 0.6, 0.9, 1.2, 1.5 | Bitumen 70# Emulsified Asphalt Mastic (EAM) |
Higher filler content and (Rotating Thin Film Oven Test) RTFOT aging improve high-temperature stability and stress sensitivity but reduce fatigue resistance. EAM with CGP and Portland Cement outperforms Limestone Powder filled mastic at high temperature, whereas LP-mastic retains better fatigue resistance; CGP is a viable green filler. | 1.2–1.5 for CGP yields optimal high-temperature performance with minimal fatigue loss | [47] |
| Copper tailings powder (CTP) | Filler in Asphalt Mastic | 0.3, 0.6, 0.9, 1.2 | AH-70 Bitumen | CT’s rough surface and higher specific surface area enhanced high-temperature rutting resistance; low-temperature cracking and moisture stability slightly declined but remained acceptable. | 1.2 for maximal rutting resistance with balanced overall performance | [38] |
| Iron tailings | Aggregate | 4.75–9.5 mm; 4.75–13.2 mm; 9.5–13.2 mm |
SBS Class I-C modified asphalt | Specimens with 4.75–13.2 mm tailings achieved the best heating (126 °C in 2 min) and superior road performance (dynamic stability, direct-tension strength, immersion and freeze–thaw resistance). | 4.75–13.2 mm | [26] |
| Tungsten mine tailings (TMT) | Composite flame-retardant modifier with aluminium trihydrate (ATH) | ATH/TMTs ratios of 5 %/2 %, 10 %/4 %, 15 %/6 %, 20 %/8 % | 70# SBS-free road asphalt | Increased in softening point and decreased in penetration & ductility. Limiting oxygen impact increased significantly, showing enhanced flame retardancy property. Maintains good low temperature cracking resistance. Thermal stability improved due to denser & more compact char layer blocking heat & mass transfer. | 5 % ATH + 6 % TMTs | [42] |
| Iron tailings | Filler in Asphalt Mastic | 1.0 | Bitumen 70# | IT are primarily quartz and highly angular. Lower adhesion energy as compared to limestone but strong filler–asphalt interaction. LAS fatigue life meets performance requirement | 1.0 | [24] |
| Aluminum tailing slurry (ATS) | Modifier | 3%,6%,9%,12%, and 15% | Bitumen 70# | ATS increased the complex modulus (G*), rutting factor (G*/sinδ), and recovery rate (R) but decreased the the phase angle (δ) and nonrecoverable compliance (Jnr). Enhanced thermal stability, slightly reduced “bee” structures. Storage stability drops significantly above 9 %, no pollution risk and strong economic benefits | 9% | [43] |
| Iron ore waste | Aggregate | M2:20%. M3: 17% |
CAP 50/70 | For medium traffic level of N = 5 × 10⁶, M1 & M3 gave identical layer thickness (6.9 cm) and fatigue class 1; M2 had thicker layer (8.2 cm) and fatigue class 0 but still met cracked-area limits. | 17% (M3) | [48] |
| Quartzite waste | Aggregate | 100% | Pen 50/70 | Isotropic (IAM) & foliated (FAM) quartzite met ITS (>0.65 MPa) and Marshall stability; IAM showed higher stiffness, both fulfilled MeDiNa fatigue & rutting limits for medium traffic. | 100% | [22] |
| Iron tailing (IT) | Filler | 20%, 40%, 60%, 80% | Bitumen 70# | IT improved microwave heating and healing, 60% & 80% IT boosted healing capacity by 2.5× and 2.75× after five cycles; high-temperature stability and moisture resistance remained acceptable. | 40% | [27] |
| Nickel (A) /Cobalt (C) tailings | Filler | 100% | CA 50-70 | Mineral residue volumetric parameters remain within specification. Stability increased by 17% (A) and 9% (C). No significant changes in flow, stiffness, tensile strength, or Cantabro abrasion. Technically viable and offers environmental benefit by valorising waste. | 100% | [21] |
| Iron ore tailings (IoT) | Aggregate | 7.5%, 10%, 12.5% | Pen 50/70 | 12.5% IoT mix showed highest tensile strength, resilient modulus, fatigue life, and permanent-deformation resistance. Reduced production cost per km and surface temperature by 2.9 °C. | 12.5% | [29] |
| Iron ore overburden (IOO) | Aggregate | 0%, 25%, 50%, 75%, 100% | Pen 60/70 PG 70-16 |
Mechanical properties (Marshall stability, flow, volumetric parameters) remain within specifications even at 100 % IOO. Environmental (TCLP) tests show heavy metals below hazardous limits, indicating solidification by bitumen. Electrical volume resistivity reduced (improved conductivity) and microwave de-icing efficiency up to 15.74 times. Cost–benefit analysis reveals positive NPV (e.g. US $926 M nationwide, US $0.96 M pilot project) | 100% | [44] |
| Iron tailings (IT) | Aggregate | 100% | Pen 70 AC-20 HMA |
All tailings mixes exceed minimum rutting stability requirements, but coarse tailing replacements degrade low-temperature cracking and moisture resistance, especially tailing sand mix. Performance enhancements using limestone fine aggregate, composite modified asphalt, hydrated lime or silane coupling agent restore and exceed specification for rutting, cracking, and TSR. | 100% combined with composite (SBS and Crumb rubber) modified binder and either 1.7 % hydrated lime or 0.4 % silane coupling agent | [25] |
| Iron tailings (IT) | Filler in Asphalt Mastic | 0.6, 0.8, 1.0, 1.2 | Pen 60/70 | IT enhances viscosity, rutting factor, and elastic recovery. Smaller particle size and larger specific surface area improve adsorption and stiffening effect. Leaching tests confirm environmental safety. Cost-benefit analysis shows economic viability. | 1.0 | [23] |
| Iron tailing | Aggregate | Carbon fibre (CF) to tailing = 1:3 | Pen 70 AC-13 HMA |
Adequate mechanical strength & low resistivity. Negative fractional changes in electrical resistance (FCR) under low stress (compaction), reversible/irreversible FCR under medium/high stress enable microcrack detection. The mixture functions as an intrinsic damage sensor until macrocracking occurs. | CF: TA 1:3 | [30] |
| Manganese ore tailings | Filler | 1%, 3%, 5%, 10% | Pen 50/70 | Improved resistance to stress, rutting, and fatigue. Anti-aging effect observed at 10% w/w. Favourable physio-chemical interactions between bitumen and filler. | 10% | [45] |
| Iron tailing (IT) | Filler in Asphalt Mastic | 0.6, 0.8, 1.0, 1.2 | Pen 60/80 | Improved viscosity, complex modulus, creep stiffness but decrease phase angle, viscosity-temperature susceptibility and m-value. Enhances anti-rutting but excess IT greater than 1.0 reduce workability and low-temp cracking. | 1.0 | [31] |
| Copper tailing (CT) | Filler | 4 %, 5.5 %, 7 %, 8.5 % | VG-30 | Alternate fillers match or exceed stone dust in strength, rutting and ravelling, governed by particle fineness, air-voids and film thickness. Moisture resistance depends on filler mineralogy and film thickness, calcium-based fillers (kota stone, red mud) outperform silica-based (CT, glass powder). Ageing sensitivity: tensile strength ratio, Cantabro loss, Marshall quotient and Marshall stability depend on both filler type and content, while indirect tensile strength ageing is driven solely by dosage. | CT 5.5 % | [39] |
| Iron tailings (IT) | Aggregate | 100% | SBS Type I-D modified asphalt SMA |
Iron tailings meet all current specification requirements. High temperature stability slightly (~20 %) lower than basalt but meet the minimum requirement. Immersion and freeze-thaw TSR both greatly exceed specification limits. | 100% | [32] |
| Iron tailings | Aggregate | Tailing aggregate (TA): Natural Aggregate = 1:3 (25 % TA) Carbon Fibre = 0.1–1.4 % by mix weight |
Bitumen 70# Dense-graded AC-13 |
Combined CF + TA (25 % TA, 0.2–0.4 % CF) yields optimum conductive mixes with enhanced electrical conductivity and improved mechanical performance; 0.4TNA mix shows reliable, reversible resistance change under both tensile and compressive loading for self-sensing functionality. | 0.4% CF + 25% TA | [33] |
| Copper tailing (CT) | Filler | 100% | PG 76-XX | Waste fillers produced mixes with similar or better strength, rutting and moisture resistance than stone dust; limestone slurry dust (LD) was best, rice straw ash (RSA) worst; except GP, all mixes met TSR ≥ 80 %; LD showed highest rut and crack resistance. | 100% | [37] |
| Taconite | Filler in Asphalt Mastic | 0%, 10%, 20%, 30% | PG 64-22 | Healing index and thermal conductivity both increase with taconite content; best healing at 900 s, 5% strain, 50% damage; thermal conductivity rises from 0.1582 to 0.1870 W/(m·K) across dosages. | 30% | [46] |
| Copper tailings (CT) | Filler | 100% | Pen 60/70 | CT-filled mixes achieved satisfactory Marshall stability and volumetrics at lower asphalt demand; superior rutting & cracking resistance; slightly lower moisture- and ravelling-resistance due to high silica content. | 100 % | [35] |
| Copper tailings (CT) | Filler | 4%, 5.5%, 7%, 8.5% | VG-30 | Filler type and dosage significantly affect both active (mixability) and passive (moisture) adhesion. Ca-based fillers (natural stone dust and Kota stone dust)) markedly improved both adhesions; Si-based glass powder showed the poorest adhesion. | 4% | [40] |
| Copper tailings (CT) | Filler | 100% | VG-30 | All mixes met Marshall and volumetric criteria. Finer fillers (red mud, CT, carbide lime, glass powder) enhanced cracking and rutting resistance. Ca-based (carbide lime, stone dust) mixes excelled in adhesion and moisture resistance; glass powder mixes underperformed. Red mud ranked best overall, rice straw worst. | 100% | [36] |
| Well Cuttings (WC) | Aggregate | 100% | 35/50 bitumen AC-16 Surf mix (AC-WC) | Similar performance to control mix (porphyry); compliant with PG-3. Higher ITS and fatigue resistance at 5% bitumen. Good resistance to permanent deformation and acceptable water sensitivity above 4.5% binder. | 100% | [49] |
| Mine Tailings (MT) | Aggregate | 100% | 35/50 bitumen AC-16 Surf mix (AC-MT) | Required higher binder content due to higher porosity; showed good Marshall stability and fatigue resistance but failed water sensitivity (ITSR < 85%) at all binder levels. | Not viable (failed ITSR) | [49] |
| Tungsten residue | Filler | 100% | Pen 50/70, HMA | MWP meets EN 13043 gradation, similar viscoelastic behaviour to limestone filler, lower voids of dry compacted filler (28.1%) indicate lower bitumen absorption, improved resistance to permanent deformation in MSCR test, higher Marshall stability and ITS compared to control. | 100% | [50] |
| Magnetite powder | Filler in Asphalt Mastic | 0.5, 1.0, 1.5 | C170 & C320 | Magnetite-based mastics exhibited reduced temperature and loading-time susceptibility, higher stiffness and elastic response at elevated temperatures compared to limestone-filled mastics; no major particle clustering; ferromagnetic properties enable induction or microwave crack-healing application. | ≥ 1.0 | [51] |
| Kota stone mining waste (LSW) | Aggregate | 0%, 25%, 50%, 75%, 100% | VG-30, Bituminous concrete (BC), Dense Bituminous Concrete macadam (DBM) | Up to 50% replacement in BC and 25% in DBM met all Marshall design criteria, moisture susceptibility, rutting resistance and resilient modulus requirements; higher replacement levels caused decreased stability, increased flow and permanent deformation and lower ITS/TSR. | 50% for BC; 25% for DBM | [52] |
| Copper slag (CT) | Filler | 100% | VG-30, DBM | All seven-filler met Indian paving specifications. Finer particles (red mud and limestone dust) increased stiffness and cracking resistance. Porous fillers like copper tailing, rice straw and red mud raised air voids, driving higher bitumen demand. Calcium-rich fillers (CT, limestone dust) gave superior moisture resistance and adhesion while silica-rich wastes (glass powder, rice straw ash, brick dust) showed poorer moisture performance. | 100% | [53] |
| copper mine tailings | Aggregate | Mix 1: 0% Mix 2: 20 % CT Mix 3: 80 % EAF slag + 20 % CT Mix 4: 40 % EAF slag + 20 % CT |
Pen 80-100, ACW 14 | Mix 3 showed higher VMA, adequate VTM/VFA and Marshall stability as compared to control. All met JKR volumetric specs and TCLP leachate concentrations of Cu, Cr, Pb, Cd, Ni well below regulatory limits. | Mix 3 | [54] |
| Boron Waste | Filler | 4 %, 5 %, 6 %, 7 %, 8 % | Pen 50/70, HMA | Stability decreases when filler > 6 % due to thinner asphalt film, control (6 % limestone) had highest stability. Highest density obtained at 5 % filler, matching control’s impermeability. 7 % boron filler showed lowest Marshall stability loss after 48 h immersion (9.7 %). Stiffness modulus at 10 °C & 20 °C for 6 % boron filler almost identical to control. | 5.7% | [55] |
| Copper mine tailings (CT) | Aggregates | Mix 1: 0% Mix 2: 80% Granite, 20% CT Mix 3: 80% EAF Steel Slag, 20% CT Mix 4: 40% EAF Steel Slag, 40% Granite, 20% CT |
PG 76-22 and 5 % EVA-modified Pen 80/100, SMA14 | All mixes with EAF slag + CT outperformed the control. Mix 3 showed the highest stiffness (resilient modulus), the lowest permanent deformation (axial strain & CSS), and the shallowest rut. Moisture susceptibility (TSR) remained within allowable limits. EVA-modified binder further increased stiffness and rutting susceptibility compared to PG 76-22. | Mix 3 | [56] |
| Copper mine tailings (CT) | Aggregates | Mix 1: 0 %, Mix 2: 20 % CT Mix 3: 20 % EAF Mix 4: 40 % combined CT + EAF |
PG 76-22 and 5 % EVA-modified Pen 80/100, SMA14 | Waste-incorporated mixes require slightly higher OBC and show increased Marshall stability and bulk specific gravity compared to control. Moisture conditioning (24 h/48 h) reduces retained strength index (RSI) but all mixes stay ≥ 75 %. Wet samples exhibit higher abrasion loss; EVA modification lowers abrasion loss vs. PG 76. Tensile strength ratio (TSR) ≥ 80 % for all except Mix 3 with PG 76 at 48 h. | Mix 4 | [57] |
| Copper mine tailings (CT) | Aggregates | Mix 1: 0 % Mix 2: 0 % EAF / 20 % CT Mix 3: 80 % EAF / 20 % CT Mix 4: 40 % EAF / 20 % CT / 40 % granite |
PG 76-22 and 5 % EVA-modified Pen 80/100, SMA14, ACW14 | Mix 3 showed up to 77.7 % reduction in rut depth and 42.9 % reduction in creep strain slope compared to control. All mixes with EAF/CT had TSR ≥ 80 % except mix 3 (SMA14 -PG76). TCLP leachates for heavy metals well below EPA limits | Mix 3 | [58] |
| Copper mine tailings (CT) | Aggregates | Mix 1: 0% Mix 2: 20 % CT Mix 3: 80 % EAF slag + 20 % CT Mix 4: 40 % EAF slag + 20 % CT |
PG 76-22 and Pen 80/100, ACW14 | Mix 3 showed the lowest final rut depth and rutting rate; after 4000 APA cycles it had already reached 70–80 % of its total rut depth, indicating rapid initial densification. Mix 3 achieved the highest British Pendulum Number (↑29.3 % for PG76-22; ↑20.5 % for 80/100) and mean texture depth, owing to the sharp edges, angular and rough texture of slag and tailings. | Mix 3 | [59] |
| Copper mine tailings (CT) | Aggregates | Mix 1: 0% Mix 2: 20 % CT Mix 3: 80 % EAF slag + 20 % CT Mix 4: 40 % EAF slag + 20 % CT |
PG 76-22 and Pen 80/100, ACW14 | Substituting granite with CT & EAF slag markedly improved Marshall stability, stiffness (MQ), and resilient modulus. Moisture susceptibility remained acceptable (TSR > 80%). Mix 3 gave the best overall performance.Aging increased stiffness and dynamic creep modulus. | Mix 3 | [60] |
| Copper mine tailings (CT) | Aggregates | Mix 1: 0% Mix 2: 15 % CT Mix 3: 83 % EAF slag + 15 % CT Mix 4: 41 % EAF slag + 15 % CT |
PG 76, SMA14 | EAF slag and CT mixes significantly reduced binder drain-down compared to control. Resilient modulus at 25 °C and 40 °C was higher in all waste-containing mixes under unaged, short term and long-term aging. Mix 3 showed the largest gains, especially after long-term aging, | Mix 3 | [61] |
Table 3.
Rutting Performance of Common Mining Waste.
| Minig Waste | Utilisation | Rutting Test Method(s) | Key Rutting Findings | Ref. |
|---|---|---|---|---|
| Coal gangue powder (CGP) | Asphalt mastic | MSCR (0.1/3.2 kPa at 64 °C & 70 °C) | CGP mastic exhibited lower non-recoverable creep compliance Jnr as compared to limestone powder, corresponding to a PG70E (After RTFO) classification and enhanced high-temperature stability. | [47] |
| Iron tailing (IT) | Asphalt mastic | MSCR (0.1, 3.2, 6.4, & 12.8 kPa at 64 °C) | Replacing limestone with IT with SCA modification significantly decreased Jnr and increased elastic recovery (%R), indicating improved rutting resistance in IT-modified mastics. | [28] |
| Copper tailing (CT) | Asphalt mixture | Wheel-tracking test (300 × 300 × 50 mm slabs, 0.7 MPa loading @ 60 °C, 42 cycles/min) | CT/carbon fibre composites achieved higher dynamic stability depth than control; substituting up to 50 % CT optimizes high-temp rutting performance. | [34] |
| Iron tailings | Asphalt mixture | Wheel-tracking test (300 × 300 × 50 mm slabs, 0.7 MPa loading @ 60 °C, 42 cycles/min) | Iron tailings-based mixtures showed a 16.55 % higher dynamic stability than basalt mixtures under identical test conditions, reflecting superior resistance to high-temperature rutting. | [26] |
| Copper tailing powder (CTP) | Asphalt mastic | DSR temperature sweep; rutting factor (G*/sin δ) | Replacing limestone with copper tailings boosted |G*| by 35–65 % at all filler-to-asphalt ratios and correspondingly raised |G*|/sin δ, demonstrating enhanced ruuting resistance. | [38] |
| Tungsten mine tailings (TMTs) + ATH | Asphalt Binder | DSR temperature sweep; rutting factor (G*/sin δ) | The composite asphalt with 20 % ATH + 6 % TMTs achieved G*/sin δ >15 kPa at 52 °C, demonstrating substantially improved rutting resistance versus unmodified binder. | [42] |
| Quartzite waste | Asphalt mixture | MeDiNa simulations | Predicted permanent deformation (rut) depths remained below 6 mm over five million passes for quartzite mixtures, indicating satisfactory rutting performance for pavement applications. | [22] |
| Aluminium tailing slurry (ATS) | Asphalt mastic | DSR temperature sweep; rutting factor (G*/sin δ); MSCR at 54 °C (0.1/3.2 kPa) | Rutting factor (G*/sin δ) increase with higher ATS dosages, indicating better rutting resistance. At 9 % ATS dosage, nonrecoverable creep compliance Jnr dropped by 26 % and recovery R increased by 43 % at 0.1 kPa, confirming enhanced high-temperature rutting resistance. | [43] |
Table 4.
Fatigue Performance of Common Mining Waste.
| Waste Material | Utilization | Fatigue Test Method(s) | Key Fatigue Findings | Ref. |
|---|---|---|---|---|
| Iron tailings (IT) | Asphalt mastics | DSR-LAS at 20 °C; strains 2.5 %, 5 %, 7.5 % | Finest, angular IT mastic reached Nf@5 % ≈ 1.09×10⁷ vs. limestone’s 1.34×10⁷. Gray correlation (r≈0.58) linked fatigue life to adhesion energy and binder–filler interaction, highlighting particle morphology’s role. | [24] |
| Iron tailings (IT) | Asphalt mastics | DSR-LAS; at 20 °C; strains 2.5 %, 5 %, | Unmodified IT mastics drops fatigue life Nf by 7.1 % at 2.5 % strain and 15.5 % at 5 % strain versus limestone controls, while SCA nearly restored and for 80 % IT exceeded the fatigue life by improving binder–filler adhesion. | [28] |
| Coal gangue powder (CGP) | Asphalt mastics | DSR-(LAS) (2.5 % & 5 % strain); pre- and post-RTFOT aging | Unaged CGP mastic fatigue life Nf at P/B = 0.9, 1.2 and 1.5, dropped by 50.8 %, 21.1 % and 8.2 %, respectively, versus P/B = 0.6 baseline. Post-RTFOT 0.6 and 1.5 fatigue life fell by 47.7 % and 40.4 %, respectively. | [47] |
| Manganese ore tailings | Asphalt Binder | DSR time-sweep | Fatigue parameter G*·sin δ increases with manganese content, indicating reduce fatigue resistance. | [45] |
| Iron tailings (IT) | Asphalt mixture | Indirect tensile fatigue test | Mixes with 7.5 % and 10 % iron tailings outperformed the control at low stress levels, while the 12.5 % tailings blend achieved the highest cycles-to-failure across all stresses demonstrating the best overall fatigue resistance. | [29] |
| Iron ore waste | Asphalt mixture | Controlled stress fatigue life tests MeDiNa simulations |
The mixture containing 20 % iron-ore waste (M2) exhibited a slightly reduced fatigue performance compared to the reference mix. In contrast, the mix with 17 % waste matched or slightly exceeded the control’s fatigue resistance, indicating that moderate incorporation of mining waste does not reduce and may even enhance fatigue life. | [48] |
| Isotropic quartzite waste (IAM) Foliated quartzite waste (FAM) |
Asphalt mixture | Indirect tensile fatigue test MeDiNa simulations |
FAM exhibits a higher number of cycles to failure at a given resilient strain (regression R² > 0.8), indicating slightly better lab fatigue resistance than IAM. Both IAM and FAM meet the MeDiNa–predicted limits (≤ 30 % cracked area & ≤ 20 mm rut depth) up to 5 × 10⁶ ESAL | [22] |
Table 5.
Moisture Susceptibility of Common Mining Waste.
| Waste Material | Utilization | Moisture Test Method(s) | Key Moisture susceptibly Findings | Ref. |
|---|---|---|---|---|
| Copper Tailing | Asphalt mastic | Pull-Off Adhesion Test | Copper tailings can be reused as asphalt mastic filler with acceptable moisture durability especially at moderate filler content (F/A ≈ 0.6), while higher tailings contents accelerate moisture damage. | [38] |
| Copper tailing (CT) | Asphalt mixture | Immersion MSR Freeze–thaw splitting TSR |
Both MSR and the TSR decrease as CT content increases. Mixtures with up to 50 % CT still meet the specification criteria, whereas 75 % and 100 % CT fail to comply. | [34] |
| Iron tailings | Asphalt mixture | Immersion MSR Freeze–thaw splitting TSR |
All iron-tailings mixtures easily exceed the 80 % specification threshold for both MSR and TSR, despite slight reductions compared to the basalt control. | [26] |
| Isotropic quartzite waste (IAM) Foliated quartzite waste (FAM) |
Asphalt mixture | Freeze–thaw splitting TSR | Asphalt mixtures with IAM and FAM retain over 85 % of their tensile strength after freeze–thaw, comfortably meeting specification requirements. | [22] |
| Iron tailings | Asphalt mixture | Freeze–thaw splitting TSR | Iron-tailings coarse aggregate from TB can be used without special anti-stripping measures (TSR > 75 %), but TA tailings and tailings sand (TS) cause TSR values below specification (especially TS < 70 %), indicating significantly increased moisture susceptibility. | [25] |
| Iron tailings | Asphalt mixture | Freeze–thaw splitting TSR | Mixtures with 25% iron tailing and 0.2–0.6 % carbon fibre (CF) maintained TSR > 75 % after conditioning, confirming moisture stability. | [33] |
| Copper tailing (CT) | Asphalt mixture | Freeze–thaw splitting TSR | Cooper tailing mixture shows TSR value of 84.24 %, exceeding the 80 % minimum requirement specified for adequate moisture resistance. | [37] |
| Copper tailing (CT) | Asphalt mixture | Freeze–thaw splitting TSR | Copper tailing (TSR = 84.24%) exceeds the 80 % specification requirements, demonstrating that using copper tailing as filler maintains adequate moisture resistance, with only a modest reduction compared to the conventional stone-dust control. | [35] |
| Copper tailing (CT) | Asphalt mixture | Freeze–thaw splitting TSR | Copper-tailings mixes achieved a TSR of 84.24 %, exceeding the 80 % minimum requirement and demonstrating that CT can be used as an effective asphalt filler without compromising moisture resistance. | [36] |
Table 6.
Summary of Heavy Metal Leaching Test Results (Concentrations in mg/L from TCLP or similar tests on asphalt product/waste as specified).
Table 6.
Summary of Heavy Metal Leaching Test Results (Concentrations in mg/L from TCLP or similar tests on asphalt product/waste as specified).
| Mining Waste Type (in asphalt) | Cr (mg/L) | Cd (mg/L) | Pb (mg/L) | Cu (mg/L) | Zn (mg/L) | Ba (mg/L) | Ni (mg/L) | Co (mg/L) | Key Finding | Ref. |
|---|---|---|---|---|---|---|---|---|---|---|
| Copper Tailings (CT) | 0.002 | NR | ND | 0.001 | 0.002 | NR | ND | ND | Under Limits | [34] |
| Iron Ore Overburden (IOO) | 0.15 | 0.18 | 0.23 | 0.78 | 0.54 | ND | NR | NR | Under Limits | [44] |
| Aluminum Tailing Slurry (ATS) | 0.261* | NR | 0.638* | 0.297* | 1.01* | 0.184* | 0.175* | NR | Under Limits | [43] |
| EAF Steel Slag & Copper Mine Tailings | <0.019 | <0.402 | <2.961 | <0.083 | NR | NR | <0.001 (or ND) | NR | Under Limits | [54] |
| Iron Ore Tailing (IOT) | 0.00228* | 0.00027* | 0.00020* | 0.02677* | 0.10579* | 0.06161* | NR | NR | Under Limits | [23] |
| Copper Tailings Powder (CTP) | 0.002 | NR | 0 | 0.001 | 0.002 | NR | 0 | 0 | Under Limits | [38] |
Note: Values marked with an asterisk (*) are for the raw tailing material; ND = Not Detected. NR = Not Reported in the paper.
Table 7.
Summary of Cost Savings and Lifecycle Cost Analysis Approaches.
| Waste Type | Economic Aspect(s) Investigated | Methodology | Key Finding | Ref. |
|---|---|---|---|---|
| Iron tailings filler (ITF) | Material cost savings, overall economic benefits when replacing limestone filler (LF). | Comparative cost analysis for 1km (2-lane) pavement (material prices, transport, modifier cost). | ITF substitution offers substantial economic advantages, with costs decreasing with increased ITF content, even with an SCA modifier. | [28] |
| Copper tailings (CT) (with Carbon Fibre) | Material cost savings, CT disposal cost savings. | Cost-benefit analysis for 1km unit road (AC-13, 50% LF replacement by CT). | Recycling CT as 50% LF replacement saves 725.84 USD/unit road in material costs and 41.04-134.79 USD/unit road in CT disposal costs. | [34] |
| Copper tailings powder (CTP) | Cost-benefit analysis, Net Present Value (NPV), Benefit-Cost Ratio (BCR). | CBA for 1km (2-lane) HMA pavement over 10 years with a 15% discount rate, calculating NPV and BCR. | CTP application in asphalt mastic provides lucrative economic profits with BCR > 7.4 and positive NPV. | [38] |
| Iron tailings (ITs) as mineral fillers | Price comparison (ITs vs. Limestone), overall economic effectiveness, land & cost savings in maintenance. | Comparative cost figures for materials; estimation of savings for pavement maintenance application of ITs. | ITs are approx. 1/4 the price of limestone; their use in pavement maintenance can save 104 yuan/m² and extend service life. | [24] |
| Iron Tailing Filler (ITF) | Cost-benefit assessment (NPV, BCR). | CBA for 1km (4-lane) over a 10-year. | Incorporating ITF at rates of 60% & 80% in asphalt mixtures provides considerable economic efficiency, with positive NPV and BCR > 1. | [27] |
| Aluminum Tailing Slurry (ATS) powder | Cost-benefit analysis (NPV, BCR). | CBA for 1km (2-lane) HMA pavement over 10 years with a 15% discount rate. | Using ATS as an asphalt modifier is profitable (BCR 1.19) and offers considerable economic benefits, mainly from the low ATS cost. | [43] |
| Iron ore overburden (IOO) as aggregates & filler | Cost savings, NPV, CBA for local and large-scale applications. | CBA for 1km (2-lane) HMA pavement over a 10 year, considering material, transport, and IOO storage costs. | IOO HMA shows significant economic benefits (10-year NPV saving of >$900 million USD for 1000km new roads, approximately 960,000 USD saved for a 9.5km on-site project). | [44] |
| Iron tailings as aggregates | Material cost savings, general economic. | Price comparison of iron tailings vs. limestone and basalt. | Recycling iron tailings offers huge economic benefits as their price is approx. 1/4 of limestone and 1/6 of basalt. | [25] |
| Iron ore tailing (IOT) as mineral filler | Material cost savings, Cost-benefit analysis (NPV, BCR). | CBA for 1km (2-lane) asphalt pavement over 10 years with a 15% discount rate. | IOT as filler offers considerable economic benefits (BCR > 5, positive NPV) from reduced LF purchase and IOT disposal/transport costs. | [23] |
| Copper tailing (CT) as a filler | Material cost savings | Comparative material cost analysis for 1km (2-lane) pavement surface course. | Mixes with CT was more economic than conventional stone dust, offering up to 5% cost savings. | [37] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



