Submitted:
25 May 2025
Posted:
27 May 2025
You are already at the latest version
Abstract
Engineered bamboo has been considered a viable replacement for traditional wood and steel for structural and architectural purposes due to its renewable nature, high strength, and compatibility with different processing techniques. This systematic review analyzes the data on the mechanical properties and processing techniques of engineered bamboo products, which include bamboo scrimber, and laminated bamboo. The review reveals that bamboo scrimber has better performance for specific mechanical properties, which include compressive, tensile, and bending strength. Laminated products had higher var-iability, which was often dictated by the adhesives, orientation, and quality of adhesion. The study also considers specifications of manufacturing processes such as adhesive systems, pre-treatment methods and pressing conditions. Moreover, the literature exhib-its considerable inconsistencies in testing standards, reporting practices, and long-term durability evaluations. This review highlights these challenges and provides recom-mendations for future research by improved documentation of processing parameters and further evaluation of environmental durability.
Keywords:
Engineered bamboo
; Bamboo scrimber
; Laminated bamboo
; Mechanical properties
; Adhesive systems
; Processing techniques
; Environmental durability
; Pre-treatment methods
; Structural applications
; Sustainable construction materials
1. Introduction
The growing need for sustainable construction materials has drawn major attention to engineered bamboo as an alternative to traditional timber and steel [1]. Several recent studies on engineered bamboo products, including bamboo scrimber and laminated bamboo, have indicated that engineered bamboo products can be utilized in construction due to their exceptional characteristics [2,3,4,5]. Unlike natural bamboo, which is susceptible to splitting and buckling under excessive load due to variability and geometric limitations, engineered bamboo is produced through controlled processes including fiberization, resin impregnation, and hot pressing to produce materials suitable for structural applications [6,7]. These modifications improve bamboo's physical and mechanical characteristics, making the product more suitable for construction as beams, columns, wall panels, shear walls, flooring, and building envelope [2].
In addition to its exceptional mechanical performance, bamboo is known for its superior strength-to-weight ratio, high flexural ductility, and rapid growth cycle when compared to traditional timber [8]. However, bamboo has not become a mainstream construction material yet, particularly due to its variability across bamboo species, aging, culm regions, and preparation methods, which affect density, strength, moisture content, and dimensional stability [9]. Additionally, mechanical properties such as compressive strength, tensile strength, modulus of rupture, and modulus of elasticity have been shown to vary substantially depending on species selection, adhesive types, manufacturing techniques, and thermal or chemical treatments [8,9,10,11].
Furthermore, the durability and resistance of bamboo to harsh environmental conditions have caused major concerns, as untreated bamboo is susceptible to biological degradation and moisture-related damage [4,8]. Advances in treatment methods, including natural treatments like thermal modification and chemical treatments such as boron-based preservatives or rosin impregnation (rosin is a natural resin obtained from conifer trees), have been shown to enhance bamboo's durability [8,12]. The need to standardize these treatments and guidelines remains a significant barrier to bamboo's broader integration into mass construction [8,13].
Bamboo scrimber and laminated bamboo are the most prominent forms of engineered bamboo. Bamboo scrimber is fabricated by crushing entire bamboo culms into connected fibre bundles. These bundles are then soaked in resin, aligned in the longitudinal direction, and hot pressed under high pressure and temperature. This method retains the natural fibre orientation while increasing density and reducing material variability, resulting in products with high strength and stiffness. The process is also highly efficient in terms of material yield, utilizing approximately 80 percent of the bamboo culm, including irregular and lower-quality portions. The pressed boards are subsequently trimmed, machined, and sanded to meet structural specifications [14,15]. Laminated bamboo is produced by slicing bamboo culms into narrow rectangular strips, followed by planing, node removal, and drying to a controlled moisture content. The prepared strips are then bonded using adhesives, typically in either parallel or cross-laminated configurations, and hot pressed into boards or panels. This method produces a material with a smoother surface finish and more uniform appearance, which makes it especially suitable for non-structural applications such as flooring, wall panelling, and furniture. However, due to the selective trimming and surface preparation required, laminated bamboo tends to have a lower material utilization rate compared to scrimber [14,15]. Illustrations of the manufacturing process of bamboo scrimber and laminated bamboo are indicated in Figure 1 and Figure 2, respectively.
Recent studies have emphasized that adhesive selection and hot-pressing conditions critically affect the final properties of engineered bamboo products. For instance, research by Chen et al. [16] highlighted how variations in pressing temperature, pressure magnitude, and time influence the density, fibre bonding quality, and mechanical strength of bamboo scrimber composites. Similarly, Li et al. [2] demonstrated that optimizing resin impregnation and mechanical processing techniques can significantly reduce variability and enhance structural uniformity across bamboo-based composites. Furthermore, Adier et al. [8] mentioned that bamboo's mechanical behaviour is heavily influenced by its fibre morphology, and that resin impregnation during processing significantly enhances performance. These findings underline the necessity of systematically characterizing not only the mechanical attributes of engineered bamboo but also the underlying manufacturing parameters and material treatments that govern its behaviour.
1.1. Research Gaps and Contribution
Based on a survey on research gaps, needs and priorities from stakeholders from 12 countries, Harries et al. [13] identified the lack of comprehensive databases on the geometrical, physical, and mechanical properties of bamboo as a significant research gap in the field of bamboo construction. By gathering and examining information on the mechanical properties and manufacturing processes of different engineered bamboo products, this systematic review study directly addresses this knowledge gap. This review provides a fundamental understanding of how production processes and adhesive selections affect durability and performance over time by systematically summarizing characteristics like modulus of rupture, modulus of elasticity, and compressive and tensile strengths across various manufacturing techniques.
Furthermore, this study focuses on existing methods for improving fire performance and advances in the use of sustainable adhesives on engineered bamboo. Such knowledge gaps were also identified by Harries et al. [13]. Existing research clearly shows that the type of adhesive significantly influences fire performance outcomes. For instance, He et al. [17] demonstrated that laminated bamboo lumber bonded with melamine-urea-formaldehyde (MUF) adhesives exhibited superior heat release reduction compared to phenol-formaldehyde (PF)-bonded samples, highlighting the critical role of adhesive selection in improving fire behaviour. Heat release reduction in engineered timber and bamboo fire properties refers to methods and outcomes aimed at reducing the amount of heat energy that these materials emit during combustion. Similarly, Xu et al. [21] reported that variations in density and resin content had a significant impact on the combustion performance of engineered bamboo products, despite the use of the same adhesive. By documenting the types of adhesives and treatment methods employed across various engineered bamboo products, this review supports the broader goal of identifying safer and more environmentally sustainable bonding solutions.
Moreover, this study gathers state-of-the-art manufacturing techniques of engineered bamboo, which can help with global industrial utilization of engineered bamboo products. By gathering information on hot pressing conditions, achieved densities, and processing methods, this study provides information that can guide optimization of production processes. Linking manufacturing parameters to mechanical properties not only supports efforts to improve material efficiency but also showcases that engineered bamboo can be used as a viable material in the construction industry, which is the main objective of this systematic study.
2. Methodology
The literature search for this systematic review study was conducted using the Engineering Village platform, which utilizes the Compendex and Inspec databases. These databases were selected for their strong coverage of engineering, materials science, and construction-related research. The search strategy employed Boolean operators to combine keywords related to bamboo and its engineered applications. Specifically, search strings included combinations such as ("bamboo" OR "bamboo culms" OR "engineered bamboo" OR "laminated bamboo" OR "bamboo scrimber") AND ("mechanical properties" OR "manufacturing process"). This approach maintained a specific focus on applications relevant to construction while covering subjects related to the structural and mechanical characteristics of engineered bamboo products.
Only articles published in English and classified as journal articles were considered in this study. The search was refined further to focus exclusively on leading journals ranked as Q1 and Q2 according to the SCImago Journal Rankings (SJR), including journals such as Construction and Building Materials, European Journal of Wood and Wood Products, Advances in Structural Engineering, and Composites Part B: Engineering [22]. Additional classification filters were applied to restrict the selection to articles specifically related to engineering materials, materials science, and the construction industry.
After applying these criteria, a total of 191 articles were retrieved. In the next step, using the duplicate removal tool from the Engineering Village platform, 55 duplicates were removed. The initial screening phase involved title and abstract review, resulting in the exclusion of 85 articles that were unrelated to engineered bamboo manufacturing, properties, or structural testing. Figure 3 indicates a flowchart that showcases the methodology used in this systematic review.
The study selection process is summarized using a PRISMA (Preferred Reporting Items for Systematic Reviews and Meta-Analyses) flow diagram [19]. Following PRISMA guidelines enhances transparency and reproducibility in documenting the identification, screening, eligibility, and inclusion phases. The flow diagram (Figure 4) outlines the number of records retrieved, screened, assessed for eligibility, and included in the final synthesis [20].
Data extraction from the selected articles was conducted systematically. Information was organized into five thematic categories: (1) Sustainable Production Approaches, (2) Mechanical Testing Methods, (3) Mechanical Properties, (4) Manufacturing Processes, and (5) Hot Pressing Conditions. Extraction focused primarily on capturing mechanical property data, including compressive strength, tensile strength, shear strength, modulus of rupture (MOR), and modulus of elasticity (MOE). Additionally, physical property data, specifically material density, was recorded when available. Data related to adhesive types, treatment methods, manufacturing techniques, and pressing parameters (temperature, pressure, and duration) were also extracted. All extracted information was manually coded into structured Excel spreadsheets to enable cross-study comparisons.
3. Results and Discussion
The studies included in this review were organized into two separate categories to facilitate analysis of the results from the articles. The first group of studies examined the mechanical behaviour and durability of engineered bamboo, including properties such as compressive strength, tensile strength, shear strength, modulus of rupture, and modulus of elasticity. The second group of studies addressed manufacturing and processing methods. These included adhesive types, application techniques, pre-treatment methods, and hot-pressing conditions.
3.1. Mechanical Properties
The reviewed studies reported a wide range of mechanical properties for engineered bamboo, including compressive strength, tensile strength, shear strength, modulus of rupture, and modulus of elasticity. These values, along with the associated bamboo species and product types, are summarized in Table 1.
3.1.1. Density
The previous studies have given the density of engineered bamboo products from 600 kg/m³ to 1,300 kg/m³ [2, 6, 16, and 23]. The majority of bamboo scrimber products exhibited greater density than laminated bamboo products as a result of the fibre densification process and the resin impregnation process involved in the manufacturing process [2, 16, and 24].
The density of bamboo scrimber products ranges from 950 kg/m³ to 1,300 kg/m³. For instance, Chen et al. [16] observed that scrimber panels can reach up to 1,300 kg/m³ under high-pressure hot pressing with extensive resin impregnation. Gao et al. [24] similarly reported a density of 1,200 kg/m³ in bamboo scrimber that had been processed using pressure-drying technology. Laminated bamboo lumber products (LBL) and cross-laminated bamboo (CLB) panels generally reported lower density levels, with the range being 600 kg/m³ to 850 kg/m³ [3 and 6]. Li et al. [2] recorded around 800 kg/m³ density for panels of laminated bamboo that had been produced using melamine-urea-formaldehyde adhesives but with moderate pressing. The lower density levels indicate less aggressive fibre compaction in the process of scrimber production. Studies that used denser species such as Phyllostachys edulis (Moso bamboo) recorded high density for both scrimber and laminated materials [3 and 6].
Figure 5 shows that bamboo scrimber exhibits significantly higher bulk density (median ≈ 1150 kg/m³) compared to laminated bamboo (median ≈ 720 kg/m³), indicating its denser and more compact structure.
3.1.2. Tensile Strength
The studies reviewed in this investigation generally indicated that the tensile strength of engineered bamboo products typically ranged from 80 MPa to 130 MPa (Figure 6). Bamboo scrimber specimens frequently achieved tensile strengths above 110 MPa, with Dong et al. [25] documenting 120 MPa along the fibre direction and Correal et al. [26] reporting the highest tensile strength of 143.1 MPa. In contrast, laminated bamboo typically remained below 90 MPa, as shown by Wei et al. [10], who recorded 69.3 MPa for laminated panels. Hybrid composites such as bamboo-Douglas fir materials demonstrated strong tensile capacities, with Chen et al. [27] measuring 125.28 MPa for bamboo components. The influence of fibre orientation was particularly studied by Yang et al. [28], who observed that the tensile strength fell from 128.2 MPa when loaded parallel to fibres to just 8.1 MPa at 90°.
Overall, tensile strength values are around a mean of 96.2 MPa with a standard deviation of 27.1 MPa. Studies that reported multiple orientations consistently noted at least a 60-80% reduction in strength when samples were tested off-axis. The tensile strength results demonstrate the strong potential of engineered bamboo products in structural applications, particularly where high tensile capacity is critical. Dong et al. [25] emphasized that tensile strength declined when loading was not perfectly aligned with fibre orientation, underscoring the critical role of manufacturing precision in maximizing material efficiency. This phenomenon was linked to the natural arrangement of vascular bundles and parenchyma tissue in bamboo culms, as also discussed by Wu et al. [29], who identified fibre pull-out and matrix cracking as the dominant failure mechanisms under tensile loads.
Tensile strength indicated heavy reliance on processing techniques. Studies such as Wu et al. [29] and Dong et al. [25] indicated that bamboo scrimber from densification and uniform resin distribution, leading to enhanced tensile strength and more brittle, fibre-dominated failure modes. In contrast, laminated bamboo products were more vulnerable to shear failures, likely due to weaker adhesive bond lines [10]. These findings suggest that optimization of adhesive types and lamination processes could further narrow the performance gap between scrimber and laminated bamboo materials.
3.1.3. Compressive Strength
The compressive strength varied from 28.64 MPa to 129.25 MPa, and the average compressive strength was 74.4 MPa, with a standard deviation of 23.7 MPa. As shown in Figure 7, bamboo scrimber has a higher and more consistent compressive strength (~96 MPa) than laminated bamboo (~63 MPa), a factor that is due to bamboo scrimber’s denser, oriented microstructure through the incorporation of heat pressing and resin impregnation techniques [10,25]. Wu et al. [29] reported compressive strengths ranging from 129.25 MPa when loaded parallel to fibres to lower values when loaded perpendicular to the grain. Guadua bamboo (Guadua angustifolia) had a compressive strength of approximately 62.0 MPa along the fibres, which is slightly less than Moso bamboo products, indicating the impact of bamboo species on compressive strength. This may be due to less compressive strength for raw Guadua bamboo when compared to Moso bamboo [1,26].
The compressive strength profile of engineered bamboo indicates adaptability to applications demanding compression loads, such as columns, wall panels, and compression braces. Laminated bamboo, however, exhibited greater variability, primarily due to weak points within the glue lines and between layers, which can lead to premature delamination under compressive loading [10]. Compressive strengths recorded for bamboo scrimber products approach or surpass traditional wood. For example, Chen et al. [27] reported a compressive strength of 96.35 MPa for bamboo scrimber, compared to 51.23 MPa for laminated Douglas fir.
3.1.4. Shear Strength
The shear strength values for engineered bamboo products showed a considerable variation, ranging from 2.96 MPa to 31.0 MPa. The average shear strength over studies was 16.1 ± 8.4 MPa. A maximum shear strength of 31.0 MPa for bamboo scrimber under parallel-to-grain loads was reported by Wu et al. [29]. Meanwhile, Tang et al. [11] reported shear strength values of about 13.5 MPa for parallel-strand bamboo and 12.0 MPa for laminated veneer bamboo. Hybrid composites, like the thin- and thick-strip glubam examined by Xiao et al. [31], showed shear strength values ranging from 16.0 to 17.5 MPa.
As demonstrated in Figure 8, bamboo scrimber exhibits significantly higher and more variable shear strengths than laminated bamboo, with median values around 23 MPa and 13 MPa, respectively. Shear strength is a significant parameter for engineered bamboo product design because failure in shear is often brittle and sudden, particularly along adhesive interfaces, and can lead to catastrophic structural collapse if not properly accounted for. The reported values among studies show that engineered bamboo’s shear strength is comparable to conventional softwood glulam, which ranges between 8 and 10 MPa [32]. The anisotropy of bamboo had a significant impact on shear behaviour. Wei et al. [10] reported that small changes in orientation under loads resulted in noticeable effects on shear strength. This angle sensitivity must be addressed through design considerations, especially for products under complex multi-axial stresses. Processing conditions and the system of adhesives also became significant factors. High-temperature heat treatments, shown by Brito et al. [30], could severely reduce shear strength, achieving reductions up to 50% for untreated samples. This underlines the importance of balanced treatment to promote durability. Although scrimber products showed optimized behaviour under shear loads, failure was often through fibre pull-out and resin fracture and less through cracking of the material [29].
3.1.5. Modulus of Rupture
Modulus of rupture values varied widely for engineered bamboo products. Reported values varied from 31.3 MPa for bamboo-wood composites to 174.4 MPa for high-density bamboo scrimber [2,33]. The average modulus of rupture across studies was about 105.6 ± 30.5 MPa. Dong et al. [25] reported values close to 119 MPa for bamboo scrimber, and laminated bamboo panels generally ranged from 80 MPa to 110 MPa, which is indicated in Figure 9. The highest values corresponded to materials that have undergone intensive densification and optimized resin impregnation, as Wang et al. [33] reported. Hybrid systems, i.e., thin- and thick-strip glubam products, recorded average modulus of rupture values of 101.1 MPa and 104.9 MPa, respectively [31]. The findings suggest that engineered bamboo, specifically scrimber products, attains modulus of rupture values equaling or surpassing those of laminated veneer lumber (LVL), which range between 49.5 MPa and 139.3 MPa based on veneer species and layup configuration [36].
Fibre orientation along the axis of loading not only enhanced the modulus of rupture but also the ductility, which allowed bamboo scrimber to be more linear elastic to failure [29]. In comparison, laminated bamboo materials tended to be constrained by poor interlaminar adhesion and thin resin-rich layers susceptible to microcrack initiation, according to Xu et al. [18] and Tang et al. [11]. The hybrid bamboo-wood composites also showed diminished modulus of rupture between materials [2,31]. Environmental conditioning also played a critical role, as Brito et al. [30] demonstrated that thermal and moisture exposure could reduce the bending properties of structural bamboo by 20–30%, highlighting the importance of appropriate post-treatment strategies.
3.1.6. Modulus of Elasticity
According to product type, direction of testing, and processing, the reported MOE values for engineered bamboo products varied substantially. In 31 studies, MOE ranged between 0.58 GPa and 32.3 GPa [12,26]. The average MOE was 10.8 GPa, and an overall demonstration of MOE values of bamboo scrimber and laminated bamboo is depicted in Figure 10. Highest MOE values tended to be for bamboo scrimber products relative to laminated and hybrid composites. Dong et al. [25], for example, obtained an MOE of 13 GPa for samples tested under bending for scrimber. Similarly, Wu et al. [29] reported tensile MOE values close to 13.52 GPa for tests carried out parallel to fibre direction. Until now, however, laminated bamboo products and hybrid materials have shown generally lower values, ranging between 8-11 GPa [18, 31, and 35]. Yang et al. [28] reported a substantial decrease in modulus, from 11.29 GPa when loaded parallel to the fibres to 2.37 GPa when loaded perpendicular to the grain. Similar tendencies were observed in Sylvayanti et al. [37] and Al-Rukaibawi et al. [38], demonstrating bamboo’s pronounced anisotropic elasticity.
High MOE values are beneficial for deflection minimization in load-bearing beams, trusses, and structurally loaded panels. Processing techniques involving dense fibre orientation and efficient resin impregnation routinely produced higher MOE values, consistent with trends for MOR [25,33]. This is attributed to the effective transmission of stresses through fibres, minimizing internal microcracking under loads. Additionally, laminated bamboo and hybrid composites had lower and more scattered MOE due to glue line, resin-rich layers, and non-uniform fibre distributions [18,31].
Anisotropic properties of the bamboo significantly influenced the measurement of MOE. Yang et al. [28] and Sylvayanti et al. [37] reported that stiffness reduction was caused by the directions of transverse and radial loads, sometimes by 70-80% when compared to the longitudinal direction. Environmental aspects, that is, thermal treatment and humidity, also influenced MOE. Heat treatments increased MOE to some degree according to Brito et al. [30] through increased cross-linking within the fibre-resin system, but high temperatures for treatment reduced overall stiffness.
3.1.7. Durability
Among the reviewed studies, 12 reported durability-related results ranging from the ability to resist moisture, biodegradation, and retention of mechanical properties. Generally, bamboo scrimber materials tended to exhibit higher durability performance, like other mechanical properties. Lei et al. [41] showed satisfactory deformation recovery for bamboo scrimber, and elastic retention varied from 65% to 85% when loaded cyclically. Wu et al. [29] reported that scrimber panels still possessed high load-bearing capacity after cracking partway through, demonstrating satisfactory residual structural strength. Thermal treatment and densification procedures have been shown to improve dimensional stability. However, they may be damaging to ductility if used excessively. Brito et al. [30] reported that heat-treated bamboo samples had increased stiffness but reduced ultimate strength following thermal aging tests. Hybrid bamboo-wood composites yielded inconclusive outcomes. Chen et al. [27] reported stiffness retention for bamboo-Douglas fir composites for cycling loads but offered no weathering or degradation tests. Some laminated bamboo materials were reported to be vulnerable to rolling shear under mechanical and environmental loads [2]. Wei et al. [10] and Sylvayanti et al. [37] mention that mechanical degradation trends suggest moderate vulnerability to environmental aging without protective treatments. Good recovery behaviour after cyclic deformation and high residual strength after cracking position scrimber favourably compared to untreated natural bamboo or traditional timber in terms of service life expectations [29,41]. However, durability outcomes were strongly dependent on processing conditions. Studies like Brito et al. [30] emphasized that excessive thermal exposure could compromise toughness, indicating the need for carefully controlled heat treatment protocols. Moreover, laminated bamboo products appeared more susceptible to interlaminar degradation and moisture-driven failures, indicating the importance of adhesive system optimization [2].

Table 1.
Reported mechanical properties of engineered bamboo across selected studies.
| Article | Bamboo Species | Compressive Strength (MPa) | Tensile Strength (MPa) | Shear Strength (MPa) | Modulus of Rupture (MPa) | Modulus of Elasticity (GPa) |
| [10] | Moso bamboo (Phyllostachys edulis) | Scrimber: 87.4; Laminated: 68.7 | Scrimber: 75.1; Laminated: 69.3 | Not Reported | Not Reported | Scrimber: 9.8; Laminated: 9.8 |
| [24] | Moso bamboo (Phyllostachys edulis) | 84.9 | 111.7 | 12.1 | 111.9 | 9.2 |
| [11] | Moso bamboo (Phyllostachys edulis) | Parallel Strand Bamboo: 99.3-119.0; Laminated Veneer Bamboo: 55.9-69.2 | Parallel Strand Bamboo: ~125; Laminated Veneer Bamboo: ~110 | Parallel Strand Bamboo: ~13.5; Laminated Veneer Bamboo: ~12.0 | Parallel Strand Bamboo: up to 130; Laminated Veneer Bamboo: ~112 | Parallel Strand Bamboo: 11.5-13.8; Laminated Veneer Bamboo: 8.5-11.6 |
| [39] | Moso bamboo (Phyllostachys edulis) | 59.74 (ultimate) | 77.18 (ultimate) | - | Not Reported | Tension: 7.78; Compression: 9.98 |
| [27] | Moso bamboo (Phyllostachys edulis) + Douglas fir | Bamboo: 96.35; Timber: 51.23 | Bamboo: 125.28; Timber: 117.85 | Not Reported | Not Reported | Bamboo: 15.43 (compression), 15.10 (tension); Timber: 12.57 (compression), 14.76 (tension) |
| [41] | Moso bamboo (Phyllostachys edulis) | 84.9 | 111.7 | Not Reported | 111.9 | 9.19 |
| [2] | Phyllostachys heterocycla (BMCP) + Hem-fir lumber | Not Reported | Not Reported | Not Reported | 31.3-32.6 | 6.27 |
| [42] | Moso bamboo (Phyllostachys edulis) | 75.1 (0°), 27.2 (60°) | Not Reported | 13.0 (15°), 14.5 (45°), varies with angle | Not Reported | 9.91 (0°), 2.43 (60°), varies with angle |
| [40] | Not specified | Not Reported | Not Reported | Not Reported | Not Reported |
4.80-9.46 (span dependent) |
| [29] | Moso bamboo (Phyllostachys edulis), bamboo scrimber | 129.25 (parallel), 65.77 - 73.34 (perpendicular) | 108.45 (parallel), 7.62 (perpendicular) | 22.91 (parallel), 20.89 - 31.68 (perpendicular) | Not reported | 13.52 (tensile, parallel), 12.32 (compressive, parallel), 2.75 (tensile, perpendicular), 2.99 (compressive, perpendicular) |
| [30] | Dendrocalamus giganteus | 63.07 - 80.80 | Not Reported | 2.96 - 6.32 | 88.24 - 150.65 (bending) | 11.51 - 12.11 |
| [35] | Moso bamboo (Phyllostachys edulis) | Not Reported | 83-119 | Not Reported | An estimated 104 MPa for glubam | 10.34-10.71 |
| [25] | Moso bamboo (Phyllostachys edulis) | 86 (parallel), 37 (perpendicular) | 120 MPa (parallel), 3 MPa (perpendicular) | Not Reported | 119 MPa (approx) | 13 |
| [43] | Not stated | 68.8 (mean) | 84.53 (mean) | Not Reported | Not Reported | 7.007 (tensile), 9.393 (compressive) |
| [44] | Phyllostachys (4-5 years old, >100 mm diameter) | 28.64 | 123.82 | Not Reported | Not Reported | 8.52 |
| [33] | Moso bamboo (Phyllostachys edulis) | Not Reported | Not Reported | Not Reported | 173.94-174.41 | 11.92-12.73 |
| [34] | Phyllostachys spp. + Chinese fir (Cunninghamia lanceolata) | 107.5 (bamboo scrimber), 38.6 (Chinese fir) | Not Reported | Not Reported | Not Reported | 9.393 (compressive bamboo), 7.007 (compressive fir) |
| [26] | Guadua angustifolia Kunth | 62.0 (parallel), 3.5 (radial), 5.3 (tangential) | 143.1 (parallel), 2.6 (radial), 3.2 (tangential) | 9.5 | 103.0 (radial), 122.4 (tangential) | 32.3 (compressive), 18.3 (tensile), 12.7-13.3 (flexural) |
| [45] | Bamboo scrimber + SPF (Spruce-Pine-Fir) | Not Reported | Not Reported | Not Reported | Not Reported | 9.4-13.7 |
| [46] | Moso bamboo (Phyllostachys edulis) | Not Reported | 98-124 | Not Reported | Not Reported | ↑37.3% over ordinary scrimber |
| [28] | Moso bamboo (Phyllostachys edulis) | Not Reported | 128.2 (0°); 52.1 (15°); down to 8.1 (90°) | Not Reported | Not Reported | 11.29 GPa (0°); 2.37 GPa (90°) |
| [47] | Moso bamboo (Phyllostachys edulis) | Not Reported | Not Reported | Not Reported | 107.2 MPa (average) | 10.0 GPa |
| [48] | Julong bamboo (Dendrocalamus giganteus) | 71.4 (longitudinal), 22.7 (transverse) | 66.8 (longitudinal), 5.7 (transverse) | Not Reported | 70.9 MPa | 10.3 GPa (bending) |
| [37] | Gigantochloa spp. | 57.7 | 34.3 | 13.2 | 47.9 MPa | 8.9 (bending), 8.4 (longitudinal), 3.6 (transverse) |
| [49] | Moso bamboo (Phyllostachys edulis) | Not Reported | Not Reported | Not Reported | Approx. 100-110 MPa depending on type | Not reported |
| [18] | Moso bamboo (Phyllostachys edulis) | Bamboo scrimber: 84; Laminated bamboo: 79 | Bamboo scrimber: 136, Laminated bamboo: 122 | Not Reported | Up to 110 MPa | 10.5-12.0 |
| [12] | Moso bamboo (Phyllostachys edulis) | 56.2 (longitudinal), 43.1 (radial), 19.0 (tangential) | 106.9 (longitudinal), 1.8 (radial), 4.3 (tangential) | 17.3 (parallel to grain) | 80.8 | 9.5 (longitudinal), 0.58 (radial), 1.12 (tangential) |
| [50] | Bamboo scrimber + Douglas Fir | 96.35 (Bamboo scrimber); 51.23 (Douglas Fir) | 125.28 (Bamboo scrimber); 117.85 (Douglas Fir) | Not Reported | Not Reported | 15.43 (Bamboo scrimber, compression), 12.57 (Douglas Fir, compression) |
| [38] | Moso bamboo (Phyllostachys edulis) | 68 (parallel); 15 (tangential); 13 (radial) | Not Reported | Not Reported | Not Reported | 8.75 (parallel); 2.19 (tangential); 1.11 (radial) |
| [3] | PBSL from Moso bamboo (Phyllostachys edulis) | Avg: 44.34-61.08 depending on angle | Avg: 21.56-71.78 depending on angle | Not Reported | 39.32-82.49 (as bending strength) | 2.56-8.31 depending on test direction |
| [51] | Moso bamboo (Phyllostachys edulis) | Not Reported | Not Reported | - | Approx. 90-120 | - |
| [31] | - | Thin-strip: 51.0; Thick-strip: 73.0 | Thin-strip: 83.0; Thick-strip: 85.0 (longitudinal) | Thin-strip: 16; Thick-strip: 17.5 | Thin-strip: 101.1; Thick-strip: 104.9 | Thin-strip: 10.4-11.3; Thick-strip: 9.0-10.5 |
3.2. Manufacturing and Processing Methods
Table 2 provides a summary of the adhesive systems, bamboo species, and product types reported in the reviewed studies. This information highlights the diversity of manufacturing approaches used in engineered bamboo production, including variations in resin formulation, species selection, and structural configurations. The table serves as a reference point for understanding how adhesive choice is associated with specific product types such as scrimber, laminated panels, and hybrid composites. The following sections touch upon the important details of the reviewed studies.
3.2.1. Adhesive Types and Performance
Across the reviewed studies, the most widely used adhesive was phenol-formaldehyde (PF), reported in studies by Li et al. [2], Chen et al. [16], and Huang et al. [6]. PF resins were typically applied at resin contents ranging from 13 percent to 20 percent by weight, often using brushing or immersion techniques. Other adhesives included phenol-resorcinol (PRF), urea-formaldehyde (UF), melamine-urea-formaldehyde (MUF), polyurethane (PUR), and water-based polymer isocyanate (WBPI). For example, PRF was used in panel bonding by Zhang et al. [52], while UF and MUF systems appeared where cost or indoor use suitability was prioritized. Liliefna et al. [53] used WBPI for low-tech laminated bamboo boards, and Chow et al. [54] applied a polyurethane wood adhesive in their laminated structures. These alternative adhesives were generally used in studies targeting non-structural or hybrid applications and were less frequently selected for scrimber production.
Adhesive application methods varied with the product type. Scrimber products relied primarily on full impregnation, using dipping or soaking to achieve deeper resin penetration and better inter-fibre bonding, as seen in Li et al. [2] and Chen et al. [16]. Laminated products such as glubam and veneer panels are used with surface spreading or layer-by-layer brushing. Performance comparisons indicate that PF-impregnated products often resulted in cohesive failures with evidence of fibre tear-out, suggesting effective internal bonding [23]. In contrast, UF-bonded specimens showed more frequent glue-line failure or delamination after exposure to heat or moisture [30]. Liliefna et al. [53], using WBPI adhesive, reported acceptable bond performance for interior-grade boards; however, the mechanical properties were lower compared to those observed in studies utilizing PF adhesives.
3.2.2. Processing and Treatment Methods
Bamboo processing methods included boiling, steam treatment, pressure-drying, carbonization, and mechanical conditioning. Treatments were primarily used to reduce moisture content, improve adhesive absorption, stabilize fibre structure, and enhance resistance to biological degradation. Li et al. [2] reported the use of saturated steam treatment at 0.35 to 0.40 MPa, applied for 30 minutes prior to resin impregnation. This process was intended to soften bamboo fibres, allowing for better alignment and more uniform densification. Similarly, Huang et al. [6] employed pressure-drying at 140°C and 0.05 MPa, which improved both dimensional stability and fibre bonding. Several scrimber-focused studies, such as Liang et al. [55] and He et al. [56], included roller-crushing or bundle-fluffing steps to prepare oriented fibre mats prior to pressing.
Other pre-treatment techniques were more mechanical. For instance, Colince et al. [57] and Zhang et al. [52] used planing and thin strip slitting to improve layer uniformity in laminated products. Huang et al. [58] implemented a dual-step process using equal-arc splitting followed by pressure-drying, which produced a curved, dimensionally stable bamboo unit for assembly. Wang et al. [33] used boiling in water for 60 minutes to reduce sugar content, while maintaining fibre integrity. Chung and Wang [59] explored steam-heating and peeling of bamboo culms to improve dimensional stability in scrimber boards. Guan et al. [60] employed radial slicing and resin overlaid lamination to modify both strength and durability of the outer layer.
3.2.3. Hot Pressing Conditions
Hot pressing conditions were closely linked to the type of bamboo product being manufactured. Scrimber products typically required higher temperatures and pressures for shorter durations, whereas laminated bamboo was generally produced under milder or even cold pressing conditions. Chen et al. [16] applied hot pressing at 180°C and 10 MPa for 34 minutes in scrimber manufacturing. Similarly, Liang et al. [55] used 140°C and 6 MPa for 10 minutes to produce high-density scrimber, while He et al. [56] used 140°C at 4 MPa for 120 minutes. In contrast, low-tech laminated products described by Liliefna et al. [53] and Chow et al. [54] were manufactured using cold pressing, with durations ranging from 8 to 24 hours, and pressures as low as 0.6 MPa to 1 MPa.
Hybrid and glubam-based products showed more moderate parameters. For example, Li et al. [2] used 150°C at 20 MPa for 15 minutes, and Zhang et al. [52] applied 150°C for 40 minutes at an unspecified pressure. Some advanced studies implemented time-based scaling, such as Colince et al. [57], who reported 1.18 minutes per mm of board thickness at 150°C and 1.47 MPa, optimizing press time relative to sample geometry.
Table 2.
Adhesive types, bamboo species, and product configurations reported in selected engineered bamboo studies.
Table 2.
Adhesive types, bamboo species, and product configurations reported in selected engineered bamboo studies.
| Reference | Bamboo Species | Adhesive/Binder Used | Product Type |
| [2] | Not specified | Phenolic Formaldehyde Resin | Glubam Beams (Thick and Thin Plybamboo boards) |
| [3] | Not specified, presumably Moso | Phenolic Resin (15--20% weight) | Cross-Laminated Bamboo (CLB) |
| [6] | Moso bamboo (Phyllostachys edulis) | None at EASB stage (adhesive for later use not applied yet) | Equal-Arc Shaped Bamboo Splits (EASB) |
| [2] | Moso bamboo (Phyllostachys edulis) | Phenol Formaldehyde (PF) Resin (17 wt%) | Bamboo Scrimber Composite (BSC) |
| [16] | Moso bamboo (Phyllostachys edulis) | Phenolic Resin (13% weight) | Bamboo Scrimber (BS) |
| [58] | Moso bamboo (Phyllostachys edulis) | No adhesive at unit stage (future lamination possible) | Equal-Arc Shaped Bamboo Splits (EASB) |
| [61] | Moso bamboo (Phyllostachys edulis) and Chinese fir | No adhesives. mechanical nailing only | Nail-Laminated Bamboo-Timber (NLBT) Panels |
| [53] | Ater bamboo (Gigantochloa atter) | Water-Based Polymer Isocyanate (WBPI) adhesive | Laminated Bamboo Esterilla Sheet (LBES) |
| [54] | Moso bamboo (Phyllostachys edulis) | Polyurethane wood adhesive (Lumber Jack 5 Min) | Laminated Bamboo Composites (Single-ply and Two-ply) |
| [52] | Moso bamboo (Phyllostachys edulis) and European Spruce (C18 grade) | Phenol-Resorcinol adhesive for bamboo panels. Water-based polyurethane structural adhesive for bamboo-timber lamination | Prestressed Laminated Bamboo-Timber Composite Beam |
| [55] | Moso bamboo (Phyllostachys edulis) | Phenol-Formaldehyde (PF) resin (solid content 18%) | Bamboo Scrimber (BS) |
| [56] | Moso bamboo (Phyllostachys edulis) | Phenol-Formaldehyde (PF) resin (solid content ~20% after dilution) | Knitted Bamboo Scrimber (KBS) and Commercial Hot-Pressed Bamboo Scrimber (CBS) |
| [62] | Neosinocalamus affinis | Phenol-Formaldehyde (PF) resin (diluted to 30% solid content) | Laminated Bamboo-Bundle Veneer Lumber (BLVL) |
| [64] | Moso bamboo (Phyllostachys edulis) | Phenol-Formaldehyde (PF) resin (solid content >47%) | Bamboo-Wood Composite (GFBW Composite) |
| [63] | Moso bamboo (Phyllostachys edulis) and Guadua (Guadua angustifolia) | Flange panels: Urea-formaldehyde. OSB: Phenol-formaldehyde. Finger joints: Epoxy resin (West Systems 105/206) | Engineered Bamboo I-Joists |
| [57] | Bamboo species not specified | Water-soluble phenolic resin modified with melamine (solid content ~23.5%) | High-Strength Laminated Bamboo Composite |
| [59] | Moso bamboo (Phyllostachys edulis) and Makino bamboo (Phyllostachys makinoi) | Water-soluble Urea-Formaldehyde (UF) resin (solid content 63.6%) | Oriented Bamboo Scrimber Boards (OBSB) |
| [23] | Moso bamboo (Phyllostachys edulis) | Phenol-Formaldehyde (PF) resin (solid content 46.56%) | Wide-Bundle Bamboo Scrimber (WBS) |
| [60] | Moso bamboo (Phyllostachys edulis) | Phenol-Formaldehyde (PF) resin (solid content 29%) | Overlaid Laminated Bamboo Lumber (OLBL) |
4. Conclusion and Recommendation for Future Research
4.1. Future Research Needs
Future studies should prioritize the development and adoption of standardized testing protocols for engineered bamboo. This includes consistent specimen sizes, loading configurations, and environmental conditioning steps, which are essential for generating comparable results. There is also a need for more comprehensive long-term durability studies under real-world exposure conditions. This includes moisture cycling, UV exposure, fungal resistance, and fire performance, especially for exterior or structural applications. Such testing would strengthen the case for engineered bamboo as a sustainable construction material. Research should also focus on establishing quantitative relationships between adhesive characteristics (e.g., solids content, viscosity, and spread rate) and performance outcomes. Microscopic bond-line imaging and failure mode analysis could provide more insight into adhesive effectiveness, particularly for hybrid products combining bamboo with other woods. In terms of processing, more work is needed to optimize pre-treatment methods like steam curing, pressure-drying, and bundle orientation techniques. Studies should aim to isolate their effects on mechanical variability and performance under multiaxial loading.
4.2. Conclusion
The mechanical properties, methods of processing, and durability attributes of engineered bamboo, specifically bamboo scrimber and laminated bamboo, were investigated in this study. This review set out to evaluate them as alternatives to conventional timber and steel as sustainable structural materials. From a comprehensive review of recent literature, it was discovered that bamboo scrimber surpasses laminated bamboo considerably in nearly every major category of mechanical properties based on its methods of production, especially resin impregnation and high-pressure hot pressing. Bamboo products showed a stronger compressive, tensile, and shear strength and higher modulus of elasticity and rupture. The densification treatment is responsible for most of these increases, which align and bond the bamboo fibres and enhance resin distribution and adhesion. Although laminated bamboo has a better surface finish and appearance, due to its susceptibility to interlaminar failure caused by poor bond line adhesion, it is not a suitable choice as the main load-bearing material for construction. Nevertheless, it can still find application for non-structural furniture and interior house panelling.
The methodology consisted of structured database searching using the Engineering Village platform according to the PRISMA 2020 guidelines. Studies were then chosen according to relevance to the application for construction and coverage by Q1 and Q2 journals. The data were extracted and compared within five important topics of sustainable production, mechanical tests, properties of materials, techniques for manufacturing, and pressing parameters under heat. This allowed for the establishment of trends and relationships between the conditions of inputs and outcomes for performance.
Overall, the review emphasized a close relationship between processing accuracy and mechanical properties. Phenol-formaldehyde adhesives had uniformly high bond quality and endurance, while competing adhesives like urea-formaldehyde or waterborne polymers had less water and heat resistance. Furthermore, wood products processed under optimized pressing and steam, or pressure-dried treatment, demonstrated higher density, stiffness, and dimensional stability. The study also highlighted the significance of fibre orientation, adhesion choice, and the pre-treatment procedure for determining the engineered bamboo’s performance. Because bamboo is naturally anisotropic, fibre orientation and direction of testing strongly affected strength characteristics. It was also seen through durability tests that scrimber managed to retain structural stability under conditions involving cyclic loads and after cracking better than laminated bamboo, and thus it is more reliable for demanding structural purposes.
Author Contributions
Conceptualization, A.M. and N.J.; methodology, A.M. and N.J.; formal analysis, A.M. and N.J.; investigation, N.J.; resources, A.M. and N.J.; data curation, N.J.; writing—original draft preparation, N.J.; writing—review and editing, A.M. and N.J.; supervision, A.M.; project administration, A.M.; funding acquisition, A.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research was supported by the Natural Sciences and Engineering Research Council of Canada (NSERC) Discovery Grant No. RGPIN 2023-05246 to Dr. Mofidi.
Data Availability Statement
All the data produced in this study are provided in the article.
Conflict of Interest
The authors declare no conflicts of interest.
References
- Drury, B., Padfield, C., Russo, M., Swygart, L., Spalton, O., Froggatt, S., and Mofidi, A. (2023). Assessment of the Compression Properties of Different Giant Bamboo Species for Sustainable Construction. Sustainability. 15(8), 6472. [CrossRef]
- Li, Z., Yang, G. S., Zhou, Q., Shan, B., & Xiao, Y. (2019). Bending performance of glubam beams made with different processes. Advances in Structural Engineering, 22(2), 535-546. [CrossRef]
- Qiu, Z., Zhu, W., & Fan, H. (2023). Anisotropy attenuation of reconstituted bamboo lumber by orthogonal layup process. Composites Communications, 40, 101608. [CrossRef]
- Mofidi, A., Abila, J., & Ng, J. T. M. (2020). Novel advanced composite bamboo structural members with bio-based and synthetic matrices for sustainable construction. Sustainability, 12(6), 2485. [CrossRef]
- Richardson, C., and Mofidi, A. (2021). Non-Linear Numerical Modelling of Sustainable Advanced Composite Columns Made from Bamboo Culms. Construction Materials, 1(3), 169-187. [CrossRef]
- Huang, B., Chen, L., Wang, X., Ma, X., Liu, H., Zhang, X., ... & Fang, C. (2023). Eco-friendly, high-utilization, and easy-manufacturing bamboo units for engineered bamboo products: Processing and mechanical characterization. Composites Part B: Engineering, 267, 111073. [CrossRef]
- Drury, B., Padfield, C., Rajabifard, M., & Mofidi, A. (2024). Experimental Investigation of Low-Cost Bamboo Composite (LCBC) Slender Structural Columns in Compression. Journal of Composites Science, 8(10), 435. [CrossRef]
- Adier, M. F. V., Sevilla, M. E. P., Valerio, D. N. R., & Ongpeng, J. M. C. (2023). Bamboo as Sustainable Building Materials: A Systematic Review of Properties, Treatment Methods, and Standards. Buildings, 13(10), 2449. [CrossRef]
- Padfield, C., Drury, B., Soltanieh, G., Rajabifard, M., and Mofidi, A. (2024) Innovative Cross-sectional Configurations for Low-Cost Bamboo Composite (LCBC) Structural Columns. Sustainability, 16(17), 7451. [CrossRef]
- Wei, Y., Zhou, M., Zhao, K., Zhao, K., & Li, G. (2020). Stress-strain relationship model of glulam bamboo under axial loading. Advanced Composites Letters, 29, 2633366X20958726. [CrossRef]
- Tang, S., Zhou, A., & Li, J. (2021). Mechanical properties and strength grading of engineered bamboo composites in China. Advances in Civil Engineering, 2021(1), 6666059. [CrossRef]
- Yang, D., Li, H., Lorenzo, R., Yuan, C., Hong, C., & Chen, Y. (2023). Basic mechanical properties of laminated flattened-bamboo composite: an experimental and parametric investigation. Journal of Materials in Civil Engineering, 35(8), 04023258. [CrossRef]
- Harries, K. A., Mofidi, A., Naylor, J., Trujillo, D., Lopez, L. F., Gutierrez, M., Sharma, B., & Rogers, C. (2022). Knowledge gaps and research needs in bamboo construction. International Conference on Non-conventional Materials and Technologies (NOCMAT 2022).
- Sharma, B., Gatóo, A., Bock, M., & Ramage, M. H. (2015). Engineered bamboo for structural applications. Construction and Building Materials, 81, 66-73. [CrossRef]
- Huang, Y., Ji, Y., & Yu, W. (2019). Development of bamboo scrimber: A literature review. Journal of Wood Science, 65(1), 1-10. [CrossRef]
- Chen, M., Semple, K., Hu, Y. A., Zhang, J., Zhou, C., Pineda, H., ... & Dai, C. (2024). Fundamentals of bamboo scrimber hot pressing: mat compaction and heat transfer process. Construction and Building Materials, 412, 134843. [CrossRef]
- He, Z., Huang, H., Sun, L., Fan, D., & Ren, H. (2024). Mechanical and fire properties of flame-retardant laminated bamboo lumber glued with phenol formaldehyde and melamine urea formaldehyde adhesives. Polymers, 16(4), Article 594.
- Xu, Q., Leng, Y., Chen, X., Harries, K. A., Chen, L., & Wang, Z. (2018). Experimental study on flexural performance of glued-laminated-timber-bamboo beams. Materials and Structures, 51, 1-14. [CrossRef]
- Page, M. J., McKenzie, J. E., Bossuyt, P. M., Boutron, I., Hoffmann, T. C., Mulrow, C. D., ... & Moher, D. (2021). The PRISMA 2020 statement: An updated guideline for reporting systematic reviews. BMJ, 372, n71.
- Haddaway, N. R., Page, M. J., Pritchard, C. C., & McGuinness, L. A. (2022). PRISMA2020: An R package and Shiny app for producing PRISMA 2020-compliant flow diagrams, with interactivity for optimised digital transparency and Open Synthesis Campbell Systematic Reviews, 18, e1230.
- Xu, Q., Chen, L., Harries, K. A., & Li, X. (2018). Combustion performance of engineered bamboo from cone calorimeter tests. European Journal of Wood and Wood Products, 76(2), 619-628. [CrossRef]
- SCImago. (2025). SJR — SCImago Journal & Country Rank. https://www.scimagojr.com.
- Hu, Y., Xiong, L., Li, Y., Semple, K., Nasir, V., Pineda, H., ... & Dai, C. (2022). Manufacturing and characterization of wide-bundle bamboo scrimber: a comparison with other engineered bamboo composites. Materials, 15(21), 7518. [CrossRef]
- Gao, D., Chen, B., Wang, L., Tang, C., & Yuan, P. (2022). Comparative Study on Clear Specimen Strength and Member Strength of Side-Pressure Laminated Bamboo. Advances in Civil Engineering, 2022(1), 2546792. [CrossRef]
- Dong, W., Wang, Z., Zhou, J., & Gong, M. (2021). Experimental study on bending properties of cross-laminated timber-bamboo composites. Construction and Building Materials, 300, 124313. [CrossRef]
- Correal, J. F., Echeverry, J. S., Ramírez, F., & Yamín, L. E. (2014). Experimental evaluation of physical and mechanical properties of Glued Laminated Guadua angustifolia Kunth. Construction and Building Materials, 73, 105-112. [CrossRef]
- Chen, S., Wei, Y., Wang, G., Zhao, K., & Ding, M. (2023). Mechanical behavior of laminated bamboo-timber composite columns under axial compression. Archives of Civil and Mechanical Engineering, 23(2), 72. [CrossRef]
- Yang, D., Li, H., Xiong, Z., Lorenzo, R., Corbi, I., & Corbi, O. (2022). Fibre alignment angles effect on the tensile performance of laminated bamboo lumber. European Journal of Wood and Wood Products, 80(4), 829-840. [CrossRef]
- Wu, M., Mei, L., Guo, N., Ren, J., Zhang, Y., & Zhao, Y. (2022). Mechanical properties and failure mechanisms of engineering bamboo scrimber. Construction and Building Materials, 344, 128082. [CrossRef]
- Brito, F. M. S., Paes, J. B., da Silva Oliveira, J. T., Arantes, M. D. C., Vidaurre, G. B., & Brocco, V. F. (2018). Physico-mechanical characterization of heat-treated glued laminated bamboo. Construction and Building Materials, 190, 719-727. [CrossRef]
- Xiao, Y., Cai, H., & Dong, S. Y. (2021). A pilot study on cross-laminated bamboo and timber beams. Journal of Structural Engineering, 147(4), 06021002. [CrossRef]
- Forest Products Laboratory. (2010). Wood handbook: Wood as an engineering material (General Technical Report FPL-GTR-190). U.S. Department of Agriculture, Forest Service, Forest Products Laboratory.
- Wang, S., Jiang, Z., Huang, L., Huang, B., Wang, X., Chen, L., & Ma, X. (2024). High-performance bamboo-wood composite materials based on the natural structure and original form of bamboo: Fracture behavior and mechanical characterization. Construction and Building Materials, 447, 138118. [CrossRef]
- Wang, Y., Huang, Q., Dong, H., Wang, Z., Shu, B., & Gong, M. (2024). Mechanical behavior of cross-laminated timber-bamboo short columns with different layup configurations under axial compression. Construction and Building Materials, 421, 135695. [CrossRef]
- Wen, J., & Xiao, Y. (2023). The flexural behavior of cross laminated bamboo and timber (CLBT) and cross laminated timber (CLT) beams. Construction and Building Materials, 408, 133739. [CrossRef]
- McGavin, R. L., Nguyen, H. H., Gilbert, B. P., Dakin, T., & Faircloth, A. (2019). A comparative study on the mechanical properties of laminated veneer lumber (LVL) produced from blending various wood veneers. BioResources, 14(4), 9064-9081. [CrossRef]
- Sylvayanti, S. P., Nugroho, N., & Bahtiar, E. T. (2023). Bamboo scrimber’s physical and mechanical properties in comparison to four structural timber species. Forests, 14(1), 146. [CrossRef]
- Al-Rukaibawi, L. S., Kachichian, M., & Károlyi, G. (2024). Mechanical properties of laminated bamboo lumber N-finity according to ISO 23478-2022. Journal of Wood Science, 70(1), 1. [CrossRef]
- Li, J., Singh, A., & Zhou, Y. (2024). Experimental study on the flexural behavior of I-shaped laminated bamboo composite beam as sustainable structural element. Buildings, 14(3), 671. [CrossRef]
- Li, H., Wei, Y., Lin, Y., Chen, S., & Chen, J. (2024). Out-of-plane characteristics of cross-laminated bamboo and timber beams under variable span three-point loading. Construction and Building Materials, 411, 134647. [CrossRef]
- Lei, J., Chen, B., & Yuan, P. (2020). Experimental Study on Flexural Properties of Side-Pressure Laminated Bamboo Beams. Advances in Civil Engineering, 2020(1), 5629635. [CrossRef]
- Yang, D., Li, H., Xiong, Z., Mimendi, L., Lorenzo, R., Corbi, I., ... & Hong, C. (2020). Mechanical properties of laminated bamboo under off-axis compression. Composites Part A: Applied Science and Manufacturing, 138, 106042. [CrossRef]
- Li, H., Wu, G., Zhang, Q., Deeks, A. J., & Su, J. (2018). Ultimate bending capacity evaluation of laminated bamboo lumber beams. Construction and Building Materials, 160, 365-375. [CrossRef]
- Huang, Z., Chen, Z., Huang, D., & Zhou, A. (2016). The ultimate load-carrying capacity and deformation of laminated bamboo hollow decks: Experimental investigation and inelastic analysis. Construction and Building Materials, 117, 190-197. [CrossRef]
- Li, H., Wei, Y., Chen, J., Du, H., & Zhang, Y. (2025). Out-of-plane bending and shear behavior of cross-laminated bamboo and timber under four-point loading with variable spans. Engineering Structures, 323, 119273. [CrossRef]
- Liu, C., Xizhi, W., Li, X., & Liu, X. (2024). Structure and physical properties of high-density bamboo scrimber made from refined bamboo bundles. European Journal of Wood and Wood Products, 1-12. [CrossRef]
- Sinha, A., Way, D., & Mlasko, S. (2014). Structural performance of glued laminated bamboo beams. Journal of Structural Engineering, 140(1), 04013021. [CrossRef]
- He, M., Li, Z., Sun, Y., & Ma, R. (2015). Experimental investigations on mechanical properties and column buckling behavior of structural bamboo. The Structural Design of Tall and Special Buildings, 24(7), 491-503. [CrossRef]
- Chen, C. Q., Zhou, S. C., Lai, S. T., Xu, M. D., & Xiao, Y. (2023). Impact Toughness and Quasi-Static Bending Strength of Glubam. Journal of Materials in Civil Engineering, 35(9), 04023322. [CrossRef]
- Chen, S., Wei, Y., Zhao, K., Dong, F., & Huang, L. (2022). Experimental investigation on the flexural behavior of laminated bamboo-timber I-beams. Journal of Building Engineering, 46, 103651. [CrossRef]
- Yu, Y., Zhu, R., Wu, B., Hu, Y. A., & Yu, W. (2015). Fabrication, material properties, and application of bamboo scrimber. Wood Science and Technology, 49, 83-98. [CrossRef]
- Zhang, H., Shen, M., Deng, Y., Andras, P., Sukontasukkul, P., Yuen, T. Y., ... & Hansapinyo, C. (2023). A new concept of bio-based prestress technology with experimental Proof-of-Concept on Bamboo-Timber composite beams. Construction and Building Materials, 402, 132991. [CrossRef]
- Liliefna, L. D., Nugroho, N., Karlinasari, L., & Sadiyo, S. (2020). Development of low-tech laminated bamboo esterilla sheet made of thin-wall bamboo culm. Construction and Building Materials, 242, 118181. [CrossRef]
- Chow, A., Ramage, M. H., & Shah, D. U. (2019). Optimising ply orientation in structural laminated bamboo. Construction and Building Materials, 212, 541-548. [CrossRef]
- Liang, E., Chen, C., Tu, D., Zhou, Q., Zhou, J., Hu, C., ... & Ma, H. (2022). Highly efficient preparation of bamboo scrimber: drying process optimization of bamboo bundles and its effect on the properties of bamboo scrimber. European Journal of Wood and Wood Products, 80(6), 1473-1484. [CrossRef]
- He, S., Xu, J., Wu, Z. X., Yu, H., Chen, Y. H., & Song, J. G. (2018). Effect of bamboo bundle knitting on enhancing properties of bamboo scrimber. European Journal of Wood and Wood Products, 76, 1071-1078. [CrossRef]
- Colince, L., Qian, J., Zhang, J., Wu, C., & Yu, L. (2024). Study on the Molding Factors of Preparing High-Strength Laminated Bamboo Composites. Materials, 17(9), 2042. [CrossRef]
- Huang, B., Wang, X., Su, N., & Fang, C. (2024). High-performance engineered bamboo units with customizable radius based on pressure-drying technology: Multi-scale mechanical properties. Construction and Building Materials, 457, 139472. [CrossRef]
- Chung, M. J., & Wang, S. Y. (2018). Effects of peeling and steam-heating treatment on mechanical properties and dimensional stability of oriented Phyllostachys makinoi and Phyllostachys edulis scrimber boards. Journal of Wood Science, 64, 625-634. [CrossRef]
- Guan, X., Yin, H., Lin, C., & Zhan, W. (2022). Effect of layups on the mechanical properties of overlaid laminated bamboo lumber made of radial bamboo slices. Journal of Wood Science, 68(1), 40. [CrossRef]
- Li, T. Y., Deng, J. Y., Chen, J. Q., Xiao, Y., Shan, B., Xu, H., ... & Yu, Q. (2023). Bending performance of nail-laminated bamboo-timber panels made with glubam and fast-grown plantation Chinese fir. Construction and Building Materials, 384, 131425. [CrossRef]
- Deng, J., Li, H., Wang, G., Chen, F., & Zhang, W. (2015). Effect of removing extent of bamboo green on physical and mechanical properties of laminated bamboo-bundle veneer lumber (BLVL). European Journal of Wood and Wood Products, 73, 499-506. [CrossRef]
- Aschheim, M., Gil-Martín, L. M., & Hernández-Montes, E. (2010). Engineered bamboo I-joists. Journal of structural engineering, 136(12), 1619-1624.
- Ma, Y., Luan, Y., Chen, L., Huang, B., Luo, X., Miao, H., & Fang, C. (2024). A Novel Bamboo-Wood Composite Utilizing High-Utilization, Easy-to-Manufacture Bamboo Units: Optimization of Mechanical Properties and Bonding Performance. Forests, 15(4), 716. [CrossRef]
Figure 1.
Illustration of the bamboo scrimber manufacturing process.
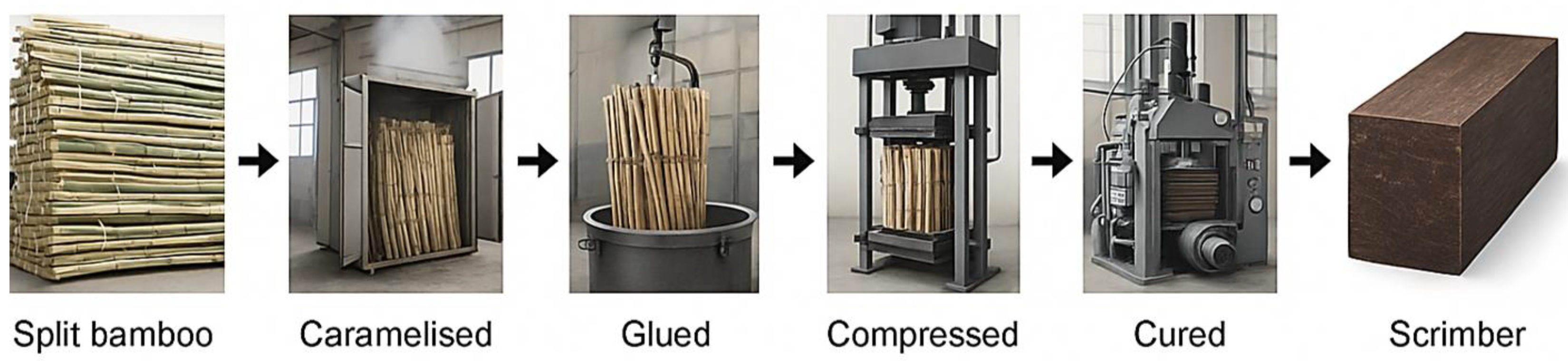
Figure 2.
Illustration of the laminated bamboo manufacturing process.
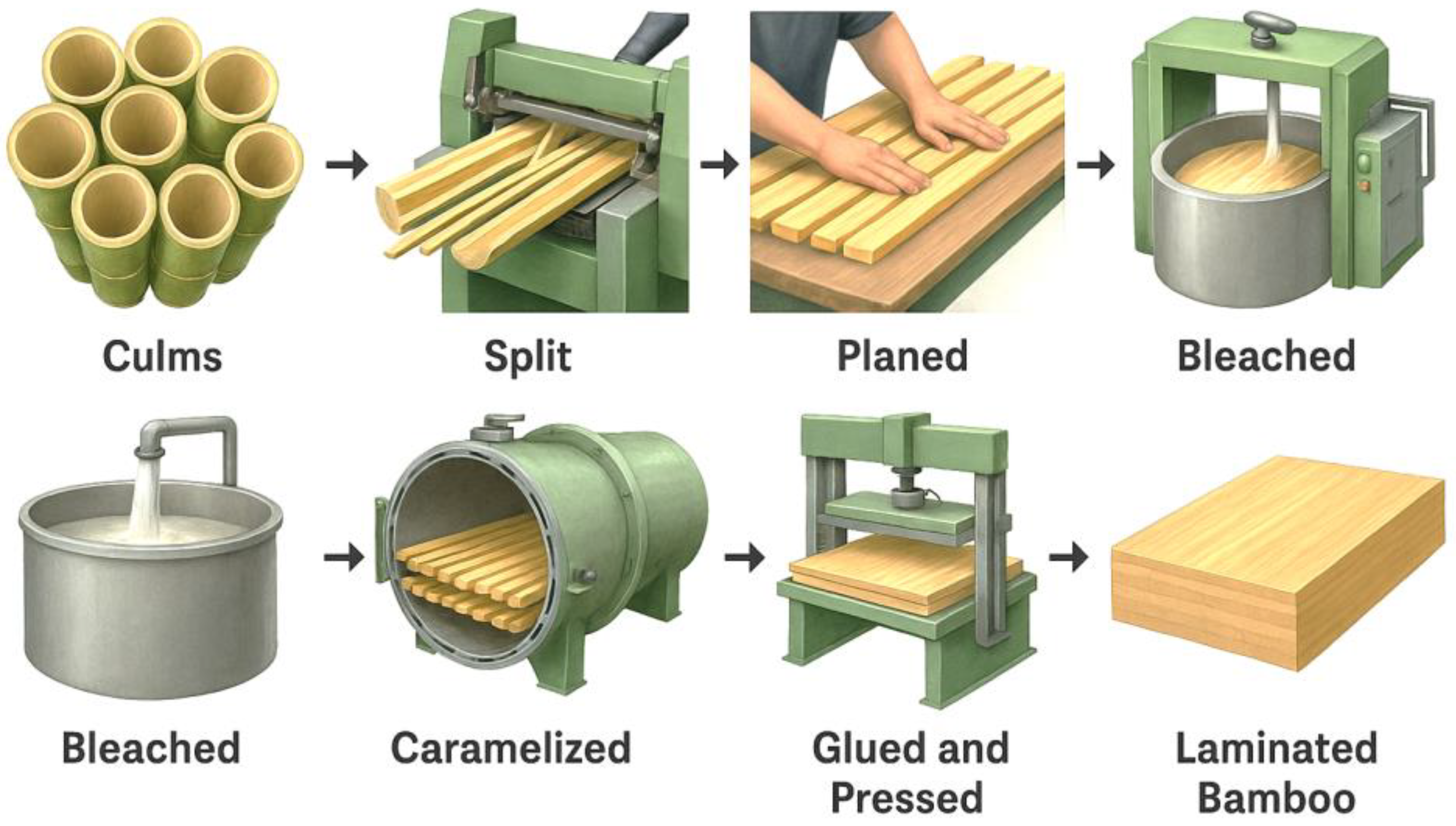
Figure 3.
Flowchart summarizing the methodology used for this systematic review.
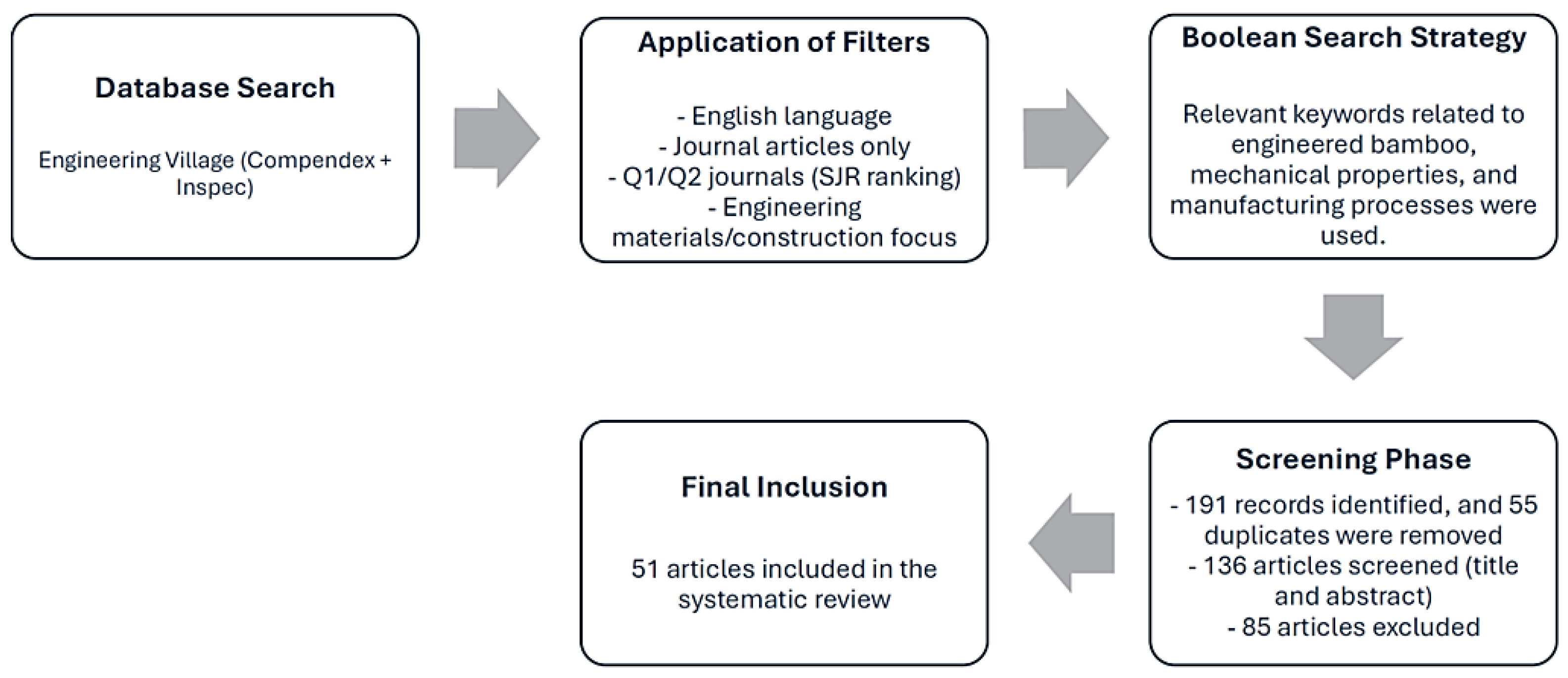
Figure 4.
PRISMA flow diagram summarizing the identification, screening, eligibility, and inclusion processes for studies included in the systematic review.
Figure 4.
PRISMA flow diagram summarizing the identification, screening, eligibility, and inclusion processes for studies included in the systematic review.
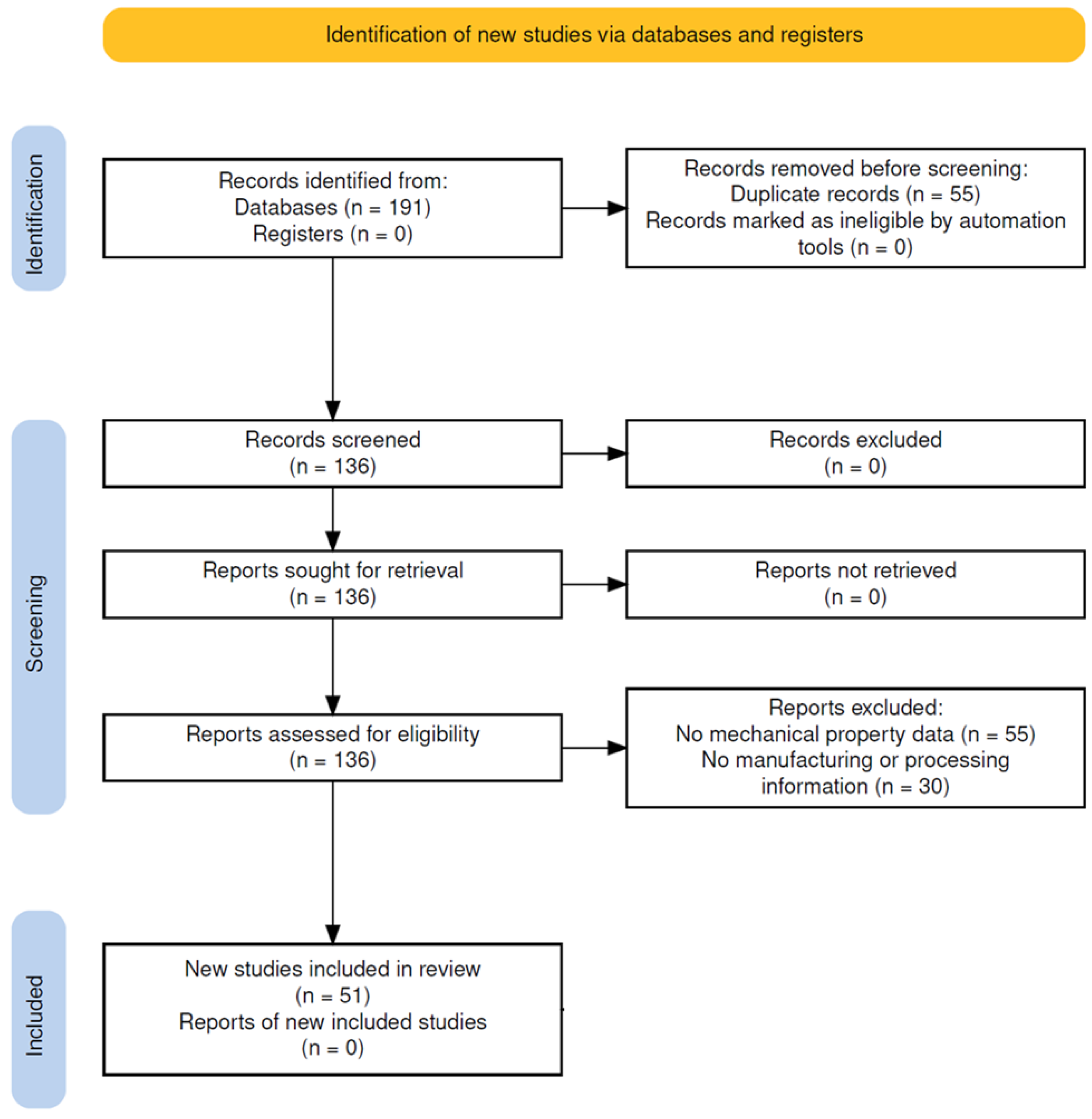
Figure 5.
Plot of bulk density for bamboo scrimber and laminated bamboo.
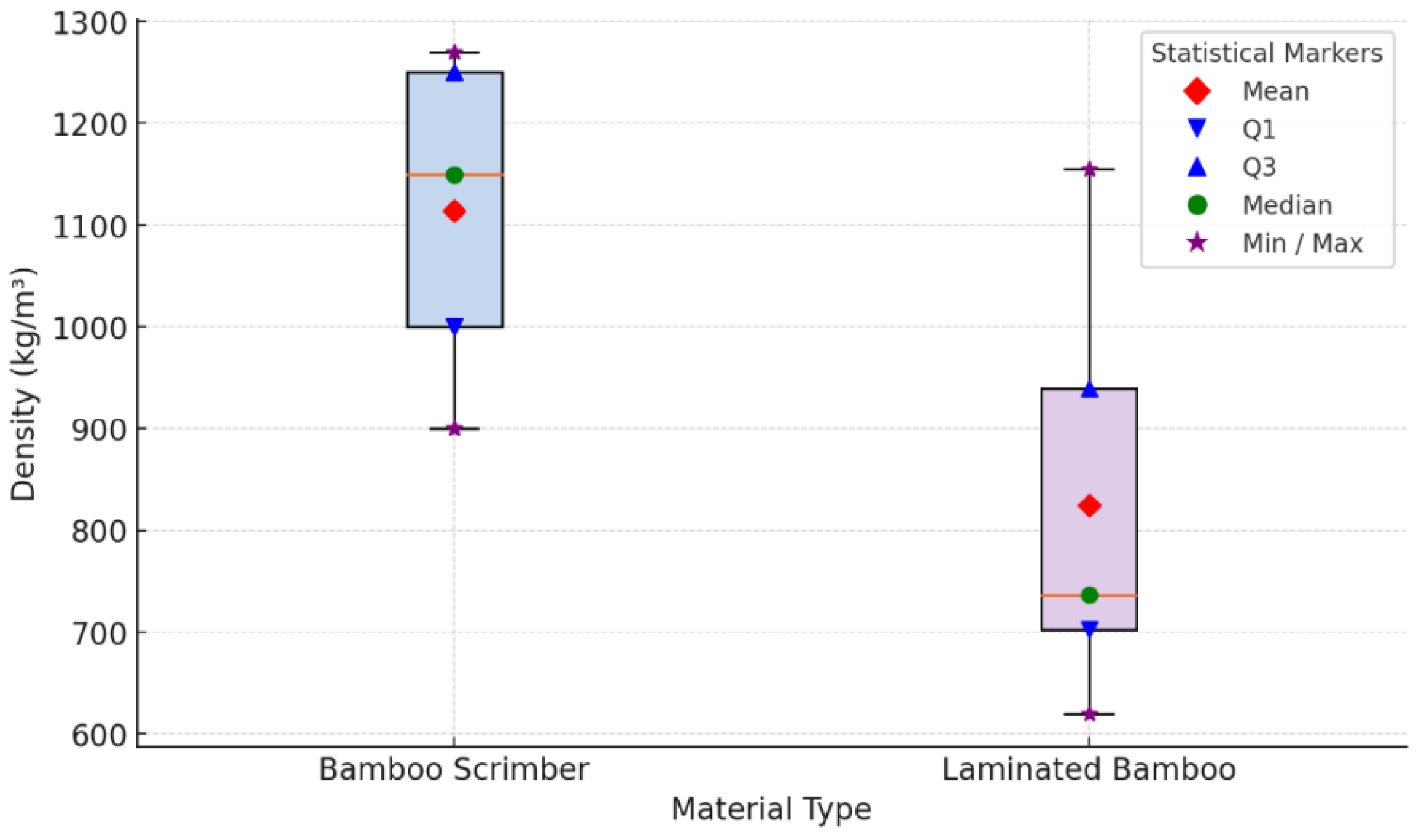
Figure 6.
Comparison of longitudinal tensile strength for bamboo scrimber and laminated bamboo.
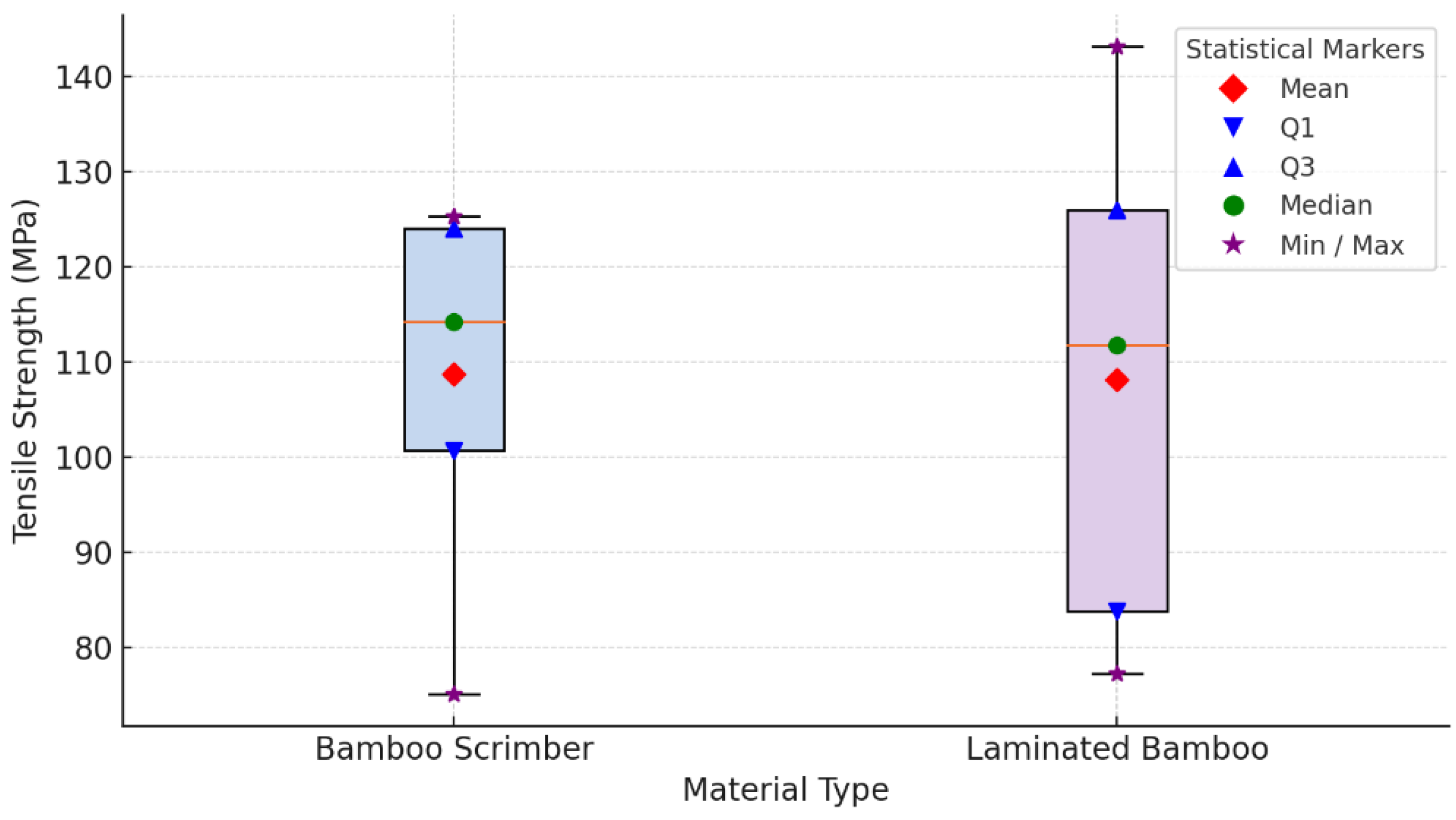
Figure 7.
Plot of longitudinal compressive strength for bamboo scrimber and laminated bamboo.
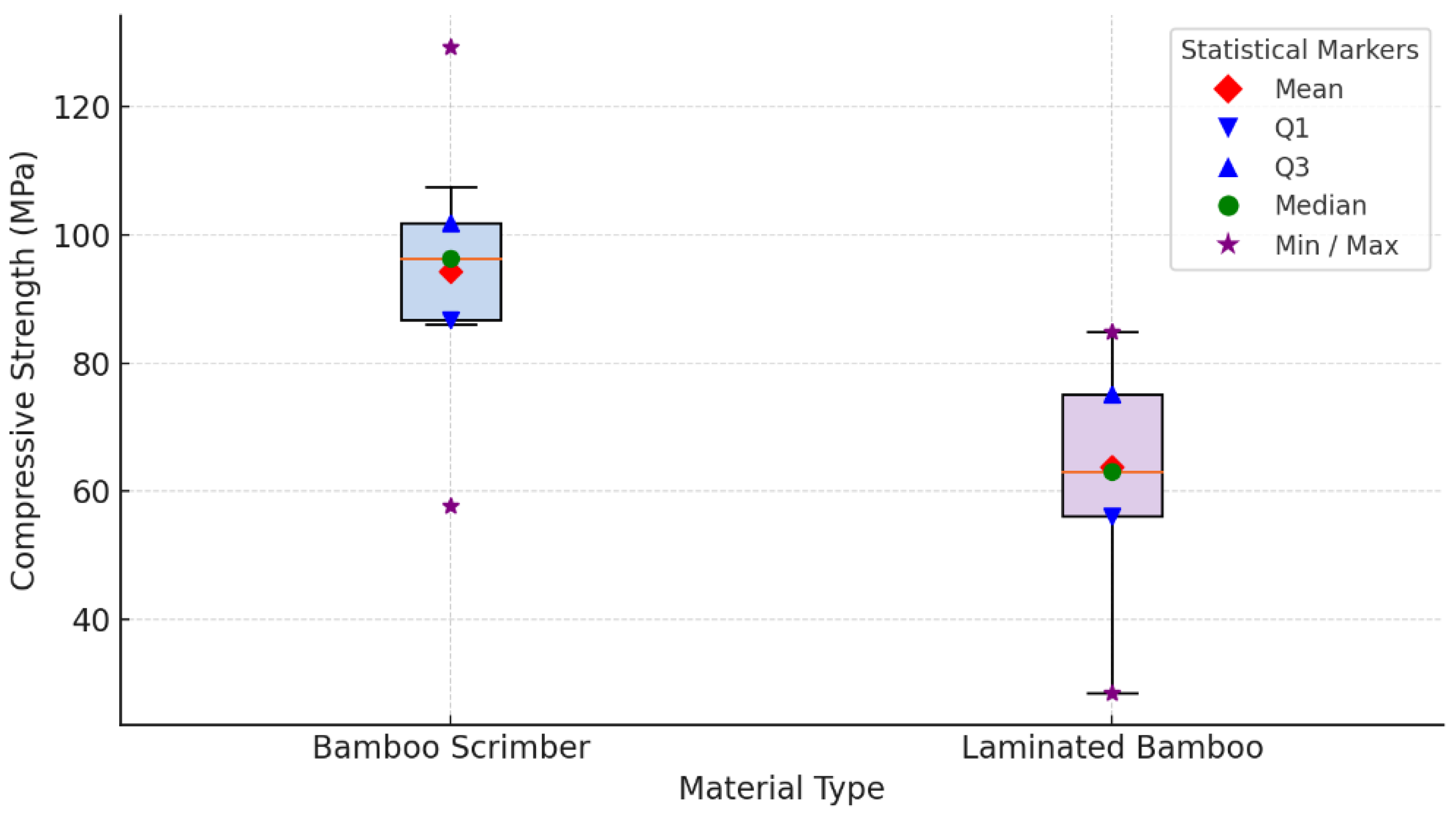
Figure 8.
Plot of longitudinal shear strength for bamboo scrimber and laminated bamboo.
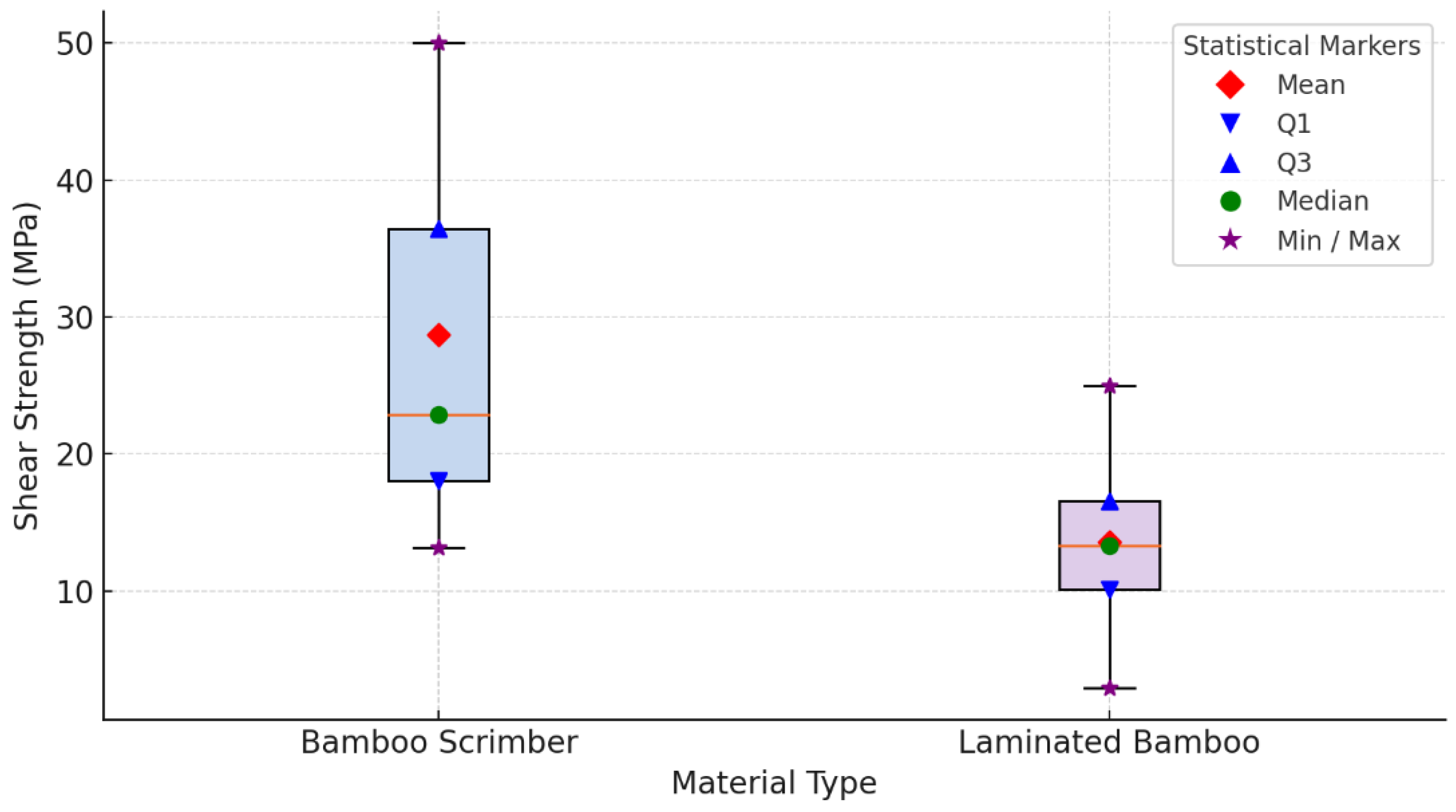
Figure 9.
Plot of longitudinal MOR for bamboo scrimber and laminated bamboo.
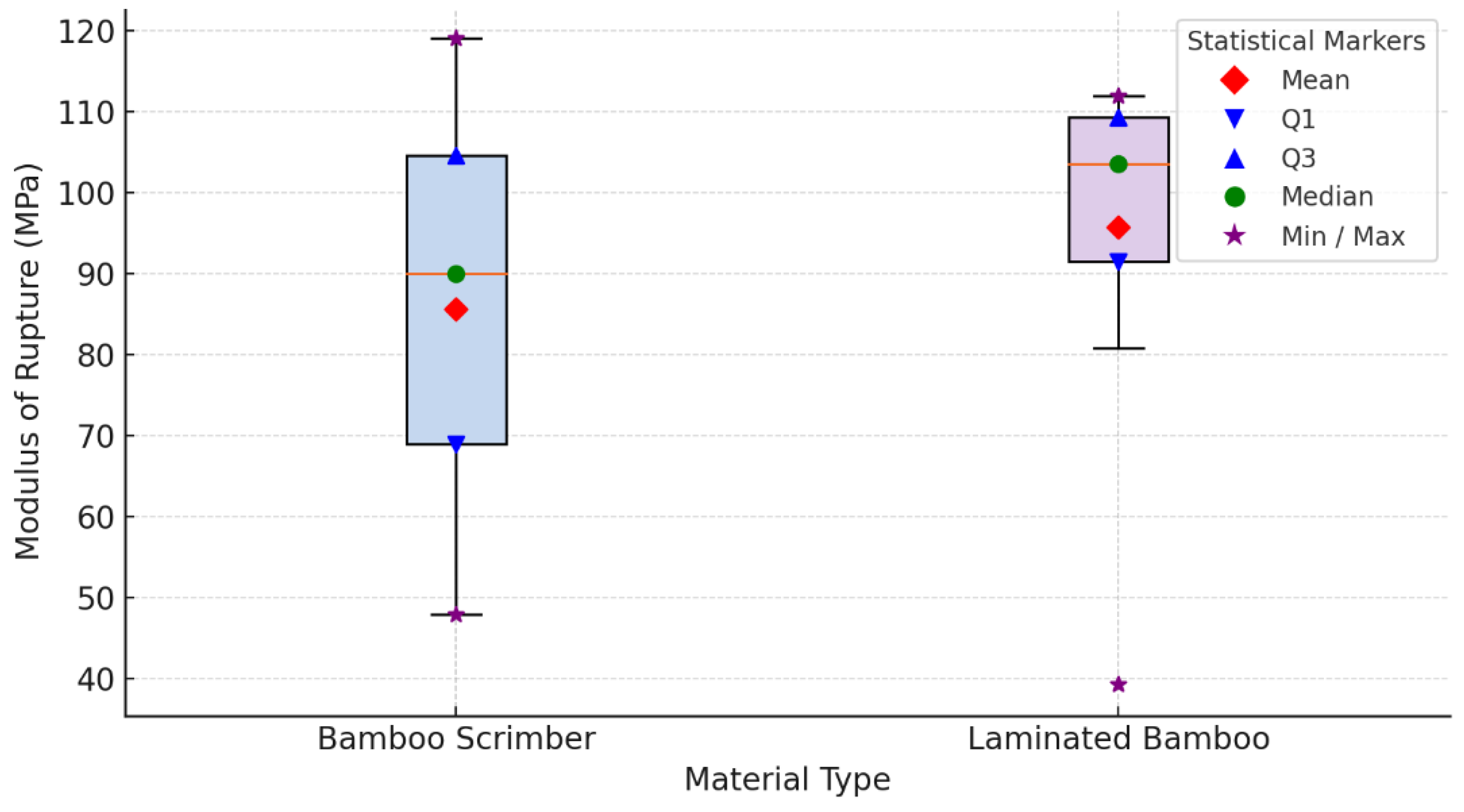
Figure 10.
Plot of longitudinal modulus of elasticity (MOE) for bamboo scrimber and laminated bamboo.
Figure 10.
Plot of longitudinal modulus of elasticity (MOE) for bamboo scrimber and laminated bamboo.

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



