Submitted:
14 May 2025
Posted:
15 May 2025
You are already at the latest version
Abstract
This study focuses on designing a production plant for a cosmetic emulsion (EC), with an emphasis on reducing investment costs through the application of process intensification techniques for extracting plant oils from Morete (Mauritia flexuosa) and Ungurahua (Oenocarpus bataua) fruits. The main objective was to develop a plant capable to efficiently produce the EC. The methodology was divided into two main stages: 1) process design, including the definition of requirements, conceptual design, and basic engineering, carried out using the SuperPro Designer V10 simulation software, 2) development of the plant layout using SketchUp Web 2022. Simulation results demonstrate that it is feasible to design a technological process based on process intensification principles. The intensified process developed for EC production showed relevant economic advantages, enabling investment recovery within a relatively short payback period (3.93 years). This makes the proposed approach a more profitable and efficient alternative compared to conventional methods.
Keywords:
technological process
; vegetable oils
; SuperPro Designer V10
; SketchUp web 2022
; enhanced technology
1. Introduction
In recent years, the emulsions industry has been in a constant state of flux, and by the year 2020, this market was valued at USD 341.1 billion. It is expected to reach USD 560.5 billion by 2030, with a compound annual growth rate of 5.1 %, between 2021 and 2030 [1].
The emulsions industry in Ecuador represents 1.6% of the GDP, producing 1100 million dollars a year and growing annually by 10%, which has led to the generation of many jobs opportunities [2]. The industry is placing greater emphasis on individuals aged 12 to 25, because this age group constitutes the primary consumer base for emulsion products such as cosmetic emulsion [3]
Cosmetic emulsion (EC) are homogeneous, semi-solid preparations intended for skin application consisting of opaque emulsion systems [4]. The consistency and properties of these creams vary depending on the type of emulsion and the raw materials used. These raw materials are primarily vegetable oils—substances produced by the metabolism of certain plants [5]. Therefore, it is necessary to use plant oils as raw materials. These oils not only serve sensorial and functional roles in the formulation, but they may also exhibit desirable depigmenting activity in certain cosmetic products [6]. They can also enhance oxidative stability, the bioavailability of bioactive compounds, and skin compatibility, which is key in the design of differentiated and sustainable products. In cosmetic production, the use of plant oils and the analysis of their triacylglycerol composition are essential to formulate sustainable products. These oils not only reduce the environmental footprint, but also act as (i) natural emollients, that improve skin flexibility and resilience, (ii) strengthen the skin barrier through their hydrophobic nature, and (iii) provide antioxidant benefits that enhance the overall quality of the cosmetic product [7].
When applied to the skin, the water available into the cream evaporates and creates a cooling sensation, while the oil creates a protective barrier. Creams with a higher amount of oil, or oily phase, are ideal for dry, sensitive skin or skin prone to atopic dermatitis, as they provide superior hydration and nourishment [8].
EC are used for skin care, moisturizing and slowing down the ageing process [9]. Many consumers prefer to use products containing plant-based components, which has led to research into alternatives that meet these requirements. Plant oils are also used to make soaps, medicines, foodstuffs, and other products and other products [10]. There are a variety of plant oils, however, the most traditional are olive, avocado and coconut oil [11]. In the Amazonian forest, there are promising oils extracted from fruits such as Morete (Mauritia flexuosa) and Ungurahua (Oenocarpus bataua). Amazonian oils are distinguished by their high content of essential fatty acids (such as oleic and linoleic acids), phytosterols, and antioxidant compounds, making them high-value functional raw materials for cosmetic formulations with both ecological appeal and sensorial benefits [12].
Studies have shown that ECs, formulated with these oils, exhibited properties such as skin softening, as well as enhancing skin radiance and firmness. Other fruits, including Sacha Inchi (Plukenetia volubilis), Chontaduro (Bactris gasipaes), and Ginger (Zingiber officinale), showed similar properties but few studies are available [13]. Proaño et al. [14] developed an exfoliating cream using passion fruit oil and its seeds as an alternative raw material, addressing the significant waste generated by passion fruit seeds. Similarly, Rivera et al. [15] formulated an exfoliating cream based on Morete peels, highlighting its potential as a valuable contribution to the development of new emulsion-based formulations Proaño et al. [14].
The utilization of plant by-products in cosmetics opens the door to circular economy strategies, which can be incorporated into the plant design to minimize waste, reduce raw material costs, and add value to local agro-industrial processes [16,17,18,19].
A study reports that the production of Morete and Ungurahua-based cream involves two distinct phases, each with a specific technological process tailored to meet defined criteria. These phases incorporate key unit operations—heating, mixing, agitation, homogenization, and cooling—which must be precisely controlled to ensure the final product's physical stability, sensory quality, and functional performance [20].
Technological advancements in emulsion production have progressed significantly, and a variety of equipment and processing techniques are now available for manufacturing diverse cosmetic emulsion formulations [21]. Process design methodologies, such as the one proposed by Cerda Mejía et al. [22] for hydroalcoholic gel production, have been successfully applied to the development of products analogous to emulsion-based creams
In this case, simulation and computational modeling tools—such as process flow diagrams, Aspen Plus-type simulators, and energy consumption estimation—were applied to facilitate the scaling of processes from the laboratory to the pilot plant level, incorporating criteria of sustainability and operational efficiency.
Beltrán Chacón & Aguayo Carvajal [23], mention that it should be taken into account that the investment for the start-up of an agro-industrial plant is significant, as the acquisition of equipment represents one of the biggest expenses within a company. For this reason, a well-planned and designed plant should favor the efficient use of the resources within it, thus contributing to environmental sustainability. The process should also be optimized to minimize complexity and waste while enhancing overall efficiency. Additionally, consideration of worker safety and ergonomics is essential to mitigate potential future costs related to compensation, regulatory fines, or other liabilities.
To reduce investment and acquisition costs, process intensification can be considered. According to [24], process intensification represents one of the most promising areas for industrial development. This approach involves modifying conventional processes or developing novel technologies to lower energy consumption, enhance yields, and improve product quality. Specifically, it aims to increase efficiency and production benefits, improve processing quality and safety, minimize the size of both primary and auxiliary equipment, and reduce waste and energy demands through the adoption of more sustainable technologies [25].
Research on the oil properties of Morete and Ungurahua has been carried out at laboratory level (basic research), and cosmetic emulsion have been produced in small quantities [20]. However, in the Amazonian context, the problem is that there is no technological process or plant designed to obtain EC from Morete and Ungurahua oils, at a pilot or industrial level. This reveals a technological gap that currently limits industrial-scale production, due to the absence of well-defined parameters such as plant capacity, emulsion yield, energy consumption, material compatibility, and standardized operating conditions. In response, this study aims to design a pilot plant for the production of a cosmetic emulsion formulated with Amazonian plant oils, by applying process simulation tools and principles of process intensification to develop an efficient, scalable, and environmentally sustainable manufacturing system.
2. Materials and Methods
The design of an industrial plant for production of EC was carried out following the methodology proposed by Dimian [26], which comprises four stages, as illustrated in Figure 1. These stages include the definition of requirements, conceptual design, and basic design, which collectively form the core of the process design. Additionally, detailed engineering was incorporated to develop the plant layout, ensuring a well-structured facility capable of producing high-quality cosmetic emulsion with efficiency and sustainability [26].
2.1. Proposal for the Design of the Technological Process
The design of the technological process of an EC, was carried out using the methodology proposed by Pérez-Martínez et al. [27]. This phase includes product identification, technology selection, and definition of the technological scheme. Production capacity, macro-location, and mass and energy balances are assessed. Raw material availability, environmental compatibility, and equipment design and costs are evaluated. Process control is implemented, followed by investment and production cost analysis to identify optimized, viable alternatives. Finally, the integration of emerging technologies is considered.
2.2. Proposal for the Design of the Technological Process
As a complement to the process design, the simulation methodology proposed by Dimian et al. [28] was applied, comprising four stages: data analysis, input, simulation execution, and result evaluation (Figure 2). Initially, relevant data is collected and analyzed, then entered the simulator to configure process parameters. The simulation was executed to model system behavior under various conditions. Finally, the results were assessed to optimize process design and operation [28].
To simulate the design of an EC manufacturing plant, the SuperPro Designer V10 simulator was used.
Plant layout was developed using Richard Muther’s Systematic Layout Planning (SLP) methodology (1968), as shown in Figure 3. This approach supports efficient design by systematically considering material flow, accessibility, safety, and optimal space utilization in the cosmetic emulsion manufacturing plant [30,31].
This method minimizes material handling costs, reduces production time, and improves workflow by strategically organizing the workstation, departments, equipment, and other elements within a facility; the nature of this distribution can vary depending on the type of industry, production processes, workflow needs, and other factors [32]. Computerized software, specifically SketchUp Web 2022, was used to visualize and optimize the distribution and sizing of areas and equipment.
3. Results
3.1. Proposal for the Design of the Technological Process
3.1.1. Product in Demand
The production of EC requires the extraction of oils from Morete and Ungurahua fruits. Once obtained, the fatty phase (oils and cocoa butter) and the aqueous phase (purified water) were prepared. The emulsifier was then added and mixed, followed by the incorporation of the aqueous into the fatty phase. Finally, a preservative is added, and the mixture stored.
3.1.2. Technology Selection
Figure 4a,b illustrate the processes to produce EC using Morete and Ungurahua fruit oils characterized by unit operations. Two technologies with similar characteristics are used in the traditional method (Figure 4a), while the intensified technology (Figure 4b) evaluates the economic feasibility of a single extraction line for both oils. In the proposed process, both oils are extracted using a single technology; when Morete oil is not being extracted, the line is cleaned and prepared for Ungurahua oil extraction, and vice versa. The first step involves selection and washing, where fruits with bruises or poor conditions are discarded based on ripeness, ensuring cleanliness. The fruits are then softened at 100 °C for 1 hour, facilitating pulping and allowing for easier oil extraction.
All of the processes mentioned above fit the Gantt chart, as summarized in Figure 5a and 5b.
3.1.3. The Technological Scheme
Figure 6a,b present the process flow diagrams for traditional and intensified technologies. It can be observed that the vegetable oil production line is streamlined, with a single technology employed, leading to a more efficient work organization as shown in the Gantt chart in Figure 4. In the intensified technology (Figure 6b), after softening and progression through each unit operation, the equipment can be cleaned and reused for the alternate extraction process once the first extraction is completed.
3.1.4. Production Capacity Estimation
To estimate the production capacity of cosmetic emulsion from Morete and Ungurahua, 2.5 kg of Morete and 10.5 kg of Ungurahua were used to produce a total of 18.98 kg of cosmetic emulsion, with 13 kg coming from the main ingredients, and the production ratio was calculated by dividing the amount of cream produced by the total ingredients, resulting in a production rate of 1.46 kg of cream per kilogram of ingredients
3.1.5. Location
Due to the availability of the raw material, the processing plant for the extraction and production of EC will be located in the province of Napo, Tena canton in the Muyuna parish as shown in Figure 7.
3.1.6. Mass and Energy Balances, and Environmental Compatibility
Table 1 details the environmental indicators associated with the annual production of 4717.48 kg, representing 260 batches of cosmetic creams for both traditional and intensified technologies.
3.1.7. Sizing and Cost of Acquisition of Equipment
To determine the equipment size and calculate acquisition costs, it is crucial to define the entire manufacturing process for both traditional and intensified technologies. Table 2 lists the equipment used in the processes of extracting plant oils and preparing EC, along with their design parameters, quantities, and purchasing costs. The total cost to purchase equipment for the traditional technology is USD 126,000.00, while the cost for the intensified technology is USD 88,000.00, reflecting a reduction in the amount of equipments.
3.1.8. Economic Analysis and Feasibility
Figure 8a shows that for traditional technology, the investment cost for 260 batches is $1,016,000.00, while the annual production cost is $441,000.00. In contrast, for intensified technology (Figure 8c), the investment cost for 260 batches is $747,000.00, and the annual production cost is $357,000.00.
Both traditional and intensified technologies for producing emulsion cream are cost-effective, but intensified technology provides greater economic benefits. While traditional technology has a Net Present Value (NPV) of $216,000.00 (Figure 8b), intensified technology achieves an NPV of $577,000.00 (Figure 8d), indicating a significantly higher return on investment in a shorter time.
3.2. Plant Layout
The proposed layout for the ECC production plant, illustrated in Figure 9, begins at the unloading zone, followed by the raw material reception area (Z1), which includes designated sections for Morete and Ungurahua fruits. The production process initiates with the extraction of plant oils, represented by yellow arrows, and includes the following unit operations: selection (A), washing (B), softening (C), pulping (D), and pressing and filtration (E). Conveyor belt systems, shown with brown arrows, are integrated into pulping and pressing to facilitate the removal of solid waste.
After oil extraction, the oils are stored in dedicated tanks—(F1) for Morete oil and (F2) for Ungurahua oil. The oil phase is then prepared in the turbo-emulsifier (H), and the aqueous phase (G) is added based on defined operational parameters. This sequence is indicated by blue arrows. The final processing stages include packaging (I), labeling (J), and boxing (K), concluding with final storage and a designated loading area (L). The production flow progresses linearly from (A) to (L), ensuring a streamlined, non-redundant workflow throughout the plant.
3.2.1. Principle of Integration
Specific areas are established for the movement of workers, marked in gray with green arrows, thus keeping aside all areas such as: production, administration, complementary systems, control and maintenance area.
3.2.2. Principle of the Minimum Distance Traveled
Five strategic points are identified in the process: 1) placement of raw materials (Z1), 2) and 3) analysis of oil samples (F1, F2) and cream (H) in the laboratory (A4), 4) addition of inputs (A3) into the turbo-emulsifier for the fatty phase (H), and 5) supply of materials from (C4) to the packaging (I), labeling (J), and final packing stations (K).
3.2.3. Principle of the Minimum Distance Traveled
The production area begins with the oil extraction, involving unit operations A through E, indicated by yellow arrows. This constitutes the first operational zone in the process sequence. The extracted oils (F1 for Morete and F2 for Ungurahua) are stored, after which the turbo-emulsifier is initiated: first, the aqueous phase (G) is prepared and subsequently incorporated into the fatty phase (H) to form the emulsion. This progression is represented by blue arrows. The process then advances to the packaging unit (I), labeling station (J), and final packing and storage (K and L), as indicated by red arrows.
Additionally, this flow principle applies to the disposal of by-products from the pulping (D) and pressing (E) stages. These residues are transported out of the facility via conveyor belts, illustrated with brown arrows in Figure 9, ensuring efficient waste management without interfering with the main production line
3.2.4. Cubic Space Principle
Water flow is supplied to both the washing (B) and softening (C) stages during the oil extraction process. For cream preparation, filtered water is specifically allocated to the aqueous phase (G). Superheated steam is available in the extraction area to facilitate softening (C), while in the cream formulation stage, it is used both to heat the aqueous phase (G) and to regulate the temperature of the oil phase (H).
3.2.5. Principle of Satisfaction and Security
The administrative area is organized into distinct sections, including secretary (A1), administrator (A2), supply and material warehouse (A3), laboratory (A4), disinfection chamber (A5), and separate dressing rooms for men and women (A6), ensuring both staff satisfaction and product safety. This structured approach extends to the control and maintenance department (C3). The oil extraction and cream production processes are managed from a central control room, supervised by qualified staff. Additional dedicated spaces are provided for the electrical control system, maintenance storage, and the storage of labels and containers. In the complementary systems area, spaces are physically separated by solid walls to prevent heat transfer to the water (Z) and fuel (X) storage areas during operation, thereby minimizing the risk of accidents. In case of accident at the plant, three emergency exits were designed (S1, S2, S3).
3.2.6. Principle of Flexibility
The production area, comprising both the oil extraction and cream manufacturing processes, is designed with sufficient space to facilitate maintenance and accommodate the integration of additional, mobile, and easily removable equipment. The layout also incorporates the administration, complementary systems, and control and maintenance areas. This systematic and organized approach minimizes operational delays, enhances spatial efficiency, and supports smooth plant operation.
4. Discussion
The application of process intensification principles to the design of a pilot plant for cosmetic emulsion (CE) production using Morete and Ungurahua oils has demonstrated the efficient utilization of available raw materials [20]. The extraction and processing of these traditionally underutilized oils have been optimized to maximize cream production yield per kilogram of input, achieving 1.46 kg of CE/kg. This result confirms the feasibility of converting local seasonal fruits into high value-added products while strengthening supply chains in the Amazon region [20]. Locating the plant in Tena (Ecuador) and establishing supply agreements with local associations or communities is expected to ensure a steady flow of raw materials despite the seasonality of harvests.
Moreover, this study demonstrated that the use of local raw materials is not only applicable but also improve the final product by introducing elements of differentiation and sustainability [20]. Morete and Ungurahua oils, rich in essential fatty acids and antioxidants, provide superior cosmetic properties (hydration, repair, and skin barrier protection) that allow the CE to be positioned competitively in both regional and national markets, while also generating employment opportunities [18]. The integration of circular economy principles into the design enables the repurposing of pressing by-products into exfoliant ingredients or raw materials for biofertilizers, thereby closing the production loop and minimizing solid waste generation [33]. A major finding of this study is the relevant reduction in capital investment, driven by technological enhancements and strategic operational planning. By unifying the extraction lines for both oils with intermediate cleanings, the number of main equipment units was reduced from 12 to 9, and CAPEX (Capital Expenditure) decreased from USD 126,000 to USD 88,000. Simulation using SuperPro Designer V10 indicated a NPV of USD 577,000 and a payback period of 3.93 years—parameters that confirm the economic feasibility of an intensified scheme over a conventional design [34,35]. The reduction in fixed capital investment leads to decreased financial risk and a shorter payback period—key factors in attracting investment for sustainable agro-industrial initiatives. In addition, the study offers a comprehensive and well-structured representation of the plant layout, developed using the Systematic Layout Planning (SLP) methodology. The linear arrangement of processing areas—from raw material reception and extraction to turbo-emulsification and final packaging—reduces internal movement by 15%, minimizes downtime, and facilitates maintenance without interrupting production. The strategic zoning of thermal, humidity, and auxiliary systems, along with the incorporation of three emergency exits and service corridors, ensures compliance with international safety and ergonomic standards for pilot-scale operations. This schematic representation provides a solid foundation for the future construction of the pilot facility and serves as a valuable tool for training operational personnel. The analysis of resource consumption and waste generation indicates the use of 48.4 kg of water, 10 kg of steam, and 5.86 kWh of electricity per kilogram of cream produced, along with the generation of 0.56 kg of solid waste per kilogram of cosmetic emulsion (CE). These figures reflect a competitive environmental performance, remaining within acceptable limits for small-scale cosmetic manufacturing processes [36]. Furthermore, the valorization of press cake offers promising opportunities for integrating circular economy principles—for instance, through the extraction of residual phenolic compounds for facial toner formulations or the fermentation of pulp to produce high-value biofertilizers [37]. Future research should explore emerging technologies such as ultrasound-assisted extraction and microwave treatments, which have the potential to increase yields by 15–20% while reducing processing times. The implementation of a digital twin, supported by a mathematical assistant and real-time sensor data to monitor operational parameters, would enable predictive optimization of critical variables and facilitate preventive maintenance, thereby ensuring consistent CE quality. This holistic approach not only strengthens the competitiveness of the Amazonian cosmetic agro-industry but also establishes a foundation for future sustainable innovation and the valorization of the region’s endogenous resources
5. Conclusions
The proposed design of the CE production plant optimizes material flow and space utilization while ensuring operational safety for plant personnel. The layout of the plant is divided into several key areas: production, which includes plant oil extraction and cream formulation processes, discharge and loading zones, administration, supporting systems, and areas for control and maintenance. The process design was initially defined, followed by the application of integration principles such as minimizing material travel distances, ensuring efficient flow, optimizing cubic space, and prioritizing the safety and well-being of plant personnel interacting with the technology.
Additionally, the proposal for an intensified process in plant oil extraction and EC production reduces the amount of equipment, thus lowering both capital expenditure and overall investment. This streamlined approach demonstrates superior efficiency and profitability, resulting in a NPV of $577,000.00, a profit margin of 35.48%, and a reduced payback period of just 3.93 years.
Author Contributions
Conceptualization, A.P.M. and E.G.Y.; methodology, E.W.S.C., L.L.G. and I.N.A.T.; software, A.P.M. and R.A.N.; formal analysis, L.S., M.R. and L.R.B.S.; investigation, E.G.Y., L.L.G. and L.R.B.S.; writing—original draft preparation, R.A.N. and L.S.; writing—review and editing, M.R. and E.G.Y.; supervision, A.P.M. All authors have read and agreed to the published version of the manuscript.
Funding
This study was funded by Universidad Estatal Amazónica in Puyo, Ecuador, and has been completed as part of the project “Desarrollo de nuevos productos agroindustriales de alto valor agregado a partir de aceites fijos, esenciales y extractos de plantas ricos en metabolitos antioxidantes o antimicrobianos”.
Data Availability Statement
All relevant data are included within the article.
Acknowledgments
The authors wish to thank Helen Pugh for proofreading the article.
Conflicts of Interest
The authors declare no conflicts of interest or potential conflicts of commercial interest.
References
- Ferreira, M.; Matos, A.; Couras, A.; Marto, J.; Ribeiro, H. Overview of Cosmetic Regulatory Frameworks around the World. Cosmetics 2022, 9. [Google Scholar] [CrossRef]
- Ruilova Accini, P.V.; Sempertegui Seminario, C.A.; Guerrero Muñoz, M.K. Calidad Del Servicio de Las Empresas Asociadas a La Industria Cosmética En El Ecuador. Sociedad & Tecnología 2019, 4. [Google Scholar] [CrossRef]
- Mancheno Saá, M.; Gamboa Salinas, M.J. El Branding Como Herramienta Para El Posicionamiento En La Industria Cosmética. Universidad y Sociedad 2018, 10, 82–88. [Google Scholar]
- Basurto Jimbo, E.; García Mir, V.; Rueda Rodríguez, E.; Noles Ramón, K. Elaboración de Una Crema Cosmética a Partir de Extractos Coriandrum Sativum L. (Culantro). Publicación Cuatrimestral 2021, 6, 153–166. [Google Scholar]
- Cobos Yanez, D.B. Elaboración de Una Crema Nutritiva Facial a Base de La Pulpa de Chirimoya (Annona Cherimola, Annonaceae), Quito, 2015.
- Capp Zilles, J.; Vallenot Lemos, M.A.; Anders Apel, M.; Kulkamp-Guerreiro, I.C.; Rigon Zimmer, A.; Vidor Contri, R. Vegetable Oils in Skin Whitening - A Narrative Review. Curr Pharm Des 2025, 31. [Google Scholar] [CrossRef]
- Jašek, V.; Figalla, S. Vegetable Oils for Material Applications - Available Biobased Compounds Seeking Their Utilities. ACS Polymers Au 2025. [CrossRef]
- Pupiales Martínez, S.A.; Torres Cando, T.E. Obtención de Aceites Esenciales a Partir de Pino (Pinus), Eucalipto (Eucalyptus), Menta (Mentha), Caléndula (Caléndula Officinalis), y Su Aplicación En La Elaboración de Una Crema Con Fines Terapéuticos Fines Terapéuticos, Guaranda, 2023.
- Madurga, M. El Papel de La Cosmética: Excipientes y Conservantes. Revista de Pediatría de Atención Primaria.
- Montalván, M.; Malagón, O.; Cumbicus, N.; Tanitana, F.; Gilardoni, G. Análisis Químico de Aceites Esenciales Amazónicos de Una Comunidad Shuar Ecuatoriana. Granja 2023, 38, 32–44. [Google Scholar] [CrossRef]
- Pons, G.A. Aceites Vegetales, Hacia Una Producción Sostenible. El Hombre y la Máquina 2015, 46, 9–19. [Google Scholar]
- Guardado Yordi, E.; Radice, M.; Scalvenzi, L.; Pérez Martínez, A. Diseño Del Proceso Sostenible Para La Obtención de Una Emulsión Cosmética Desde Un Enfoque de Biocomercio. Revista Politécnica 2024, 54, 35–46. [Google Scholar] [CrossRef]
- Mosquera, T.; Noriega, P.; Tapia, W.; Pérez, S.H. Evaluación de La Eficacia Cosmética de Cremas Elaboradas Con Aceites Extraídos de Especies Vegetales Amazónicas: Mauritia Flexuosa (Morete), Plukenetia Volubilis (Sacha Inchi) y Oenocarpus Bataua (Ungurahua). La Granja 2012, 16, 14. [Google Scholar] [CrossRef]
- Proaño, J.; Rivadeneira, E.; Moncayo, P.; Mosquera, E. Aceite de Maracuyá (Passiflora Edulis): Aprovechamiento de Las Semillas En Productos Cosméticos. Enfoque UTE 2020, 11, 119–129. [Google Scholar] [CrossRef]
- Rivera, J.; Luna, S.; Rodríguez, N.; Dahua, R. Evaluación de Las Propiedades Antioxidantes y Físicas de Una Crema Exfoliante Desarrollada a Partir de La Cáscara de Mauritia Flexuosa L. (Morete). Polo del Conocimiento 2024, 9, 491–510. [Google Scholar] [CrossRef]
- Campos, D.A.; Gómez-García, R.; Vilas-Boas, A.A.; Madureira, A.R.; Pintado, M.M. Management of Fruit Industrial By-products—a Case Study on Circular Economy Approach. Molecules 2020, 25. [Google Scholar] [CrossRef] [PubMed]
- Del Rio Osorio, L.L.; Flórez-López, E.; Grande-Tovar, C.D. The Potential of Selected Agri-Food Loss and Waste to Contribute to a Circular Economy: Applications in the Food, Cosmetic and Pharmaceutical Industries. Molecules 2021, 26. [Google Scholar]
- Machado, M.; Silva, S.; Costa, E.M. Byproducts as a Sustainable Source of Cosmetic Ingredients. Applied Sciences (Switzerland) 2024, 14. [Google Scholar] [CrossRef]
- Mondello, A.; Salomone, R.; Mondello, G. Exploring Circular Economy in the Cosmetic Industry: Insights from a Literature Review. Environ Impact Assess Rev 2024, 105. [Google Scholar] [CrossRef]
- Guardado Yordi, E.; Sofia, I.; Guaman, G.; Elizabeth, M.; Fuentes, F.; Radice, M.; Scalvenzi, L.; Abreu-Naranjo, R.; Ramón Bravo Sánchez, L.; Pérez Martínez, A. Conceptual Design of the Process for Making Cosmetic Emulsion Using Amazonian Oils. 13. [CrossRef]
- Romero, D.; Aillón, F.; Freire, A.; Radice, M. Design of an Industrial Process Focused on the Elaboration of Cosmetics from Amazonian Oils: A Biotrade Opportunity. Mol2Net 2016, 2. [Google Scholar] [CrossRef]
- Cerda-Mejía, V.; González-Suárez, E.; Guardado-Yordi, E.; Cerda-Mejía, G.; Pérez Martínez, A. Producción de Gel Hidroalcohólico En Tiempos de COVID-19, Oportunidad Para Diseñar El Proceso Que Garantice La Calidad. Centro Azúcar 2021, 48. [Google Scholar]
- Beltrán Chacón, J.P.; Aguayo Carvajal, V.R. Estudio Técnico: Localización y Diseño de Plantas Agroindustriales. Brazilian Journal of Business 2022, 4, 1951–1960. [Google Scholar] [CrossRef]
- Rodríguez Cortina, J. Contribución al Estudio de La Intensificación Del Proceso de Secado de Tomillo (Thymus Vulgaris l.): Aplicación de Ultrasonidos de Potencia y Secado Intermitente, 2013.
- Rodríguez Barragán, Ó.A. Intensificacion de Procesos de Transferencia de Materia Mediante Ultrasonidos de Potencia. Aplicacion al Secado Convectivo y a La Extraccion Con Fluidos Supercriticos, 2014, Vol. 3.
- Dimian, A.C. Integrated Design and Simulation of Chemical Processes.; R., Gani, Ed.; primera.; Elsevier: USA-Amsterdam The Netherlands, 2003; ISBN 978-0-444-62700-1. [Google Scholar]
- Pérez-Martinez, A.; Cervantes-Mendieta, E.; M. C., J.-R.; González-Suárez, E.; Gómez-Atanay, A.; Oquendo-Ferrer, H.; Galindo-Llanes, P.; Ramos-Sánchez, L. Procedimiento Para Enfrentar Tareas de Diseño de Procesos de La Industria Azucarera y Sus Derivados. Rev Mex Ing Quim 2012, 11, 333–349. [Google Scholar]
- Dimian, A.C.; Bildea, C.S.; Kiss, A.A. Chapter 2 - Introduction in Process Simulation. In Computer Aided Chemical Engineering; Elsevier: USA-Amsterdam The Netherlands, 2014. [Google Scholar]
- Dimian, A.C.; Bildea, C.S.; Kiss, A.A. Chapter 2 - Introduction in Process Simulation. In Computer Aided Chemical Engineering; Elsevier: USA-Amsterdam The Netherlands, 2014. [Google Scholar]
- Muther, R. Planificación y Proyección de La Empresa Industrial: (Método S.P.L., Sistematic Layout Planning).; Carreras Fontseré, L., Ed.; Primera.; Editores Técnicos Asociados, S.A.: Kansas City, Missouri (U.S.A.), 1968. [Google Scholar]
- Suhardini, D.; Septiani, W.; Fauziah, S. Design and Simulation Plant Layout Using Systematic Layout Planning. IOP Conf Ser Mater Sci Eng 2017, 277, 012051. [Google Scholar] [CrossRef]
- Álvarez Arias, D.; De Ávila Moore, J.; Hurtado Rivera, J. Aplicación de Metodología SLP Para Redistribución de Planta En Micro Empresa Colombiana Del Sector Marroquinero: Un Estudio de Caso. Boletín de Innovación, Logística y Operaciones 2022, 4. [Google Scholar] [CrossRef]
- Darnet, S.H.; Silva, L.H.M. da; Rodrigues, A.M. da C.; Lins, R.T. Nutritional Composition, Fatty Acid and Tocopherol Contents of Buriti (Mauritia Flexuosa) and Patawa (Oenocarpus Bataua) Fruit Pulp from the Amazon Region. Ciência e Tecnologia de Alimentos 2011, 31, 488–491. [Google Scholar] [CrossRef]
- Best, I.; Olivera-Montenegro, L.; Cartagena-Gonzales, Z.; Arana-Copa, O.; Zabot, G. Techno-Economic Evaluation of the Production of Oil and Phenolic-Rich Extracts from Mauritia Flexuosa L. In f. Using Sequential Supercritical and Conventional Solvent Extraction. In Proceedings of the The 2nd International Electronic Conference on Foods—; “Future Foods and Food Technologies for a Sustainable World” MDPI: Basel Switzerland, October 14, 2021; p. 120. [Google Scholar]
- Stankiewicz, A.I.; Moulijn, J.A. Process Intensification: Transforming Chemical Engineering. Chem Eng Prog 2000, 96, 22–34. [Google Scholar]
- Aguiar, J.B.; Martins, A.M.; Almeida, C.; Ribeiro, H.M.; Marto, J. Water Sustainability: A Waterless Life Cycle for Cosmetic Products. Sustain Prod Consum 2022, 32, 35–51. [Google Scholar] [CrossRef]
- Ancuța, P.; Sonia, A. Oil Press-Cakes and Meals Valorization through Circular Economy Approaches: A Review. Applied Sciences 2020, 10, 7432. [Google Scholar] [CrossRef]
Figure 1.
Life cycle of an integrated design project. Taken from Dimian [26].
Figure 1.
Life cycle of an integrated design project. Taken from Dimian [26].
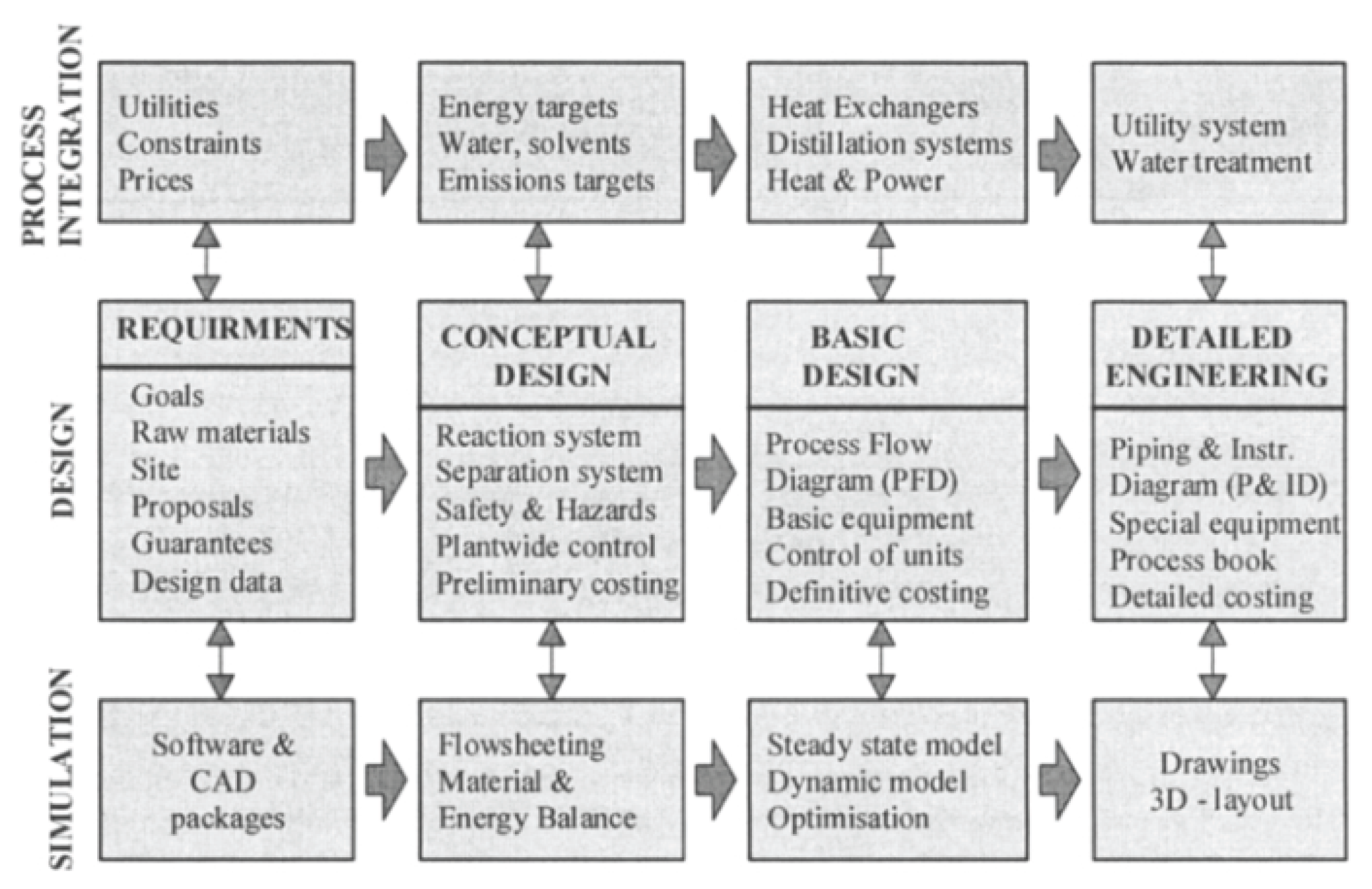
Figure 2.
Methodological levels in steady-state simulation. Taken from: Dimian et al., 2014.
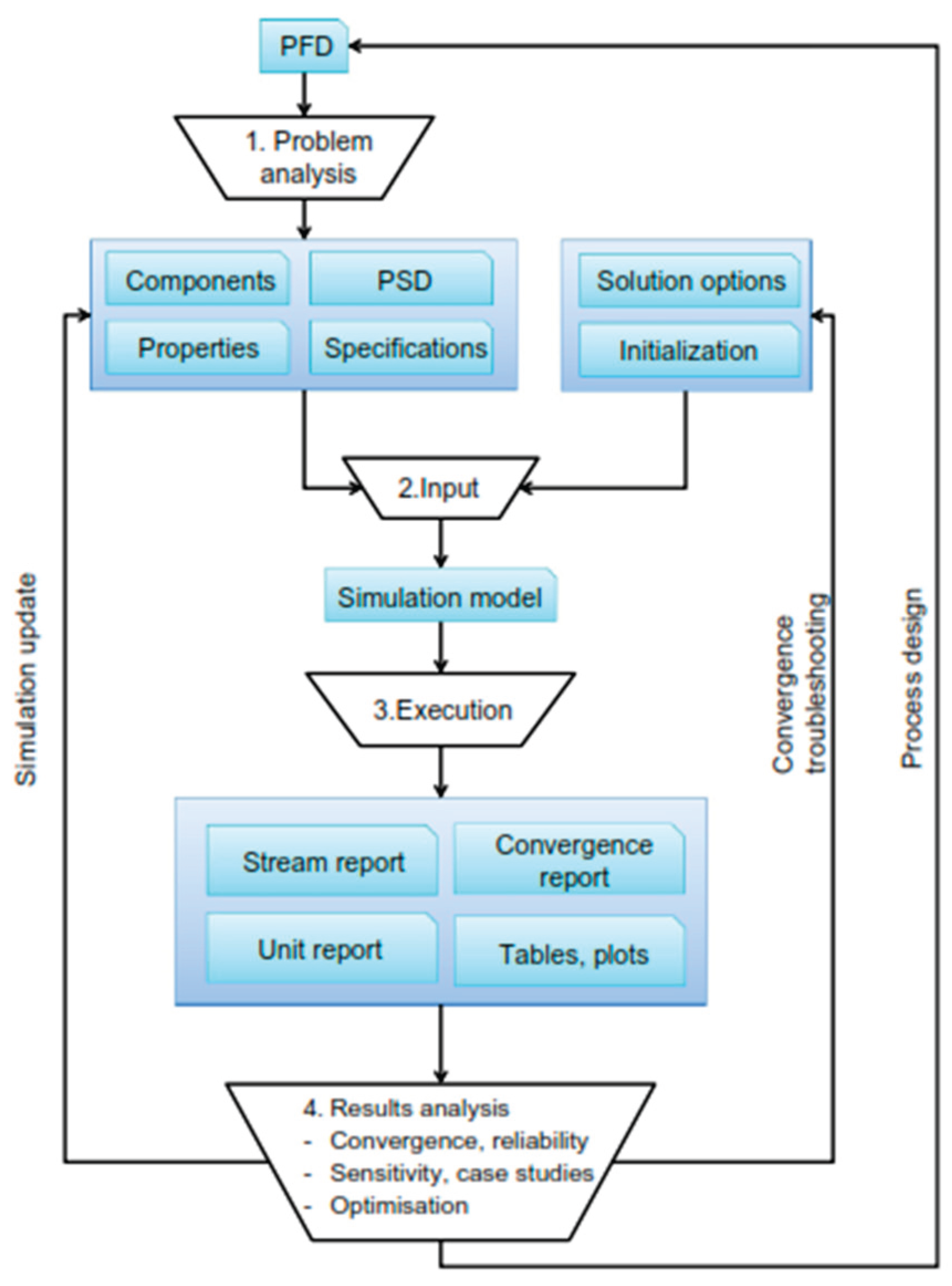
Figure 3.
Methodological levels in steady-state simulation [30].
Figure 3.
Methodological levels in steady-state simulation [30].
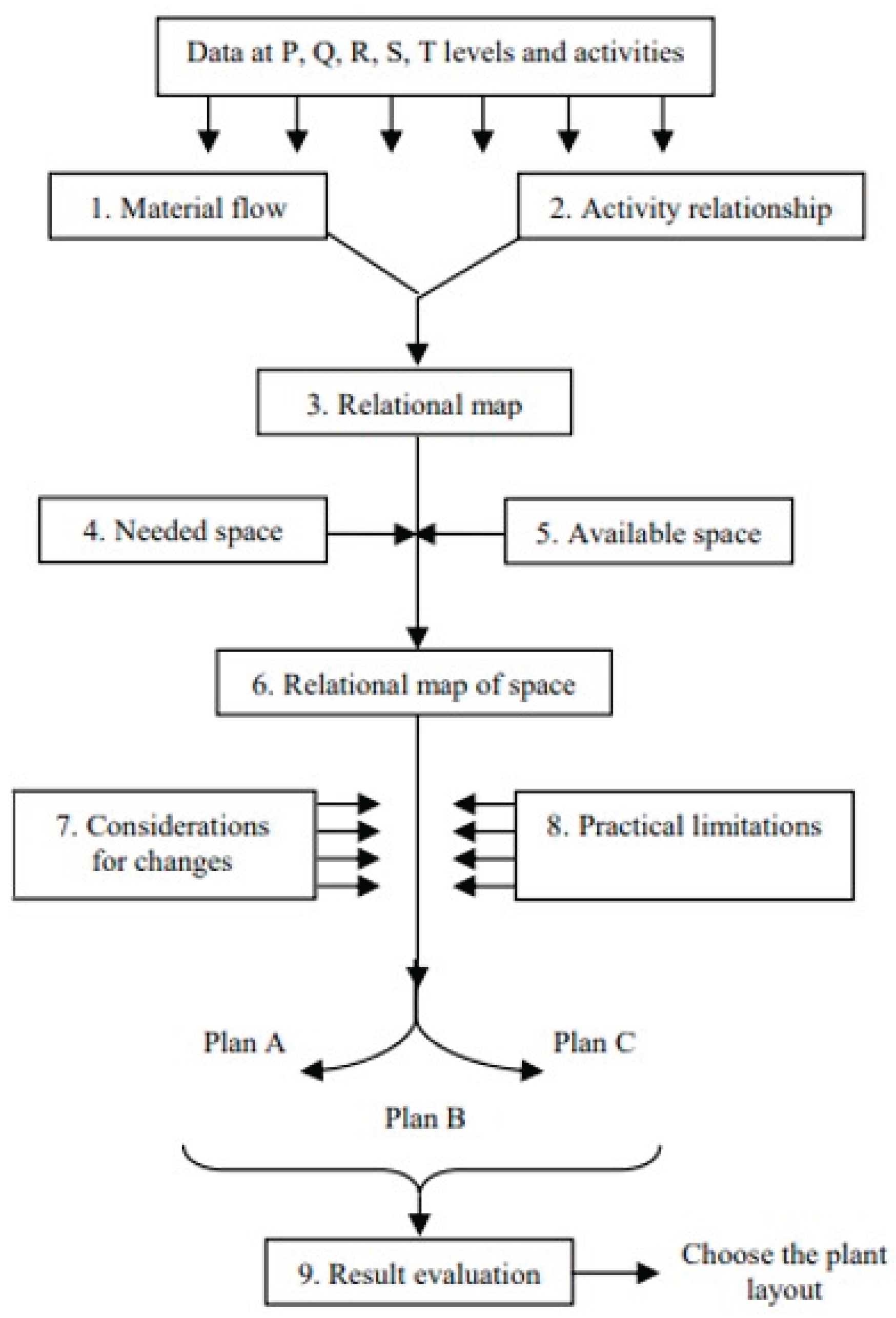
Figure 4.
Block diagram for the process of obtaining Morete and Unguarahua oil and emulsion (a) Traditional technology [20], (b) Intensified.
Figure 4.
Block diagram for the process of obtaining Morete and Unguarahua oil and emulsion (a) Traditional technology [20], (b) Intensified.
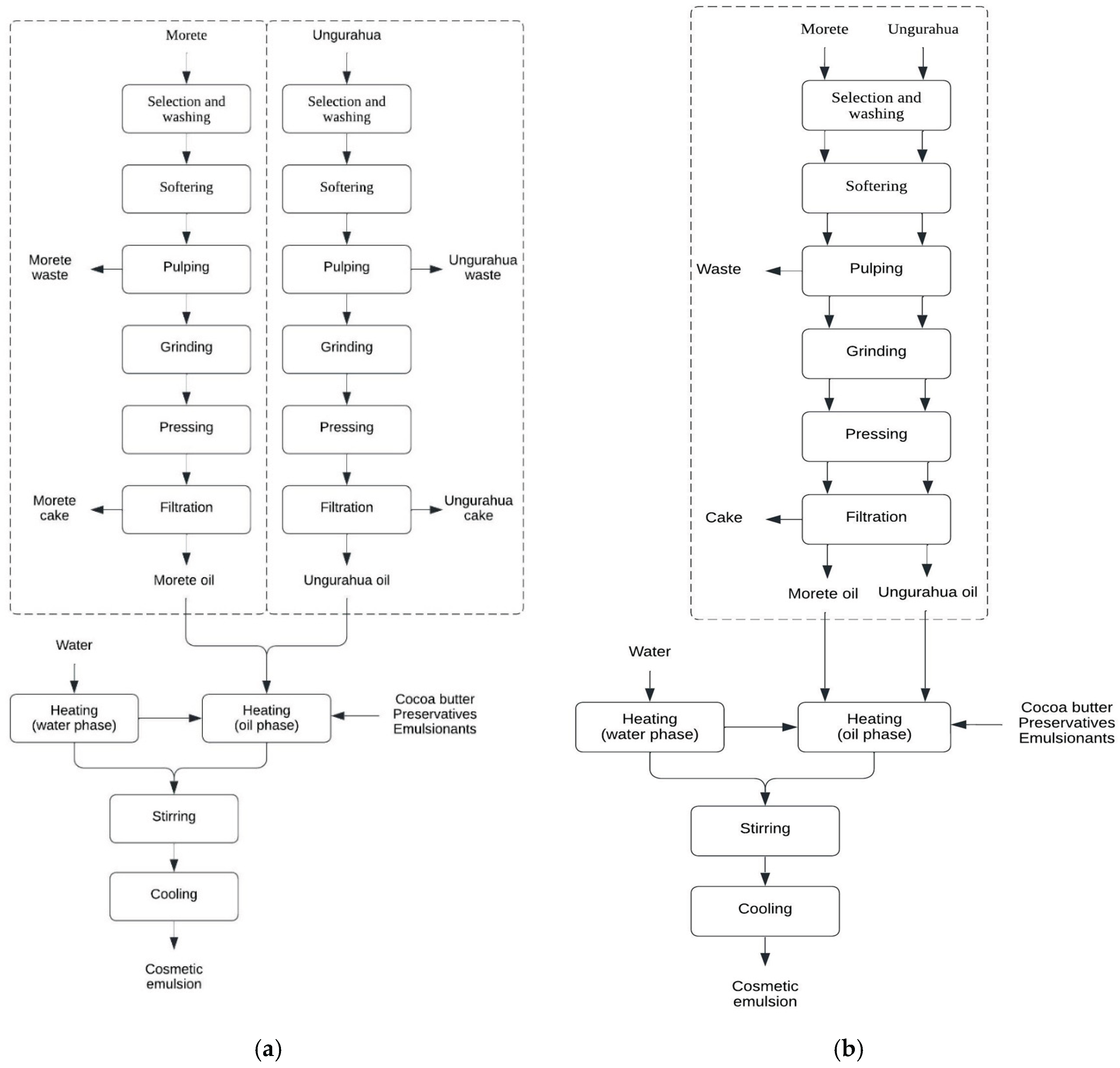
Figure 5.
Gantt Chart (a) Traditional [20], (b) Intensified.
Figure 5.
Gantt Chart (a) Traditional [20], (b) Intensified.
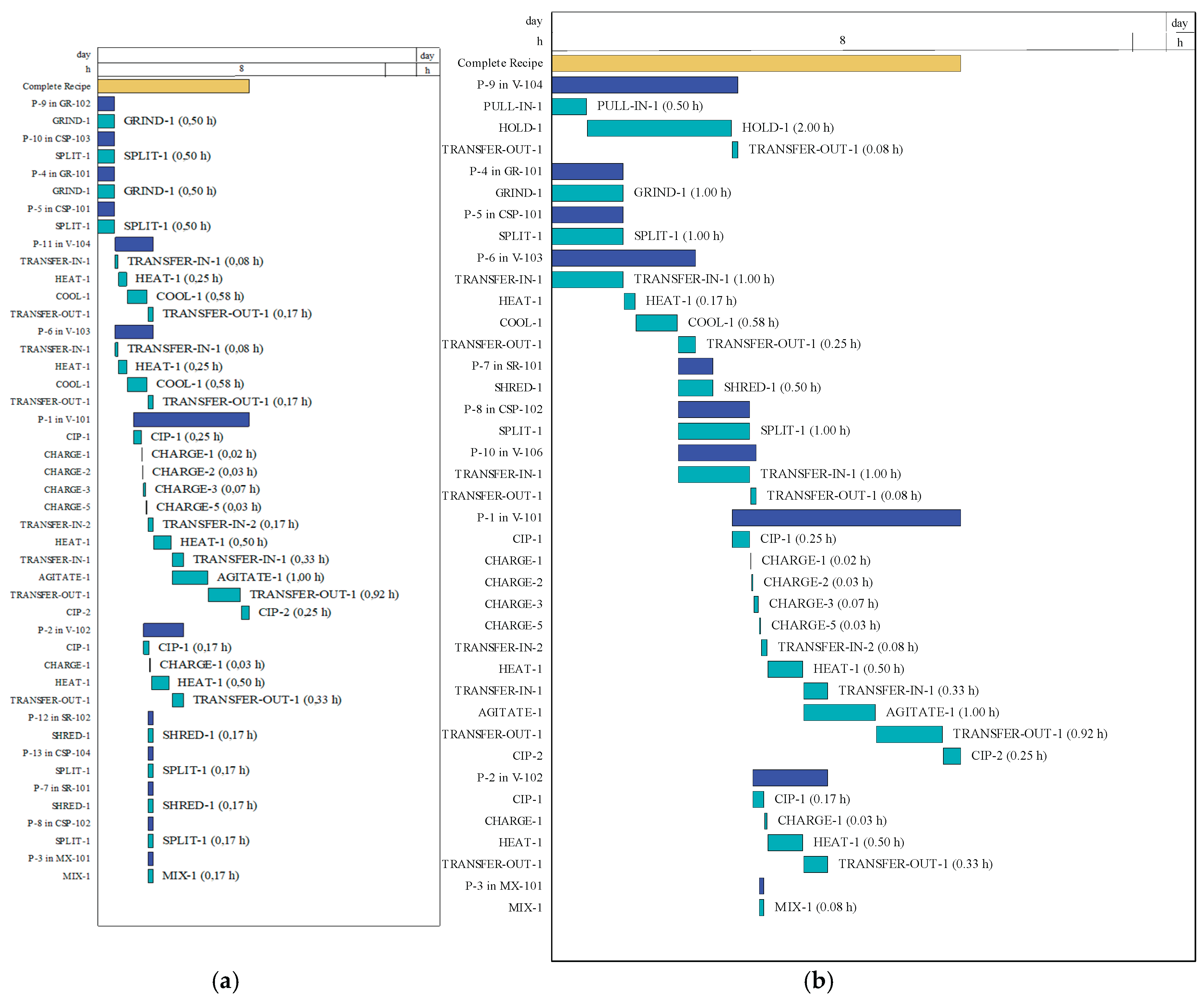
Figure 6.
Process flow diagram (a) Traditional [20], (b) Intensified.
Figure 6.
Process flow diagram (a) Traditional [20], (b) Intensified.
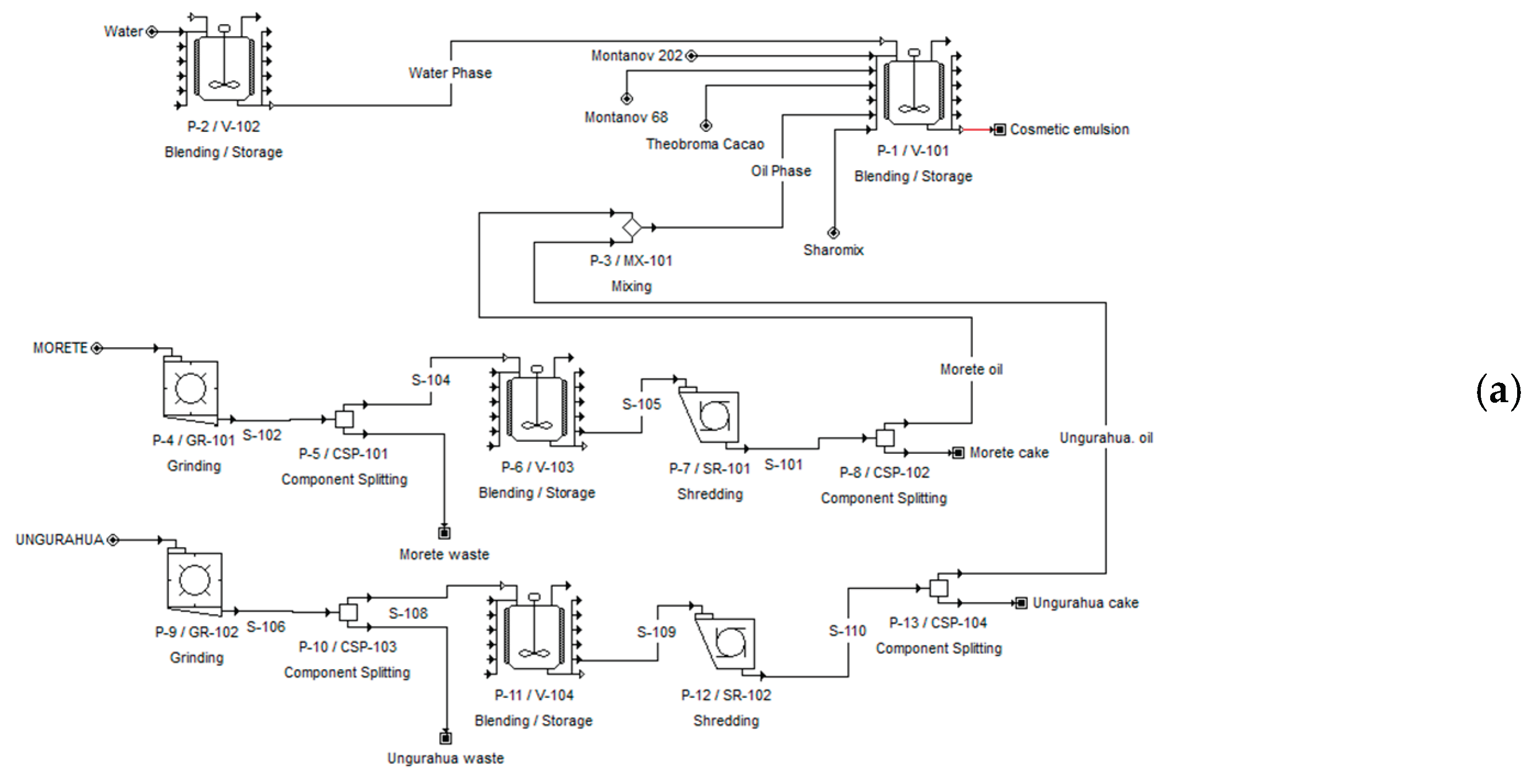
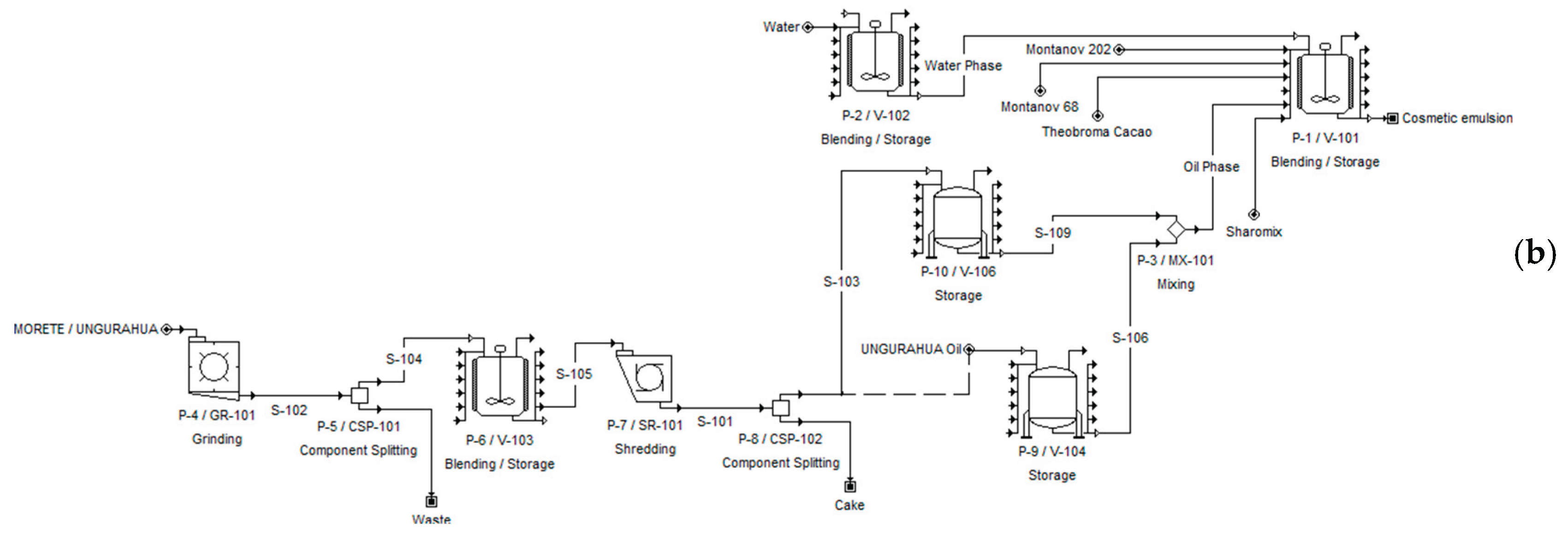
Figure 7.
Location of the processing plant.

Figure 8.
Results of the economic analysis; Investment and production cost: (a) Traditional [20], (c) Intensified; (b) Dynamic economic and profitability indicators. (b)Traditional [20], (d) Intensified.
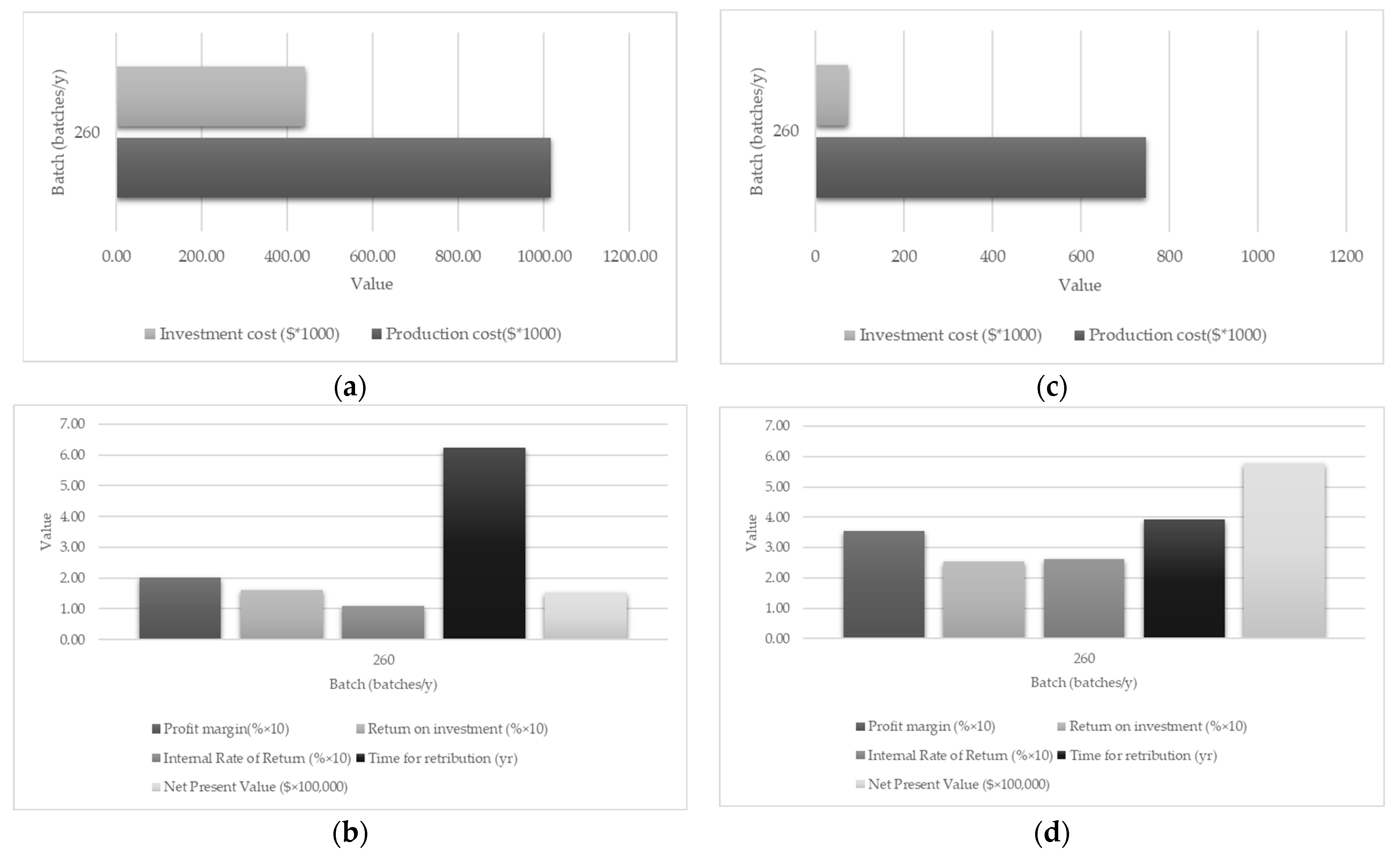
Figure 9.
Distribution of the plant to produce Emulsion creams. Production area: A. selection, B. washing, C. softening, D. pulping, E. pressing and filtering, F1. Morete oil, F2. Ungurahua oil, G. turbo emulsifier aqueous phase, H. turbo emulsifier oil phase, I. packaging machine, J. labeling, K. packaging, L. storage, M1. Morete fruits, M2. Ungurahua fruits. Administration area: A1. secretary, A2. administrator, A3. inputs and ingredients, A4. laboratory, A5. disinfection chamber, A6. Dressing rooms. Maintenance and control area: C1. electrical systems, C2. maintenance warehouse, C3. control room, C4. Container and label warehouse. Complementary areas: X. boiler fuel, X1. Discharge area, X2. Discharge area of finished products, XE1. Main entrance, XD. Staff movement area, XD. Waste exit, Y. boiler, Z, water storage. Emergency exits: S1., S2., S3. Discharge area: Z1. Initial disposal of the raw material. Cargo area.
Figure 9.
Distribution of the plant to produce Emulsion creams. Production area: A. selection, B. washing, C. softening, D. pulping, E. pressing and filtering, F1. Morete oil, F2. Ungurahua oil, G. turbo emulsifier aqueous phase, H. turbo emulsifier oil phase, I. packaging machine, J. labeling, K. packaging, L. storage, M1. Morete fruits, M2. Ungurahua fruits. Administration area: A1. secretary, A2. administrator, A3. inputs and ingredients, A4. laboratory, A5. disinfection chamber, A6. Dressing rooms. Maintenance and control area: C1. electrical systems, C2. maintenance warehouse, C3. control room, C4. Container and label warehouse. Complementary areas: X. boiler fuel, X1. Discharge area, X2. Discharge area of finished products, XE1. Main entrance, XD. Staff movement area, XD. Waste exit, Y. boiler, Z, water storage. Emergency exits: S1., S2., S3. Discharge area: Z1. Initial disposal of the raw material. Cargo area.
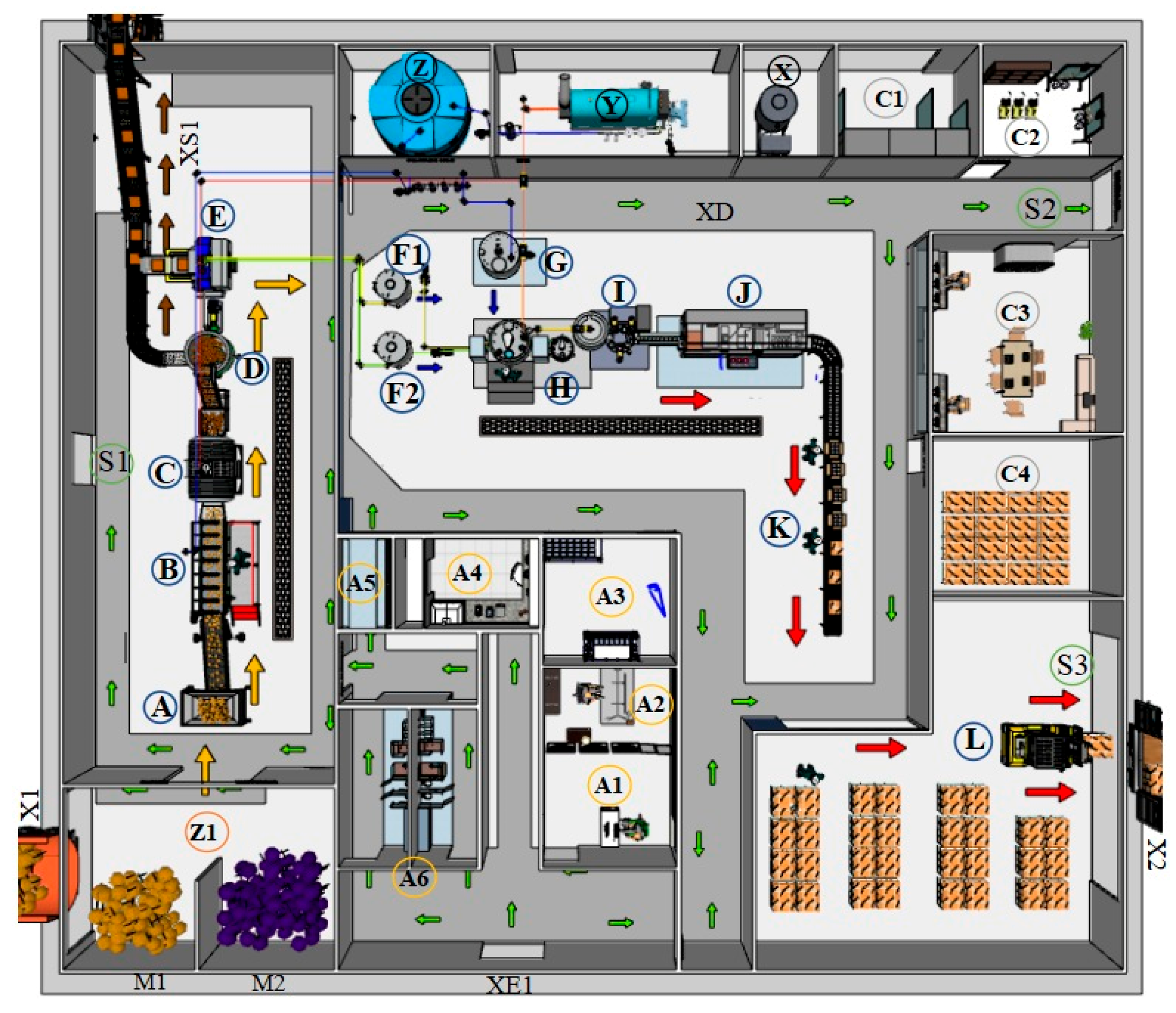

Table 1.
Comparison of extraction methods, unit operations, and equipment for Morete and Ungurahua oils.
Table 1.
Comparison of extraction methods, unit operations, and equipment for Morete and Ungurahua oils.
| Environmental Indicator | Input/Output Current | Amount | Unit | |
|---|---|---|---|---|
| Traditional technology | Intensified technology | |||
| Raw material consumption | Montanov 68 | 0.011 | 0.011 | kg/kg |
| Montanov 202 | 0.036 | 0.036 | kg/kg | |
| Morete fruit | 0.136 | 0.136 | kg/kg | |
| Sharomix | 0.011 | 0.011 | kg/kg | |
| Cocoa butter | 0.111 | 0.111 | kg/kg | |
| Ungurahua fruit | 0.563 | 0.563 | kg/kg | |
| Water consumption | Water | 48.411 | 48.411 | kg/kg |
| Energy consumption | Power consumption | 5.86 | 5.86 | kW⋅h/kg |
| Steam consumption | 10 | 10 | kg/kg | |
| Refrigerated water | 260 | 260 | kg/kg | |
| Discharge | Of gases | - | - | - |
| Of liquids | - | - | - | |
| Of solids | 0.56 | 0.56 | kg/kg | |
| Cosmetic emulsion | 4717.48 | 4717.48 | kg/yr | |
Table 2.
Equipment acquisition cost.
| Quantity | Name | Design Parameter | Cost (USD) | |
|---|---|---|---|---|
| Traditional technology | Intensified technology | |||
| 1 | Turbo-emulsifier | Tank volume = 22.47 L | 20 000 | 20 000 |
| 1 | Turbo-emulsifier | Tank volume = 14.66 L | 20 000 | 20 000 |
| 1 | Pulper | Nominal Yield = 2.55 kg/h | 14 000 | 14 000 |
| 1 | Pulper | Nominal Yield = 10.58 kg/h | 14 000 | |
| 1 | Jacketed tank | Tank volume = 2.62 L | 10 000 | 10 000 |
| 1 | Jacketed tank | Tank volume = 8.95 L | 10 000 | |
| 1 | Shredder | Nominal Yield = 2.55 kg/h | 1 000 | 6 000 |
| 1 | Shredder | Nominal Yield = 2.16 kg/h | 1 000 | |
| 1 | Press | Nominal Yield = 12.98 kg/h | 6 000 | |
| 1 | Press | Nominal Yield = 45.82 kg/h | 6 000 | |
| 1 | Storage tank | Tank volume = 1.11 L | - | 1 000 |
| 1 | Storage tank | Tank volume = 2.58 L | - | 1 000 |
| Equipment not listed | 25 000 | 18 000 | ||
| Total | 126 000 | 88 000 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



