Submitted:
29 January 2025
Posted:
30 January 2025
You are already at the latest version
Abstract
Aiming at the problem of difficult decision-making of manufacturing resource composition optimization in part-level outsourcing of sewing machine case manufacturing, this paper proposes a service composition optimization method based on bi-level programming. We analyze the structure and production process of sewing machine cases, determine the required service composition of manufacturing resources, and establish the evaluation index system of manufacturing service composition in line with the interests of multiple parties; introduce the idea of bi-level programming, and construct the optimization model of manufacturing service composition of sewing machine cases based on bi-level planning; we analyze the characteristics of NSGA-Ⅱ algorithm and the improvement strategy, and complete the solution of the optimization model of manufacturing service composition of sewing machine cases to achieve the combination optimization of the manufacturing services of the machine cases. The combination optimization model of sewing machine case manufacturing services is solved to realize the combination optimization of machine case manufacturing services. The experimental results show the effectiveness and superiority of the combination optimization method and algorithm improvement strategy in solving the combination optimization problem of sewing machine case manufacturing, and the combination optimization of sewing machine case cooperative manufacturing services is realized.
Keywords:
1. Introduction
- the feature information of the case equipment manufacturing resources is complex, and the model applicable to sewing machine case manufacturing service composition optimization has not yet been established;
- the existing solution algorithms are less efficient and prone to fall into local optimum when solving large-scale service composition optimization problems.
2. Materials and Methods
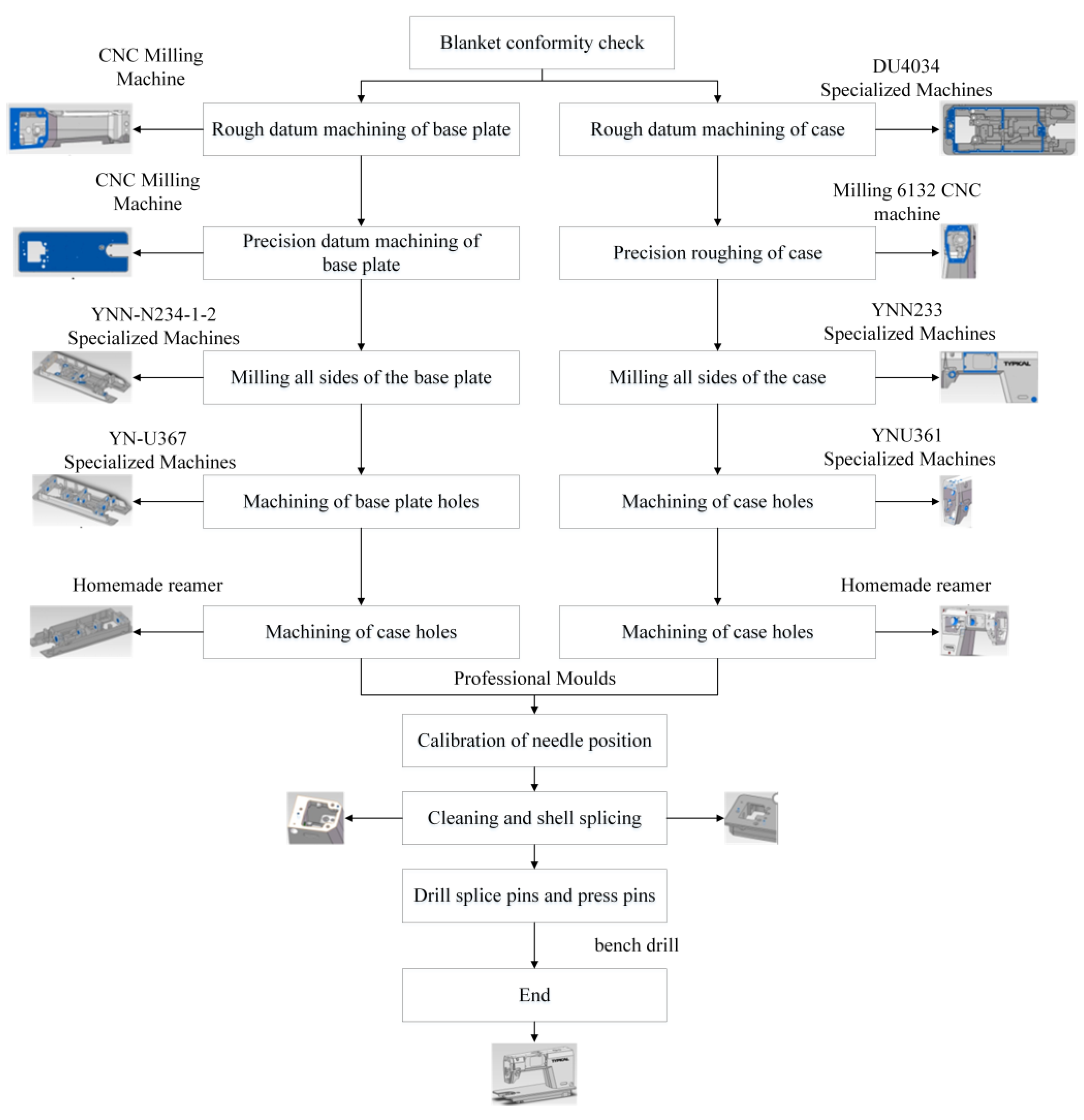
2.1. Materials
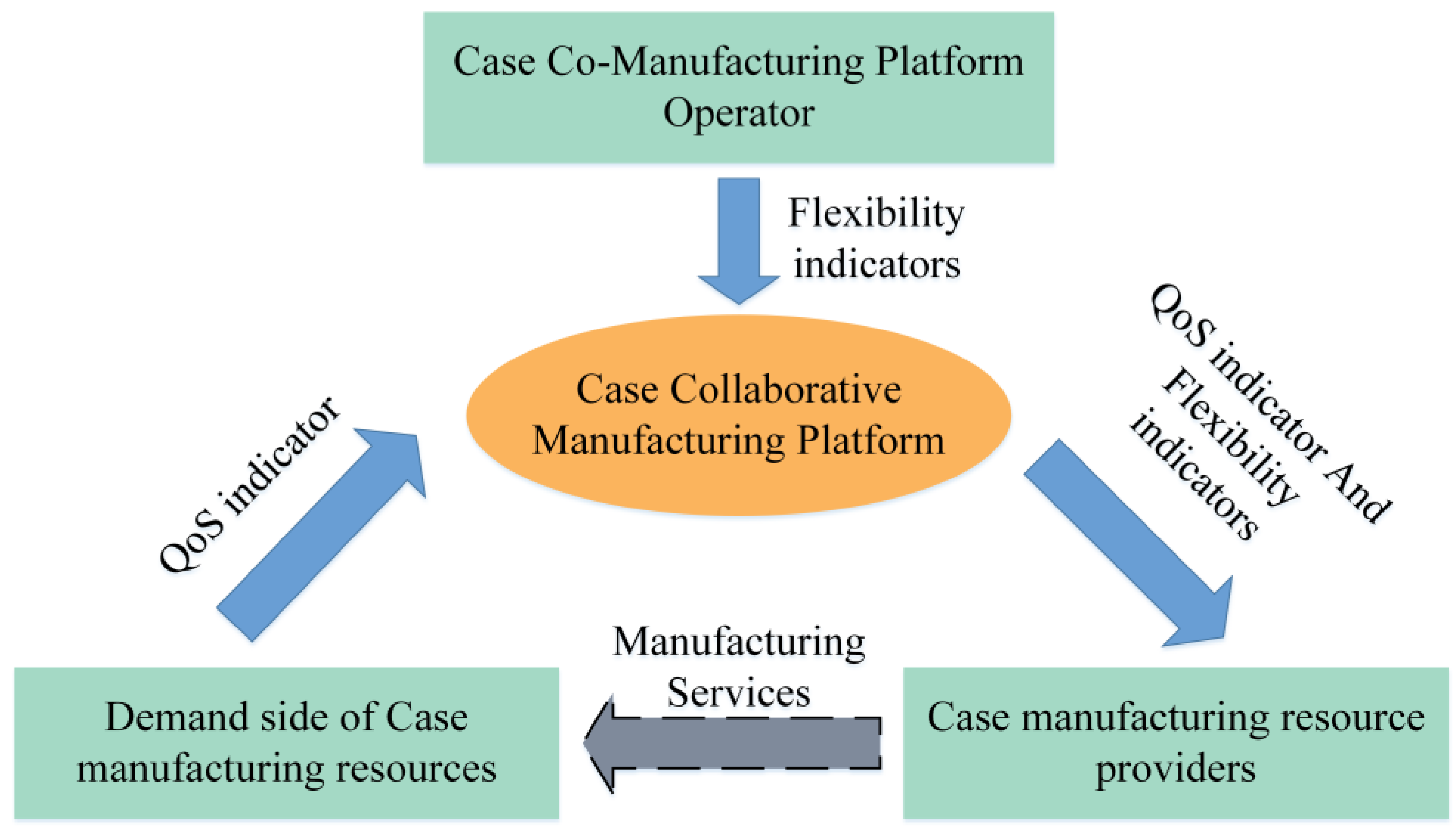
2.2. Service Composition Optimization Problem Analysis
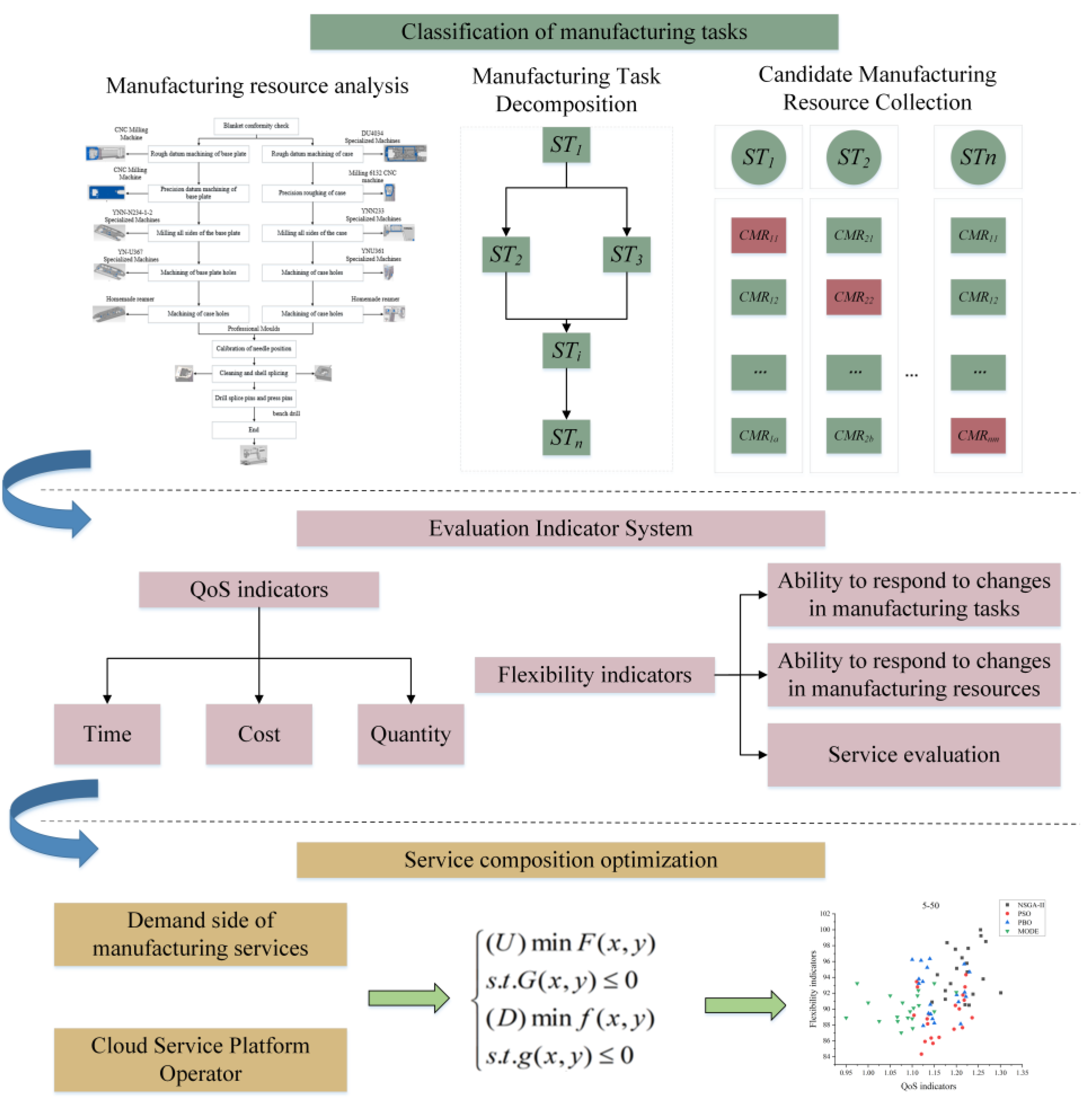
- Manufacturing resource analysis and task decomposition: when a demand-side user submits a manufacturing demand to the collaborative manufacturing platform, the demand is first transformed into a manufacturing task T. At the same time, on the basis of researching and analyzing the manufacturing resources required for the manufacturing task, the manufacturing task is decomposed into n sub-tasks (ST1, ST2, ..., STi, ..., STn). For each sub-task STi, there exist mi manufacturing resources that can satisfy the demand, therefore, the sub-task STi, its corresponding set of candidate manufacturing resources is CMRi={CMRi1, CMRi2,..., CMRim};
- Constructing combination optimization evaluation indicator system: the construction of composition optimization evaluation indicator system is a key step to realize the construction of the composition optimization model. Considering the interests of the service demand side and the platform operator, we construct the composition optimization evaluation indicator system from the aspects of QoS indicators and flexibility indicators;
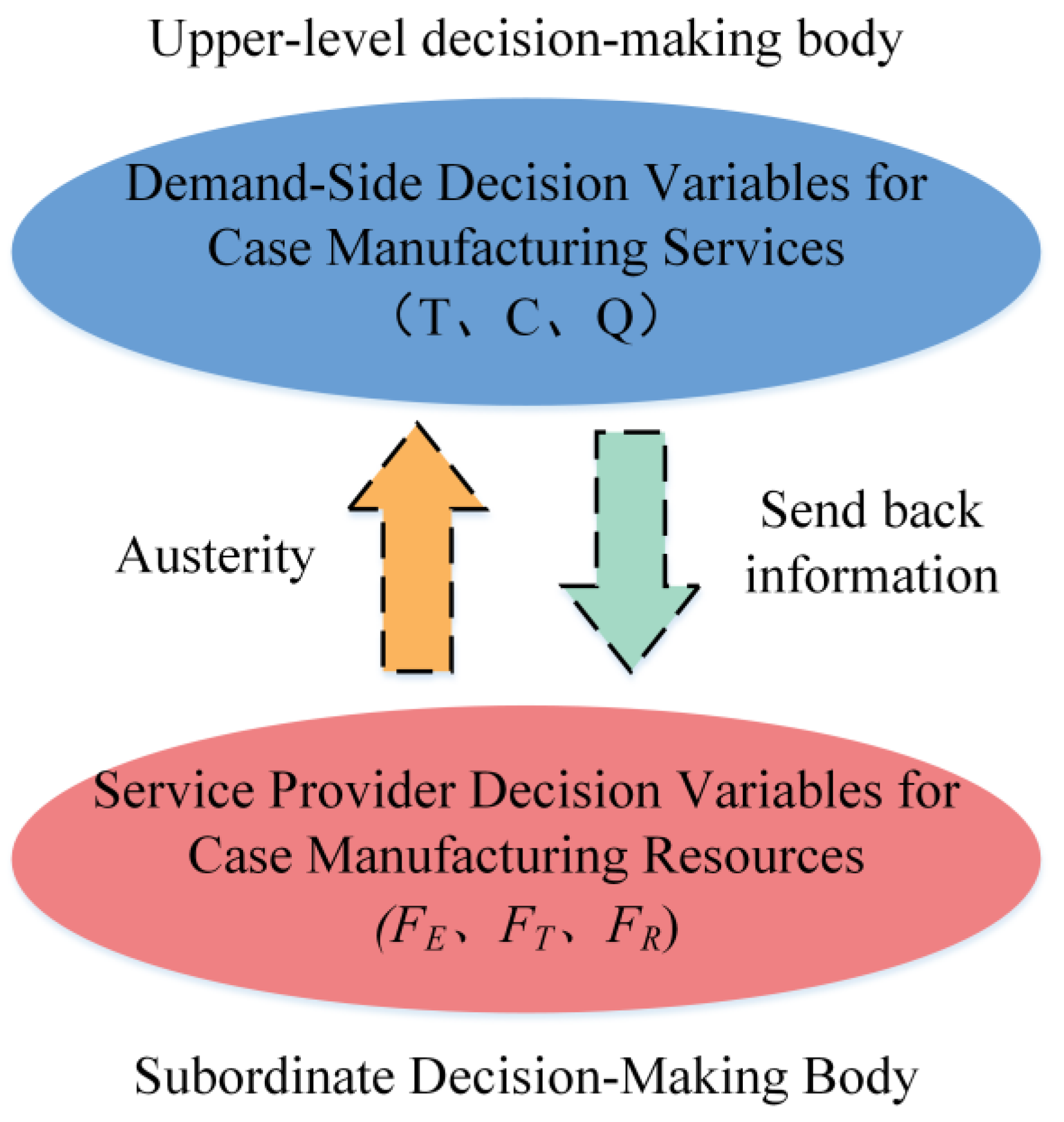
- Modeling and solving of manufacturing service compositions optimization: the idea of bi-level programming is introduced into the field of manufacturing service compositions optimization, and the mathematical model of manufacturing service compositions optimization for sewing machine cases is constructed by taking the QoS indexes and the flexibility indexes as the optimization objectives of the upper and lower levels, respectively. The solution of manufacturing service combination optimization problem is an NP-Hard level problem, which needs to be solved by global optimal Pareto solution to meet the demand.
2.3. Sewing Machine Case Manufacturing Service Composition Optimization Method
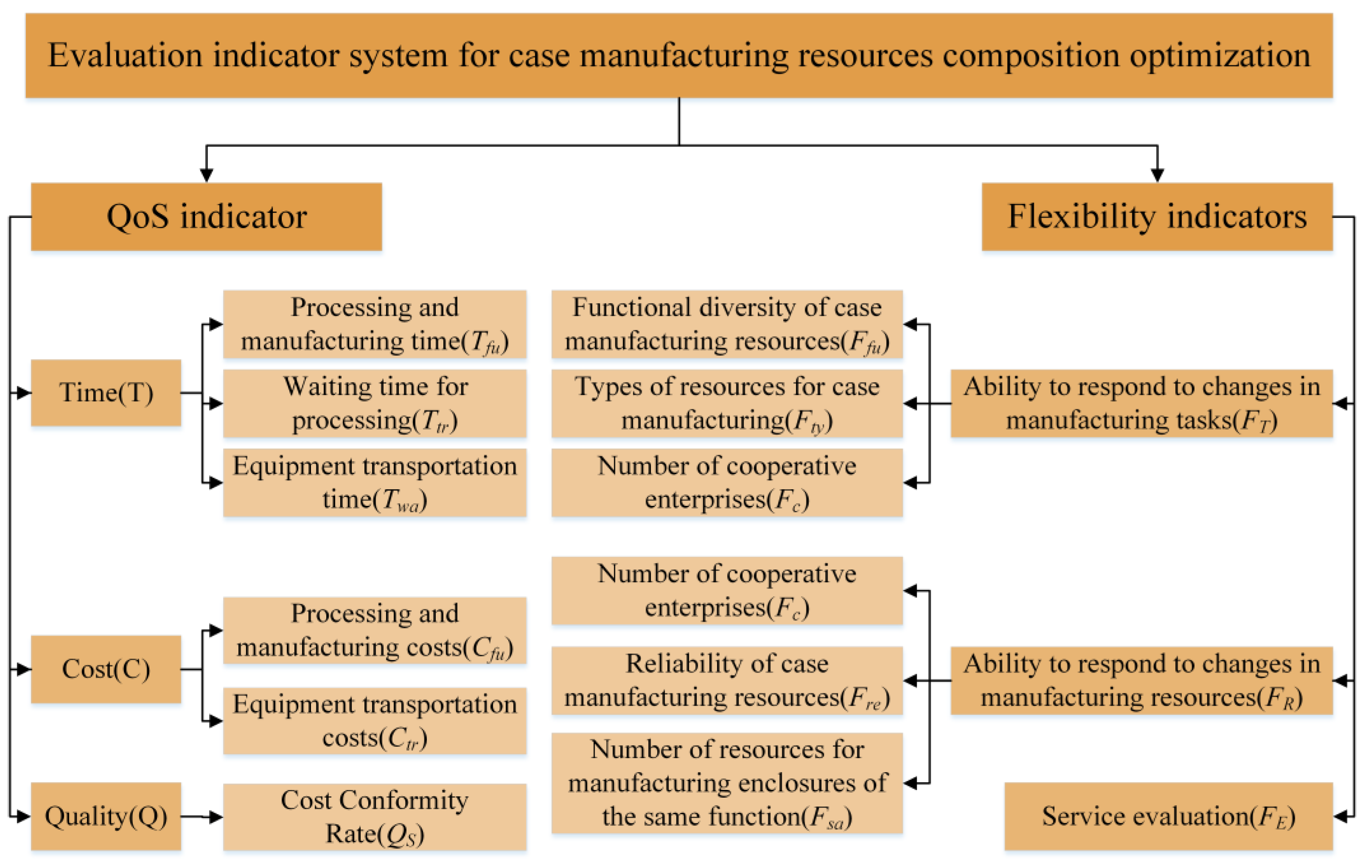
2.4. Sewing Machine Case Manufacturing Service Composition Optimization Evaluation Index System
- Time indicator T: includes processing and manufacturing time Tfu, processing waiting time Ttr and equipment transportation time Twa;
- Cost indicator C: includes processing and manufacturing costs Cfu and equipment transportation costs Ctr;
- Quality indicator Q: The quality indicator for the portfolio of manufacturing services is expressed in terms of the average quality pass rate of the individual manufacturing services Qs, i.e., the quality pass rate of the manufacturing service provider in accomplishing the relevant tasks.
- Response capacity in case of changes in manufacturing tasks FT: including functional diversity of case manufacturing resources Ffu, types of case licensing resources Fty and number of cooperating companies Fc;
- Response capacity in case of changes in manufacturing resources FR: including the number of cooperative enterprises Fc, the reliability of case manufacturing resources Fre, and the number of case manufacturing resources of the same function Fsa.
2.5. Mathematical Modeling of Sewing Machine Case Manufacturing Service Composition
- Upper level programming model, the optimization objectives of the upper level programming model include minimum total time, minimum total cost and optimal quality:
- 2.
- Lower tier programming model, the lower level flexibility metrics optimization objectives for the sewing machine case manufacturing service composition include optimal coping capacity when manufacturing tasks change, optimal coping capacity when manufacturing resources change, and the highest evaluation of capable services:
- 3.
- Construction of bi-level programming model for enclosure manufacturing resource composition optimization under demand preference. To summarize, the bi-level planning model for case manufacturing resource composition optimization under collaborative manufacturing environment:
2.6. Solving a Bi-level Programming Composition Optimization Model for Sewing Machine Case Manufacturing Resources
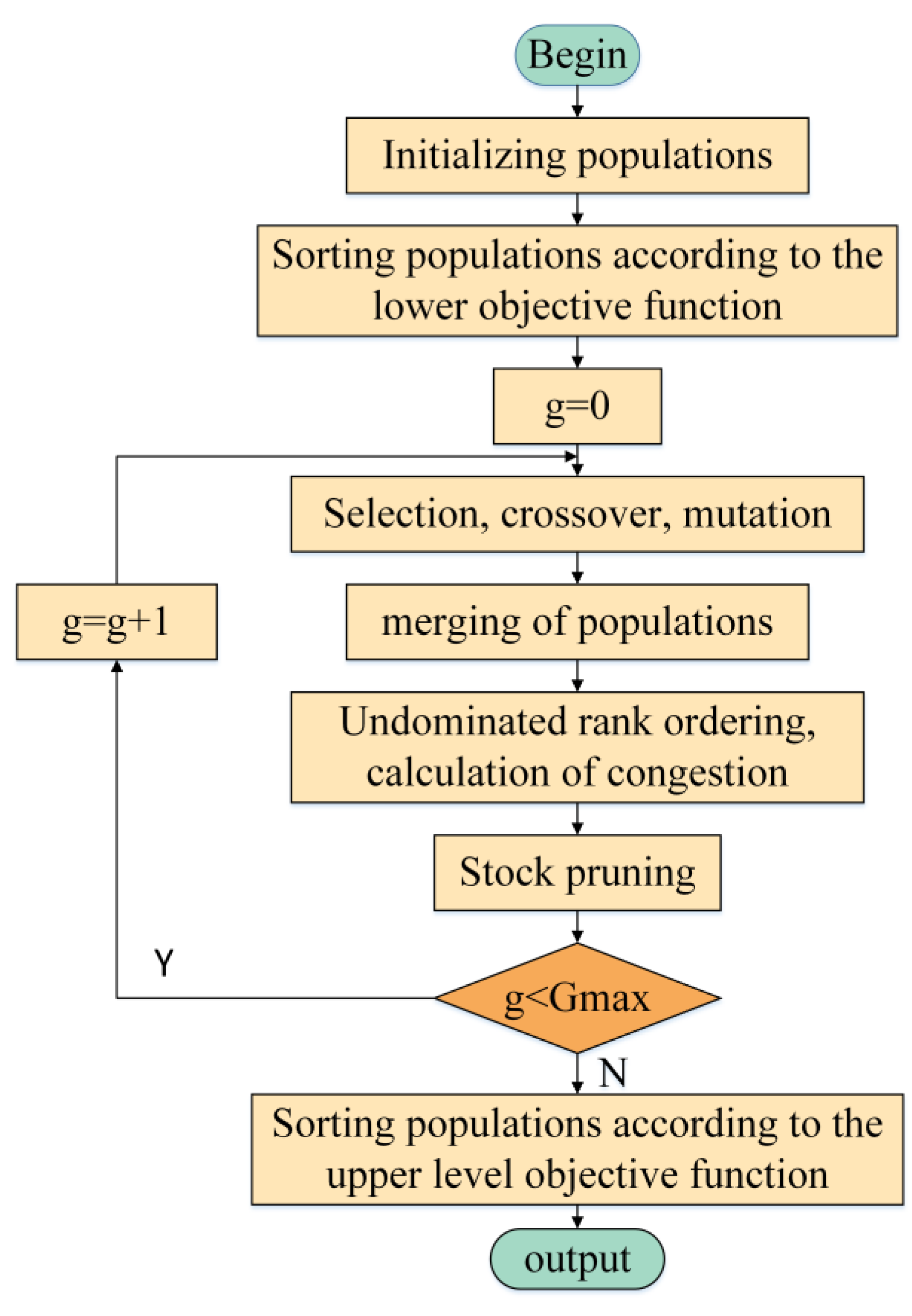
- Genetic coding of resource compositions for case manufacturing, under the constraints of the upper and lower objective functions of the bi-level programming model for case manufacturing resource composition optimization, the search space of the NSGA-II algorithm is determined and the case manufacturing resource compositions are coded to form the corresponding individual genes. The result of decimal coding with a random composition of manufacturing resources (CMR1,5、CMR2,3、CMR3,1、CMR4,4、CMR5,2) is 5-3-1-4-2;
- Initializing the population of manufacturing resource composition of sewing machine case, randomly generate the initial population Pg of the manufacturing resource composition with the number of individuals N. Sort each individual in the population according to the non-dominated rank, complete the division of individuals into different ranks, and calculate the dominated set of individuals, the number of dominated individuals sorted and the degree of crowding;
- The cross mutation generates a new population of sewing machine case manufacturing resource composition, and the binary tournament is utilized to select the excellent individuals of the case manufacturing resource composition from the population Pg, and the cross mutation operation is carried out to generate the progeny population Qg with the number of N;
- Merge the sire and daughter sewing machine case manufacturing resource composition populations, and merge the case manufacturing resource composition populations Pg and Qg to form a new population Rg with a number of 2N;
- Non-dominated rank ordering, calculation of crowding, and fast non-dominated ordering of the sewing machine case manufacturing resource composition population Rg and calculation of inter-individual crowding;
- Sewing machine case manufacturing resource composition population pruning, using the elite retention strategy as a criterion, optimization of the highest rated N sewing machine case manufacturing resource compositions, and fusion of these N case manufacturing resource compositions to generate a new population Pg+1;
- Repeatedly iterating the composition of sewing machine case manufacturing resources, repeating the steps of non-dominated sorting, congestion calculation, selection, crossover and mutation, and setting the stopping conditions, such as reaching the maximum number of iterations or convergence, the Pareto-optimal set of solutions for the upper level objective function is obtained;
- Calculate the optimal solution of the lower objective, take the optimal solution of the upper objective function as the feasible solution set of the lower objective function, use the results of the calculation of the objective function value to complete the sewing machine case manufacturing resource composition advantages and disadvantages of sorting, sorting of the first composition of the manufacturing resources that is the optimal solution of the bi-level programming model.
3. Results
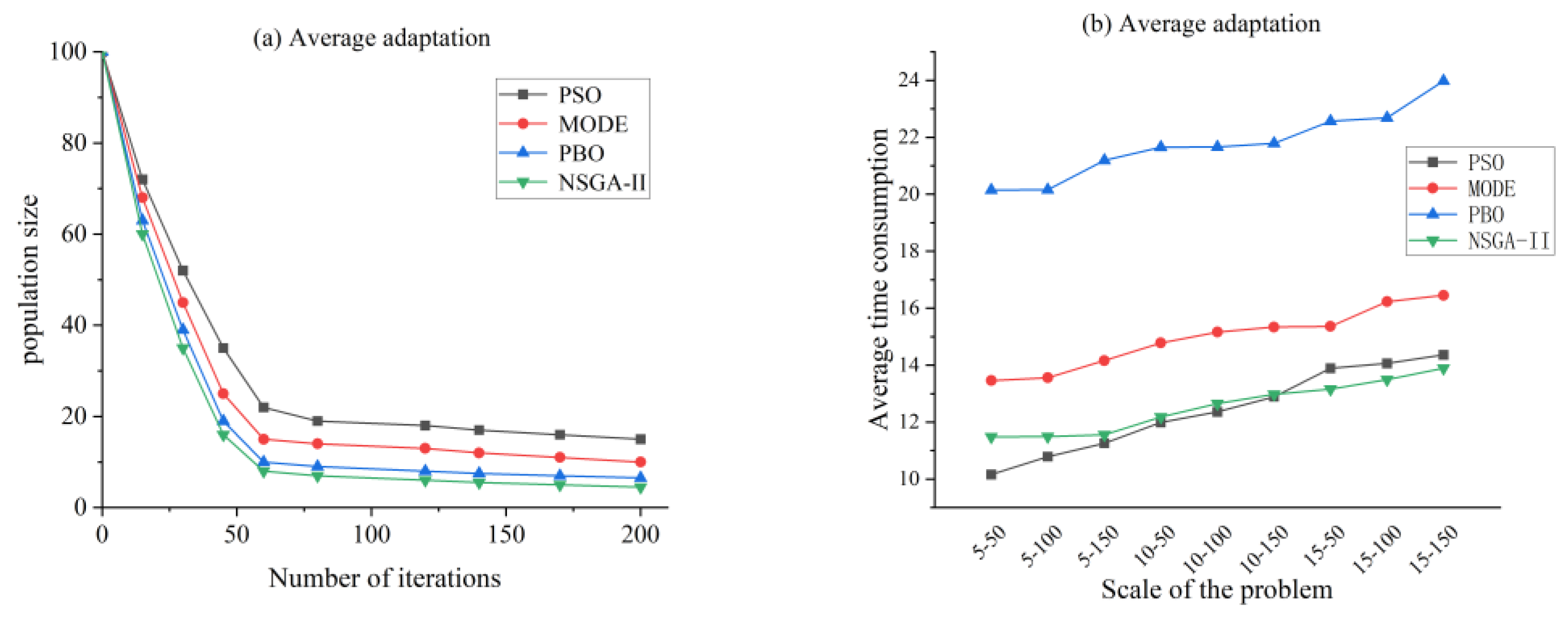
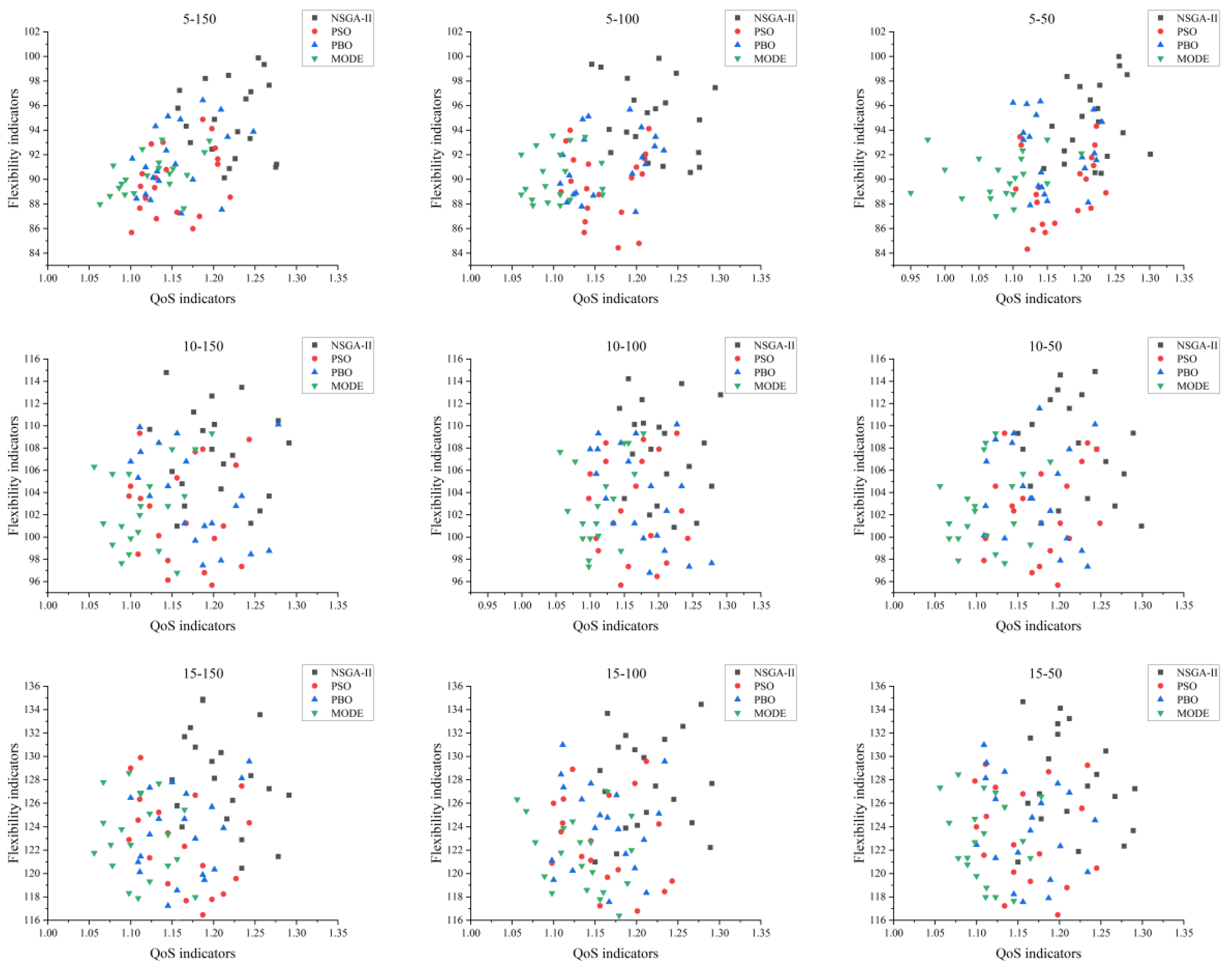
3.1. Algorithm Performance Comparison
- The Hypervolume Metric (HV) [18], measures the volume of the target space constituted between the set of nondominated solutions and a reference point, with the expression shown in Equation (5).where is the Lebesgue measure used to measure the volume; S denotes the set of non-dominated solutions; |S| denotes the number of non-dominated solutions; vi denotes the hypervolume formed by the reference point and the i solution in the solution set;
- 2.
- Generation Distance (GD) is a kind of index for evaluating the convergence of multi-objective optimization algorithm, the smaller the value of GD indicates that the solution is closer to the real Pareto solution set, and the better the convergence performance, the specific expression is shown in Equation (6).where P is the set of non-dominated solutions on the frontier derived by the algorithm, P* denotes the solutions distributed on the optimal Pareto frontier, d(a,b) denotes the minimum Euclidean distance between the two decision-making subjects of the game, and P is the total number of solutions on the Pareto frontier obtained;

| GD | 5-50 | 5-100 | 5-150 | 10-50 | 10-100 | 10-150 | 15-50 | 15-100 | 15-150 | |
| PSO | Mean | 4.48E-02 | 4.25E-02 | 2.04E-01 | 6.65E-02 | 4.25E-01 | 8.65E-02 | 1.99E-01 | 8.26E-01 | 4.52E-02 |
| Std | 3.36E-02 | 1.31E-02 | 2.69E-02 | 8.52E-02 | 8.49E-02 | 1.52E-02 | 5.23E-02 | 9.34E-02 | 6.77E-03 | |
| PBO | Mean | 5.36E-02 | 3.25E-01 | 5.23E-01 | 5.86E-01 | 2.26E-01 | 3.59E-01 | 2.26E-01 | 2.72E-01 | 1.59E-01 |
| Std | 4.35E-03 | 2.48E-02 | 5.26E-02 | 3.40E-01 | 5.81E-03 | 1.29E-02 | 2.23E-02 | 5.91E-02 | 9.32E-03 | |
| MODE | Mean | 7.98E-02 | 5.98E-01 | 3.43E-01 | 3.99E-01 | 3.65E-01 | 1.17E-02 | 4.64E-01 | 5.67E-01 | 1.49E-01 |
| Std | 2.26E-02 | 2.94E-03 | 2.24E-02 | 4.57E-01 | 1.18E-01 | 2.75E-03 | 8.69E-02 | 1.24E-01 | 8.98E-03 | |
| NSGA-II | Mean | 2.37E-02 | 5.69E-01 | 2.46E-01 | 2.33E-01 | 1.48E-01 | 2.56E-02 | 1.79E-02 | 2.32E-01 | 1.14E-01 |
| Std | 5.69E-02 | 3.89E-02 | 9.23E-02 | 6.66E-02 | 2.80E-02 | 1.93E-01 | 1.45E-03 | 1.80E-01 | 1.27E-02 |
| HV | 5-50 | 5-100 | 5-150 | 10-50 | 10-100 | 10-150 | 15-50 | 15-100 | 15-150 | |
| PSO | Mean | 2.78E-02 | 3.68E-02 | 1.99E-01 | 5.88E-02 | 9.53E-02 | 1.19E-02 | 1.35E-01 | 5.11E-01 | 9.56E-02 |
| Std | 4.22E-03 | 3.68E-02 | 9.48E-02 | 6.68E-02 | 2.48E-02 | 1.68E-03 | 1.68E-02 | 1.99E-01 | 1.58E-02 | |
| PBO | Mean | 5.56E-02 | 3.11E-02 | 1.17E-01 | 3.54E-03 | 3.21E-01 | 4.22E-02 | 1.47E-02 | 6.72E-02 | 6.34E-01 |
| Std | 6.55E-03 | 2.44E-02 | 5.68E-02 | 3.68E-01 | 5.81E-03 | 1.58E-02 | 2.22E-03 | 5.91E-02 | 9.32E-03 | |
| MODE | Mean | 7.22E-02 | 3.68E-02 | 1.14E-01 | 6.67E-03 | 6.35E-02 | 4.37E-02 | 1.58E-01 | 9.64E-02 | 5.29E-02 |
| Std | 2.38E-02 | 2.59E-02 | 2.98E-02 | 5.89E-03 | 1.68E-01 | 1.76E-03 | 8.68E-02 | 2.28E-01 | 5.34E-03 | |
| NSGA-II | Mean | 6.58E-01 | 4.25E-02 | 2.04E-01 | 6.65E-02 | 4.25E-01 | 4.69E-02 | 1.99E-01 | 5.26E-01 | 6.46E-01 |
| Std | 3.98E-02 | 6.31E-02 | 2.69E-02 | 7.36E-02 | 8.48E-02 | 1.36E-02 | 5.69E-02 | 9.35E-02 | 9.48E-03 |
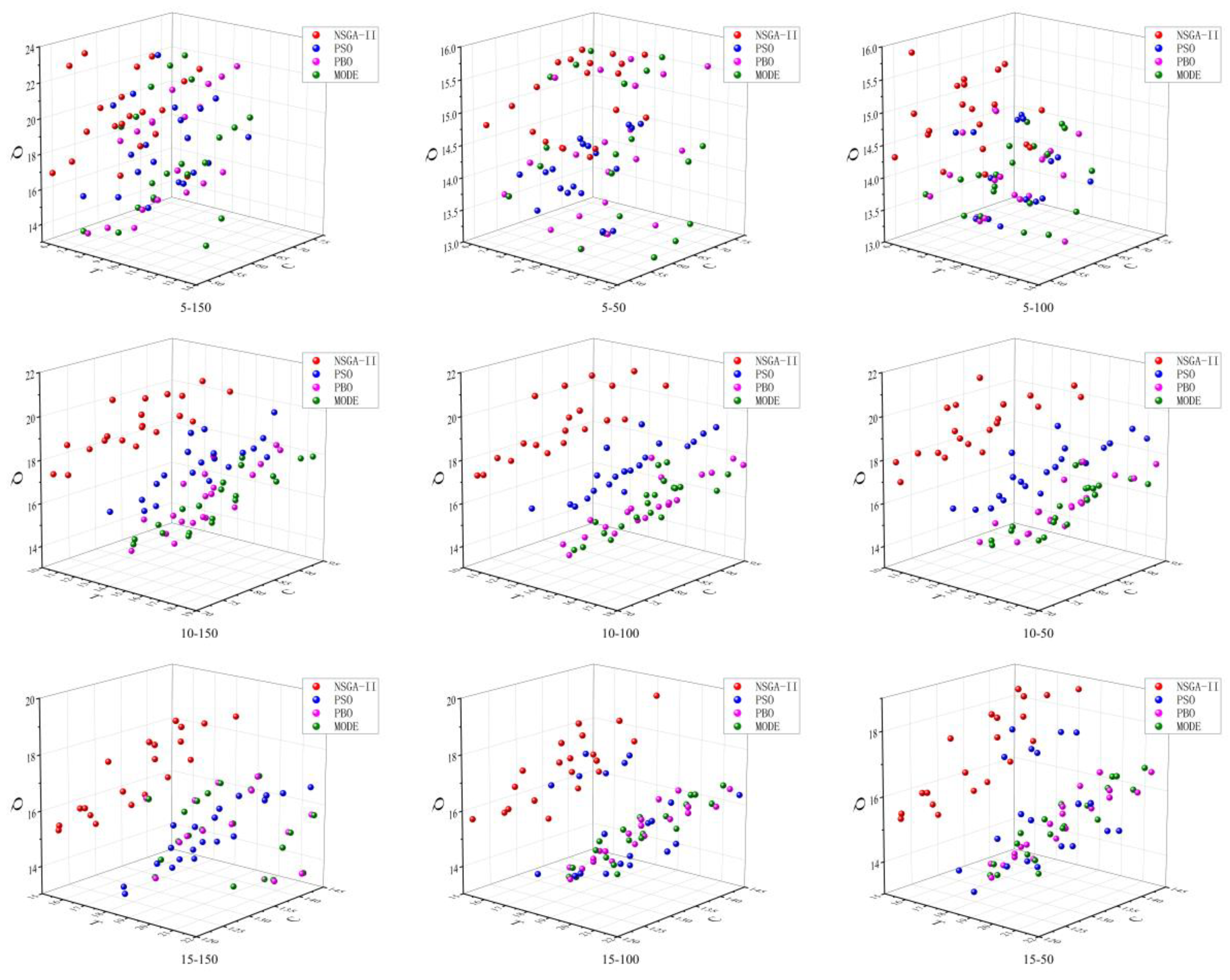
3.2. Arithmetic Analysis
3.3. Specific Examples
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Mou, J. Multi-Objective Optimization for Resource Allocation in Intelligent Manufacturing. International Journal of Simulation Modeling, 2024, 23, 359–370. [Google Scholar] [CrossRef]
- Wei, X. Optimized Configuration of Manufacturing Resources for Middle and Lower Batch Customization Enterprises in Cloud Manufacturing Environment. Complexity. 2020, 2020, 5619758. [Google Scholar] [CrossRef]
- Xian, C.; Ming, Y.; Zhou, Z. Research on optimal selection of services and optimal allocation of resources in cloud manufacturing environment. Journal of Physics: Conference Series. 2019, 1314, 012167. [Google Scholar] [CrossRef]
- Song, C.; Zheng, H.; Han, G. Cloud edge collaborative service composition optimization for intelligent manufacturing. IEEE Transactions on Industrial Informatics. 2022, 19, 6849–6858. [Google Scholar] [CrossRef]
- Jing, W.; Zhao, C.; Miao, Q. QoS-DPSO: QoS-aware task scheduling for cloud computing system. Journal of Network and Systems Management. 2021, 29, 1–29. [Google Scholar] [CrossRef]
- Liu, S.; Zhang, Z.; Jiang, X. An Optimal Selection Method of Cloud Manufacturing Resource for Guide Roller based on Combination Algorithm. Journal of Imaging Science & Technology 2024, 68. [Google Scholar] [CrossRef]
- Li, F.; Zhang, L.; Liu, Y. QoS-aware service composition in cloud manufacturing: A Gale–Shapley algorithm-based approach. IEEE Transactions on Systems, Man, and Cybernetics: Systems. 2018, 50, 2386–2397. [Google Scholar] [CrossRef]
- Li, Y.; Yao, X.; Liu, M. Multiobjective optimization of cloud manufacturing service composition with improved particle swarm optimization algorithm. Mathematical Problems in Engineering. 2020, 2020, 1–17. [Google Scholar] [CrossRef]
- Fazeli, M.; Farjami, Y.; Nickray, M. An ensemble optimisation approach to service composition in cloud manufacturing. International Journal of Computer Integrated Manufacturing. 2019, 32, 83–91. [Google Scholar] [CrossRef]
- Verma, S.; Pant, M.; Snasel, V. A comprehensive review on NSGA-II for multi-objective combinatorial optimization problems. IEEE access. 2021, 9, 57757–57791. [Google Scholar] [CrossRef]
- Gu, Q.; Chen, S.; Jiang, S. Improved strength Pareto evolutionary algorithm based on reference direction and coordinated selection strategy. International Journal of Intelligent Systems. 2021, 36, 4693–4722. [Google Scholar] [CrossRef]
- Trojovská, E.; Dehghani, M.; Trojovský, P. Zebra optimization algorithm: A new bio-inspired optimization algorithm for solving optimization algorithm. Ieee Access. 2022, 10, 49445–49473. [Google Scholar] [CrossRef]
- Geng, Z.; Kong, W.; Wang, X. Adaptive search based Grey Wolf optimization algorithm for multi-objective optimization of ethylene cracking furnace. Swarm and Evolutionary Computation. 2025, 92, 101810–101810. [Google Scholar] [CrossRef]
- Zhou, G.; Du, J.; Guo, J. A novel hippo swarm optimization: for solving high-dimensional problems and engineering design problems. Journal of Computational Design and Engineering. 2024, 11, 12–42. [Google Scholar] [CrossRef]
- Liang, H.; Wen, X.; Liu, Y. Logistics-involved QoS-aware service composition in cloud manufacturing with deep reinforcement learning. Robotics and Computer-Integrated Manufacturing. 2021, 67, 101991. [Google Scholar] [CrossRef]
- Huang, S.; Gu, X.; Zhou, H. Two-dimensional optimization mechanism and method for on-demand supply of manufacturing cloud service. Computers & Industrial Engineering. 2018, 117, 47–59. [Google Scholar]
- Wang, G.; Zou, Q.; Zhao, C. A highly efficient approach for bi-level programming problems based on dominance determination. Journal of Computing and Information Science in Engineering. 2022, 22, 041006. [Google Scholar] [CrossRef]
- Xu, B.; Lv, J.; Liu, J. Manufacturing Cloud Service Composition Optimization Based on Usability Analysis. Industrial Engineering and Management. 2024, 29, 1–11. [Google Scholar]
- Coello, C.; Pulido, G.; Lechuga M, S. Handling multiple objectives with particle swarm optimization. IEEE Transactions on Evolutionary Computation. 2004, 8, 256–279. [Google Scholar] [CrossRef]
- Połap, D.; Woźniak, M. Polar bear optimization algorithm: Meta-heuristic with fast population movement and dynamic birth and death mechanism. Symmetry, 2017, 9, 203. [Google Scholar] [CrossRef]
- Babu, B.; Anbarasu, B. Multi-objective differential evolution (MODE): an evolutionary algorithm for multi-objective optimization problems (MOOPs). Proceedings of international symposium and 58th annual session of IIChE. 2005.
| Arithmetic | Parameters |
| PSO | Weight damping rate: 0.99, Individual learning coefficient: 1, Global learning coefficient: 2, Variability rate: 0.1, Number of grids per dimension: 10, Expansion rate: 0.1, Leader selection pressure: 4, Deletion selection pressure: 2 |
| PBO | Maximum number of iterations: 200, Population size: 50, External archive size: 100,Crossover ratio: 0.7, Variation ratio: 0.4, Variation rate: 0.02 |
| MODE | Maximum number of iterations: 200, population size: 100, external archive size: 50, scaling factor: 0.5, crossover probability: 0.2 |
| NSGA-II | Maximum number of iterations: 200, Population size: 100, External archive size: 50, Crossover ratio: 0.7, Variation ratio: 0.4, Variation rate: 0.02 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).



