Submitted:
06 November 2024
Posted:
06 November 2024
You are already at the latest version
Abstract
This study compares the rheological, thermal, and textural characteristics of four types of chocolate—white, milk, ruby, and dark—produced by the same manufacturer. White, milk, and ruby chocolates contain 36% fat, while dark chocolate has 39%. Cocoa content varies: from 28% in white, 33% in milk, 47% in ruby, to 70% in dark chocolate. Rheological properties were assessed with a rotational rheometer, while density was measured with a gas pycnometer. Particle size distribution (PSD) was evaluated using laser diffraction, and thermal properties were analyzed with differential scanning calorimetry (DSC). DSC results indicated that enthalpy increased with cocoa content, whereby dark chocolate showed the highest value (55.04 J g⁻¹) and white chocolate the lowest (35.3 J g⁻¹). PSD followed a monomodal pattern; dark chocolate had the smallest particles leading to the highest hardness. Density ranged from 1.2773 to 1.2067 g cm⁻³. Results from classical rotational rheological measurements were in accordance with oscillatory measurements. Rheological measurements confirmed that the Casson yield stress was highest for milk chocolate (17.61 Pa). The viscosity values decrease with increasing shear rate for all chocolates. All chocolate samples showed strong shear-thinning behavior up to 100 s.1 shear rate. Oscillatory measurements showed paste-like nature of all samples, i.e. storage modulus G’ dominates loss modulus G’’ at small shear stress values, and that complex modulus G*, which represents the stiffness varied as follows: milk > white > dark > ruby.
Keywords:
milk chocolate
; white chocolate
; dark chocolate
; ruby chocolate
; rheological properties
; differential scanning calorimetry
; density
; hardness
; particle size distribution
1. Introduction
Chocolate represents a complex and dynamic system that can be viewed as a homogeneous suspension of various solid particles—such as sugar, cocoa solids, and milk powder—within a fat phase, primarily composed of cocoa butter and milk fat [1]. By combining these components in different ways, we can create various types of chocolate, including classic dark, milk, and white chocolate, as well as innovative ruby chocolate. Each variety possesses unique sensory and physicochemical characteristics that warrant detailed analysis.
In accordance with food legislation regarding chocolate [2,3], chocolate must contain at least 35% cocoa solids, of which at least 18% is cocoa butter and 7% is cocoa mass. It does not contain dairy ingredients and is typically referred to as dark chocolate if it contains more than 50% cocoa solids. Milk chocolate must contain at least 25% cocoa solids, of which at least 14% are milk solids (either milk powder or condensed milk). White chocolate does not contain cocoa mass but consists of a minimum of 20% cocoa butter, 14% milk solids, and 30% sugar. The absence of cocoa solids distinguishes white chocolate from dark and milk chocolate.
Since 2017, ruby chocolate has also been available on the market. The production process for ruby chocolate was patented in 2012 by Barry Callebaut [4]. As of now, this type of chocolate is not yet covered by European legislation and has not been recognized as the fourth type of chocolate. However, ruby chocolate can be called chocolate because it contains at least 47% cocoa components and at least 26% milk solids. According to the patent, under-fermented cocoa beans are used to produce ruby chocolate. The characteristic purple color of the chocolate is achieved by immersing the cocoa beans in acidic solutions of citric or phosphoric acid under strictly controlled conditions (pH, time, temperature). According to the patent, ruby chocolate has a higher polyphenol content compared to the three known types of chocolate. The literature has examined and compared the polyphenol content of all four types of chocolate [5, 6]. However, very few studies have compared these four chocolates rheologically, thermally, and texturally [7, 8].
Chocolates are a suspension of sucrose, solid cocoa particles, and powdered milk particles coated with phospholipids in a continuous fat phase, usually cocoa butter and milk powder. The total solid content ranges from 65% to 75%. Key rheological, thermal, and textural characteristics of chocolate arise from the composition of the lipid phase (primarily cocoa butter), which affects melting properties and mouthfeel [9], since all solid particles of sugar and cocoa are held together by this lipid phase. Cocoa butter is a polymorphic fat and can crystallize into six polymorphic forms (I to VI). Form I is the least stable, while form V is the most desirable form, exhibiting optimal gloss, texture, and solubility. With prolonged storage, form V can transform into form VI—the most stable form, but at the cost of gloss and texture. Different polymorphic forms of cocoa butter have varying physical and chemical characteristics, including melting temperature, stability, and texture. The stability of polymorphs varies due to the distance and arrangement between fatty acid chains, directly influencing the quality and properties of the final chocolates [8]. In the production process, tempering is employed to achieve the desirable V form in cocoa butter, with a melting temperature of 32-34°C, ensuring optimal gloss, firmness, shrinkage, and shelf life [10].
The addition of milk fat found in milk, white, and ruby chocolate contributes to the softening of the chocolate's crystalline structure and affects the melting properties of the final product [11]. Milk fat is considered polymorphic due to its structure and can crystallize into three different polymorphic forms: γ, α, and β′. The β′ form is the most stable, whereas the γ form is the least stable. In the context of polymorphism, tempering plays a crucial role in promoting crystallization into a thermodynamically stable polymorphic form. Specifically, tempering lowers the temperature of the chocolate, facilitating the coexistence of both stable and unstable polymorphs [12].
The size and distribution of solid particles are crucial parameters for high-quality chocolate, as particles constitute more than half of the volume of the final product. Larger particles are important for the texture (granularity) of chocolate, while smaller particles are more influential regarding the liquid properties of the chocolate. During the grinding process, the number of smaller sugar particles increases, creating new surfaces that must be coated with fat; consequently, more fat is consumed for the same amount of sugar present. This primarily affects the yield stress, while viscosity at high shear rates remains relatively unchanged. Yield stress values increase with the number of smaller particles, as the surrounding fat particles reduce the amount of free fat available, which contributes to better flow, while simultaneously increasing the specific surface area, enhancing particle interactions [13].
The goal of chocolate manufacturers is to grind the particles to a size that allows for good cohesion while minimizing the surface area that requires fat coating. Even though that spherical particles have the smallest specific surface area, they cannot be packed in the most efficient configuration. Spherical particles of the same size can only occupy about 66% of the volume (monomodal distribution) [14]; by adding particles of a second selected size to fill the gaps, this figure increases to 86% (bimodal distribution). Including particles of a third selected size can achieve up to 95% packing density (trimodal distribution). Standard measurements in rheology determine yield stress and viscosity, but yield stress can also be estimated using more precise oscillatory rheology techniques. Oscillatory rheology has already been applied in the rheological testing of chocolate [15, 16]. Besides providing information about yield stress, this method offers insights into the viscoelastic properties of chocolate and the length of the linear viscoelastic region (LVR) where stress and strain are linearly proportional.
In line with the proposed literature, this study will comprehensively define the thermal, textural, and rheological characteristics, as well as particle size and density of all four types of chocolate. To minimize various influences on chocolate quality (such as manufacturing processes, raw materials, machinery, etc.), all four chocolates were purchased from the same manufacturer in a supermarket in Serbia. Milk, white, and ruby chocolates contained 36% fat, while dark chocolate contained 39% fat. Soy lecithin was used exclusively as an emulsifier in all four chocolates and the cocoa solid content varied among the chocolates: 70%, 47%, 33%, and 28% (DC, RC, MC, WC).
2. Materials and Methods
2.1. Materials
All chocolates were purchased in a Serbian market (produced by a company named Premier, Serbia). Four chocolates were used for the experiments— ruby chocolate (RC), dark chocolate (DC), milk chocolate (MC), and white chocolate (WC). The RC, DC, MC and WC contain 47%, 70%, 33% and 28% cocoa components respectively. Further characteristics (nutritional data) of these four chocolates are given in Table 1.
2.2. Methods
2.2.1. Particle Size Distribution (PSD)
Particle size analysis of samples was measured on Anton Paar PSA 1190 laser diffraction instrument in liquid mode. Sunflower oil was used as carrier liquid and particles were dispersed for 1 minute with the use of a stirrer and 50 W power ultrasound. Particle size is determined according to Fraunhofer theory [17]. The results were expressed as the volume-based PSD and described by PSD parameters obtained using the laser diffraction instrument software: D[4,3]- mean size volume, and parameters d(0.1), d(0.5), and d(0.9) that represent the particle sizes where 10, 50, or 90% of the total sample volume consists of particles smaller than these sizes respectively.
2.2.2. Density of Chocolate Samples
Anton Paar Ultrapyc 5000 gas pycnometer was used for measurements of the true (skeletal) density of chocolate samples. Approximately 65 g of sample was placed in a large (135 cm3) measurement cell. Nitrogen was used as displacement gas, target pressure was set to 1.24 bar, flow direction was reference chamber first, and measurements were performed at 20 °C. A one-minute flow purge was used to prepare the samples before the measurement. At least 5 consecutive measurements were performed on each sample, measurements were finished when the variance was lower than 0.1%.
2.2.3. Melting Properties of Chocolates
The thermal profile of white chocolate and fortified white chocolates was determined by differential scanning calorimeter DSC 214 Polyma, Netzsch. Aluminum crucibles with pierced lids were used, and samples were measured in a nitrogen atmosphere with a 40 mL/min flow rate. Approximately 16 mg of the sample was subjected to a temperature program from -30 °C to 50 °C at a heating rate of 5 °C min-1. Indium was used as a calibration reference.
2.2.4. Chocolate Hardness
The determination of the chocolate’s textural properties was performed using a texture analyzer (TA-XT Plus Texture Analyzer), following the original method 3-Point Bending Rig HDP/3PB). The working conditions were: pre-speed of 1.0 mm s-1, test of 3.0 mm s-1, post-speed of 10.0 mm s-1 distance 40 mm, and five repetitions at ambient temperature. The subject of the measurement was the intensity of force used to crush the chocolate.
2.2.5. Rheological Properties of Chocolate Mass
All rheological measurements were performed on Anton Paar MCR 102e rheometer with absolute coaxial cylinders measuring system CC27 according to ISO 3219. Samples were measured at 40 ± 0.1 °C temperature. Prior to measurements, samples were prepared according to analytical method 46 of the IOCCC 2000 standard [18].
Oscillating stress sweep measurements were performed to obtain more information about the rheological characteristics of the samples. Shear stress was logarithmically increased from 0.1 Pa to 100 Pa, ten points per decade were acquired, and angular frequency was set to 10 rad s-1. The duration of the measurement point was left to be decided by the device software, according to a steady state of measured values. Three measurements were performed on different samples, and two minutes rest followed pre-shearing according to analytical method 46 of IOCCC 2000 standard. The yield point was determined as a point in which complex modulus (|G*|) is 5% different than the plateau value from the linear viscoelastic range (LVE range). The flow point was determined as an intersection between storage modulus (G’) and loss modulus (G’’), i.e. it is a point where the sample changes from gel-like behavior to liquid state.
An extended shear rate range from 1 s-1 to 100 s-1 was used for measurements according to analytical method 46 of the IOCCC 2000 standard. Eighteen points in the first and third interval were measured, and the duration of the measurement point was 10 seconds. Measured data from the third interval were fitted according to the simplified Casson model (exponent of 0.5) and the Windhab model.
The shear rate was logarithmically increased from 0.1 s-1 to 1000 s-1 during viscosity curve measurements. Seven points per decade were acquired, and measurement point duration was logarithmically decreased from 10 seconds to 1 second.
In the first interval of three intervals of test, six points were measured, each after 10 seconds, with a shear rate of 0.1 s-1. In the second interval shear rate of 1000 s-1 was applied for 5 seconds, and ten measurement points were acquired. In the third interval shear rate was set at 0.1 s-1, like in the first interval, and viscosity changes which represent stabilization of the sample after high shearing were monitored for one minute.
2.2.6. Statistical Analysis
Data obtained in this study were expressed as means ± standard deviations of replicate analyses. A one-way analysis of variance (ANOVA) with Tukey's test was performed using Statistica 10.0 (StatSoft Inc., Tulsa, OK, USA). The significance of differences among the mean values was indicated at the 95 % confidence level.
3. Results and Discussion
3.1. Comparative Overview of Particle Size Distribution in Tested Chocolate Samples
Particle size is one of the most crucial properties of chocolate and can directly and indirectly influence its quality. The direct effect pertains to the textural attributes, specifically to smoothness or grittiness, while the indirect effect influences rheological properties and hardness. The optimal particle size range for chocolate is reported to be between 17-30 µm [19]. This range enhances the sensory attributes [20]. A particle size exceeding 30 µm manifests as a gritty mouthfeel [21].
The parameters of particle size distribution for the analyzed chocolate samples are presented in Table 2, with the distribution curves illustrated in Figure 1.
All four chocolates are produced in the same factory running on the same production line. The varying compositions of the four chocolate types resulted in statistically significant differences (p < 0.05) in the parameters d(0.1), d(0.5), and d(0.9), as well as the average volumetric diameter D[4,3], except the d(0.9) parameter for the chocolate samples MC and WC.
The distribution parameters indicate that chocolate DC has the finest particles, followed by chocolate MC, then WC, and, finally, the coarsest particles are observed in sample RC. In sample RC, 10% of the particles exceed a size of 31.965 µm; however, this does not elicit a gritty sensation since the d(0.5) parameter and the average volumetric diameter D[4,3] are 14.569 µm and 17.427 µm, respectively, considerably lower than the threshold for grittiness of 30 µm.
The increase in particle size in milk-added chocolates is a result of the agglomeration of protein particles [22]. Figure 1 demonstrates that all four chocolate samples exhibit a narrow monomodal distribution, with the width of the distribution ranging from 1.831 to 2.128; the widest distribution is observed in sample DC, while the narrowest is found in WC.
3.2. Comparative Overview of Density in Tested Chocolate Samples
According to the comparative analysis of the densities of the four types of chocolate presented in Figure 2, it can be concluded that the primary factors influencing density are the content of cocoa solids and the percentage of fat. As the content of cocoa solids decreases, the density of the chocolate increases [23].
Notably, deviations are observed in the samples of chocolates RC and DC. When considering solely the impact of cocoa solids, chocolate DC, which contains 70% cocoa solids, would be expected to have the lowest density, whereas chocolate RC has a cocoa solids content of 47%. However, in this instance, factors such as the mode of particle packing, the incorporation of air, the mixing speed of the chocolate, and the tempering method play a more crucial role in determining density than the content of cocoa solids and fat.
3.3. Comparative Overview of Melting Properties and Hardness in Tested Chocolate Samples
The thermal behavior of dark, milk, white, and ruby chocolates, differing in their raw material composition, was evaluated using differential scanning calorimetry (DSC). The thermograms of the examined chocolate samples are presented in Figure 3, while the DSC parameters, including onset temperature (Tonset), peak temperature (Tpeak), final temperature (Tend), and enthalpy, are summarized in Table 3.
Essentially, the DSC diagrams for the different types of chocolate provide insights into their thermal characteristics and stability under varying temperatures. The melting curves obtained from DSC are influenced by particle size distribution, sugar content, and emulsifiers, but primarily by the quantity and composition of the fat phase [9].
Chocolates MC, RC, and WC contain 36% fat, comprised of cocoa butter and milk fat, whereas chocolate DC contains 39% fat exclusively from cocoa butter. Chocolate DC exhibits the highest enthalpy (latent heat absorbed during melting) at 55.04 J g⁻¹, corresponding to the highest cocoa solids content of 70%. This is followed by chocolate RC with an enthalpy of 39.91 J g⁻¹ and 47% cocoa solids, and milk chocolate with an enthalpy of 36.76 J g⁻¹ and 33% cocoa solids. The lowest enthalpy is observed in chocolate WC (35.3 J g⁻¹) with 28% cocoa solids. A clear trend is evident, indicating an increase in enthalpy with higher cocoa solids content. The data from Table 3 are consistent with the values reported in the literature [24, 25].
The chocolate containing only cocoa butter (DC) typically displays two peaks corresponding to the melting of two of the six polymorphic forms of cocoa butter. All polymorphs of cocoa butter have distinct shapes, sizes, volumes, and melting points. The melting temperatures of the different polymorphs of cocoa butter are as follows: I sub-α at 17.3 °C, II α at 23.3 °C, III β’2 at 25.5 °C, IV β’1 at 27.5 °C, V β2 at 33.8 °C, and VI β1 at 36.3 °C [26]. The V crystal polymorph, which has a melting point range of 33.7-34.9 °C, is primarily responsible for producing chocolate with optimal properties [27].
Chocolates containing milk fat (WC, MC, and RC) exhibit significantly different melting curves compared to DC, as the presence of milk fat leads to a reduction in melting temperature [28]. Milk fat is polymorphic and crystallizes into three polymorphic forms (α, ß, ɣ). The ß form is the most stable, while the ɣ form is the least stable. On the DSC curve for milk fat, polymorphs can be observed with peaks at temperatures of 14, 26, and 39.4 °C [9]. The melting point of milk fat is lower than that of cocoa butter, and when these two fats are combined, an eutectic mixture is formed. Milk fat does not affect the polymorphism of cocoa butter, provided that the milk fat does not exceed 30% of the fat mixture. DSC diagrams of chocolates containing milk fat reveal characteristic peaks that reflect the melting of cocoa butter, milk fat, and sugar [29]. The initial peaks of the three chocolates at temperatures of 8.3 °C and 18.4 °C represent the melting of milk fat and polymorph I of cocoa butter.
Crystals start melting first in the RC chocolate (19.9 °C), followed by WC, MC, and lastly DC (24.4 °C). The melting temperature range is the broadest for RC, followed by DC, WC, and the narrowest range for MC. The melting curves of MC and WC are similar and largely overlap. The enthalpy and Tend parameters for both chocolates do not statistically differ (p > 0.05), while Tonset differs by 0.7 °C. WC chocolate begins to melt earlier due to its higher milk fat content. RC chocolate exhibits the lowest initial melting temperature, yet, compared to chocolates with 36% fat (MC and WC), it has the highest Tpeak and Tend values, along with the greatest enthalpy. All four types of chocolate exhibited Tpeak values ranging from 33.3 to 34.7 °C, indicating that the chocolates were well-tempered and thus melted pleasantly in the mouth.
The texture of certain food products plays a crucial role in determining both sensory attributes and overall quality. For chocolate, hardness is one of the most significant parameters influencing quality perception. An ideal chocolate should remain firm at room temperature while also melting smoothly in the mouth, presenting a challenge in its formulation. Instrumental measurements of chocolate hardness are illustrated in Table 3. These results align with the findings of Konar et al., which demonstrated an inverse relationship between particle size and chocolate hardness. Smaller particle sizes contribute to increased hardness, as they enhance specific surface area and increase the number of inter-particle contact points [30]. Moreover, smaller particles necessitate a greater amount of fat to coat the particles, facilitating the desired rheological properties of the chocolate [31]. In addition to particle size, the type and amount of fat significantly influence the hardness of chocolate. Statistical analyses reveal that chocolate sample DC, which contains the smallest particles, exhibits the highest firmness (p<0.05). Although chocolate RC has the largest particles, it is not the softest; this feature belongs to chocolate WC. These variations can be attributed to the higher proportion of softer fat—milk fat—in chocolate WC. The other chocolate samples (MC, RC, and WC) contain the same fat content (36%), while sample DC comprises 39% fat.
According to research by Afoakwe [32], chocolates with a higher percentage of fat generally exhibit decreased hardness due to reduced interactions between particles or between particles and fat. While it may have been expected that chocolate DC would show lower hardness due to its fat content, the actual outcome is the contrary. The determining factor in this case is the type of fat used; sample DC exclusively contains cocoa butter, which is a firmer fat compared to the milk fat present in the other chocolate samples. These differing compositions contribute to a complex interaction between the textural properties of chocolate and consumer perceptions of its quality.
3.4. Comparative Overview of Rheology Properties in Tested Chocolate Samples
The yield stress and viscosity are usually the parameters used to evaluate the flow properties of the molten chocolate. Yield stress is a characteristic that indicates the transition between pseudo-solid and pseudo-liquid behaviors. It corresponds to the minimum shear stress required to first observe the flow, marking the shift from elastic to viscous deformation. The viscosity of chocolate is a measure of its resistance to flow or deformation under stress. It can vary based on temperature, composition, and the presence of other ingredients, affecting the texture and behavior of chocolate during processing and consumption. In Figure 4, the flow curves of dark, milk, white, and ruby chocolate samples are presented. The viscosity values for all chocolate samples decrease as the shear rate increases, indicating the shear-thinning behavior of all tested samples [12].
A large number of researchers have shown that when the fat content is the same in chocolates, viscosity is higher if the particle size is smaller. The reason for this behavior lies in the fact that cocoa butter coats the solid particles of sugar, milk, and cocoa; thus, when the particles are smaller, the contact surface with the cocoa butter is greater. The consequence of this is a reduction in the amount of free cocoa butter and a decrease in the distance between particles, which results in an increase in viscosity [12, 22]. If the chocolate has a higher fat percentage, a drastic reduction in viscosity occurs. The impact of fat on viscosity is much greater than on yield stress [12 - 14].
Figure 5 provides a comparative overview of the viscosity measured by Casson and Windhab regressions, and the viscosity recorded at 1000 s⁻¹. Based on the preceding information, one would expect the DC chocolate, which has the finest particles, to exhibit the highest viscosity. However, a deviation has been observed, as the impact of fat content is significantly greater (with DC chocolate containing 3% more fat than the other chocolate samples, which affects the reduction of its viscosity) than the effect of particle size on viscosity. Among the three chocolates with the same fat content of 36%—MC, WC, and RC—the MC chocolate is expected to have the highest viscosity when considering only the effect of particle size, followed by WC, and then RC with the lowest viscosity. However, when evaluating viscosity according to the Windhab model (which provides a better description than the Casson model) and based on the viscosity value recorded at 1000 s⁻¹, the lowest viscosity is observed in RC chocolate, with significant deviations noted in MC and WC chocolates.
The highest viscosity is found in WC chocolate, attributed to its higher content of whole milk powder. Amorphous or crystalline lactose and milk fat interact with the fat phase similarly to sugar crystals or cocoa particles, thereby influencing the rheological behavior of the chocolate mass [33]. Additionally, if the milk in the chocolate has been spray-dried, the particles can become deformed and asymmetrical due to the heat applied during grinding, which adversely affects viscosity [13]. Statistically, there is no significant difference (p > 0.05) in the viscosity of chocolate masses DC-WC and MC-RC according to the Casson model, while MC-RC shows no statistical difference according to the Windhab model.
The yield stress of Casson and Windhab exhibits an identical dependency. Yield stress is the minimum force required for chocolate to begin flowing. A clear inverse relationship between yield stress and particle size, as well as fat content, has been observed [34]. As particle size decreases, the distance between particles also decreases, resulting in increased contact friction, which in turn raises the yield stress. Based on particle size, the highest yield stress was expected in DC chocolate, while the lowest was anticipated in RC, following the sequence of DC-MC-WC-RC, which corresponds to increasing particle size. However, deviations occur because DC chocolate contains a higher fat percentage compared to the other chocolates. The impact on yield values, as well as on viscosity values, is significantly influenced by the fat content in the recipe as opposed to particle size. Fat has a greater effect on viscosity than on yield stress, as the addition of fat “lubricates” the solid particles, facilitating flow. In contrast, yield stress is more closely related to particle-particle interactions and is less dependent on fat. In chocolates with the same fat content (MC, WC, and RC), the influence of particle size is unequivocal, as illustrated in Figure 6. There is a clear dependence: higher yield stress corresponds to smaller particles. The Casson yield stress does not statistically differ between DC and WC chocolates (p > 0.05). However, the Windhab yield stress shows statistically significant differences among all four chocolates (p < 0.05). To assess yield stress, in addition to classical rheology, an oscillating stress sweep can be employed. The sample is subjected to increasing oscillation stresses while measuring deformation. This test also measures the width of the LVE (linear viscoelastic) region in which stress and strain are proportional. The linear viscoelastic region (LVE) indicates the range within which the sample can be exposed to forces without damaging its structure. The wider the LVE range, the stronger the network of forces within the sample, and vice versa. For a structural breakdown to occur, the chocolate must be irreversibly deformed, making this test useful for determining yield stress. Structural failure is identified by a sudden drop in the complex modulus. Oscillatory rheology provides information about yield stress, viscoelastic properties, and microstructure [35].
Figure 7 shows the changes in both modulus (storage modulus G’ and loss modulus G’’) for all tested chocolates as a function of the applied shear stress. For all chocolates, inside the LVE range, the storage modulus is greater than the loss modulus. This indicates that there is a network of forces built within the sample which provides elastic properties up to the critical yield stress, where structural breakdown occurs [36].
The MC chocolate has the widest LVE range and the highest values of modulus, while the RC chocolate has the narrowest LVE range and the lowest modulus. The order of decrease in the length of the LVE range is MC > WC > DC > RC. With increasing shear stress the structure is disrupted, and the chocolate passes to the transition range and eventually begins to flow, when viscous, i.e.loss modulus prevails. Structural breakdown occurs at the following critical stresses (Pa): for DC chocolate 1.32 ± 0.05, for RC chocolate 1.40 ± 0.01, for WC chocolate 1.59 ± 0.07, and MC chocolate 2.78 ± 0.28. The results are statistically different for all chocolates (p<0.05), except for DC and RC chocolates. The stresses (Pa) at which the chocolates begin to flow, so-called flow stresses, are: for DC chocolate 1.77 ± 0.06, for RC chocolate 1.91 ± 0.03, for WC chocolate 2.00 ± 0.12, and MC chocolate 3.48 ± 0.37. The results are statistically different for all chocolates (p<0.05), except for WC and RC chocolates. The yield stress at which the structure is disrupted and the flow stress at which the chocolates begin to flow are correlated with the yield stress according to Windhab from classical rheological measurements, although their values are significantly lower.
The complex modulus (G*) is a measure of the system's rigidity. It provides insight into how chocolates respond to dynamic forces. When G* is high, it suggests that the chocolate is sufficiently strong and resists deformation, which is often interpreted as the "rigidity" of the system. Conversely, a lower G* indicates that the material deforms or relaxes more easily under stress, which may mean it is less rigid or stiff [16]. Figure 8 presents a comparative overview of the complex modulus for all tested chocolates.
It is evident that the rigidity of the chocolates decreases in the following order: MC > WC > DC > RC. Rigidity depends solely on the complexity of the recipes. The MC chocolate contains sugar, milk powder, cocoa mass, and cocoa butter, while WC chocolate does not contain cocoa mass, and DC chocolate does not include milk powder in its recipe. RC chocolate, like MC chocolate, has all four ingredients but with a significantly higher cocoa content, at 47% compared to 28% in MC chocolate.
We tested all four chocolates using the “three intervals” test, which gives us insight into how the chocolates behave under industrial conditions. This method is rarely used for chocolates, and there is extremely limited literature on the subject [37]. This method allows for a detailed understanding of the rheological properties of chocolate, which can be useful for optimizing the production process and improving the quality of the final product. The results of the three intervals test are shown in Figure 9.
We monitored the viscosity of the chocolates during the first 60 seconds when exposed to a shear rate of 0.1 s⁻¹, then for 5 seconds at a shear rate of 1000 s⁻¹, and in the third interval, we returned to the conditions of the first and observed the recovery of the chocolate structure. During the second measurement interval, when shear rates of 1000 s⁻¹ are applied, the chocolate undergoes conditions of high processing, which can have several effects on its rheological properties: a reduction in viscosity (the cocoa, sugar, and fat particles separate and orient into flow direction which leads to shear-thinning behavior, an increase in temperature, changes in structure (which includes alterations in the shape and arrangement of particles that affect product stability), and so on. In the first interval, we observe an identical viscosity as that found at a shear rate of 0.1 s⁻¹ on the viscosity curve depicted in Figure 4. The second interval causes a sharp decrease in viscosity due to the sudden increase in shear rate. The rise in viscosity is in the order of RC > MC > WC > DC. This trend is also confirmed in Table 1, where viscosities behave similarly according to Windhab, as well as at a shear rate of 1000 s⁻¹. At the very beginning of the third interval, all the chocolates have higher viscosity than in the first interval, which is the result of structural changes. Recovery of structure occurs in all chocolates after exposure to stress [37]. It takes a longer time for the viscosity to “return” to the value from the first interval. RC chocolate recovers its structure the fastest compared to the other chocolates.
4. Conclusions
This comparative study of four types of chocolate (milk, dark, white, and ruby) demonstrated that the highest influence on thermal, rheological, and textural properties comes from the raw material composition and particle size distribution. The MC, RC and WC chocolates contained 36% fat (milk fat and cocoa butter), while the DC chocolate had 39% fat (composed solely of cocoa butter). All chocolates used only soy lecithin as an emulsifier, while the cocoa content varied: DC – 70%, RC – 47%, MC – 33% and WC – 28%. Testing of the chocolates revealed:
- Density increases in the order RC - DC - MC - WC and depends on the cocoa content and fat quantity.
- The hardness of the chocolates decreases in the following order: DC - MC - RC - WC (inversely proportional to particle size and the amount of milk fat).
- Melting enthalpy in the chocolates increases with the rise in cocoa content.
- In classical rheological measurements (viscosity and yield stress), the greatest influence comes from particle size (larger particles result in lower viscosity and yield stress) and the quantity and type of fat (higher fat content reduces both viscosity and yield stress, but has a much greater effect on viscosity).
- According to oscillatory rheological measurements, all chocolates exhibit greater elastic response compared to viscous one until the point of structural disruption (G' > G'').
- The LVE (Linear Viscoelastic) range decreases in the order MC - WC - DC – RC indicating that the strongest network of forces is built in MC and weakest in RC
- Based on oscillatory rheological measurements, the complex modulus (G*), or the rigidity of the system, decreases in the chocolates in the order MC - WC - DC - RC.
Author Contributions
Experiments: I.D. and V.O; conceptualization: M.R. and M.B.; investigation: M.S.; writing—original draft preparation and writing—review and editing: D.Z. and M.S.; visualization: I.L. and M.B.; supervision: D.Z. and M.R. All authors have read and agreed to the published version of the manuscript.
Acknowledgments
This research was supported by the Ministry of Science, Technological Develop ment and Innovations, Serbia, program (451-03-47/2023-01/200134).
Conflicts of Interest
The authors declare no conflicts of interest. The funders had no role in the collection, analysis, or interpretation of the collected data, or in the writing of the manuscript.
References
- Fernandes, V.A.; Müller, A.J.; Sandoval, A.J. Thermal, structural and rheological characteristics of dark chocolate with different compositions. J Food Eng. 2013, 116, 97–108. [Google Scholar] [CrossRef]
- Directive 2000/36/EC of the European Parliament and of the Council; Official Journal of the European Communities, 23 June 2000.
- Regulation on Cocoa and Chocolate Products Intended for Human Consumption, Official Gazette Serbia 24/2019 and 18/2024.
- Dumarche, A.; Troplin, P.; Bernaert, H.; Lechevalier, P.; Beerens, H.; Landuyt, A. Process for Producing Cocoa-Derived Material. European Patent EP2237677B1, 13 June 2012. [Google Scholar]
- Tuenter, E.; Sakavitsi, M.E.; Rivera-Mondragon, A.; Hermans, N.; Foubert, K.; Halabalaki, M.; Pieters, L. Ruby chocolate: A study of its phytochemical composition and quantitative comparison with dark, milk and white chocolate. Food Chem. 2021, 343, 1–12. [Google Scholar] [CrossRef] [PubMed]
- Šeremet, D.; Mandura, A.; Vojvodić Cebin, A.; Oskomić, M.; Champion, E.; Martinić, A.; Komes, D. Ruby chocolate—Bioactive potential and sensory quality characteristics compared with dark, milk and white chocolate. Food Health Dis. 2019, 8, 89–96, https://api.semanticscholar.org/CorpusID:209754360. [Google Scholar]
- Kumbár, V.; Kouřilová, V.; Dufková, R.; Votava, J.; Hřivna, L. Rheological and Pipe Flow Properties of Chocolate Masses at Different Temperatures. Foods 2021, 10, 2519. [Google Scholar] [CrossRef]
- Ostrowska-Ligęza, E.; Dolatowska-Żebrowska, K.; Brzezińska, R.; Wirkowska-Wojdyła, M.; Bryś, J.; Piasecka, I.; Górska, A. Characterization of Thermal Properties of Ruby Chocolate Using DSC, PDSC and TGA Methods. Appl. Sci. 2023, 13, 5221. [Google Scholar] [CrossRef]
- Ostrowska-Ligęza, E.; Marzec, A.; Górska, A.; Wirkowska-Wojdyła, M.; Bryś, J.; Rejch, A.; Czarkowska, K. A Comparative Study of Thermal and Textural Properties of Milk, White, and Dark Chocolates. Thermochim. Acta, 2019, 671, 60–69. [Google Scholar] [CrossRef]
- Dolatowska-Żebrowska, K.; Ostrowska-Ligęza, E.; Wirkowska-Wojdyła, M.; Brys, J. Characterization of thermal properties of goat milk fat and goat milk chocolate by using DSC, PDSC and TGA methods. J Therm Anal Calorim. 2019, 138, 2769–2779. [Google Scholar] [CrossRef]
- Rousseau, D.; Sonwai, S. Influence of the Dispersed Particulate in Chocolate on Cocoa Butter Microstructure and Fat Crystal Growth during Storage. Food Biophysics. 2008, 3, 273–278. [Google Scholar] [CrossRef]
- Afoakwa, E.O.; Paterson, A.; Fowler, M. Effects of particle size distribution and composition on rheological properties of dark chocolate. Eur Food Res Technol. 2008, 226, 1259–1268. [Google Scholar] [CrossRef]
- Beckett, S. T. ; The Science of Chocolate. 2rd ed.; The Royal Society of Chemistry, Cambridge, United Kingdom, 2008; 104-110.
- Bolenz, S.; Holm, M.; Langkrär, C. Improving particle size distribution and flow properties of milk chocolate produced by ball mill and blending. Eur Food Res Technol. 2014, 238, 139–147. [Google Scholar] [CrossRef]
- Taylor, J. E.; VanDamme, I.; Johns, M. L.; Routh, A. F.; Wilson, D. I. Shear rheology of molten crumb chocolate. Journal of Food Science, 2009, 74, E55–E61. [Google Scholar] [CrossRef] [PubMed]
- De Graef, V.; Depypere, F.; <monospace> </monospace>Minnaert, M.; Dewettinck, K. Chocolate Yield Stress as Measured by Oscillatory Rheology. Food Res In., 2011, 44, 2660–2665. [Google Scholar] [CrossRef]
- Naining, W. , & Hongjian, Z. A study of the accuracy of optical fraunhofer diffraction size analyzer. Part. Sci and Techn 1986, 4, 403–408. [Google Scholar] [CrossRef]
- IOCCC. Viscosity of Cocoa and Chocolate Products. Anal. Method 2000, 46, 1–7.
- Afoakwa, E.O.; Paterson, A.; Fowler, M.; Vieira, J. Particle size distribution and compositional effects on textural properties and appearance of dark chocolates. J. Food Eng. 2008, 87, 181–190. [Google Scholar] [CrossRef]
- Ziegler, G.R.; Mongia, G.; Hollender, R. Role of particle size distribution of suspended solids in defining the sensory properties of milk chocolate. Int. J. Food Prop. 2001, 4, 175–192. [Google Scholar] [CrossRef]
- Bolenz, S. and Manske, A. Impact of Fat Content during Grinding on Particle Size Distribution and Flow Properties of Milk Chocolate. Eur. Food Research Technol. 2013, 236, 863–872. [Google Scholar] [CrossRef]
- Glicerina, V.; Balestra, F.; Dalla Rosa, M.; Romani, S. Rheological, textural and calorimetric modifications of dark chocolate during process. J Food Eng. 2013, 119, 173–9. [Google Scholar] [CrossRef]
- Bettersize Instruments Ltd. 2024. The Role of True Density Analysis in Chocolate Manufacturing Quality. AZoM, (accessed 17 October 2024). https://www.azom.com/article.aspx?ArticleID=23293.
- Zaric, D.; Rakin, M.; Bulatovic, M; Krunić T. ; Lončarević I.; Pajin B.; Blaževska Z. Influence of added extracts of herbs (Salvia lavandulifolia, Salvia officinalis) and fruits (Malpighia glabra) on rheological, textural, and functional (AChE-inhibitory and antioxidant activity) characteristics of dark chocolate. J. Food Meas. Charact. 2022, 18, 772–782. [Google Scholar] [CrossRef]
- Lončarević, I.; Pajin, B.; Fišteš, A.; Tumbas Šaponjac, V.; Petrović, J.; Jovanović, P.; Vulić, J.; Zarić, D. Enrichment of white chocolate with blackberry juice encapsulate: Impact on physical properties, sensory characteristics and polyphenol content. LWT, 2018, 92, 458–464. [Google Scholar] [CrossRef]
- Ghazani, S.M.; Marangoni, A.G. ; Molecular origins of polymorphism in cocoa butter. Food Sci Technol 2021, 12, 567–590. [Google Scholar] [CrossRef] [PubMed]
- Merken, G.; Vaeck, S. Étude du polymorphisme du beurre de cacao par calorimetrie DSC, Lebensm. Wiss. Technol. 1980, 13, 314–317. [Google Scholar]
- Wang, F.; Liu, Y.; Jin, Q.; Meng, Z.; Wang, X. Characterization of cocoa butter substitutes, milk fat and cocoa butter mixtures, Eur. J. Lipid Sci. Technol. 2011, 113, 1145–1151. [Google Scholar] [CrossRef]
- Muhammad, D.R.A.; Saputro, A.D.; Rottiers, H.; Van de Walle, D.; Dewettinck, K. Physicochemical Properties and Antioxidant Activities of Chocolates Enriched with Engineered Cinnamon Nanoparticles. Eur. Food Res. Technol, 2018, 244, 1185–1202. [Google Scholar] [CrossRef]
- Konar, N.; Özhan, B.; Artık, N.; Dalabasmaz, S.; Poyrazoglu, E.S. Rheological and physical properties of inulin-containing milk chocolate prepared at different process conditions. CYTA J. Food. 2013, 12, 55–64. [Google Scholar] [CrossRef]
- Feichtinger, A.; Scholten, E.; Sala, G. Effect of particle size distribution on rheological properties of chocolate. Food Funct. 2020, 11, 9547–9559. [Google Scholar] [CrossRef]
- Afoakwa, E.O.; Paterson, A.; Fowler, M.; Vieira, J. Microstruc-ture and mechanical properties related to particle size distribu-tion and composition in dark chocolate. Int J Food Sci Technol, 2009, 44, 111–119. [Google Scholar] [CrossRef]
- Pajin, B. ; Tehnologija čokolade i kakao proizvoda, 1rd ed.; Tehnološki fakultet Novi Sad, Serbia, 2014, 100-105.
- Do, T.-A.L.; Hargreaves, J. M.; Wolf, B.; Mitchell, J. R. Impact of particle Size Distribution on Rheological and Textural Properties of Chocolate Models with Reduced Fat Content. J Food Sci, 2007,72, 541-552. [CrossRef]
- Walls,H. J.; Caines,S.B.; Sanchez, A.M.; Khan,S.A. Yield stress and wall slip phenomena in colloidal silica gels. J. Rheol, 2003, 47, 847–868. [Google Scholar] [CrossRef]
- Gao, X.; Guo, T.; Han, F.; Tian, Y.; Zhang, Z. ; Rheological and Sensory Properties of Four Kinds of Dark Chocolates, AJAC, 2015, 6, 1010–1018. [CrossRef]
- Marina, D. Kalić, Physico-chemical and rheological characterization of fish oil microcapsules incorporated in a chocolate matrix, PhD Thesis, University of Novi Sad, Faculty of Medicine, Hajduk Veljkova 3, Novi Sad, Republic of Serbia, 30. 05. 2019.
Figure 1.
Comparative overview of particle size distribution in chocolate samples. (a) distribution (%) (b) cumulative distribution (%).
Figure 1.
Comparative overview of particle size distribution in chocolate samples. (a) distribution (%) (b) cumulative distribution (%).
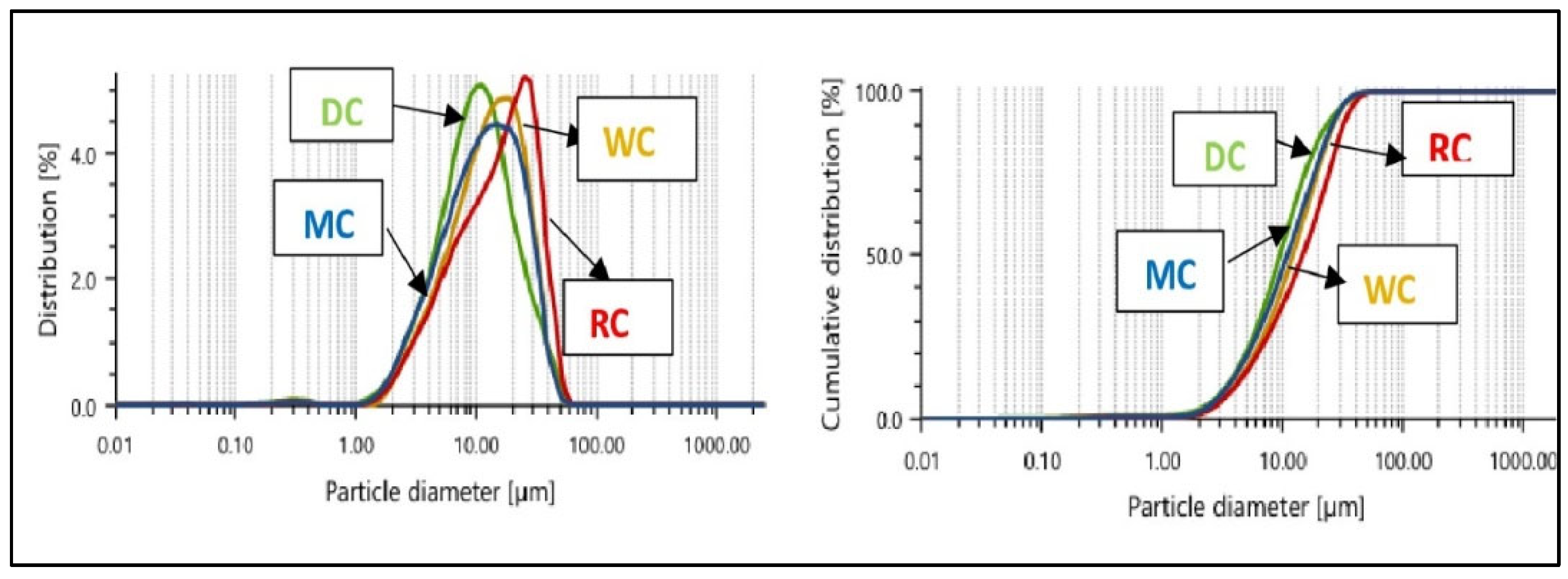
Figure 2.
Comparative overview of density in chocolate samples.
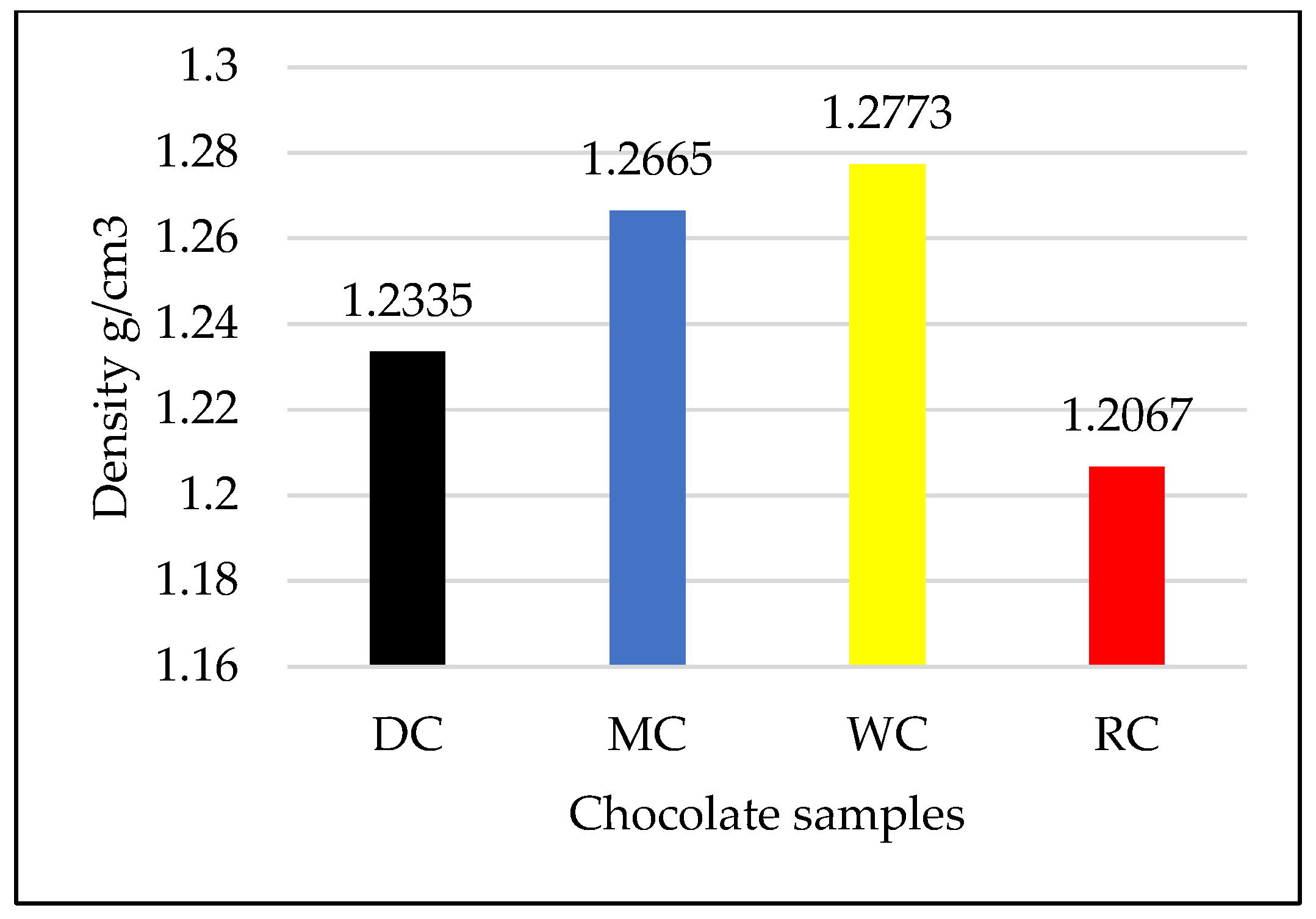
Figure 3.
DSC curves for chocolate samples.
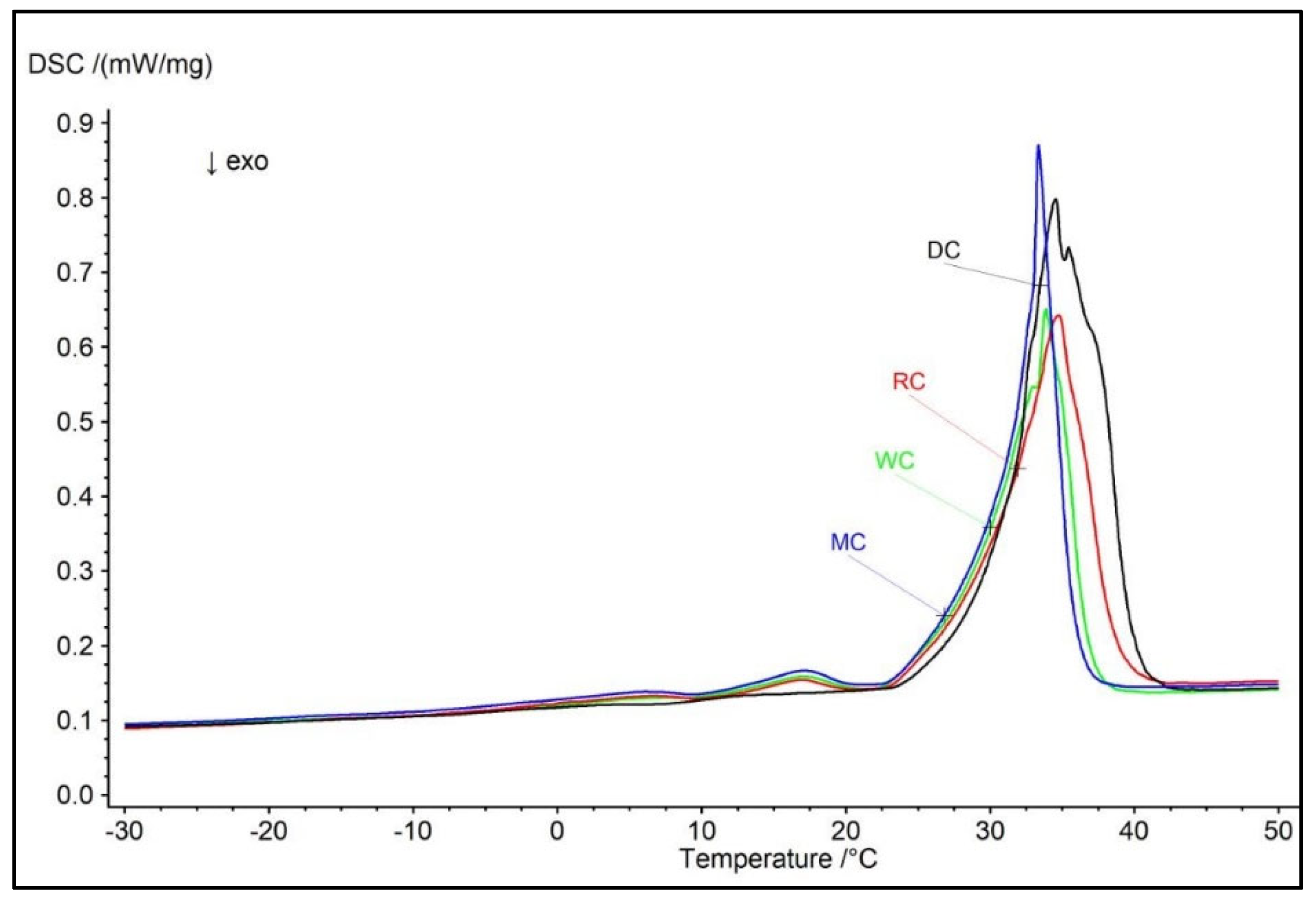
Figure 4.
Flow curves of chocolate samples (DC – black, MC- blue, WC- yellow and RC - red curve).
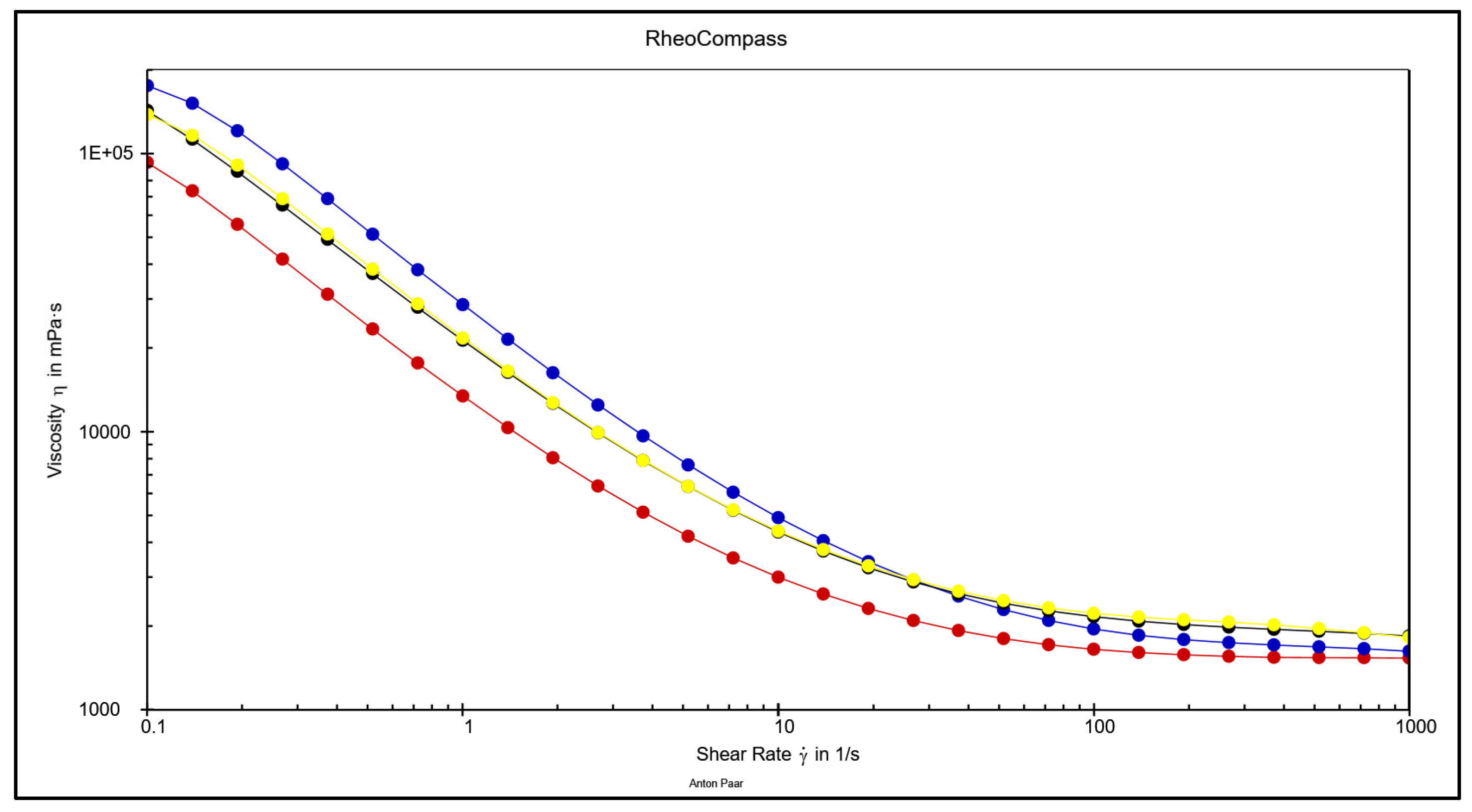
Figure 5.
Comparative overview of viscosity values in tested chocolates.
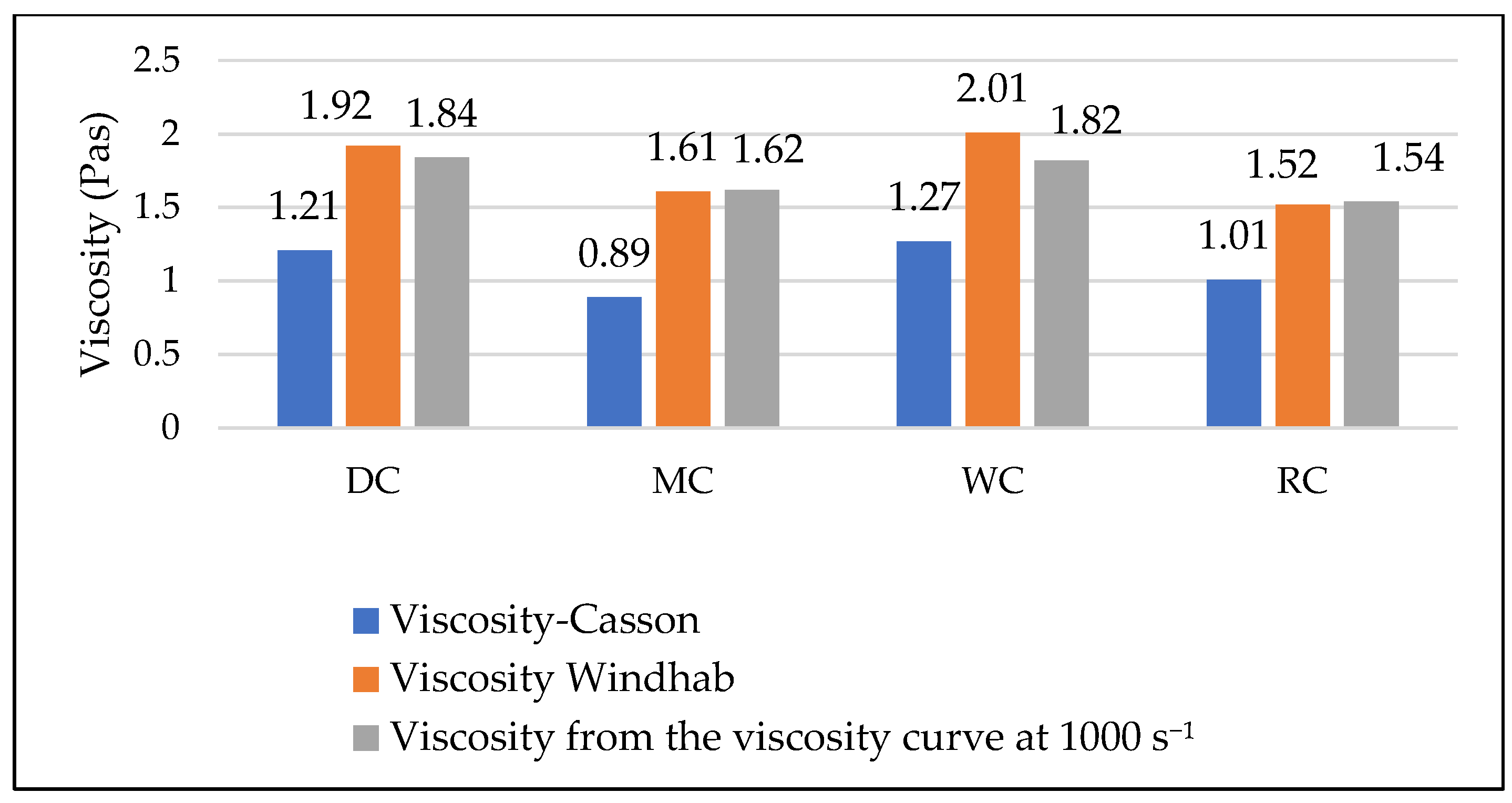
Figure 6.
Comparative overview of yield stress in tested chocolates.
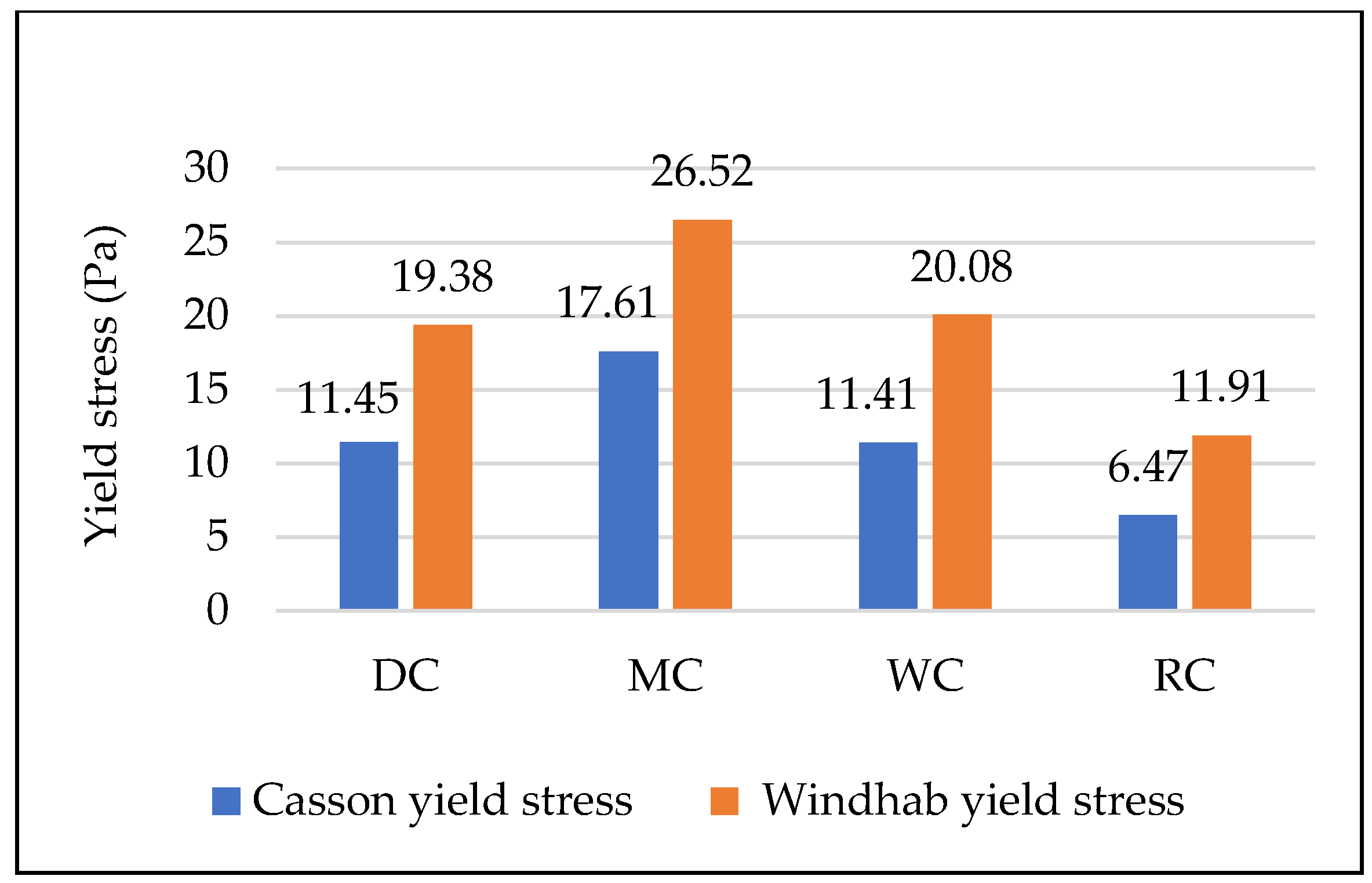
Figure 7.
Dependence of the modulus of stored and lost energy on shear stress (legend: Loss modulus G’’- ▲ ; storage modulus G’- ■ ; chocolate samples: DC – black, MC- blue, WC- yellow and RC - red curve).
Figure 7.
Dependence of the modulus of stored and lost energy on shear stress (legend: Loss modulus G’’- ▲ ; storage modulus G’- ■ ; chocolate samples: DC – black, MC- blue, WC- yellow and RC - red curve).
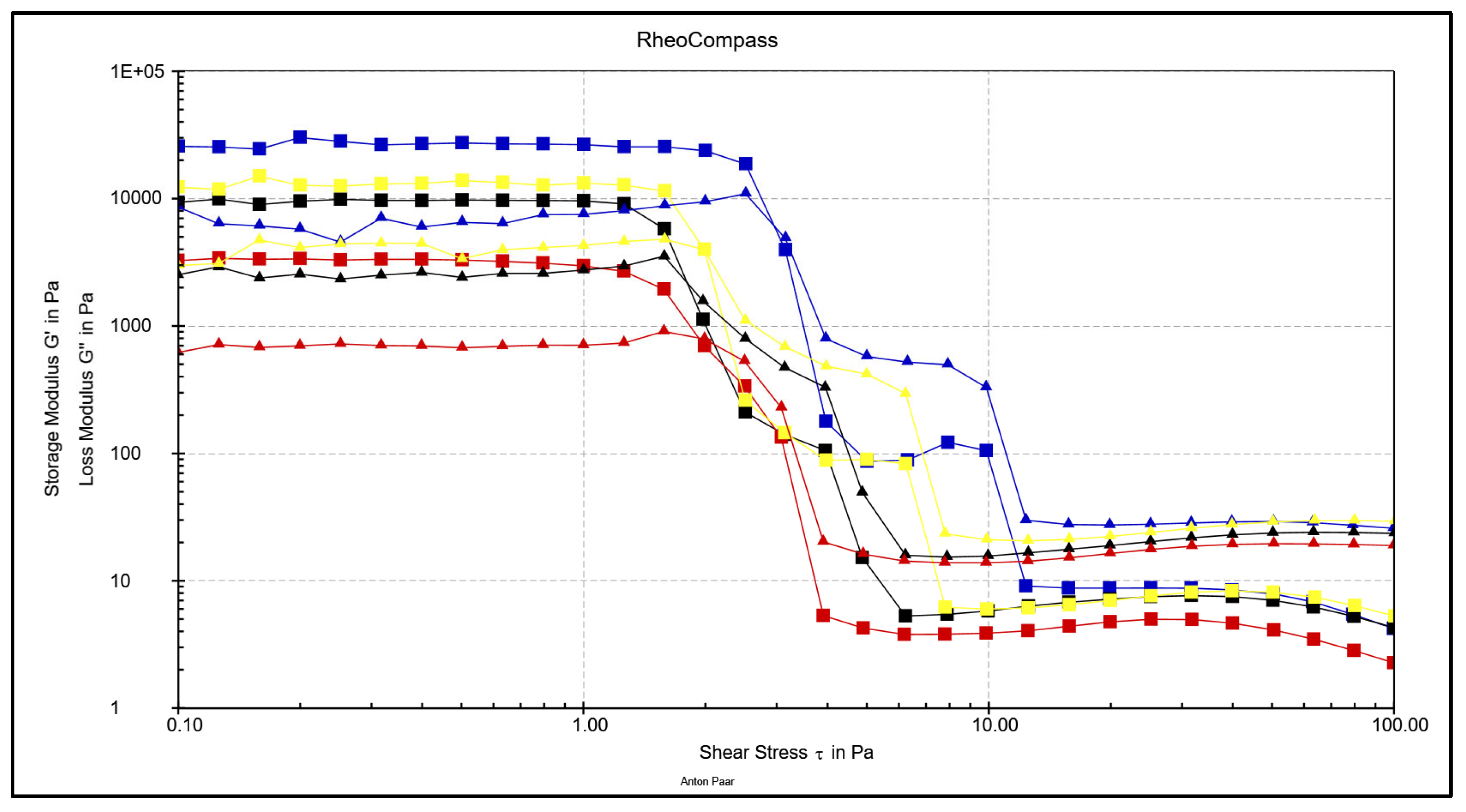
Figure 8.
Dependence of complex modulus (G*) on sheer stress for tested chocolates (legend: DC – black, MC- blue, WC- yellow and RC - red curve).
Figure 8.
Dependence of complex modulus (G*) on sheer stress for tested chocolates (legend: DC – black, MC- blue, WC- yellow and RC - red curve).
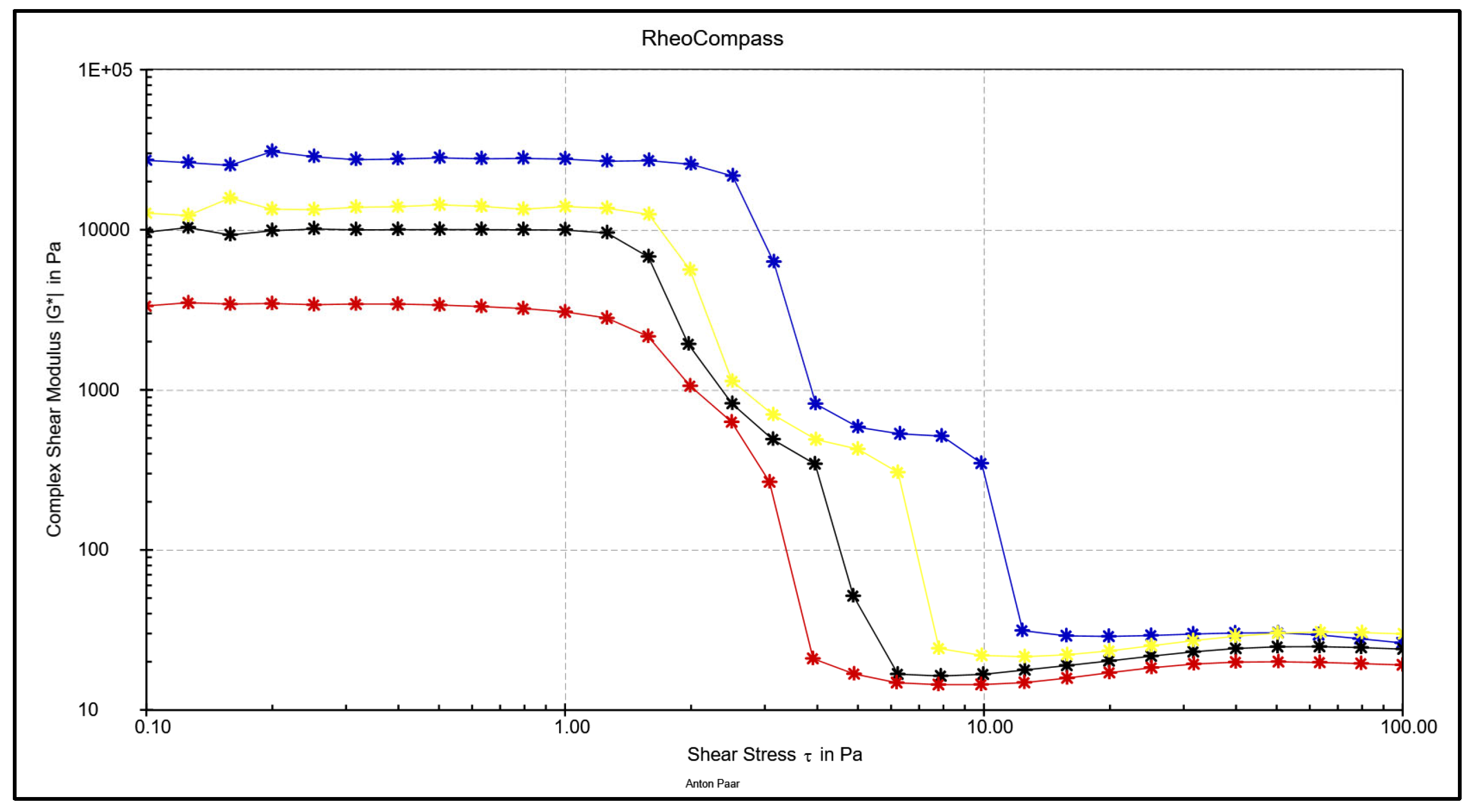
Figure 9.
Dependence of viscosity on time for tested chocolates (legend: DC – black, MC- blue, WC- yellow and RC - red curve).
Figure 9.
Dependence of viscosity on time for tested chocolates (legend: DC – black, MC- blue, WC- yellow and RC - red curve).
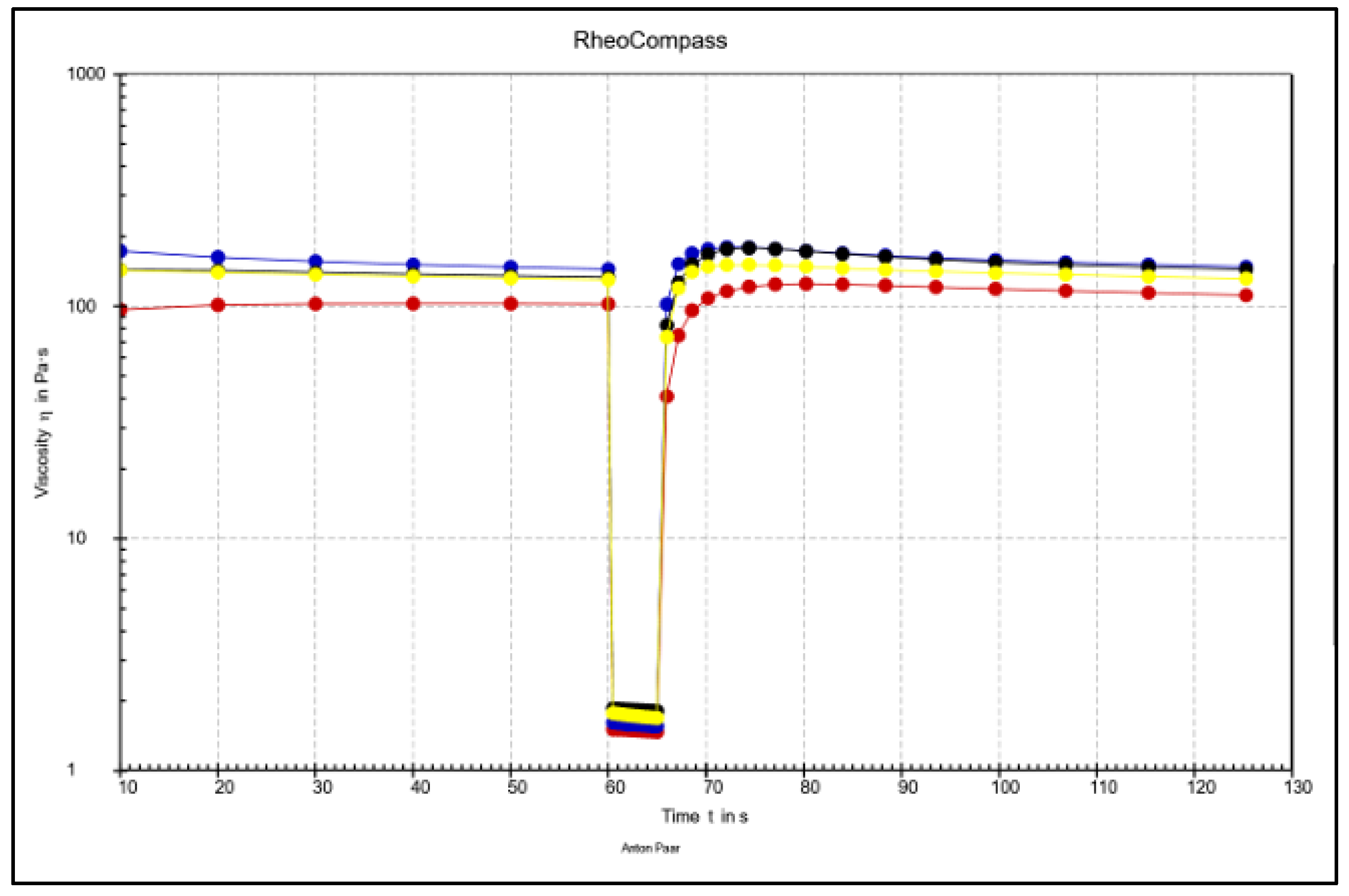

Table 1.
Nutritional data of the chocolate.
| RC | DC | MC | WC | |
|---|---|---|---|---|
| Energy Value (kJ) | 2340 | 2255 | 2357 | 2379 |
| Fats (g) | 36 | 39 | 36 | 36 |
| of which saturated fatty acids | 21 | 23 | 22 | 21.6 |
| Carbohydrates (g) | 50 | 31 | 51.9 | 55.5 |
| Of which sugars | 49 | 26 | 50 | 55 |
| Proteins (g) | 9.3 | 8.5 | 7 | 6 |
| Salt (g) | 0.27 | 0.02 | 0.2 | 0.2 |
| Ingredients | sugar, cocoa butter, skimmed milk powder, whole milk powder, cocoa mass, emulsifier soy lecithin, citric acid, natural vanilla flavor. | cocoa mass, sugar, cocoa powder with reduced cocoa butter content, emulsifier soy lecithin, natural vanilla flavor. | sugar, cocoa butter, whole milk powder, cocoa mass, emulsifier soy lecithin, natural vanilla flavor. | sugar, cocoa butter, whole milk powder, emulsifier soy lecithin, natural vanilla flavor. |
| Cocoa parts: min. (%) | 47 | 70 | 33 | 28 |
Table 2.
Particle size distribution parameters of chocolates.
| Parameters | Sample of Chocolate | |||
|---|---|---|---|---|
| DC | RC | MC | WC | |
| d(0.1) µm | 3.392 ± 0.039a | 4.078 ± 0.018b | 3.525 ± 0.052c | 3.917 ± 0.046d |
| d(0.5) µm | 9.441 ± 0.034a | 14.569 ± 0.133b | 10.790 ± 0.062c | 11.831 ± 0.225d |
| d(0.9) µm | 23.487 ± 0.112a | 31.965 ± 0.211b | 25.181 ± 0.375c | 25.575 ± 0.505c |
| D[4.3] µm | 12.301 ± 0.036a | 17.427 ± 0.118b | 13.445 ± 0.144c | 14.155 ± 0.259d |
| SPAN | 2.128 ± 0.020a | 1.914 ± 0.011b | 2.007 ± 0.260ab | 1.831 ± 0.018c |
1 Values represent the mean (n = 3) ± standard deviation. Values followed by different lower-case letters in the same row differ significantly from each other (p < 0.05).
Table 3.
Mean values melting parameters of chocolates.
| Chocolate | Melting Parameters | Textural Properties | |||
|---|---|---|---|---|---|
| Tons (°C) | Tend (°C) | Tpeak (°C) | ΔH (J/g) | Hardness (g) | |
| DC | 24.4 ± 0.08a | 40.2 ± 0.16a | 34.5± 0.21a | 55.04 ± 0.54a | 4994.0 ± 28.50a |
| MC | 24.3 ± 0.14a | 35.9 ± 0.19b | 33.3± 0.15ab | 36.76 ± 0.32b | 4782.0 ± 26.70b |
| RC | 19.9 ± 0.11b | 38.9 ± 0.12c | 34.7± 0.17ac | 39.91 ± 0.34c | 4648.0 ± 38.20c |
| WC | 23.6 ± 0.09c | 36.8 ± 0.13b | 33.9± 0.20acd | 35.30 ± 0.30b | 4082.0 ± 44.30d |
* Values represent average of triplicates ± SD. Means with different letters in superscript in columns are significantly different (p < 0.05).
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



