
Submitted:
12 August 2024
Posted:
14 August 2024
You are already at the latest version
Abstract
Mixed plastic packaging waste sorting residues (MPO323) were treated by thermal pyrolysis to utilize pyrolysis oil and char. The pyrolysis oil was found to contain aromatic and aliphatic hydrocarbons. Chlorine and bromine contents were up to 40,000 mg/kg and 200 mg/kg, respectively. Additionally, other elements like sulfur, phosphorous, iron, aluminum, and lead were detected, which can be interpreted as impurities regarding the utilization of the oils by means of chemical recycling. The pyrolysis char showed high contents of potentially active species like silicon, calcium, aluminum, iron, and others. To enhance the content of aromatic hydrocarbons and to reduce the level of contaminants, the pyrolysis oil was reformed with the corresponding pyrolysis char to act as an active material in a fixed bed. The temperature of the reactor and the flow rate of the pyrolysis oil feed were varied to gain insights on cracking and reforming reactions as well as on the performance with regard to decontamination.
Keywords:
mixed plastic waste
; chemical recycling
; pyrolysis
; recovery of aromatics
; oil
; upgrading
; dehalogenation
; reforming
; decontamination
1. Introduction
Monocyclic aromatic compounds such as benzene, toluene, ethylbenzene and xylenes (BTEX) are the basic chemicals for a wide range of intermediates and in the field of packaging, pharmaceuticals, adhesives, coatings, pesticides, automotive and others [1] (pp 121–141). Aromatic compounds are normally produced in the steam cracking process, where naphtha, liquified petroleum gas or gas oil are vaporized, mixed with water vapor and heated to up to 850 °C in the presence of catalysts to achieve pyrolytic cracking and conversion of saturated hydrocarbons into C2- to C4-olefines and aromatic compounds [2] (p 116) [2] (pp 528–530). From the product mixture, aromatic compounds such as BTEX are isolated via extraction or extractive distillation [2] (pp 644–645). An alternative recycling-based feedstock for steam cracking can be obtained by chemical recycling of plastic wastes.
Mechanical recycling of plastic wastes, which includes sorting and reprocessing into new plastic products, is the preferred recycling option for plastic wastes. However, contaminants, intermixture with other plastics and/or materials as well as thermal-mechanical degradation pose limitations to the recycling of plastic wastes via mechanical recycling [3]. As an example, MPO 323 is a fraction produced via near infrared (NIR) sorting from lightweight packaging wastes [4]. Despite state-of-the-art NIR sorting MPO 323 comprises only ≥ 85.0 wt% of target plastics PP and PE; the remainder are impurities such as paper, cardboard, carton (< 5.0 wt%), plastics such as PET and PS (<7.5 wt%) or PVC (<0.5 wt%), and other impurities such as rubbers or food residues (<3.0 wt% ) [5]. These impurities impede the reprocessing of NIR-sorted PP and PE wastes.
Chemical recycling of plastic waste offers the advantage of complementing established mechanical recycling and of being able to produce high-quality recyclates from previously non-recyclable feedstocks. By breaking down the polymer chains into smaller molecular fragments, chemical recycling processes make it possible to further separate both contaminants and the various additives contained in plastic products. Pyrolysis is a simple technology, suitable to treat highly heterogenous mixtures of plastics [3]. The pyrolysis oil from plastic waste pyrolysis can be used in steam crackers to produce aromatic hydrocarbons and olefins substituting fossil-based naphtha. Most pyrolysis oils, however, contain relevant amounts of heteroatom contaminants such as nitrogen, oxygen, halogens and metals that stem from heteroatom containing polymers such as PVC, PET or PUR as well as additives such as flame retardants, CaCO3, SiOx, etc. [6]. These contaminants are undesired in petrochemical processes like steam cracking and BTEX isolation, as they cause catalyst poisoning as well as corrosion and fouling of process equipment [7]. In general, crude oils from pyrolysis of mixed packaging plastics exceed the maximum limits of steam crackers for contaminants such as chlorine and bromine [6]. For pyrolysis oils to be applicable in petrochemical processes, the level of contaminants needs to be reduced and fall below process specific maximum thresholds [6].
To minimize contaminant concentrations in pyrolysis oils, researchers investigated approaches for pre-treatment of plastic wastes, post-treatment of pyrolysis oils and online approaches applied during pyrolysis. These approaches have been reviewed in [6,7,8].
Pre-treatment aims at a reduced input of heteroatom contaminants into the pyrolysis process and consequently into the pyrolysis products. Pre-treatment approaches encompass washing the plastics wastes [9], sorting out unwanted plastics such as PVC, e.g., via triboelectrostatic separation [10] and froth flotation [11], hydrothermal dehalogenation [12] and mechanochemical dehalogenation [13]. These approaches allow to reduce heteroatom contamination in pyrolysis oils. However, they do not achieve complete removal of chlorine and other contaminants. Therefore, online and post-treatment approaches are also needed to produce pyrolysis oil of sufficiently low heteroatom contamination.
Post-treatment approaches aim to remove heteroatom contaminants from pyrolysis oil. Via filtration and fractional distillation of pyrolysis oil, Rieger et al. produced distillates with bromine and chlorine contents 99% lower than in the original oil [14]. Another post-treatment approach to remove heteroatoms from pyrolysis oils is catalytic hydrotreatment, which was investigated in [15] and [16]. Even though hydrotreatment is a promising way to remove traces of contaminants from pyrolysis oil, a too high heteroatom load is likely to occupy active catalyst sites leading to decreased efficiency [7], making it necessary to reduce the content of heteroatoms in oils prior to hydrotreatment. Kusenberg et al. conclude that hydrotreatment processes should be designed specifically for plastic waste pyrolysis oils considering their unique composition and concentration of contaminants [17].
Online approaches encompass stepwise pyrolysis, and the use of dehalogenation agents in the pyrolysis reactor (in-situ) or in a separate vessel (ex-situ). Stepwise pyrolysis is particularly well suited to remove chlorine from PVC, since thermal degradation of PVC is a two-staged decomposition process in which maximum HCl is released at 320°C and maximum hydrocarbons at 480 °C [18]. With stepwise pyrolysis Park et al. converted a mixture of waste LDPE, PP and PVC into a pyrolysis oil that exhibited 87% less chlorine than oil from single step pyrolysis [19]. Another frequently investigated approach is the in- or ex-situ utilization of alkaline, acidic or metallic dehalogenation agents that accomplish C-X bond cleavage, HX formation and/ or X-fixation [7]. Cho et al. reduced the chlorine content in the oil from mixed plastic waste pyrolysis from 502 ppm to 50 ppm using Ca(OH)2, and to 58 ppm by using CaO [20]. Miskolczi et al. reported the chlorine and bromine contents of oils from pyrolysis of MSW with Y-zeolite, β-zeolite MoO3, Ni-Mo catalyst, HZSM-5 and Al(OH)3. Best results were obtained with Al(OH)3, where chlorine and bromine contents were with 1,954 ppm respectively 71 ppm considerably lower compared to 3041 ppm chlorine and 914 ppm bromine in the pyrolysis oil when no agent was used at all [21]. The online use of dehalogenation agents can lead to substantially reduced contents of chlorine and bromine in pyrolysis oils and are therefore helpful in producing contaminant free pyrolysis oils. Kusenberg et al. remark that in the case of sorbents, their limited capacity requires frequent exchange and regeneration [6]. Agents that exhibit catalytic effects also may be deactivated quickly due to heteroatom contamination. These challenges can be overcome by utilizing pyrolysis char, the solid residue from pyrolysis, as inexpensive, continuously arising dehalogenation agent. Areeprasert and Khaobang investigated Y-zeolite, ZSM-5, the char from electronic waste pyrolysis and from biomass pyrolysis for their capability to produce bromine free oils from ABS/PC pyrolysis. The authors found that iron in the pyrolysis char has a debromination effect and were able to reduce the bromine content by 91 % using the char from electronic waste pyrolysis additionally loaded with iron oxide [22]. These results indicate that pyrolysis char may be an effective dehalogenation agent to produce pyrolysis oils exhibiting low contents of halogens and possible other heteroatom contaminants. However, literature on the use of pyrolysis char as dehalogenation or, more broadly, as decontamination agent is very limited.
Pyrolysis oils from mixed plastic wastes also contain a wide range of aromatic compounds [17,23]. The aromatic compounds in the pyrolysis oils constitute a weakness and a chance for high-quality recycling of plastic wastes on the other hand. Aromatic compounds impair the steam cracking process, as they lead to increased coke formation and fouling in heat exchangers [24,25]. Highly aromatic pyrolysis oils, however, can be directly applied in downstream process such as BTEX isolation or other petrochemical processes, thus making energy intensive steam cracking dispensable and allowing for a higher-quality recycling of plastic wastes. To tap this chance and produce highly aromatic pyrolysis oils from plastic wastes, researchers investigated in- and ex-situ catalytic reforming during pyrolysis. Frequently investigated catalysts are zeolites [26,27] loaded with metals [28] and of different pore sizes and acidities [29]. Zhang et al. achieved a selectivity of 90.7% monocyclic aromatic compounds and 77.6% BTEX using a HZSM-5 zeolite with a SiO2/Al2O3 ratio of 25 and loading of 3 wt% gallium and 2 wt% phosphorus for ex-situ catalytic reforming of vaporous products from LDPE pyrolysis [30]. However, conventional catalysts show reduced activity up to deactivation of catalysts especially during treatment of mixed plastic waste [1].
Similarly to dehalogenation agents, these drawbacks can be overcome by using inexpensive catalysts that can be easily replaced once their activity decreases. Pyrolysis char was proposed as such a catalyst and investigated by several researchers. Sun et al. investigated sewage sludge char for selective production of aromatics in the pyrolysis of waste mixed plastics. Highest yield of 75.3 % monocyclic aromatic compounds was obtained at 600 °C catalytic temperature and 1 sec residence time. The authors concluded that ash components in the catalyst increase the aromatization degree, with acid sites (mainly aluminum phosphate) and dehydrogenation active sites (mainly phosphates, sulfides, etc.) catalyzing direct dehydrogenation, hydrogen transfer reaction, and Diels-Alder reactions and, therefore, promote formation of aromatic hydrocarbons [31]. Qian et al. prepared catalysts for the pyrolysis of LDPE, PP, PS and PET by impregnating industrial organic solid waste, consisting of plastics, fabrics, paper and wood, with H3PO4 or ZnCl2 and pyrolyzed the impregnated waste. The catalysts exhibited high specific surface areas greater than 600 m2/g and the phosphorus- and zinc-involved acid sites promote C-C cracking and aromatization of polyolefins [32]. In [33], catalysts for pyrolysis of plastic wastes were prepared by impregnating wood chips with KOH, ZnCl2 and H3PO4 and pyrolyzing them. KOH-activated biochar promoted hydrogen transfer processes, increasing the yield of aromatic compounds. Treatment with ZnCl2 and H3PO4 led to Lewis/Bronsted acid sites on the char, promoting dehydrogenation processes, hydrogen transfer reactions and Diels-Alder reaction to convert alkenes into aromatic compounds. Fan et al. used char from pyrolysis of municipal solid waste activated with Na2CO3, Zn(NO3)2⋅6 H2O and ZnCl2 as catalyst for the pyrolysis of municipal solid waste. Highest selectivity for monocyclic aromatic compounds with 47 area% and for H2 in the pyrolysis gas exhibited the ZnCl2 activated char. The Zn [OH]+ species and high L-acid contents enhance hydrogen transfer during the aromatization process [34].
To the best of knowledge, no other pyrolysis chars have been investigated as catalysts for the conversion of pyrolysis vapors from plastic pyrolysis into monocyclic aromatic compounds.
Against this background, this contribution investigates an alternative approach of producing highly aromatic pyrolysis oil of low heteroatom contamination, which does not rely on steam cracking as final utilization step. This contribution uses MPO 323 as feedstock for pyrolysis and the char of MPO 323 pyrolysis as both decontamination agent and catalyst for aromatization. This work aims to add to the limited knowledge in this field by experimentally investigating the decontamination and catalytic effects of char from MPO 323 pyrolysis.
2. Materials and Methods
2.1. Mixed polyolefin post-consumer plastic waste (MPO323)
Real municipal solid waste (MSPW) sorting residues from the German recycling system were provided by one of the leading German public waste disposal companies. The standardized fraction named mixed polyolefins (MPO323) were used for the present work. The material was provided and processed in the form of pellets-like agglomerates with a diameter of approximately 6 mm and a length of approx. 12 mm. Due to repeated transfer for transporting and storing reasons the length of the agglomerate particles varied greatly. The material is shown in Figure 1.
2.2. Thermo-Chemical Conversion
Four pyrolysis experiments were conducted in Fraunhofer UMSICHT’s semi-continuous pyrolysis system with a capacity of 0.6 kg/h. The system is shown in Figure 2. It consists of an inert gas cylinder (1), hand valves (2, 3), a collection container for pyrolysis char (4), a pyrolysis reactor (5), a transition pipe (6), a tar filter (7), two spiral coolers (8, 9), a 3-way valve (10), a wash bottle with NaOH (11), a wash bottle with water (12), 3-way valve (13), an activated carbon filter (14) with discharge to the ambient air, a motor driven stirrer (15), a feed system (16, 17, 18), and an electrical heating jacket around the reactor (5).
The reactor (5) has a volume of 5 L. The pipe (6) and the tar filter (7) are 2-inch standard piping transitioning to 16 mm pipes with 1.5 mm wall thickness in the condensation system (8, 9). Silicon tubes were used to connect the washing system (11, 12) and gas analysis system. All stainless-steel components are made from 1.4575 stainless-steel. The feed system includes a dedicated nitrogen purge unit to ensure the displacement of ambient air from the feedstock before each feed addition. The nitrogen flow of the purge unit is controlled by a volume flow rate controller and set to 0.5 l/min for purging. The nitrogen flow through the reactor system during any experiment is ensured by another volume flow rate controller and is set to 2 l/min. The stirrer (15) is operated with a pneumatic motor and set to approximately 60 RPM for all experiments. The wash bottles (11) and (12) are filled with 800 ml 33% (w/w) sodium hydroxide solution and 800 ml distilled water, respectively.
Prior to any experiment, the set-up was pressurized to at least 0.5 bar to test the system for pressure stability and leakage. Pressure tests were considered successful when the change in pressure was less than 5 mbar per second.
The system is operated in semi-batch mode, i.e., a batch of desired quantity of feedstock l is filled into the feed system (16), purged with nitrogen, and fed into the reactor through the locking system (17). Each batch is processed for 20 minutes. During this time, the feed system is refilled with material and purged with nitrogen. After 20 min expired, the next batch is fed into the reactor. This procedure is repeated until the end of the experiment. To prepare pyrolysis oil and coke for the present investigation, a total of 6.214 kg of MPO323 was treated by the conversion described above within four experiments at a reactor temperature of 520 ± 10°C.
2.3. Auto-Catalytic Refomring Process
Laboratory scale reforming experiments were performed to obtain insights into the catalytical activity of compounds contained in pyrolysis chars regarding aromatization and decontamination processes. For this purpose, a laboratory setup with a fixed-bed reactor tube and a subsequent condenser was developed. A syringe pump fed pyrolysis oil to the reactor tube, in which 5 g pyrolysis char from MPO323 (produced by the method described in section 2.2) was placed in the form of a packed bed. The pyrolysis oil feed rate was varied between 0.05 ml/min and 0.45 ml/min. The wall of the reactor tube was heated by an electrical heater to between 500 °C and 700 °C. The oil entering to the reactor evaporated and passed the coke bed to promote aromatization and decontamination processes. Subsequently, the gas was condensed in a water-cooled condenser and collected for analysis. This setup is described in the following.
Figure 3 shows a process flow diagram of the laboratory setup of the catalytical reforming setup. A quartz glass cylinder (1) with a wall thickness of 1 mm and a diameter of 10 mm was used as a reactor. The pyrolysis char bed (2) was placed in the center of the reactor and is held in position by quartz wool. The upper end of the reactor is sealed with a PTFE-lined silicone rubber septum, through which the nitrogen was supplied (3) and a cannula with a diameter of 0.8 mm was introduced to feed pyrolysis oil (4). The pyrolysis oil was supplied via a syringe pump (5), which generated a constant oil flow with a volume flow rate of 0.05-0.45 ml/min. A tubular heater was placed around the reactor and a thermocouple was attached to the center of the heating zone of the reactor to control the temperature. Directly below the reactor a water-cooled Liebig condenser (6) was installed. The resulting product was collected in a receiving flask (7) located below the cooler. The excess gas flowed out of the receiving flask into the flue and was then treated by an activated carbon filter. The receiving flask was chilled in an ice water bath.
Five experiments with one repetition each were conducted as listed in Table 1 within a 22 full factorial design of experiments with to gain statistical data. To fit a model by using a response surface model (RSM) and ordinary least square regression (OLS). The order of experiments was randomized to minimize systematic errors. The target function was of the following type:
where Y is the target value, T is the temperature, F is the volume flow rate and X1, X2, X3, and X4 are the corresponding constants or factors. The model has been used to generate statistical data and get insights whether temperature or flow rate affect the selected target value. As a result of limited data points, the model does usually not describe the real behavior of the correlations but gives statistical validation for certain qualitative trends and behaviors.
Y = X1 + X2 * T + X3 * F * X4 T/F
2.4. Analytical Methods
2.4.1. Gas Chromatography-Mass Spectrometry (GC-MS) Analysis
The composition of oil was analyzed on a gas chromatograph (GC) coupled with a mass spectrometer (MS) (Shimadzu GCMS-QP2020). The GC was equipped with a 30 m nonpolar 0.25 mm inner diameter (i.d.), 0.25 µm film thickness DB-5ms and 2.5 m middle polar 0.15 mm i.d., 0.15 µm film thickness VF-17ms column set from Agilent Technologies. Helium with 5.0 purity was used as carrier gas for all experiments. The injection volume was set to 1µL, split 1:20. Dilution: 1 mg of sample in 1 mL of dichloromethane (DCM). The measurements were performed at a constant linear carrier gas velocity of 40 cm/min. The temperature of the GC oven was programmed from 40 °C, 3 min hold to 320 °C, 3 min hold at 10 °C/min. The temperatures of the injector, MS-interface and MS were set to 250, 280 and 200 °C, respectively. The quadrupole MS detector operated at a scan speed of 5,000 Hz using a mass range of 35-500 m/z. Solvent cut time was 3 min, MS start 3.2 min. Total analysis time 34 min. 25 biggest peaks were integrated. BTEX, styrene, α-methyl styrene, phenol, cresols and naphthalene were identified using standards solutions of pure chemicals. NIST-17 Mass Spectral Library was used to identify other substances with similarity index more than 70 %. For some aliphatic hydrocarbons, exact identification was not possible; therefore, the number of carbon atoms was provided. The assignment was made using the C7-C30 standard. The proportion of each substance in the sample was given in area%.
2.4.2. Elemental Analysis (CHNS)
Determination of CHNS composition was performed on Elementar vario macro cube. Measurements were conducted analog to DIN 51732 and performed three times.
2.4.3. Inductively Coupled Plasma with Optical Emission Spectrometry (ICP-OES)
ICP measurements for oil samples were performed using Spectro Arcos ICP-OES in dual side on plasma mode. ICP was equipped with Nordermeer nebulizer, cyclonic spray chamber and fixed glass torch with 1.8 mm injector. Measurement conditions were radio frequency power 1350 W, plasma gas flow 14 l/min, nebulizer flow 0.72 l/min and auxiliary gas flow 2 l/min. Sample aspiration rate was set to 2.0 ml/min. All liquid samples and standards were diluted 1:10 with 1-Butanol. Solid samples were digested in aqua regia based on DIN EN ISO 54321. For measurements cross flow nebulizer, Scott spray chamber and fixed glass torch with 1.8 mm injector were used. Measurements conditions were RF power 1350 W, plasma gas flow 14 l/min, nebulizer flow 0.75 l/min and auxiliary gas flow 1.3 l/min. Sample aspiration rate was set to 2.0 ml/min.
2.4.2. Surface Area, Pore Size and Pore Volume
Surface area, pore size and pore volume were determined according to DIN ISO 9277 - 2014-01.
3. Results
3.1. Thermo-Chemical Conversion
The conventional pyrolysis of MPO323 sorting residues at 520 °C resulted in 29.81 ± 4.01 wt% pyrolysis char, 46.40 ± 3.00 wt% pyrolysis oil, and 23.79 ± 5.91 wt% pyrolysis gas as shown in Figure 4.
On average, the liquid product contained 41.05 ± 3.76 area% of aliphatic hydrocarbons (AH), 38.74 ± 0.38 area% of benzene, toluene, ethylbenzene and xylenes (BTEX), 51.37 ± 0.34 area% of BTEX and styrene (BTEXS), 58.96 ± 3.77 area% of mono-cyclic aromatic hydrocarbons (MAH) in total, and no polycyclic aromatic hydrocarbons (PAH). Table 2 exemplarily shows the GC-MS peak table of one measurement of the produced pyrolysis oil. Ethylbenzene, styrene and toluene constituted the main aromatic products. 2,4-dimethyl-1-heptene was the most present aliphatic compound.
ICP-OES analysis revealed concentrations of chlorine, sulfur, bromine, iron, phosphorus, lead, and aluminum in raw pyrolysis oils. MPO323 pyrolysis oil contained 42,887 mg/kg of chlorine, 788 mg/kg of sulfur, 195.33 mg/kg of bromine, 32.27 mg/kg of phosphorus, 28.8 mg/kg of iron, 1.22 mg/kg of aluminum, and 0.15 mg/kg of lead as shown in Table 3 with corresponding deviations.
Pyrolysis char produced from real MPO323 sorting residues contained carbon (C), hydrogen (H), nitrogen (N) and sulfur (S), as well as the elements aluminum (Al), barium (Ba), calcium (Ca), copper (Cu), chromium (Cr), iron (Fe), potassium (K), magnesium (Mg), manganese (Mn), sodium (Na), nickel (Ni), phosphorus (P), lead (Pb), sulfur (S), silicon (Si), titanium (Ti), and zinc (Zn) in concentrations above 500 mg/kg. Detailed elemental composition of the pyrolysis char is given in Table 4.
BET analysis revealed that the produced pyrolysis coke comprises a specific surface area of 5.3 m2/g, a pore volume of 0.013 cm3/g and a pore size of 10.2 nm.
3.2. Auto-Catalytic Reforming Process
Pyrolysis oil derived from MPO323 sorting residues was reformed over a fixed bed containing the corresponding pyrolysis char at various temperatures and flow rates of 500 °C, 600 °C and 700 °C, and 0.05 ml/min, 0.25 ml/min and 0.45 ml/min to obtain insights on the performance regarding the increase of aromatic compounds and the removal of different species in the liquid product. The investigated flow rates of 0.05 ml/min, 0.25 ml/min and 0.45 ml/min can be translated to weight hourly space velocities (WHSV) of approximately 0.2 h-1, 1.1 h-1, and 2 h-1, respectively.
The mass balance of the autocatalytic reforming experiments (Figure 5) shows that the liquid yield decreased with increasing temperature and decreasing flow rate. The highest yield of 89.50 ± 2.12 wt.% was obtained at 500 °C with a flow rate 0.45 ml/min. The lowest yield of 30.50 ± 4.95 wt.% was observed for parameters of 700 °C and 0.05 ml/min.
The composition of summarized categories aliphatic hydrocarbons (AH), BTEX, BTEXS, mono-cyclic aromatic hydrocarbons (MAH), polycyclic aromatic hydrocarbons (PAH), and total aromatic hydrocarbons (TAH), dependent on temperature and flow rate are shown in Figure 6. As described in section 3.1, the untreated pyrolysis oil already contained roughly 41 area% of AH and 59 area% of TAH.
The opposite trend was observed for the content of TAH in the liquid product. With increasing temperatures and decreasing flow rates, the amount of TAH was increased. Fully aromatic liquid products (99.5 ± 0.73 area% at 0.45 ml/min and 99.8 ± 0.25 ml/min) were produced at 700 °C. Liquid yields dropped to 40 ± 5.66 wt.% and 30.5 ± 4.95 wt.% at named conditions, respectively. Only traces of aliphatic compounds were detected in the products obtained at 700 °C. PAH were not formed in experiments at 500 °C.
BTEX reached the highest content in the product of 66.19 ± 0.54 area% at 600 °C and 0.25 ml/min. The category BTEXS was found to show the highest proportions in the liquid product at 600 °C and 0.25 ml/min (77.01 ± 0.12 area%), and 700 °C and 0.45 ml/min (80.45 ± 2.27 area%). The product at 700 °C and 0.45 ml/min also comprised the highest proportion of styrene with roughly 18 area%.
Concentrations of chlorine, sulfur, iron, phosphorus, bromine, lead, and aluminum were measured in the pyrolysis oil of MPO323 sorting residues with concentrations of 42,887.00 ± 747.23 mg/kg, 788.00 ± 3.46 mg/kg, 1.22 ± 0.43 mg/kg, 28.80 ± 4.92 mg/kg, 32.27 ± 0.15 mg/kg, 195.33 ± 3.51 mg/kg, and 0.15 ± 0.06 mg/kg, respectively.
The concentration of chlorine in the liquid product of the reforming process could be reduced to 141.00 ± 5.66 mg/kg at 500 °C and 0.05 ml/min which corresponds to a reduction of 99.67% in relation to the initial pyrolysis oil. The least reduction of chlorine to 4919.00 ± 4221.43 mg/kg (88.53%) was obtained at 700 °C and 0.45 ml/min comprising a high standard deviation. It was found that lower temperatures and lower flow rates improve removal efficiency of chlorine. The flow rate or WHSV had a significantly higher impact on the chlorine removal efficiency.
The content of sulfur was reduced at 600 °C by 13.83%. At 500 °C a better reduction of sulfur of 27.92-47.08% was achieved with flow rates of 0.45 ml/min and 0.05 ml/min, respectively. This indicates that the lower flow rates and temperatures promote the removal of sulfur to a certain extend. The lowest sulfur concentration in the product was 417.00 ± 15.56 mg/kg.
The best removal of aluminum with 99.59% and 98.86% from the pyrolysis oil was observed at low flow rates (0.05 ml/min) at 500 °C and 700 °C, respectively.
Results for the concentration of phosphorus showed similar behavior. The best removal efficiency was reported at 500 °C and 0.05 ml/min to 2.00 ± 0.12 mg/kg (93.80% removal efficiency).
The bromine content was below 1.1 mg/kg at 500 °C, 0.05 ml/min and 600 °C, 0.25 ml/min. In these cases, the concentration of bromine was reduced below the limit of detection (LOD) of 1.10 mg/kg set by the calibration of the ICP-OES analysis device. Considering the LOD as an actual concentration, the removal efficiency was 99.44% for both conditions.
The level of lead in the reforming product was reduced below the LOD of 0.09 mg/kg in the case of experiments at 500 °C, 0.05 ml/min and 600 °C, 0.25 ml/min. The ICP-OES analyses of lead concentrations comprised very high deviations of more than ±50% for experiments at temperatures of 700 °C as well as at 500 °C, 0.45 ml/min and are therefore not evaluated in detail.
4. Discussion
4.1. Aromatization
Firstly, the chlorine content in pyrolysis oil derived from MPO323 was exceptionally high. This leads to the assumption that the PVC content was higher than usual in the investigated waste sample. Calibration standards for ICP-OES analysis were measured for up to 10,000 mg/kg. A calibration curve for higher concentrations was interpolated. Supplementary calibration with trichlorobenzene validated the correct manner of the obtained results with less than 4% deviation at 50,000 mg/kg. Chlorine concentrations higher than the real values might be subject to highly volatile chlorine containing compounds like hydrogen chloride which could be excessively released by the nebulizer and finally in the spray chamber of the ICP-OES device.
It was found that the pyrolysis coke contains several elements that can be present in an active form to promote reactions like cracking, adsorption and reforming to aromatic compounds. For comparison, selected species were converted into their oxide form. The corresponding proportions are shown in Table 5 in contrast to contents in biochar and char from the pyrolysis of waste from electric and electronic equipment. Physical properties of the MPO323 pyrolysis char like pore volume, pore size and surface area were similar to pyrolysis chars used as catalytically active compounds by other researchers.
Compared to biochar and electronic waste char, the char produced in the present work contained higher amounts of aluminum and calcium that can lead to good decontamination performance for several elements. Calcium might also promote the formation of aromatic hydrocarbons [35]. In contrast to the chars produced in [22] zinc is present in MPO323 pyrolysis coke. The presence of zinc is known to have a promotive effect on the formation of aromatic hydrocarbon and dehydrocyclization by increasing the amount of Lewis acidic sites [34]. The highest proportion of BTEX was obtained at 600 °C which aligns with the work in [36]. Considering the semi-quantitative GC/MS method used in this work, pyrolysis and subsequent auto-catalytic reforming yielded more MAH and TAH at 600 °C than a comparable process with waste tires as feedstock and zinc-loaded tire derived char [36]. On the other hand, as proposed by Sun et. al., the presence CaO and iron species can inhibit the formation of PAH [33]. Contrary, this investigation found an excessive formation of PAH at higher temperatures. Hence, it can be assumed that either Ca is not present in the form of an oxide, not sufficiently accessible at the surface of the pyrolysis coke or not preserving the inhibition at very high temperatures. Generally, the formation of PAH at higher temperatures agrees with numerous other studies [37,38,39,40,41,42,43].
Sewage sludge derived pyrolysis char produced higher liquid yields together with more MAH and particularly xylene from a comparable feedstock composition [31]. In contrast to this study, the feedstock was a model mixture of virgin PE, PP and PS.
A statistically significant dependency with regard to the mass balance was verified for temperature and flow rate (p-values of <0.001 and <0.011, respectively; R-squared of 0.959). A linear model for the prediction of the liquid yield is illustrated in Figure 9.
The proportion of AH in the pyrolysis oil was reduced in all reforming experiments. This followed the same trend as for the liquid yield – lower proportion of AH was obtained with increasing temperature and decreasing flow rate. Statistical evaluation revealed that the formation of AH is evidently dependent on temperature (p-value of <0.001, R-squared of 0.961). A plot of the derived model is shown in Figure 10.
Due to a more complex behavior of the formation of BTEX comprising a supposed maximum between 500 °C and 700 °C, the selected model does not deliver any significance. Additional factorial points are necessary to validate statistical trends regarding the investigated parameters.
From the GC/MS peaks shown in Table 6, it can be assumed that some reforming reactions occurred during the process. Considering the liquid yield of 53.5% of the corresponding experiment, a slight increase in benzene yields can be observed. This is most likely due to dealkylation of certain aromatic hydrocarbons of higher molecular weight or due to dehydrocyclization of aliphatic compounds. Furthermore, the proportion of ethylbenzene did not increase along with the reduction of the amount of liquid product. Hence, reforming reactions of ethylbenzene to either benzene or other aromatic hydrocarbons can be assumed. Compared to the initial proportion, additional o--xylene was formed which substantiates the assumption that several reforming reactions took place. Additionally, some branched aromatics were detected that were not present in the initial pyrolysis oil as shown in Table 6. This leads to the overall conclusion that the investigated pyrolysis char does promote certain reforming reactions, possibly also aromatization of aliphatic compounds. Although, it can be observed that cracking of aliphatic compounds exceeded potential dehydrocyclization and reforming reactions leading to diminished liquid yields at temperatures higher than 500 °C.
The formation of PAH was observed from temperatures of 600 °C (4.71 ± 0.18 area%) up to 25.75 ± 5.73 area% at 700 °C and 0.05 ml/min, increasing with lower flow rates. Statistically, the dependency on all factors (temperature, flow rate, and temperature/flow rate cross interaction) was evident (p-values of <0.001, <0.04, and <0.4, respectively; R-squared of 0.906). The model is visualized in Figure 11.
4.2. Decontamination of Pyrolysis Oils
One aim of this work is to investigate the char from MPO323 pyrolysis for its capability as decontamination agent or, in other words, for its capability to reduce the concentrations of chlorine and bromine as well as sulfur, iron, phosphorus, lead and aluminum in the liquid pyrolysis product from MPO323 pyrolysis. With the char from MPO323 pyrolysis, pyrolysis oils of substantially reduced halogen contents can be produced. The raw oil from MPO323 pyrolysis exhibits an average chlorine and bromine concentration of 42,887 mg/kg and 195 mg/kg, respectively. Among the experiments, where the char from MPO323 pyrolysis was applied, highest average chlorine and bromine contents of 4,919 mg/kg and 17 mg/kg, respectively, were observed in the experiment with reforming temperature 700 °C and flow rate of 0.45 ml/min. Lowest average chlorine content of 141 mg/kg and lowest average bromine content of 1 mg/kg were achieved in the experiment with reforming temperature 500 °C and flow rate of 0.05 ml/min, constituting a reduction in chlorine content by 89% and in the case of bromine by over 99%. Since applying the char from MPO323 pyrolysis leads to substantially lower total halogen contents in the pyrolysis oils, it is an effective dehalogenation agent.
A similarly high reduction of the chlorine content in the pyrolysis oil by 88% to 58 mg/kg was achieved by Cho et al. using CaO, however, at reforming temperatures higher than 700 °C [20]. In the case of bromine, similarly good results were achieved by Brebu et al. Using FeOOH as sorbent in the pyrolysis of a mixture of PE, PP, PS, ABS with bromine flame retardant and PVC lead to a reduction of the bromine content of the pyrolysis oil by 95% to 104 mg/kg [44]. The investigated pyrolysis coke was proven to be very efficient removing chlorine at temperatures of 500 °C. Most likely, iron and calcium species that are present in high amount (see Table 4), cause the release of chlorine from the pyrolysis oil as proposed by Hubácek et al. [45]. The increase of chlorine in the liquid product aligns with their assumption that chlorides are released at higher temperatures. [45] Sodium species with even higher removal efficiency towards chlorine could also promote the good dichlorination performance as proven by Jeong et al. [46].
This comparison of the current work’s results with results reported in literature also indicates that the effectivity of the char from MPO323 pyrolysis for reduction of the halogen content in the pyrolysis oil is comparable or even slightly superior to conventional, frequently investigated dehalogenation agents. This highlights the high potential of pyrolysis char for the inexpensive production of pyrolysis oil with low halogen content. Due to high deviation of the chlorine contents in the product after experiments at 700 °C, only the influence of the flow rate was significantly evident (p-value <0.05). The authors assume that the removal efficiency is dependent on the temperature. Although, statistical evidence needs to be validated by additional repetitions or an expanded factorial design of experiments. The same applies to the reduction of bromine in the product (p-value <0.1). Up to now, most works of other researchers regarding the debromination of plastic pyrolysis oils have investigated waste electric and electronic equipment and construction materials [7]. Mixtures with a high content of polyolefins or comparable feedstocks have rarely been examined with reference to bromine. Bhaskar and colleagues showed in several publications that a calcium carbonate and iron based catalyst show good performance to fully remove bromine and chlorine from pyrolysis oils derived from mixed plastics [47,48,49]. Although, the investigated plastic mixtures were either model mixtures or otherwise not fully comparable to the one of the present study, it can be assumed that calcium and iron species contained in the pyrolysis char increase the debromination performance.
A linear model for the content of sulfur is shown in Figure 12. The influence of the temperature was statistically significant (p-value: <0.001, R-squared: 0.911). A statistically proven dependency on the flow rate was not confirmed from the generated data.
The concentration of phosphorus in the liquid product was dependent on both temperature and flow rate as well as on their cross interaction (p-values: <0.09, <0.005, <0.035, respectively) The regression of the model was lacking statistical evidence (R-squared: 0.833). The model is visualized in Figure 13.
5. Conclusions
In this study, a process for the treatment of pyrolysis oil from municipal solid plastic waste (MSPW) using a recycling-based catalyst material was presented. The process aimed to improve the quality and stability of the pyrolysis oil by removing contaminants such as heteroatoms and metals, increasing the aromaticity, and reducing the oxygen content. The effects of temperature and weight hourly space velocity (WHSV) on the product yields, composition, and properties were investigated.
In conclusion, the process was found to be suitable for the effective removal of different contaminants from pyrolysis oil and to increase the content of aromatic compounds in the liquid product. However, the liquid yields were diminished by increasing temperature and WHSV due to additional cracking reactions. With increasing temperature and flow rate (correspondingly higher WHSV), a higher proportion of aromatic hydrocarbons was determined in the liquid product, and at 700 °C fully aromatic oils were produced. At temperatures higher than 600 °C, the formation of PAH was statistically evident with excessive amounts at temperatures above 600 °C. The proportion of the most valuable compounds in the pyrolysis oil (BTEX) were maximized at 600 °C. It was shown that a high-quality mono-aromatic drop-in feedstock could be produced from MSPW pyrolysis oil. In addition, the contents of chlorine, aluminum, iron, phosphorus, and bromine were reduced by 99.7%, 99.6%, 98.1%, 93.8%, and 99.4%, respectively, by the presented method. The most favorable parameters for high decontamination performance were WHSV>1 h-1 and temperatures lower than 600 °C. Further investigations should cover the effects of specific elements present in the pyrolysis char with regard to reforming and cracking reactions as well as the removal of different contaminants. This could help to optimize the composition of alternative, recycling based materials for refining purposes and ultimately enable processes that are less dependent on newly mined fossil resources.
6. Patents
Fraunhofer UMSICHT holds a patent to produce highly aromatic pyrolysis oil by post-treatment of pyrolysis vapors with the corresponding pyrolysis char as an active material [50]. The authors recently applied another patent regarding the decontamination of pyrolysis oils and other hydrocarbon-containing mixtures with the help of pyrolysis char as an active material. The application is directly linked to the results presented. The application process is pending.
Author Contributions
Conceptualization, T.R., M.N.; methodology, T.R., V.P.; software, T.R., V.P.; formal analysis, V.P.; data curation, P.S., T.R.; writing—original draft preparation, T.R., M.N., M.F.; writing—review and editing, A.H., M.F., T.F.; visualization, T.R..; supervision, A. H., T.F., T.R..; project administration, A.H., T.F., T.R. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Acknowledgments
The authors are grateful to Franziska Semmelmann for her support in sample preparation and analysis, to Elisabeth Michel for technical support and to Sebastian Hänisch, Philipp Riemensperger and Johannes Kronhöfer for technical support and supervision.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Li, S.; Li, Z.; Zhang, F.; Chen, J. Upgrading waste plastics to value-added aromatics. Chem Catalysis 2024, 4, 100928. [Google Scholar] [CrossRef]
- Pachaly, B. Silicones: [creating tomorrow’s solutions]; Wiley-VCH: Weinheim, 2005; ISBN 978-3527307708. [Google Scholar]
- Ragaert, K.; Delva, L.; van Geem, K. Mechanical and chemical recycling of solid plastic waste. Waste Management 2017, 69, 24–58. [Google Scholar] [CrossRef]
- Svenja Grummt. Praxis der Sortierung und Verwertung von Verpackungen im Sinne des § 21 VerpackG 2020/2021. Teilbericht No. 125, 2022. Available online: https://www.umweltbundesamt.de/sites/default/files/medien/1410/publikationen/2023-01-05_texte_125-2022_praxis_der_sortierung_und_verwertung_von_verpackungen.pdf (accessed on 29 July 2024).
- Der Grüne Punkt. Rohstofffraktionsspezifikation 323 Gemischte Polyolefin-Artikel DOC-23-50737, 2024. Available online: https://www.gruener-punkt.de/fileadmin/Dateien/Downloads/PDFs/Rohstofffraktionsspezifikationen2024/April/DOC-23-50737_-_Rohstofffraktionsspezifikation_323_Gemischte_Polyolefin-Artikel_-_v1.00.0001.pdf (accessed on 29 July 2024).
- Kusenberg, M.; Eschenbacher, A.; Delva, L.; Meester, S. de; Delikonstantis, E.; Stefanidis, G.D.; Ragaert, K.; van Geem, K.M. Towards high-quality petrochemical feedstocks from mixed plastic packaging waste via advanced recycling: The past, present and future. Fuel Processing Technology 2022, 238, 107474. [Google Scholar] [CrossRef]
- Snow, J.; Kuráň, P.; Kašpárek, A.; Leštinský, P.; Suchopa, R. Virgin polymers via pyrolysis – A review of heteroatom removal options. Fuel Processing Technology 2024, 254, 108031. [Google Scholar] [CrossRef]
- Belbessai, S.; Azara, A.; Abatzoglou, N. Recent Advances in the Decontamination and Upgrading of Waste Plastic Pyrolysis Products: An Overview. Processes 2022, 10, 733. [Google Scholar] [CrossRef]
- Genuino, H.C.; Ruiz, M.P.; Heeres, H.J.; Kersten, S.R. Pyrolysis of mixed plastic waste (DKR-350): Effect of washing pre-treatment and fate of chlorine. Fuel Processing Technology 2022, 233, 107304. [Google Scholar] [CrossRef]
- Lee, J.-K.; Shin, J.-H. Triboelectrostatic separation of pvc materials from mixed plastics for waste plastic recycling. Korean J. Chem. Eng. 2002, 19, 267–272. [Google Scholar] [CrossRef]
- Burat, F.; Güney, A.; Olgaç Kangal, M. Selective separation of virgin and post-consumer polymers (PET and PVC) by flotation method. Waste Management 2009, 29, 1807–1813. [Google Scholar] [CrossRef] [PubMed]
- Zhao, P.; Li, T.; Yan, W.; Yuan, L. Dechlorination of PVC wastes by hydrothermal treatment using alkaline additives. Environ. Technol. 2018, 39, 977–985. [Google Scholar] [CrossRef]
- Lu, J.; Borjigin, S.; Kumagai, S.; Kameda, T.; Saito, Y.; Fukushima, Y.; Yoshioka, T. Practical dehalogenation of automobile shredder residue in NaOH/ethylene glycol with an up-scale ball mill reactor. J Mater Cycles Waste Manag 2020, 22, 1620–1629. [Google Scholar] [CrossRef]
- Rieger, T.; Oey, J.C.; Palchyk, V.; Hofmann, A.; Franke, M.; Hornung, A. Chemical Recycling of WEEE Plastics—Production of High Purity Monocyclic Aromatic Chemicals. Processes 2021, 9, 530. [Google Scholar] [CrossRef]
- Hegedüs, Balázs, and Zsolt Dobó. Gasoline like fuel from plastic waste pyrolysis and hydrotreatment. nalecta Technica Szegedinensia 58–63.
- Ware, R.L.; Rodgers, R.P.; Marshall, A.G.; Mante, O.D.; Dayton, D.C.; Verdier, S.; Gabrielsen, J.; Rowland, S.M. Tracking Elemental Composition through Hydrotreatment of an Upgraded Pyrolysis Oil Blended with a Light Gas Oil. Energy Fuels 2020, 34, 16181–16186. [Google Scholar] [CrossRef]
- Kusenberg, M.; Eschenbacher, A.; Djokic, M.R.; Zayoud, A.; Ragaert, K.; Meester, S. de; van Geem, K.M. Opportunities and challenges for the application of post-consumer plastic waste pyrolysis oils as steam cracker feedstocks: To decontaminate or not to decontaminate? Waste Manag. 2022, 138, 83–115. [Google Scholar] [CrossRef]
- Zhu, H.M.; Jiang, X.G.; Yan, J.H.; Chi, Y.; Cen, K.F. TG-FTIR analysis of PVC thermal degradation and HCl removal. Journal of Analytical and Applied Pyrolysis 2008, 82, 1–9. [Google Scholar] [CrossRef]
- Park, K.-B.; Choi, M.-J.; Chae, D.-Y.; Jung, J.; Kim, J.-S. Separate two-step and continuous two-stage pyrolysis of a waste plastic mixture to produce a chlorine-depleted oil. Energy 2022, 244, 122583. [Google Scholar] [CrossRef]
- Cho, M.-H.; Jung, S.-H.; Kim, J.-S. Pyrolysis of Mixed Plastic Wastes for the Recovery of Benzene, Toluene, and Xylene (BTX) Aromatics in a Fluidized Bed and Chlorine Removal by Applying Various Additives. Energy Fuels 2010, 24, 1389–1395. [Google Scholar] [CrossRef]
- Miskolczi, N.; Ateş, F.; Borsodi, N. Comparison of real waste (MSW and MPW) pyrolysis in batch reactor over different catalysts. Part II: contaminants, char and pyrolysis oil properties. Bioresour. Technol. 2013, 144, 370–379. [Google Scholar] [CrossRef]
- Areeprasert, C.; Khaobang, C. Pyrolysis and catalytic reforming of ABS/PC and PCB using biochar and e-waste char as alternative green catalysts for oil and metal recovery. Fuel Processing Technology 2018, 182, 26–36. [Google Scholar] [CrossRef]
- Kusenberg, M.; Zayoud, A.; Roosen, M.; Thi, H.D.; Abbas-Abadi, M.S.; Eschenbacher, A.; Kresovic, U.; Meester, S. de; van Geem, K.M. A comprehensive experimental investigation of plastic waste pyrolysis oil quality and its dependence on the plastic waste composition. Fuel Processing Technology 2022, 227, 107090. [Google Scholar] [CrossRef]
- Kopinke, F.D.; Zimmermann, G.; Reyniers, G.C.; Froment, G.F. Relative rates of coke formation from hydrocarbons in steam cracking of naphtha. 3. Aromatic hydrocarbons. Ind. Eng. Chem. Res. 1993, 32, 2620–2625. [Google Scholar] [CrossRef]
- Kondyli, A.; Schrader, W. Understanding “Fouling” in Extremely Complex Petroleum Mixtures. ACS Appl. Energy Mater. 2020, 3, 7251–7256. [Google Scholar] [CrossRef]
- Muhammad, C.; Onwudili, J.A.; Williams, P.T. Catalytic pyrolysis of waste plastic from electrical and electronic equipment. Journal of Analytical and Applied Pyrolysis 2015, 113, 332–339. [Google Scholar] [CrossRef]
- Xiang, H.; Wang, J.; Ma, P.; Cheng, Y.; Yildiz, G. Unveiling the conditioning correlation in ex-situ catalytic pyrolysis of waste polyolefins towards designated conversion into valuable products. Journal of Analytical and Applied Pyrolysis 2024, 181, 106639. [Google Scholar] [CrossRef]
- Akubo, K.; Nahil, M.A.; Williams, P.T. Aromatic fuel oils produced from the pyrolysis-catalysis of polyethylene plastic with metal-impregnated zeolite catalysts. Journal of the Energy Institute 2019, 92, 195–202. [Google Scholar] [CrossRef]
- Akin, O.; Varghese, R.J.; Eschenbacher, A.; Oenema, J.; Abbas-Abadi, M.S.; Stefanidis, G.D.; van Geem, K.M. Chemical recycling of plastic waste to monomers: Effect of catalyst contact time, acidity and pore size on olefin recovery in ex-situ catalytic pyrolysis of polyolefin waste. Journal of Analytical and Applied Pyrolysis 2023, 172, 106036. [Google Scholar] [CrossRef]
- Zhang, J.; Ma, M.; Chen, Z.; Zhang, X.; Yang, H.; Wang, X.; Feng, H.; Yu, J.; Gao, S. Production of monocyclic aromatics and light olefins through ex-situ catalytic pyrolysis of low-density polyethylene over Ga/P/ZSM-5 catalyst. Journal of the Energy Institute 2023, 108, 101235. [Google Scholar] [CrossRef]
- Sun, K.; Themelis, N.J.; Bourtsalas, A.C.; Huang, Q. Selective production of aromatics from waste plastic pyrolysis by using sewage sludge derived char catalyst. Journal of Cleaner Production 2020, 268, 122038. [Google Scholar] [CrossRef]
- Qian, K.; Tian, W.; Li, W.; Wu, S.; Chen, D.; Feng, Y. Catalytic Pyrolysis of Waste Plastics over Industrial Organic Solid-Waste-Derived Activated Carbon: Impacts of Activation Agents. Processes 2022, 10, 2668. [Google Scholar] [CrossRef]
- Sun, K.; Huang, Q.; Ali, M.; Chi, Y.; Yan, J. Producing Aromatic-Enriched Oil from Mixed Plastics Using Activated Biochar as Catalyst. Energy Fuels 2018, 32, 5471–5479. [Google Scholar] [CrossRef]
- Fan, W.; Tahir, M.H.; Chen, D.; Hong, L.; Yin, L.; Yu, H. High quality oil and H2-rich gas production from municipal solid wastes through pyrolysis and catalytic reforming: Comparison of differently modified waste char-based catalysts. Journal of Analytical and Applied Pyrolysis 2024, 178, 106382. [Google Scholar] [CrossRef]
- Hu, S.; Jiang, L.; Wang, Y.; Su, S.; Sun, L.; Xu, B.; He, L.; Xiang, J. Effects of inherent alkali and alkaline earth metallic species on biomass pyrolysis at different temperatures. Bioresour. Technol. 2015, 192, 23–30. [Google Scholar] [CrossRef] [PubMed]
- Pan, Y.; Sima, J.; Wang, X.; Zhou, Y.; Huang, Q. BTEX recovery from waste rubbers by catalytic pyrolysis over Zn loaded tire derived char. Waste Manag. 2021, 131, 214–225. [Google Scholar] [CrossRef] [PubMed]
- Al-Salem, S.M.; Antelava, A.; Constantinou, A.; Manos, G.; Dutta, A. A review on thermal and catalytic pyrolysis of plastic solid waste (PSW). J. Environ. Manage. 2017, 197, 177–198. [Google Scholar] [CrossRef] [PubMed]
- Anuar Sharuddin, S.D.; Abnisa, F.; Wan Daud, W.M.A.; Aroua, M.K. A review on pyrolysis of plastic wastes. Energy Conversion and Management 2016, 115, 308–326. [Google Scholar] [CrossRef]
- Armenise, S.; SyieLuing, W.; Ramírez-Velásquez, J.M.; Launay, F.; Wuebben, D.; Ngadi, N.; Rams, J.; Muñoz, M. Plastic waste recycling via pyrolysis: A bibliometric survey and literature review. Journal of Analytical and Applied Pyrolysis 2021, 158, 105265. [Google Scholar] [CrossRef]
- Liu, D.; Cao, L.; Zhang, G.; Zhao, L.; Gao, J.; Xu, C. Catalytic conversion of light alkanes to aromatics by metal-containing HZSM-5 zeolite catalysts—A review. Fuel Processing Technology 2021, 216, 106770. [Google Scholar] [CrossRef]
- Lok, C.M.; van Doorn, J.; Aranda Almansa, G. Promoted ZSM-5 catalysts for the production of bio-aromatics, a review. Renewable and Sustainable Energy Reviews 2019, 113, 109248. [Google Scholar] [CrossRef]
- Miandad, R.; Barakat, M.A.; Aburiazaiza, A.S.; Rehan, M.; Nizami, A.S. Catalytic pyrolysis of plastic waste: A review. Process Safety and Environmental Protection 2016, 102, 822–838. [Google Scholar] [CrossRef]
- Peng, Y.; Wang, Y.; Ke, L.; Dai, L.; Wu, Q.; Cobb, K.; Zeng, Y.; Zou, R.; Liu, Y.; Ruan, R. A review on catalytic pyrolysis of plastic wastes to high-value products. Energy Conversion and Management 2022, 254, 115243. [Google Scholar] [CrossRef]
- Brebu, M.; Bhaskar, T.; Murai, K.; Muto, A.; Sakata, Y.; Uddin, M.A. Removal of nitrogen, bromine, and chlorine from PP/PE/PS/PVC/ABS–Br pyrolysis liquid products using Fe- and Ca-based catalysts. Polymer Degradation and Stability 2005, 87, 225–230. [Google Scholar] [CrossRef]
- Hubáček, J.; Lederer, J.; Kuráň, P.; Koutník, P.; Gholami, Z.; Zbuzek, M.; Bačiak, M. Dechlorination during pyrolysis of plastics: The potential of stepwise pyrolysis in combination with metal sorbents. Fuel Processing Technology 2022, 231, 107226. [Google Scholar] [CrossRef]
- Jeong, Y.-S.; Park, K.-B.; Kim, J.-S. Kinetics and characteristics of activator-assisted pyrolysis of municipal waste plastic and chlorine removal using hot filter filled with absorbents. Energy 2022, 238, 121814. [Google Scholar] [CrossRef]
- Brebu, M.; Bhaskar, T.; Murai, K.; Muto, A.; Sakata, Y.; Uddin, M. Thermal degradation of PE and PS mixed with ABS-Br and debromination of pyrolysis oil by Fe- and Ca-based catalysts. Polymer Degradation and Stability 2004, 84, 459–467. [Google Scholar] [CrossRef]
- Bhaskar, T.; Kaneko, J.; Muto, A.; Sakata, Y.; Jakab, E.; Matsui, T.; Uddin, M. Pyrolysis studies of PP/PE/PS/PVC/HIPS-Br plastics mixed with PET and dehalogenation (Br, Cl) of the liquid products. Journal of Analytical and Applied Pyrolysis 2004, 72, 27–33. [Google Scholar] [CrossRef]
- Sakata, Y.; Bhaskar, T.; Uddin, M.A.; Muto, A.; Matsui, T. Development of a catalytic dehalogenation (Cl, Br) process for municipal waste plastic-derived oil. J Mater Cycles Waste Manag 2003, 5, 113–124. [Google Scholar] [CrossRef]
- Hornung, A.; Apfelbacher Andreas, Ouadi, Miloud, Neumann, Johannes. Pyrolysis oil and method for producing same.
Figure 1.
Mixed polyolefin plastic waste sorting residue (MPO323).

Figure 2.
Process flow diagram of the pyrolysis pilot plant (thermo-chemical conversion process).
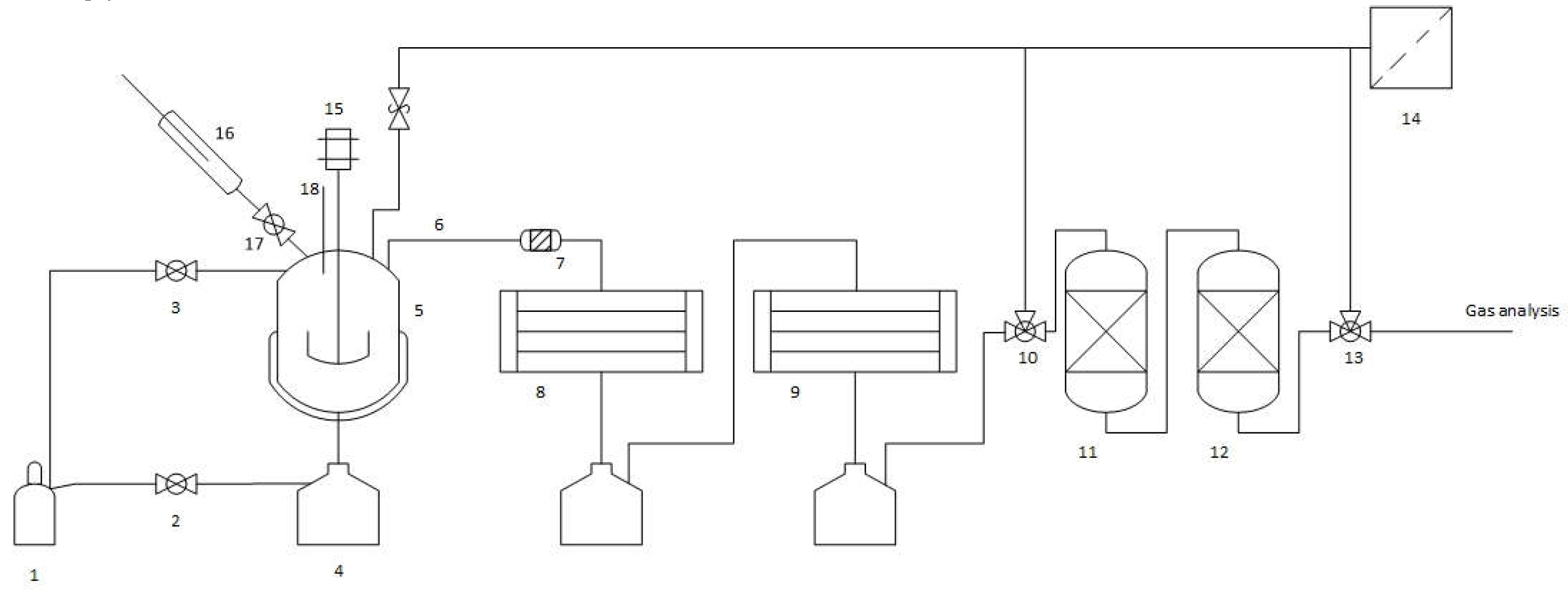
Figure 3.
Process flow diagram of the pyrolysis pilot plant (thermo-chemical conversion process).
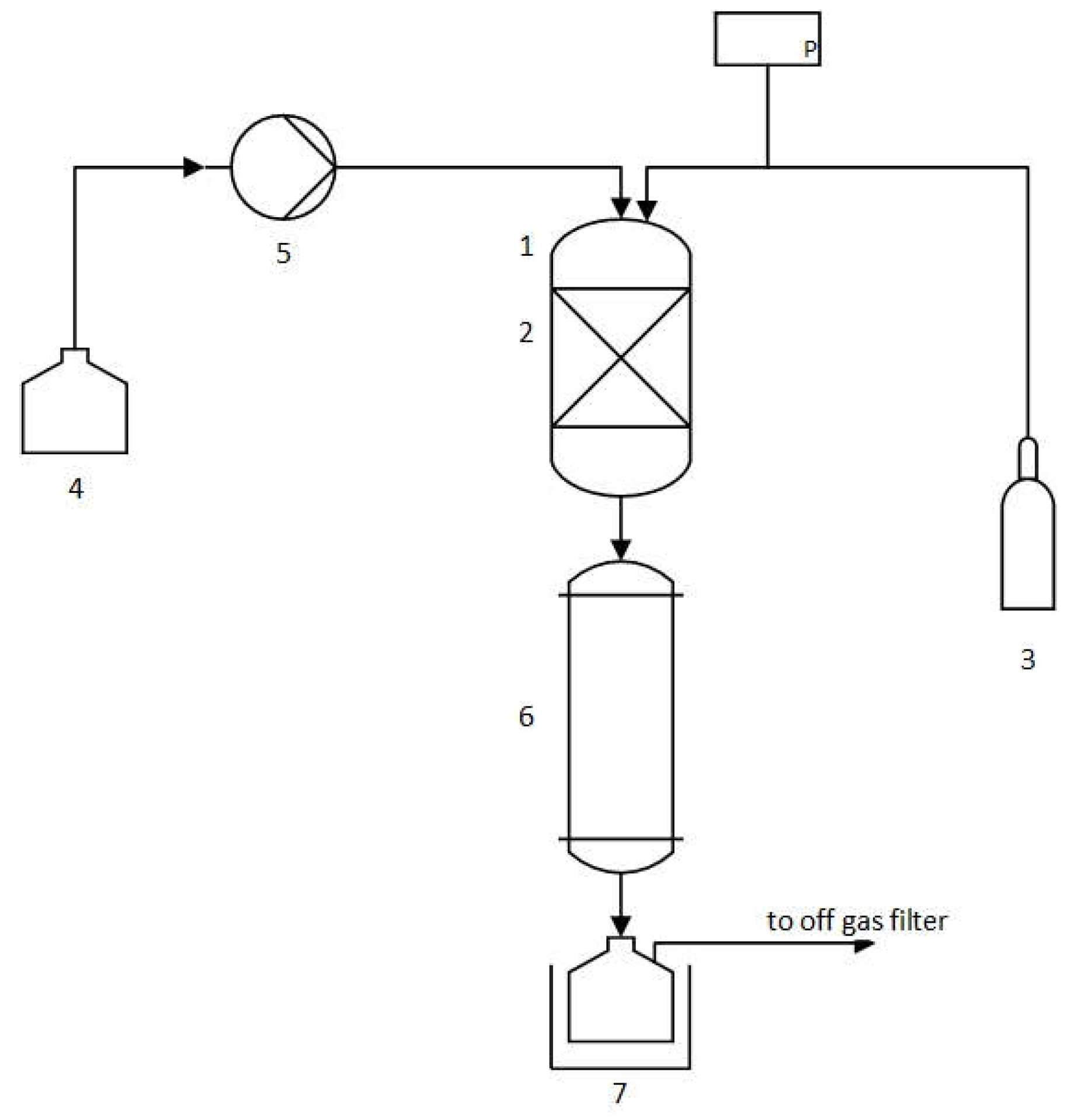
Figure 4.
Mass balance of pilot scale pyrolysis experiments.
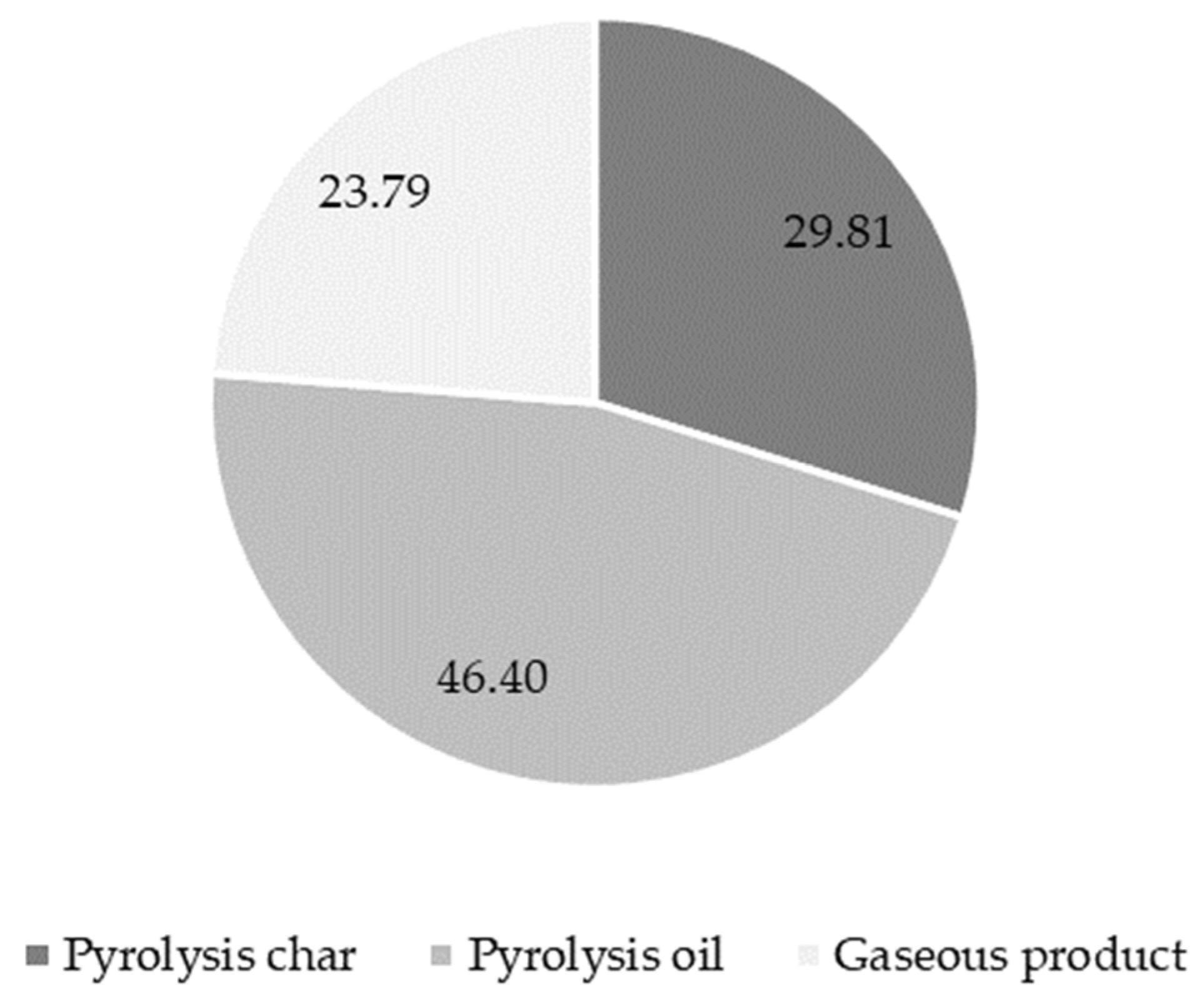
Figure 5.
Liquid yields, gas yields, and losses of auto-catalytic reforming experiments.
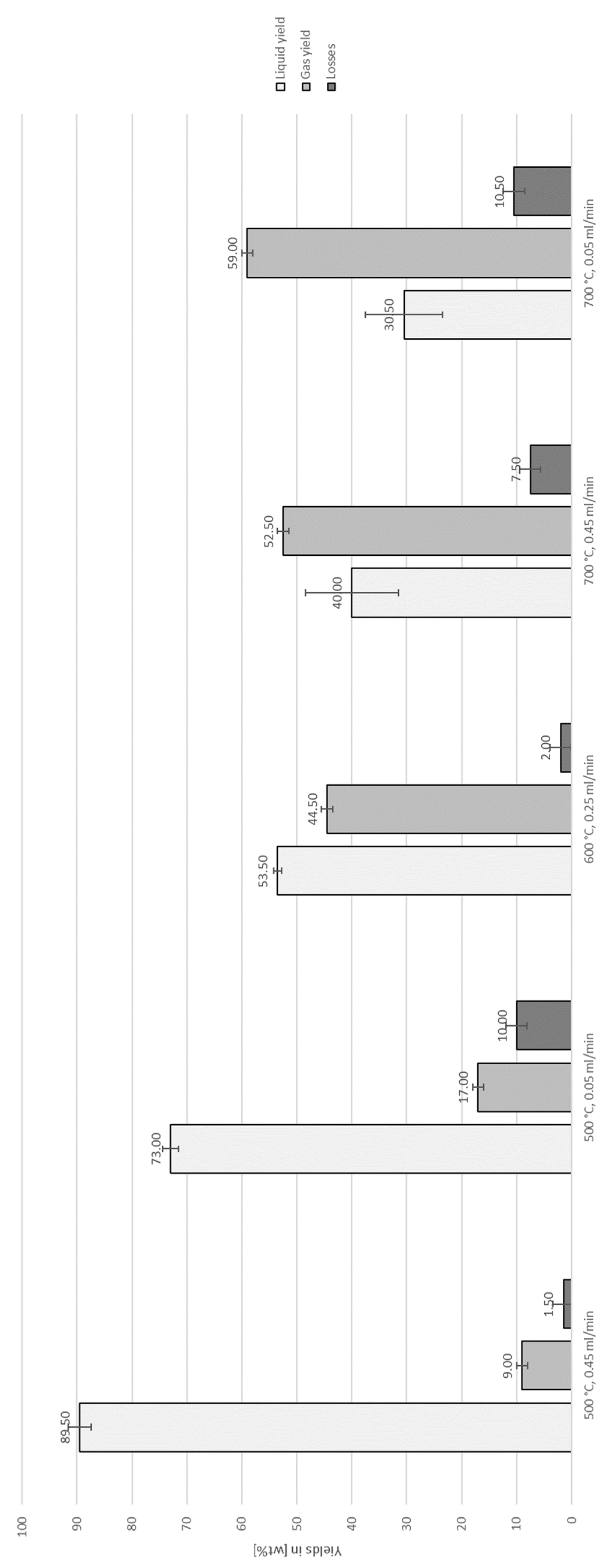
Figure 6.
Composition of MPO323 pyrolysis oil and liquid products from auto-catalytic reforming experiments.
Figure 6.
Composition of MPO323 pyrolysis oil and liquid products from auto-catalytic reforming experiments.
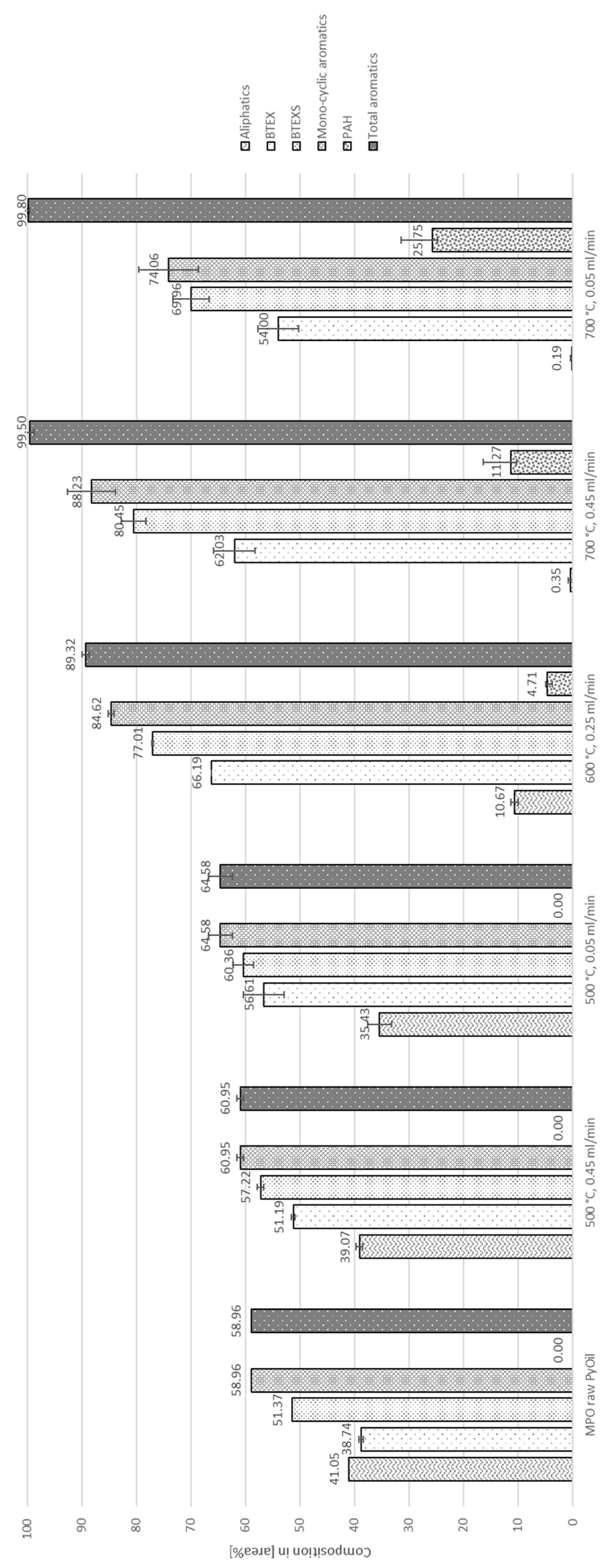
Figure 7.
Concentrations of chlorine and sulfur in MPO323 pyrolysis oil and liquid products from auto-catalytic reforming experiments.
Figure 7.
Concentrations of chlorine and sulfur in MPO323 pyrolysis oil and liquid products from auto-catalytic reforming experiments.
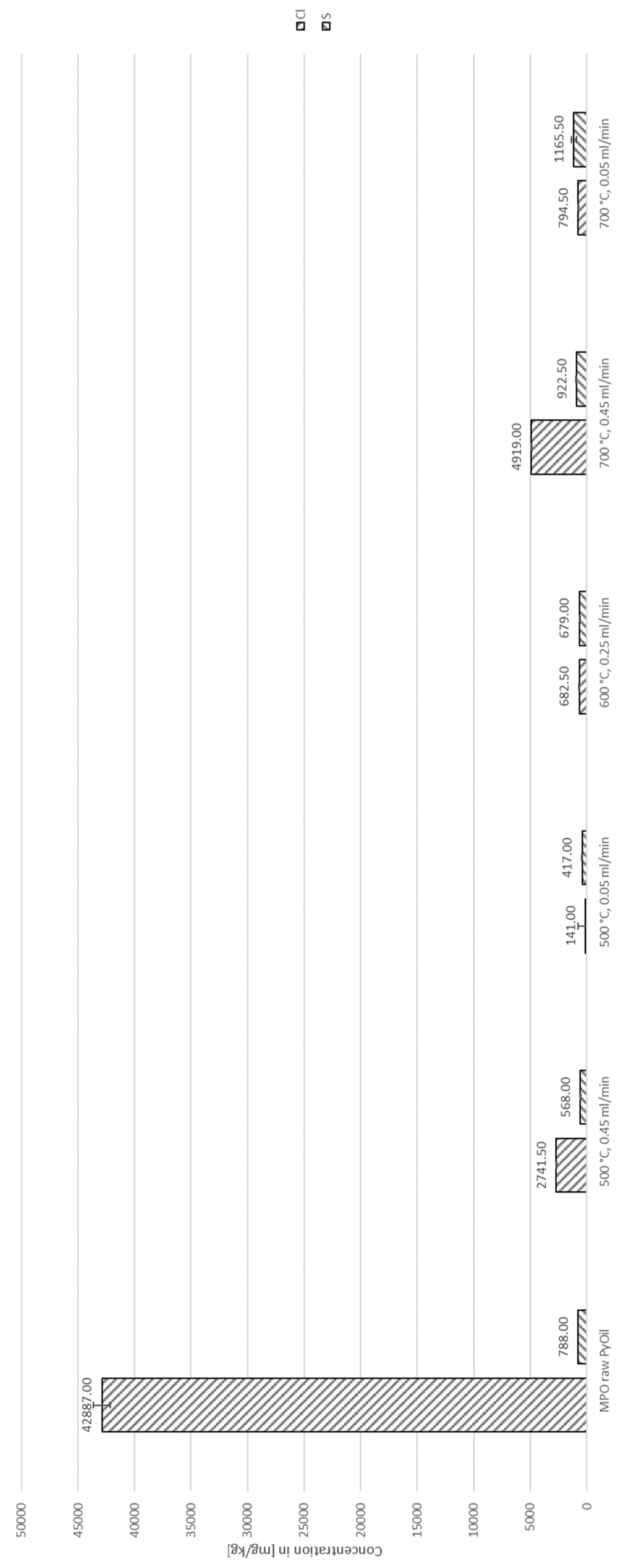
Figure 8.
Concentrations of iron, phosphorus, bromine, lead and aluminum in MPO323 pyrolysis oil and liquid products from auto-catalytic reforming experiments.
Figure 8.
Concentrations of iron, phosphorus, bromine, lead and aluminum in MPO323 pyrolysis oil and liquid products from auto-catalytic reforming experiments.
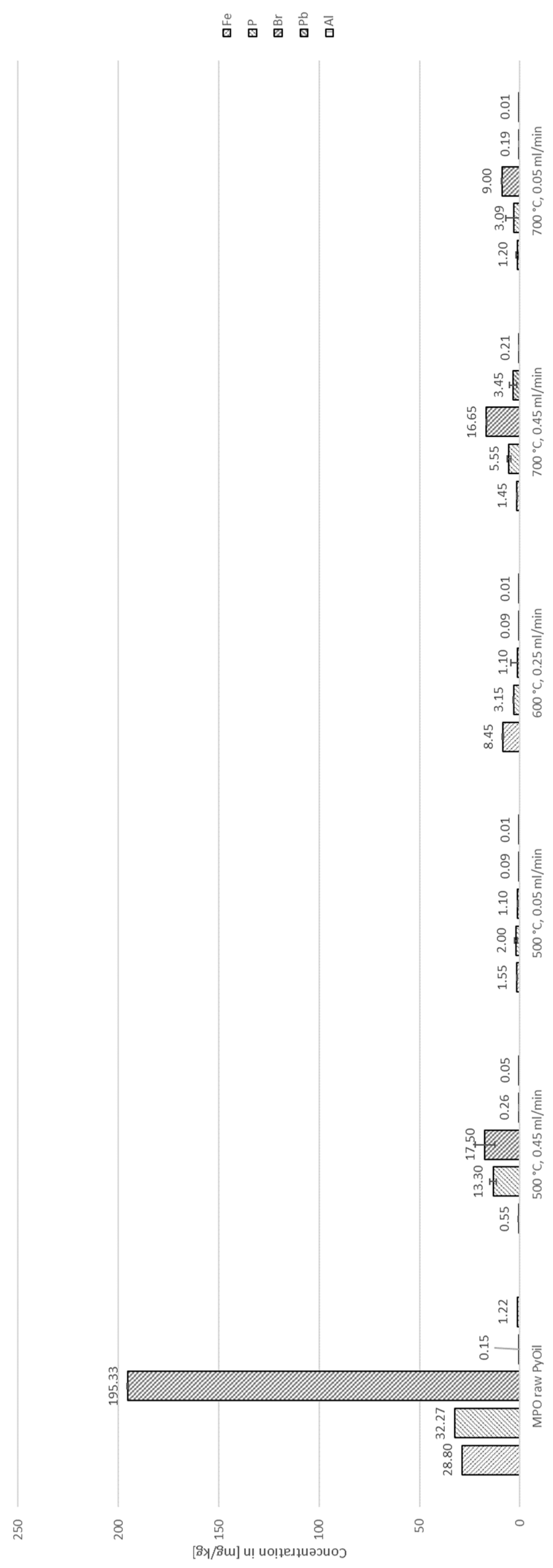
Figure 9.
Linear model for liquid yield dependent on temperature and flow rate.
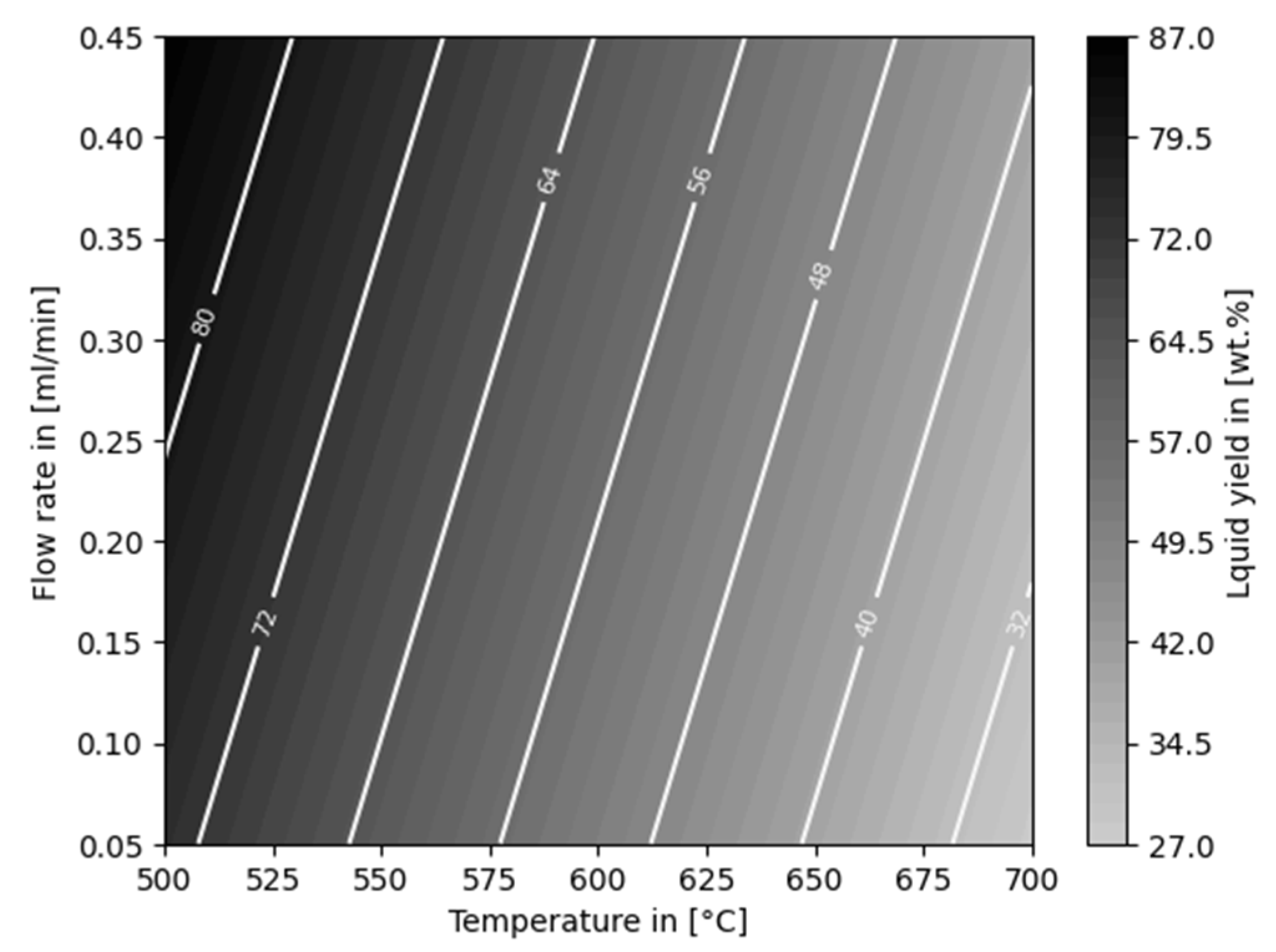
Figure 10.
Linear model for the content of aliphatic hydrocarbons in the liquid product dependent on temperature and flow rate.
Figure 10.
Linear model for the content of aliphatic hydrocarbons in the liquid product dependent on temperature and flow rate.

Figure 11.
Linear model for the content of polycyclic aromatic hydrocarbons (PAH) in the liquid product dependent on temperature and flow rate.
Figure 11.
Linear model for the content of polycyclic aromatic hydrocarbons (PAH) in the liquid product dependent on temperature and flow rate.
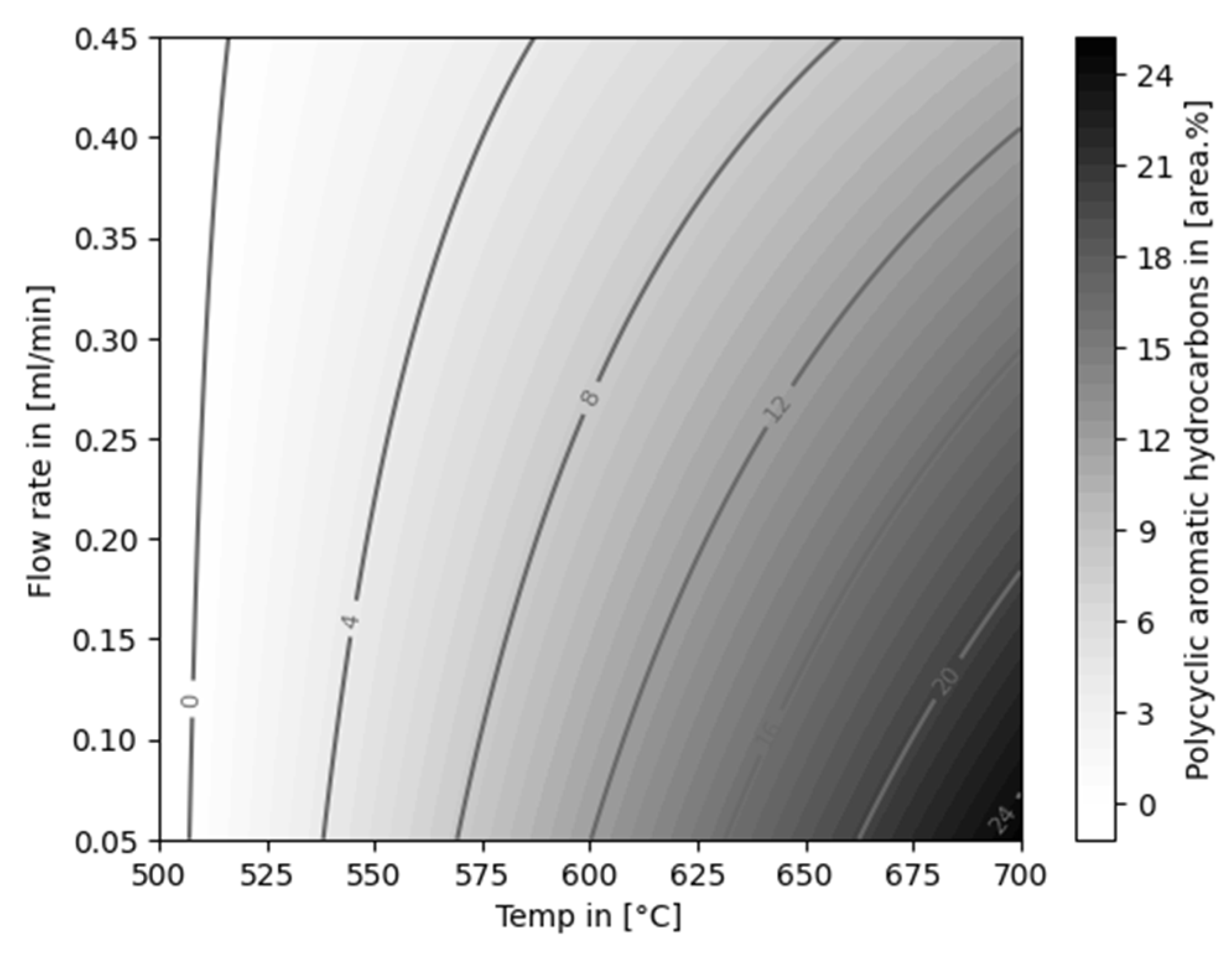
Figure 12.
Linear model for the content of sulfur in the liquid product dependent on temperature and flow rate.
Figure 12.
Linear model for the content of sulfur in the liquid product dependent on temperature and flow rate.
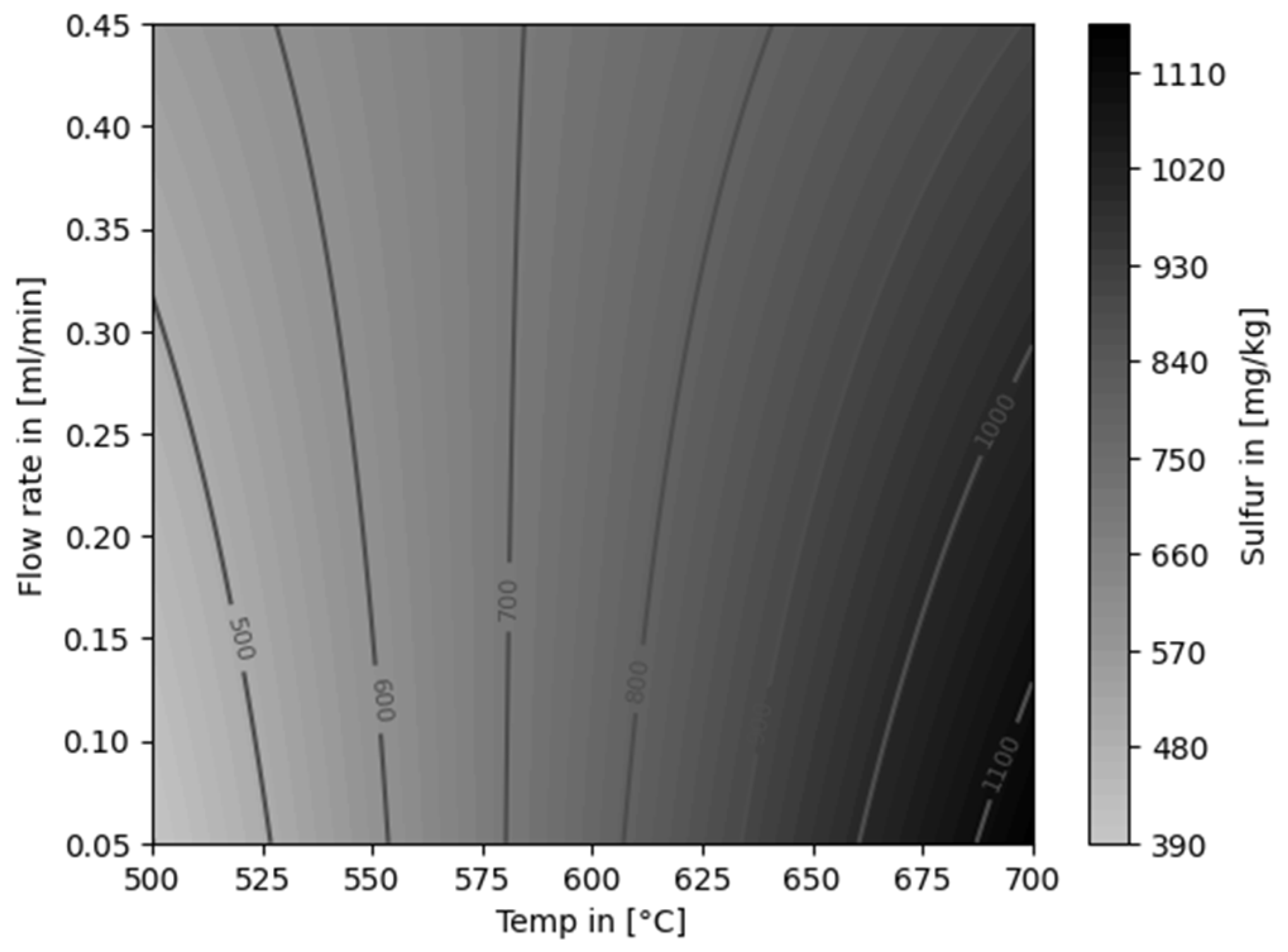
Figure 13.
Linear model for the content of phosphorus in the liquid product dependent on temperature and flow rate.
Figure 13.
Linear model for the content of phosphorus in the liquid product dependent on temperature and flow rate.
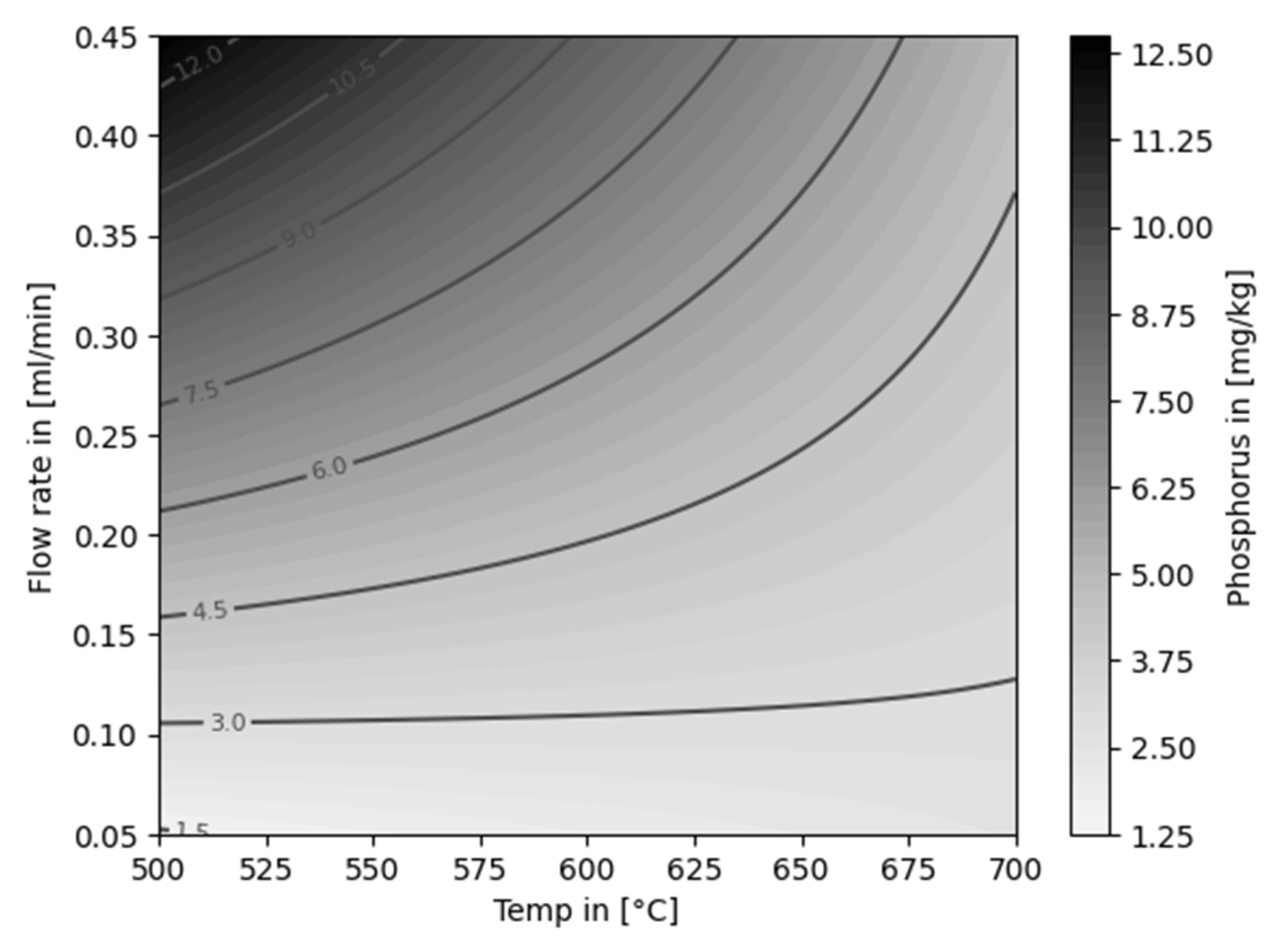

Table 1.
Design of experiments.
| Experiment | Catalytically active material | Temperature [°C] |
Flow rate [ml/min] |
Feed material |
|---|---|---|---|---|
| CR1_MPO_1 | Raw MPO323 char | 500 | 0.05 | MPO323 oil |
| CR1_MPO_2 | Raw MPO323 char | 500 | 0.05 | MPO323 oil |
| CR2_MPO_1 | Raw MPO323 char | 500 | 0.45 | MPO323 oil |
| CR2_MPO_2 | Raw MPO323 char | 500 | 0.45 | MPO323 oil |
| CR3_MPO_1 | Raw MPO323 char | 600 | 0.25 | MPO323 oil |
| CR3_MPO_2 | Raw MPO323 char | 600 | 0.25 | MPO323 oil |
| CR4_MPO_1 | Raw MPO323 char | 700 | 0.05 | MPO323 oil |
| CR4_MPO_2 | Raw MPO323 char | 700 | 0.05 | MPO323 oil |
| CR5_MPO_1 | Raw MPO323 char | 700 | 0.45 | MPO323 oil |
| CR5_MPO_2 | Raw MPO323 char | 700 | 0.45 | MPO323 oil |
Table 2.
GC/MS peak table of conventional MPO323 pyrolysis oil produced at 520 °C.
| Area% | Ret. Time | Name |
| 19.10 | 7.468 | Ethylbenzene |
| 12.82 | 8.111 | Styrene |
| 11.10 | 5.486 | Toluene |
| 8.73 | 6.994 | 2,4-Dimethyl-1-heptene |
| 6.87 | 3.591 | Benzene |
| 3.54 | 10.000 | 1-Decene |
| 3.34 | 5.242 | AH C8 |
| 3.19 | 8.055 | AH C9 |
| 3.11 | 6.801 | AH C8 |
| 2.98 | 15.020 | AH C13 |
| 2.20 | 8.752 | Benzene, (1-methylethyl)- |
| 2.09 | 11.775 | 1-Undecene |
| 2.06 | 5.957 | 1-Octene |
| 1.99 | 9.574 | AH C10 |
| 1.88 | 14.906 | 1-Tridecene |
| 1.69 | 13.398 | 1-Dodecene |
| 1.64 | 4.010 | 1-Heptene |
| 1.62 | 9.893 | alpha.-Methylstyrene |
| 1.61 | 7.665 | Xylene |
| 1.59 | 15.267 | AH C13 |
| 1.59 | 16.317 | 1-Tetradecene |
| 1.47 | 17.646 | 1-Pentadecene |
| 1.31 | 11.506 | AH C11 |
| 1.27 | 9.650 | Mesitylene |
| 1.22 | 5.435 | AH C8 |
Table 3.
ICP-OES analysis of MPO323 pyrolysis oil.
| Species | Concentration [ppm] | Standard deviation [ppm] |
| Cl | 42,887.00 | 747.24 |
| S | 788.00 | 3.46 |
| Br | 195.33 | 3.51 |
| P | 32.27 | 0.15 |
| Fe | 28.80 | 4.92 |
| Al | 1.22 | 0.43 |
| Pb | 0.15 | 0.06 |
Table 4.
Composition of MPO323 pyrolysis coke from ultimate analysis and ICP-OES analysis*.
| Species | Concentration [wt.%] | Species | Concentration [wt.%] |
| Al | 11.00 | Mn | 0.05 |
| Ba | 0.73 | N | 0.67 |
| C | 63.66 | Na | 1.60 |
| Ca | 12.00 | Ni | 0.06 |
| Cu | 2.10 | P | 0.34 |
| Cr | 0.06 | Pb | 0.05 |
| Fe | 1.80 | S | 0.14 |
| H | 3.14 | Si | 8.30 |
| K | 0.67 | Ti | 3.10 |
| Mg | 1.20 | Zn | 2.70 |
*Sum differs from 100% due to the use of different analytical methods.
Table 5.
Comparison of elements converted to oxide form in pyrolysis coke from MPO323 and other sources.
Table 5.
Comparison of elements converted to oxide form in pyrolysis coke from MPO323 and other sources.
| Name, Property | Unit | MPO323 char | Biochar [22] |
Electronic waste char [22] |
Fe/Biochar [22] |
Fe/ Electronic char [22] |
|---|---|---|---|---|---|---|
| SiO2 | [wt.%] | 7.30 | 10.88 | 0.676 | 33.3 | 2.28 |
| Al2O3 | [wt.%] | 9.30 | 1.28 | 0.165 | 5.46 | 0.627 |
| CaO | [wt.%] | 23.0 | 1.28 | 1.89 | 5.13 | 7.55 |
| Fe2O3 | [wt.%] | 2.20 | 1.12 | 1.21 | 17.2 | 8.92 |
| TiO2 | [wt.%] | 2.50 | 0.06 | 0 | 0.236 | 2.29 |
| Na2O | [wt.%] | 0.93 | 0.82 | 0.112 | 3.33 | 1.5 |
| MgO | [wt.%] | 0.80 | 0.48 | 0.421 | 2.03 | 0 |
| ZnO | [wt.%] | 1.8 | - | - | - | - |
| BET | [m2/g] | 5.3 | 4.2 | 4.5 | 52.4 | 10.8 |
| Pore volume | [cm2/g] | 0.013 | 0.008 | 0.006 | 0.055 | 0.02 |
| Pore size | [nm] | 10.2 | 7.65 | 5.43 | 4.2 | 7.34 |
Table 6.
Mono-cyclic aromatic hydrocarbons in the initial MPO323 pyrolysis oil and the auto-catalytically reformed product.
Table 6.
Mono-cyclic aromatic hydrocarbons in the initial MPO323 pyrolysis oil and the auto-catalytically reformed product.
| Initial pyrolysis oil | Auto-catalytically reformed at 600 C, 0.25 ml/min | ||
|---|---|---|---|
| Area% | Name | Area% | Name |
| 6.87 | Benzene | 14.63 | Benzene |
| 11.1 | Toluene | 22.17 | Toluene |
| 19.1 | Ethylbenzene | 23.69 | Ethylbenzene |
| 1.61 | Xylene | 6.08 | Xylene |
| 12.82 | Styrene | 10.52 | Styrene |
| 2.2 | Benzene, (1-methylethyl)- | 1.73 | Benzene, (1-methylethyl)- |
| 0.88 | Benzene, 1-ethyl-3-methyl- | ||
| 0.68 | Benzene, 1-ethyl-2-methyl- | ||
| 0.99 | Benzene, 1,2,3-trimethyl- | ||
| 1.62 | .alpha.-Methylstyrene | 1.23 | .alpha.-Methylstyrene |
| 1.27 | Mesitylene | 2.37 | Mesitylene |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



