
Submitted:
20 February 2024
Posted:
21 February 2024
You are already at the latest version
Abstract
The production of biomass fly ash has been increasing every year in Europe, reaching 5.5 million tons in 2020. Biomass fly ash is not yet accepted in the standards as a substitute material for cement in mortar and concrete. In a first approach, the substitution limit of biomass fly ash is determined by comparing the mechanical strengths, fresh state properties and hardened properties of mortars produced with biomass fly ash to those of mortars produced with classical coal fly ash. Then, masonry and rendering mortars have been designed with different substitution rates of biomass fly ashes from wood combustion in thermal power plant. Although there is an overall decrease in performance, mortars made with biomass ash retain properties that make them suitable for use in masonry or rendering.
Keywords:
biomass fly ashes
; cement
; masonry mortar
; rendering mortar
; design
; properties
1. Introduction
Concrete is the most widely used material for infrastructure development with a global yearly consumption approaching 30 billion tons [1]. The production of cement releases about 8-9% of the global anthropogenic CO2 emissions. To respect the targets of the 2015 Paris Agreement on climate change, reducing the amount of CO2 generated by cement production is crucial but remains a challenge. One of the strategies to achieve that goal consist in replacing part of the Portland cement in the concrete composition with industrial by-product. A classical supplementary cementitious materials (SCM) is coal fly ash (CFA) [2]. CFA is obtained by recovering the particles in the flue-gas stacks after the combustion of coal. CFA is very interesting for cement manufacturers because it contains silica and aluminum oxides [3]. By adding about 20% CFA to clinker, it can replace the bauxite that is usually used as a basic constituent. The use of CFA in the manufacture of masonry and plastering mortars as a partial replacement for Portland cement or blended cement is highly recommended for rheological reasons [4]. Fairly coarse CFA is used to make mortars suitable for masonry and plastering joints. It is easily possible to produce mortars with 20 to 40 % of cement replacement by CFA with sufficient strength [5]. From a technical point of view, the use of CFA in mortars/concretes can improve mechanical strength, physical and chemical ageing resistance and fresh flow properties [6]. The hydration of masonry cement into which CFA is incorporated always releases Ca(OH)2 which reacts with the CFA to form constituents such as hydrated calcium silicate which contributes to increased mechanical strength.
However, in some countries, good quality CFA is hard to come by and other new sources of supplementary cementitious materials are needed. Biomass fly ash (BFA) could prove to be an effective alternative to classical CFA and have garnered more and more attention in recent years. BFA is the residue, mainly alkaline, of the combustion, incineration or pyrolysis of various organic and mineral plant materials, both natural and non-fossil (wood, plants) [7]. Biomass is usually composed of wood waste from forestry, farm waste or waste from the food industry. In 2019, in Belgium, renewables made up 8% of total energy supply and around 10% of the final energy consumption and around 64% of that renewable energy came from biomass [8,9]. In Wallonia, the situation is similar where biomass is the main source of renewable energy and accounts for a bit more than 40% of the total production of renewable energy (Figure 1).
The production of BFA has been increasing every year in Europe, reaching 5.5 million tons in 2020 [10,11]. Combustion or co-combustion of biomass with coal can reduce coal consumption and minimize global CO2 emissions. Biomass accounts for more than 4% of total energy consumption in the European Union and will increase in the future. However, BFA do not currently have any established valorization process and their storage occupies large areas and increases the risk of groundwater contamination. Currently, BFA is only commonly used as a soil supplement to improve alkalinity in agricultural applications [12]. Recent research results have shown the suitability of BFA as partial replacement for cement in structural concrete for buildings [13,14,15,16,17,18,19]. Esteves [20] showed that the total chemical composition of silica, alumina and ferric compounds could range from 18.6% to 59.3% for the wood ash samples examined. Wang [21] reported that wood waste fly ash consisted of very irregularly shaped particles with a higher porous surface area than CFA. The mechanisms of interaction with cement, the effect of undesirables, especially alkali and phosphorus, remain to be explored.
However, cementitious materials with BFA lack building codes and data on their long-term behavior. In this research, the substitution limits of BFA are studied by comparison of the mechanical strengths, fresh state properties and hardened properties of mortars produced with BFA and CFA (stage 1). The viability of the process is then tested against the requirements for some of the most common mortar applications [22]: masonry and plaster mortars (stage 2).
2. Comparison of Coal Fly Ash with Biomass Fly Ash
The specifications and conformity criteria for CFA are governed by EN 450-1. The manufacture of cements containing fly ash is covered by EN 197-1. Fly ash used in mortars and concretes must fulfill a number of physical and chemical requirements such as:
- Loss on ignition (EN 196-2): it must not exceed 5% by mass in order to limit the amount of unburnt carbon in the fly ash;
- Chloride content Cl- (EN 196-21): not to exceed 0.1% by mass;
- Sulphuric anhydride content SO3 (EN 196-2): must not exceed 3% by mass
- Free calcium oxide content (EN 451-1): must not exceed 1% by mass;
- Fineness (EN 451-2): the maximum value of the fineness must not exceed 40%;
- Activity index (EN 196-1): the activity index at 28 days and 90 days must be greater than 75% and 85%, respectively.
2.1. Physico-Chemical Characterization of Fly Ash
Two types of fly ash are used: the CFA are coming from an historical deposit in the Liege area and the BFA were produced in the thermal power plant of Awirs from 100% wooden resources. The main physico-chemical characteristics of both fly ashes are given in Table 1 and Table 2.
The densities of fly ash (CFA and CBA) are lower than those of cement. The specific surface areas determined by the Blaine method (in accordance with standard EN 196-6) and by the BET method using N2 are also presented in this table: the specific surface area of materials measured by the BET method is 2 to 5 times greater than that measured by the Blaine method.
Physical properties are globally similar for biomass and coal fly ashes.
BFA are characterized by a lower [SiO2 + Al2O3 + Fe2O3] content than CFA (33.2 and 84.9%, respectively): this should result in lower pozzolanic reactivity. BFA has a higher loss on ignition than coal ash, which may be due to incomplete combustion of carbon due to kinetics and mass transfer in the biomass plant, when the wood pellets are at a temperature of between 750°C and 1000°C. In fact, some of them may not be burnt properly.
2.2. Mortars Design and Testing
To assess the influence of the partial replacement of Portland cement by BFA and to compare it to the influence of the well accepted/considered CFA, a series of mortar mixtures are prepared and characterized as shown on Figure 2.
A reference mortar containing water, CEM I 52.5N cement and standardized sand is prepared according to EN 196-1. Then, part of the cement was substituted with CFA or BFA at substitution rates of 0%, 10%, 20% and 30% (in volume).
The exact composition of mortar mixtures is given in Table 3. Water to binder (W/B) ratio remains constant and equal to 0.5 for all the mortars tested at this stage.
The test performed on the different mixes are related to workability (EN 1015-3), density (EN 1015-6), mechanical strength (EN 196-1), apparent porosity and water absorption by immersion (NBN B15-215). The objective is to determine the maximum acceptable substitution rate of Portland cement by BFA.
2.3. Sensitivity Study on The Substitution Rate
While CFA induce a slight decrease in workability, BFA dramatically impact the fresh behavior of mortars (Figure 3). A higher specific surface usually explains this type of behavior [9,16] [Zhao 2018, Rajamma 2015]: when BFA content increases, adsorption increases and the water available for workability decreases.
Density of hardened mortars (Figure 4) increases with time. The CFA substitution does not seem to impact the density of mortar and it remains unchanged for substitution rates up to 20% of BFA. For 30% BFA, a lot of air bubbles were present in the mix and induced a large decrease of samples’ mass.
Mechanical performances clearly show a positive evolution with time, for both types of fly ash (Figure 5). The increase is however higher with CFA than with BFA, which attests a higher pozzolanic activity. BFA seem however to have a filler effect which contributes to diminish detrimental effect of substitution.
The important decrease in mechanical performances for 30% BFA means that substitution rate should be limited to value around or lower to 20% for which the compressive strength loss remains acceptable (25% for BFA vs 10% for CFA cf. Table 4) and the absolute value of the compressive strength remains high (48 MPa) with a low coefficient of variation.
Water absorption by immersion after 28 days tests are conducted according to NBN B15-215 and 3 samples are tested for each composition. As can be seen in Figure 6, the water absorption reached are reasonably low for all the mixtures, but a clear increase can be observed with increasing substitution rates. BFA mortars also exhibit higher water absorption and porosity than mortar prepared with classical CFA (Table 5).
3. Development of Masonry and Rendering Mortars with Biomass Fly Ash
The principal ambition of this research is to investigate the viability of masonry and rendering mortars produced with BFA. Based on the previous sensitivity study, the substitution rate is kept under 20%. Rendering mortars must present higher workability than masonry mortar [23] and thus have lower cement quantity (246kg/m³ vs 369kg/m³) and higher W/B ratio (1.02 vs 0.65). The mixtures have been designed to obtain a constant spreading flow diameter of 175±10 mm by slightly adapting the W/B ratio. The different samples produced for this second stage is shown in Figure 7.
The samples were produced using water, a 0/2 mm yellow siliceous Rhine sand and CEM II/B-M (S-V) 32.5 N cement. The exact composition of the different mortar mixtures is available in Table 6.
Mechanical performances of both mortars decrease with increasing substitution rate (Figure 8) and the loss of compressive strength compared to the reference mortars are visible in Table . The decrease can go up to 27% but the absolute values remain more than satisfying for these applications. The level of compressive strength is lower than for standardized reference mortars (Figure 5), which is normal for this type of mortar (lower resistance and higher deformability). Masonry mortars are also more resistant than rendering mortars.
The loss of resistance (Table 7) seems to be higher for rendering mortars, which is due to higher water to binder ratio.
The porosity (Table 8) and water absorption by immersion (Figure 9) of masonry mortars and plastering mortars are relatively equivalent.
Masonry mortars have a higher B/S ratio than rendering mortar and therefore have a greater volume of binder explaining their higher mechanical strength, lower porosity and lower water absorption. For the other mixes (10 and 20% substitution rate), the difference between the two B/S ratios has no influence on the values of apparent porosity and water absorption by immersion.
As it can be seen in Figure , the water absorption of the masonry mortar increases with the substitution rate which is in agreement with the literature [14] while the rendering mortar does not seem to be impacted.
4. Conclusions
The following conclusions may be drawn from the present investigations concerning the suitability of biomass fly ashes for using in cement-based composites:
- The difference between CFA and BFA is not physical but chemical, specifically with regard to mineralogy.
- The workability of fresh mortar is much more affected by the addition of BFA than by the addition of CFA.
- Biomass fly ash has a negative impact on the workability of the mortar.
- Density does not seem to be affected by the addition of CFA or of BFA except for the BFA 30% mortar for which air bubbles appeared and led to a significant drop in density
- The mechanical strength of mortars deteriorates more for mortars containing BFA than for mortars containing CFA.
- When CFA is added to the mortar mix, the long-term mechanical performance (90 days) is generally improved. However, above 30% substitution, the long-term mechanical performance starts to decrease.
- BFA has a more negative impact than CFA on the apparent porosity and water absorption.
- Secondly, tests were carried out to investigate the impact of BFA on masonry mortars and rendering mortars:
- BFA does not affect the workability of these mortars as the water demand remains almost identical for all substitution rates
- Density does not seem to be affected by the addition of BFA.
- The mechanical strength of mortars is affected by the addition of BFA with a significant loss of compressive strength of up to 27% for rendering mortar with 20% BFA. Mechanical performances remain higher than the required value for masonry or rendering mortars.
Based on the tests conducted in this study, it can be concluded that, even though BFA has a more negative impact on mortar properties than CFA, it can be used in cementitious materials as a substitute for Portland cement at a low level of replacement (between 5 and 15%).
These results are of course only valuable for the BFA tested in this study and increasing the substitution rate could be a possibility with BFA produced through a well-defined, better controlled combustion process, followed by appropriate treatment. Nevertheless, further experiments on durability should be carried out before giving a final recommendation.
Acknowledgments
The authors would like to acknowledge the Regional Government of Wallonia (Belgium) and the European Regional Development Fund for their financial support through ECOLISER (Eco-binders for Soil treatment, Waterproofing membranes and Roads) research project (2016-2020). Authors warmly thank Marine Meys, Master student, who performed most of the tests.
References
- P. Monteiro, S. Miller, A. Horvath (2017) Towards sustainable concrete. Nature Mater, 16: 698–699. [CrossRef]
- Lothenbach B, Scrivener K, Hooton RD (2011) Supplementary cementitious materials. Cement and Concrete Research 41 (3): 217-229. [CrossRef]
- K. Kiattikomol, C. Jaturapitakkul, S. Songpiriyakij, S. Chutubtim (2001) A study of ground coarse fly ashes with different finenesses from various sources as pozzolanic materials. Cement and Concrete Composites 23 (4–5): 335-343. [CrossRef]
- I. Garcia-Lodeiro, V. Carcelen-Taboada, A. Fernández-Jiménez, and A. Palomo (2016) Manufacture of hybrid cements with fly ash and bottom ash from a municipal solid waste incinerator. Construction and Building Materials, 105(15): 218-226. [CrossRef]
- M. Garg, A. Pundir (2012) Comprehensive study of fly ash binder developed with fly ash – alpha gypsum plaster – Portland cement. Construction and Building Materials, 37: 758-765. [CrossRef]
- P. Prochon, Z. Zhao, L. Courard, T. Piotrowski, F. Michel, A. Garbacz. Influence of activators on mechanical properties of modified fly ash based geopolymer mortars. Materials 2020 (ed. MDPI), 13(5), 24p. (https://www.mdpi.com/1996-1944/13/5/1033#cite) (http://hdl.handle.net/2268/245538). [CrossRef]
- M. Meys (2020) Study of the use of biomass fly ashes for mortar production. Master thesis, Université de Liège (139 p.) (in French).
- 8. https://www.ieabioenergy.com/wp-content/uploads/2021/11/CountryReport2021_Belgium_final.pdf.
- Valbiom report (2023) Cadaster of energy production with biomass in Wallonia, BioMaSer 2021-2022, 9p.
- J. I. Odzijewicz, E. Wolejko, U. Wydro, M. Wasil, A. Jablonska-Tripuc (2022) Utilization of ashes from biomss combustion. Energies 2022, 15(24), 9653. [CrossRef]
- J. Hubert, M. Kępniak, S. Marquis, K. Zalegowski, Ph. Descamps, A. Garbacz, L. Courard. Biomass fly ash as a substitute to cementitious materials: overview and perspectives. Resources, Conservation & Recycling (under revision).
- S. Jala and D. Goyal (2006) Fly ash as a soil ameliorant for improving crop production – a review, Bioresource Technology, 97(9): 1136-1147. [CrossRef]
- M. Berra, T. Mangialardi, A. E. Paolini (2015) Reuse of woody biomass fly ash in cement-based materials. Construction and Building Materials, 76(1-3): 286-296. [CrossRef]
- Ch. Chee Ban, M. Ramli (2011) The implementation of wood waste ash as a partial cement replacement material in the production of structural grade concrete and mortar: An overview. Resources, Conservation and Recycling 55(7): 669-685. [CrossRef]
- R. Rajamma, Richard J. Ball, Luís A.C. Tarelho, Geoff C. Allen, João A. Labrincha, Victor M. Ferreira (2009) Characterization and use of biomass fly ash in cement-based materials. Journal of Hazardous Materials 172(2-3): 1049-1060. [CrossRef]
- Z. Zhao, L. Courard, S. Remond, D. Damidot (2019) Mechanical strength of mortars containing biomass fly ash from combustion of 100% wood pellets as partial replacement of cement. 15th International Congress on the Chemistry of Cement (ICCC 2019), 16-20/09/2019 (Prague, Czech Republic).
- E.R. Teixeira, A. Camões, F.G. Branco (2019) Valorisation of wood fly ash on concrete, Resources, Conservation & Recycling 145: 292-310. [CrossRef]
- D. Nagrockiene, A. Dauge (2018) Investigation into the properties of concrete modified with biomass combustion fly ash, Construction and Building Materials 174 (20):369-375. [CrossRef]
- J. Fort, J. Sal, R. Sevcik (2021) Biomass fly ash as an alternative to coal fly ash in blended cements: Functional aspects, Construction and Building Materials 271, 121544. [CrossRef]
- T.C. Esteves, R. Rajamma, D. Soares, A.S. Silva, V.M. Ferreira, and J.A. Labrincha (2012) Use of biomass fly ash for mitigation of alkali-silica reaction of cement mortars. Construction and Building Materials 26(1): 687-693. [CrossRef]
- S. Wang, L. Baxter, F. Fonseca (2008) Biomass fly ash in concrete: SEM, EDX and ESEM analysis. Fuel 87(3): 372-379. [CrossRef]
- P. Chindaprasirt, N. Buapa, and H.T. Cao (2015) Mixed cement containing fly ash for masonry and plastering work. Construction and Building Materials, 19: 612-618. [CrossRef]
- R. Rajamma, L. Senff, M.J. Ribeiro, J.A. Labrincha, R.J. Ball, G.C. Allen (2015) Biomass fly ash effect on fresh and hardened state properties of cement based materials. Composites Part B, 77: 1-9. [CrossRef]
Figure 1.
Biomass share in the total production of renewable energy in Wallonia (Belgium).
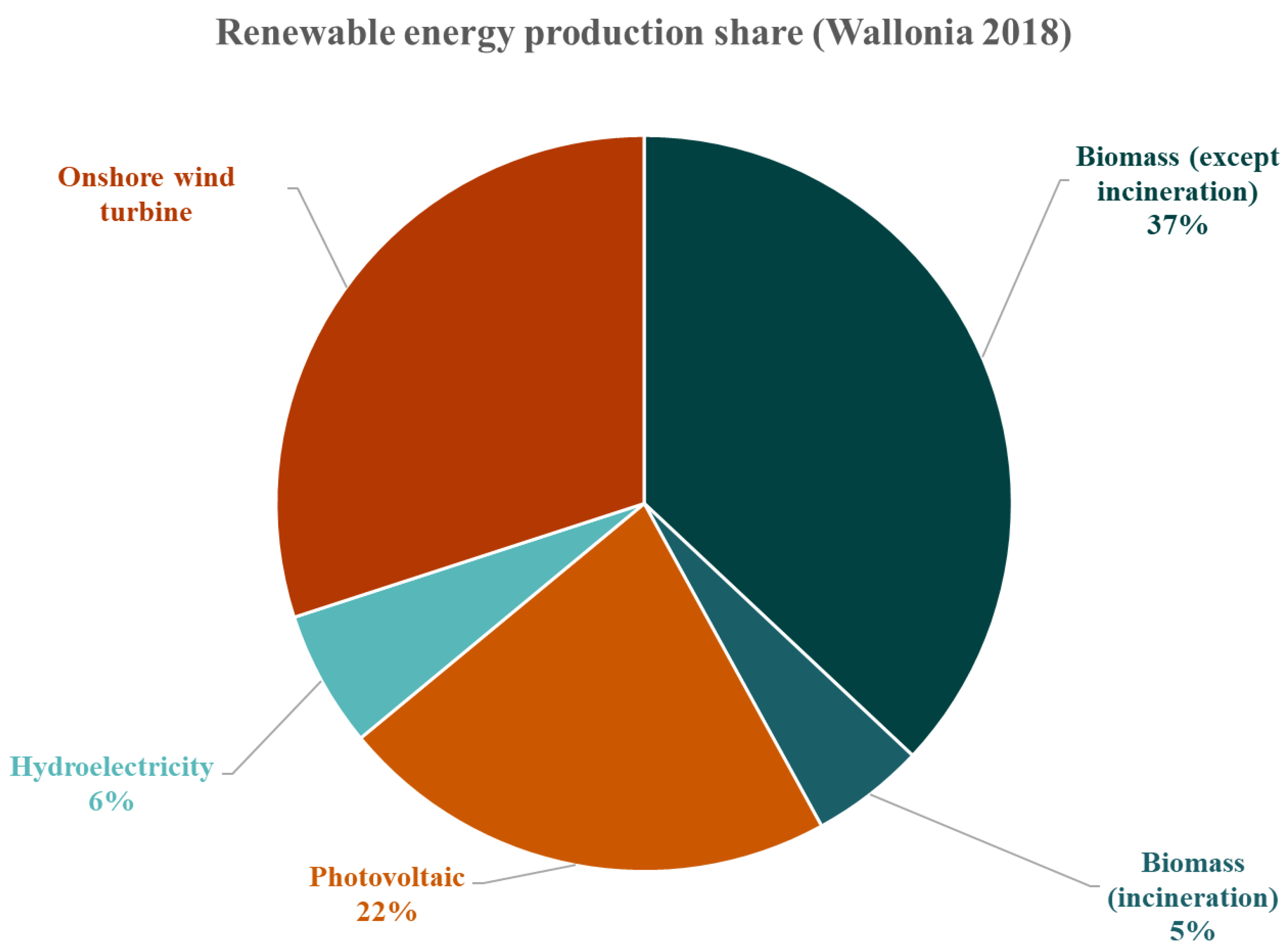
Figure 2.
Stage 1 sample production.
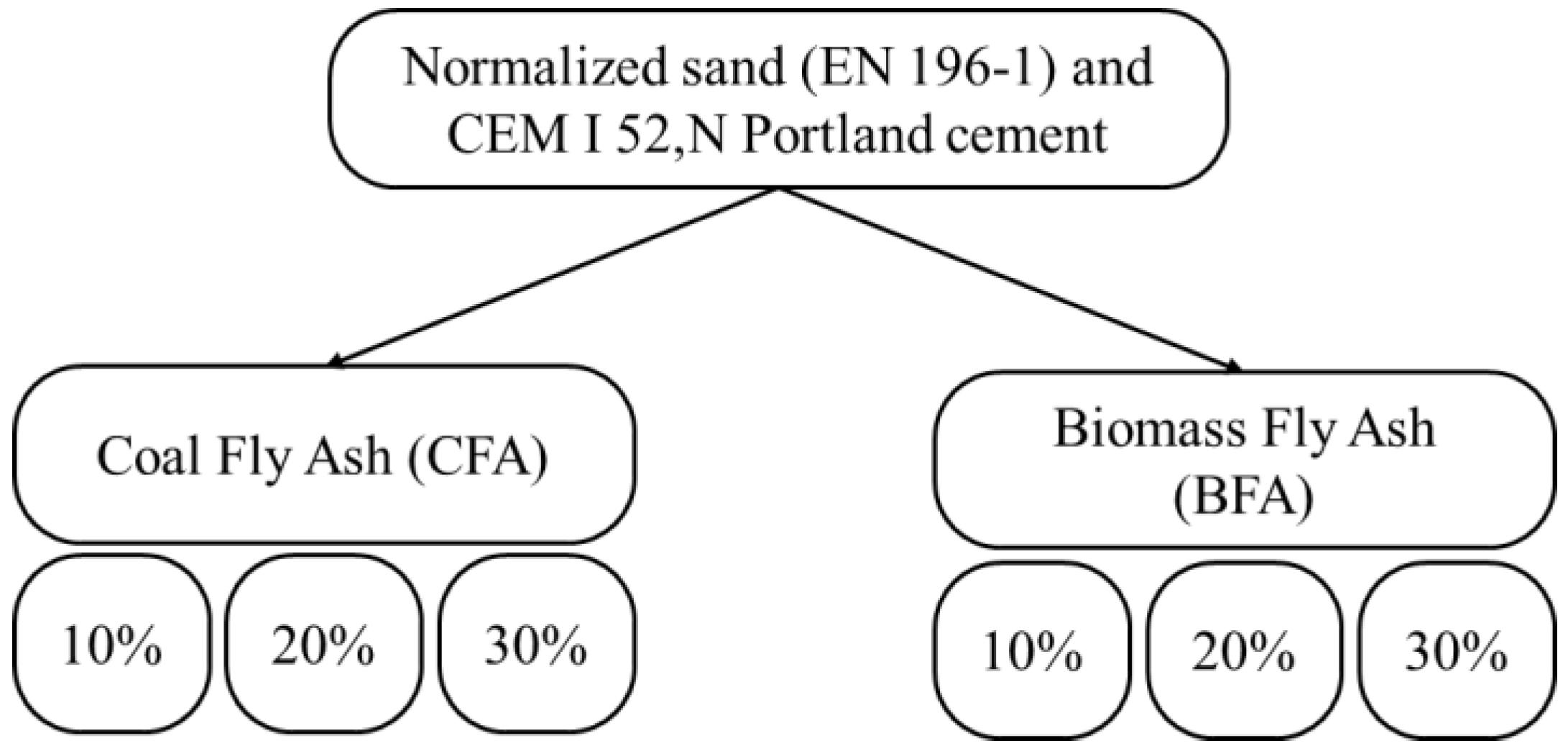
Figure 3.
Spreading of fresh mortars for the different mixtures considered.
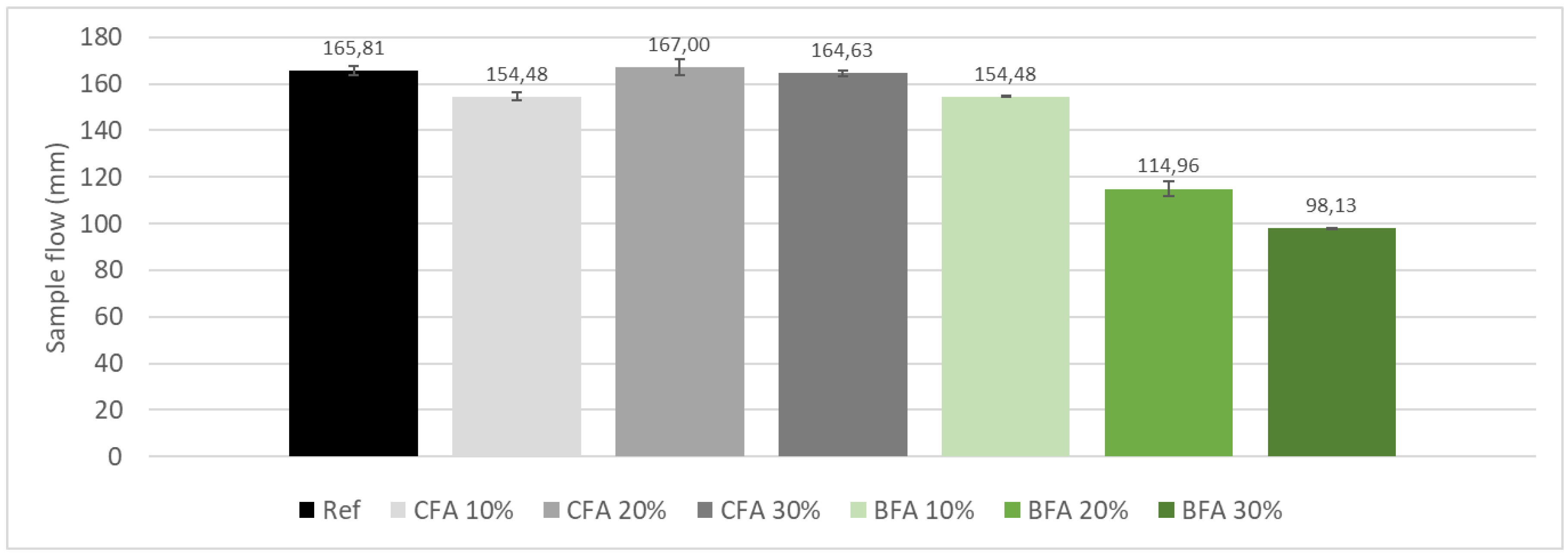
Figure 4.
Density of hardened mortars 7 days and 90 days after casting.
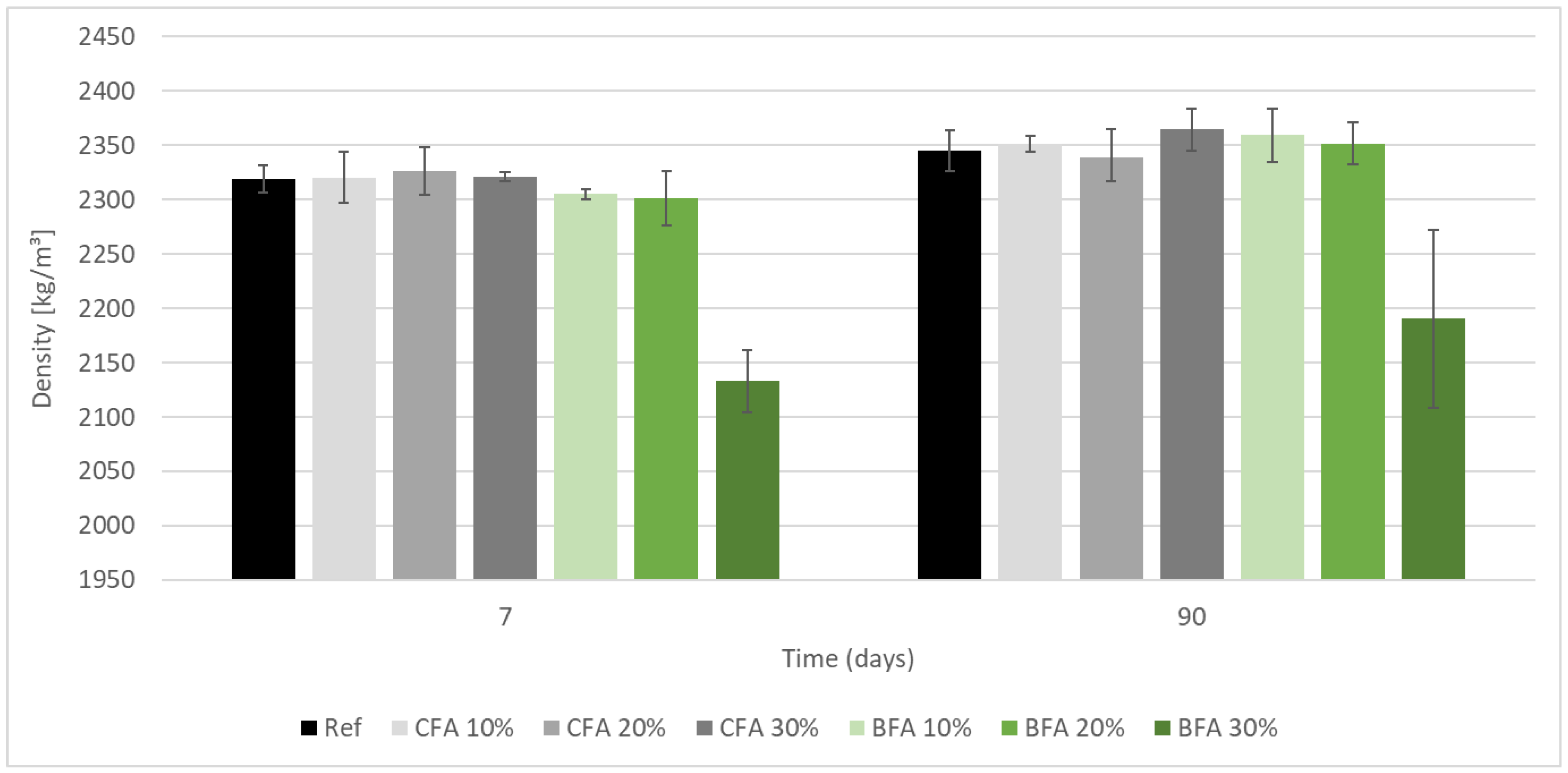
Figure 5.
Evolution of the compressive strength with time for all the compositions.
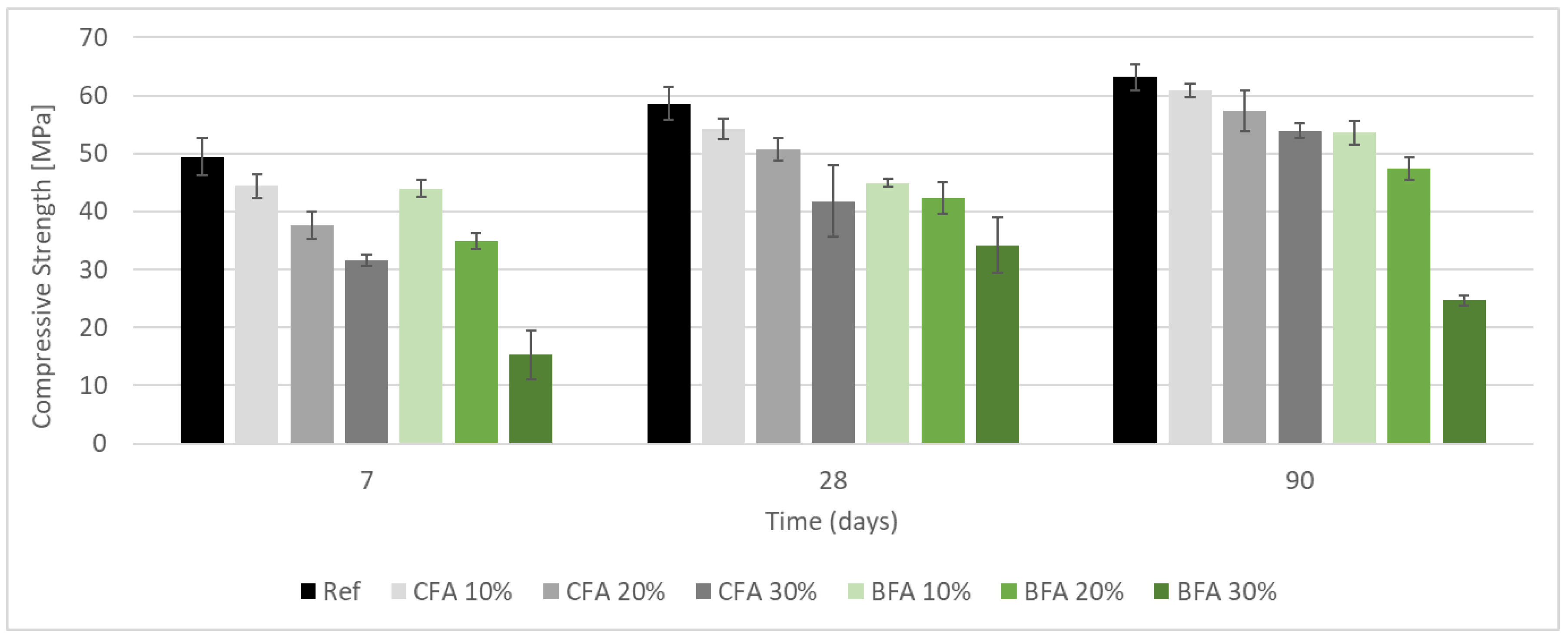
Figure 6.
Water absorption by immersion for the different composition tested.
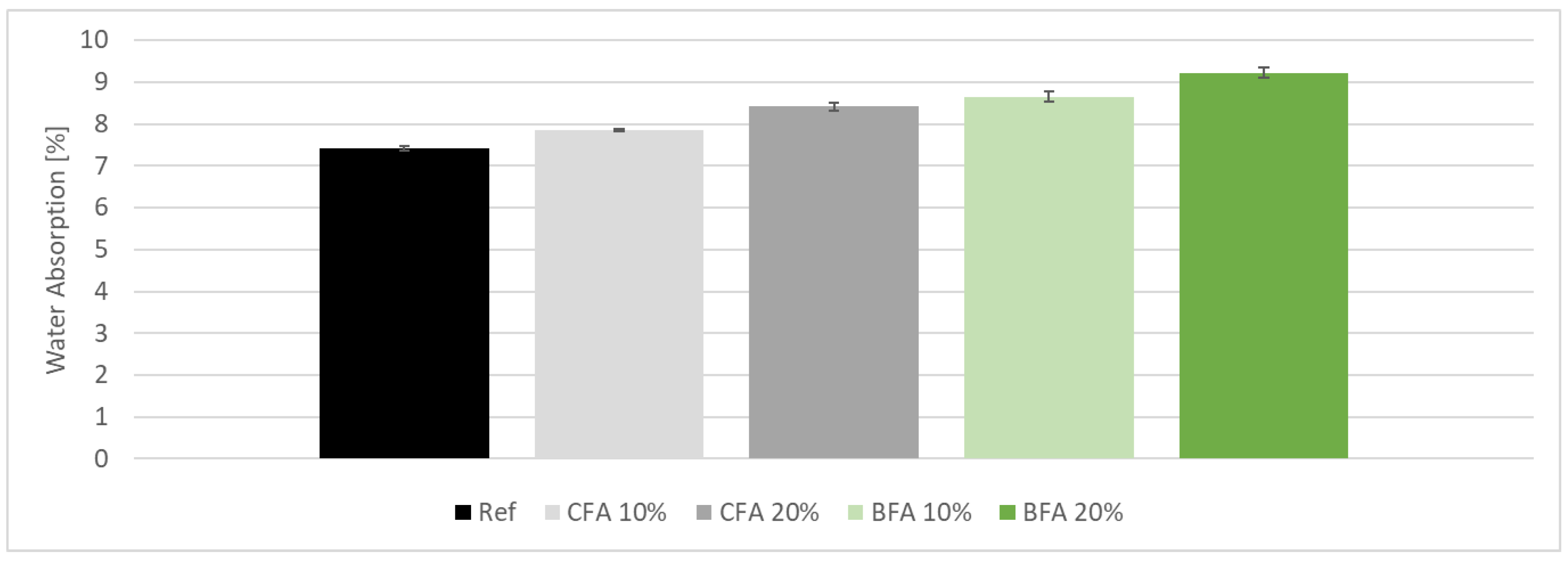
Figure 7.
Stage 2 sample production.
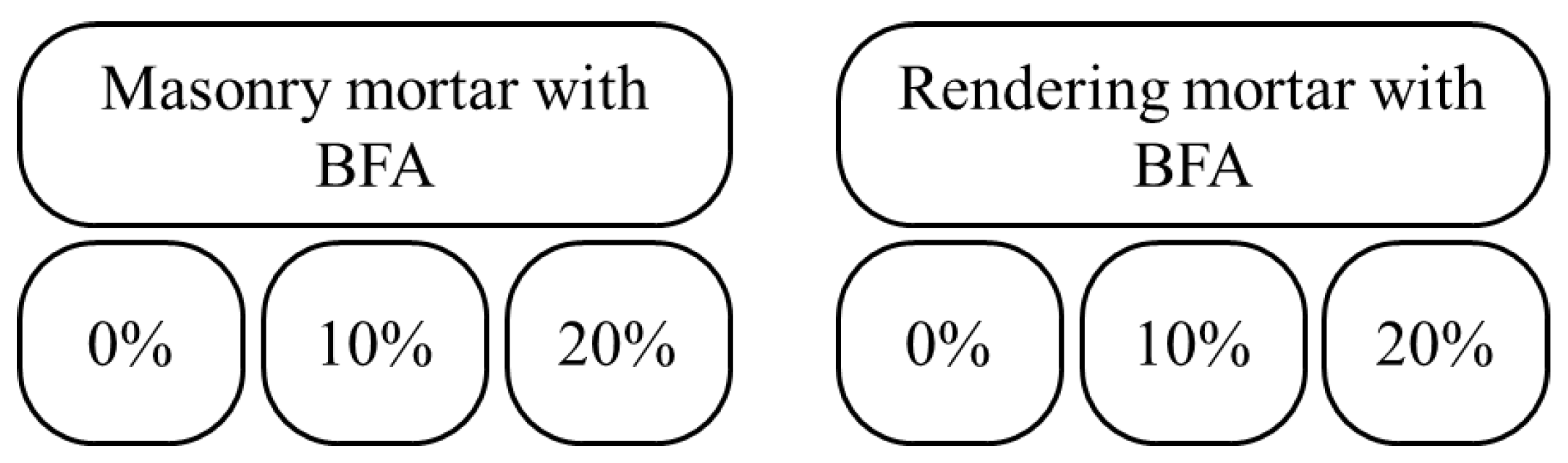
Figure 8.
Compressive strength of the masonry (left) and rendering (right) mortars for the different BFA substitution rates.
Figure 8.
Compressive strength of the masonry (left) and rendering (right) mortars for the different BFA substitution rates.
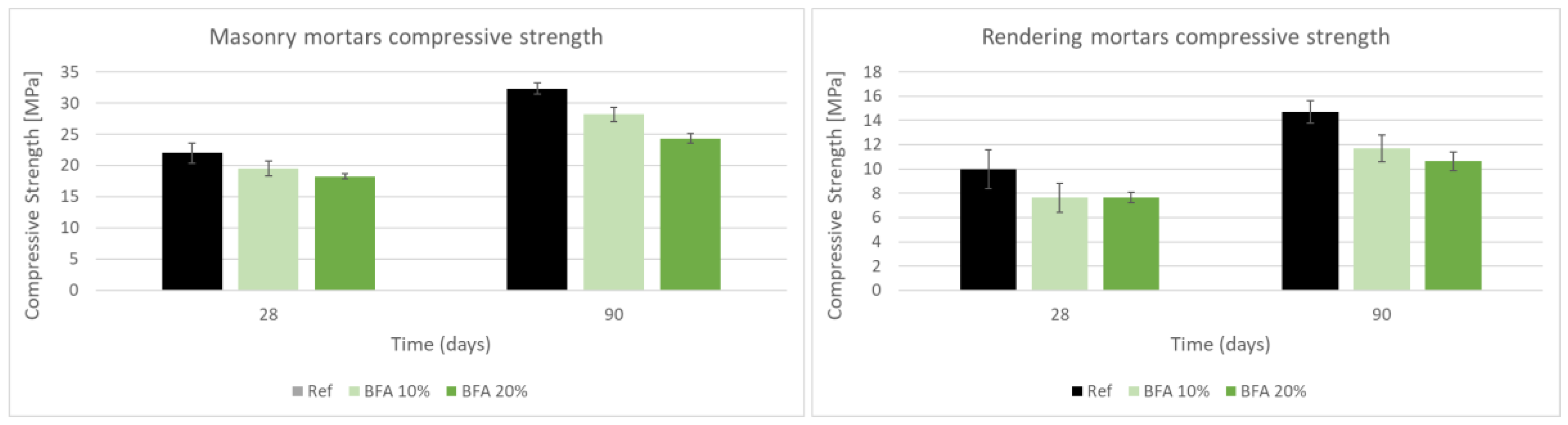
Figure 9.
Water absorption by immersion of the masonry (left) and rendering (right) mortars for the different BFA substitution rates.
Figure 9.
Water absorption by immersion of the masonry (left) and rendering (right) mortars for the different BFA substitution rates.
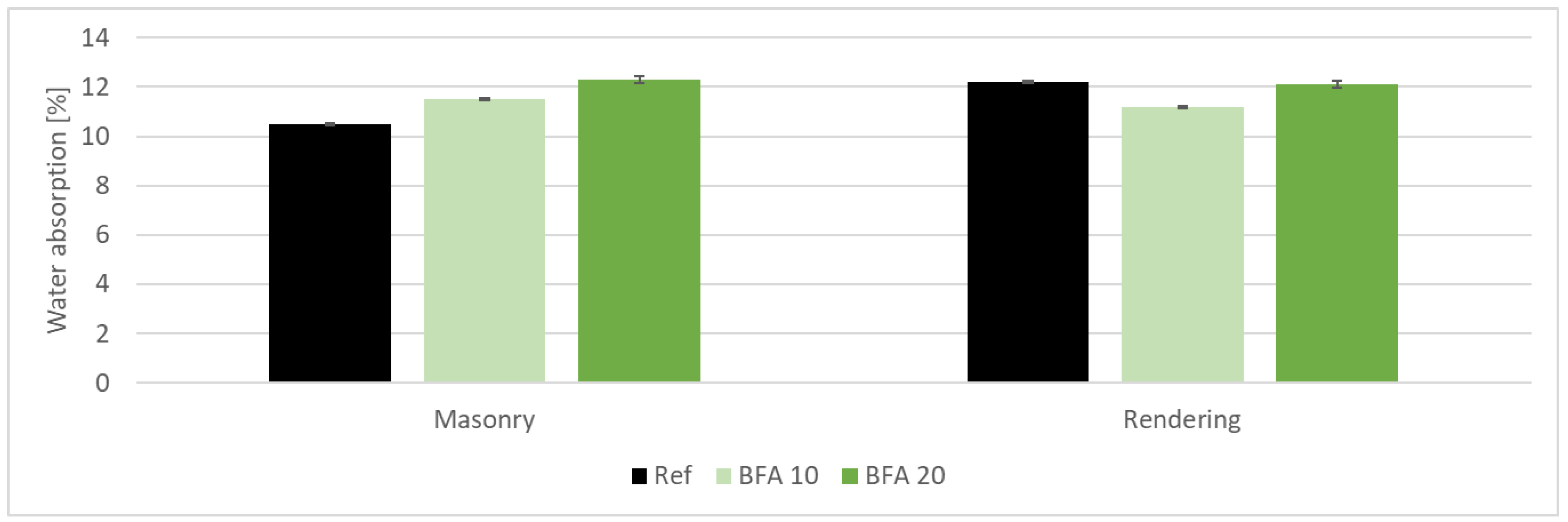

Table 1.
Physical properties of fly ashes.
| D10 | D50 | D90 | Specific surface BET (m²/g) | Specific surface laser granulometry (m²/g) |
Specific surface Blaine (m²/g) |
Density | |
|---|---|---|---|---|---|---|---|
| CFA BFA |
4.63 5.01 |
29.04 33.39 |
88.65 114.31 |
2.1790 2.6119 |
0.68 0.63 |
0.5582 0.4984 |
2.75 2.61 |
Table 2.
Chemical characteristics (main oxides) of fly ashes by XRF.
| SiO2 | Al2O3 | Fe2O3 | MnO | MgO | CaO | NaO | K2O | P2O5 | TiO2 | LOI | Total | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| CFA (%) BFA (%) |
49.3 24.7 |
27.7 5.3 |
7.9 3.2 |
0.1 1 |
1.6 9.3 |
1.4 25.8 |
0.8 2.3 |
4 7.9 |
0.3 4.9 |
1 0.4 |
5.9 9.7 |
100 94.3 |
Table 3.
Composition of Mortar Mixtures.
| MORTAR | REF | CFA | BFA | |||||
|---|---|---|---|---|---|---|---|---|
| MATERIALS | 10% | 20% | 30% | 10% | 20% | 30% | ||
| STANDARD SAND [KG/M³] | 1350 | 1350 | 1350 | |||||
| CEM I 52.5 N [KG/M³] | 450 | 405 | 360 | 315 | 405 | 360 | 315 | |
| CFA [KG/M³] | 0 | 45 | 90 | 135 | 0 | |||
| BFA [KG/M³] | 0 | 0 | 45 | 90 | 135 | |||
| WATER [KG/M³] | 225 | 225 | 225 | |||||
Table 4.
Loss of compressive strength compared to the reference mortar.
| Loss of compressive strength compared to the reference mortar (%) | ||||||
|---|---|---|---|---|---|---|
| CFA | BFA | |||||
| 10% | 20% | 30% | 10% | 20% | 30% | |
| 7 days | 10 | 24 | 36 | 11 | 29 | 69 |
| 28 days | 4 | 9 | 15 | 23 | 28 | 42 |
| 90 days | 8 | 14 | 29 | 15 | 25 | 61 |
Table 5.
Water absorption and porosity of the different mortar mixtures.
| Water absorption (% in mass) |
Porosity (% in volume) |
||
|---|---|---|---|
| Ref | 7.4 | 15.9 | |
| CFA | 10% | 7.9 | 16.6 |
| 20% | 8.4 | 17.5 | |
| 30% | |||
| BFA | 10% | 8.7 | 17.8 |
| 20% | 9.2 | 19.1 | |
| 30% | |||
Table 6.
Composition of the masonry and rendering mortars developed.
| MORTAR | MASONRY | RENDERING | |||||
|---|---|---|---|---|---|---|---|
| MATERIALS | |||||||
| SUBSTITUTION RATE [%] | 0% | 10% | 20% | 0% | 10% | 20% | |
| YELLOW RHINE SAND [KG/M³] | 1350 | 1350 | |||||
| CEM III 32.5 N [KG/M³] | 369 | 332 | 295 | 246 | 222 | 197 | |
| BFA [KG/M³] | 0 | 35 | 70 | 0 | 23 | 47 | |
| WATER [KG/m³] | 240 | 257 | 256 | 251 | 250 | 249 | |
| W/B | 0.65 | 0.7 | 0.7 | 1.02 | 1.02 | 1.02 | |
Table 7.
Loss of compressive strength with increasing substitution rates for both masonry and rendering mortars.
Table 7.
Loss of compressive strength with increasing substitution rates for both masonry and rendering mortars.
| Loss of compressive strength compared to reference mortars (%) | ||||
|---|---|---|---|---|
| Masonry mortar | Rendering mortar | |||
| 10% | 20% | 10% | 20% | |
| 28 days | 11 | 17 | 23 | 23 |
| 90 days | 13 | 25 | 20 | 27 |
Table 8.
Porosity and water absorption by immersion for masonry and rendering mortar with variable BFA substitution rates.
Table 8.
Porosity and water absorption by immersion for masonry and rendering mortar with variable BFA substitution rates.
| Water absorption (% in mass) |
Porosity (% in volume) |
||
|---|---|---|---|
| Masonry | 0% | 10.5 | 21.3 |
| 10% | 11.5 | 23 | |
| 20% | 12.3 | 24.1 | |
| Rendering | 0% | 12.2 | 24.1 |
| 10% | 11.2 | 22.4 | |
| 20% | 10.5 | 23.7 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



