Submitted:
04 February 2024
Posted:
05 February 2024
You are already at the latest version
Abstract
Tungsten is a high-value resource with a wide range of applications. The end-products of tungsten industry are tungsten metal and alloys that are produced through many steps from high-grade concentrates. Pyrometallurgical extraction of tungsten from complex and low-grade ores has great potential to overcome the problems associated with the hydrometallurgical process. In this study, sodium carbonate and silica were used to extract tungsten from wolframite at high temperatures. Sodium tungstate can be obtained directly from the smelting reaction between 1100 and 1300 oC. The smelting slag is further water-leached to recover sodium tungstate in the solution. The effects of Na2CO3/Ore and SiO2/Ore ratios, temperature and reaction time on the recovery of tungstate and the purity of sodium tungstate were systematically studied, which provides a theoretical basis for the pyrometallurgical smelting process of tungsten extraction.
Keywords:
wolframite
; smelting
; sodium tungstate
; recovery
1. Introduction
Tungsten is one of the strategical minerals due to its special properties, wide applications, a lack of potential substitutes, and geographically concentrated production [1,2,3]. Tungsten and alloys are widely used in metalworking, cutting tools, automotive and aircraft production, electronics manufacturing, oil and gas drilling, and defense [4,5,6]. Many tungsten-bearing minerals have been discovered. However, only scheelite (CaWO4) and wolframite ((Fe,Mn)WO4) are abundant and easy to be concentrated for extraction [4,6,7,8]. In the current industry practices, the concentrates of scheelite, wolframite or their mixtures are decomposed in a leaching process by soda or/and caustic soda to produce soluble sodium tungstate. Then the sodium tungstate solution goes through a purification and a conversion process to obtain pure ammonium paratungstate (APT) which is the important intermediate compound to produce tungsten metal and alloys [4,6,9,10]. Tungsten metal is produced by decomposition of APT and reduction of WO3 by hydrogen. Carburization of fine tungsten powder at high temperature will obtain tungsten carbide. The leaching residue containing valuable elements needs to be further treated to maximize the value of the resource [11,12,13,14,15]. If arsenic-containing ore is used, the leaching residue requires proper harmless treatment to fix the arsenic [16,17]. In the processes of purification and a conversion of sodium tungstate solution, a large amount of effluents are generated which needs to be treated with high-cost [18]. As a hydrometallurgical process, digestion of tungsten minerals requires high-grade and fine-particle concentrates which results in a low recovery rate in the mineral processing stage.
To improve the efficient utilization of the limited tungsten resource and overcome the disadvantages of the hydrometallurgical process, a high temperature-solvent extraction technique has been proposed [19,20,21]. In the H2O-free process, Wolframite or scheelite concentrate, sodium carbonate, sodium metasilicate and/or sodium chloride are melted at temperatures above 1100 °C to obtain two immiscible liquids. The sodium chloride-sodium tungstate phase is used directly for producing tungsten metal or alloys by reduction or electrolysis. The silicate phase containing the oxides of calcium, iron, manganese and sodium can be further treated to recover valuable elements. Gomes et al [19] melted a mixture of high-grade wolframite, NaCl and Na2SiO3 at 1050 to 1100 °C for 2h. More than 99% of the tungsten was recovered in the halide-tungstate phase which contained 29.8% WO3, 0.24% FeO and 0.30% MnO. Using the similar conditions, Malyshev et al [20] studied the effects of NaCl and Na2SiO3 concentrations on recovery of tungsten into the halide-tungstate phase. 99% recovery was achieved by combination of 45 wt% NaCl and 20 wt% Na2SiO3. Gostishchev V.V. and Boiko V. F. [21] used a mixture of NaCl–NaF–NaCO3 to decomposite a scheelite concentrate containing 55 wt% WO3. Up to 93 wt% tungsten was recovered in the halide-tungstate phase after reaction at 850-900 °C for 1h. If a mixture of NaCl–NaCO3–Na3AlF6 was used at 900-947 °C, 95 wt% recovery could be achieved. Phase equilibrium studies in the system Na2O-SiO2-WO3 shown that two immiscible liquids, sodium tungstate and sodium silicate can be obtained [22,23]. The phase diagrams reported in these studies indicated that the high temperature-solvent extraction technique can be applied without sodium halides. In a recent study, Xu and Zhao [24] demonstrated by thermodynamic calculations and high-temperature experiments that NaCO3 and SiO2 can decomposite wolframite completely at 1050-1200 °C. Over 99% tungsten can be recovered in the sodium tungstate solution. High NaCO3 and low SiO2 concentrations are beneficial for the decomposition and recovery of tungsten. Although the formation of two liquids was observed but it was not attempted to obtain the sodium tungstate directly from the melt. In the present study, experimental results on high-temperature preparation of sodium tungstate are reported. Effects of NaCO3, SiO2, temperature and reaction time on recovery of tungsten and purity of the sodium tungsten are discussed.
2. Experimental procedure
A commercial wolframite concentrate was used in the present study and its dry composition is shown in Table 1. Analytical grade of sodium carbonate and silica were used for decomposition of the wolframite. WO3, FeO and MnO are the major components of the wolframite.
The experimental procedure used in the present study is shown in Figure 1. 10 g concentrate was well mixed with the required sodium carbonate and silica in an agate mortar. The mixture was pelletized and placed in an alumina crucible (OD 35mm, ID 30mm,H 60mm). A muffle furnace was used for all experiments in air. The sample was heated to the required temperature with a heating rate of 10 oC/min. The heated sample was cooled down in the furnace after the reaction at certain time. The crucible was broken carefully to remove the sample inside. High-density sodium tungstate was covered by the low-density silicate slag. The sodium tungstate was carefully separated from the slag for further analysis. The slag was ground and leached in water at 50 °C for 120 min. The water to slag ratio was 5:1, and the WO3-containing leachate was separated from the residue by filtration. The compositions of the sodium tungstate, slag and leaching residue were analyzed by XRF (PANalytical Axios XRF spectrometer).
3. Results and discussion
The variable parameters used in the extraction of the wolframite included Na2CO3/Ore ratio, SiO2/Ore ratio, temperature and reaction time. The detailed experimental plan is shown in Table 2. The Na2CO3/Ore and SiO2/Ore ratios are in the range of 0.3 to 1.1. Temperature is in the range of 1100 to 1300 oC and the reaction time is between 30 and 120 min.
Wolframite reacts with sodium carbonate and silica at high temperature:
(Fe,Mn)WO4 + Na2CO3 + SiO2 + O2 → Na2WO4 + slag + CO2
Tungsten oxide forms liquid sodium tungstate with sodium oxide, oxides of iron and manganese from the wolframite form slag with silica and sodium oxide. Immiscible slat (sodium tungsten) and slag are all liquid and separated in two layers due to different densities. Low-density slag is on the top of the high-density salt. From the compositions of the reactants listed in Table 2 and the compositions of the sodium tungstate, slag and leaching residue, mass balance calculations can give the weights of the generated sodium tungstate, slag and leaching residue. The recovery of WO3 in sodium tungstate and total recovery of WO3 can be calculated from the following equations:
Recovery of WO3 in sodium tungstate = (mass of WO3 in sodium tungstate/mass of WO3 in the ore)*100
Total recovery of WO3 = (1-(mass of WO3 in residue/mass of WO3 in the ore))*100
The total recovery of WO3 calculated from Eq (3) includes the WO3 present in the sodium tungstate and leachate.
The compositions of the slag, sodium tungstate and leaching residue analysed by XRF are given in Table 3, Table 4 and Table 5 respectively. The weights of the slag, sodium tungstate and leaching residue obtained from mass balance are also given in the tables. It can be seen from Table 3 that loss of WO3 in the slag is in the range of 4-16.9% indicating that direct recovery of WO3 in the sodium tungsten is in the range of 83.1-96%. In addition to Fe2O3, MnO and SiO2, 10.3-39.6% Na2O is also present in the slag. The weights of the slag increase with increasing Na2CO3/Ore and SiO2/Ore ratios.
Table 4 shows that WO3 in the sodium tungstate is in the range of 70.2-79.8% that are close to that in the Na2WO4 (78.9 wt%). Up to 2.7 and 0.9 wt% SiO2 and sulfur are present in the sodium tungstate as Na2SiO3 and Na2SO4 have the similar properties as the Na2WO4. Presence of Fe2O3 and MnO in the sodium tungstate indicates that undecomposed wolframite can form solid solution with Na2WO4. The purity of Na2WO4 in the sodium tungstate depends on the decomposition of wolframite and dissolution of Na2SiO3 and Na2SO4. The weights of the sodium tungstate is relatively constant, between 8.2 and 8.9 grams.
WO3 in the leaching residue determines the total recovery of tungsten. It can be seen from Table 5 that up to 99.8% total recovery can be achieved at the optimum conditions. Fe2O3, MnO, SiO2 and Na2O are the major components of the leaching residue. The lowest WO3 in the leaching residue is 0.2 wt% which is much lower than that in the conventional processes [11,12,13,14,15].
In the conventional extraction process of tungsten from the concentrate, the intermediate product is water solution of sodium tungstate and sodium hydroxide which has limited applications. The product of the smelting extraction proposed in the present study is sodium tungstate which has more direct applications. Direct recovery of tungsten in the form of sodium tungstate can be as high as 96%. However, total recovery of tungsten is also important because it is a high value element. High-WO3 in the sodium tungstate indicates a low level of impurities. Effects of the reaction parameters such as Na2CO3/Ore ratio, SiO2/Ore ratio, temperature and reaction time on the direct and total recovery of tungsten, and WO3 in the sodium tungstate are discussed in the following sections.
3.1. Effect of Na2CO3/Ore on recovery of WO3 and composition of sodium tungstate
Figure 2 shows the direct recovery of WO3 in the form of sodium tungstate and WO3 content in the sodium tungstate as a function of Na2CO3/Ore ratio. It can be seen from Figure 2(a) that initially the direct recovery of WO3 increases with increasing Na2CO3/Ore ratio. The maximum recovery 96% reached at a Na2CO3/Ore ratio of 0.5 and then the direct recovery of WO3 decreases with increasing Na2CO3/Ore ratio. This trend can be explained by Figure 2(b). As shown in Table 4 that the weights of the sodium tungstate are relatively constant. The direct recovery of WO3 is a function of WO3 content in the sodium tungstate. It can be seen from Figure 2 (b) that WO3 content in the sodium tungstate decreases with increasing Na2CO3/Ore ratio. However, it can be seen from Table 4 that although the WO3 content in the sodium tungstate is 79.8% in W11 (Na2CO3/Ore ratio of 0.3), the weight of the salt is lower than W10 (Na2CO3/Ore ratio of 0.5). The direct recovery of WO3 in W11 is lower than that in W10. High Fe2O3 and MnO contents in the salt of W11 indicate that the Na2CO3/Ore ratio of 0.3 is not enough to fully decompose the wolframite. High WO3 in the salt does not guaranty a high purity Na2WO4. The salt in W10 contains lower WO3 (78.3%) than that in W11 (79.8%). However, the content of the Na2WO4 in W10 is higher than that in W11. Figure 2(b) shows that SiO2 content in the sodium tungstate increases with increasing Na2CO3/Ore ratio resulting in a decreased WO3 content.
Figure 3 shows the WO3 content in the leaching residue and total recovery of WO3 as a function of Na2CO3/Ore ratio. Low WO3 in the residue indicates a high recovery of tungsten according to Eq. 3. It can be seen from Figure 3 that the WO3 content in the leaching residue decreases and the total recovery of tungsten increases with increasing Na2CO3/Ore ratio. A maximum total recovery of 99.7% is achieved at the Na2CO3/Ore ratio of 1.1.
Figure 4 shows that the effect of Na2CO3/Ore ratio on the direct recovery of WO3 is different from the total recovery. The direct recovery of WO3 in the form of sodium tungstate has a maximum (96%) at Na2CO3/Ore ratio of 0.5. The total recovery is only 97% at this Na2CO3/Ore ratio. If the Na2CO3/Ore ratio is increased to 1.1, the total recovery of WO3 is increased to 99.7%. However, the direct recovery of WO3 in the form of sodium tungstate is only 84.1% at Na2CO3/Ore ratio of 1.1. Figure 2, Figure 3 and Figure 4 provide options for the industry to decide the operating parameter according to their requirements.
3.2. Effect of SiO2/Ore on recovery of WO3 and composition of sodium tungstate
When Na2CO3/Ore ratio is fixed, effect of SiO2/Ore ratio on the direct recovery of WO3 and WO3 content in the sodium tungstate is shown in Figure 5. It can be seen from Figure 5(a) that the direct recovery of WO3 increases continuously with increasing SiO2/Ore ratio. Increase of the SiO2/Ore ratio from 0.3 to 1.1 resulted a increase of the direct recovery from 84.1 to 93.2%. Figure 5(b) shows that the WO3 content in the sodium tungstate initially increases and then decreases with increasing SiO2/Ore ratio. The maximum WO3 content in the sodium tungstate is obtained at the SiO2/Ore ratio of 0.7. It can be seen from Table 4 that the SiO2 and sulfur contents in the sodium tungstate also decrease with increasing SiO2/Ore ratio. Therefore, both high recovery and purity of Na2WO4 can be obtained by high SiO2/Ore ratio. However, the total recovery of tungsten must be considered to determine the optimum parameters.
Figure 6 shows the WO3 content in the leaching residue and total recovery of WO3 as a function of SiO2/Ore ratio. As expected, the trend of total recovery of WO3 is opposite to that for the WO3 content in the leaching residue. It can be seen from Figure 6 that the total recovery of tungsten initially decreases and then increases with increasing SiO2/Ore ratio. However, at higher SiO2/Ore ratios (0.9 and 1.1), the total recovery of WO3 is still below 94%.
Figure 7 shows the effect of SiO2/Ore ratio on the direct recovery and total recovery of WO3. It is clear that although both direct recovery and total recovery of WO3 increase with increasing SiO2/Ore ratio at higher SiO2/Ore ratios (above 0.7), the total recovery of WO3 is too low. Unless high recovery and purity of Na2WO4 is more important than the total recovery of WO3, the SiO2/Ore ratio is better to be controlled at a lower level. A low SiO2/Ore ratio can also reduce the slag and residue weights.
3.3. Effect of temperature on recovery of WO3 and composition of sodium tungstate
When both Na2CO3/Ore and SiO2/Ore ratios are fixed, temperature can affect the direct recovery of WO3 and WO3 content in the sodium tungstate. It can be seen from Figure 8 that, at Na2CO3/Ore=1.1, SiO2/Ore=0.3, the direct recovery of WO3 and WO3 content in the sodium tungstate increase with increasing temperature. The direct recovery of WO3 increases from 83.4 to 85% and WO3 content in the sodium tungstate increases from 70.9 to 72.5% when the temperature is increased from 1100 to 1300 oC. It seems that the direct recovery of WO3 and WO3 content in the sodium tungstate are not very sensitive to the temperature. On the other hand, it can be seen from Table 4 that the SiO2 and MnO contents also increase with increasing temperature. Therefore, high temperature operation can cost high energy and reduce the purity of the Na2WO4.
Figure 9 shows a clear but not significant effect of temperature on the WO3 content in the leaching residue and total recovery of WO3. The WO3 content in the leaching residue increases and the total recovery of WO3 decreases with increasing temperature. It can be seen that the total recovery of WO3 decreases from 99.8 to 99.5% when the temperature is increased from 1100 to 1300 oC. Low temperature smelting seems to be more efficient to recover tungsten from the wolframite. The WO3 content in the leaching residue is below 0.2 wt% at 1100 oC.
Figure 10 shows that temperature has opposite effect on the direct recovery and total recovery of WO3. However, the extent of the effect is different on the direct recovery and total recovery of WO3. When the temperature is increased from 1100 to 1300 oC, the total recovery of WO3 only decreases from 99.8 to 99.5%. The same increament of the temperature increases the direct recovery of WO3 increases from 83.4 to 85%.
3.4. Effect of reaction time on recovery of WO3 and composition of sodium tungstate
When other parameters are fixed, effect of reaction time on the recovery of WO3 and the composition of the sodium tungstate are shown in Figure 11, Figure 12 and Figure 13. It can be seen from Figure 11 that, extending the reaction time from 30 to 120min decreases the WO3 content in the slag from 11.3 to 10.2 and increases the direct recovery of WO3 from 83.1 to 84.5%. The WO3 content in the sodium tungstate increases from 70.2 to 72.5% when the reaction time is increased from 30 to 120min.
The reaction time has a little effect on the WO3 content in the leaching residue and total recovery of WO3. It can be seen from Figure 12 that the WO3 content in the leaching residue decreases and total recovery of WO3 increases slightly with increasing the reaction time. Considering the productivity and energy consumption, 60min is enough to complete the smelting reaction of wolframite.
Figure 13 shows the effect of reaction time on the direct recovery and total recovery of WO3. The total recovery is around 99.7% when the reaction time is between 30 and 120min. The direct recovery of WO3 is increased from 84.1 to 84.5% when the reaction time is enetnded from 60 to 120min.
4. Conclusions
High temperature experiments have been carried out in air to extrac tungsten from wolframite. Effects of Na2CO3/Ore ratio, SiO2/Ore ratio, temperature and reaction time on the direct and total recovery of tungsten, and WO3 in the sodium tungstate are investigated systematically. It was found that:
- 1.
- Direct recovery of WO3 in the form of Na2WO4 initially increases with increasing Na2CO3/Ore ratio. After reaching the maximum recovery 96% at a Na2CO3/Ore ratio of 0.5, the direct recovery of WO3 decreases with increasing Na2CO3/Ore ratio. WO3 content in the sodium tungstate decreases with increasing Na2CO3/Ore ratio. The total recovery of tungsten increases with increasing Na2CO3/Ore ratio and up to 99.8% can be recovered in two steps.
- 2.
- Direct recovery of WO3 increases continuously with increasing SiO2/Ore ratio. The WO3 content in the sodium tungstate initially increases and then decreases with increasing SiO2/Ore ratio. The total recovery of tungsten initially decreases and then increases with increasing SiO2/Ore ratio. A high total recovery of tungsten can only be attained at low SiO2/Ore ratios.
- 3.
- Direct recovery of WO3 and WO3 content in the sodium tungstate increase with increasing temperature. The total recovery of WO3 decreases slightly with increasing temperature.
- 4.
- The reaction time can slightly increase the direct recovery of WO3 and the WO3 content in the sodium tungstate. The total recovery of WO3 is almost independent of the reaction time above 30min.
Author Contributions
Methodology, B.Z. and L.X.; Validation, B.Z. and L.X.; Formal analysis, L.X. and B.Z.; Resources, B.Z.; Data curation, L.X.; Writing – original draft, L.X.; Writing – review & editing, B.Z. and L.X.; Supervision, B.Z.; Project administration, B.Z. All authors have read and agreed to the published version of the manuscript.
Conflicts of Interest
The authors declare that they have no conflict of interest.
References
- Han, Z.; Golev, A.; Edraki, M. A Review of Tungsten Resources and Potential Extraction from Mine Waste. Minerals 2021, 11, 701. [Google Scholar] [CrossRef]
- Tkaczyk, A.H.; Bartl, A.; Amato, A.; Lapkovskis, V.; Petranikova, M. Sustainability evaluation of essential critical raw materials: Cobalt, niobium, tungsten and rare earth elements. J. Phys. D Appl. Phys. 2018, 51, 203001. [Google Scholar] [CrossRef]
- Li, X.Y.; Ye, Y.Q.; Zhang, F.L.; Wang, D. Recommended Management Strategies and Resources Status of Chinese Tungsten in the New Period. Mod. Min. 2018, 34, 25–28. [Google Scholar]
- Lassner, E.; Schubert, W. Tungsten-Properties, Chemistry, Technology of the Element, Alloys, and Chemical Compounds, 1st ed.; Springer Science+Business Media: New York, USA, 1999; pp. 283–374. [Google Scholar]
- Kurlov, A.S.; Gusev, A.I. Tungsten Carbides-Structure, Properties and Application in Hardmetals, 1st ed.; Springer: New York, USA, 2013; pp. 1–3. [Google Scholar]
- Shen, L.; Li, X.; Lindberg, D.; Taskinen, P. Tungsten extractive metallurgy: A review of processes and their challenges for sustainability. Miner. Eng. 2019, 142, 105934. [Google Scholar] [CrossRef]
- Gedgagov, E.I.; Besser, A.D.; Yanakov, V.Y.; Smolyarchuk, V.P. Analyzing the raw materials market and methods for processing tungsten concentrates to obtain competitive products. Theor. Found. Chem. Eng. 2009, 43, 529. [Google Scholar] [CrossRef]
- Premchand. Processing of low grade tungsten ore concentrates by hydrometallurgical route with particular reference to India. Bull. Mater. Sci. 1996, 19, 295. [Google Scholar] [CrossRef]
- Gaur, R.S. Modern Hydrometallurgical Production Methods for Tungsten. JOM 2006, 58, 45–49. [Google Scholar] [CrossRef]
- Baimbetov, B.; Moldabayeva, G.; Yeleuliyeva, A.; Jumankulova, S.; Taimassova, A.; Adilzhan, A.; Baisultanov, R.; Yakob, E.; Serikbayev, V. Prospects of Processing Tungsten Ores fromthe Akchatau Deposit. Processes 2024, 12, 77. [Google Scholar] [CrossRef]
- Su, K.; Ma, X.D.; Zhao, B.J. Harmless Treatment and Valuable Metals Recovery of Tungsten Leaching Residues: A Thermodynamic and Experimental Study. JOM 2021, 73, 1937–1946. [Google Scholar] [CrossRef]
- Wang, X.; Ma, X.D.; Su, K.; Liao, C.F.; Zhao, B.J. Fundamental studies for high temperature processing of tungsten leaching residues for alloy formation. Tungsten 2020, 2, 362–370. [Google Scholar] [CrossRef]
- Liu, H.; Liu, H.L.; Nie, C.X. Comprehensive Treatments of Tungsten Slags in China: A Critical Review. J. Environ. Manag. 2020, 270, 110927. [Google Scholar] [CrossRef] [PubMed]
- Zhu, X.R.; Liu, X.H.; Chen, X.Y.; Li, J.T.; He, L.H.; Zhao, Z.W. Comprehensive utilization and development trend of tungsten smelting slag. Conserv. Util. Miner. Resour. 2019, 39, 119. [Google Scholar]
- Dai, Y.Y.; Zhong, H.; Zong, H.Y. Novel process for preparation of mangano-manganic oxide from tungsten residue. Chin. J. Nonferrous Met. 2012, 22, 1242. [Google Scholar]
- Chen, Y.L.; Guo, X.Y.; Wang, Q.M.; Tian, H.Q.; Huang, S.B.; Zhang, J.X. Tungsten and arsenic substance flow analysis of a hydrometallurgical process for tungsten extracting from wolframite. Tungsten 2021, 3, 348–360. [Google Scholar] [CrossRef]
- Xie, H.; Zhao, Z.W.; Cao, C.F.; Liang, Y.; Li, J.T. Behavior of arsenic in process of removing molybdenum by sulfide method. J. Cent. South Univ. 2012, 42, 435–439. [Google Scholar]
- Zhao, Z.W. Tungsten Metallurgy: Fundamentals and Applications, 1st ed.; Tsinghua University Press: Beijing, 2013; pp. 230–270. [Google Scholar]
- Gomes, J.M.; Raddatz, A.E.; Carnahan, T.G. Preparation of tungsten carbide by gas sparging tungstate melts. J. Met. 1985, 37, 29–32. [Google Scholar] [CrossRef]
- Malyshev, V.V.; Uskova, N.N.; Gab, A.I. High-temperature selective extraction of Tungsten from Tungsten concentrates in ionic melts. Russ. J. Inorg. Chem. 2002, 47, 1622–1623. [Google Scholar]
- Gostishchev, V.V.; Boiko, V.F. Obtaining Tungsten Powder from the Scheelite Concentrate in ion melts. Theor. Found. Chem. Eng. 2008, 42, 728–730. [Google Scholar] [CrossRef]
- Stemprok, M. Geological significance of immiscibility in fused silicate systems containing tungsten and molybdenum. Int. Geol. Rev. 1975, 17, 1306–1316. [Google Scholar] [CrossRef]
- Zhao, B.J.; Su, K.; Ma, X.D. Experimental Determination of Phase Equilibria in the Na2O-SiO2-WO3 System. Metals 2021, 11, 2014. [Google Scholar] [CrossRef]
- Xu, L.Q.; Zhao, B.J. Extraction of Sodium Tungstate from Tungsten Ore by Pyrometallurgical Smelting. Metals 2023, 13, 312. [Google Scholar] [CrossRef]
- Bale, C.W.; Bélisle, E.; Chartrand, P.; Decterov, S.A.; Eriksson, G.; Gheribi, A.E.; Hack, K.; Jung, I.H.; Kang, Y.B.; Melançon, J.; et al. FactSage thermodynamic software and databases 2010-2016. Calphad 2016, 55, 1–19. [Google Scholar] [CrossRef]
Figure 1.
Experimental procedure in the present study.
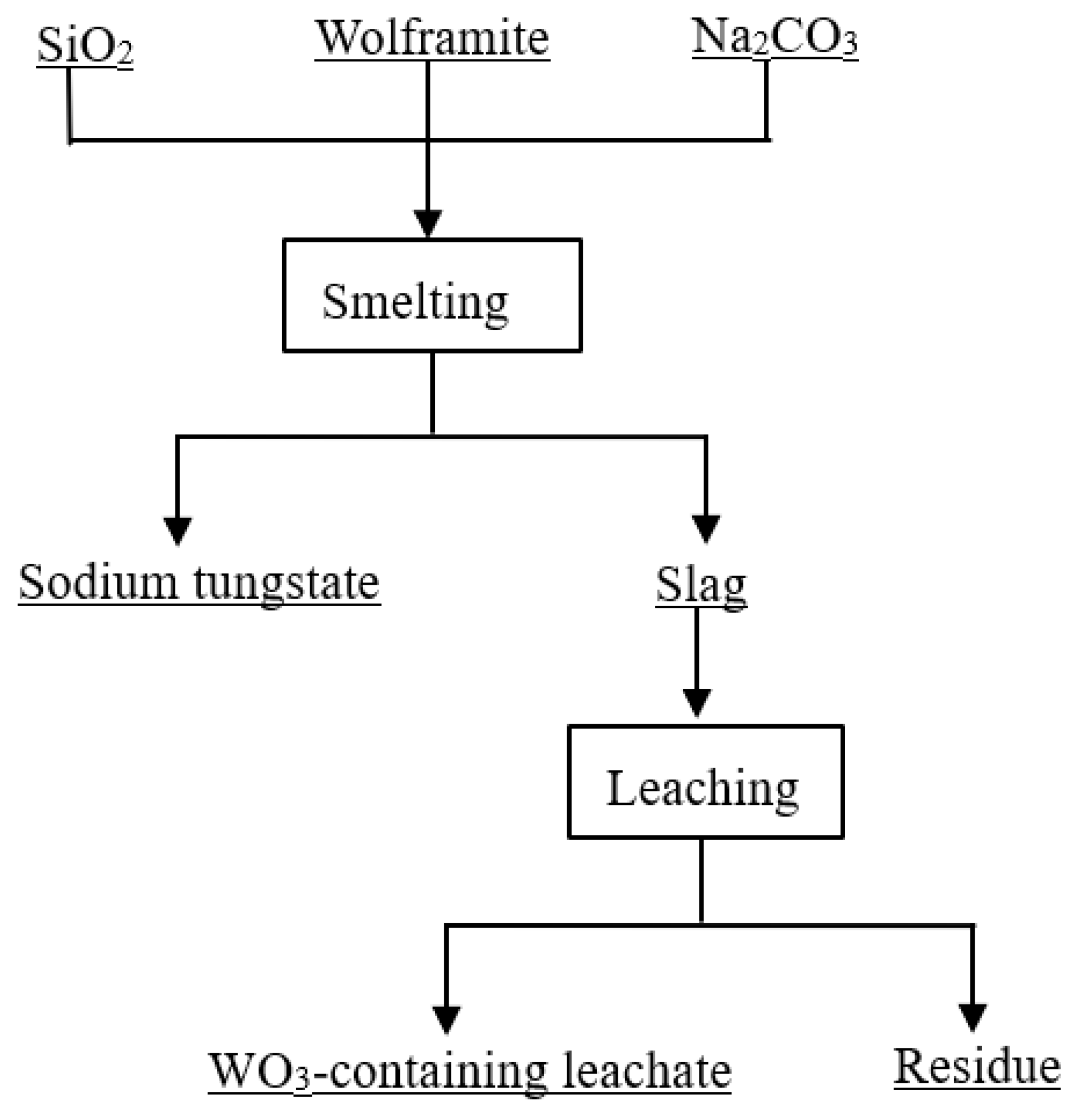
Figure 2.
Effect of Na2CO3/Ore on (a) direct recovery of WO3 and (b) WO3 and SiO2 contents in sodium tungstate, SiO2/Ore=0.3, 1200 oC, 60min.
Figure 2.
Effect of Na2CO3/Ore on (a) direct recovery of WO3 and (b) WO3 and SiO2 contents in sodium tungstate, SiO2/Ore=0.3, 1200 oC, 60min.
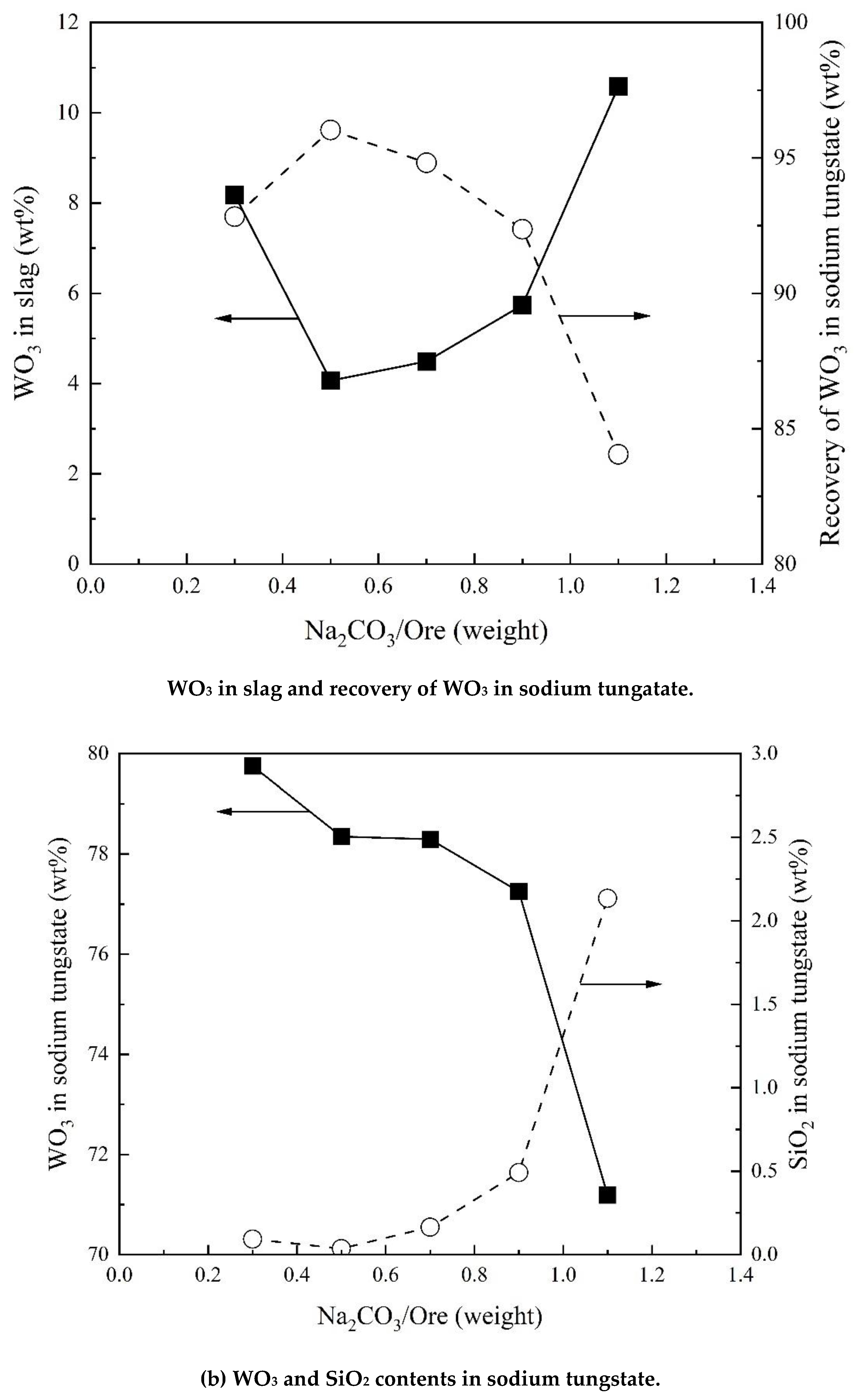
Figure 3.
Effect of Na2CO3/Ore on total recovery of WO3, SiO2/Ore=0.3, 1200 oC, 60min.
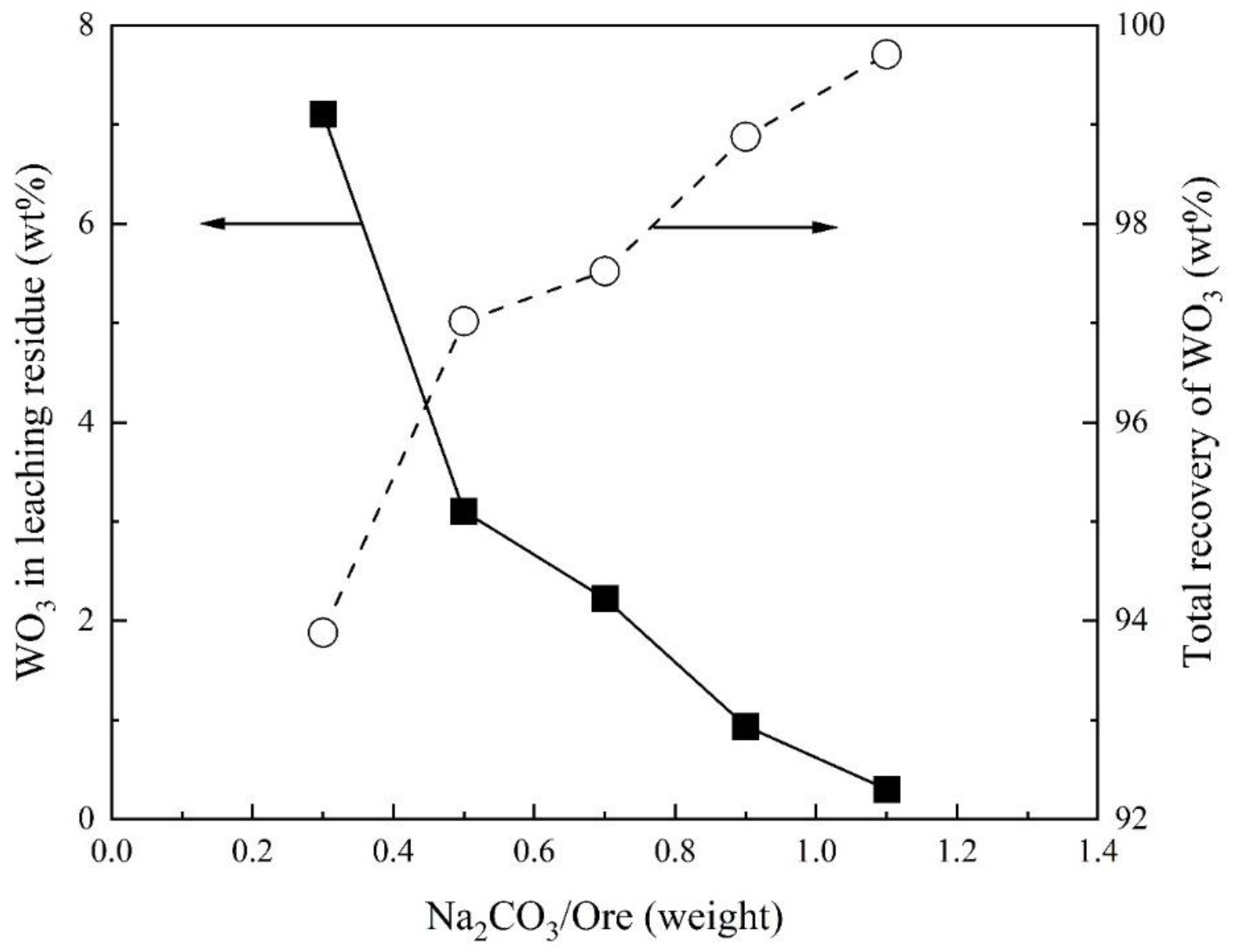
Figure 4.
Effect of Na2CO3/Ore on direct recovery and total recovery of WO3, SiO2/Ore=0.3, 1200 oC, 60min.
Figure 4.
Effect of Na2CO3/Ore on direct recovery and total recovery of WO3, SiO2/Ore=0.3, 1200 oC, 60min.
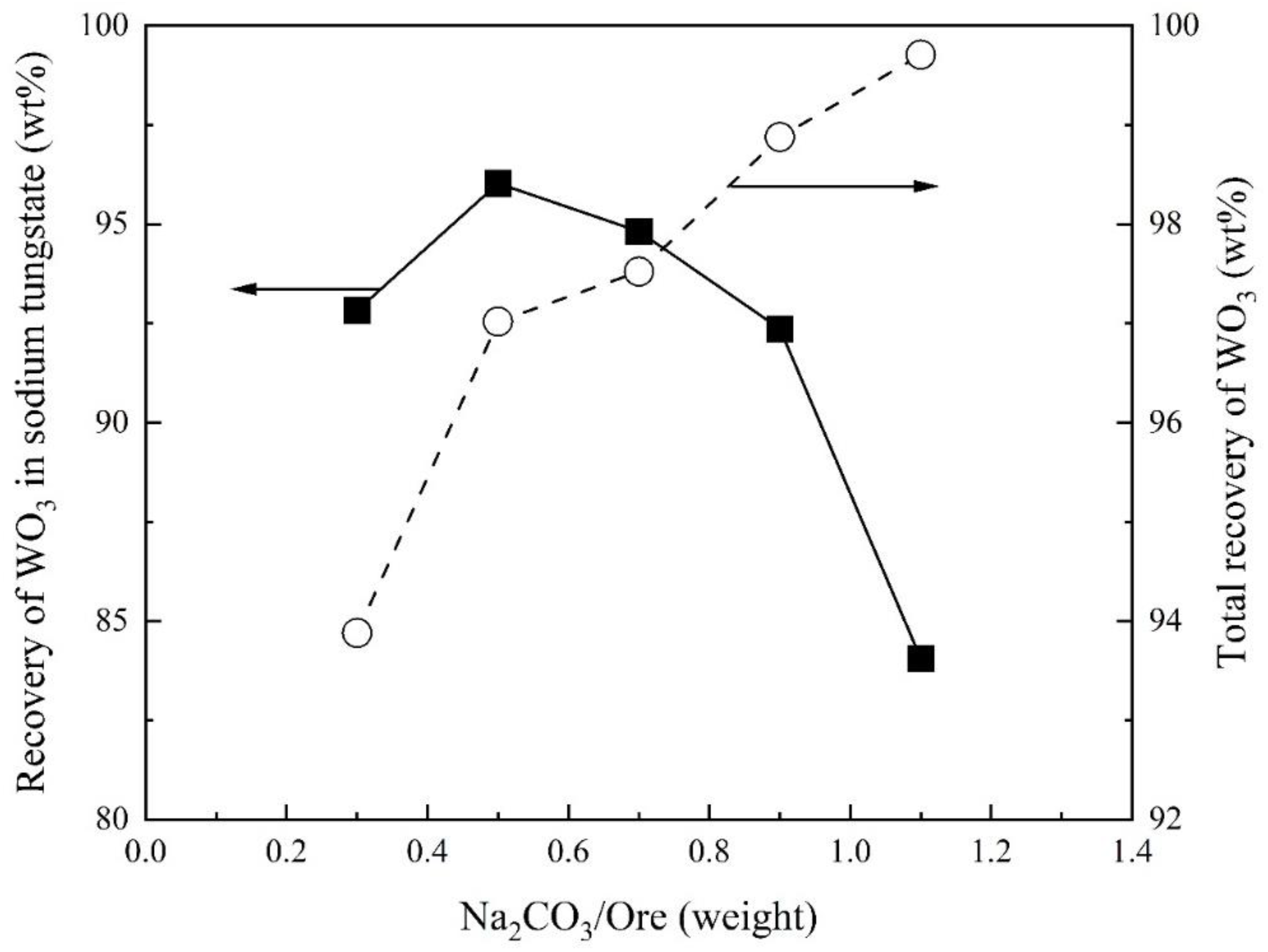
Figure 5.
Effect of SiO2/Ore on (a) direct recovery of WO3 and (b) WO3 and SiO2 contents in sodium tungstate, Na2CO3/Ore=1.1, 1200 oC, 60min.
Figure 5.
Effect of SiO2/Ore on (a) direct recovery of WO3 and (b) WO3 and SiO2 contents in sodium tungstate, Na2CO3/Ore=1.1, 1200 oC, 60min.
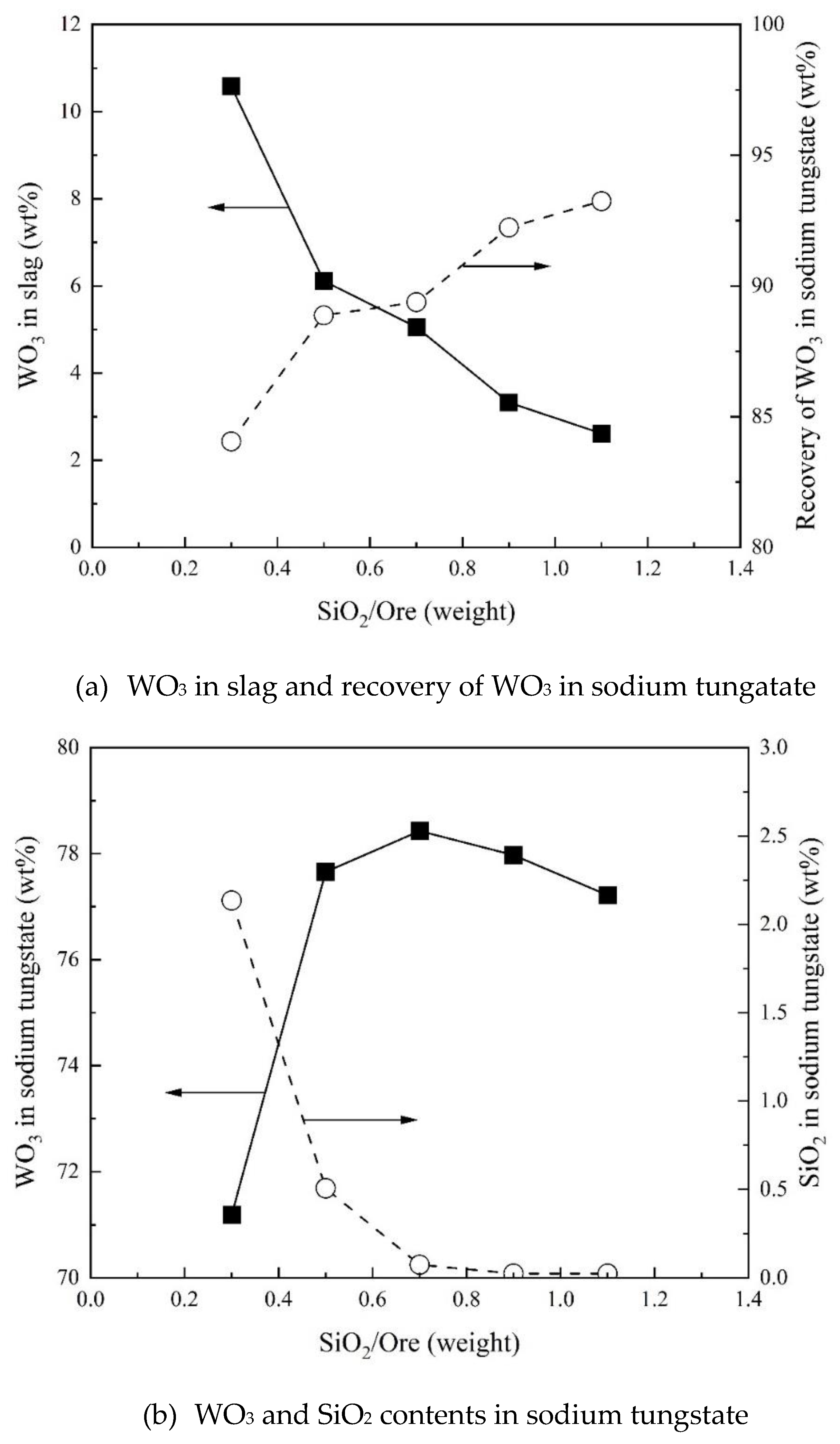
Figure 6.
Effect of SiO2/Ore on total recovery of WO3, Na2CO3/Ore=1.1, 1200 oC, 60min.
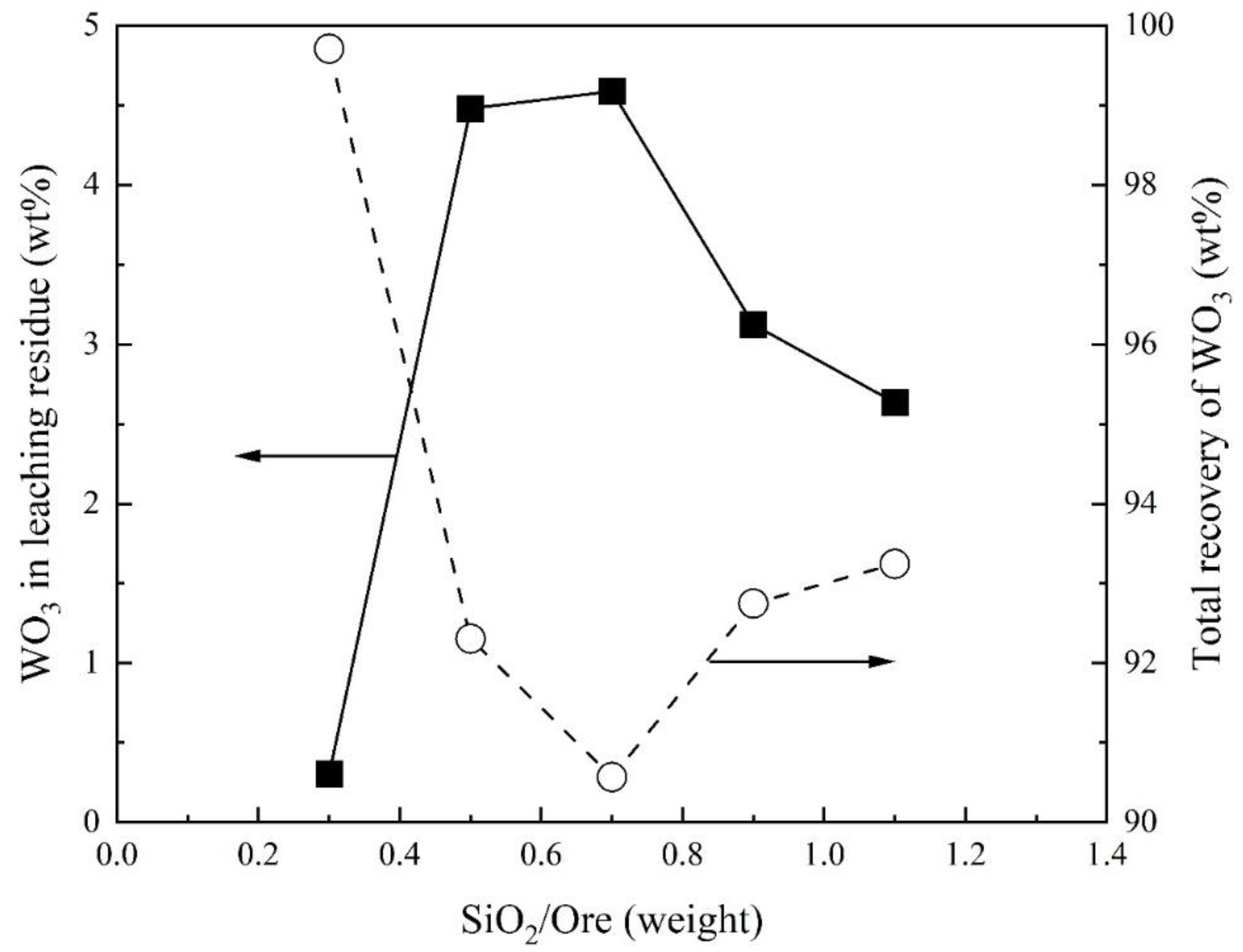
Figure 7.
Effect of SiO2/Ore on direct recovery and total recovery of WO3, Na2CO3/Ore=1.1, 1200 oC, 60min.
Figure 7.
Effect of SiO2/Ore on direct recovery and total recovery of WO3, Na2CO3/Ore=1.1, 1200 oC, 60min.
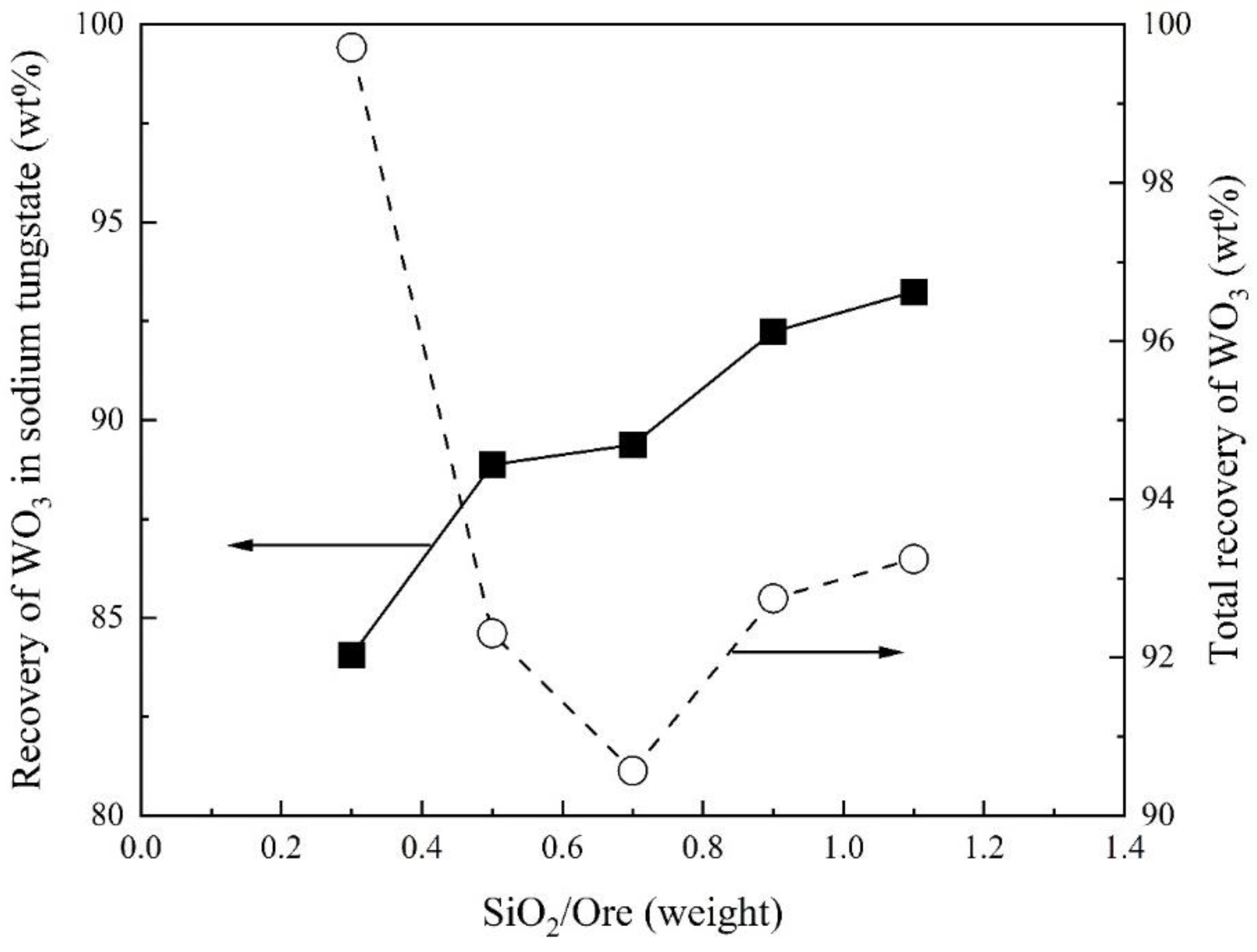
Figure 8.
Effect of temperature on (a) direct recovery of WO3 and (b) WO3 and SiO2 contents in sodium tungstate, Na2CO3/Ore=1.1, SiO2/Ore=0.3, 60min.
Figure 8.
Effect of temperature on (a) direct recovery of WO3 and (b) WO3 and SiO2 contents in sodium tungstate, Na2CO3/Ore=1.1, SiO2/Ore=0.3, 60min.
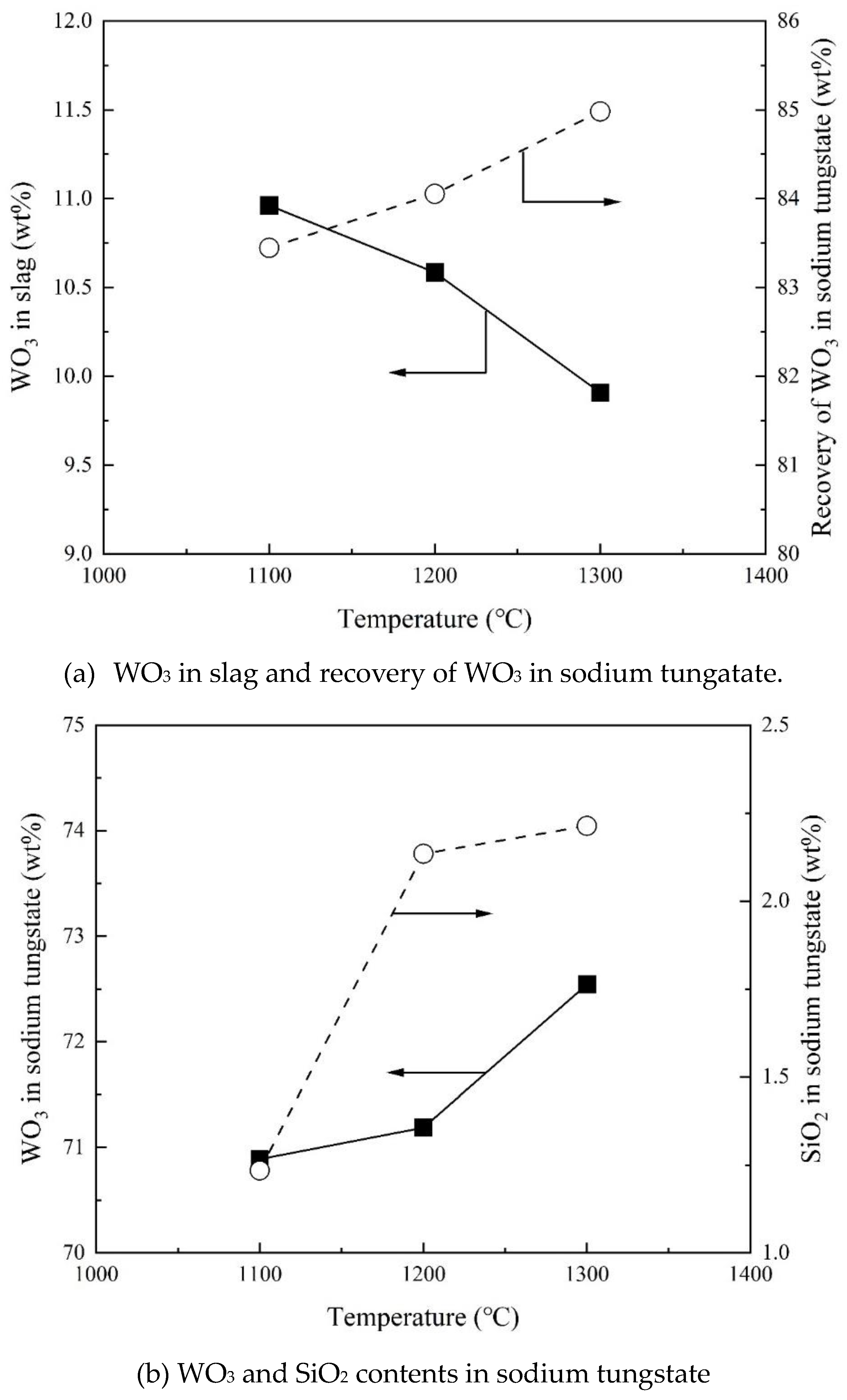
Figure 9.
Effect of temperature on total recovery of WO3, Na2CO3/Ore=1.1, SiO2/Ore =0.3, 60min.
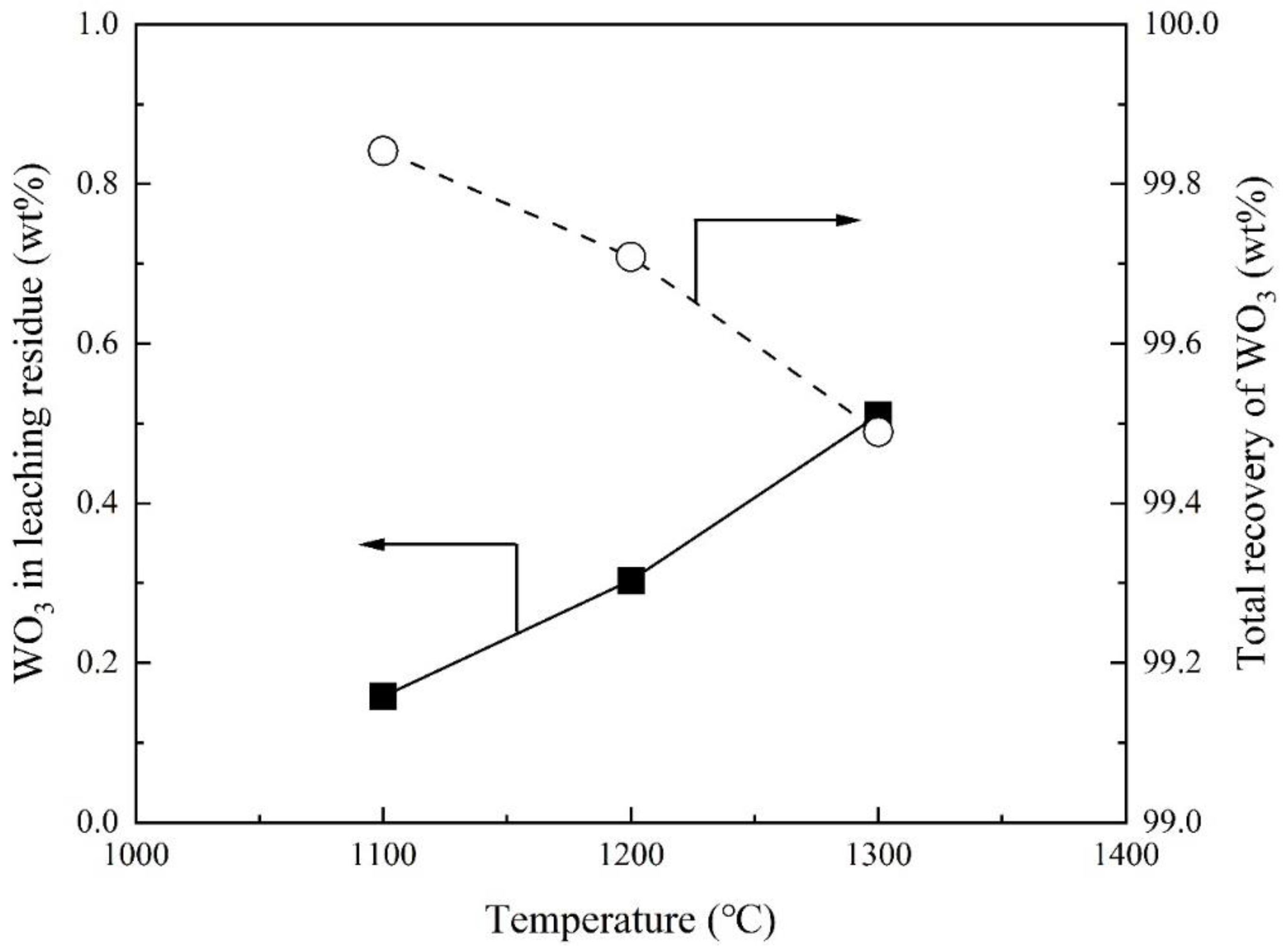
Figure 10.
Effect of temperature on direct recovery and total recovery of WO3, Na2CO3/Ore=1.1, SiO2/Ore =0.3, 60min.
Figure 10.
Effect of temperature on direct recovery and total recovery of WO3, Na2CO3/Ore=1.1, SiO2/Ore =0.3, 60min.
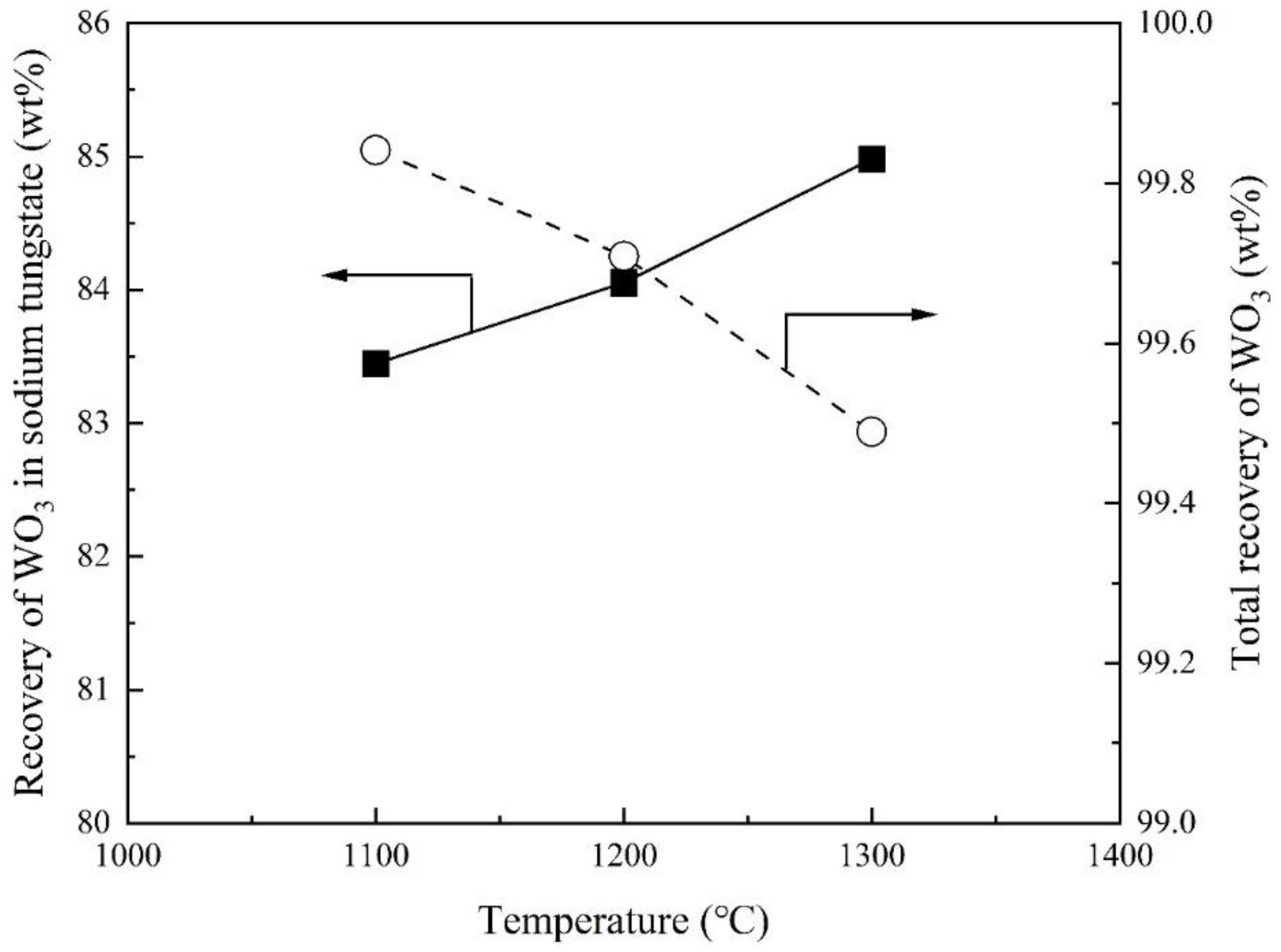
Figure 11.
Effect of reaction time on (a) direct recovery of WO3 and (b) WO3 and SiO2 contents in sodium tungstate, Na2CO3/Ore=1.1, SiO2/Ore =0.3, 1200 oC.
Figure 11.
Effect of reaction time on (a) direct recovery of WO3 and (b) WO3 and SiO2 contents in sodium tungstate, Na2CO3/Ore=1.1, SiO2/Ore =0.3, 1200 oC.
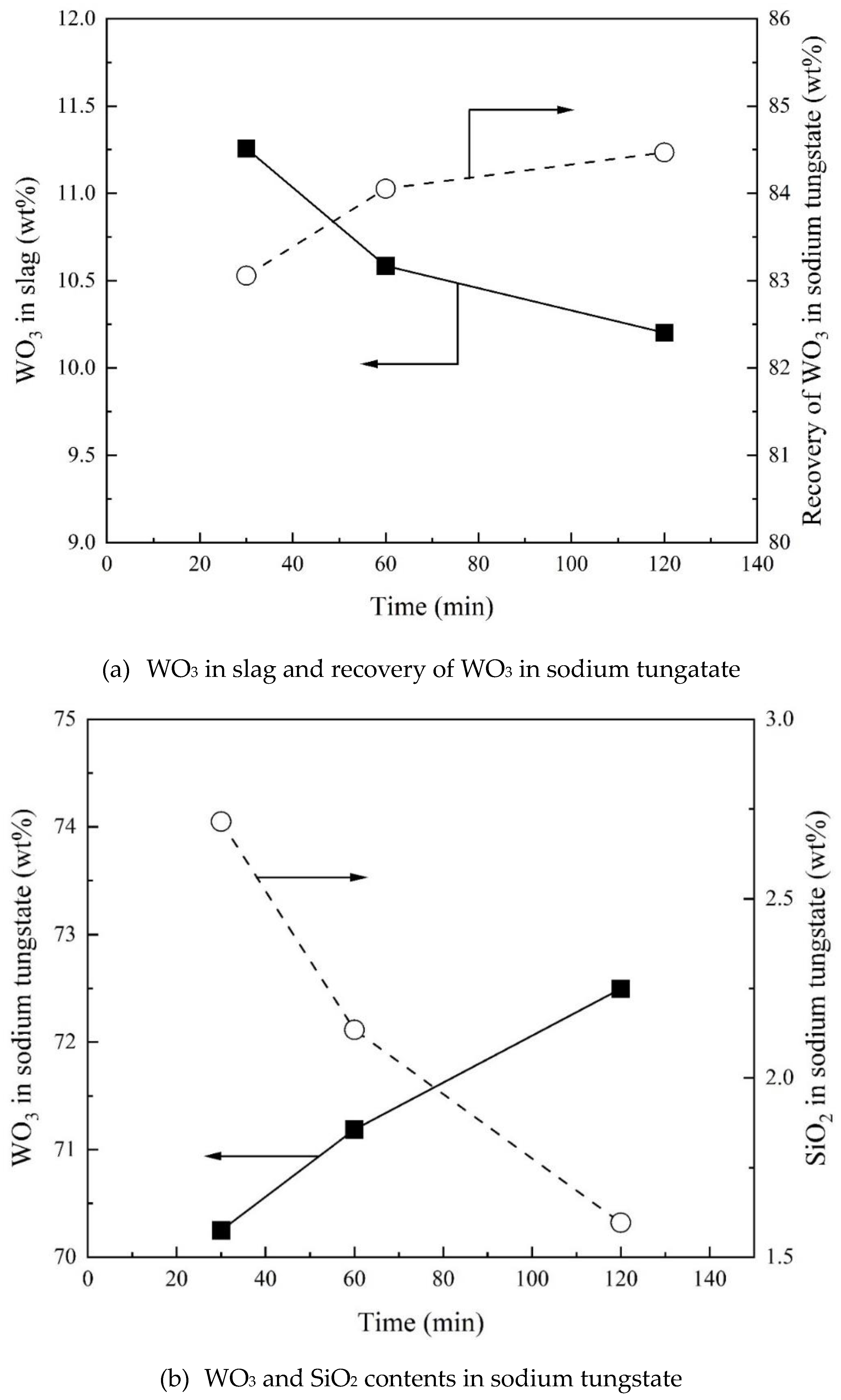
Figure 12.
Effect of reaction time on total recovery of WO3, Na2CO3/Ore=1.1, SiO2/Ore =0.3, 1200 oC.
Figure 12.
Effect of reaction time on total recovery of WO3, Na2CO3/Ore=1.1, SiO2/Ore =0.3, 1200 oC.
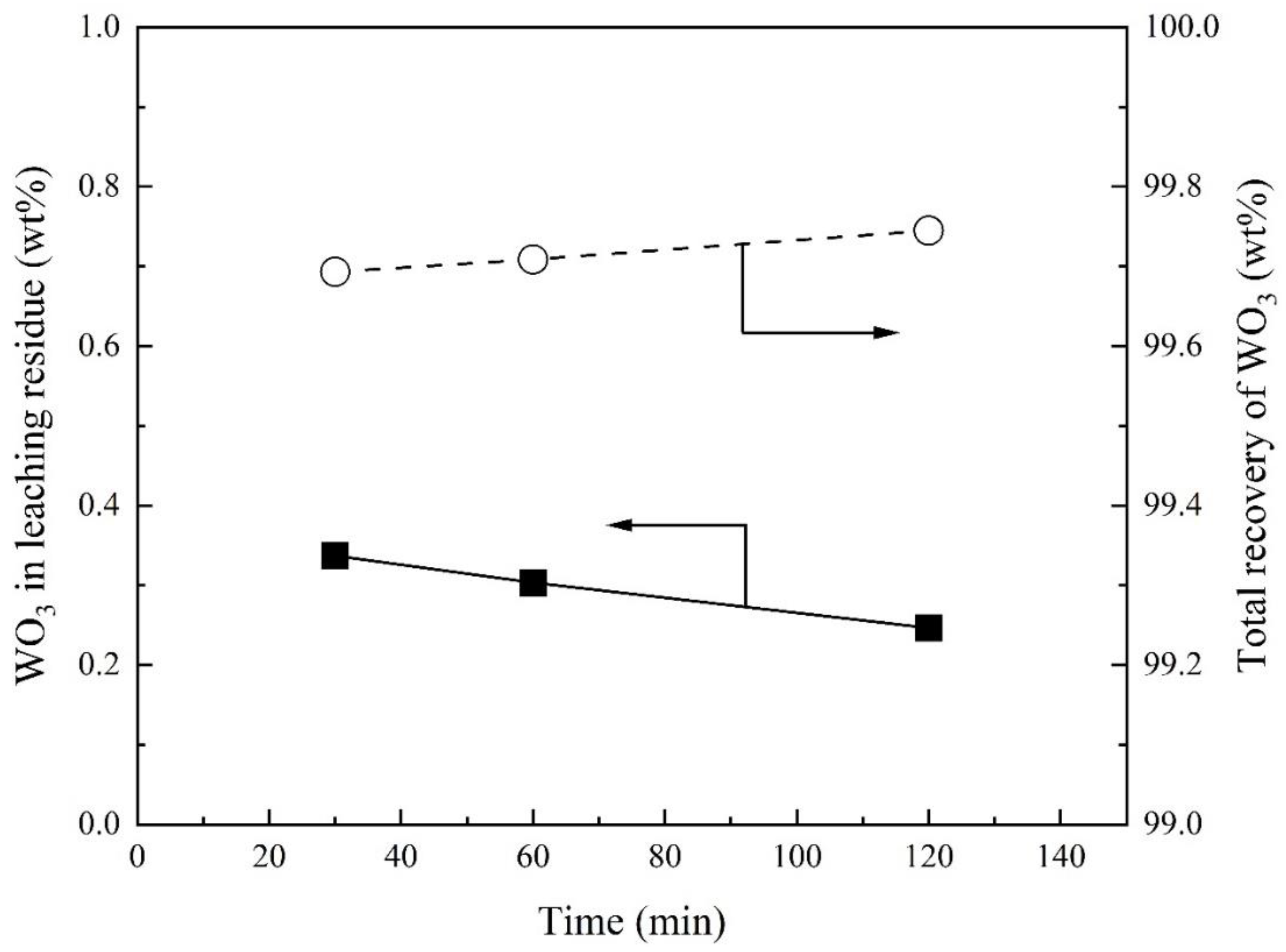
Figure 13.
Effect of reaction time on direct recovery and total recovery of WO3 and WO3 content in sodium tungstate, Na2CO3/Ore=1.1, SiO2/Ore =0.3, 1200 oC.
Figure 13.
Effect of reaction time on direct recovery and total recovery of WO3 and WO3 content in sodium tungstate, Na2CO3/Ore=1.1, SiO2/Ore =0.3, 1200 oC.
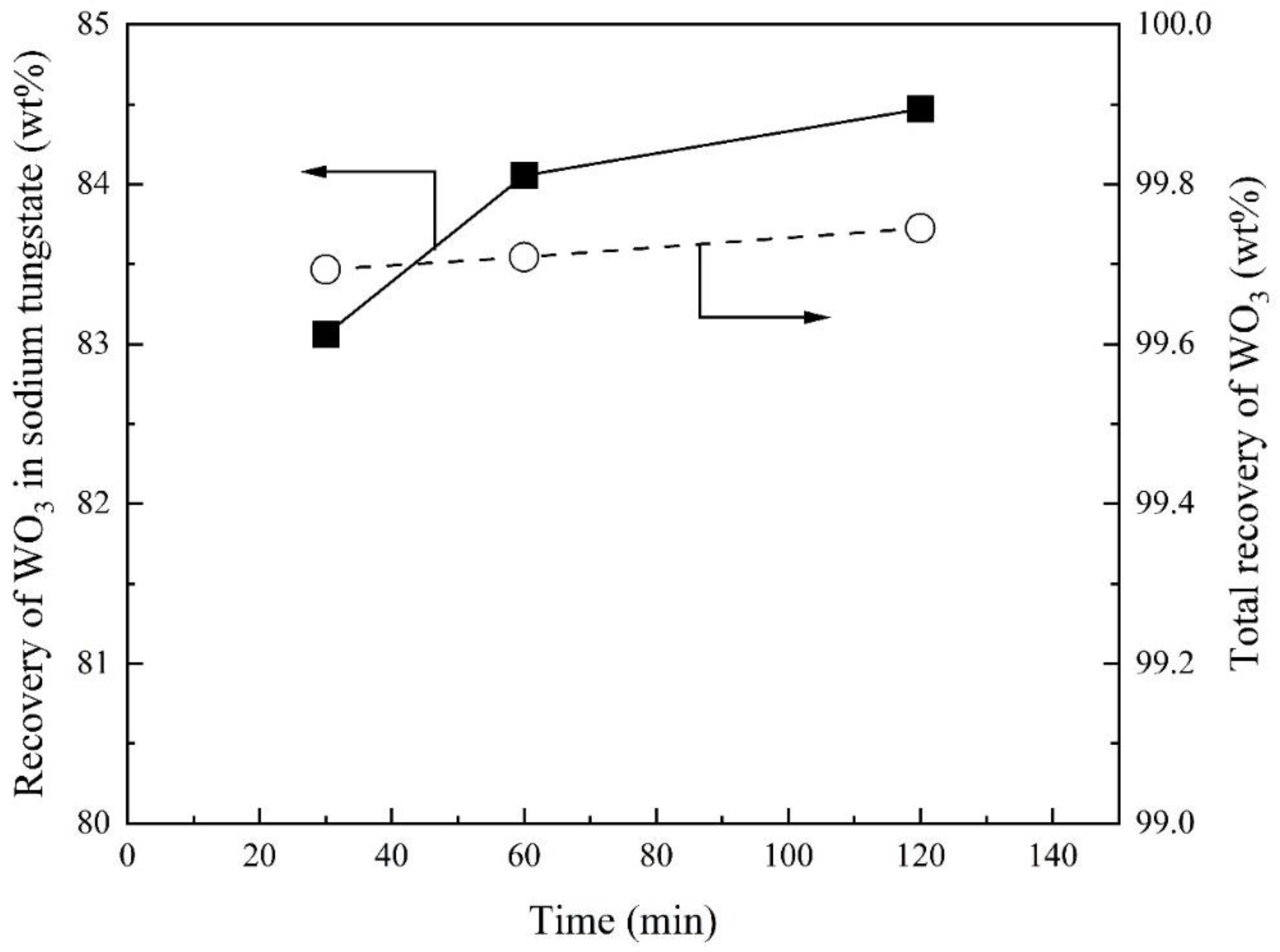

Table 1.
Composition of wolframite used in this study.
| WO3 | CaO | FeO | MnO | SiO2 | S |
|---|---|---|---|---|---|
| 78.0 | 1.1 | 10.7 | 7.9 | 1.7 | 0.6 |
Table 2.
Experimental conditions of wolframite smelting in air.
| Exp No | Ore (g) | Temp (oC) | Time (min) | Na2CO3 (g) | SiO2 (g) |
|---|---|---|---|---|---|
| W1 | 10 | 1200 | 60 | 7 | 3 |
| W2 | 10 | 1200 | 60 | 9 | 3 |
| W3 | 10 | 1200 | 60 | 11 | 3 |
| W4 | 10 | 1200 | 60 | 11 | 5 |
| W5 | 10 | 1200 | 60 | 11 | 7 |
| W6 | 10 | 1200 | 30 | 11 | 3 |
| W7 | 10 | 1200 | 120 | 11 | 3 |
| W8 | 10 | 1100 | 60 | 11 | 3 |
| W9 | 10 | 1300 | 60 | 11 | 3 |
| W10 | 10 | 1200 | 60 | 5 | 3 |
| W11 | 10 | 1200 | 60 | 3 | 3 |
| W12 | 10 | 1200 | 60 | 11 | 9 |
| W13 | 10 | 1200 | 60 | 11 | 11 |
Table 3.
Weights and compositions of smelting slag and WO3 loss in the slag.
| Exp No |
Weight (g) |
Composition (wt%) | WO3 loss in slag (%) |
|||||
| Fe2O3 | SiO2 | MnO | SO3 | WO3 | Na2O | |||
| W1 | 8.3 | 18.2 | 40.1 | 10.7 | 0.0 | 4.5 | 26.4 | 5.2 |
| W2 | 9.6 | 15.7 | 34.4 | 9.2 | 0.1 | 5.7 | 34.9 | 7.6 |
| W3 | 10.9 | 13.7 | 28.9 | 7.7 | 0.1 | 10.6 | 38.9 | 15.9 |
| W4 | 13.2 | 11.3 | 40.3 | 6.7 | 0.1 | 6.1 | 35.5 | 11.1 |
| W5 | 15.2 | 9.9 | 48.3 | 5.8 | 0.1 | 5.1 | 30.8 | 10.6 |
| W6 | 10.9 | 13.6 | 28.8 | 7.9 | 0.2 | 11.3 | 38.3 | 16.9 |
| W7 | 11.0 | 13.9 | 29.7 | 7.4 | 0.2 | 10.2 | 38.5 | 15.5 |
| W8 | 10.9 | 14.0 | 29.2 | 7.8 | 0.1 | 11.0 | 37.9 | 16.6 |
| W9 | 11.0 | 13.7 | 29.2 | 7.3 | 0.2 | 9.9 | 39.6 | 15.0 |
| W10 | 7.1 | 20.8 | 46.7 | 11.0 | 0.3 | 4.1 | 17.1 | 4.0 |
| W11 | 6.3 | 20.2 | 53.6 | 7.7 | 0.0 | 8.2 | 10.3 | 7.2 |
| W12 | 16.9 | 9.1 | 54.8 | 5.1 | 0.1 | 3.3 | 27.6 | 7.8 |
| W13 | 18.7 | 8.2 | 59.6 | 4.6 | 0.1 | 2.6 | 25.0 | 6.8 |
Table 4.
Weights and compositions of sodium tungstate and direct recovery of WO3.
| Exp No |
Weight (g) |
Composition (wt%) | Direct recovery of WO3 (%) | |||||
| Fe2O3 | SiO2 | MnO | SO3 | WO3 | Na2O | |||
| W1 | 8.8 | 0.0 | 0.2 | 0.0 | 0.9 | 78.3 | 20.6 | 94.8 |
| W2 | 8.6 | 0.0 | 0.5 | 0.0 | 0.9 | 77.3 | 21.4 | 92.4 |
| W3 | 8.5 | 0.2 | 2.1 | 0.3 | 0.8 | 71.2 | 25.4 | 84.1 |
| W4 | 8.3 | 0.0 | 0.5 | 0.0 | 0.8 | 77.7 | 21.0 | 88.9 |
| W5 | 8.2 | 0.0 | 0.1 | 0.0 | 0.9 | 78.4 | 20.6 | 89.4 |
| W6 | 8.6 | 0.3 | 2.7 | 0.4 | 0.8 | 70.2 | 25.6 | 83.1 |
| W7 | 8.4 | 0.1 | 1.6 | 0.4 | 0.8 | 72.5 | 24.6 | 84.5 |
| W8 | 8.5 | 0.1 | 1.2 | 0.1 | 0.7 | 70.9 | 27.0 | 83.4 |
| W9 | 8.5 | 0.2 | 2.2 | 0.6 | 0.8 | 72.5 | 23.6 | 85.0 |
| W10 | 8.9 | 0.4 | 0.0 | 0.8 | 0.7 | 78.3 | 19.7 | 96.0 |
| W11 | 8.4 | 2.1 | 0.1 | 3.6 | 0.4 | 79.8 | 14.0 | 92.8 |
| W12 | 8.6 | 0.0 | 0.0 | 0.0 | 0.5 | 78.0 | 21.4 | 92.2 |
| W13 | 8.7 | 0.0 | 0.0 | 0.0 | 0.6 | 77.2 | 22.1 | 93.2 |
Table 5.
Weights and compositions of leaching residue and total recovery of WO3.
|
Exp No |
Weight (g) |
Composition (wt%) | Total recovery of WO3 (%) | |||||
| Fe2O3 | SiO2 | MnO | SO3 | WO3 | Na2O | |||
| W1 | 8.1 | 18.9 | 41.4 | 11.2 | 0.0 | 2.2 | 26.2 | 97.5 |
| W2 | 8.6 | 18.2 | 37.2 | 10.7 | 0.0 | 0.9 | 32.9 | 98.9 |
| W3 | 6.9 | 31.1 | 30.5 | 17.6 | 0.0 | 0.3 | 20.5 | 99.7 |
| W4 | 12.4 | 12.0 | 42.6 | 7.1 | 0.1 | 4.5 | 33.7 | 92.3 |
| W5 | 14.9 | 10.0 | 49.5 | 5.9 | 0.1 | 4.6 | 29.9 | 90.6 |
| W6 | 6.6 | 36.6 | 24.7 | 22.1 | 0.0 | 0.3 | 16.2 | 99.7 |
| W7 | 7.5 | 29.6 | 27.8 | 18.0 | 0.0 | 0.2 | 24.3 | 99.7 |
| W8 | 7.3 | 29.8 | 28.7 | 18.5 | 0.0 | 0.2 | 22.8 | 99.8 |
| W9 | 7.2 | 30.5 | 30.6 | 15.4 | 0.0 | 0.5 | 23.0 | 99.5 |
| W10 | 6.9 | 21.4 | 47.3 | 11.3 | 0.1 | 3.1 | 16.7 | 97.0 |
| W11 | 6.2 | 20.8 | 54.2 | 7.9 | 0.0 | 7.1 | 9.9 | 93.9 |
| W12 | 16.8 | 8.9 | 55.3 | 5.1 | 0.1 | 3.1 | 27.5 | 92.7 |
| W13 | 18.5 | 8.1 | 60.2 | 4.7 | 0.1 | 2.6 | 24.3 | 93.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



