Submitted:
05 January 2024
Posted:
08 January 2024
You are already at the latest version
Abstract
3D bioprinting, like 3D printing, is a process that builds structures by depositing material layer by layer. In the specific case of bioprinting, these layers are composed of a biocompatible material together with living cells, allowing the creation of three-dimensional structures that recreate functional tissues and organs. Bioprinting cell-laden structures is complicated by the high rate of cell damage and stress that occurs during the process, caused by the high pressures and stresses to which they are subjected. To minimise damage during the process, it is important to study and optimise certain bioprinting conditions beforehand and to analyse how they affect the cells by means of computational simulations. In this review, both quantitative and qualitative data are collected to improve the nozzle geometry through computational simulation studies. Optimal ranges for nozzle diameter (0.2-1mm) and length (8-10mm; 300-900μm) have been defined, and recommendations for improving nozzle performance during bioprinting, such as the provision of an inner angle of 20-30°, an inner EDTA coating and a shear stress of less than 10kPa, have been gathered. Finally, based on the data collected, a design of experiments is proposed to obtain an optimal bioprinting configuration for a particular bioink.
Keywords:
bioprinting
; microextrusion
; computational simulation
; nozzle
1. Introduction
3D printing is an additive manufacturing process in which layers of material are layered to create physical objects from a 3D model. This 3D model is created from a CAD (computer-aided design) software. The resulting file generates a G-code where all the parameters of the 3D printer and the movement commands are configured. Depending on the application of this technology, different materials such as polymers, paper, resins or metals can be used, the most common applications being prototyping in industrial design, architecture or medicine.
When the applications of this technology are focused on medicine for the additive manufacturing of different tissues, it is called bioprinting. In bioprinting, the material used is a variety of biocompatible hydrogels together with living cells to create specific three-dimensional structures to support and nourish these cells. These three-dimensional structures must then be incubated to produce living tissues.
In bioprinting, materials with well-defined properties are often used as a vehicle for cells. That is, they have specific biological, physical and mechanical properties to facilitate the bioprinting process while minimizing cell damage. The development of adequate biomaterials (bioinks) to get complex geometries while enhance cell survival is considered one of the most important challenges of bioprinting [1].
According to the bioprinting technology, there are three main families: inkjet , laser-assisted, and microextrusion bioprinters [2,3]. Each one of these techniques has advantages and limitations such as cellular density in bioink, resolution or fabrication speed that must be considered for each specific application.
Of all the studies available on the experimental study of bioinks in bioprinting, only a few make use of computational simulations. With regard to these simulations, body fluid dynamics (CFD) is an important tool when carrying out different studies on bioinks, as it allows their rheological parameters to be modified in order to study their behaviour using a computer. This computational study makes it possible to minimise the cost of bioinks and maximise their quantity by using less material for testing. Despite this, the number of parameters to be studied, together with their possible combinations, makes it difficult to carry out all the simulations, making it necessary to carry out a design of experiments beforehand. This design of experiments aims to optimise some bioprinting parameters, based on the data collected during this review.
This work focuses on knowing the state of the art in this technology, through a well-defined methodology and systematic review to obtain a sample of the situation and the most important advances that have been made with respect to computational simulations in bioprinting. Specifically, this review studies CFD of microextrusion bioprinting technique, making a compilation of useful concepts for the design and improvements of microextrusion systems.
2. Materials and Methods
2.1. Systematic Review
A systematic review is a process of synthesizing the available evidence in which a review of quantitative and qualitative aspects of previous studies with the objective of summarizing the existing information regarding a subject. After collecting the scientific publications of interest, the information is analyzed and compared with similar studies. In these reviews, original data is not generated, but information from different scientific sources is collected, analyzed and synthesized for a better comprehension of the scientific community.
This methodological proposal of bibliographic review is extended in the following points:
- A concise definition of the topic to be addressed:
To initiate a systematic review, it is necessary to identify and convert the problem or uncertainty into a question that can be answered. To ask a question means to reduce it to clear and precise terms, identifying its main components.
In this case, the objective of the review is to know the state of the art of CFD simulations in bioprinting, but specifically in terms of the nozzle or the printhead.
- Specification of inclusion and exclusion criteria:
In this review, no typical exclusion criteria have been used, such as the methodological type of study, year of publication or sample size. However, all those not containing information related to the extrusion printhead and/or nozzle and computational simulation have been excluded.
- Data recording and quality assessment of the selected articles:
It is important to record the relevant characteristics of each article with all rigor and detail. Quality evaluation is necessary to limit biases, form a more precise idea of the potential comparisons and guide the interpretation of the results.
All data were collected and recorded following the conceptual map of Figure 2. In this sense, all possible information will be divided into 2 main blocks. The first one regarding to bioprinting hardware and laboratory conditions and in the second one regarding to all features of computational simulations. Both main blocks are sequentially sub-divided to grant equally distributed information and fair comparison (Figure 2).
- Interpretation and presentation of results:
In this step, all information recorded is analyzed and discussed obtaining useful information for the scientific community.
To report the review results, it should be borne in mind that the basis is systematization. So, all the steps in the review development process must be included in a clear and detailed way, in order that any reader who wishes to repeat the study can do so.
An example of the application of this literature review methodology and its subsequent application would be to use the data in the design of the experiment.
2.2. Design of Experiments
A design of experiments could be used to select the most favorable conditions to obtain the optimum values of those parameters that can affect the bioprinting process. To this end, different working conditions should be simulated using the bioprinting model. The objective would be to establish the influence of these operating variables on the bioprinting process, as well as the possible interactions between them. After that, results should be analyzed to determine optimum values within the study limits.
A Factorial, Central, Composite, Orthogonal and Rotatable Design of Experiments (FCCOR DoE) is proposed and some operational variables and response variables should be selected.
The total number of experimental runs (N) for the statistical design will be N=2k + 2k + n, where k is the number of operational variables and n is the number of replications of the central experiment. In the case k was equal to 4, and n was 12 to ensure both, orthogonality and rotatability of the design, the design should consist of a total of 36 experiments. The axial distance must be defined as =(Nf)1/4 where Nf is the number of factorial experiments, i.e., 2k. Hence, since k=4, , was equal to 2 and the coded values of each of the four operational variables of the design were (-2, -1, 0, 1, 2).
The statistical analysis of the experimental results should be performed with the aid of the Statgraphics Centurion XVI™ software. The numerical analysis must include an ANOVA test and a Quadratic Regression Analysis to obtain the response fitting curve. Also, the experimental conditions leading to an optimum value of the response variables. The graphical analysis of the experimental results must consist of the Pareto, main effects, interactions and response surface (RS) plots (Figure 3).
3. Results and Discussion
3.1. Systematic Review Analysis
Following this methodology all papers were obtained in the databases: PubMed, SCOPUS, and WoS, using a series of search strings:
- “bioprinting AND extrusion AND nozzle”.
- “bioprinting AND nozzle AND computational”.
- “bioprinting AND nozzle AND fluid”.
- “bioprinting AND nozzle AND printhead”.
A total of 74 papers were obtained using these search strings. After that, repeated ones and those that did not match the inclusion criteria were discarded, obtaining a final number of 20 papers to analyze (Figure 4).
From the 20 selected articles it is shown that since 2015 there has been a considerable increase in research related to computational simulation of bioprinting billets.
Once all papers were analyzed some features can be discussed. Following the block division performed, the first results to discuss are the ones regarding to all features of bioprinting hardware. In this sense, from all selected papers 14 are original works, the other 4 papers are general bioprinting reviews. In those reviews [2,3,5,6] general information of bioprinting is provided including an explanation of technologies types, materials used, among other useful information. In general, most of papers use extrusion bioprinting, with the exception of Carmelo de María et al [7] and Shi et al [8] that use inkjet bioprinting or Ponce-Torres et al [9] that use a gas flow to produce fibers (Figure 6).
According to the 14 original papers, there are a huge discrepancy between the geometrical construction of the nozzle. Three main constructions were used: syringe with a coaxial needle [5], [10], syringe with a conical tip [8,11,12] and microfluidics nozzles [13,14]. Other authors uses different geometries [7,9,15,16,17,18,19]. On the other hand, the nozzle diameter varies from 0.2 to 1 mm in different works. Studies using coaxial needle proposed diameters of 810, 710 and 630 μm [10] or 200-450 μm [5], while those ones using conical tip used 100 μm [8], 500-1000 μm [11] or 440 μm [12]. Studies about microfluidics nozzles set up different diameters: 840, 610, 400, 250 and 200 μm [13] or 1270, 910 and 470 μm [14]. Regarding the nozzle length, Martanto et al [11] and Reid et al [20] agree using 8,9 - 10 mm, while Jia Shi et al [8] and Ponce-Torres et al [9] use 300 and 900 μm, respectively. Martanto et al [11] perform a very complete study of geometrical influence in extrusion simulations and one of the most important results in their paper is that they recommend an inner nozzle angle from 20 to 30º to reduce shear stresses. It is important to note that this large range of variation in geometrical measurements makes difficult a fairly comparison of results among different studies (Figure 6).
Other important factors are the inner coating of the nozzle and the materials used for its construction. This information can be very helpful in computational simulations due to friction between the bioink and the walls of the nozzle, provoking different shear stresses and cell damages. Unfortunately, only Parzel et al [16] uses Ethylene Diamine Tetra-acetic Acid (EDTA) as an inner coating and Shi et al [8] and Ponce-Torres [9,19] use glass as a construction material. The rest of the authors do not specify any kind of coating or material to be considered.
On the other hand, the most important physical parameters in the bioprinting process are summarized in Figure 7. The data represented are within a range of values obtained from the articles that have been selected according to the keywords used in the search (Figure 7).
Laboratory atmospheric parameters can have a high impact on the rheological parameters of the used bioink. Among all analyzed papers, authors present their results at room temperature [3,16], [19] or at 37 ºC [5,11,15,20].
The second main block is regarding to all features of computational simulations. In this sense, the 9 papers that perform computational simulations of their systems obtained different results hardly comparable due mainly to different geometries, materials, boundary conditions or inlet parameters. Therefore, in this part only a summarization of the results is going to be exposed.
Regarding to boundary conditions, inlet flow is set with volumetric flows values varying from 0.1 to 266 μL/s [11,12,14,20] or masic flow of 90-100 mg/min [12]. In the same way, Göhl et al [12] use pressure from 14 to 40 kPa as the inlet pressure of the bioink. Also, some authors showed the viscosity of their bioinks, Shi et al [8] and Martanto et al [11] uses hydrogels with viscosities varying in the range 1-9.8 mPa·s. Other authors as Derakshanfar et al [2], Suntornnond et al [18] or Kyle et al [3] use bioinks with higher viscosities on the range 30x105 – 30x108 mPa·s (Figure 8).
The main results of CFD simulations works are usually velocities, pressures, and stresses. In this review, velocities varies from 1.6 to 266.6 mm/s [5,10,12,14,15,17,18,19,20] with a single value beyond this range, Shi et al [8] obtained 3.04m/s. Pressures varies from 1 to 300 kPa [5,11,15,18,19,20], but several authors conclude that shear stresses must be below 10 kPa [3,8] (Figure 8).
Finally, according to the state of the art obtained with this review a design of experiments (DoE) can be proposed. So, this DoE could be used to examine different working parameters of the bioprinting process. As an example, a specific DoE using four operational variables: namely, “temperature” (T), “volumetric flow” (V), “pressure” (P), and “viscosity” (v) is presented in the next section, whereas “line width” (W) and “line uniformity” (U) were considered as the response variables.
3.2. Design of Experiments
Different bioprinting parameters can be tested, varying temperature (T) from 37 to 20 ºC, volumetric flow (V) from 266 to 0.1 µL/s, pressure (P) from 40 to 14 kPa and viscosity (v) from 30x108 to 30x105 mPa·s.
If the number of variables is 4, i.e. k=4, , , was equal to 2 and the coded values of each of the four operating design variables were (-2, -1, 0, 1, 2).
From the values of the variables, the maximum and minimum values, the central value and the step are determined (Table 1).
From the data of Table 1 and the coded variables, the coded table of the design of experiment is constructed using the codes (-2, -1, 0, 1, 2). Subsequently, the table of values of the decoded variables is determined, to finally determine the optimal conditions that should be used to obtain the best experimental result.
4. Conclusions
The methodology of the systematic review is an excellent way to know the current status, progress and fundamental concepts of a research line, but additionally, it can be used to identify challenges and new topics.
Hence, in this review, the main variables involved in a bioprinting nozzle design and its use are identified. Furthermore, common ranges for nozzle diameter (0.2 - 1mm) and length (standard of 8 – 10mm and microneedle version of 300 - 900 μm) are exposed. Regarding to CFD, a heterogeneous setting of simulation makes difficult a fair comparison among all studies, but maybe an interesting conclusion is the need to keep shear stress below 10 kPa to minimize cell stress.
Likewise, some authors recommend the following features for a better performance of the nozzle: inner angle (20 – 30 º) to reduce shear stress or inner coating (EDTA).
Finally, a design of the experiments is proposed to optimize bioprinting parameters using data obtained in the previous review.
Author Contributions
writing—original draft preparation and conceptualization: Antonio Macías García. and Francisco M. Sánchez-Margallo; Methodology and investigation: Jesús M. Rodríguez Rego and Laura Mendoza Cerezo; Writing—review and editing: José Blas Pagador Carrasco and Alfonso C. Marcos Romero; Visualization, supervision and data curation: Juan C. Gómez Blanco. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by European Regional Development Fund (ERDF), grant number BIOSIMPRO. IB20158.
Informed Consent Statement
Any research article describing a study involving humans should contain this statement. Please add “Informed consent was obtained from all subjects involved in the study.” OR “Patient consent was waived due to REASON (please provide a detailed justification).” OR “Not applicable.” for studies not involving humans. You might also choose to exclude this statement if the study did not involve humans. Written informed consent for publication must be obtained from participating patients who can be identified (including by the patients themselves). Please state “Written informed consent has been obtained from the patient(s) to publish this paper” if applicable.
Data Availability Statement
We encourage all authors of articles published in MDPI journals to share their research data. In this section, please provide details regarding where data supporting reported results can be found, including links to publicly archived datasets analyzed or generated during the study. Where no new data were created, or where data is unavailable due to privacy or ethical restrictions, a statement is still required. Suggested Data Availability Statements are available in section “MDPI Research Data Policies” at https://www.mdpi.com/ethics.
Acknowledgments
We want to thank the European Regional Development Fund (ERDF) in the framework of the project (BIOSIMPRO. IB20158) with the code 2021/00110/001 for funding this publication.
Conflicts of Interest
The authors declare no conflict of interest.
References
- F. Pati, J. Gantelius, and H. A. Svahn, “3D bioprinting of tissue/organ models,” Angew. Chemie Int. Ed., vol. 55, no. 15, pp. 4650–4665, 2016.
- S. Derakhshanfar, R. Mbeleck, K. Xu, X. Zhang, W. Zhong, and M. Xing, “3D bioprinting for biomedical devices and tissue engineering: A review of recent trends and advances,” Bioact. Mater., vol. 3, no. 2, pp. 144–156, 2018. [CrossRef]
- S. Kyle, Z. M. Jessop, A. Al-Sabah, and I. S. Whitaker, “‘Printability’’ of Candidate Biomaterials for Extrusion Based 3D Printing: State-of-the-Art,’” Adv. Healthc. Mater., vol. 6, no. 16, 2017. [CrossRef]
- O. A. Beltrán, “Revisiones sistemáticas de la literatura,” Rev. Colomb. Gastroenterol., vol. 20, no. 1, pp. 60–69, 2005.
- A. Panwar and L. P. Tan, “Current status of bioinks for micro-extrusion-based 3D bioprinting,” Molecules, vol. 21, no. 6, 2016. [CrossRef]
- I. T. Ozbolat and M. Hospodiuk, “Current advances and future perspectives in extrusion-based bioprinting,” Biomaterials, vol. 76, pp. 321–343, 2016. [CrossRef]
- C. De Maria et al., “Design and validation of an open-hardware print-head for bioprinting application,” Procedia Eng., vol. 110, pp. 98–105, 2015. [CrossRef]
- J. Shi, B. Wu, S. Li, J. Song, B. Song, and W. F. Lu, “Shear stress analysis and its effects on cell viability and cell proliferation in drop-on-demand bioprinting,” Biomed. Phys. Eng. Express, vol. 4, no. 4, 2018. [CrossRef]
- A. Ponce-Torres, E. Ortega, M. Rubio, A. Rubio, E. J. Vega, and J. M. Montanero, “Gaseous flow focusing for spinning micro and nanofibers,” Polymer (Guildf)., vol. 178, p. 121623, 2019.
- Q. Gao, Y. He, J. zhong Fu, A. Liu, and L. Ma, “Coaxial nozzle-assisted 3D bioprinting with built-in microchannels for nutrients delivery,” Biomaterials, vol. 61, pp. 203–215, 2015. [CrossRef]
- W. Martanto, S. M. Baisch, E. A. Costner, M. R. Prausnitz, and M. K. Smith, “Fluid dynamics in conically tapered microneedles,” AIChE J., vol. 51, no. 6, pp. 1599–1607, 2005.
- J. Göhl, K. Markstedt, A. Mark, K. Håkansson, P. Gatenholm, and F. Edelvik, “Simulations of 3D bioprinting: Predicting bioprintability of nanofibrillar inks,” Biofabrication, vol. 10, no. 3, 2018. [CrossRef]
- D. Kang et al., “Pre-set extrusion bioprinting for multiscale heterogeneous tissue structure fabrication,” Biofabrication, vol. 10, no. 3, 2018. [CrossRef]
- R. Attalla, E. Puersten, N. Jain, and P. R. Selvaganapathy, “3D bioprinting of heterogeneous bi- and tri-layered hollow channels within gel scaffolds using scalable multi-axial microfluidic extrusion nozzle,” Biofabrication, vol. 11, no. 1, 2019. [CrossRef]
- K. H. Kang, L. A. Hockaday, and J. T. Butcher, “Quantitative optimization of solid freeform deposition of aqueous hydrogels,” Biofabrication, vol. 5, no. 3, p. 35001, 2013.
- C. A. Parzel, M. E. Pepper, T. Burg, R. E. Groff, and K. J. L. Burg, “EDTA enhances high-throughput two-dimensional bioprinting by inhibiting salt scaling and cell aggregation at the nozzle surface,” J. Tissue Eng. Regen. Med., vol. 3, no. 4, pp. 260–268, 2009.
- K. Pusch, T. J. Hinton, and A. W. Feinberg, “Large volume syringe pump extruder for desktop 3D printers,” HardwareX, vol. 3, no. February, pp. 49–61, 2018. [CrossRef]
- R. Suntornnond, E. Y. S. Tan, J. An, and C. K. Chua, “A Mathematical Model on the Resolution of Extrusion Bioprinting for the Development of New Bioinks,” Materials (Basel)., vol. 9, no. 9, 2016. [CrossRef]
- A. Ponce-Torres, E. J. Vega, A. A. Castrejón-Pita, and J. M. Montanero, “Smooth printing of viscoelastic microfilms with a flow focusing ejector,” J. Nonnewton. Fluid Mech., vol. 249, pp. 1–7, 2017. [CrossRef]
- J. A. Reid, P. A. Mollica, G. D. Johnson, R. C. Ogle, R. D. Bruno, and P. C. Sachs, “Accessible bioprinting: Adaptation of a low-cost 3D-printer for precise cell placement and stem cell differentiation,” Biofabrication, vol. 8, no. 2, 2016. [CrossRef]
Figure 1.
Methodological proposal for bibliographic review.
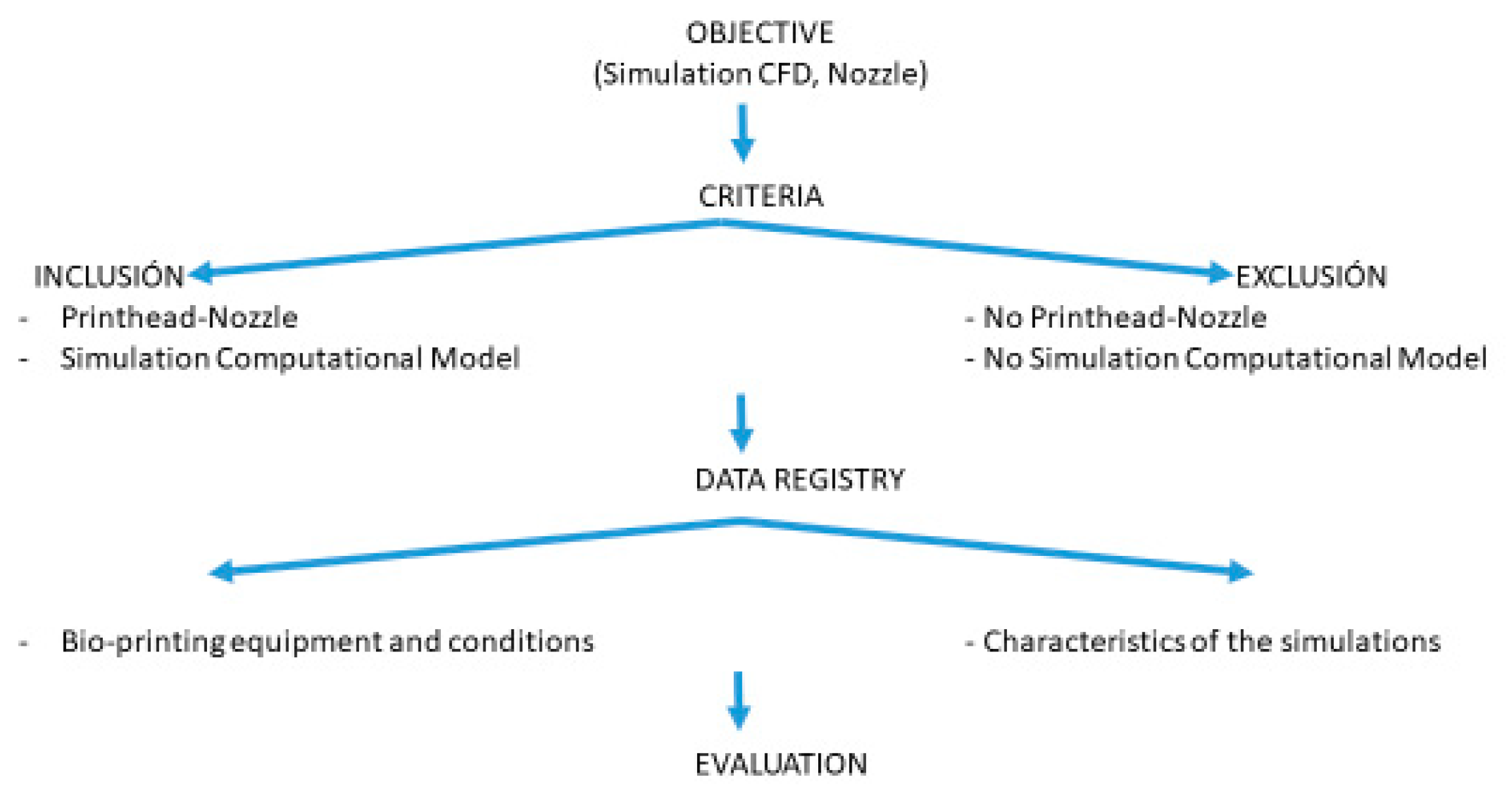
Figure 2.
Concept map for data extraction of computational simulation of bioprinting nozzles.
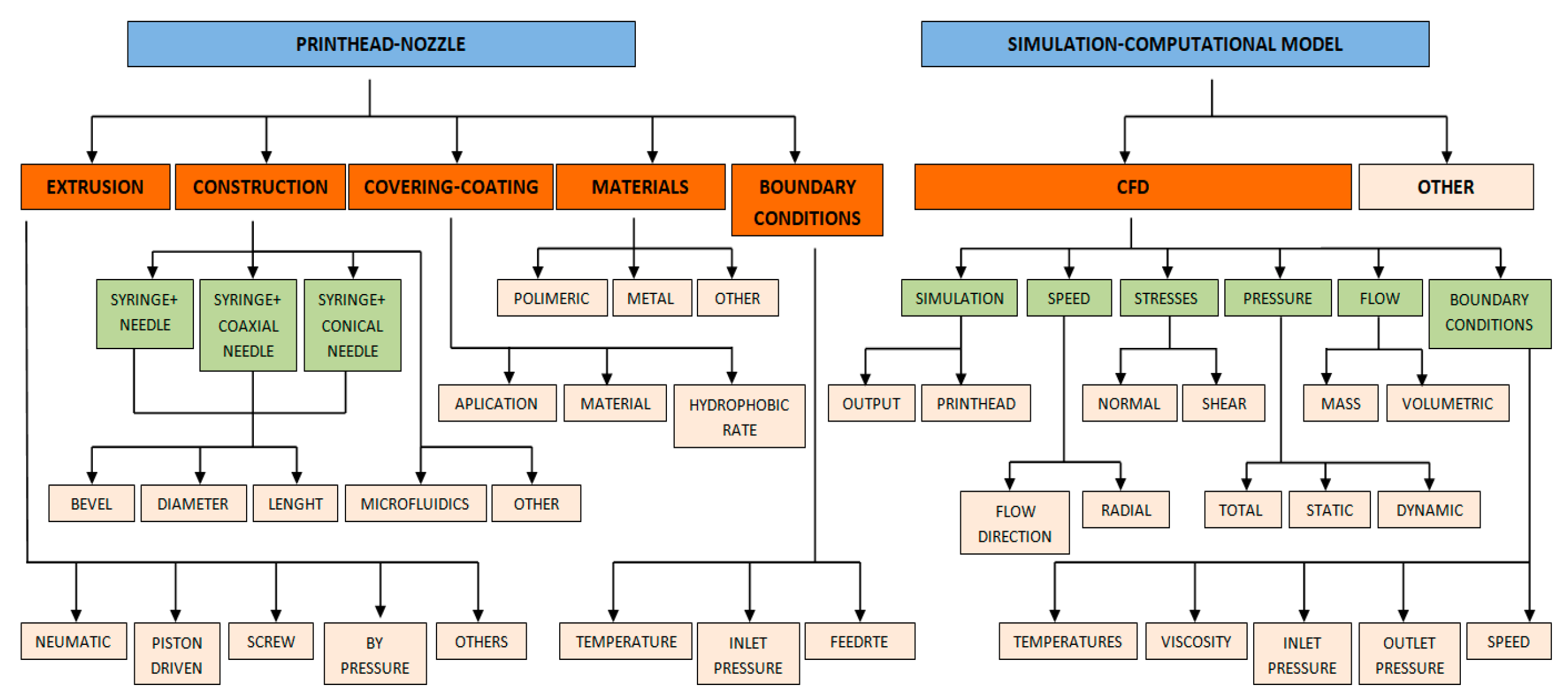
Figure 3.
Statistical analysis using Stratgraphics Centurion XVI software; Numerical analysis using ANOVA and quadratic regression analysis; Graphical analysis using Pareto diagram, main effects, interactions and response surfaces.
Figure 3.
Statistical analysis using Stratgraphics Centurion XVI software; Numerical analysis using ANOVA and quadratic regression analysis; Graphical analysis using Pareto diagram, main effects, interactions and response surfaces.
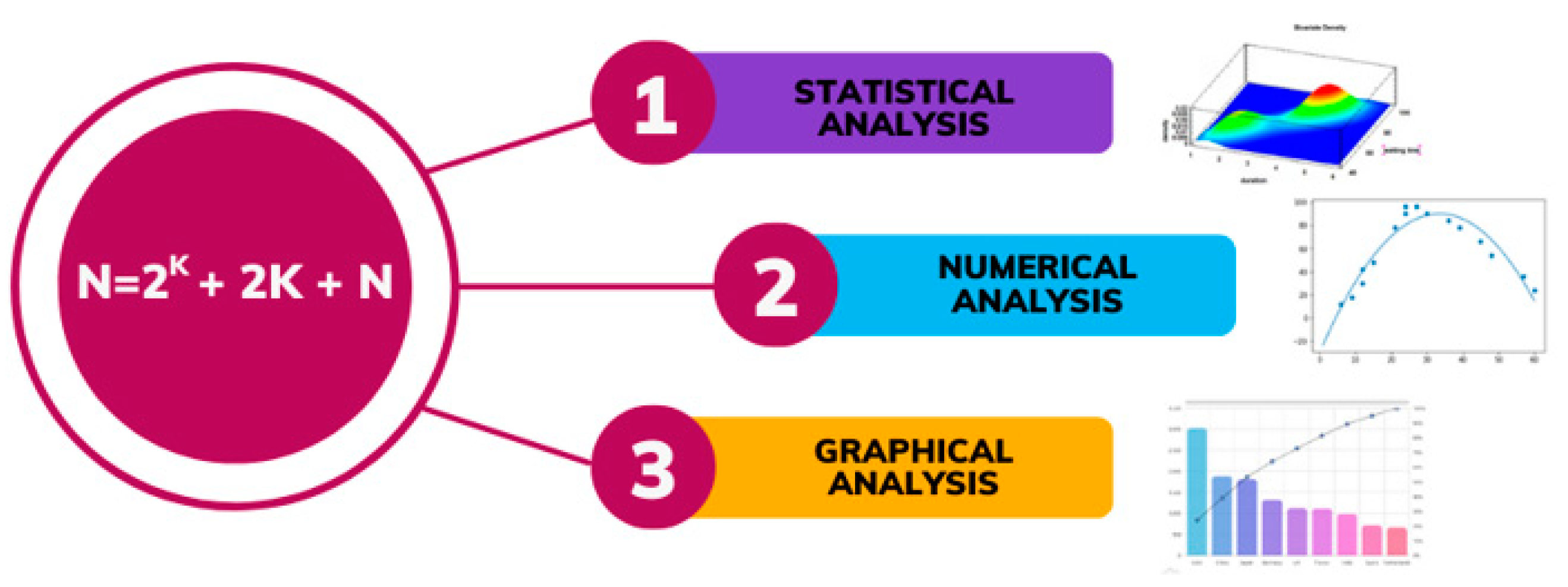
Figure 4.
Items included and excluded from the systematic review based on the connectors used.
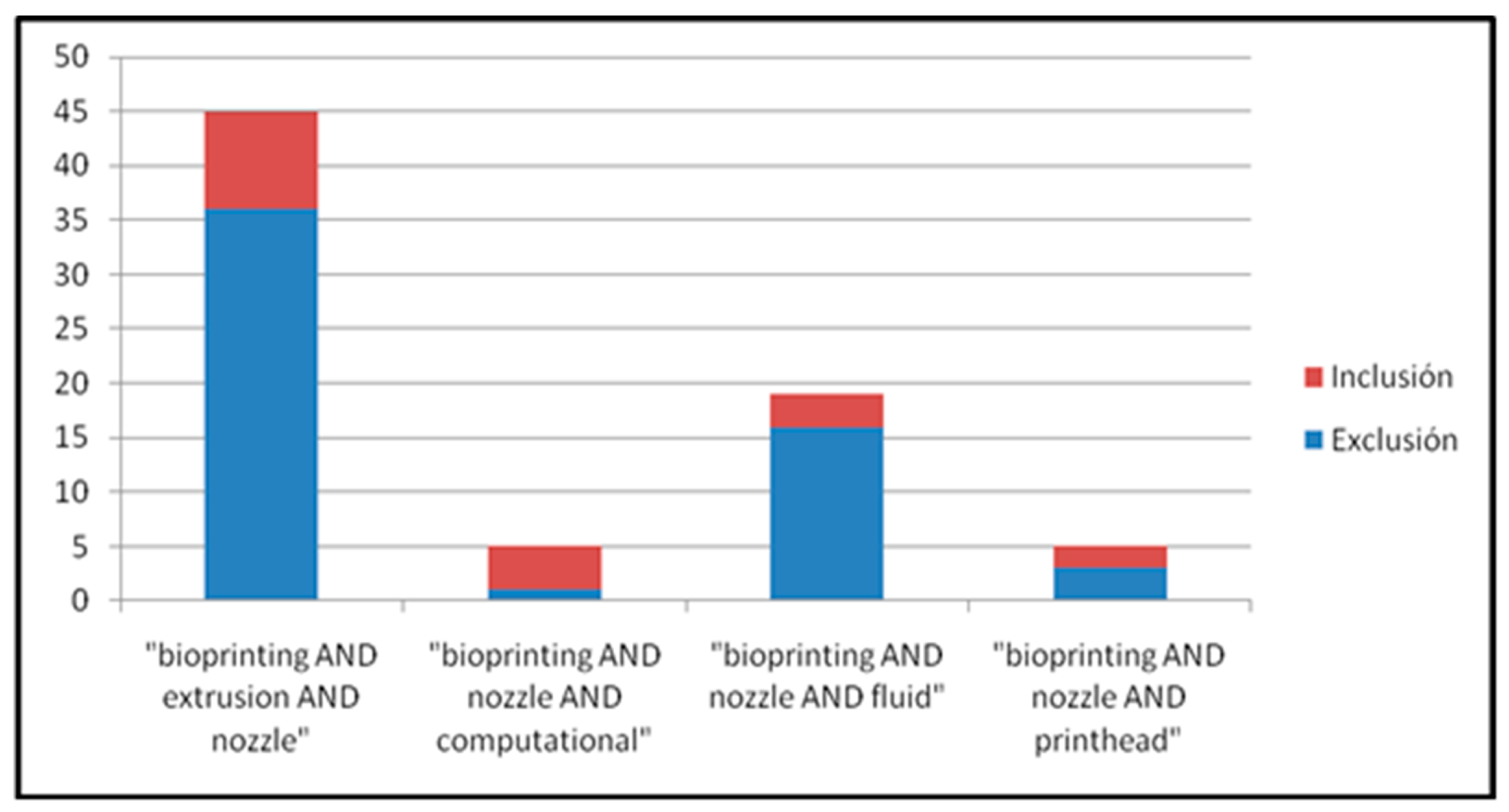
Figure 5.
Selected articles divided by year.
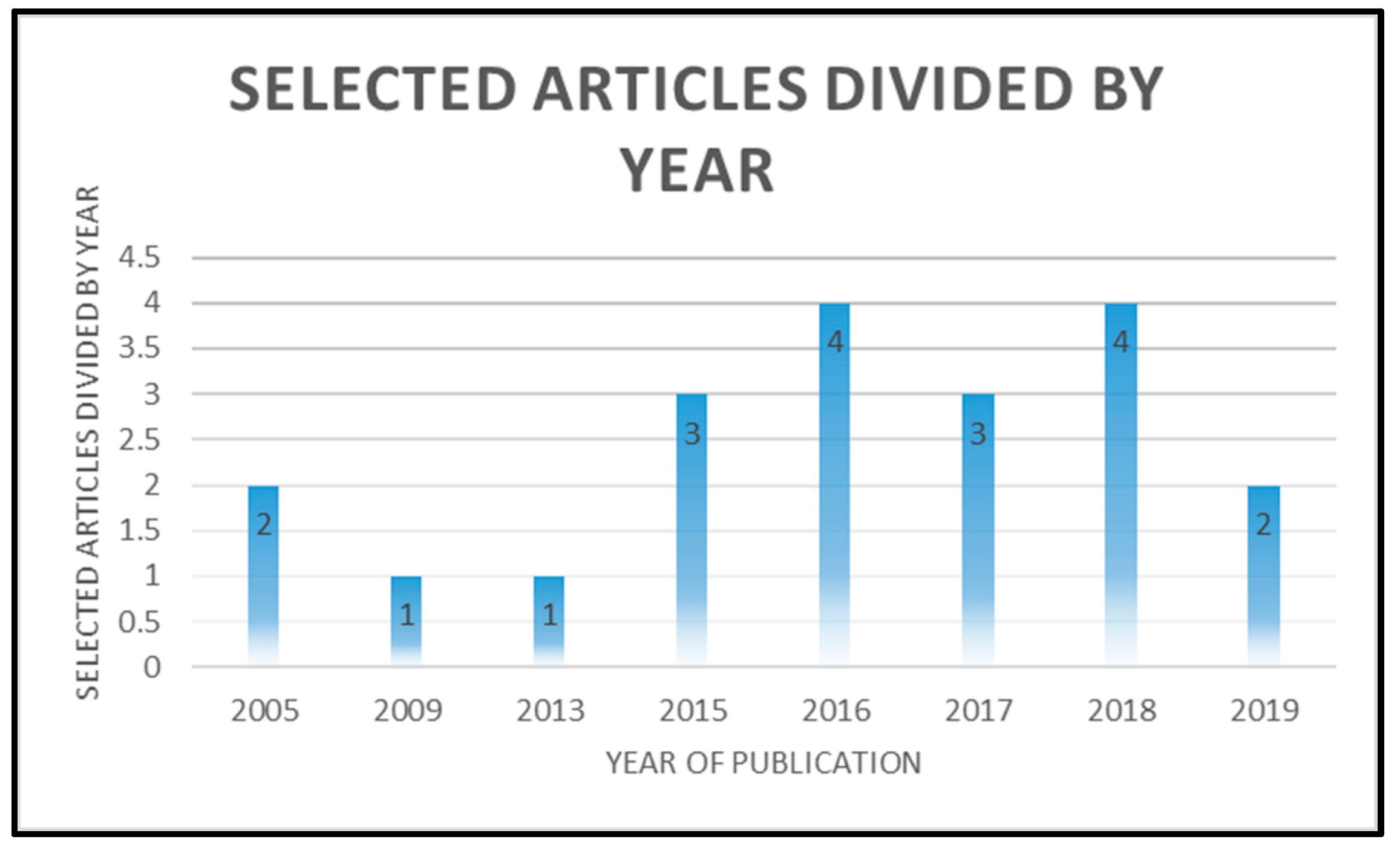
Figure 6.
Bioprinting characteristics, nozzle geometry and computational simulation.
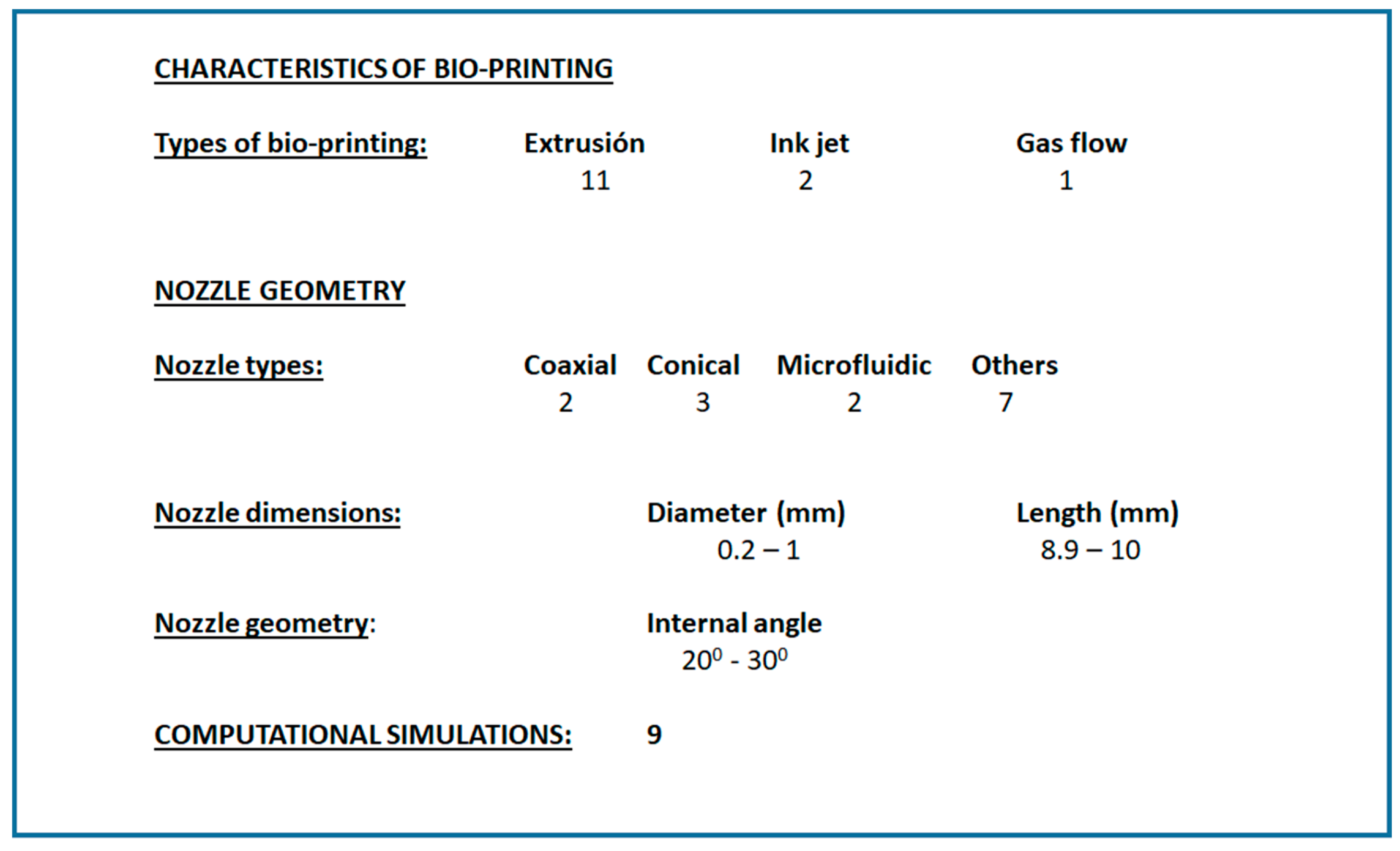
Figure 7.
Physical Parameters of the bioprinting.
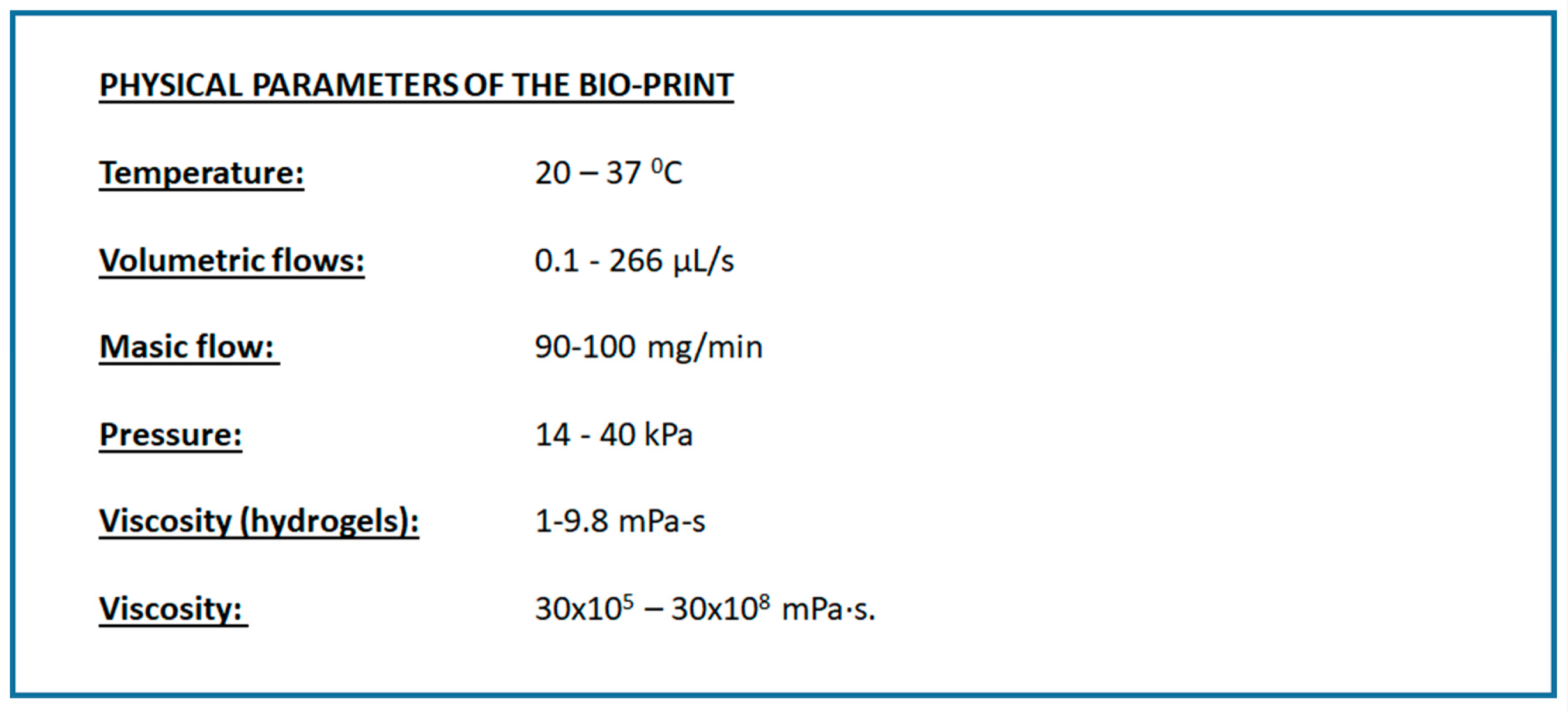
Figure 8.
CFD simulation.
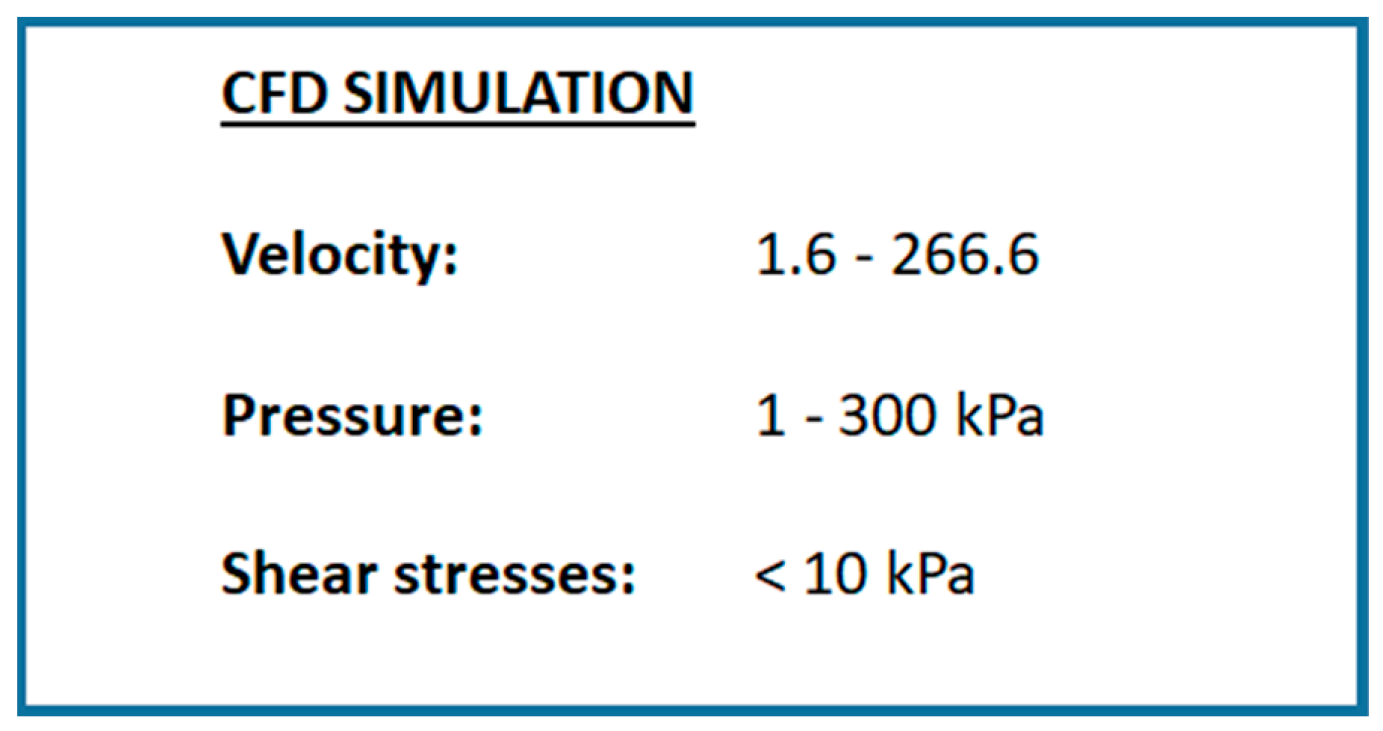

Table 1.
Maximum, minimum, central value and step of the variables.
| Variables | Central | Step | Maximum | Minimum |
|---|---|---|---|---|
| Temperature (T) | 28,50 | 4,25 | 37 | 20 |
| Volumetric flow (V) | 133,050 | 66,475 | 266 | 0.1 |
| Pressure (P) | 27 | 6.5 | 40 | 14 |
| Viscosity (v) | 1,515·108 | 0,7425·108 | 30·108 | 30·105 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



