Submitted:
08 December 2023
Posted:
13 December 2023
You are already at the latest version
Abstract
The jet-slit milk homogenizer is one of the most energy-efficient among all types of homogenizers in the dairy industry. The principle of its operation is based on the creation of a maximum speed difference between the fat globules of cream and the flow of skimmed milk. Reducing the specific energy consumption and finding the optimal parameters of the homogenizer were based on the results of both theoretical and experimental studies. The optimization criteria (decreasing specific energy consumption while maintaining high homogenization quality) were chosen to achieve a dispersion of 0.8 μm with minimal energy consumption. The parameters of the width of the ring gap, the fat content and the speed of the cream have been optimized. It is possible to reduce the specific energy intensity of the process to values of 0.88–0.92 kWh/t when using cream with a fat content of 33–43%, which should be fed through an annular gap with a width of 0.6–0.8 mm. Optimum values of the cream feed speed had been found, which should be equal to 7–11 m/s. The research results are of high practical value for the further development of the energy-efficient industrial model of a jet-slit homogenizer.
Keywords:
jet homogenization
; jet-slit homogenizer
; dispersion
; milk
; fat globules
; efficiency of homogenization
1. Introduction
"European Green Deal" agreement provides for the creation of a resource-efficient and competitive economy in the member states of the Union [1]. Among the declared priority directions of the program, major attention is paid to increasing the energy efficiency of various types of equipment, in particular, within the framework of the "From farm to fork" strategy [2]. Therefore, the further development of food processing technologies should be aimed at the research and implementation of energy-efficient types of equipment [3]. Due to the very high energy consumption of homogenization processes in drinking milk and drinking cream production lines, up to 50-60% of energy consumption may be spent on the work of the homogenizer alone. Therefore, a significant reduction of energy costs for homogenization may lead to a reduction of energy costs for the production of milk and cream by up to 50% [3,4]. For the European market, this amounts to more than 1 billion US dollars in annual savings.
From the point of view of ensuring the high quality of dairy products, most of their production technologies include the operation of dispersing the dispersed phase of milk emulsion (DPME) – homogenization. Whole milk is an unstable emulsion and, in the absence of extraneous mechanical or thermal influences, separates into the DPME and skimmed milk after a short period of time. This phenomenon is explained by the high values of the average diameter of milk fat droplets (ADMFD), which in raw milk is about 3–4 μm. In turn, the delamination of the milk emulsion causes the deterioration of the quality of dairy products. This phenomenon manifests itself in an increase in the loss of DPME on the walls of equipment and containers, a decrease in the shelf life, and a decrease in the nutritional and energy value of products [4]. In order to prevent the occurrence of the above negative consequences, in accordance with the production technologies of almost all dairy products, homogenization is provided as a standard operation.
Homogenization involves reduction of the ADMFD of dairy products by 3–5 times, ensuring uniform distribution of DPME by volume and resistance of products to delamination during storage. According to [5], to ensure the compliance of dairy products with the standard of regulatory documentation, their ADMFD should be not more than 0.75–0.85 μm (on average, 0.8 μm). These standards are met by the valve-type homogenizers most common in the industry. After processing in them, the ADMFD of dairy products does not exceed 0.80 µm. At the same time, the use of these constructions for dispersing cuts off excessively high values of specific electricity consumption, exceeding 7 kWh/t of processed milk [5]. According to this indicator, valve homogenizers approach the energy consumption of the grain grinding process (7–16 kWh/t). It should be noted that the percentage of homogenization in the balance of total energy consumption of dairy products processing is up to 40%, depending on the technology [4,6]. Therefore, reducing energy cost of dispersing the DPME is an urgent and priority task for milk processing enterprises and industry researchers.
Developing the newest designs which allow solving the problem of high energy consumption of homogenization is connected to the characteristic difficulties of its research. Thus, visual observation of the deformation and destruction of the dispersed phase emulsion is a difficult task from a technical point of view. This is due to the low transparency of the investigated liquids, the microscopic size of the fat droplets, and the high speeds of the liquid movement (over 100 m/s). The complex effect of these factors caused the absence of a general theory of homogenization. As a result, about 8–10 hypotheses of the dispersion of the DPME were put forward [6,7]. Each of them has contradictions and does not comprehensively explain the essence of the processes that take place in the area of the valve gap when using the most common valve homogenizer in the milk processing industry. Designs of homogenizers, which were created on the basis of these hypotheses, either do not provide the necessary reduction of ADMFD to 0.8 μm (vacuum, vibration, rotary-pulsation, electrohydraulic), or have high values of specific energy consumption (SEC) (valves, microfluidizers) [5,8].
The scientific basis for the development of new designs of energy-efficient homogenizers can be the identification of the Weber criterion as the main factor of dispersion. Milk as a polydisperse system consists of dispersive (skimmed milk) and dispersed (cream) phases. It is possible to achieve a value of Weber's hydrodynamic criterion sufficient for the effective destruction of fat droplets by creating a high difference in phase velocities (the speed of the flow of milk plasma around the fat droplet). The advantages of this approach include the possibility of developing predictably energy-efficient structures [5,9]. The introduction of homogenizers, the principle of operation of which is based on the implementation of this principle, allows reducing the energy costs of dispersion by 50–60% [9,10,11]. Various types of jet milk homogenizers meet the listed standard. According to researchers [9,11], their use ensures a reduction of ADMFD to 0.75 μm. The SEC of such designs is 0.90–1.80 kWh/t. Therefore, further research of this particular group of homogenizers is predicted to be able to reduce energy cost of dispersion during the processing of various dairy products.
In order to reduce energy, cost of dispersion, researchers proposed and investigated devices [5,12]:
– cavitation;
– impact-jet;
– mini-mixers with different profile shapes of internal surfaces;
– dispersant in volume;
– microfluidizer;
– jet homogenizer of milk with counter supply of cream;
– opposite-flow jet;
– jet milk homogenizer with separate DPME supply.
The use of microfluidizers makes it possible to obtain a product with the highest dispersion of the fat content of milk emulsion (ADMFD does not exceed 0.10 μm) [13,14]. However, despite the provision of ADMFD at the level of the standard of regulatory documentation, their productivity is less than 500 l/h, which does not meet the needs of the dairy industry [15,16]. In addition, microfluidizers have specific energy costs that exceed the corresponding indicators for energy-intensive valve homogenizers [17,18]. The set of the above features determined the narrow scope of use of these designs, mostly in the chemical and pharmaceutical industries [19,20].
Studies [5,13] predicted that the introduction of a cavitation homogenizer can ensure high reduction of energy cost of dispersing the DPME emulsion. The principle of its operation is based on the corresponding hypothesis [5] and consists in the occurrence of cavitation during the oscillation of the plates, or active working bodies that interact with milk emulsions. The test results proved that the use of dispersants of this type provides a reduction in SEC to 1.1–1.3 kWh/t [8]. At the same time, dairy products processed in cavitation-type homogenizers have ADMFD of about 1.00–1.20 μm [4], which does not meet modern standard. Further studies outlined in [6] allowed us to find out the secondary role of the cavitation process among the factors causing the destruction of fat droplets.
Our group of researchers [21,22], based on classical theories of homogenization, made an attempt to reduce energy cost of dispersion due to the development and research of Y-shaped, T-shaped, U-shaped and rhombic-shaped mini mixers. The principle of their operation consists in supplying the necessary amount of skimmed milk through the channels, to which a certain amount of DPME is supplied in the direction perpendicular to the movement of the dispersion phase [23,24]. When they are used, a decrease in ADMFD in dairy products is ensured to 1.10–1.30 μm [5,25], which is also higher than the indicators determined by the standard of regulatory documentation. The use of the principle of separate supply of skimmed milk and DPME in them has been predicted to reduce the SEC of dispersion to 1.3–1.7 kWh/t [8,26].
However, further studies revealed the impossibility of reducing energy cost of these designs due to the implementation of structural and technological improvements [27,28]. This is explained by the fact that in order to ensure the reduction of ADMFD to the level of the standard of regulatory documentation, it is necessary to increase the speed of liquid movement (to achieve the hydrodynamic conditions necessary for effective dispersion) [29,30,31]. A natural consequence of this will be an increase in the energy consumption of homogenization. Some researchers [32,33] considered it possible to reduce energy cost by optimizing the internal profile of the working surfaces of mini-mixers. However, the results of the conducted research show that changing the shape of the profile of the internal surfaces of the devices is not able to provide a significant increase in the speed of movement of skimmed milk without increasing the energy consumption of the process [34,35]. Mini-mixers developed in this way are not able to create the necessary speed difference between the dispersed and continuous phases of the emulsion, which is a necessary condition for reducing energy cost of homogenization [36,37,38].
It is predicted that the shortcomings of mini-mixers can be eliminated by the use of a countercurrent-jet milk homogenizer [8,9]. The homogenization of the milk emulsion in it occurs due to the creation of conditions under which the difference between the speeds of milk plasma and DPME is of significant importance. During the operation of this device, dispersion occurs as a result of the collision of two jets of milk in the air [9]. Effective dispersion during the processing of dairy products in a homogenizer of this type is manifested in the reduction of ADMFD after processing to 0.75 µm. total energy consumption when using such a design is 1.6–1.8 kWh/t [9]. A characteristic shortcoming of the counter-current milk homogenizer is foaming, which is explained by the destabilization of the protein phase of milk during dispersion in an air environment [4]. The impact-jet homogenizer has similar indicators of energy consumption, ADMFD after dispersion, and disadvantages [39].
Research conducted in [9,11] shows the results of using the principle of separate feeding of skimmed milk and cream. One of such designs is little-studied jet milk homogenizer with a counter feed of cream. After preliminary separation, a thin stream of the DPME is fed through the tube in the opposite direction to the movement of the high-speed flow of skim milk [40]. The use of such a design involves the occurrence of a cumulative effect, which will be observed when the jet and the flow collide, which ensures a reduction of the ADMFD to 0.75 μm [5,40]. At the same time, the course of the process below the liquid level allows avoiding the phenomenon of foaming. Nevertheless, according to the results of analytical studies, the SEC of such a device is 1.3–1.5 kWh/t [11,40]. Relatively high values of electricity consumption of this design are explained by additional energy consumption. They are associated with the need to create additional pressure that prevents the tube from being pushed out of the homogenization chamber.
The results of the latest research indicate that it is possible to ensure reducing energy cost of dispersion when introducing a jet homogenizer of milk with a separate supply of dispersed phase (JDMSSDP). In it, after preliminary separation, skimmed milk flows at high speed to the place of the greatest narrowing of the homogenization chamber. In this zone, where the dispersion phase has the highest speed, DPME is fed to it in the required ratio through channels of small diameter [9]. The predicted increase in the value of Weber's criterion allows for the reduction of ADMFD during processing in the JDMSSDP to 0.80–0.90 μm [9,40]. Implementation of the principle of separate supply of DPME made it possible to significantly reduce the SEC of dispersion, which is about 0.85–0.90 kWh/t [40,41]. The disadvantages of this design include the use of channels of small diameter (0.6–0.9 mm), which is a necessary condition for effective dispersion. However, such values of the diameter of the DPME supply channels lead to a decrease in the reliability of the design due to an increase in the rate of obliteration of the internal surfaces of the channels [42,43].
Comparative characteristics with valve and other considered types of homogenizers are given below (Table 1) [40,44]
The results of the analysis of the data in Table 1 indicate that a jet homogenizer with a counter feed of DPME and JDMSSDP can be used to increase energy efficiency. However, among the characteristic features of these designs there are specific defects, in particular [40,45,46]:
– increasing the energy consumption of dispersion in a jet homogenizer with a counter supply of cream, due to increasing the pressure to prevent the Pitot tube from being pushed out;
– channels of small diameter, which accelerates obliteration and reduces the reliability of the design.
In order to eliminate the listed defects and in order to reduce energy cost of dispersion, the parameters of the jet-slit homogenizer of milk (JSHM) have been developed and studied. The developed design allows for the implementation of the principle of separate feeding of cream, which leads to an increase in the efficiency of the destruction of fat droplets due to an increase in the value of Weber's hydrodynamic criterion. At the same time, the design features of the developed device allow combining the simultaneous normalization of products by fat content with homogenization. Among the advantages of the JSHM, the following should be highlighted:
– reduction of SEC while simultaneously ensuring productivity at the level of industrial samples, which is ensured by changing the area of the ring-shaped gap (at the same time, increasing the reliability of the design is ensured by using elastic elements in the structure of the ring-shaped gap, which allows changing its area according to the degree of obliteration of the internal surfaces);
– ensuring the reduction of ADMFD to the level of the standard of regulatory documentation due to the use of a ring-shaped gap of small diameter, which allows to ensure the uniform effect of the flow of skimmed milk on the central and peripheral parts of the DPME jet.
The results of analytical studies of JSHM confirmed by experimental studies indicate the possibility of obtaining a product whose ADMFD is 0.75–0.85 μm [11,46]. At the same time, the energy costs of dispersion are 0.70–0.80 kWh/t [47,48]. Further studies of the JSHM should be aimed at optimizing such parameters as the diameter of the confusor at the zone of the largest narrowing, the width of the ring-shaped gap, the fat content and the speed of the DPME supply. The study of the optimal values of these parameters will allow obtaining the necessary data for the development of the methodology for the calculation of the industrial model and the practical implementation of the industrial model of JSHM at milk processing enterprises.
The research purpose is to reduce the SEC of JSHM while obtaining a high quality of homogenization and finding the optimal hydraulic, structural, and technological parameters of the homogenizer. The obtained data will make it possible to develop a methodology for calculating parameters and to suggest a constructive solution of an industrial energy efficient model of JSHM for its further implementation at enterprises of the milk processing industry.
To achieve the goal, the following tasks have been set:
– to determine the optimal values of the diameter of the JSHM confusor in the zone of the largest narrowing;
– to optimize the fat content of the DPME and the width of the ring-shaped gap, which are used to obtain a normalized homogeneous milk emulsion;
– to determine the optimal values of the DPME feeding speed, based on the conditions for ensuring the normative quality indicators while simultaneously reducing the SEC of dispersion.
2. Materials and Methods
2.1. Scheme of the experimental sample and the structure of the chamber of the homogenization unit of the jet-slit homogenizer
The component parts of the laboratory sample of the JSHM are shown in the block diagram (Figure 1).
The developed device (Figure 1) consists of a container with skimmed milk after separation, from where it enters the pump. The DPME is fed to the homogenization chamber by a separate pump. In it, a thin ring-shaped flow of DPME is injected into a high-speed flow of skimmed milk [11,48]. The change in the ratio of the supply of DPME in relation to the amount of skimmed milk determines the necessary value of the normalization of the finished milk by fat content.
The JSHM homogenization chamber (Figure 2) consists of a body part 4 into which profiled inserts 3 and 5 are installed, which represent a baffle and a diffuser, respectively. During the operation of the homogenizer, skimmed milk will flow through the skimmed milk supply pipe 1 at high speed to the place of the largest narrowing of the confusor. The necessary hydrodynamic conditions for dispersion are created in the space between the zone of the greatest narrowing of the confusor and the initial section of the entrance to the diffuser [11]. In this zone their internal surfaces form a ring-shaped gap [48]. The homogenized and fat-normalized milk emulsion is discharged through the tube 6.
2.2. Methods of experimental research
The creation of the JSHM installation (Figure 3) and subsequent experimental research took place on the basis of the Department of Equipment for Processing and Food Production named after Professor F. Yu. Yalpachik of the Dmytro Motornyi Tavria State Agrotechnological University (Ukraine).
The design of the JSHM provides for the adjustment of the width of the ring-shaped gap from 0 to 1.0 mm, which is achieved by installing or removing additional elements. In this zone, DPME is supplied to the skimmed milk with the help of a rotary type pump 7 from the container 3 through a flexible hose 10. The DPME supply pump is driven from the power source 16 when the toggle switch 15 is started. The amount of DPME entering the homogenization chamber is regulated by potentiometer 13, which controls the rotation frequency of the DPME supply pump drive [11,48]. The homogenized and fat-normalized milk are led to the storage tank by means of a flexible pipeline 14.
The parameters of milk used in the experimental study of the parameters of JSHM met the standard of ISO 9622: 2013 (Milk and liquid milk products) [49]. The selection of samples for conducting experiments required compliance with the standard of the ISO 707: 2013 standard (Milk and milk products. Guidance on sampling) [50].
The size distribution of fat globules after dispersion had been determined using an optical microscope XS-3330 LED (Ukraine) with a digital camera. In order to visualize the fractional distribution of ADMFD on the monitor screen and carry out further processing of the obtained microphotographs, a digital camera MDC-500 (Taiwan) with a graphic resolution of 5 MPix had been used, which was connected to the microscope [11]. As a system that provided calibration of the visualization system and provided a reference system for measuring SLC, an object micrometer of passing light OM-P (Russian Federation) with a division value of 0.001 mm was used. Experiments during testing at different levels of variation of variable process factors had been performed in triplicate. Compliance of the dispersion of milk with the quality standard specified in the regulatory documentation had been determined by the ADMFD size of the milk emulsion of 0.8 μm [11].
The list of other equipment used in experimental research (names, brands, and degree of accuracy) is provided in articles [9,46,48].
Constant factors of the dispersion process in JSHM were the temperature of the cream, the recommended parameters of which were maintained in the range of 35–40°C [51,52] and the temperature of skimmed milk 60–65°C [53,54]. The variable factors of the research were: productivity, the width of the ring-shaped gap, excess pressure of the supply of skimmed milk, fat content and the speed of the supply of the DPME [48,55].
When conducting experimental studies, the range of variation of variable factors is substantiated in detail in articles [56,57,58] and was:
– excess pressure of the supply of skimmed milk (1–3 MPa);
– the width of the ring-shaped gap (0.1–0.9 mm);
– speed of cream (5–110 m/s);
– homogenizer productivity (400–1600 l/h);
– fat content of cream (10–50%).
2.3. Methodology for optimizing the parameters of a jet-slit milk homogenizer
The process of dispersing milk in JDMSSDP should ensure the reduction of the average size of fat droplets to the level of 0.80 μm with minimal energy costs. Thus, the hydraulic, structural and technological parameters of the homogenizer, which meet these standards, were considered optimal.
Optimal parameters were determined graphically. For this, lines of equal dispersion (0.8 μm) were constructed on the graphs of dependences of the SEC at different values of the rational values of the selected factors (fatness of the cream Fc, width of the ring-shaped gap h, speed of the cream υc, narrowing diameter of the homogenizer chamber. After that, the values of the factors had been found, in which the SEC is minimal.
3. Results
3.1. Results of analytical studies
Analytical dependences of the JSHM parameters made it possible to obtain the dependence (1). It links technological, structural, and hydraulic parameters, in particular, the Weber failure criterion, ADMFD, productivity, jet-slit homogenization coefficient, and the diameter of the confusor at the zone of greatest narrowing [11].
where Wek – the critical value of Weber's criterion;
σf-p – surface tension at the phase interface, N/m;
ks – coefficient of crevice homogenization with transverse feeding of cream, which takes into account the influence of fat content, speed and width of the ring-shaped gap for feeding cream;
ρp – density of milk plasma, kg/m3;
dc – the diameter of the confusor at the zone of greatest narrowing, mm;
Qs – productivity of the jet-slit homogenizer for skimmed milk, kg/h;
εc – the compression coefficient, which takes into account the hydrodynamic conditions in the area where the DPME enters the flow of skimmed milk.
The analysis of the obtained dependence (1) shows that in order to increase the dispersion of the DPME during homogenization of milk in JSHM (reduction of da), it is necessary to fulfill conditions (2) [46].
It is possible to reduce the surface tension at the fat-plasma interface by increasing the dispersion temperature and by using emulsifiers. It is possible to increase the value of the coefficient of jet-slit homogenization by optimizing the width of the slit in the place of the greatest narrowing, the fat content in the DPME and the flow rate of the DPME [9,57]. These problems had been solved in the course of experimental studies with subsequent optimization of the parameters of the JSHM.
Further analytical studies made it possible to obtain the dependence of the SEC of dispersion in the JSHM on the main parameters of the developed device (3) [46,58]
where ρm – milk plasma density, kg/m3;
ρc – density of cream, kg/m3;
h – width of the ring-shaped gap, mm;
Fs, Fc, Fn – fat content of skimmed milk, cream and normalized emulsion, respectively, %;
μc, μs – flow coefficients of the confusor and ring-shaped gap, respectively, which take into account the hydrodynamic conditions in the area where the cream enters the skimmed milk flow.
The analysis of the obtained dependence (3), which links the specific energy costs of dispersion, structural, hydraulic and technological parameters of the developed JSHM shows that a reduction in the specific energy costs of the process can be achieved if conditions (4) are met
In the course of further research, the authors optimized the diameter of the JSHM confusor, the results of which are shown in Figure 4.
The analysis of the obtained results (Figure 4) shows that in order to reduce the SEC of dispersion while ensuring the ADMFD of the product at the level (0.8 μm), it is necessary to use a confusor, the inner diameter of which is 3.5–4 mm. At the same time, the productivity of the homogenizer will be in the range of 1050–1400 l/h, and the SEC of homogenization will be 0.79–0.83 kW∙h/t.
3.2. Results of experimental studies
According to the developed methodology, graphs had been drawn to determine the optimal parameters of the homogenizer. The analysis of the optimization results (Figure 5) shows that the use of a ring-shaped gap, the width of which is 0.6–0.8 mm, provides dispersion from ADMFD at the level of 0.8 μm with the lowest SEC of the process [58,59]. When using a gap, the width of which is equal to 0.9 mm, there is a trend towards a decrease in SEC. The highest values of energy consumption are observed when the width of the ring-shaped gap is 0.1 mm or less. With this version of homogenization and normalization using DPME with a fat content of 20%, to obtain a milk emulsion with a fat content of 3.5%, the SEC of the process increases by 35–40% compared to the other two options (h=0.5 and 0.9 mm).
From Figure 5, it can be determined that in order to minimize SEC with a gap width of h=0.6–0.8 mm, it is rational to use DPME with a fat content of 33–43%. With such parameters, the SEC of dispersion is 0.88–0.92 kW∙h/t [11,59].
In order to determine the rational value of the feeding speed and fat content of the cream, an optimization had been carried out, the results of which are shown in Figure 6. The analysis of the optimization results shows that it is necessary to use DPME with a fat content of 33–43%, while their feeding speed should be in the range of 7–11 m/s. In this case, the SEC of dispersion will have minimal values and will be in the range of 0.86–0.88 kW∙h/t. When using DPME with a higher fat content (50%), an insignificant increase in the SEC of the process will be accompanied by high energy consumption during the homogenization of high-fat DPME before its use in JSHM [60,61,62,63]. Reducing the fat content of DPME to 30% leads to an increase in the SEC of dispersion. This is due to the need (according to the material balance equation) to serve a larger amount of cream. The latter affects the need to increase the speed of feeding skimmed milk to create the maximum difference in the speeds of the dispersed and continuous phases, which is a necessary condition for effective dispersion.
When using DPME with a fat content of 10% and ensuring the specified ADMFD indicators, the SEC has the highest values and amounts to 1.04 kWh/t. Thus, the optimization of the parameters of JSHM from the point of reducing the SEC while simultaneously ensuring high-quality dispersion is the supply of DPME with a fat content of 33–43%, in which the speed of the supply of DPME should not exceed 11 m/s [59].
4. Discussion
The materials of the scientific article represent a logical continuation of research, the results of which were given in publications [11,46,48]. Previously published data were devoted to the development of a method for determining the dispersibility of a milk emulsion, finding dependencies that would link the structural, technological, hydraulic parameters of the JSHM with the ADMFD of dairy products and the SEC of dispersion [56,58]. A distinctive feature of the developed device is the possibility of creating the maximum difference in the speeds of the dispersed and continuous phases, which is a necessary condition for effective dispersion. This effect is achieved by feeding the DPME to the high-speed flow of skimmed milk through a ring-shaped gap of small width [9,11,62,64]. The results of the analytical studies are confirmed by experimental data. They testify that when providing the product's FFC at the level of the standard of the regulatory documentation, the implementation of the JSHM is able to provide a significant (up to 8 times) reduction in the SEC of the process [46]. The analysis of the results of the confusor diameter optimization in the place of the largest narrowing (Figure 4) indicates almost the same SEC when using the confusor, the diameter of which is in the range of values of 3.5–4.0 mm (0.79–0.83 kWh/t) [46,56,65]. In significant up to 15–20% increase in energy consumption when using a confusor with a diameter at the point of the largest narrowing of 3 mm is explained by an increase in the required pressure of the dispersion phase supply.
A comparison of the obtained data with the closest in terms of design implementation of the JDMSSDP device had been carried out. In it, the cross-sectional area of the working chamber is a similar parameter to the width of the ring-shaped gap in the JSHM [9]. The recommended optimal value of this parameter for obtaining dairy products which ADMFD meets the standard of regulatory documentation is in the range of 3–6 mm2 [5,9,66]. When ensuring the same productivity of 1,050–1,400 l/h, the SEC of JDMSSDP exceeds the indicators of JSHM by 1.5...3 times [58]. This is explained by the higher power values for driving the pumps for the DPME supply in the JDMSSDP, which make up the main part of the energy consumption during dispersion in it. The use of a ring-shaped gap instead of DPME supply channels made it possible not only to achieve a decrease in SEC in the JSHM, but also to increase the reliability of the design [11].
The optimization of parameters of JSHM (Figure 5) and (Figure 6) show that it is possible to obtain a milk emulsion with a fat content of 3.5%, the fat content of which is 0.8 μm (the width of the ring-shaped gap h=0.6–0.8 mm, diameter the confusor in the place of the largest narrowing dc=3mm, the fat content of the DPME is in the range of 33–43%, the DPME feeding speed is 7–11 m/s).
At the same time, the SEC of the process is 0.86–0.92 kWh/t. For JDMSSDP, it is possible to obtain a milk emulsion with a fat content of 3.5%, the fat content of which is 0.8 μm, when using DPME with a fat content of 30%, with a diameter of the DPME supply channel of 0.8 mm. At the same time, the SEC is about 0.9 kWh/t [9]. A comparison of the obtained results indicates a 6% reduction in energy consumption when using the JSHM, which is explained by the increase in the DPME supply area, which is achieved when using a narrow ring-shaped gap in it [58,62,67].
Among the limitations of the conducted research, it should be noted that there is a lack of information on the optimal shape of the internal profile of the confusor surfaces. Conducting these studies and publishing the obtained results is planned in the next article. A potential consequence of an incorrect choice of form may be an increase in SEC during dispersion. Another consequence may be a change in the local hydrodynamic conditions in the area of the valve gap, which can potentially affect the dispersion efficiency in the JSHM.
5. Conclusions
1. "European Green Deal" agreement provides for the creation of a resource-efficient and competitive economy in the member states of the Union. Reducing the energy consumption of emulsion dispersion and homogenization processes, in particular in the dairy industry, is part of this process. Therefore, the article presents the results of research on optimization for reduction of energy consumption of the jet-slit homogenizer of milk, which reaches 90% compared to the energy consumption of a valve homogenizer. The optimization criteria (decreasing specific energy consumption while maintaining high homogenization quality) were chosen to achieve a dispersion of 0.8 μm with minimal energy consumption.
2. The diameter of the confusor at the zone of greatest narrowing had been found to be optimal from the point of view of minimum specific energy consumption. The obtained results allow us to state that from the point of view of ensuring the reducing energy cost of dispersion, the width of the ring-shaped gap should vary in the range of 3.5–4.0 mm. With such values, productivity is ensured at a level close to industrial samples, and specific energy consumption has minimal values.
3. Optimization had been carried out in terms of the fat content of the dispersed phase of milk emulsion used in homogenization and the width of the ring-shaped gap. Research results show that the optimal value of the ring-shaped gap width, based on the conditions for ensuring the necessary dispersion while simultaneously reducing the specific energy consumption, is the range of 0.6–0.8 mm. The optimal values of fat content of cream, which are used during normalization-homogenization in jet-slit homogenizer of milk, are 33–43%. When such parameters are set, the energy costs of dispersion are 0.88–0.92 kWh/t.
4. Determining the optimal values of the dispersed phase of milk emulsion feeding speed is of key importance for ensuring high reducing energy cost of dispersion in the jet-slit homogenizer of milk. Optimization of the dispersed phase of milk emulsion feed speed parameter made it possible to find the values of this parameter that provide the highest reducing energy cost of homogenization. The range of optimal values is 7–11 m/s.
The results of the research are of high practical value for the future development of an industrial energy efficient model of the jet-slit homogenizer and its implementation at the enterprises of the dairy industry.
Author Contributions
Conceptualization, K.S. and A.K.; methodology, N.P. and O.M.; software, O.M. and D.D.; validation, D.D and D.H.; formal analysis A.K.; supervision, O.M. All authors have read and agreed to the published version of the manuscript.
Funding
The research was funded by part of the scientific and technical work "Development of dairy processing technology using new types of homogenizers", which is financed by the Ministry of Education and Science of Ukraine under contract No. DZ/132 - 2022.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- European Green Deal, EU, 2019. Available online: https://commission.europa.eu/strategy-and-policy/priorities-2019-2024/european-green-deal_en (accessed on 1 April 2023).
- Delivering the European Green Deal, EU, 2019. Available online: https://commission.europa.eu/strategy-and-policy/priorities-2019-2024/european-green-deal/delivering-european-green-deal_en (accessed on 2 May 2023).
- Labenko, O.; Sobchenko, T.; Hutsol, T.; Cupiał, M.; Mudryk, K.; Kocira, A.; Pavlenko-Didur, K.; Klymenko, O.; Neuberger, P. Project Environment and Outlook within the Scope of Technologically Integrated European Green Deal in EU and Ukraine. Sustainability 2022, 14, 8759. [Google Scholar] [CrossRef]
- Fialkova, E.A. Gomogenizatsiya. Novyj Vzglyad; Monografiya-spravochnik. SPb.; GIORD: St. Petersburg, Russia, 2006; p. 392. [Google Scholar]
- Dhankhar, P. Homogenization fundamentals. IOSR J. Eng. 2014, 4, 1–8. [Google Scholar] [CrossRef]
- Innings, F.; Trägårdh, C. Visualization of the drop deformation and break-up process in a high pressure homogenizer. Chem. Eng. Technol. 2005, 28, 882–891. [Google Scholar] [CrossRef]
- Huppertz, T. Homogenization of Milk Other Types of homogenizer (High-Speed Mixing, Ultrasonics, Microfluidizers, Membrane Emulsification). In Encyclopedia of Dairy Sciences, 2nd ed.; Academic Press: Cambridge, MA, USA, 2011; pp. 761–764. [Google Scholar] [CrossRef]
- Tartar, L. The General Theory of Homogenization; Lecture Notes. Springer: Berlin/Heidelberg, Germany, 2009; p. 470. [Google Scholar]
- Samoichuk, K.; Zahorko, N.; Oleksiienko, V.; Petrychenko, S. Generalization of Factors of Milk Homogenization. In Modern Development Paths of Agricultural Production; Springer: Cham, Switzerland, 2019. [Google Scholar] [CrossRef]
- Ciron, C.; Gee, V.; Kelly, A.; Auty, M. Comparison of the effects of high-pressure microfluidization and conventional homogenization of milk on particle size, water retention and texture of non-fat and low-fat yoghurts. Int. Dairy J. 2010, 20, 314–320. [Google Scholar] [CrossRef]
- Samoichuk, K.; Kovalyov, A.; Oleksiienko, V.; Palianychka, N.; Dmytrevskyi, D.; Chervonyi, V.; Horielkov, D.; Zolotukhina, I.; Slashcheva, A. Determining the quality of milk fat dispersion in a jet-slot milk homogenizer. East. Eur. J. Enterp. Technol. 2020, 5, 16–24. [Google Scholar] [CrossRef]
- Håkansson, A.; Fuchs, L.; Innings, F.; Revstedt, J.; Trägårdh, C.; Bergenståhl, B. Velocity measurements of turbulent two-phase flow in a high-pressure homogenizer model. Chem. Eng. Commun. 2013, 200, 93–114. [Google Scholar] [CrossRef]
- Erbil, H. Evaporation of pure liquid sessile and spherical suspended drops: A review. Adv. Colloid Interface Sci. Elsevier B.V. 2012, 170, 6786. [Google Scholar] [CrossRef] [PubMed]
- Capretto, L.; Cheng, W.; Hill, M.; Zhang, X. Micromixing within Microfluidic Devices. Top Curr Chem 2011, 304, 27–68. [Google Scholar] [CrossRef] [PubMed]
- Vladisavljevic, G.; Al Nuumani, R.; Nabavi, S. Microfluidic production of multiple emulsions. Micromachines 2017, 8, 75. [Google Scholar] [CrossRef]
- Yong, A.; Islam, M.; Hasan, N. The Effect of pH and High-Pressure Homogenization on Droplet Size. Sigma J. Eng. Nat. Sci. 2017, 35, 1–22. [Google Scholar] [CrossRef]
- Ward, K.; Fan, Z. H. Mixing in Microfluidic Devices and Enhancement Methods. J. Micromech. Microeng. 2015, 25, 94001–94017. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.; Wang, Y.; Li, F.; Li, L.; Ge, X.; Zhang, S.; Qiu, T. Scale-up of microreactor: Effects of hydrodynamic diameter on liquid–liquid flow and mass transfer. Chem. Eng. Sci. 2020, 226, 115838. [Google Scholar] [CrossRef]
- Valencia-Flores, D.; Hernández-Herrero, M.; Guamis, B.; Ferragut, V. Comparing the Effects of Ultra-High-Pressure Homogenization and Conventional Thermal Treatments on the Microbiological, Phys, and Chem Quality of Almond Beverages. J. Food Sci. 2013, 78, 199–205. [Google Scholar] [CrossRef]
- Lee, C.; Chang, C.; Wang, Y.; Fu, L. Microfluidic Mixing: A Review. Ijms 2011, 12, 3263–3287. [Google Scholar] [CrossRef] [PubMed]
- Cai, G.; Xue, L.; Zhang, H.; Lin, J. A Review on Micromixers. Micromachines 2017, 8, 274–300. [Google Scholar] [CrossRef]
- Acharyaa, S.; Mishrab, V.; Patelc, J. Enhancing the mixing process of two miscible fluids: A review. AIP Conference Proceedings 2021, 2341, 030025. [Google Scholar] [CrossRef]
- Minakov, A.; Rudyak, V.; Gavrilov, A.; Dekterev, A. Smeshenie v mikromiksere T—Tipa pri umerennykh chislakh Rejnol'dsa. Teplofiz. I Ajeromekhanika 2012, 19, 577–587. [Google Scholar]
- Fonte, C.; Fletcher, D.; Guichardon, P.; Aubin, J. Simulation of micromixing in a T-mixer under laminar flow conditions. Chem. Eng. Sci. 2020, 222, 115706. [Google Scholar] [CrossRef]
- Cao, Z.; Wu, Z.; Sattari Najafabadi, M.; Sunden, B. Liquid-Liquid Flow Patterns in Microchannels. In Proceedings of the ASME 2017 Heat Transfer Summer Conference, Bellevue, Washington, DC, USA; 2017; pp. 1–9. [Google Scholar]
- Roudgar, M.; Brunazzi, E.; Galletti, C.; Mauri, R. Numerical study of split T-micromixers. Chem. Eng. Technol. 2012, 35, 1291–1299. [Google Scholar] [CrossRef]
- Di Marzo, L.; Cree, P.; Barbano, D. Prediction of fat globule particle size in homogenized milk using Fourier transform mid-infrared spectra. J. Dairy Sci. 2016, 99, 8549–8560. [Google Scholar] [CrossRef]
- Thomas, S.; Ameel, T.; Guilkey, J. Mixing kinematics of moderate Reynolds number flows in a T-channel. Phys. Fluids 2010, 22, 031601. [Google Scholar] [CrossRef]
- Yagodnitsyna, A.; Kovalev, A.; Bilsky, A. Flow patterns of immiscible liquid-liquid flow in a rectangular microchannel with T-junction. Chem. Eng. J. 2016, 303, 547–554. [Google Scholar] [CrossRef]
- Foroughi, H.; Kawaji, M. Viscous oil-water flows in a microchannel initially saturated with oil: Flow patterns and pressure drop characteristics. Int. J. Multiph. Flow 2011, 37, 1147–1155. [Google Scholar] [CrossRef]
- Dreher, S.; Kockmann, N.; Woias, P. Characterization of Laminar Transient Flow Regimes and Mixing in T-shaped Micromixers. Heat Transf. Eng. 2009, 30, 91–100. [Google Scholar] [CrossRef]
- Lobasov, A.; Minakov, A.; Rudyak, V. Izuchenie rezhimov smesheniya zhidkosti i nanozhidkosti v T-obraznom mikromiksere. Inzhenerno Fiz. Zhurnal 2018, 91, 133–145. [Google Scholar]
- Camarri, S. T-shaped micromixers aligned in a row: Characterization of the engulfment regime. Eng. Acta Mechanica 2022, 233, 1987–2077. [Google Scholar] [CrossRef]
- Darekar, M.; Singh, K.; Mukhopadhyay, S.; Shenoy, K. Liquid-Liquid Two-Phase Flow Patterns in Y-Junction Microchannels. Ind. Eng. Chem. Res. 2017, 56, 12215–12226. [Google Scholar] [CrossRef]
- Fani, A.; Camarri, S.; Salvetti, M. Investigation of the steady engulfment regime in a three-dimensional T-mixer. Phys. Fluids 2013, 25, 64–102. [Google Scholar] [CrossRef]
- Lobasov, A.; Minakov, A. Analyzing mixing quality in a T-shaped micromixer for different fluids properties through numerical simulation. Chemical Eng. Process. 2018, 124, 11–23. [Google Scholar] [CrossRef]
- Yermakov, S.; Hutsol, T.; Glowacki, S.; Hulevskyi, V.; Pylypenko, V. Primary Assessment of the Degree of Torrefaction of Biomass Agricultural Crops. Environment. Technology: Rezekne, Latvia, 2021. [Google Scholar] [CrossRef]
- Hussong, J.; Lindken, R.; Pourquie, M.; Westerweel, J. Numerical study on the flow physics of a T-shaped micro mixer. In Proceedings of the IUTAM Symposium on Advances in Micro- and Nanofluidics; Springer: Berlin/Heidelberg, Germany, 2009; pp. 191–205. [Google Scholar] [CrossRef]
- Haponiuk, E.; Zander, L.; Probola, G. Effect of the homogenization process on the rheological properties of food emulsions. Pol. J. Nat. Sci. 2015, 30, 149–158. [Google Scholar]
- Dejnychenko, G.; Samojchuk, K.; Kovalyov, O. KonstruktsiJi strumynnykh dyspergatoriv zhyrovoJi fazy moloka. Pr. TDATU 2016, 16, 219–227. [Google Scholar]
- Rayner, M.; Dejmek, P. Engineering Aspects of Emulsification and Homogenization; CRC Press; Taylor & Francis Group: London, UK, 2015; p. 331. ISBN 9781466580435. [Google Scholar] [CrossRef]
- Morales, J.; Watts, A.; McConville, J. Mechanical particle-size reduction techniques. AAPS Adv. Pharm. Sci. 2016, 22, 165–213. [Google Scholar] [CrossRef]
- Liao, Y.; Lucas, D. A literature review of theoretical models for drop and bubble breakup in turbulent dispersions. Chem. Eng. Sci. 2009, 64, 3389–3406. [Google Scholar] [CrossRef]
- Hussain, H.; Truong, T.; Bansal, N.; Bhandari, B. The Effect of Manipulating Fat Globule Size on the Stability and Rheological Properties of Dairy Creams. Food Biophys. 2017, 12, 1–10. [Google Scholar] [CrossRef]
- Mohammadi, V.; Ghasemi-Varnamkhasti, M.; Ebrahimi, R.; Abbasvali, M. Ultrasonic techniques for the milk production industry. Meas. J. Int. Meas. Confed. MSRMD 2014, 58, 93–102. [Google Scholar] [CrossRef]
- Deynichenko, G.; Samoichuk, K.; Yudina, T.; Levchenko, L.; Palianychka, N.; Verkholantseva, V.; Dmytrevskyi, D.; Chervonyi, V. Parameter optimization of milk pulsation homogenizer. Journal of Hygienic Engineering and Design 2018, 24, 63–67. [Google Scholar]
- Havrylenko, Y.; Kholodniak, Y.; Halko, S.; Vershkov, O.; Miroshnyk, O.; Suprun, O.; Dereza, O.; Shchur, T.; Śrutek, M. Representation of a monotone curve by a contour with regular change in curvature. Entropy 2021, 23, 923. [Google Scholar] [CrossRef]
- Samoichuk, K.; Kovalyov, A.; Oleksiienko, V.; Palianychka, N.; Dmytrevskyi, D.; Chervonyi, V.; Horielkov, D.; Zolotukhina, I.; Slashcheva, A. Elaboration of the research method for milk dispersion in the jet slot type homogenizer. EUREKA Life Sci. 2020, 5, 51–59. [Google Scholar] [CrossRef]
- ISO 9622:2013; Milk and Liquid Milk Products. ISO Standards: Geneva, Switzerland, 2013.
- ISO 707:2013; Milk and milk products. Guidance on Sampling. ISO Standards: Geneva, Switzerland, 2013.
- Jiang, B.; Shi, Y.; Lin, G.; Kong, D.; Du, J. Nanoemulsion prepared by homogenizer: The CFD model research. J. Food Eng. 2019, 241, 105–115. [Google Scholar] [CrossRef]
- Ivanovs, S.; Bulgakov, V.; Kaletnik, H.; Shymko, L.; Kuvachov, V.; Ihnatiev, Y. Experimental checking of mathematical models describing the functioning adequacy of bridge systems in agricultural track system. INMATEH-Agricultural Engineering. 2020, 62, 107–114. [Google Scholar] [CrossRef]
- Gossett, D.; Weaver, W.; Mach, A.; Hur, S.; Tse, H.; Lee, W.; Amini, H.; Carlo, D. Label-free cell separation and sorting in microfluidic systems. Anal. Bioanal. Chem. 2010, 397, 3249–3267. [Google Scholar] [CrossRef] [PubMed]
- Bulgakov, V.; Kuvachov, V.; Olt, J. Theoretical study on power performance of agricultural gantry systems. Ann. DAAAM Proc. Int. DAAAM Symp. 2019, 30, 167–175. [Google Scholar] [CrossRef]
- Hulevskyi, V.; Stopin, Y.; Postol, Y.; Dudina, M. Experimental Study of Positive Influence on Growth of Seeds of Electric Field a High Voltage. In Modern Development Paths of Agricultural Production. Trends and Innovations; Springer International Publishing: Cham, Switzerland, 2019; pp. 349–354. [Google Scholar] [CrossRef]
- Samojchuk, K.; Kovalyov, O.; Palyanichka, N.; Kolodij, O.; Lebid', M. Eksperimental'ni doslidzhennya parametriv struminnogo gomogenizatora moloka z rozdil'noyu podacheyu vershkiv shchil'ovogo tipu. Pr. TDATU 2019, 19, 117–129. [Google Scholar] [CrossRef]
- Postelmans, A.; Aernouts, B.; Jordens, J.; Van Gerven, T.; Saeys, W. Milk homogenization monitoring: Fat globule size estimation from scattering spectra of milk. Innov. Food Sci. Emerg. Technol. 2020, 60, 102311. [Google Scholar] [CrossRef]
- Samoichuk, K.; Kovalyov, A.; Fuchadzhy, N.; Hutsol, T.; Jurczyk, M.; Pająk, T.; Banaś, M.; Bezaltychna, O.; Shevtsova, A. Energy Costs Reduction for Dispersion Using a Jet-Slot Type Milk homogenizer. Energies 2023, 16, 2211. [Google Scholar] [CrossRef]
- Samoichuk, K.; Zhuravel, D.; Viunyk, O.; Milko, D.; Bondar, A.; Sukhenko, Y.; Sukhenko, V.; Adamchuk, L.; Denisenko, S. Research on milk homogenization in the stream homogenizer with separate cream feeding. Potravinarstvo Slovak Journal of Food Sciences 2020, 14, 142–148. [Google Scholar] [CrossRef] [PubMed]
- Bulgakov, V.; Pascuzzi, S.; Adamchuk, V.; Kuvachov, V.; Nozdrovicky, L. Theoretical study of transverse offsets of wide span tractor working implements and their influence on damage to row crops. Agriculture 2019, 9, 144. [Google Scholar] [CrossRef]
- Yanga, B.; Zhua, Z.; Gaoa, M.; Yana, X.; Zhua, X.; Guo, W. A portable detector on main compositions of raw and homogenized milk. Comput. Electron. Agric. 2020, 177, 105668. [Google Scholar] [CrossRef]
- Ansari, M.; Kim, K.; Kim, S. Numerical study of the effect on mixing of the position of fluidstream interfaces in a rectangular microchannel. Int. J. Microsystem Technologies 2010, 16, 1757–1763. [Google Scholar] [CrossRef]
- Faichuk, O.; Voliak, L.; Pantsyr, Y.; Slobodian, S.; Szeląg-Sikora, A.; Gródek-Szostak, Z. European Green Deal: Threats Assessment for Agri-Food Exporting Countries to the EU. Sustainability 2022, 14, 3712. [Google Scholar] [CrossRef]
- Graskemper, V.; Yu, X.; Feil, J.-H. Farmer typology and implications for policy design – An unsupervised machine learning approach. Land Use Policy 2021, 103, 105328. [Google Scholar] [CrossRef]
- Panchenko, A.; Voloshina, A.; Panchenko, I.; Titova, O.; Caldare, A. Design of Hydraulic Mechatronic Systems with Specified Output Characteristics. Advances in Design, Simulation and Manufacturing III. DSMIE 2020. Lecture Notes in Mechanical Engineering; Springer: Cham, Switzerland, 2020; pp. 42–51. [Google Scholar] [CrossRef]
- Brodziak, A.; Wajs, J.; Zuba-Ciszewska, M.; Stobiecka, M.; Janczuk, A. Organic versus conventional raw cow milk as material for processing. Animals 2021, 11, 2760. [Google Scholar] [CrossRef] [PubMed]
- Voloshina, A.; Panchenko, A.; Panchenko, I.; Zasiadko, A. Geometrical parameters for distribution systems of hydraulic machines. In Modern Development Paths of Agricultural Production; Nadykto, V., Ed.; Springer: Cham, Switzerland, 2019; pp. 323–336. [Google Scholar] [CrossRef]
Figure 1.
Block diagram of a laboratory sample of a jet milk homogenizer.
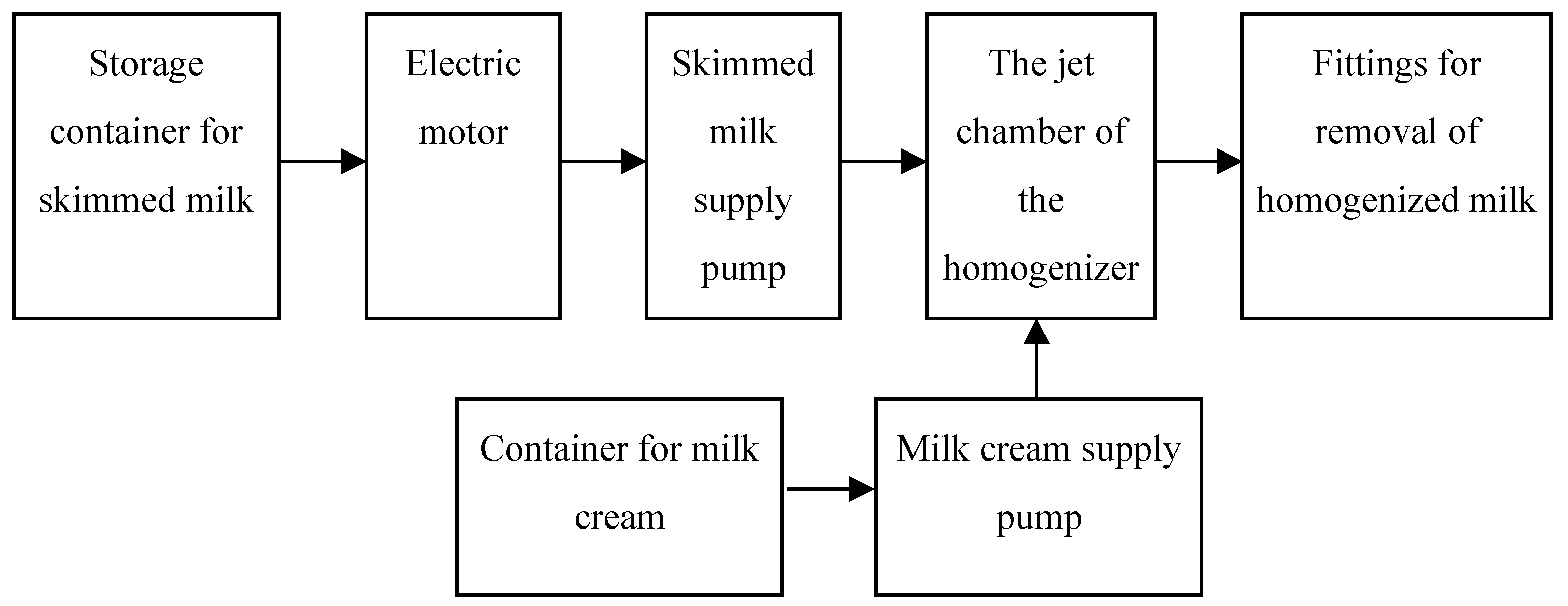
Figure 2.
The homogenization chamber of the slit-type jet milk homogenizer: a) assembled, b) internal structure. 1 – skimmed milk supply nozzle; 2 – nozzle for supplying the DPME from the container with cream; 3 – confusor; 4 – housing of the slit-type jet milk homogenizer chamber; 5 – diffuser; 6 – nozzle for removing homogenized and fat-normalized milk.
Figure 2.
The homogenization chamber of the slit-type jet milk homogenizer: a) assembled, b) internal structure. 1 – skimmed milk supply nozzle; 2 – nozzle for supplying the DPME from the container with cream; 3 – confusor; 4 – housing of the slit-type jet milk homogenizer chamber; 5 – diffuser; 6 – nozzle for removing homogenized and fat-normalized milk.
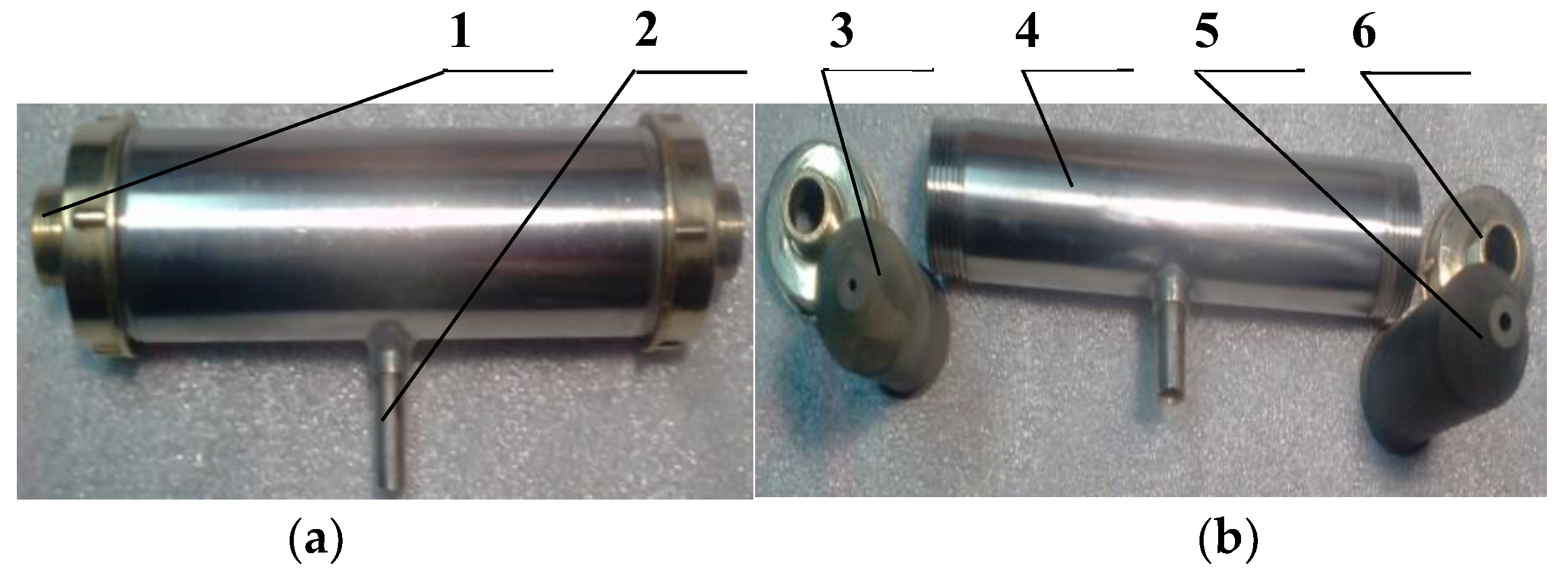
Figure 3.
Experimental installation of a jet-slit homogenizer of milk emulsions: 1 – electrical switches; 2 – the electric motor of the skimmed milk supply pump drive; 3 – high-pressure skimmed milk supply pipeline; 4 – skimmed milk supply valve; 5 – capacity of skimmed milk; 6 – jet chamber of the homogenizer; 7 – cream supply adjustment valve; 8 – finished product discharge pipeline; 9 – reduction valve; 10 – manometer; 11 – skimmed milk supply control valve; 12 – skimmed milk supply pump; 13 – low-pressure pipeline for the supply of skimmed milk; 14 – bed; 15 – container for cream; 16 – low-pressure cream supply pipeline; 17 – cream feed pump; 18 – high-pressure cream supply pipeline; 19 – electric motor for the cream supply pump drive.
Figure 3.
Experimental installation of a jet-slit homogenizer of milk emulsions: 1 – electrical switches; 2 – the electric motor of the skimmed milk supply pump drive; 3 – high-pressure skimmed milk supply pipeline; 4 – skimmed milk supply valve; 5 – capacity of skimmed milk; 6 – jet chamber of the homogenizer; 7 – cream supply adjustment valve; 8 – finished product discharge pipeline; 9 – reduction valve; 10 – manometer; 11 – skimmed milk supply control valve; 12 – skimmed milk supply pump; 13 – low-pressure pipeline for the supply of skimmed milk; 14 – bed; 15 – container for cream; 16 – low-pressure cream supply pipeline; 17 – cream feed pump; 18 – high-pressure cream supply pipeline; 19 – electric motor for the cream supply pump drive.
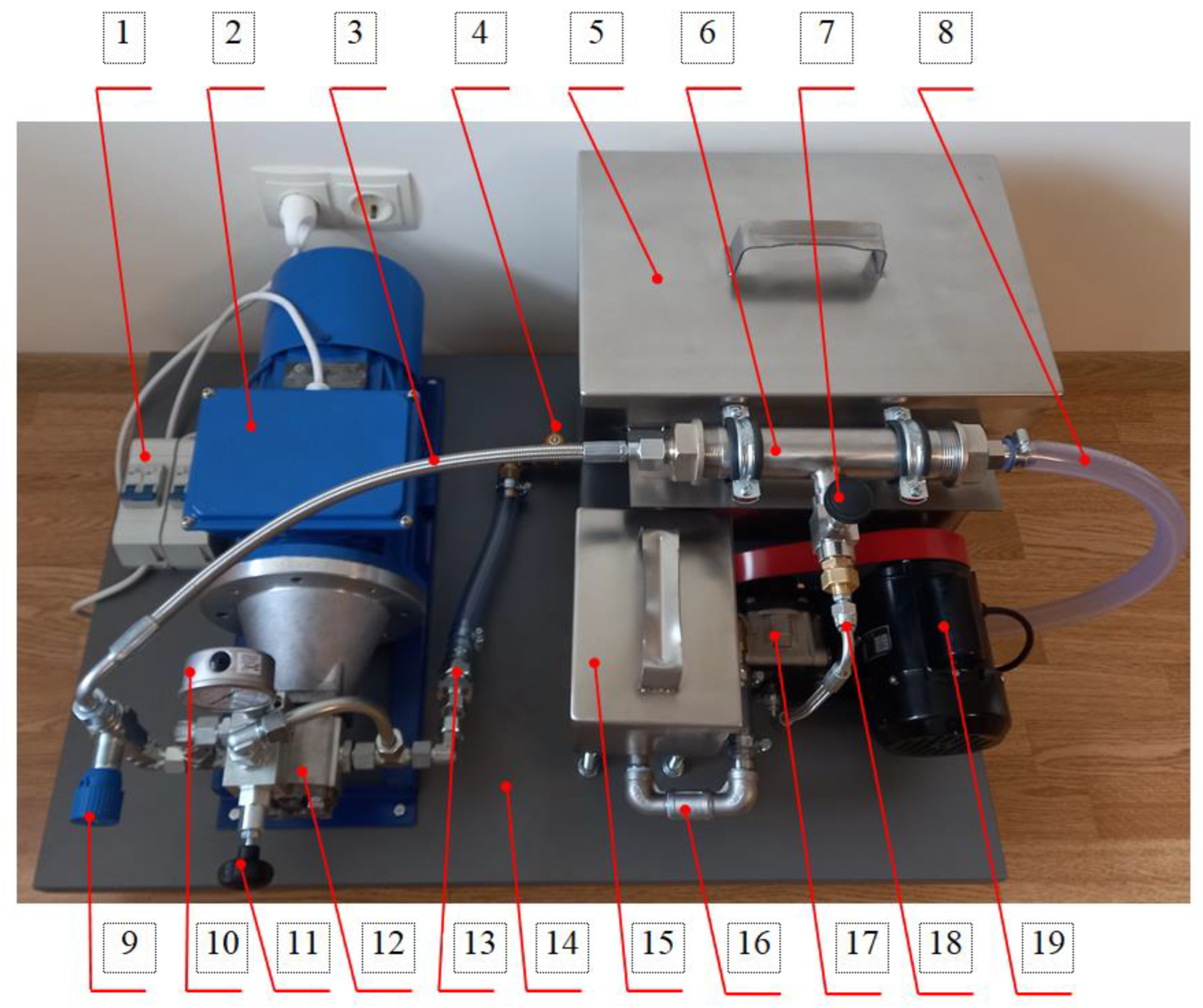
Figure 4.
Optimization of the diameter of the confusor of the jet-slit homogenizer of milk in the place of the largest narrowing dc (at h=0.8 mm, μc=0.70, Fc=25%, μs=0.30, Fn=3.5%). The abscissa shows the interval of changes in the productivity of the jet-slit homogenizer for skimmed milk Qs, the ordinate shows the specific energy consumption of the device Es.
Figure 4.
Optimization of the diameter of the confusor of the jet-slit homogenizer of milk in the place of the largest narrowing dc (at h=0.8 mm, μc=0.70, Fc=25%, μs=0.30, Fn=3.5%). The abscissa shows the interval of changes in the productivity of the jet-slit homogenizer for skimmed milk Qs, the ordinate shows the specific energy consumption of the device Es.
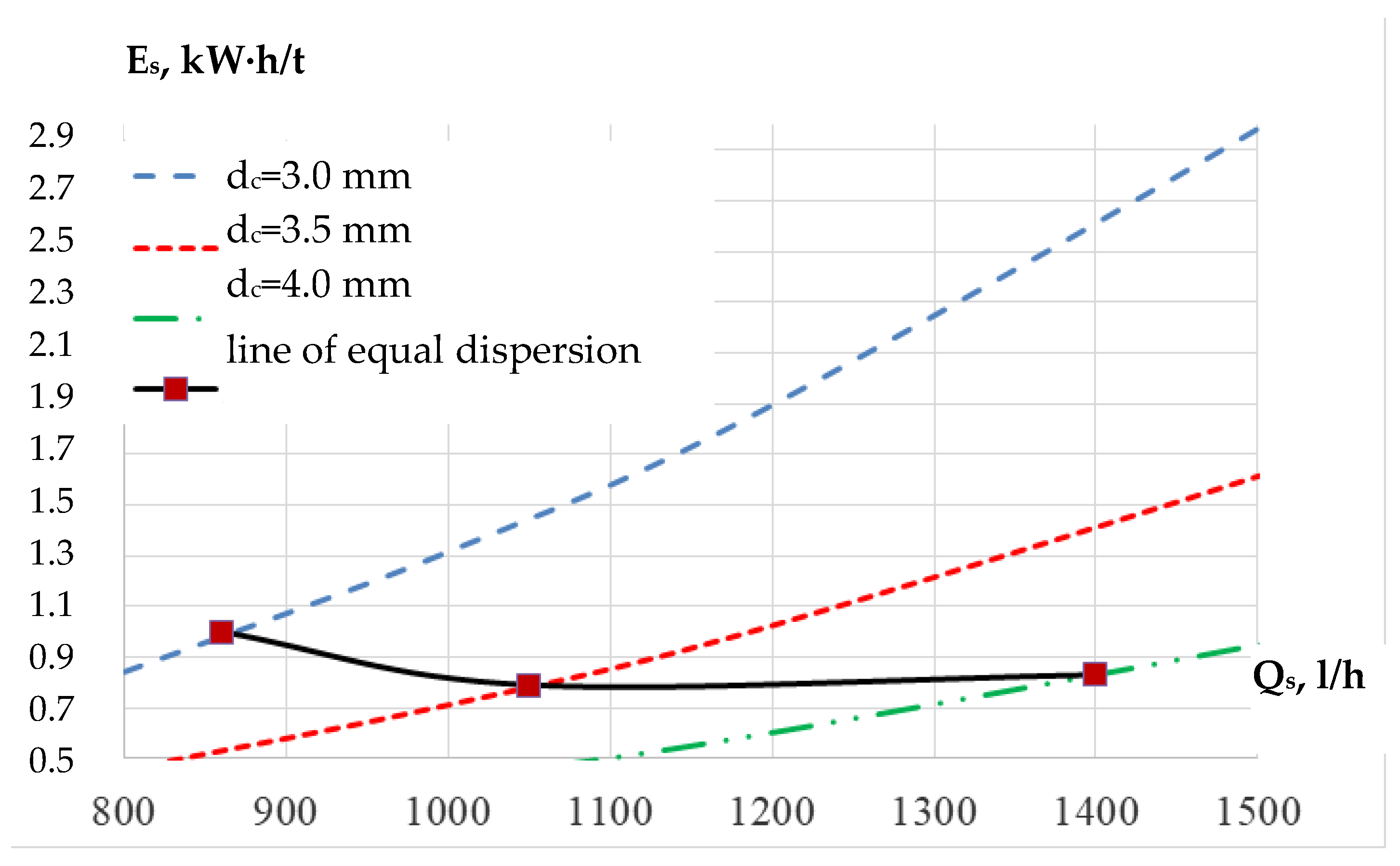
Figure 5.
Optimizing the fat content of DPME used in the normalization of skimmed milk to a fat content of 3.5% and the gap width in a jet-slit homogenizer of milk (at Fn=3.5%; μs=0.30; μc=0.98 dc=3 mm; Qs =1000 kg/h). On the abscissa axis, the interval of changes in the fat content of DPME Fc is given, on the ordinate axis, the specific energy consumption of the homogenizer Es.
Figure 5.
Optimizing the fat content of DPME used in the normalization of skimmed milk to a fat content of 3.5% and the gap width in a jet-slit homogenizer of milk (at Fn=3.5%; μs=0.30; μc=0.98 dc=3 mm; Qs =1000 kg/h). On the abscissa axis, the interval of changes in the fat content of DPME Fc is given, on the ordinate axis, the specific energy consumption of the homogenizer Es.
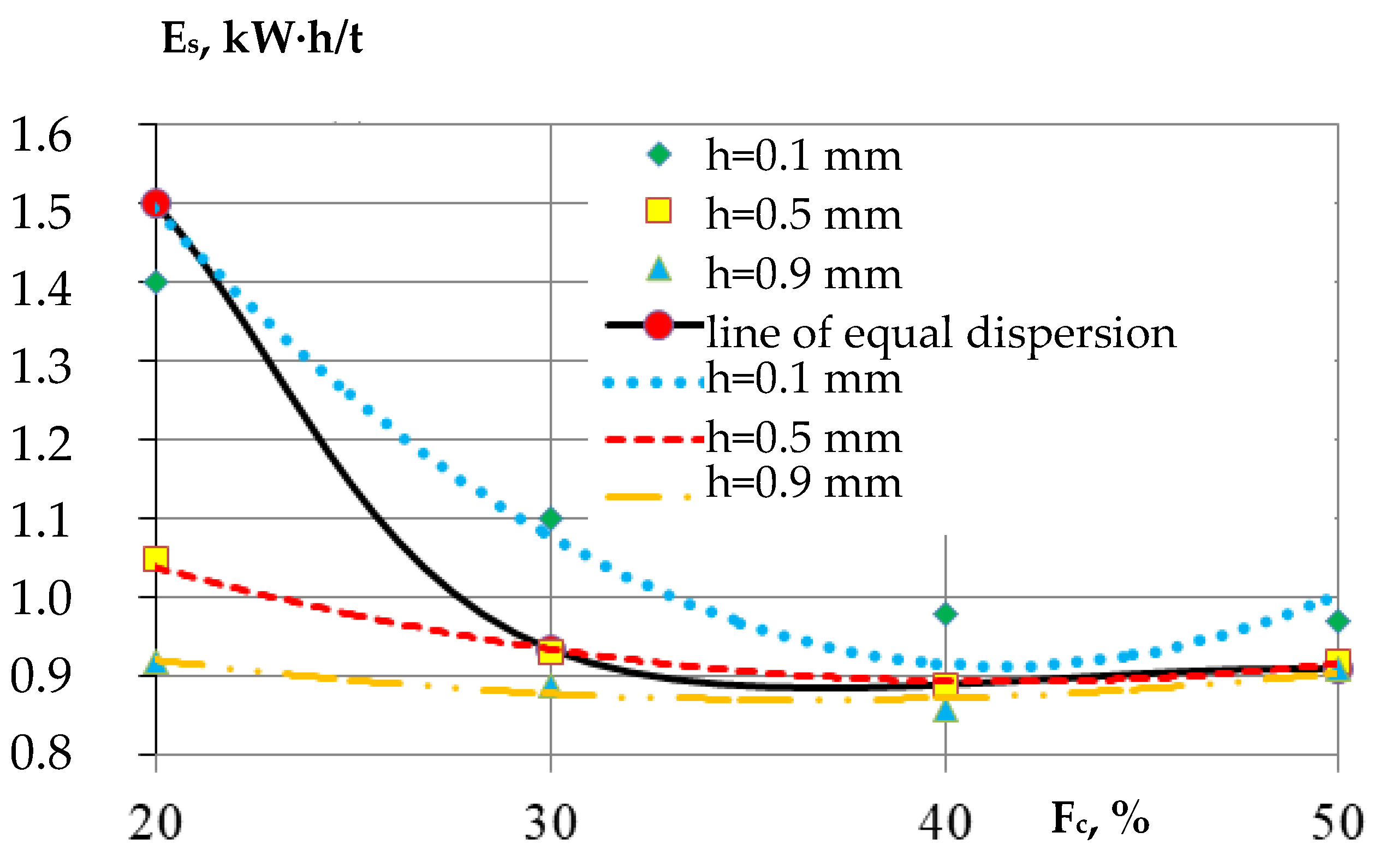
Figure 6.
Optimizing the speed and fat content of DPME used during normalization in a jet-slit homogenizer of milk (at Fn=3.5%; h=0.6mm; μs=0.30; μc=0.98, dc=3mm; Qs=1000 kg/h).
Figure 6.
Optimizing the speed and fat content of DPME used during normalization in a jet-slit homogenizer of milk (at Fn=3.5%; h=0.6mm; μs=0.30; μc=0.98, dc=3mm; Qs=1000 kg/h).
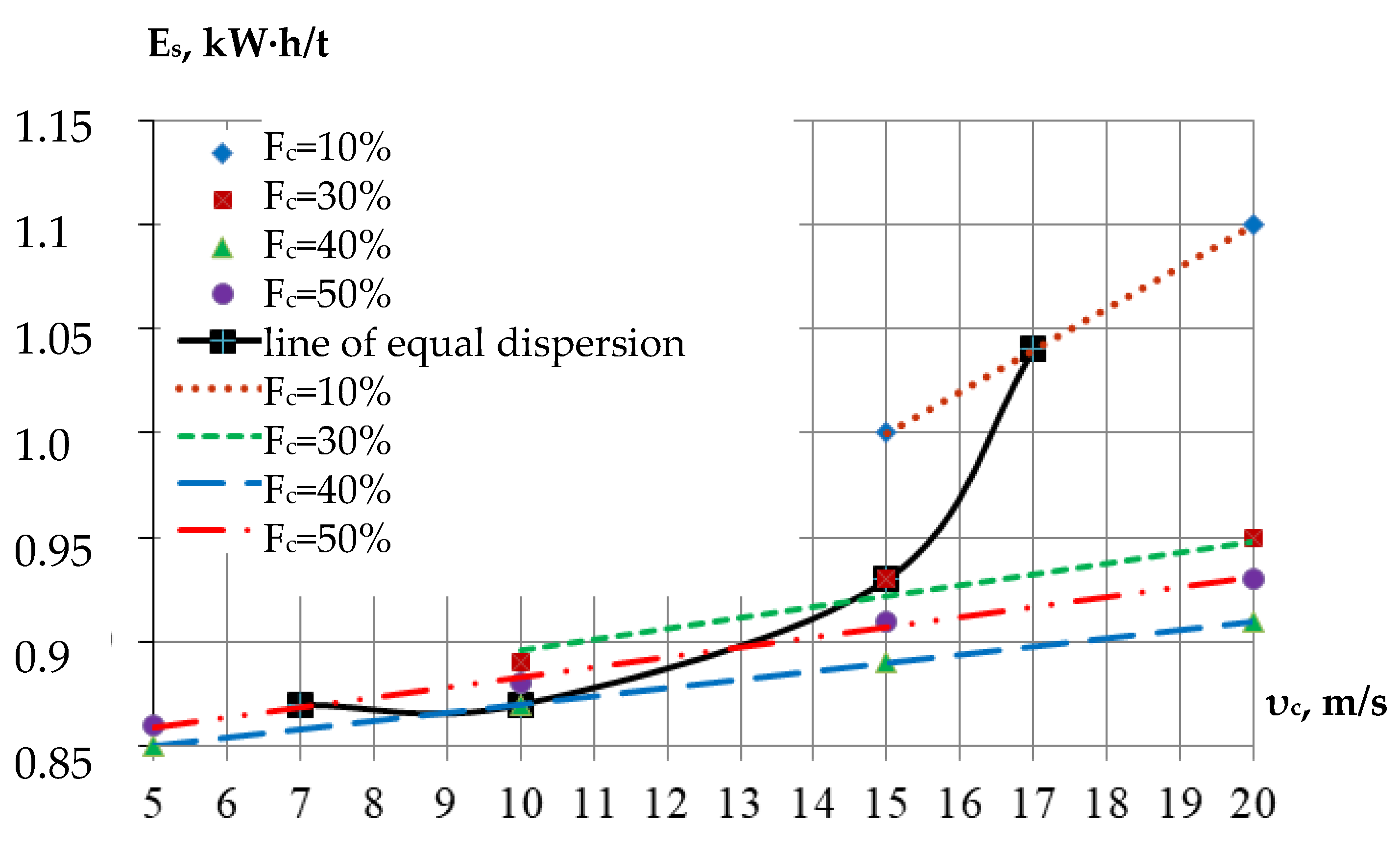

Table 1.
Comparative characteristics of promising homogenizers.
| Type of homogenizer | Average diameter of fat droplets after homogenization, μm | Average value of SEC, kWh/t |
|---|---|---|
| Valve | 0.78 | 7.20 |
| Microfluidizer | 0.10 | 10.00 |
| Cavitation | 1.10 | 1.20 |
| Mini-mixers | 1.20 | 1.50 |
| Opposite-flow jet | 0.80 | 1.70 |
| Impact-jet | 0.82 | 1.50 |
| Jet homogenizer with counter feed of cream | 0.77 | 1.40 |
| Jet homogenizer with separate supply of cream | 0.85 | 0.88 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



