
Submitted:
20 November 2023
Posted:
21 November 2023
You are already at the latest version
Abstract
Industries are required to utilize treatment technologies to reduce contaminants in wastewater prior discharge and valorize by-products to increase sustainability and competitiveness. Most acid leaching gypsum purification studies have obviated the treatment of the highly acidic wastewater produced. In this work, acidic wastewater from acid leaching purification of post-consumer gypsum was treated to recover a valuable solid product and reusable water. The main aims of this work were to determine the impact of recirculating acidic and treated wastewaters on the efficiency of the acid leaching purification process and to valorize the impurities in the wastewater. Samples were characterized through X-ray fluorescence and X-ray diffraction. SimaPro 9.5 and ReCiPe 2016 midpoint method were used for the life cycle assessment of three wastewater management approaches. The reuse of the acidic wastewater did not improve the chemical purity of gypsum. Soluble impurities were precipitated at pH 10.5 as a magnesium-rich gypsum that could be commercialized as fertilizer or soil ameliorant. The alkaline treated water was reused for 6 acid leaching purification cycles without impacting the efficiency of the purification process. An acid leaching-neutralization-filtration-precipitation approach demonstrated superior overall environmental performance. Barriers and enabling measures for the implementation of an in-house wastewater treatment were identified.
Keywords:
refurbishment plasterboard waste
; demolition plasterboard waste
; gypsum waste recycling
; acid leaching purification
; wastewater treatment and valorization
1. Introduction
Post-consumer plasterboard wastes from refurbishment and demolition projects are currently recycled through physical processes that rely on manual segregation, crushing, sieving and magnetic separation. However, these plasterboard wastes contain water-soluble impurities, such as chloride, magnesium, sodium, and potassium salts, that migrate to the paper-gypsum core interface during plasterboard drying and affect paper bonding during plasterboard production [1]. These water-soluble impurities cannot be removed with current plasterboard recycling processes, and thus, chemical treatments are necessary to produce the high-purity recycled gypsum demanded by plasterboard manufacturers [1]. The combination of a modified mechanical treatment and an acid leaching purification process was proven to be an effective technology to produce high purity (> 96 wt%) post-consumer gypsum [2]. Acidic wastewater with dissolved impurities was obtained as a by-product of the acid leaching purification process. This acidic wastewater is classified as hazardous because is highly corrosive and the impurities can contribute to eutrophication [3]. In the European Union, the release of industrial wastewater is regulated by the Water Framework Directive [4], whereas in the United States, the Environmental Protection Agency (EPA) has set strict limits for the maximum contaminant levels allowed to be present in industrial wastewater and discharge water through the Clean Water Act [5]. Therefore, industries are required to utilize water treatment technologies that reduce contaminants in wastewater to within acceptable limits prior to discharge.
The acidic wastewater generated in the acid leaching gypsum purification process could be reused or treated to minimize disposal costs. For instance, Chen et al. [6] reused a sulfuric acid, H2SO4, solution 5 times without impacting the purity of the acid leached gypsum product. Alternatively, calcium hydroxide, Ca(OH)2, could be reacted with residual H2SO4 in the wastewater to produce gypsum, CaSO4.2H2O, according to the following equation:
Ca(OH)2(s) + H2SO4(l) → CaSO4.2H2O(s)
Chen et al. [6] precipitated CaSO4.2H2O when the pH of the acid leaching solution obtained after 5 cycles was adjusted to 1.78 with the addition of Ca(OH)2. When the pH was raised to 3.61, the precipitate was CaSO4.2H2O with amorphous iron hydroxide, Fe(OH)2, and when the pH was raised to 7.95, the precipitate was CaSO4.2H2O that was yellow in color, indicating the presence of iron. These authors suggested that the treated water could be reused in the preparation of the H2SO4 solution for the acid leaching purification process. This would align with the EU’s Circular Economy Action Plan [7], which aims to reduce, reuse, and recycle waste streams to increase resource sustainability and improve business competitiveness. In this regard, acidic wastewater generated by metal, paper and leather industries has been treated with neutralizing chemicals to precipitate soluble metal ions [8].
Most acid leaching gypsum purification studies have been performed with phosphogypsum, which is a synthetic gypsum obtained as a by-product from the phosphoric acid industry, to produce a purified material that could be used as set retarder in cement [9,10,11,12,13] or as plaster [14,15,16,17,18]. Other studies have used acid leaching to extract valuable rare earth elements in phosphogypsum [19,20,21,22,23,24,25]. Nonetheless, most studies have obviated the valorization of the acidic wastewater obtained from acid leaching gypsum purification. Only the study by Chen et al. [6] with red gypsum from titanium oxide manufacturing evaluated the reuse and treatment of the acidic wastewater at different pH, but no attempt was made to optimize the wastewater treatment and determine its environmental and economic impacts. Therefore, there are currently no comprehensive studies for the valorization of the acidic wastewater obtained from acid leaching gypsum purification.
The main aim of this work was to determine the optimum wastewater treatment conditions to preserve acid leaching gypsum purification efficiency and minimize environmental and economic impacts of the purification process. To this end, three wastewater management approaches were investigated, the exploitation potential of the best wastewater treatment was assessed, and an in-house wastewater treatment for the acid leaching gypsum purification plant was proposed. The three wastewater management approaches were: i) acid leaching-filtration, with reuse of the acidic wastewater in the acid leaching gypsum purification process; ii) acid leaching-filtration-precipitation, with reuse of the treated water in the acid leaching gypsum purification process; and iii) acid leaching-neutralization-filtration-precipitation, with reuse of the treated water in the acid leaching gypsum purification process.
2. Materials and Methods
2.1. Sourcing of materials
Sourcing of the refurbishment plasterboard waste (RPW) and demolition plasterboard waste (DPW) can be found elsewhere [2]. The preparation of gypsum from RPW (GRPW) and gypsum from DPW (GDPW) was as follows. First, RPW and DPW were manually segregated to separate large contaminants, such as mortar, plastics, paint, and foam strips. Then, the segregated plasterboards were broken down into small pieces of around 2-5 cm before crushing and sieving. Crushing was carried out with porcelain mortar and pestle and sieving was performed with two stainless steel Impact sieves and a receiver pan of 300 mm in diameter that conform to standards ISO 3310-1 and BS 410-1. The sieves had apertures of 2000 µm and 250 µm and were stacked together with the receiver pan. In the first crushing stage, the small plasterboard pieces were ground carefully to obtain particles less than 2000 µm in size and to separate impurities such as paper fragments during sieving. In a second crushing stage, gypsum particles of 250-2000 µm in size were ground to less than 250 µm to produce GRPW and GDPW feedstocks for acid leaching purification tests. GRPW and GDPW had particle sizes < 250 μm, contained < 0.5 wt% paper fibers, which were generated during the crushing stages.
H2SO4 (Fisher Chemicals, certified analytical reagent, minimum purity 95 vol%) and Ca(OH)2 (Acros Organics, ACS reagent, > 95 wt%) were used for acid leaching purification tests and wastewater treatments, respectively. Purified or municipal water was used to prepare 3 wt% and 5 wt% H2SO4 solutions used in this work.
2.2. Experimental design
Figure 1 presents the steps and main objectives of the three wastewater management approaches (WMA) evaluated in this research. WMA 1 considers the reuse of acidic wastewater in the acid leaching purification process. WMA 2 precipitates the soluble impurities in the wastewater and reuses the treated water in the acid leaching gypsum purification process. WMA 3 is similar to WMA 2 with the only difference being that the acidic gypsum slurry obtained after the acid leaching step is neutralized prior filtration. The goals of these approaches are: i) reduce water consumption in the acid leaching gypsum purification process (WMA 1, WMA 2 and WMA 3); ii) valorize impurities in the wastewater (WMA 2 and WMA 3); and iii) minimize the use of costly corrosion-resistant equipment in the acid leaching purification process (WMA 3).
2.3. Tests
Acid leaching purification tests in WMA 1, WMA 2 and WMA 3 were performed with a borosilicate beaker, a hot plate and an overhead stirrer placed inside a fume cupboard, in accordance with our previous work [2]. Briefly, either purified or municipal water was used to prepare the acidic solutions. The temperature of the gypsum slurry was measured with an independent thermocouple placed inside the beaker. Acid leaching purification tests were performed at 90 °C for either 1 hour using a 5 wt% (0.5 M) H2SO4 solution or for 2 hours using a 3 wt% (0.3 M) H2SO4 solution, with a gypsum/solution ratio of 1:3 wt/wt, a slurry volume of 350 mL, and stirring speed of either 50 or 150 revolutions per minute. GRPW and GDPW were added to the H2SO4 solution at room temperature and the gypsum slurries were heated to 90 °C at a rate of 3-4 °C/min. The slurry was cooled down to room temperature at the end of each acid leaching purification test. A Büchner funnel and filtering flask connected to a vacuum pump were used to recover the purified gypsum. Whatman filter paper grade 1 was used with the filtration kit.
Washing of the gypsum cakes in WMA 1 and WMA 2 was performed with purified water and the washing process was completed when the pH of the solution, which was measured with litmus paper, was around 5.5. The purified gypsum cakes were dried in an electric furnace at 45 °C for 24 hours.
In precipitation tests in WMA 2, the acidic wastewater obtained after acid leaching gypsum purification and filtration was placed in a borosilicate beaker with a magnetic stir bar. The beaker was placed on the top plate of a magnetic stirrer and Ca(OH)2 was added slowly to the wastewater at room temperature until pH 5.5, 8.0 or 10.5. The pH was measured with a bench top Hanna Instruments HI-2211 pH meter. In sequential acid leaching and precipitation tests in WMA 2, treated water obtained after precipitation at pH 10.5 was used to prepare 3 wt% H2SO4 solutions for the next acid leaching purification test.
The acidic gypsum slurry obtained in WMA 3 after acid leaching gypsum purification was neutralized with Ca(OH)2 to pH 5.5 using the same setup and methodology used during precipitation in WMA 2.
2.4. X-ray fluorescence
The chemical composition of the samples was determined through X-ray fluorescence (XRF). XRF analyses were performed with an Orbis micro-XRF spectrometer. Sample pellets were prepared by blending 0.8 g of gypsum powder with 0.2 g of boric acid powder (binder). The blend was compacted using a die and piston of 5 mm in diameter that was placed in a manual hydraulic press. Each XRF pellet was obtained after applying 10 tons of force on the piston. XRF data were acquired under vacuum in five regions of the pellet using a voltage of 30 kV, current of 0.4 mA, amplifier time of 1.6 µs and acquisition time of 120 seconds. The weight percentages of SO3, CaO, SiO2, Al2O3, Fe2O3, MnO, MgO, P2O5, K2O, Na2O, Ni2O3, SrO and Cl were recorded. The chemical purity values of the gypsum samples were calculated as the sum of CaO, SO3, SiO2, Al2O3 and Fe2O3 contents, and their mean standard deviation values were determined. Furthermore, the CaSO4 content (sum of CaO and SO3 contents) was used to differentiate between samples with similar chemical purity.
2.5. X-ray diffraction
The mineral composition of the samples was determined through X-ray diffraction (XRD). The contents of gypsum, CaSO4.2H2O, portlandite, Ca(OH)2, kieserite, MgSO4.H2O, and brucite, Mg(OH)2, in the precipitates obtained from the acidic wastewater were determined by integration of XRD peaks. XRD patterns were obtained using a Bruker D2 Phaser X-ray diffractometer, fitted with a 1-dimensional Lynxeye detector, and using Ni filtered Cu Kα radiation run at 30 kV and 10 mA. Patterns were recorded between 10–100° 2θ, using a step size of 0.02. ICDD-PDF numbers 33-0311, 04-0733, 70-2156 and 07-0239 were used for the semi-quantitative and qualitative analysis of gypsum, portlandite, kieserite and brucite, respectively.
2.6. Life cycle assessment
An evaluation of the environmental performance of WMA 1, WMA 2 and WMA 3 was conducted using the life cycle assessment (LCA) method in SimaPro 9.5 with the ReCiPe 2016 midpoint method. Characterization analysis and normalization analysis were performed. Characterization analysis involves assigning values to different environmental impacts based on their relative importance and quantifying their magnitude for comparison. Normalization analysis is a technique that allows for the comparison of impact categories by scaling their values relative to a reference or benchmark, providing a standardized basis for assessing their overall importance and contribution to environmental impact [26].
3. Results and Discussion
3.1. WMA 1
Table 1 presents the chemical composition of gypsum from refurbishment plasterboard waste (GRPW) and gypsum from demolition plasterboard waste (GDPW). Using equation 1, the chemical purity values of GRPW and GDPW were respectively 95.9 wt% and 96.0 wt%.
Initial acid leaching purification tests were conducted with GDPW at 90 °C for 1 hour with a 5 wt% H2SO4 solution, which were identified as optimum conditions for the purification of gypsum from post-consumer plasterboard wastes [2]. Figure 2 presents the chemical purity values of the initial and acid leached GDPW samples when using fresh and spent 5 wt% H2SO4 solutions after 2 cycles. Spent solutions were recovered after acid leaching purification tests, whereby spent solution 1 was obtained in cycle 1 from the fresh solution and spent solution 2 was obtained in cycle 2 from spent solution 1. The use of the fresh 5 wt% H2SO4 solution increased the chemical purity of GDPW from 96.0 wt% to 96.7 wt% and increased the CaSO4 content from 93.2 wt% to 94.4 wt%. The use of the spent solution 1 caused a 0.2 wt% reduction in the chemical purity to 96.5 wt% and a drop of 0.3 wt% in the CaSO4 content to 94.1 wt% compared to the purified sample obtained with the fresh H2SO4 solution. The chemical purity decreased a further 0.2 wt% to 96.3 wt% and the CaSO4 content decreased a further 0.8 wt% to 93.3 wt% with the use of spent solution 2. The decrease in acid leaching gypsum purification efficiency with each reuse could be rationalized by the progressive increase in soluble salts content in the spent solutions. These results also suggest that reusing spent H2SO4 solutions would not be technically viable because the chemical purity and CaSO4 content of the purified gypsum was similar to the chemical purity and CaSO4 content of the GDPW feedstock (96.4 wt% and 94.4 wt%, respectively).
3.2. WMA 2
Acidic wastewater produced after one acid leaching purification cycle of GRPW at 90 °C for 1 hour using a 5 wt% H2SO4 solution prepared with municipal water and stirring rate of 50 rpm was treated with Ca(OH)2 to pH 5.5, pH 8.0 and pH 10.5. The precipitates were filtered and characterized through XRF (Figure 3). At pH 5.5, the precipitate was mainly composed of CaSO4 (63 wt%) and Fe2O3 (20 wt%). At pH 8.0, the amount of CaSO4 in the precipitate increased to 75 wt% and the amount of Fe2O3 decreased to 10 wt%. The increase in pH from 5.5 to 8.0 also decreased the SiO2 content from 10 wt% to 5 wt% and increased the MgO content from 1 wt% to 4 wt%. At pH 10.5, the precipitate was mainly constituted by MgO (47 wt%) and CaSO4 (38 wt%).
In order to get a better understanding of the required pH for the complete precipitation of MgO, the precipitates obtained at pH 5.5, 8.0 and 10.5 were characterized through XRD. Table 2 shows that the gypsum content of the precipitate was fairly similar when the pH was 5.5 and 8.0 (94.1-95.8 wt%) but decreased to 86.3 wt% when the pH was 10.5. The reduction in gypsum content with the increase in the pH value was accompanied by an increase in brucite, kieserite and portlandite. Brucite and kieserite were present in significant amounts at pH 10.5 (3.8 wt% and 3.5 wt%, respectively).
In previous studies [27,28,29], MgSO4 was reacted with Ca(OH)2 to precipitate Mg(OH)2 and CaSO4.2H2O according to the following equation:
MgSO4(aq) + Ca(OH)2(s) + 2H2O(l) → Mg(OH)2(s) + CaSO4.2H2O(s)
The solubility of Mg(OH)2 was found to be significantly lower than that of CaSO4. However, all these studies have disagreed on the required pH to achieve the complete precipitation of Mg(OH)2. For instance, Semerjian and Ayoub [27] found that Mg started to precipitate as Mg(OH)2 at approximately pH 9.5 and significant precipitation occurred at pH 10.5. On the other hand, Xiong et al. [28] indicated that the precipitation rate began to increase with pH ranging from 8.0 to 10.5, with most of the Mg precipitated at pH 10.0. These authors also suggested that Mg(OH)2 precipitation could be accompanied by co-precipitation of iron hydroxides, as found here at pH 5.5 (Figure 3). However, Tolonen et al. [29] found that pH 9.6 was too low for Mg(OH)2 precipitation since 43 wt% of Mg was present as soluble MgSO4 at pH 9.6. On the other hand, all Mg was precipitated as MgSO4 at pH 12.5. The fact that MgSO4 was found to be highly soluble in water at pH 9.6 might suggest that MgSO4.H2O molecules could be trapped inside Mg(OH)2 crystals formed at pH 10.5.
A comparison of the chemical composition of the precipitates obtained with Ca(OH)2 at pH 10.5 from the acidic wastewater generated after acid leaching purification of GRPW and GDPW at 90 °C for 1 hour using a 5 wt% H2SO4 solution is presented in Figure 4. The precipitate from GRPW contained similar CaSO4 content that the precipitate from GDPW (38.2 wt% and 40.3 wt%, respectively). However, the MgO content in the precipitate from GDPW was around 4.5 wt% higher than that in the precipitate from GRPW. The Na2O content in the precipitate from GDPW (4.8 wt%) was twice as high as that in the precipitate from GRPW (2.4 wt%). On the other hand, the precipitate from GRPW contained between 3-4 wt% of SiO2, Al2O3 and Fe2O3, representing around 10.5 wt% of the precipitate, whereas the contents of these compounds were below 1 wt% in the precipitate from GDPW. As a result, the combined CaSO4 and MgO contents in the precipitates from GRPW and GDPW were respectively around 85 wt% and 92 wt%. The ratio of MgO content to CaSO4 content in both precipitates was close to 1.25.
In order to determine the impact of treated water reuse, acid leaching purification of GDPW was carried out at 90 °C for 2 hours using a 3 wt% H2SO4 solution prepared with purified water and stirring rate of 50 rpm. Under these acidic leaching conditions, the chemical purity of the resulting gypsum was above 96 wt%. However, these conditions are not optimum because the purity level after purification of different batches might not be consistent, as suggested by the lower chemical purity level of the samples in our previous work [2]. The recycled GDPW was filtered, and the acidic wastewater was treated with Ca(OH)2 to pH 10.5. The resulting precipitate was filtered, and the recovered treated water (treated water 1) was reused to prepare the 3 wt% H2SO4 solution for the next acid leaching purification test. This methodology was repeated once again to produce recycled GDPW using treated water 2. Figure 5 presents the chemical purity of recycled GDPW when using purified water, treated water 1 and treated water 2. The results show that there was no variation in the chemical purity of the samples within experimental error. The CaSO4 content in recycled gypsum dropped by 1.3 wt% when treated water 1 was used. However, the CaSO4 content in recycled gypsum when treated water 2 was used (94.6 wt%) was similar to that when purified water was used (94.3 wt%).
The chemical composition of the precipitates from GDPW was determined through XRF (Figure S2 in Supplementary Materials). The MgO content in the precipitate increased from 18.0 wt% with purified water to 21.8 wt% with treated water 1 and to 26.2 wt% with treated water 2. In addition, the sum of CaSO4 and MgO contents in the precipitates decreased from approximately 95 wt% when using purified water to 93 wt% when using treated water 1 and to 91 wt% when using treated water 2. There was also a simultaneous increase in Fe and Si compounds in the precipitate. XRD results in Table 2 indicate that the gypsum content in the precipitates increased from 79.0 wt% with purified water to 81.7 wt% with treated water 1 and to 87.7 wt% with purified water 2. There were significant amounts of kieserite (6.1-9.6 wt%) and brucite (5.2-8.9 wt%) in the precipitates.
In further acid leaching gypsum purification tests, municipal water was used instead of purified water to determine its impact on process efficiency and precipitate composition. Acid leaching purification of GRPW was carried out at 90 °C for 2 hours using a 3 wt% H2SO4 solution prepared with municipal water and stirring rate of 50 rpm. Initially, the gypsum slurry was neutralized with Ca(OH)2 to pH 5.5 and the resulting wastewater was treated with Ca(OH)2 to pH 10.5 to recover the precipitate and treated water 1. Treated water 1 was used to prepare the 3 wt% H2SO4 solution of the second acid leaching purification test. In total, 6 cycles were performed with treated water. The chemical purity of the recycled GRPW samples obtained when using municipal water and reused treated waters was determined (Figure 5). As for GDPW, the chemical purity of the samples was not affected by the reuse of the treated water, although the CaSO4 content increased in the first 4 cycles. The low CaSO4 content in the recycled GRPW when using treated water 5 could be due to the higher pH achieved in the gypsum slurry neutralization stage (pH 7.0 rather than pH 5.5). Nevertheless, the consistent chemical purity of the samples suggest that treated water obtained at pH 10.5 could be reused for at least 6 cycles without impacting the acid leaching gypsum purification process efficiency. In addition, the use of municipal water rather than purified water should not cause a reduction in the chemical purity of the recycled gypsum. Table S1 in Supplementary Materials presents the chemical composition of the precipitates obtained at pH 10.5 when using municipal water or treated water obtained in six acid leaching cycles. The main oxides in the precipitates were MgO (> 20 wt%), SO3 (> 20 wt%) and CaO (> 12 wt%). Na2O and Fe2O3 were also present in significant amounts in most precipitates (typically between 3-11 wt%), being higher than those found in the precipitates from GDPW (Figure S2 in Supplementary Materials). Table 1 shows that the Na2O content in GRPW (0.5 wt%) is higher than the Na2O content in GDPW (< 0.1 wt%). On the other hand, the Fe2O3 content in GRPW and GDPW is similar (0.2-0.4 wt%). It must be noted that the acid leaching purification tests with GRPW were performed with municipal water, which may contain traces of Na and Fe salts. Therefore, the higher Na2O and Fe2O3 contents in the precipitates from GRPW could be due to the different contents of Na and Fe compounds in GRPW and GDPW and to possible presence of these compounds in municipal water. SiO2, Al2O3, and P2O5 contents were ≤ 4 wt%, Cl content was between 1-2 wt%, and K2O and MnO contents were < 1 wt%. The MgO content in the precipitate increased in the first 2 cycles, similarly to the precipitates obtained from GDPW (Figure S2 in Supplementary Materials). However, the MgO content in the precipitates from subsequent cycles did not follow a pattern.
3.3. WMA 3
The addition of Ca(OH)2 to neutralize the spent H2SO4 solution prior filtration would avoid the use of expensive corrosive-resistant pumps and filtration equipment. However, soluble impurities could precipitate during neutralization, reducing the chemical purity of the recycled gypsum. Two acid leaching purification tests were performed with GRPW at 90 °C for 1 hour using 5 wt% H2SO4 solutions prepared with purified water. In the first acid leaching purification test, the purified gypsum slurry was filtered and washed with purified water as per WMA 2. In the second acid leaching purification test, the purified gypsum slurry was neutralized with Ca(OH)2 to pH 5.5 and then filtered without washing. Neutralization only caused reductions of 0.3 wt% in chemical purity and 0.8 wt% in CaSO4 content compared to washing (Figure 6). Therefore, neutralization seems to be a cheaper alternative to washing (high water consumption and wastewater production) to preserve the chemical purity of the gypsum product.
Acid leaching purification tests were then carried out in triplicate with GRPW at 90 °C for 2 hours using 3 wt% H2SO4 solutions, followed by neutralization with Ca(OH)2 to pH 5.5 to verify the reproducibility of the results (Figure 7).
The chemical purity of the gypsum samples showed good reproducibility (around 96.8 wt%). However, the CaSO4 content varied between 94.1 wt% and 94.7 wt%. Overall, it could be argued that the acid leaching-neutralization-filtration-precipitation approach (WMA 3) could be a viable industrial-scale process configuration for acid leaching purification of gypsum from post-consumer plasterboard wastes.
3.4. LCA
Table 3 presents the LCA characterization analysis encompassing 18 impact categories for the three wastewater management approaches. The results show that WMA 3 has the lowest CO2e emissions and WMA 2 has the highest CO2e emissions in the global warming impact category. Across the 18 impact categories, WMA 3 exhibits the lowest environmental impact in 12 categories, namely global warming, stratospheric ozone depletion, ozone formation (human health), fine particulate matter formation, ozone formation (terrestrial ecosystems), terrestrial acidification, freshwater eutrophication, marine eutrophication, terrestrial ecotoxicity, human carcinogenic toxicity, human non-carcinogenic toxicity, and mineral resource scarcity. On the other hand, WMA 1 shows the lowest environmental impact in 3 categories, namely ionizing radiation, land use, and water consumption. WMA 1 and WMA 3 exhibit the lowest environmental impact in the remaining categories, namely freshwater ecotoxicity, marine ecotoxicity, and fossil resource scarcity.
Table S2 in Supplementary Materials illustrates the LCA normalization analysis, enabling a comparable assessment of all impact categories within the life cycle assessment method. Human carcinogenic toxicity has the highest impact among the 18 impact categories in all wastewater management approaches. Freshwater ecotoxicity has the second highest overall impact, while marine ecotoxicity ranks third and terrestrial ecotoxicity ranks fourth. Overall, the results demonstrate that WMA 3 exhibits the best environmental performance and WMA 2 exhibits the worst environmental performance. Therefore, the steps of the recommended in-house wastewater treatment would be acid leaching, acid neutralization, purified gypsum filtration, purified gypsum cake drying, precipitation of soluble impurities in wastewater, precipitate filtration, precipitate drying, and reuse of treated water.
3.5. Comparison of WMA 3 with other acidic wastewater technologies
Several stepwise processes have been proposed to treat acidic wastewater. A three-step process was proposed by Zhang et al. [30] to treat highly acidic wastewater derived from TiO2 production. In the first step, high quality gypsum was produced after neutralization with CaCO3 to pH 2. In the second step, schwertmannite (Fe8O8(OH)8‒2x(SO4)x, x = 1-1.75) was formed by the reaction of FeSO4 with H2O2 with stirring for 24 hours. In the third step, a NaOH solution was added to adjust the pH to 7.5, which resulted in the precipitation of metals as hydroxides after stirring for 24 hours. In another study, Salo et al. [31] applied biological sulfate reduction to leachates obtained after acid leaching of phosphogypsum. This biological treatment produced a precipitate concentrating the rare earth elements present in phosphogypsum and converted SO42− into S2− in the liquid phase. However, the efficiency of the bioreactor was highly dependent on the acidity of the wastewater, which would limit process control and scalability, and a hydraulic retention time of 38 hours was required under optimum bioreactor conditions. Xiong et al. [28] also developed a laboratory-scale process consisting of precipitation, acid leaching and oxidation steps to recover Mg(OH)2 from a leachate of dolomitic phosphate ore. The leachate liquor was neutralized with Ca(OH)2 to pH 7 to precipitate Fe(OH)3. Then. filtered leachate was neutralized with Ca(OH)2 to pH 10.0 to precipitate Mg(OH)2. The Mg(OH)2 product was further purified through acid leaching, oxidation, and precipitation steps. However, numerous chemicals [H2SO4, NH4OH, Mg(OH)2, (NH4)2S2O8 and NH3] were needed to achieve high Mg(OH)2 recovery yields, which would significantly increase material costs. In comparison, only H2SO4 and Ca(OH)2 were required in WMA 3. Therefore, the novelty of the in-house wastewater treatment based on WMA 3 proposed in this work are the minimum economic impacts on the acid leaching gypsum purification plant whilst preserving the high purity (> 96 wt%) of the gypsum product, the valorization of the Mg-rich gypsum by-product, and the reduction of the environmental impact by reusing the treated water. Material costs could be reduced further by replacing commercial Ca(OH)2 with by-products from quicklime manufacturing [32]. The reuse of the treated water would adhere to the EU’s new Circular Economy Action Plan [7], which promotes water reuse and efficiency in industrial processes.
3.6. By-product applications
The EU’s Directive 2008/98/EC31 classifies the acidic wastewater obtained after acid leaching purification of gypsum from consumer plasterboard wastes as a hazardous by-product because it is highly corrosive (pH < 1). Therefore, acidic wastewater must be neutralized to around pH 6 before it can be considered for commercial application. The neutralized wastewater, which would mainly contain magnesium and calcium sulfates, could be used as a liquid fertilizer but there are two major issues for its commercial exploitation. Firstly, the gypsum/solution ratio of 1:3 wt/wt used during acid leaching would imply that around 3000 liters of liquid fertilizer would be produced per ton of recycled gypsum. As a result, the water consumption in the acid leaching process would be extremely high, which would lead to high operating costs at the acid leaching purification plant. Secondly, this liquid fertilizer might not have enough demand from the agricultural industry because of the high volumes produced.
On the other hand, the precipitation of soluble impurities in wastewater at pH 10.5 not only offers the advantage of producing much lower amounts of solid fertilizer, but also treated water that can be reused without impacting the acid leaching gypsum purification process. The main disadvantages of precipitating the soluble impurities in the acidic wastewater at pH 10.5 are that around an extra 30 wt% of Ca(OH)2 would be needed compared to acidic wastewater neutralization to pH 5-6, and additional equipment such as precipitation and storage tanks, filter press and pumps would be required. As shown in Table 2, the precipitate obtained at pH 10.5 is a Mg-rich gypsum constituted by 79.0-87.7 wt% CaSO4.2H2O, 6.1-9.6 wt% MgSO4.H2O, 5.2-8.9 wt% Mg(OH)2 and 1.0-4.0 wt% Ca(OH)2. The Mg-rich gypsum can be classified as an inorganic macronutrient fertilizer [33,34] as it contains more than 1.5 wt% MgO, more than 1.5 wt% CaO and more than 1.5 wt% SO3. Furthermore, Ca and Mg compounds in the precipitate are considered secondary nutrient fertilizers [35]. Ritchey and Snuffer [36] indicated that abandoned pasture soils are particularly likely to be low in Ca and Mg species. These authors used gypsum supplemented with 5-6 wt% Mg(OH)2 to maintain adequate Mg levels in the soil of an abandoned Appalachian pasture. In another study, Ayanda et al. [37] found that a Mg-rich gypsum with pH 8.8 that contained 45 wt% CaSO4.2H2O, 17.1 wt% Mg(OH)2, 4.3 wt% Ca(OH)2 and 2.3 wt% CaCO3 was an effective source of Ca and Mg for oil palm growth and a good soil ameliorant. Oil palm is one of the world’s most important oil crops because it can produce more vegetable oil per unit of land than any other crop (e.g., soybean, rapeseed, sunflower) and it is currently being used as biofuel and as ingredient in many processed foods, cosmetics, pharmaceuticals, etcetera [38]. The global area utilized for oil palm growth increased from less than 4 million hectares in 1980 to 20 million hectares in 2018, and future global demand for palm oil is expected to increase [38]. The chemical composition of the Mg-rich gypsum used by Ayanda et al. [37] is comparable to that of the precipitate recovered from the acidic wastewater after acid leaching gypsum purification. In addition, a mass balance of the laboratory-scale acid leaching purification process indicated that around 30 kg of precipitate would be produced per ton of gypsum waste processed, which is 100 times lower than the amount of liquid fertilizer that would be produced after neutralization of the acidic wastewater. Therefore, the commercialization of the Mg-rich gypsum as fertilizer for oil palm soils and reuse of the treated water in the acid leaching process are proposed as the most compelling sustainable solutions to preserve recycled gypsum quality and minimize waste production and disposal costs. An alternative commercial use for the alkaline Mg-rich gypsum obtained at pH 10.5 could be acidic soil ameliorant.
3.7. Potential barriers and enabling measures
Legal, social, technical, economic, and environmental barriers and enabling measures for the commercial implementation of the in-house wastewater treatment in the acid leaching purification plant for gypsum from post-consumer plasterboard wastes are presented in Table 4. These barriers and enabling measures were identified based on the works from Hukari et al. [39] and Dutta et al. [40]. It is envisaged that the most important barriers for the implementation of the in-house wastewater treatment will be economic, specifically the additional equipment, materials, energy, and labor costs for the production of the Mg-rich gypsum (B4) and the limited demand for the Mg-rich gypsum as fertilizer or soil ameliorant (B5).
4. Conclusions
Three wastewater management approaches were evaluated in this work to minimize the economic and environmental impacts of an in-house wastewater treatment in the acid leaching purification plant for gypsum from post-consumer plasterboard wastes. These approaches mainly consisted of: i) reusing the acidic wastewater obtained after gypsum purification, filtration and washing; ii) treating the acidic wastewater obtained after gypsum purification, filtration and washing with precipitation of soluble impurities and reuse of the treated water; and iii) neutralizing the acidic wastewater prior to filtration to reduce water consumption and avoid expensive corrosion-resistant equipment, followed by precipitation and reuse of the treated water. The main findings of this work were:
- The reuse of acidic wastewater was not technically viable because there was no improvement in purified gypsum quality compared to the gypsum feedstock.
- A pH of 10.5 was required to precipitate Mg(OH)2 and the precipitate was a Mg-rich gypsum mainly composed of CaO, SO3 and MgO (≥85% on a weight basis).
- The reuse of the treated water obtained after precipitation of the soluble impurities did not affect the chemical purity of the recycled gypsum after 6 cycles, enabling the reduction of water usage and wastewater disposal costs in the acid leaching gypsum purification plant.
- Acid neutralization prior filtration did not reduce the chemical purity of the recycled gypsum but decreased its CaSO4 content by 0.8 wt%. The economic and environmental benefits of avoiding recycled gypsum cake washing and expensive corrosion-resistant equipment at the acid leaching gypsum purification plant would greatly compensate for this small reduction in CaSO4 content.
- The steps of the proposed in-house wastewater treatment are acid leaching, acid neutralization, purified gypsum (chemical purity > 96 wt%) filtration, purified gypsum cake drying, precipitation of soluble impurities in wastewater (Mg-rich gypsum), precipitate filtration, precipitate drying, and reuse of treated water in the acid leaching step.
The novelty of this work lies in the development of an in-house wastewater treatment for an acid leaching gypsum purification plant that exhibits the lowest environmental impact and minimizes the economic impact. The in-house wastewater treatment will enable the reuse of the treated water in the acid leaching gypsum purification process and the recovery and exploitation of a Mg-rich gypsum as fertilizer or soil ameliorant for agricultural applications. The implementation of the in-house wastewater treatment in the acid leaching gypsum purification plant could potentially be restricted by legal, social, economic, technical, and environmental barriers, being economic barriers the most important due to additional equipment, material and labor required and the foreseen limited demand for the Mg-rich gypsum by-product for agricultural applications. Future research will focus on technical, environmental, and economic evaluations of an industrial-scale acid leaching gypsum purification plant with capacity to process 2 tons of gypsum waste per day.
Supplementary Materials
The following supporting information can be downloaded at the website of this paper posted on Preprints.org. Table S1: Composition of the precipitates obtained at pH 10.5 from acidic wastewater obtained after sequential acid leaching tests of GRPW at 90 °C for 2 hours using a 3 wt% H2SO4 solution and stirring rate of 50 rpm; Table S2: LCA normalization analysis for the three approaches evaluated in this work; Figure S1: Beaker with wastewater at pH 5.5 (a), pH 8.0 (b) and pH 10.5 (c); Figure S2: Chemical composition of precipitates produced at pH 10.5 from acidic wastewater obtained after acid leaching of GDPW at 90 °C for 2 hours using 3 wt% H2SO4 solutions prepared with purified water (top), treated water 1 (middle) and treated water 2 (bottom) and stirring rate of 50 rpm.
Author Contributions
Conceptualization, S.C. and M.O.; methodology, M.C.D., S.C. and M.O.; validation, P.N., B.P. and T.L.; formal analysis, M.C.D., S.M. and M.G.; investigation, M.C.D.; resources, P.N., B.P. and T.L.; data curation, M.C.D. and S.M.; writing—original draft preparation, M.C.D.; writing—review and editing, S.C., M.O., S.M., M.G., P.N., B.P. and T.L.; supervision, S.C. and M.O.; project administration, S.C. and M.O.; funding acquisition, S.C. and M.O. All authors have read and agreed to the published version of the manuscript.
Funding
This project has received funding from the European Union’s Horizon 2020 research and innovation program under grant agreement No 869336.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Acknowledgments
The authors would like to acknowledge the use of XRF and XRD facilities within the Loughborough Materials Characterization Centre (LMCC) at Loughborough University.
Conflicts of Interest
ENVA is a leading provider of recycling and resource recovery solutions for re-use in manufacturing and energy conversion. British Gypsum, which is part of the Saint-Gobain Group, is a leading manufacturer of plasterboard and plaster-based drylining systems and products. ENVA have vested interests in the outcomes of this research and future commercialization of the wastewater treatment and by-products developed in this paper. British Gypsum have not vested interests in the exploitation of the wastewater treatment developed in this paper.
References
- Papailiopoulou, N.; Grigoropoulou, H.; Founti, M. Techno-economic impact assessment of recycled gypsum usage in plasterboard manufacturing. J. Remanufacturing 2019, 9, 141–167. [Google Scholar] [CrossRef]
- Castro-Díaz, M.; Osmani, M.; Cavalaro, S.; Needham, P.; Parker, B.; Lovato, T. Acid leaching technology for post-consumer gypsum purification. Open Research Europe 2023, 3, 148. [Google Scholar] [CrossRef] [PubMed]
- 3. EEA Report No 23/2018. Industrial waste water treatment–pressures on Europe’s environment. European Environment Agency, 2019. https://doi.org/10.2800/496223 (accessed on the 14th of September 2023). [CrossRef]
- 4. Directive 2000/60/EC of the European Parliament and of the Council of 23 October 2000 establishing a framework for Community action in the field of water policy. http://data.europa.eu/eli/dir/2000/60/oj (accessed on the 14th of September 2023).
- EPA’s Clean Water Act 1972. https://www.epa.gov/laws-regulations/summary-clean-water-act (accessed on the 14th of September 2023).
- Chen, Q.; Ding, W.; Sun, H.; Peng, T. Synthesis of anhydrite from red gypsum and acidic wastewater treatment. J. Clean. Prod. 2021, 278, 124026. [Google Scholar] [CrossRef]
- CEAP, 2020. EU’s Circular Economy Action Plan for a cleaner and more competitive Europe. https://eur-lex.europa.eu/legal-content/EN/TXT/?qid=1583933814386&uri=COM:2020:98:FIN (accessed on the 14th of September 2023).
- Yun, T.; Chung, J.W.; Kwak, S.-Y. Recovery of sulfuric acid aqueous solution from copper-refining sulfuric acid wastewater using nanofiltration membrane process. J. Environ. Manage. 2018, 223, 652–657. [Google Scholar] [CrossRef] [PubMed]
- Potgieter, J.H.; Potgieter, S.S.; McCrindle, R.I.; Strydom, C.A. An investigation into the effect of various chemical and physical treatments of a South African phosphogypsum to render it suitable as a set retarder for cement. Cem. Concr. Res. 2003, 33, 1223–1227. [Google Scholar] [CrossRef]
- Van der Merwe, E.M.; Strydom, C.A. Purification of South African phosphogypsum for use as Portland cement retarder by a combined thermal and sulphuric acid treatment method. S. Afr. J. Sci. 2004, 100, 411–414. [Google Scholar]
- Aliedeh, M.A.; Jarrah, N.A. Application of full factorial design to optimize phosphogypsum beneficiation process (P2O5 reduction) by using sulphuric and nitric acid solutions. In Proceedings of the Sixth Jordanian International Chemical Engineering Conference, Amman, Jordan, 12-14 March 2012. https://jeaconf.org/UploadedFiles/Document/31365fa2-c30a-442c-ae60-bea341617140.pdf (accessed on the 14th of September 2023).
- Al-Hwaiti, M.S. Influence of treated waste phosphogypsum materials on the properties of ordinary portland cement. Bangladesh J. Sci. Ind. Res. 2015, 50, 241–250. [Google Scholar] [CrossRef]
- Phuong, D.N.; Chi, N.K.; Lam, T.D.; Truyen, C.Q.; Kiên, T.T.; Dinh, D.T. Purification of phosphogypsum for use as cement retarder by sulphuric acid treatment. Vietnam J. Sci. Technol. 2020, 58, 32–41. [Google Scholar] [CrossRef]
- Lokshin, E.P.; Tareeva, O.A.; Elizarova, I.R. On integrated processing of phosphogypsum. Russ. J. Appl. Chem. 2013, 86, 463–468. [Google Scholar] [CrossRef]
- Lokshin, E.P.; Tareeva, O.A. Production of high-quality gypsum raw materials from phosphogypsum. Russ. J. Appl. Chem. 2015, 88, 567–573. [Google Scholar] [CrossRef]
- Moalla, R.; Gargouri, M.; Khmiri, F.; Kamoun, L.; Zairi, M. Phosphogypsum purification for plaster production: A process optimization using full factorial design. Environ. Eng. Res. 2018, 23, 36–45. [Google Scholar] [CrossRef]
- Ennaciri, Y.; Zdah, I.; Alaoui-Belghiti, H.E.; Bettach, M. Characterization and purification of waste phosphogypsum to make it suitable for use in the plaster and the cement industry. Chem. Eng. Commun. 2020, 207, 382–392. [Google Scholar] [CrossRef]
- Išek, J.I.; Kaluđerović, L.M.; Vuković, N.S.; Milošević, M.; Vukašinović, I.; Tomić, Z.P. Refinement of waste phosphogypsum from Prahovo, Serbia: characterization and assessment of application in civil engineering. Clay Miner. 2020, 55, 63–70. [Google Scholar] [CrossRef]
- Jarosinski, A.; Kowalczyk, J.; Mazanek, C. Development of the Polish wasteless technology of apatite phosphogypsum utilization with recovery of rare-earths. J. Alloy. Compd. 1993, 200, 147–150. [Google Scholar] [CrossRef]
- Valkov, A.V.; Andreev, V.A.; Anufrieva, A.V.; Makaseev, Y.N.; Bezrukova, S.A.; Demyanenko, N.V. Phosphogypsum technology with the extraction of valuable components. Procedia Chem. 2014, 11, 176–181. [Google Scholar] [CrossRef]
- Hammas-Nasri, I.; Horchani-Naifer, K.; Férid, M.; Barca, D. Rare earths concentration from phosphogypsum waste by two-step leaching method. Int. J. Miner. Process. 2016, 149, 78–83. [Google Scholar] [CrossRef]
- Walawalkar, M.; Nichol, C.K.; Azimi, G. Process investigation of the acid leaching of rare earth elements from phosphogypsum using HCl, HNO3 and H2SO4. Hydrometallurgy 2016, 166, 195–204. [Google Scholar] [CrossRef]
- Rychkov, V.N.; Kirillov, E.V.; Kirillov, S.V.; Semenishchev, V.S.; Bunkov, G.M.; Botalov, M.S.; Smyshlyaev, D.V.; Malyshev, A.S. Recovery of rare earth elements from phosphogypsum. J. Clean. Prod. 2018, 196, 674–681. [Google Scholar] [CrossRef]
- Masmoudi-Soussi, A.; Hammas-Nasri, I.; Horchani-Naifer, K.; Ferid, M. Rare earths recovery by fractional precipitation from a sulfuric leach liquor obtained after phosphogypsum processing. Hydrometallurgy 2020, 191, 105253. [Google Scholar] [CrossRef]
- Brückner, L.; Elwert, T.; Schirmer, T. Extraction of rare earth elements from phosphogypsum: Concentrate digestion, leaching, and purification. Metals 2020, 10, 131. [Google Scholar] [CrossRef]
- ISO 14040, 2006: Environmental management—Life cycle assessment principles and framework. International Standards Organization, Geneva. https://www.iso.org/standard/37456.html (accessed on the 14th of September 2023). 20 September.
- Semerjian, L.; Ayoub, G.M. High-pH-magnesium coagulation-flocculation in wastewater treatment. Adv. Environ. Res. 2003, 7, 389–403. [Google Scholar] [CrossRef]
- Xiong, Y.; Wu, B.; Zhu, J.; Fan, X.; Cai, P.; Wen, J.; Liu, X. Preparation of magnesium hydroxide from leachate of dolomitic phosphate ore with dilute waste acid from titanium dioxide production. Hydrometallurgy 2014, 142, 137–144. [Google Scholar] [CrossRef]
- Tolonen, E.-T.; Rämö, J.; Lassi, U. The effect of magnesium on partial sulphate removal from mine water as gypsum. J. Environ. Manage. 2015, 159, 143–146. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Li, S.; Fan, S.; Wu, Y.; Hu, H.; Feng, Z.; Huang, Z.; Liang, J.; Qin, Y. A stepwise processing strategy for treating highly acidic wastewater and comprehensive utilization of the products derived from different treating steps. Chemosphere 2021, 280, 130646. [Google Scholar] [CrossRef]
- Salo, M.; Knauf, O.; Mäkinen, J.; Yang, X.; Koukkari, P. Integrated acid leaching and biological sulfate reduction of phosphogypsum for REE recovery. Miner. Eng. 2020, 155, 106408. [Google Scholar] [CrossRef]
- Kefeni, K.K.; Msagati, T.A.M.; Mamba, B.B. Acid mine drainage: Prevention, treatment options, and resource recovery: A review. J. Clean. Prod. 2017, 151, 475–493. [Google Scholar] [CrossRef]
- Directive 2008/98/EC of the European Parliament and of the Council of 19 November 2008 on waste and repealing certain Directives. http://data.europa.eu/eli/dir/2008/98/oj (accessed on the 14th of September 2023).
- Regulation (EU) 2019/1009 of the European Parliament and of the Council of 5 June 2019 laying down rules on the making available on the market of EU fertilising products and amending Regulations (EC) No 1069/2009 and (EC) No 1107/2009 and repealing Regulation (EC) No 2003/2003. http://data.europa.eu/eli/reg/2019/1009/oj (accessed on the 14th of September 2023).
- Commission regulation (EU) No 463/2013 of 17 May 2013 amending Regulation (EC) No 2003/2003 of the European Parliament and of the Council relating to fertilisers for the purposes of adapting Annexes I, II and IV thereto to technical progress. http://data.europa.eu/eli/reg/2013/463/oj (accessed on the 14th of September 2023).
- Ritchey, K.D.; Snuffer, J.D. Limestone, gypsum, and magnesium oxide influence restoration of an abandoned Appalachian pasture. Agron. J. 2002, 94, 830–839. [Google Scholar] [CrossRef]
- Ayanda, A.F.; Jusop, S.; Ishak, C.F.; Othman, R. Utilization of magnesium-rich synthetic gypsum as magnesium fertilizer for oil palm grown on acidic soil. PLoS ONE 2020, 15, e0234045. [Google Scholar] [CrossRef]
- Qaim, M.; Sibhatu, K.T.; Siregar, H.; Grass, I. Environmental, economic, and social consequences of the oil palm boom. Annu. Rev. Resour. Econ. 2020, 12, 321–344. [Google Scholar] [CrossRef]
- Hukari, S.; Hermann, L.; Nättorp, A. From wastewater to fertilisers—Technical overview and critical review of European legislation governing phosphorus recycling. Sci. Total Environ. 2016, 542, 1127–1135. [Google Scholar] [CrossRef]
- Dutta, D.; Arya, S.; Kumar, S. Industrial wastewater treatment: Current trends, bottlenecks, and best practices. Chemosphere 2021, 285, 131245. [Google Scholar] [CrossRef] [PubMed]
- Directive 2014/52/EU of the European Parliament and of the Council of 16 April 2014 amending Directive 2011/92/EU on the assessment of the effects of certain public and private projects on the environment Text with EEA relevance. http://data.europa.eu/eli/dir/2014/52/oj (accessed on the 14th of September 2023).
- Regulation (EC) No 1907/2006 of the European Parliament and of the Council of 18 December 2006 concerning the Registration, Evaluation, Authorisation and Restriction of Chemicals (REACH), establishing a European Chemicals Agency, amending Directive 1999/45/EC and repealing Council Regulation (EEC) No 793/93 and Commission Regulation (EC) No 1488/94 as well as Council Directive 76/769/EEC and Commission Directives 91/155/EEC, 93/67/EEC, 93/105/EC and 2000/21/EC. http://data.europa.eu/eli/reg/2006/1907/oj (accessed on the 14th of September 2023).
Figure 1.
Schematic representation of the steps of the three wastewater management approaches (WMA) investigated in this work.
Figure 1.
Schematic representation of the steps of the three wastewater management approaches (WMA) investigated in this work.
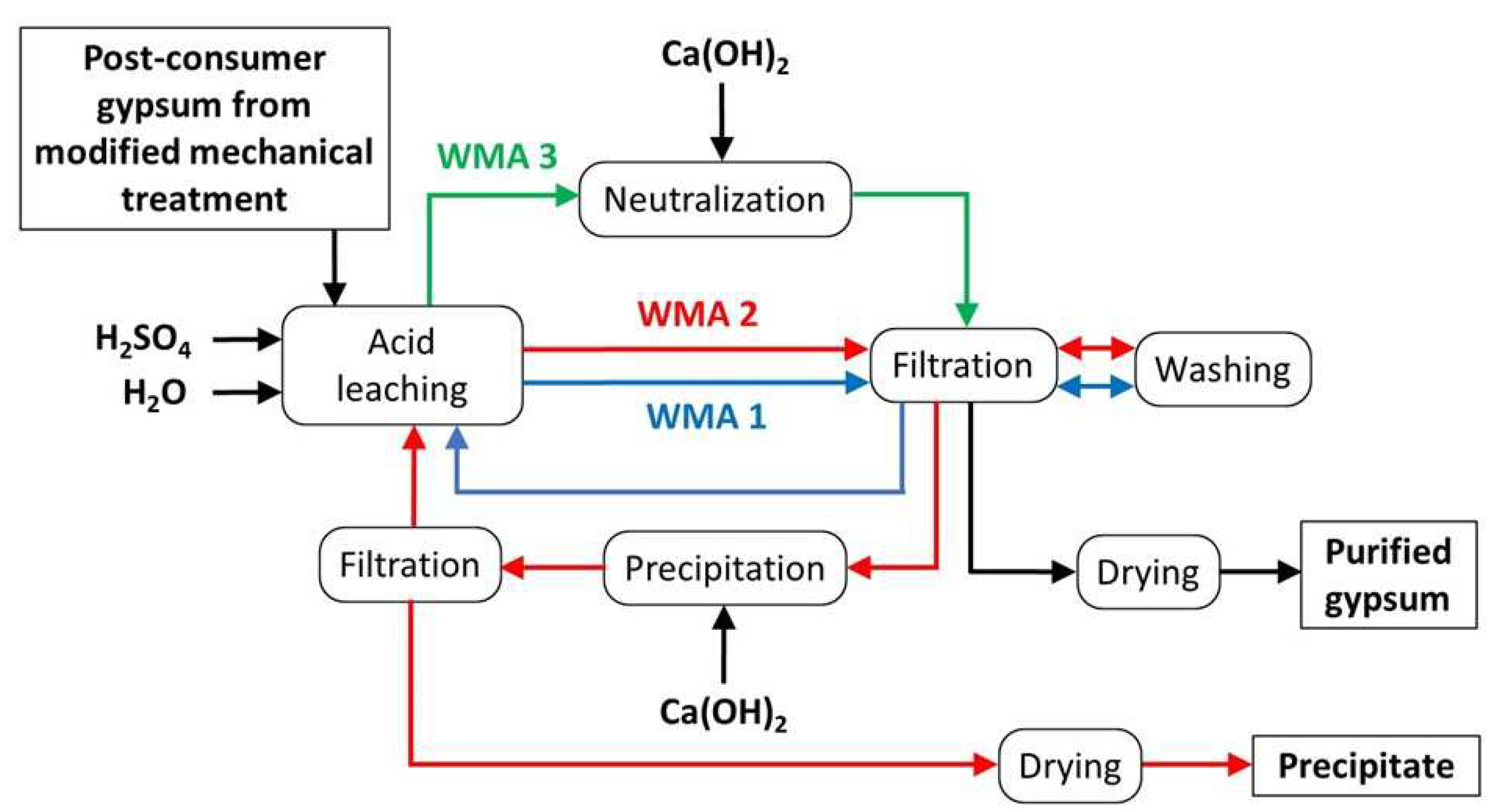
Figure 2.
Chemical purity of gypsum from demolition plasterboard waste (GDPW) before and after acid leaching purification at 90 °C for 1 hour using fresh and spent 5 wt% H2SO4 solutions and stirring rate of 150 rpm.
Figure 2.
Chemical purity of gypsum from demolition plasterboard waste (GDPW) before and after acid leaching purification at 90 °C for 1 hour using fresh and spent 5 wt% H2SO4 solutions and stirring rate of 150 rpm.
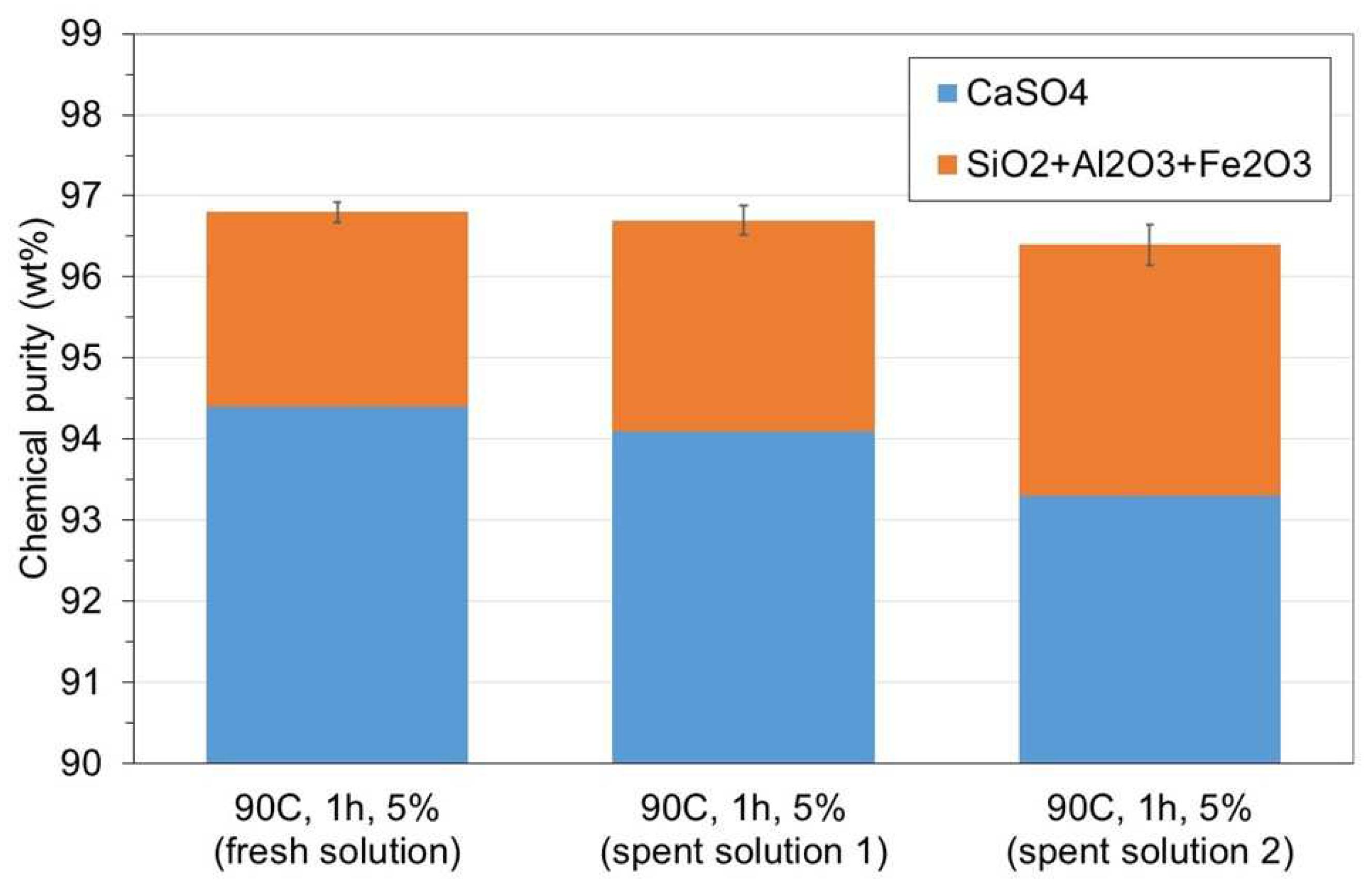
Figure 3.
Precipitate composition as a function of the final pH after neutralization of acidic wastewater obtained after one acid leaching purification cycle using fresh municipal water.
Figure 3.
Precipitate composition as a function of the final pH after neutralization of acidic wastewater obtained after one acid leaching purification cycle using fresh municipal water.
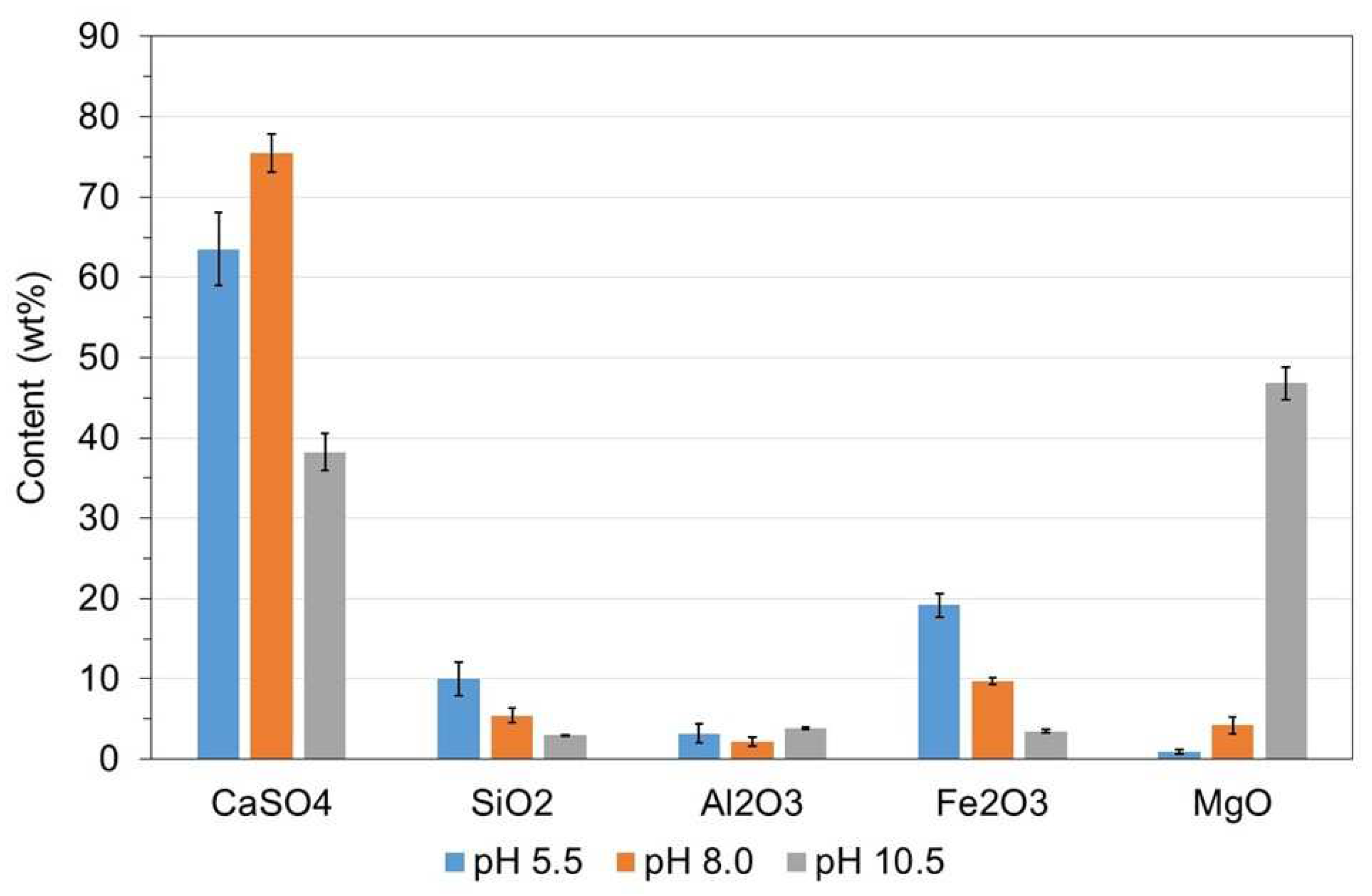
Figure 4.
Composition of the precipitates produced at pH 10.5 from acidic wastewater obtained after acid leaching purification of gypsum from refurbishment plasterboard waste (GRPW) and gypsum from demolition plasterboard waste (GDPW) at 90 °C for 1 hour using a 5 wt% H2SO4 solution prepared with municipal water and stirring rate of 50 rpm. Only constituents with contents ≥ 1 wt% are displayed.
Figure 4.
Composition of the precipitates produced at pH 10.5 from acidic wastewater obtained after acid leaching purification of gypsum from refurbishment plasterboard waste (GRPW) and gypsum from demolition plasterboard waste (GDPW) at 90 °C for 1 hour using a 5 wt% H2SO4 solution prepared with municipal water and stirring rate of 50 rpm. Only constituents with contents ≥ 1 wt% are displayed.
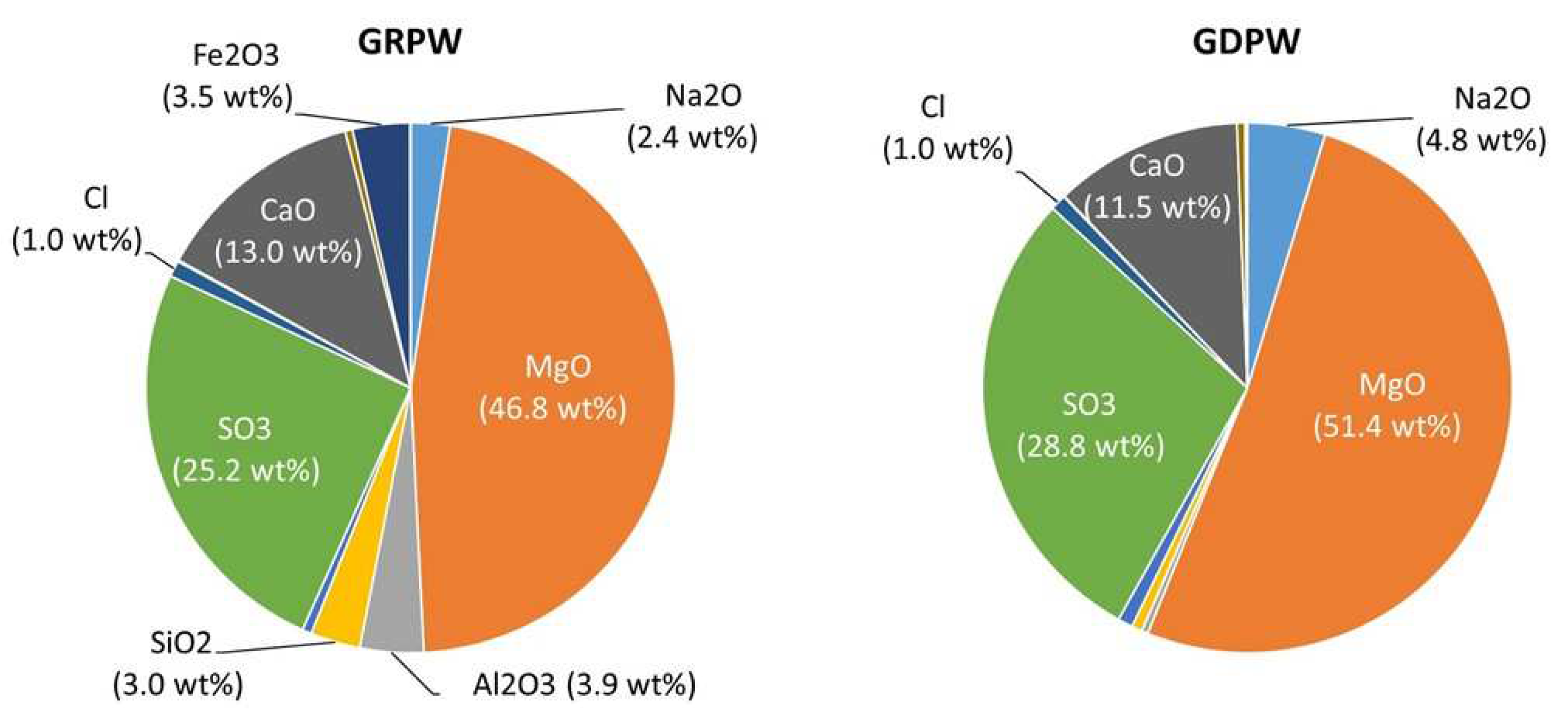
Figure 5.
Chemical purity of GDPW (top) and GRPW (bottom) after acid leaching purification at 90 °C for 2 hours using a 3 wt% H2SO4 solution prepared with purified water when using GDPW, municipal water when using GRPW, treated waters and stirring rate of 50 rpm.
Figure 5.
Chemical purity of GDPW (top) and GRPW (bottom) after acid leaching purification at 90 °C for 2 hours using a 3 wt% H2SO4 solution prepared with purified water when using GDPW, municipal water when using GRPW, treated waters and stirring rate of 50 rpm.
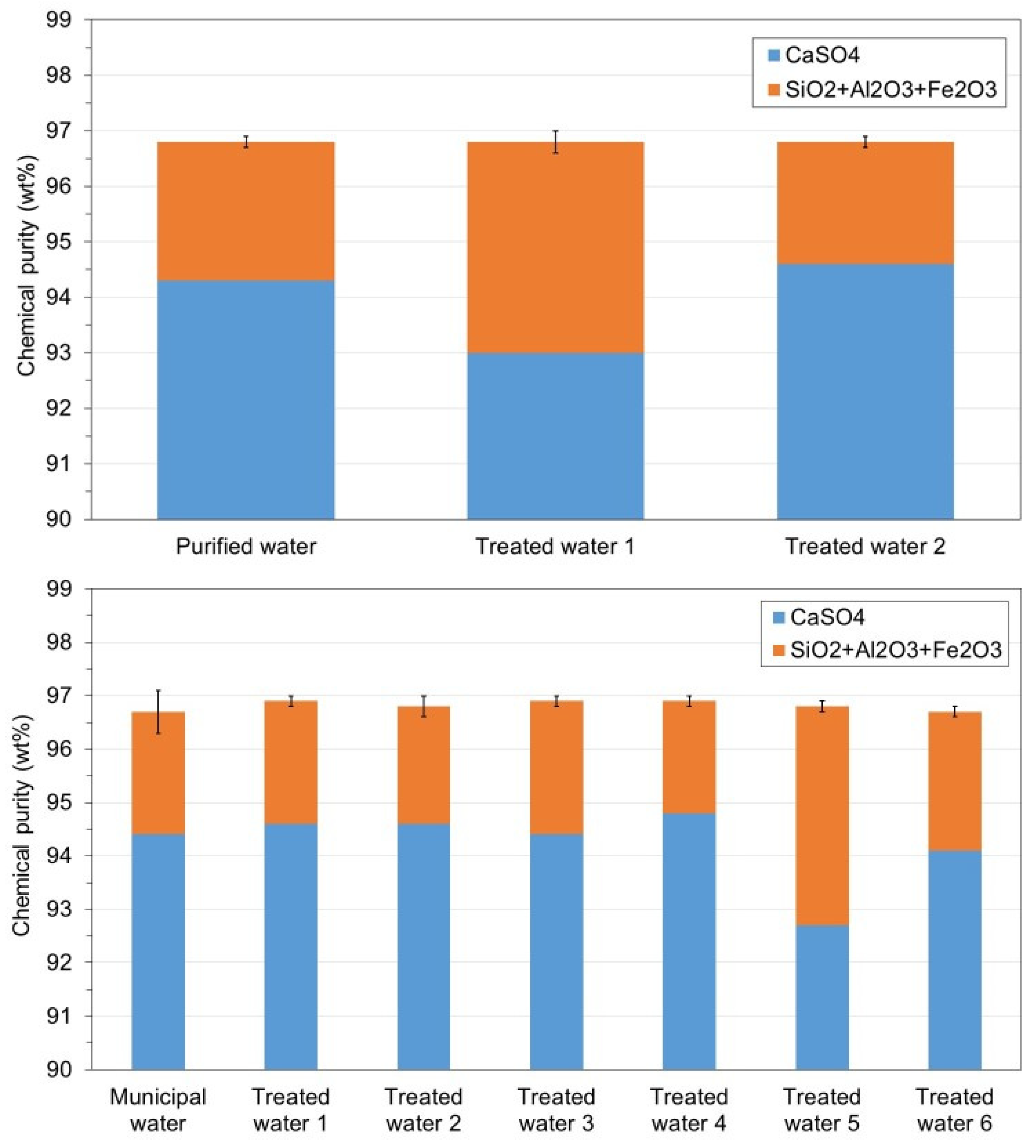
Figure 6.
Comparison of the chemical purity of GRPW after acid leaching at 90 °C for 1 hour using a 5 wt% H2SO4 solution prepared with purified water and stirring rate of 50 rpm after washing gypsum cake with purified water during filtration and after neutralization of gypsum slurry with Ca(OH)2 to pH 5.5 prior filtration.
Figure 6.
Comparison of the chemical purity of GRPW after acid leaching at 90 °C for 1 hour using a 5 wt% H2SO4 solution prepared with purified water and stirring rate of 50 rpm after washing gypsum cake with purified water during filtration and after neutralization of gypsum slurry with Ca(OH)2 to pH 5.5 prior filtration.
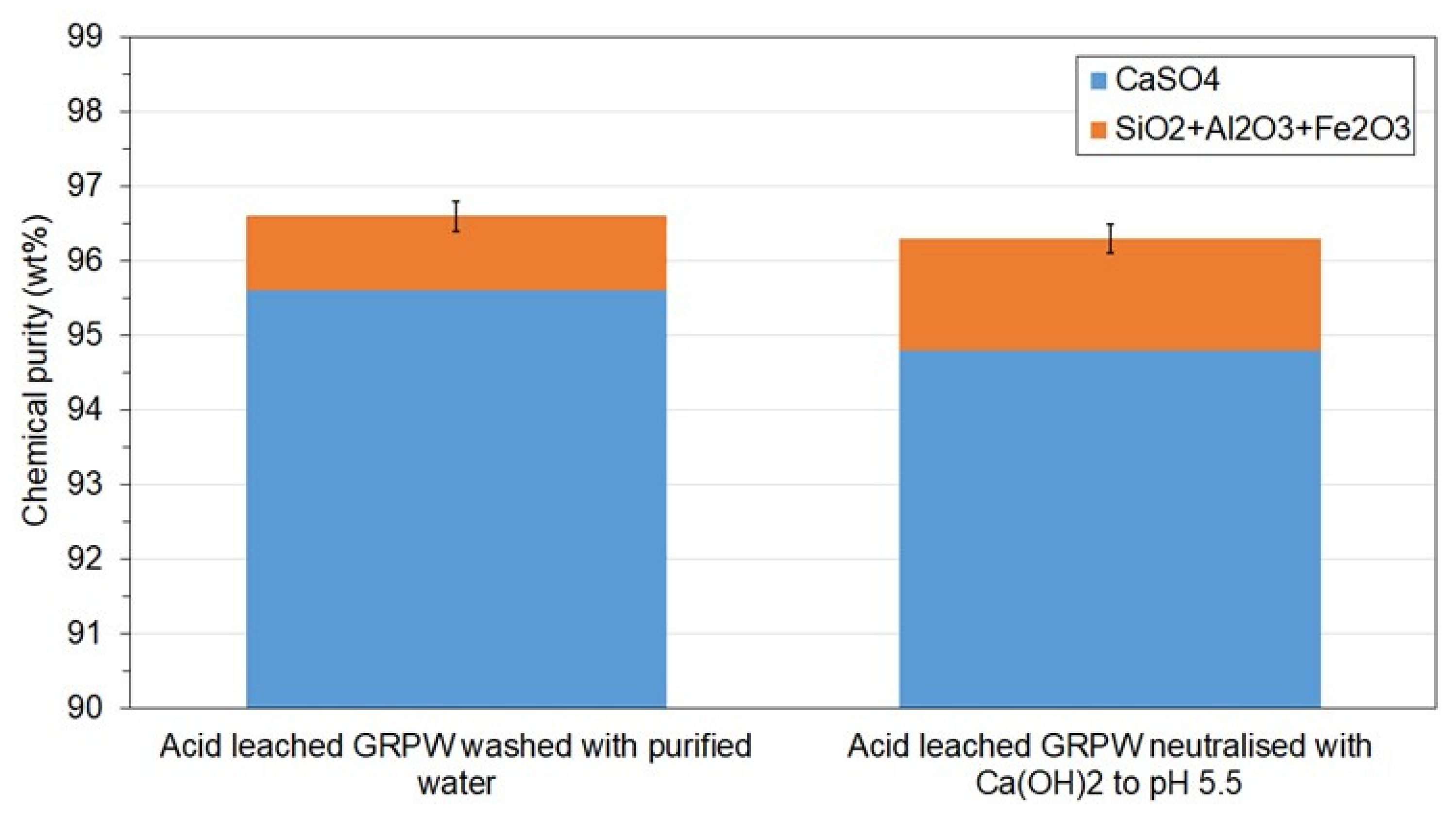
Figure 7.
Chemical purity of GRPW after acid leaching at 90 °C for 2 hours using 3 wt% H2SO4 solutions prepared with municipal water using stirring rate of 50 rpm after neutralization with Ca(OH)2 to pH 5.5 (triplicate tests).
Figure 7.
Chemical purity of GRPW after acid leaching at 90 °C for 2 hours using 3 wt% H2SO4 solutions prepared with municipal water using stirring rate of 50 rpm after neutralization with Ca(OH)2 to pH 5.5 (triplicate tests).
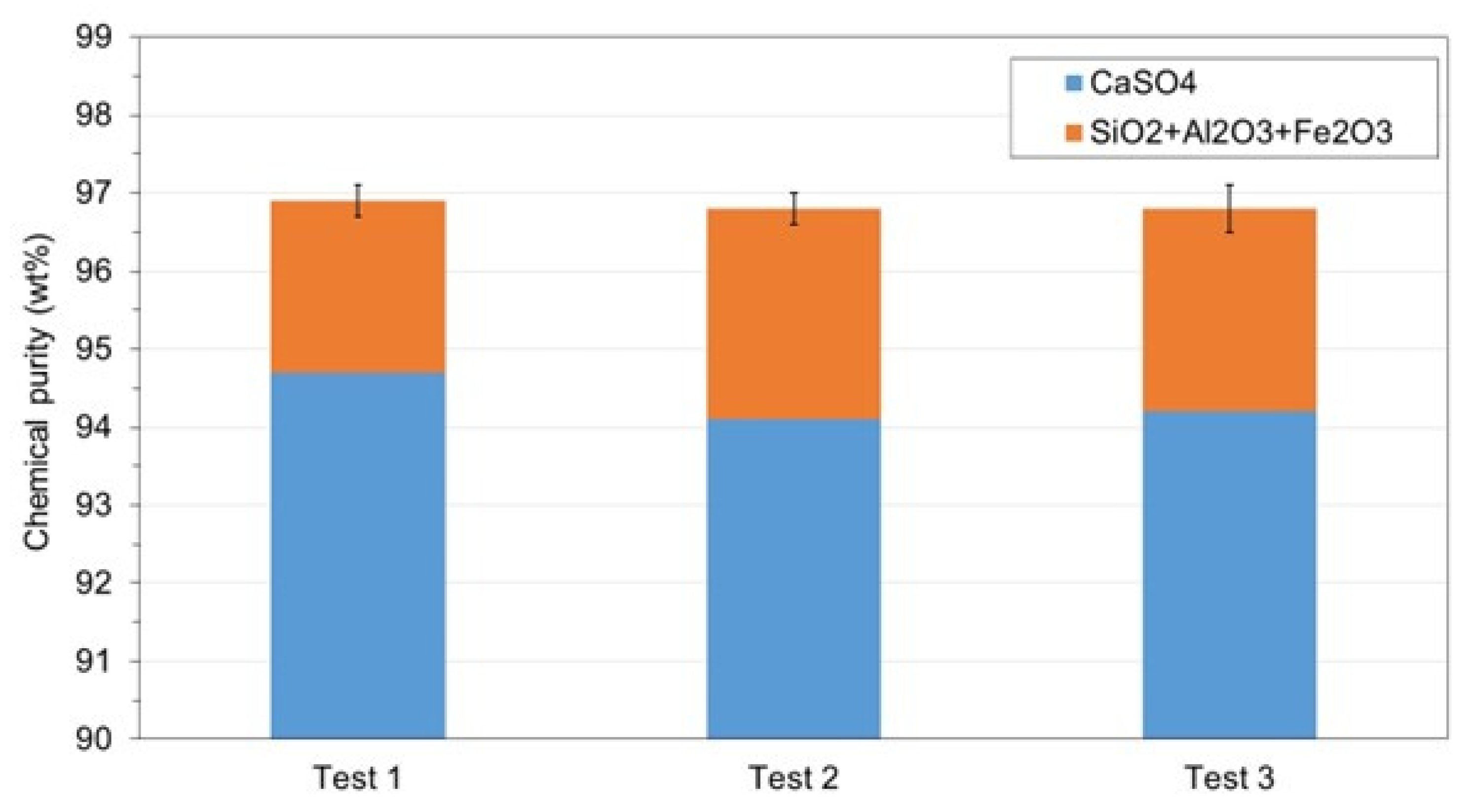

Table 1.
Chemical composition, expressed as weight percentage, of gypsum from refurbishment plasterboard waste (GRPW) and gypsum from demolition plasterboard waste (GDPW).
Table 1.
Chemical composition, expressed as weight percentage, of gypsum from refurbishment plasterboard waste (GRPW) and gypsum from demolition plasterboard waste (GDPW).
| Sample | SO3 | CaO | SiO2 | Al2O3 | Fe2O3 | MnO | MgO | P2O5 | K2O | Na2O | Cl | Ni2O3 | SrO |
| GRPW | 63.7 | 30.6 | 1.0 | 0.4 | 0.2 | 0.3 | 0.1 | 2.0 | 0.2 | 0.5 | 0.8 | < 0.1 | 0.1 |
| GDPW | 62.5 | 30.7 | 1.9 | 0.5 | 0.4 | 0.3 | 0.7 | 2.1 | 0.2 | < 0.1 | 0.5 | < 0.1 | < 0.1 |
Table 2.
Mineral composition expressed as weight percentage of precipitates produced at pH 5.5, 8.0 and 10.5 from acidic wastewater obtained after acid leaching purification of gypsum from refurbishment plasterboard waste (GRPW) at 90 °C for 1 hour using a 5 wt% H2SO4 solution prepared with municipal water and stirring rate of 50 rpm, and precipitates produced at pH 10.5 from acidic wastewater obtained after acid leaching purification of gypsum from demolition plasterboard waste (GDPW) at 90 °C for 2 hours using a 3 wt% H2SO4 solution prepared with purified water, treated water 1 and treated water 2, and stirring rate of 50 rpm.
Table 2.
Mineral composition expressed as weight percentage of precipitates produced at pH 5.5, 8.0 and 10.5 from acidic wastewater obtained after acid leaching purification of gypsum from refurbishment plasterboard waste (GRPW) at 90 °C for 1 hour using a 5 wt% H2SO4 solution prepared with municipal water and stirring rate of 50 rpm, and precipitates produced at pH 10.5 from acidic wastewater obtained after acid leaching purification of gypsum from demolition plasterboard waste (GDPW) at 90 °C for 2 hours using a 3 wt% H2SO4 solution prepared with purified water, treated water 1 and treated water 2, and stirring rate of 50 rpm.
| Precipitates |
Gypsum, CaSO4.2H2O |
Portlandite, Ca(OH)2 |
Kieserite, MgSO4.H2O |
Brucite, Mg(OH)2 |
| GRPW, municipal water, pH 5.5 | 95.8 | 2.2 | 0.8 | 1.2 |
| GRPW, municipal water, pH 8.0 | 94.1 | 3.4 | 0.9 | 1.6 |
| GRPW, municipal water, pH 10.5 | 86.3 | 6.4 | 3.5 | 3.8 |
| GDPW, purified water, pH 10.5 | 79.0 | 4.0 | 9.6 | 7.4 |
| GDPW, treated water 1, pH 10.5 | 81.7 | 3.3 | 6.1 | 8.9 |
| GDPW, treated water 2, pH 10.5 | 87.7 | 1.0 | 6.1 | 5.2 |
Table 3.
LCA characterization analysis for each wastewater management approach (WMA).
| Impact category | Unit | WMA 1 | WMA 2 | WMA 3 |
| Global warming | kg CO2 eq | 1551 | 1762 | 1545 |
| Stratospheric ozone depletion | kg CFC11 eq | 0.000595 | 0.000696 | 0.000564 |
| Ionizing radiation | kBq Co-60 eq | 396.60 | 544.52 | 410.41 |
| Ozone formation (human health) | kg NOx eq | 2.962 | 3.310 | 2.788 |
| Fine particulate matter formation | kg PM2.5 eq | 3.725 | 3.851 | 3.514 |
| Ozone formation (terrestrial ecosystems) | kg NOx eq | 3.021 | 3.372 | 2.843 |
| Terrestrial acidification | kg SO2 eq | 11.93 | 12.31 | 11.78 |
| Freshwater eutrophication | kg P eq | 0.689 | 0.684 | 0.645 |
| Marine eutrophication | kg N eq | 1.447 | 1.349 | 1.333 |
| Terrestrial ecotoxicity | kg 1,4-DCB | 19275 | 19513 | 19044 |
| Freshwater ecotoxicity | kg 1,4-DCB | 186.4 | 191.3 | 185.4 |
| Marine ecotoxicity | kg 1,4-DCB | 244.8 | 251.5 | 243.3 |
| Human carcinogenic toxicity | kg 1,4-DCB | 101.7 | 101.5 | 93.9 |
| Human non-carcinogenic toxicity | kg 1,4-DCB | 3652 | 3713 | 3587 |
| Land use | m2a crop eq | 83.6 | 103.9 | 86.1 |
| Mineral resource scarcity | kg Cu eq | -0.607 | -0.466 | -6.230 |
| Fossil resource scarcity | kg oil eq | 461.7 | 539.2 | 461.8 |
| Water consumption | m3 | 38.64 | 40.63 | 41.62 |
Table 4.
Potential barriers and enabling measures for the implementation of WMA 3 in an industrial acid leaching gypsum purification plant.
Table 4.
Potential barriers and enabling measures for the implementation of WMA 3 in an industrial acid leaching gypsum purification plant.
| Barriers (B) | Enabling measures (M) | |
| Legal | B1. Lack of local, regional, national, EU-wide permits and authorization processes for the installation and operation of acidic wastewater treatment plants and disposal of the treated water after maximum utilization cycles. | M1. New local, national, EU-wide regulations for acidic wastewater treatment plants and effluent disposal, or adaptation of existing regulations (e.g., EU’s Environmental Impact Assessment Directive [41]). |
| B2. Lack of regulations for the magnesium-rich gypsum as a fertilizer or soil ameliorant product. | M2. Adaptation of End-of-Waste criteria of the EU’s Waste Framework Directive4, Fertilizers Regulation33, and Registration, Evaluation, Authorization and Restriction of Chemicals (REACH) Regulation [42]. | |
| Social | B3. Low acceptance of the magnesium-rich gypsum fertilizer or soil ameliorant by the agricultural industry due to lack of knowledge. | M3. Dissemination campaigns for practitioners (e.g., specialist magazines, workshops, etc.) to highlight sustainability benefits and provide guidance for application as fertilizer or soil ameliorant. Wastewater sustainability guidelines issued by Governments. |
| Technical | B4. Inconsistent quality of the magnesium-rich gypsum fertilizer or soil ameliorant that restricts its commercialization. | M4. Quality control of incoming plasterboard waste and magnesium-rich gypsum by-product with training of operatives for effective wastewater treatment process management. |
| Economic | B5. Additional equipment, materials, energy, and labor costs in the acid leaching gypsum purification plant for the in-house wastewater treatment. | M5. Governments incentives in the form of tax rebates, financial and technical assistance to plasterboard recyclers in implementing the wastewater treatment technology and commercializing the magnesium-rich gypsum as fertilizer or soil ameliorant. |
| B6. Non-existent market or limited demand for the magnesium-rich gypsum as fertilizer or soil ameliorant. | M6. Identify and target niche agricultural markets with high demand of the magnesium-rich gypsum by-product. | |
| Environmental | B7. Adverse environmental impact on aquatic ecosystems after application of the magnesium-rich gypsum (e.g., water eutrophication). | M7. Research and development to monitor the magnesium-rich gypsum’s mobility in soils and aquatic ecosystems. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



