
Submitted:
06 November 2023
Posted:
07 November 2023
Read the latest preprint version here
Abstract
The fusion of surface-modified steel with tungsten carbide (WC) and NiCrBSi powder through laser metal deposition has emerged as a formidable strategy for fortifying components against wear and corrosion in extreme operating environments. Meticulous selection of WC content, innovative pre-alloying techniques, and precise control of laser metal deposition profoundly influence the mechanical properties and microstructural evolution of WC-NiCrBSi coatings applied to surface-enriched commercial alloy steel (805M2, 832M13, and 827M40). These tailored coatings exhibit exceptional resilience, ideal for harsh industrial settings in Oil and gas drilling, petrochemical, and Mining sectors. Advanced materials testing techniques, including scanning electron microscopy, light optical microscopies, and microhardness testing, unveil the innate hardness attributes, with findings highlighting the unassailable fortitude of the Mixed matrix layer's side face. The amalgamation of these testing methodologies with laser metal deposition promises an unparalleled path to extend the operational lifespan of critical components in challenging working conditions. The research horizon for WC-NiCrBSi coatings remains broad, with the potential to enhance durability, operational efficiency, and cost-effectiveness across diverse applications.
Keywords:
Surface engineering
; Mining tools
; harsh environments
; microstructure
; laser metal deposition
; gas carburizing
; metallurgical bond
; heat-affected zone
; metallurgical defects
; durability
; performance optimization
1. Introduction
In the realm of demanding mechanical environments, where components are subjected to severe abrasion, exalted wear, and corrosive atmospheres, the operation of mechanical components necessitates a superlative blend of mechanical attributes and precision in dimensional fidelity [1]. Unfortunately, these components, when exposed to such austere and arduous conditions, exhibit a propensity for expedited degradation. The etiology of mechanical failure in such scenarios, accounting for 70–80% of cases, can be attributed to the deleterious effects of fatigue stress, surface abrasion, corrosion, and wear [2]. This imperatively highlights the need for superlative surface and interface mechanical properties, inclusive of applied coatings, to extend the operational lifespan of these components.
To address these challenges, a considerable research endeavor has led to the development of various surface modification techniques designed to enhance the mechanical properties of metallic components. One such cutting-edge technique, known as laser metal deposition, has emerged as a promising method to impart superior surface attributes to these components [3]. By judiciously applying abrasive metallic powder mixtures, this manufacturing technique has resulted in remarkable improvements in product performance, surpassing non-coated counterparts in field applications [3,4]. These advancements in surface modifications have given rise to composite materials, such as NiCrBSi, which offer exceptional corrosion resistance, fatigue strength, galling resistance, and fretting fatigue resistance [4]. The inclusion of silicon as a fluxing agent has played a crucial role in enhancing the wettability of substrates, ensuring the robust attachment and binding of reinforcing particles [5]. The self-fluxing nature and low melting point of NiCrBSi alloys make them highly desirable as primary binders, enabling effective wetting, attachment, and binding of reinforcing particles [5].
The efficacy of coatings such as NiCrBSi/WC, especially when electrically deposited, has been studied in detail, revealing significant improvements in wear resistance upon the incorporation of WC. Further insights into the microstructures of these coatings before and after WC decomposition have shed light on the formation of herringbone and lamellar shaped carbides [2,5]. This paper delves into a comprehensive investigation of laser-deposited microstructures and mechanical attributes of NiCrBSi and WC coatings. The research explores the role of laser metal deposition (LMD) in the mining sector, where the fortification and toughening of the underlying Ni-matrix binder within the self-fluxing alloy emerge as complementary outcomes of incorporating WC pre-alloyed with NiCrBSi. The concurrent melting of both binders by the laser heat source yields a multi-matrix alloy surpassing the innate characteristics of the original binders, unveiling the advantageous role that hard WC plays in mitigating abrasion rates. Furthermore, the dilution of WC by the direct laser beam has been appreciably curtailed through amalgamation with a Ni-self-fluxing alloy. This research represents a significant step forward in enhancing the durability of mechanical components in challenging and demanding environments, with potential applications in the mining industry and beyond.
2. Materials and Methods
This Materials and Methods section outlines the materials used, the surface modification techniques, coating compositions, the laser cladding process, microstructure analysis, mechanical testing, and the experimental design employed in the study. It provides a clear overview of the research methodology used to investigate the impact of LMD on steel materials in demanding mechanical environments. This Materials and Methods section outlines the materials used, the surface modification techniques, coating compositions, the laser cladding process, microstructure analysis, mechanical testing, and the experimental design employed in the study. It provides a clear overview of the research methodology used to investigate the impact of LMD on steel materials in demanding mechanical environments.
Coating Materials
The primary focus of this study revolves around the development and characterization of NiCrBSi and WC coatings. The following materials were utilized:
Substrate Materials
In this study, distinct alloy steels namely 805M2(sample 1), 832M13(sample 2), and 827M40(sample 3), with enriched surface carbon content 0.6% were employed as substrate materials to assess the impact of surface modification on abrasion resistance.
Coating Compositions
Surface Modification Techniques
The research aims to investigate the effects of laser metal deposition (LMD) on the aforementioned materials. Laser metal deposition is employed to enhance surface attributes, resulting in improved mechanical performance, and it involves the judicious application of abrasive metallic powder mixtures. The LMD process facilitates efficient mixing and alloying of powder chemical elements within the molten pool, driven by Marangoni convection and buoyancy forces [21,22].
Laser Metal Deposition
The laser cladding process was employed to deposit the above-mentioned coatings on the alloy steel substrates as shown in the schematic Figure 1. The intense heating associated with WC in the LMD process led to WC decomposition, precipitating carbon in the form of graphite, followed by the emergence of free carbon and tungsten [23]. This process was carried out at significantly higher melt pool temperatures ranging from 1800 to 2300 °C, leading to pronounced transformations in the coatings.
Microstructure Analysis
The microstructures of the coatings before and after WC decomposition were examined to gain insights into the structural changes induced by the laser cladding process. Techniques such as optical microscopy, scanning electron microscopy (SEM), and EDS were employed to characterize the microstructural features [24,25].
Mechanical Testing
A LECO hardness tester with a 500 kgf/mm2 stress was used to assess the mechanical properties of the coated materials. Standard operating methods for mechanical testing, such as interface hardness profile and coating depth.
Experimental Design
The experimental design included the deposition of different coating compositions on carbon enriched alloy steel substrates, Pre-alloy mixer of NiCrBSi and WC, and exploring the effects on interface coating and steel. The coatings were characterized and tested to evaluate their performance and mechanical properties.
3. Results and Discussion:
1. Surface Topography and Composition
The deposition process was executed with consistent laser metal deposition parameters, meticulously maintaining power, scanning speed, powder feed rate, overlay composition, and displacement direction as outlined in Table 1.
Surface Roughness
On the surface, NiCrBSi coatings exhibited a remarkably uniform appearance. As depicted in Figure 1, three prominent peaks, representing adherent powder particles, adorned the surface, resulting in heightened surface roughness (Sa value of 12–15 μm). These resilient particles, primarily composed of partially melted and un-melted constituents, provided a foundation for attached particles [46].
Moreover, an interesting revelation was the transformation in the average surface roughness (Ra), which increased to 1.5–2.5 μm, diverging from the base metal’s more modest Ra value of 1–2 μm. This transformation yielded tangible benefits in tribology.
In the laser metal deposition process Table 2, the laser power (P) influences the heat input and material melting, while the scanning speed (S) controls the rate of material deposition. Adjusting the powder feed rate (F), laser diameter (d), overlap, and energy density (E) allows precise control over the resulting material properties and geometry.
2.2. Microstructures post laser metal deposition
The microstructure examination, as presented in Figure 2, Figure 3 and Figure 4, reveals the outstanding quality of the interface between the substrate and overlay. The absence of cracks or delamination defects underscores the success of the deposition process in achieving a strong bond between the two materials [26,27,29].
The meticulous distribution of WC particles within the Ni matrix is a testament to the precision and effectiveness of the surface modification technique, further contributing to the enhancement of material properties. The presence of minuscule pores, particularly in the interface region, is a point of consideration. While their impact on the overall performance should be assessed, their presence does not diminish the overall achievement in creating a robust and cohesive interface.
Upon subjecting the Ni matrix to chemical etching using a mixture of 5% HNO3 and 95% Methanol, a distinct dendritic structure emerges. This dendritic structure, in line with the cooling direction, is characterized by a composition of 74% Ni, 6% Cr, and 10% W near the steel substrate. The interface zone, deeper in color, exhibits a composition rich in Fe and Ni. These distinct domains result from complex chemical reactions during the hard facing operation. [47]
The hard facing operation initiates with the liquefaction of the Ni matrix, facilitating the dissolution of WC particles into the molten matrix. During this process, WC particles undergo a transformation, with a discernible reduction in size near the interfaces. This is well-established, as smaller particles tend to exhibit a heightened propensity for dissolution. The liberated carbon (C) from the dissolution of WC diffuses within the liquid matrix, leading to the formation of intermetallic phases with Cr, such as Cr23C6, and eutectic phases involving W2C in the vicinity of WC particle peripheries. These transformations explain the observed increase in microhardness within the hard-faced layers compared to the matrix. [26,27,29,46]
W → W2C → WC
The presence of additional phases within the Ni matrix, including W4Ni [31], can be attributed to the high melting point of W and its relatively generous solubility threshold in Ni, as per the W-Ni binary phase diagram. As the temperature recedes, dendritic phases with a high Ni content but low W content form [32].
The entrainment of W within the matrix, fragmentation of diminutive WC particles, and alteration of WC particle morphology collectively poses challenges to the wear resistance of the WC particle-reinforced composite. The formation of intermetallic phases within the Ni matrix results in a reduction in matrix ductility, which can adversely affect wear resistance [26,32].
To mitigate this effect, careful control over the chemical composition and structural attributes of the WC particles, as well as judicious manipulation of matrix alloy parameters, becomes imperative. The size and configuration of WC particles also need to be considered to ensure their equitable dispersion within the matrix. The selection of an appropriate matrix alloy plays a critical role in shaping the wear and abrasive characteristics of the layer, striking a balance among mechanical properties like hardness, strength, and ductility.
The gradual transformation of Ni’s microstructure from a dendritic morphology near the substrate to an equiaxial configuration surrounding larger WC particles can be attributed to shifting nucleation mechanisms [30,32]. WC particles serve as heat sources during the cooling process, fostering the formation of equiaxial-shaped phases near the WC particles. The presence of oxides and pores at this interface is influenced by factors such as the interaction of materials with ambient air at elevated temperatures during the thermal spray process and the impact velocity of interface particles.
The interface between the WC-NiCrBSi-Fe alloy hard facing and the steel substrate is seamless, resulting from the interplay of Ni, Cr, Fe, and W [37,39]. SEM line scan analyses reveal shown in the Figure 6–8. the variation in chemical composition along the interfaces. The mutual solubility of these elements, particularly Ni and Fe, contributes to the inter-diffusion across the interface, strengthening the bonding and mitigating stress at the junction.
The SEM EDS analysis provides insight into the microstructural composition of the NiCrBSi coatings and reveals the presence of various phases, including Ni/Ni3B, Cr7C3 carbides, and CrB borides. The microstructure of the composite coatings is complex, with NiCrW solid solutions, WC, Cr7C3, and Cr23C6, along with eutectic phases and oxides. The composition varies depending on the proportion of WC and matrix alloy in the coatings, impacting hardness and other mechanical properties [46].
The microstructure and composition play a crucial role in the wear resistance and performance of hard-facing materials. The transformation of WC particles, the formation of intermetallic phases, and the evolution of microstructure provide insights for optimizing material properties in demanding applications.
The microstructure analysis provides valuable insights into the formation of intermetallic phases, the impact on wear resistance, and the intricate interplay of elements within the material. It also underscores the importance of carefully controlling the composition and structure of WC particles and the choice of the matrix alloy.
The seamless interface between the hard facing layer and the steel substrate is vital in mitigating stress at the junction, contributing to the overall effectiveness of the coating.
Figure 9 presents a comprehensive overview of microhardness depth profiles of coatings fabricated under various processing parameters. Notably, an undulatory pattern is discernible in the hardness values as they traverse different depths in all specimens. This pattern is intricately linked to the stratified microstructure within the molten pool’s cross-section. The stratification is influenced by the morphology of structural constituents and the distribution of tungsten-rich carbide precipitates, which impact the concentration of the carbide phase in distinct cross-sectional regions.
The influence of processing parameters on hardness is a critical aspect of our study, as demonstrated in Figure 9. This figure highlights the impact of varying the laser current while maintaining a constant rate, as well as the effect of altering the laser operating speed while keeping the current constant. Notably, our analysis reveals that the average hardness values within the remelted zones exhibit a relatively narrow range, fluctuating between approximately ~1050 HK0.5 and ~1150 HK0.5 across the different samples. This observation underscores the significance of fine-tuning processing parameters to achieve the desired hardness characteristics in laser-clad materials. [5,9,19,35]
Interestingly, there is a reasonable but small decrease in hardness when laser operating speed decreases and laser current increases. This trend correlates harmoniously with the size of the main tungsten-rich phase, as indicated in the Figure 9. Notably, samples 2 and 3, remelted at maximum power density and heat input, exhibit the lowest hardness levels at the interface.
Within samples characterized by a penetration depth exceeding the coating thickness (sample 3), a significant iron concentration of approximately ~16 wt% is observed, nearly threefold higher than its counterparts. This elevated iron concentration results from the extensive intermingling between the coating and substrate materials during the remelting process, coupled with a slightly coarser structure. These factors collectively contribute to the comparatively lower hardness of the remelted layers.
The microhardness depth profiles obtained in our study shed light on the intriguing characteristics of spherical-cast carbides dispersed throughout the coating’s microstructure, yielding remarkable hardness levels ranging from 2500 HV to 3100 HV. As depicted in the figures, a distinctive undulatory pattern in hardness values is discernible, closely related to the stratified microstructure within the molten pool [35]. This stratification is intricately woven by the morphology of structural constituents and the distribution of tungsten-rich carbide precipitates, significantly impacting the concentration of the carbide phase in distinct cross-sectional domains. Our findings underscore the intricate relationship between processing parameters and coating hardness, with a reasonable yet discernible decrease in hardness as laser operating speed decreases and laser current increases. Notably, this trend harmonizes with the size of the main tungsten-rich phase. Furthermore, our study elucidates the factors contributing to variations in hardness levels, particularly the extent of intermingling between coating and substrate materials during the remelting process. Understanding these dynamics is pivotal for optimizing the properties of hard-facing materials, where spherical-cast carbides play a pivotal role in achieving exceptional hardness levels ranging from 2500 HV to 3100 HV distributed throughout the layer.
Conclusions
To sum up, the study uncovered complex patterns from thorough investigation of microhardness depth profiles under different processing settings. Because of the microstructure in the molten pool cross-section, which is impacted by the dispersion of tungsten-rich carbide, the hardness values of the specimen change with its depth. Non-remelted zones also show variations in hardness correlated with splat sizes. It is discovered that in accordance with tungsten-rich phase dimensions, coating hardness is decreased by lower laser speed and greater current. The distribution of tungsten and composition are influenced by coating penetration depth, with mixing being shown in deep penetrations. The study emphasizes that while variations in hardness are significant, the main finding is that all treated coatings perform better than as-sprayed coating and conventional remelting techniques because pulsed lasers produce small microstructures quickly by heating and cooling them. This has expanded possibilities for the mining industry and important ramifications for laser cladding and advanced coatings.
Author Contributions
For research articles with several authors, a short paragraph specifying their individual contributions must be provided. The following statements should be used “Conceptualization, K.V.K. and M.K.P.; methodology, K.V.K.; software, M.K.P.; validation, K.V.K. and M.K.P.; formal analysis, K.V.K. and M.K.P.; investigation, K.V.K. and M.K.P.; resources, K.V.K. and M.K.P.; data curation, K.V.K.; writing—original draft preparation, K.V.K.; writing—review and editing, M.K.P.; visualization, K.V.K.; supervision, M.K.P.; project administration, K.V.K. and M.K.P.; funding acquisition, K.V.K. All authors have read and agreed to the published version of the manuscript.
Funding
no funding was provided.
Acknowledgments
Authors thank Central Instrumentation Facility (CIF) at OP Jindal University for the SEM characterization. VKK thanks Metallurgy staff at OPJU for their support in preparation of the samples.
Conflicts of Interest
I would like to declare there is no conflicts of interest.
References
- Varun, K.; Kalyan, M. Microstructural and mechanical characterization of parallel layered WC- NiCr weld overlay on 080 M40 steel substrate prepared using additive manufacturing. Materials Today: Proceedings, 2022; 67, 501–506. [Google Scholar] [CrossRef]
- da Silva, L.J.; D׳Oliveira, A.S.C. NiCrSiBC coatings: Effect of dilution on microstructure and high temperature tribological behavior. Wear, 2016; 350, 130–140. [Google Scholar] [CrossRef]
- Rachidi, R.; El Kihel, B.; Delaunois, F. Microstructure and mechanical characterization of NiCrBSi alloy and NiCrBSi-WC composite coatings produced by flame spraying. Materials Science and Engineering: B, 2019; 241, 13–21. [Google Scholar] [CrossRef]
- Hulka, I.; Uțu, I.D.; Avram, D.; Dan, M.L.; Pascu, A.; Stanciu, E.M.; Roată, I.C. Influence of the Laser Cladding Parameters on the Morphology, Wear and Corrosion Resistance of WC-Co/NiCrBSi Composite Coatings. Materials 2021, 14, 5583. [Google Scholar] [CrossRef] [PubMed]
- Škamat, J.; Černašėjus, O.; Zhetessova, G.; Nikonova, T.; Zharkevich, O.; Višniakov, N. Effect of Laser Processing Parameters on Microstructure, Hardness and Tribology of NiCrCoFeCBSi/WC Coatings. Materials 2021, 14, 6034. [Google Scholar] [CrossRef]
- Salimi, A.; Sanjabi, S. Infiltration brazed core-shell WC@NiP/NiCrBSi composite cladding. Surface and Coatings Technology 2018, 352, 59–73. [Google Scholar] [CrossRef]
- Zhou, S.; Lei, J.; Dai, X.; Guo, J.; Gu, Z.; Pan, H. A comparative study of the structure and wear resistance of NiCrBSi/50 wt.% WC composite coatings by laser cladding and laser induction hybrid cladding. International Journal of Refractory Metals and Hard Materials, 2016; 60, 17–27. [Google Scholar] [CrossRef]
- Simunovic, K.; Slokar, L.; Havrlisan, S. SEM/EDS investigation of one-step flame sprayed and fused Ni-based self-fluxing alloy coatings on steel substrates. Philosophical Magazine 2016, 97, 248–268. [Google Scholar] [CrossRef]
- Deschuyteneer, D.; Petit, F.; Gonon, M.; Cambier, F. Processing and characterization of laser clad NiCrBSi/WC composite coatings — Influence of microstructure on hardness and wear. Surface and Coatings Technology 2015, 283, 162–171. [Google Scholar] [CrossRef]
- Nowotny, S.; Brueckner, F.; Thieme, S.; Leyens, C.; Beyer, E. High-performance laser cladding with combined energy sources. Journal of Laser Applications, 2014; 27, (Supp. S1). [Google Scholar] [CrossRef]
- Brueckner, F.; Riede, M.; Marquardt, F.; Willner, R.; Seidel, A.; Thieme, S.; Leyens, C.; Beyer, E. Process characteristics in high-precision laser metal deposition using wire and powder. Journal of Laser Applications 2017, 29. [Google Scholar] [CrossRef]
- Shishkovsky, I.; Kakovkina, N.; Sherbakof, V. Mechanical properties of NiCrBSi self-fluxing alloy after LPBF with additional heating. Procedia CIRP 2020, 94, 217–221. [Google Scholar] [CrossRef]
- Simunovic, K.; Saric, T.; Simunovic, G. Different Approaches to the Investigation and Testing of the Ni-Based Self-Fluxing Alloy Coatings—A Review. Part 1: General Facts 2014, Wear and Corrosion Investigations. Tribology Transactions, 57, 955–979. [CrossRef]
- Simunovic, K.; Saric, T.; Simunovic, G. Different Approaches to the Investigation and Testing of the Ni-Based Self-Fluxing Alloy Coatings—A Review. Part 2: Microstructure 2014, Adhesive Strength, Cracking Behavior, and Residual Stresses Investigations. Tribology Transactions, 57, 980–1000. [CrossRef]
- Sbrizher, A.G. Structure and properties of coatings made of self-fluxing alloys. Metal Science and Heat Treatment 1988, 30, 296–299. [Google Scholar] [CrossRef]
- Bergant, Z.; Trdan, U.; Grum, J. Effect of high-temperature furnace treatment on the microstructure and corrosion behavior of NiCrBSi flame-sprayed coatings. Corrosion Science 2014, 88, 372–386. [Google Scholar] [CrossRef]
- Chen, J.; Dong, Y.; Wan, L.; Yang, Y.; Chu, Z.; Zhang, J.; He, J.; Li, D. Effect of induction remelting on the microstructure and properties of in situ TiN-reinforced NiCrBSi composite coatings. Surface and Coatings Technology 2018, 340, 159–166. [Google Scholar] [CrossRef]
- Deschuyteneer, D.; Petit, F.; Gonon, M.; Cambier, F. Influence of large particle size – up to 1.2 mm – and morphology on wear resistance in NiCrBSi/WC laser cladded composite coatings. Surface and Coatings Technology, 2017; 311, 365–373. [Google Scholar] [CrossRef]
- Deschuyteneer, D.; Petit, F.; Gonon, M.; Cambier, F. Processing and characterization of laser clad NiCrBSi/WC composite coatings — Influence of microstructure on hardness and wear. Surface and Coatings Technology 2015, 283, 162–171. [Google Scholar] [CrossRef]
- Buytoz, S.; Ulutan, M.; Islak, S.; Kurt, B.; Nuri Çelik, O. Microstructural and Wear Characteristics of High Velocity Oxygen Fuel (HVOF) Sprayed NiCrBSi–SiC Composite Coating on SAE 1030 Steel. Arabian Journal for Science and Engineering 2013, 38, 1481–1491. [Google Scholar] [CrossRef]
- Sun, R.; Lei, Y.; Niu, W. Laser clad TiC reinforced NiCrBSi composite coatings on Ti–6Al–4V alloy using a CW CO2 laser. Surface and Coatings Technology 2009, 203, 1395–1399. [Google Scholar] [CrossRef]
- Shabana, Sarcar, M.; Suman, K.; Kamaluddin, S. Tribological and Corrosion behavior of HVOF Sprayed WC-Co, NiCrBSi and Cr3C2-NiCr Coatings and analysis using Design of Experiments. In Materials Today: Proceedings; 2015; Volume 2, pp. 2654–2665. [CrossRef]
- CAI, B.; TAN, Y.F.; TAN, H.; JING, Q.F.; ZHANG, Z.W. Tribological behavior and mechanism of NiCrBSi–Y2O3 composite coatings. Transactions of Nonferrous Metals Society of China 2013, 23, 2002–2010. [Google Scholar] [CrossRef]
- Hemmati, I.; Rao, J.; Ocelík, V.; De Hosson, J. Electron Microscopy Characterization of Ni-Cr-B-Si-C Laser Deposited Coatings. Microscopy and Microanalysis 2013, 19, 120–131. [Google Scholar] [CrossRef] [PubMed]
- Chen, L.Y.; Xu, T.; Wang, H.; Sang, P.; Lu, S.; Wang, Z.X.; Chen, S.; Zhang, L.C. Phase interaction induced texture in a plasma sprayed-remelted NiCrBSi coating during solidification: An electron backscatter diffraction study. Surface and Coatings Technology 2019, 358, 467–480. [Google Scholar] [CrossRef]
- Sheppard, P.; Koiprasert, H. Effect of W dissolution in NiCrBSi–WC and NiBSi–WC arc sprayed coatings on wear behaviors. Wear 2014, 317, 194–200. [Google Scholar] [CrossRef]
- Zhou, S.; Dai, X. Laser induction hybrid rapid cladding of WC particles reinforced NiCrBSi composite coatings. Applied Surface Science 2010, 256, 4708–4714. [Google Scholar] [CrossRef]
- Bergant, Z.; Grum, J. Quality Improvement of Flame Sprayed, Heat Treated, and Remelted NiCrBSi Coatings. Journal of Thermal Spray Technology 2009, 18, 380–391. [Google Scholar] [CrossRef]
- Fernández, M.; García, A.; Cuetos, J.; González, R.; Noriega, A.; Cadenas, M. Effect of actual WC content on the reciprocating wear of a laser cladding NiCrBSi alloy reinforced with WC. Wear, 2015; 324, 80–89. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Barakat, W.S. Y.A.; Mohamed, A.A.; Alsaleh, N.; Elkady, O.A. The Development of WC-Based Composite Tools for Friction Stir Welding of High-Softening-Temperature Materials. Metals, 2021; 11, 285. [Google Scholar] [CrossRef]
- Lin, N.; Jiang, Y.; Zhang, D.; Wu, C.; He, Y.; Xiao, D. Effect of Cu, Ni on the property and microstructure of ultrafine WC-10Co alloys by sinter–hipping. International Journal of Refractory Metals and Hard Materials 2011, 29, 509–515. [Google Scholar] [CrossRef]
- Yao, S.H. Tribological behaviour of NiCrBSi–WC(Co) coatings. Materials Research Innovations 2014, 18(sup2), S2–332. [Google Scholar] [CrossRef]
- Vencl, A.; Mrdak, M.; Hvizdos, P. Tribological Properties of WC-Co/NiCrBSi and Mo/NiCrBSi Plasma Spray Coatings under Boundary Lubrication Conditions. Tribology in Industry 2017, 39, 183–191. [Google Scholar] [CrossRef]
- Bolelli, G.; Börner, T.; Milanti, A.; Lusvarghi, L.; Laurila, J.; Koivuluoto, H.; Niemi, K.; Vuoristo, P. Tribological behavior of HVOF- and HVAF-sprayed composite coatings based on Fe-Alloy+WC–12% Co. Surface and Coatings Technology 2014, 248, 104–112. [Google Scholar] [CrossRef]
- Armstrong, R.W. The Hardness and Strength Properties of WC-Co Composites. Materials 2011, 4, 1287–1308. [Google Scholar] [CrossRef] [PubMed]
- Valsecchi, B.; Previtali, B.; Vedani, M.; Vimercati, G. Fiber Laser Cladding with High Content of WC-Co Based Powder. International Journal of Material Forming 2010, 3 (Suppl. S1), 1127–1130. [Google Scholar] [CrossRef]
- Cadenas, M.; Vijande, R.; Montes, H.; Sierra, J. Wear behaviour of laser cladded and plasma sprayed WCCo coatings. Wear 1997, 212, 244–253. [Google Scholar] [CrossRef]
- Mühlbauer, G.; Kremser, G.; Bock, A.; Weidow, J.; Schubert, W.D. Transition of W 2 C to WC during carburization of tungsten metal powder. International Journal of Refractory Metals and Hard Materials 2018, 72, 141–148. [Google Scholar] [CrossRef]
- Niranatlumpong, P.; Koiprasert, H. Phase transformation of NiCrBSi–WC and NiBSi–WC arc sprayed coatings. Surface and Coatings Technology 2011, 206, 440–445. [Google Scholar] [CrossRef]
- Bergant, Z.; Grum, J. Porosity Evaluation of Flame-Sprayed And Heat-Treated Nickel-Based Coatings Using Image Analysis. Image Analysis & Stereology, 2011; 30, 53. [Google Scholar] [CrossRef]
- Paul, C.; Alemohammad, H.; Toyserkani, E.; Khajepour, A.; Corbin, S. Cladding of WC–12 Co on low carbon steel using a pulsed Nd:YAG laser. Materials Science and Engineering: A, 2007; 464, 170–176. [Google Scholar] [CrossRef]
- Wu, X.; Zhu, B.; Zeng, X.; Hu, X.; Cui, K. Critical state of laser cladding with powder auto-feeding. Surface and Coatings Technology 1996, 79, 200–204. [Google Scholar] [CrossRef]
- Khafidh, M.; Schipper, D.; Masen, M.; Vleugels, N.; Noordermeer, J. Tribological behavior of short-cut aramid fiber reinforced SBR elastomers: the effect of fiber orientation. JOURNAL OF MECHANICAL ENGINEERING AND SCIENCES 2018, 12, 3700–3711. [Google Scholar] [CrossRef]
- Indhu, R.; Vivek, V.; Sarathkumar, L.; Bharatish, A.; Soundarapandian, S. Overview of Laser Absorptivity Measurement Techniques for Material Processing. Lasers in Manufacturing and Materials Processing 2018, 5, 458–481. [Google Scholar] [CrossRef]
- Schneider, M.; Berthe, L.; Fabbro, R.; Muller, M. Measurement of laser absorptivity for operating parameters characteristic of laser drilling regime. Journal of Physics D: Applied Physics, 2008; 41, 155502. [Google Scholar] [CrossRef]
- Bergant, Z.; Batič, B.E.; Felde, I.; Šturm, R.; Sedlaček, M. Tribological Properties of Solid Solution Strengthened Laser Cladded NiCrBSi/WC-12Co Metal Matrix Composite Coatings. Materials 2022, 15, 342. [Google Scholar] [CrossRef] [PubMed]
- Karimzadeh, A.; Aliofkhazraei, M.; Walsh, F.C. A review of electrodeposited Ni-Co alloy and composite coatings: Microstructure, properties and applications. Surface and Coatings Technology 2019, 372, 463–498. [Google Scholar] [CrossRef]
Figure 1.
Schematic of Laser Metal Deposition [1]; Figure 2: (a) 805M2(sample 1), (b)832M13(sample 2), and (c) 827M40(sample 3).
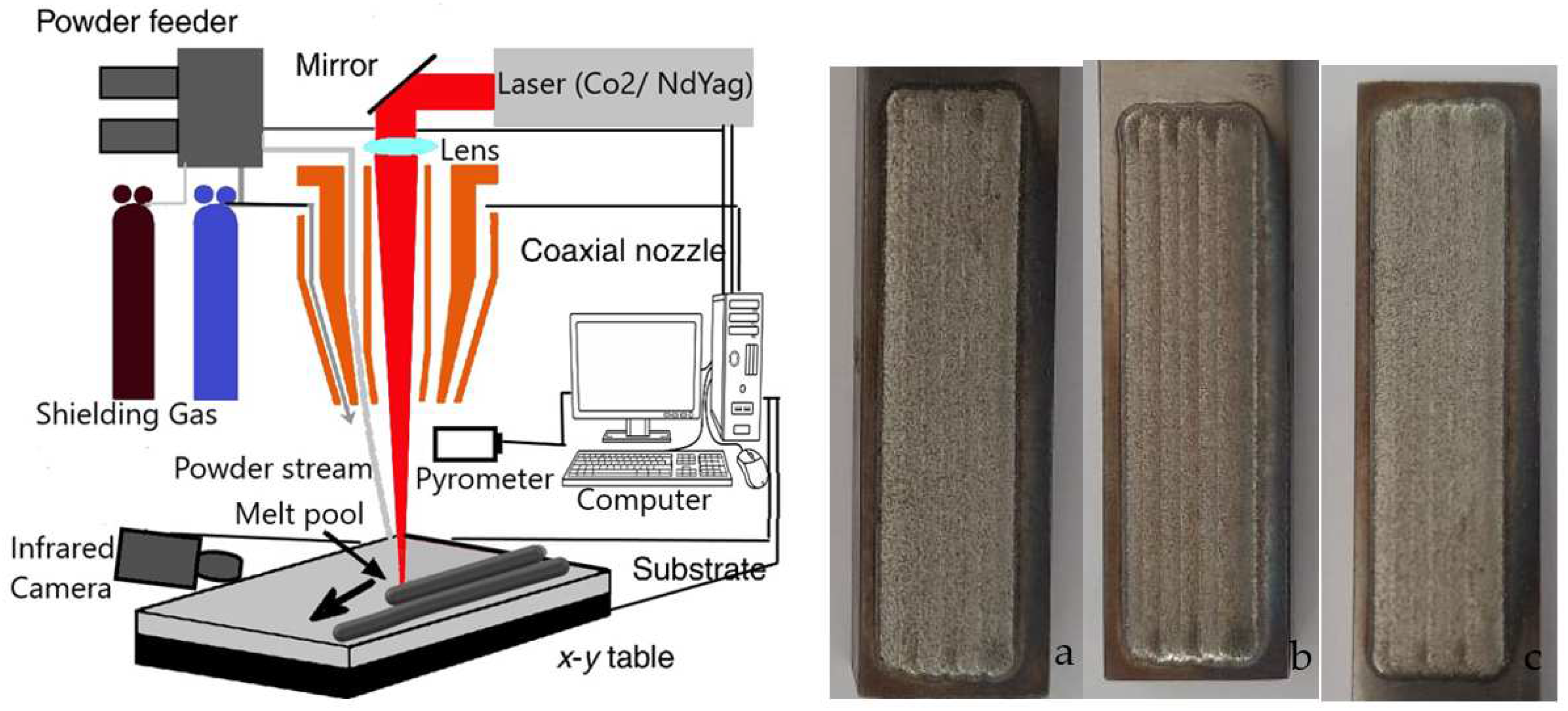
Figure 3.
Sample 1: The interface exhibits the metallurgical bonding between steel and Laser Metal Deposition (LMD) of WC-NiCrBSi.
Figure 3.
Sample 1: The interface exhibits the metallurgical bonding between steel and Laser Metal Deposition (LMD) of WC-NiCrBSi.
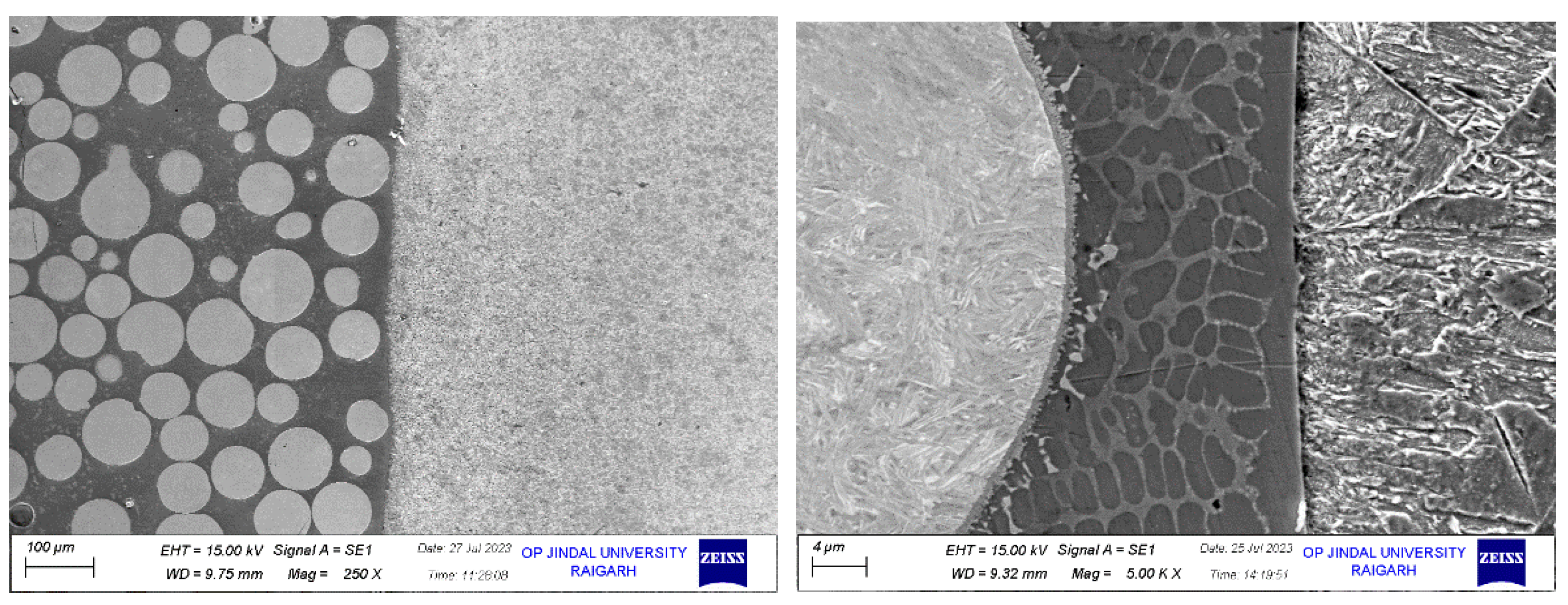
Figure 4.
Sample 2: The interface exhibits the metallurgical bonding between steel and Laser Metal Deposition (LMD) of WC-NiCrBSi, indicates gas carburizing case depth.
Figure 4.
Sample 2: The interface exhibits the metallurgical bonding between steel and Laser Metal Deposition (LMD) of WC-NiCrBSi, indicates gas carburizing case depth.
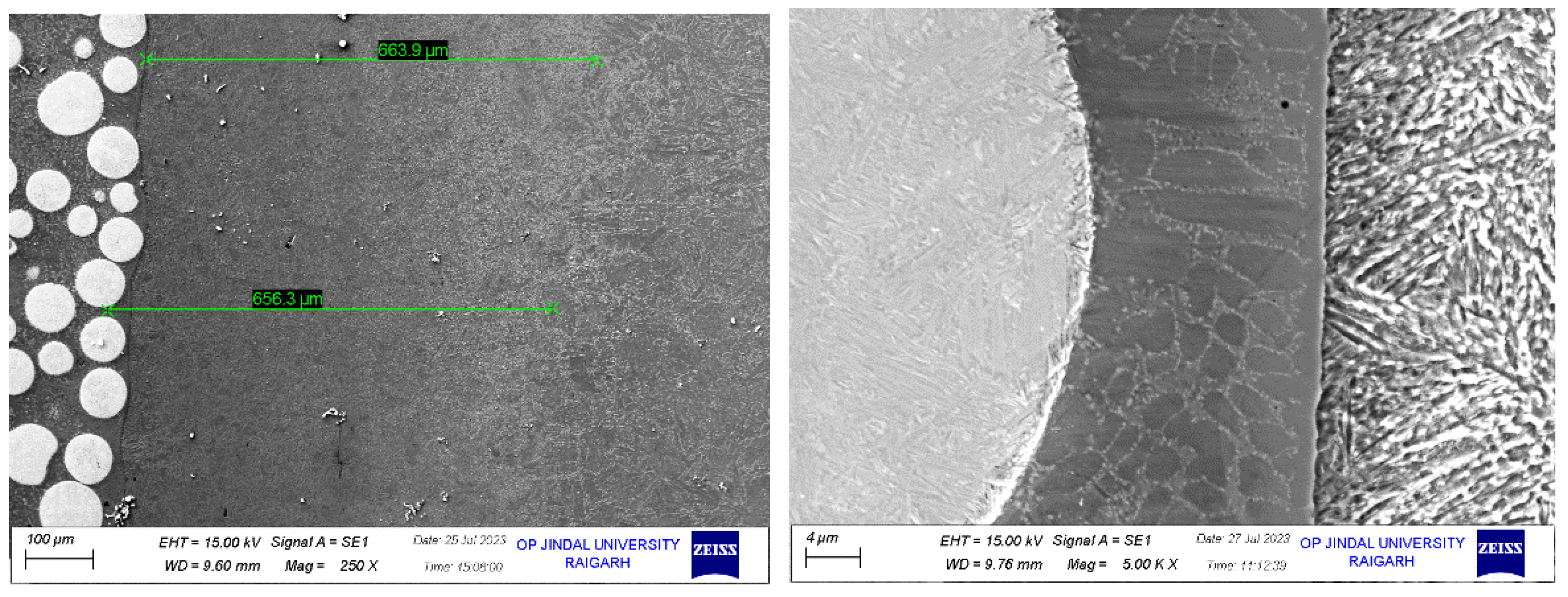
Figure 5.
Sample 3: The interface exhibits the metallurgical bonding between steel and Laser Metal Deposition (LMD) of WC-NiCrBSi.
Figure 5.
Sample 3: The interface exhibits the metallurgical bonding between steel and Laser Metal Deposition (LMD) of WC-NiCrBSi.

Figure 6.
Micro-structure of Laser metal deposition of metal matrix.
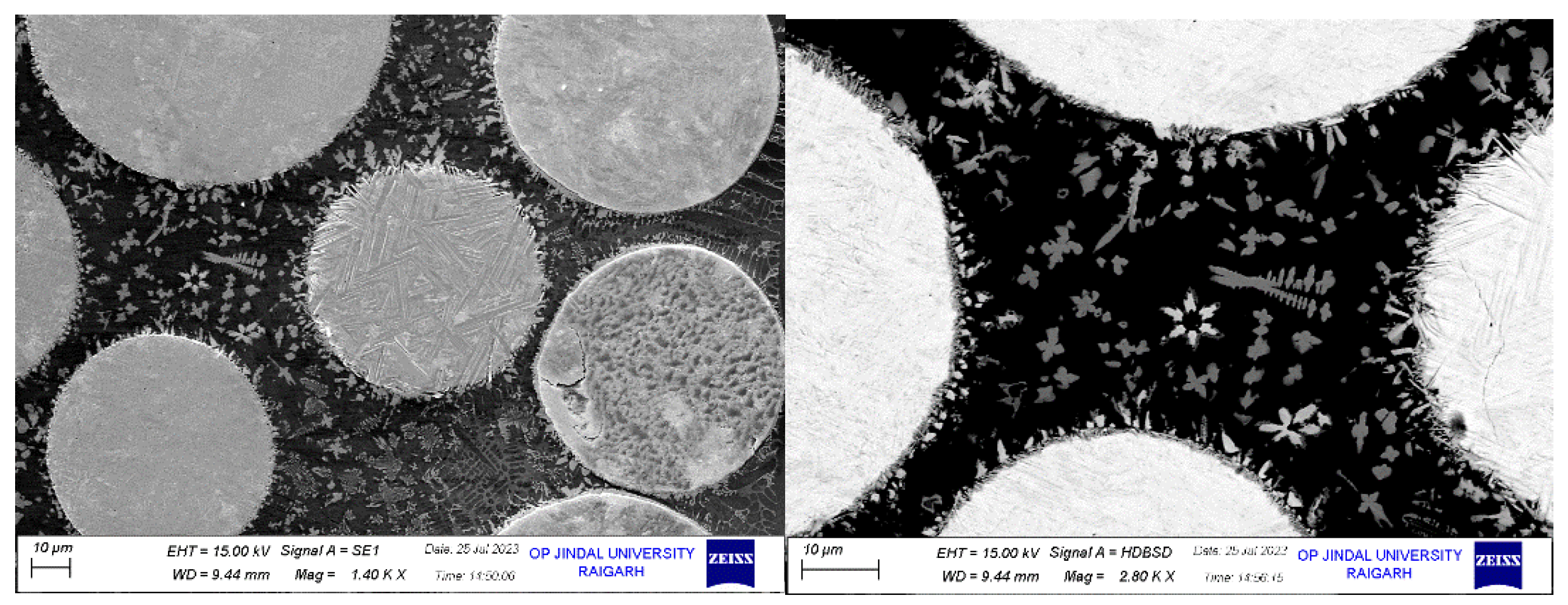
Figure 7.
Sample 1 line scan from layer to steel surface; indicates martensite and elemental diffusion.
Figure 7.
Sample 1 line scan from layer to steel surface; indicates martensite and elemental diffusion.
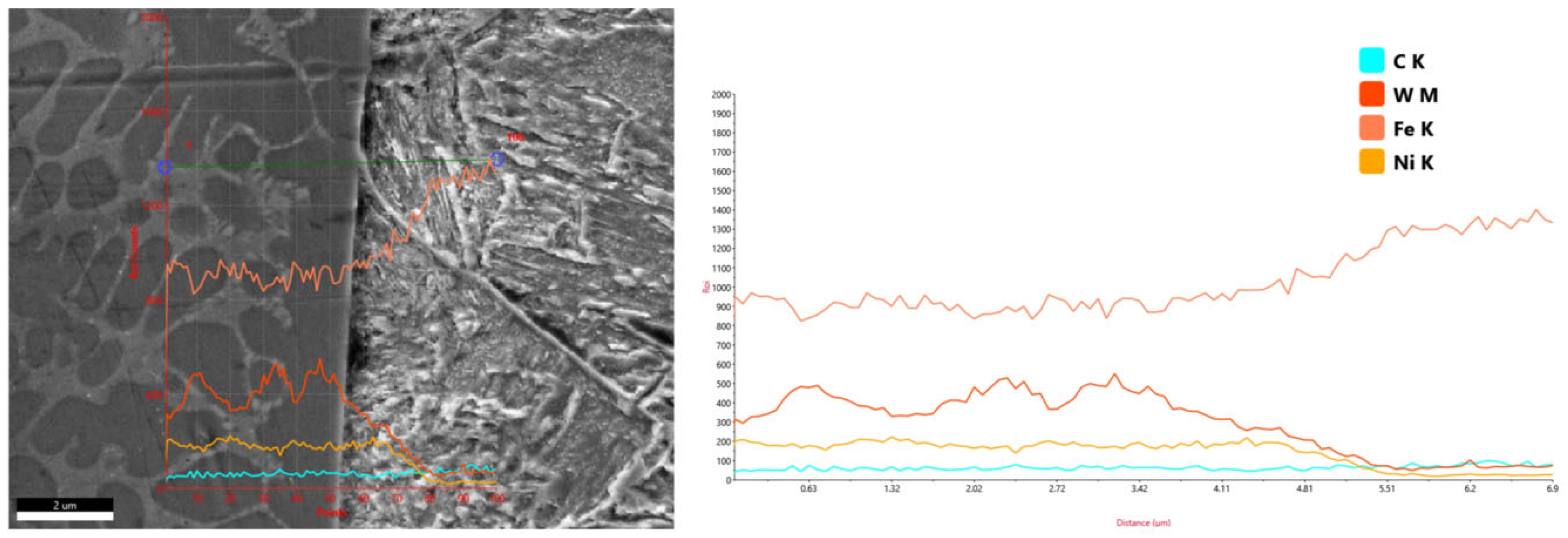
Figure 8.
sample 2 Line scan from hardface layer to steel; indicates high carbon martensite in interface drastic tungsten drop at interface.
Figure 8.
sample 2 Line scan from hardface layer to steel; indicates high carbon martensite in interface drastic tungsten drop at interface.
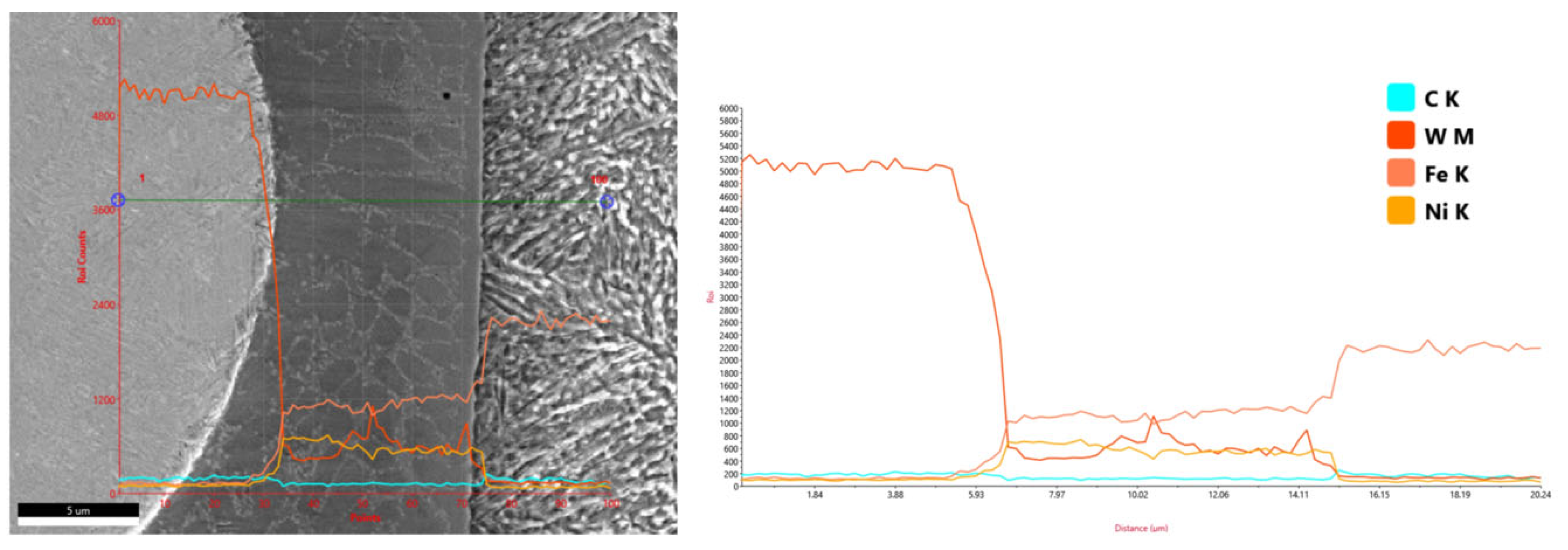
Figure 9.
sample 2 Line scan from hard-face layer to steel; indicates high carbon martensite in interface drastic tungsten drop at interface.
Figure 9.
sample 2 Line scan from hard-face layer to steel; indicates high carbon martensite in interface drastic tungsten drop at interface.
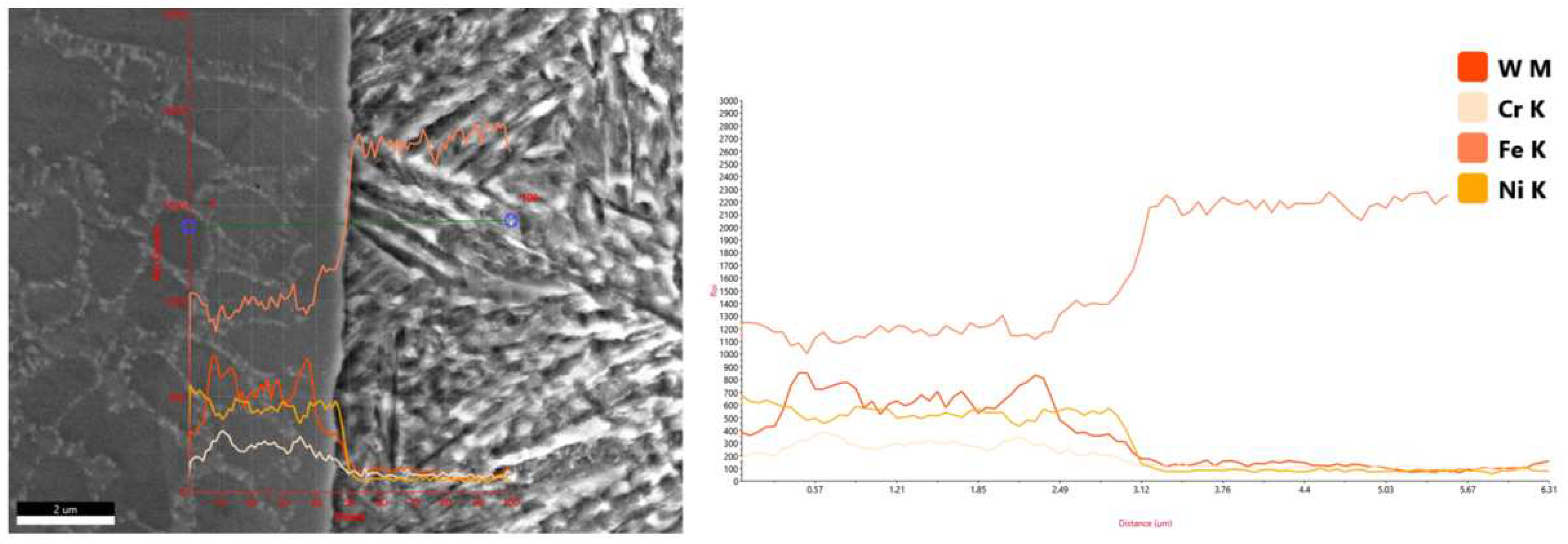
Figure 10.
Hardness profile of samples 1, 2, 3, indicating a dip at the interface.
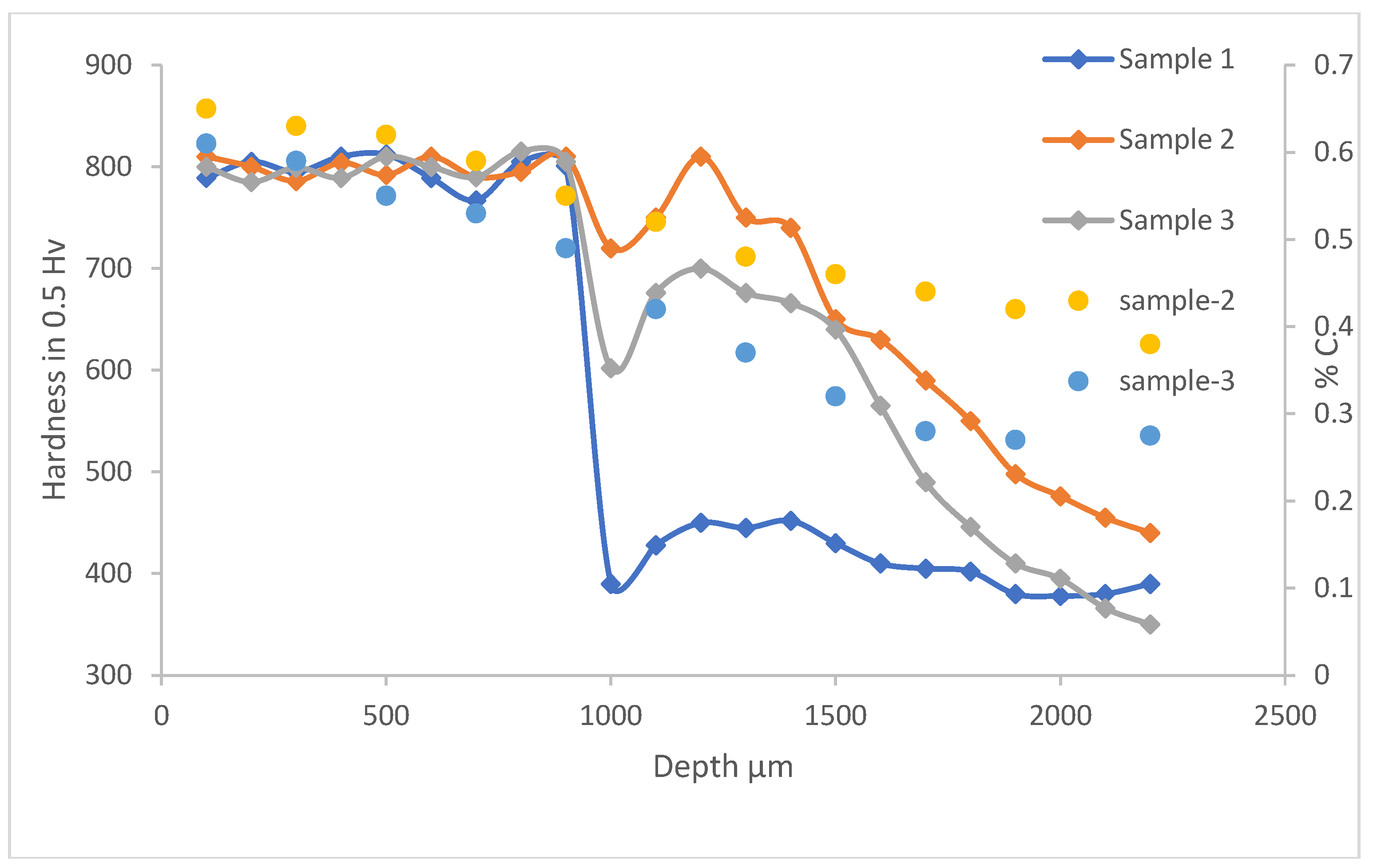

Table 1.
Chemical compositions of feedstock materials.
| Elements (wt.%) | ||||
|---|---|---|---|---|
| Ni | Cr | B | Si | |
| NiCrBSi | 78 | 10-15 | 1.5-3.0 | 3-5 |
| WC | 60 | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



