
Submitted:
19 October 2023
Posted:
21 October 2023
You are already at the latest version
Abstract
Currently, in a context of biorefinery and bioeconomy, lignocellulosic biomass is increasingly used to produce biofuels, biochemicals and value-added products. Microwaves and ultrasounds are emerging techniques that enable efficient and environmentally more sustainable routes in the transformation of lignocellulosic biomass. This review is divided into four parts. In Part I, the theoretical foundations of microwaves and ultrasounds are revisited. Dielectric constants for biomass, factors that influence pre-treatment, are some of the subjects addressed. In Part II, the effects that these technologies have on lignocellulosic biomass (on the size and surface area of the particle; on the content of lignin, hemicellulose and cellulose; on the crystallinity index of cellulose; on the effect of solubilization of organic matter; on hydrolysis and reduction of sugars) are analyzed. In Part III, emphasis is given on how microwaves and ultrasounds can contribute to the achievement of value-added products. In this context, several examples of liquefactions and extractions are presented. Part IV describes examples of sonocatalysis of lignocellulosic biomass to obtain value-added products such as for instancethe production of furfural, which is significantly reduced by ultrasound.
Keywords:
microwaves
; ultrasounds
; lignocellulosic biomass
; pretreatments
; sonochemistry
1. Introduction
Lignocellulosic biomass is the most abundant resource in the world. The availability of non-food biomass is estimated to be 170 – 200 x 109 tons per day [1]. In the current context of biorefinery and bioeconomy, lignocellulosic biomass is increasingly used to obtain various alternative products to those of petroleum origin, namely biofuels, biochemicals and value-added products. Lignocellulosic biomass has a compact and robust structure that has been developed to acquire natural resistance in cell walls and protect itself from external attacks, microbes, and enzymes. This resistance is called biomass recalcitrance [2,3,4,5]. Due to recalcitrance, lignocellulosic biomass must be pre-treated before being used for the synthesis of new bio-based products or biofuels. The goal of these pretreatments is to deconstruct the compact and recalcitrant structure of lignocellulosic biomass [3,5,6,7].
Pre-treatments can be subdivided into four categories, depending on the approach: 1-physical: mechanical extrusion, grinding, microwave, ultrasound, pyrolysis and pulsed electric field, 2-chemical: acid, alkaline, ozonolysis, organosolv, ionic liquids, deep eutectic solvents, 3-physical chemicals: steam explosion, liquid hot water, wet oxidation, pretreatment with sulfite to recover lignocellulosic recalcitrance (SPORL), carbon dioxide explosion, and ammonia fiber explosion (AFEX) or 4- biological: enzymatic, microbial and fungal [3,6,8,9,10,11,12,13]. Depending on the type of biomass, the most appropriate pretreatment is selected. Often, it is necessary to do a hybrid pretreatment, that is, a pretreatment that results from the combination between different types of pretreatments [8]. Each pre-treatment has its drawbacks. Numerous studies have been published that describe, in detail, the specific drawbacks of each of the pretreatments (physical, chemical, physical-chemical, or biological)[2,13,14,15,16]. It should be noted that despite the large number of publications on the advantages and disadvantages of different types of pre-treatments, when applied to lignocellulosic biomass no pre-treatment was identified as being the best of all [15,16]. Nor would this be possible, because as it will be discuss, the results of a pretreatment vary from biomass to biomass.
Currently, with the development of the biorefinery and the circular bioeconomy, new pre-treatment routes for lignocellulosic biomass are being obtained that are in accordance with the principles of Green Chemistry[14,15]. In this context, processes and routes are researched that simultaneously obey four requirements: do not consume too much energy; do not use toxic or dangerous solvents; minimize waste and are economically profitable [14,15]. In the search for approaches that comply with these requirements, many studies on pretreatments for lignocellulosic biomass have been published. Recent publications mention as emerging technologies for the pretreatment of lignocellulosic biomass the following: ultrasound, microwaves, electron beams, gamma rays, high pressure homogenization, high hydrostatic pressure treatment and also the pulsed electric field [15,17,18].
This work focuses on the application of microwaves and ultrasounds as emerging techniques for lignocellulosic materials. Still, there are many challenges to the use of these technologies to lignocellulosic biomass on an industrial scale. However, it should be noted that ultrasounds have already been used in the food industry for several years [19].
This work is structured in four parts. In Part I, the basic principles of microwave radiation and ultrasound are presented. With regard to microwave technology, an approach is made to its basic principles; the distinction between conventional and microwave heating; the description of the heating mechanisms, by microwave; exploiting the advantages and disadvantages of this type of heating; the exploration of the behavior of lignocellulosic biomass when subjected to microwave radiation; the factors that influence the dielectric parameters of biomass; as well as the discussion of issues to consider in a microwave pretreatment for lignocellulosic biomass are some of the subjects exposed. Regarding ultrasound, the phenomenon of cavitation is described, the physical and chemical effects of cavitation on lignocellulosic biomass are discussed, and the parameters to be considered in an ultrasonic treatment are discussed. Part II presents the main effects of microwave radiation and ultrasound on lignocellulosic biomass, and there are also some examples of stand-alone or combined pre-treatments in which these effects have been evaluated. In the selection of these examples, the criterion was to present, in addition to autonomous pre-treatments, the combined ones, which use microwaves or ultrasounds, also to select pre-treatments of various categories (which use acids, alkaline solutions, ionic liquids, ammonia, without vapor explosion, among others), to give an overview of the applicability of these two emerging technologies to various routes. In this part, the effects that microwaves and ultrasounds have on lignocellulosic biomass are discussed, namely: on the size and surface area of the particle; lignin, hemicellulose, and cellulose content; in the cellulose crystallinity index; the effect of solubilization of organic matter and the hydrolysis and reduction of sugars. In Part III, emphasis was placed on how microwaves and ultrasounds can contribute to the production of value-added products from lignocellulosic biomass. In this part, several examples of liquefactions (under moderate conditions, pressure, and temperature) and solvent extractions in which microwaves and ultrasounds were used are presented. Only examples of extractions that have the common objective of obtaining phenolic compounds from lignocellulosic biomass are presented. Finally, in Part IV, the main sonocatalysis involved in obtaining value-added products from lignocellulosic biomass are presented. The examples presented are laboratory bench studies that are being developed, to then be implemented on a pilot scale and then on an industrial scale. The objective of this work was to gather a set of studies and conclusions on the application of microwaves and/or ultrasounds in lignocellulosic materials. This review presents: 1) dielectric constants, dielectric losses, tangents of electrical losses and depths of penetration, of microwaves, for various lignocellulosic biomasses, for example: for seeds of Karanja [20]; 2) microwave-assisted liquefactions, by ultrasonic or hybrid (assisted simultaneously by microwaves and ultrasounds) carried out with lignocellulosic biomass for the preparation of value-added products, for example: liquefaction, assisted by microwave, made to bamboo sawdust, to obtain a polyol, for subsequent preparation of polyurethane foams, which was carried out in 8 minutes and with a yield of 78% [21]; 3) microwave-assisted, ultrasonic or hybrid extractions, performed with lignocellulosic biomass, for the extraction of phenolic compounds for example, microwave-assisted extraction of phenolic compounds from coriander leaves is carried out in 4 minutes [22]; 4) sonocatalysis reactions performed on lignocellulosic biomass for the preparation of value-added products. A several examples of the synthesis of 5-hydroxymethylfurfural (5-HMF) are cited for this purpose, one of which starts from banana peels [23].
2. Basic principles of microwaves and ultrasounds (Part I)
2.1. Microwaves radiation
Microwave radiations are non-ionizing radiations that in the electromagnetic spectrum lie between radio waves and infrared. Microwaves, like all electromagnetic waves, are composed of two fields perpendicular to each other, the electric and magnetic fields, which oscillate in the frequency range from 300 GHz to 300 MHz, which corresponds to the wavelength of 1 mm and 1m, respectively [25,26]. These radiations are classified as non-ionizing, because they do not have enough energy to remove electrons, from the molecules or atoms, on which they fall, and can only increase their kinetic energy, which translates into an increase in temperature [24].
The microwave radiations used at the industrial level have the frequency 915 MHz, which allows a more uniform heating and a transformation efficiency into heat of 85% [24,25]. For the common microwave kitchen ovens, the frequency normally used is 2.45 GHz and its efficiency is 50% [24,25]. Most microwave reactors used for chemical synthesis, too, are 2.45 GHz [25]. Microwave photons are non-ionizing because they are low in energy, unlike gamma-ray or X-ray photons that are ionizing. In the literature, the value 0.09 cal/mol and 0.23 cal/mol are mentioned for the energy of microwave photons of frequencies 915 MHz and 2.45 Hz, respectively [26]. In the literature is indicated the value 0.03 Kcal / mol, for the energy of photons of microwave radiations, it is also pointed out that the energy of chemical bonds varies between 20 to 50 Kcal / mol [8]. The comparison of these values shows why microwaves are non-ionizing.
From a historical point of view, it is important to note that microwaves began to be used in industrial applications around the year 1980 [8,27]. And it was 1949 that Engineer Percy L. Spencer discovered that microwave radiation can heat materials [8,14]. But the first theory about the interaction of microwaves with matter was elaborated, around the year 1954, by Von Hippel [8,14].
2.1.1. Conventional heating and microwave heating
There are several differences between conventional heating and microwave heating. In conventional heating, the wall of the container is heated first, and only then is the material inside it heated (according to profile A, from Figure 1). In microwave heating, the process is reversed, first heating the interior of the material (according to profile B, Figure 1).
There are several studies that mention the advantages of heating, of lignocellulosic biomass, by microwave, compared to conventional heating [8,15,26,28,29,30]. Table 1 summarizes some of these advantages.
However, the heating of lignocellulosic biomass by microwave incidence also has disadvantages. The existence of materials that have low absorption, the presence of materials whose dielectric properties change with temperature, and the occurrence of heterogeneous materials (in composition, shape and/or size range), are some of these disadvantages. The existence of heterogenous materials has as a consequence the differentiated absorption of heat, and then a local overheating and the formation of the so-called "hot spots" can occur [8,14,24,26]. This phenomenon of the formation of "hot spots" can be minimized by increasing the size of the cavity, working at a higher frequency or by coupling an agitator/turntable [24].
2.1.2. Microwave heating mechanisms
Microwave heating is a non-contact energy transfer process that can be accomplished by two distinct mechanisms: dipole rotation and ion conduction (Figure 2)[8,14,25].
In the case of polar molecules, these molecules have a tendency to orient according to the alternating electric field of the microwave radiation, and this generates heat due to rotation, as it causes friction and collision between the molecules [8,14,25]. This mechanism is called dipole rotation (Figure 2-A). This mechanism occurs in polar molecules that have permanent dipoles, but also in molecules with induced dipoles [25]. In the case of ions, the interaction with the alternating electric field causes these charged particles to move, constantly changing direction, that is, they move back and forth, which has as a consequence a local increase in temperature, due to friction and collision between the ions [8,14,25]. This mechanism is called ion conduction heating (Figure 2-B). This ion conduction mechanism has more influence on heat generation than the dipole rotation mechanism [25]. It should be pointed out that the electric field is called alternating, because its direction is constantly changing. For a frequency of 2.45 GHz, the direction of the electric field oscillates about 4.9 billion times, every second [28].
2.1.3. Behaviour of materials in relation to microwave radiation
To evaluate the behavior of materials in the face of microwave radiation, there are three parameters: the dielectric constant (, the dielectric loss (), and the dielectric loss tangent (tan ).
The dielectric constant (, relates to the ability of molecules to be polarized by an electric field. In other words, it is about the ability to store electromagnetic energy [2,25,29]. This quantity depends on the molecular mass and geometry of the molecule [8].
Dielectric loss (), measures the ability of a material to convert energy into heat [2,25,29]. The lower the dielectric loss for a material, the lower its ability to absorb microwaves [26,27]. The decreases with increasing temperature [8,26].The fact that the electrical loss decreases with temperature makes this parameter possible to be modified by changing the temperature [8].
The dielectric loss tangent (tan results from the mathematical relationship between these properties so is a dimensionless parameter. Reveals the ability of a material to be heated by microwave [8,25]. If this parameter is null it means that this material does not heat up with the incidence of microwave radiation [8,26,30].
According to the behavior of the materials in the face of microwave incidence, the materials can be classified into three categories: dielectric, conductive and non-conductive [8,26,30]. Table 2 presents the characteristics, the dielectric loss tangent and examples, for conductive, non-conductive and dielectric materials.
According to the literature, lignocellulosic biomass can be classified as a low-loss dielectric material, which in other words, means that biomass absorbs microwave radiation, but with some difficulties [25,29].
Another important parameter, which reveals the behavior of a material affected by microwave radiation, is the depth of penetration, Dp. This parameter estimates how deep microwave radiation reaches a given material and can be predicted by the following expression [29].
(λ0- is microwave wavelength in free space)
For water the depth of penetration is 1.4 cm, at temperature 25 °C, but increasing the temperature to 90 °C, increases it to 5.7 cm (maintaining frequency of 2.45 GHz and temperature of 25 °C [25].
2.1.4. Behavior of lignocellulosic biomass in relation to microwave radiation
The behavior of lignocellulosic biomass in the face of microwave radiation depends, as mentioned earlier, on the parameters: , tan and Dp.
It is therefore essential to know the values of these parameters for lignocellulosic biomass when applying a microwave treatment. In the literature, there are examples of evaluation of these parameters for the various biomass, for examples: palm bark and fibers [28]; empty fruit bunches [31]; tropical wood [32]; banana fibers with polyurethane [33]; pinewood blocks [30]; and pinewood and arabica coffee [34]; hay [35] and karanja seeds [20]. Table 3 shows the dielectric constants, dielectric losses, dielectric loss tangents and depths of microwave penetration for various biomasses.
As shown by the examples in Table 3, the dielectric properties vary according to the type of biomass.
These dielectric parameters are not constants, depend on temperature [27]. Regarding the loss tangents, for the various biomass presented in Table 3, it is necessary to highlight that of Karanja seeds [20]. These seeds exhibit the value of 1.3 for the dielectric loss tangent (tanδ) (at 2.45 GHz). This value is the highest known loss tangent value for lignocellulosic biomass. This makes this biomass ideal to be used in microwave pyrolysis for biodiesel production and alsobecause these seeds are not edible.
The values of the dielectric constants of biomass depend on its humidity. The values of the dielectric parameters relative to the empty fruit bunch, in Table 3, are for 18% of humidity [31]. But if the moisture of the empty fruit cluster, instead of 18 % is 64%, the dielectric constant and the dielectric loss tangent change from 6.4 to 57.4 and from 1.9 to 18.6, respectively.
There are several studies on the dielectric parameters of biomass. In one study, researchers Salema et al. measured the dielectric properties of five different agricultural and forest residues (palm bark, empty fruit cluster, coconut husk, rice husk and wood sawdust) from room temperature to approximately 700 °C [29]. This study mentions that the dielectric constants decrease slightly during the drying phase (from 24 to 200 °C); during pyrolysis the dielectric constants continue to decrease (from 200 to 450 °C), but after 450 °C, the dielectric constants increase significantly. These researchers concluded that the dielectric constants depend on the type of biomass and vary during drying and pyrolysis, as theys vary non-linearly with temperature.
In another study, the parameters and tan δ were measured for different lignocellulosic fibers (residual lemon, medlar, palm and olive leaves), for a frequency range from 10 Hz to 8 MHz, and the following conclusions were reached: with the increase frequency of the microwaves, the dielectric constant decreases, but the loss tangent only decreases, until it reaches a minimum and then remains constant [36]. It was verified that all fibers exhibited the same behavior. This work was quite innovative, as it was the first time that these dielectric parameters were measured for lignocellulosic fibers, at room temperature with a frequency of 10 Hz to 8 MHz, for peak voltage 1 V, and from 10 Hz to 100 KHz for peak voltage 5 V. It was concluded that these dielectric parameters depend, in a marked way, on the frequency. These researchers subdivided dielectric materials into four categories, namely: homogeneous (when the electrical properties are independent of position); dispersives (when the electrical properties depend on the frequency variations of the electric field); isotropic (when they are not affected by the direction of the applied electric field) and linear (when they are independent of the strength of the applied electric field [36]. They classify lignocellulosic biomass as a dispersive material, with a good degree of homogeneity and linearity.
In the treatment of lignocellulosic biomass solvents are usually used. A group of researchers studied the incidence of microwaves in water, acidic water, alkaline water and an ethanol-water mixture and concluded that the best solvent for the absorption of microwave radiation is water [37]. In fact, it is known that the presence of water inside the materials facilitates their heating and that humidity influences the dielectric properties, as it influences the Dp [8].
It is also important to know the parameters: tan δ, of the solvents used in the treatments, assisted by microwaves. Therefore, the values of the dielectric parameters are indicated in Table 4.
The higher the tan δ, the more polar is the solvent and the more easily it heats up, by the action of microwaves. The analysis of Table 4 shows that water is the best microwave absorber (as previously mentioned). In microwave-assisted pretreatments, usually applied to lignocellulosic biomass, the most commonly used solvents are: water; acid solutions; base solutions; deep eutectic solvents and ionic liquids (as it will be seen later)[38]. For these solvents, before being used, it is advisable to know the dielectric parameters.
2.1.5. Microwave absorbing materials to add to lignocellulosic biomass
Since lignocellulosic biomass does not absorb microwave radiation well [29], microwave-absorbing materials, that is, materials with high tan δ, should be added to the biomass, such as, for example, before pyrolysis is carried out [25]. Microwave-absorbing materials are carbon-based solid materials and metal oxides. In the category of metal oxides, the most used are: CuO, MgO, Fe2O3, Al2 O3 and SiO2 and in the category of carbon-based solid materials the most common are coal, activated carbon, coke, graphite and silica carbide (SiC) [25,31,39,40].
Microwave-assisted pyrolysis is not the subject of this review. However, for a better understanding of the behavior of lignocellulosic biomass when subjected to microwaves, the advantages and disadvantages of these two types of microwave-absorbing materials are presented below.
With regard to carbon-based solid materials, the researchers point to three advantages, namely: 1) the increased absorption capacity of microwaves of bulk materials; 2) increased heat transmission to surrounding materials; 3) Increased heating rate, to low microwave powers [25]. Carbon-based solids are good microwave absorbers, so they have high Dp values when compared to metals. Activated carbon, for example, has Dp of 0.7 to 3.43 cm and for silver has Dp is 1.3 (values for frequency 2.45 GHz and room temperature [25]. As for the disadvantages of adding carbon-based solid materials they can influence yields and alter the products you want to obtain [25].
Adding metal oxides to lignocellulosic biomass to make it more microwave-absorbing also has advantages. Three advantages are mentioned in the literature, namely: 1) the increase in the absorption capacity of microwaves; 2) increasing the rate of warming and 3) "improving the devolatilization" of biomass [25].
2.1.6. Factors to consider in a microwave pretreatment for lignocellulosic biomass
As was evident in the previous sections of this review, there are several factors that affect the heating of lignocellulosic biomass when subjected to microwaves, so these factors should be studied in detail beforehand. Prior knowledge of dielectric properties (tan δ and Dp ) of the lignocellulosic biomass is important not only for a better understanding of the microwave heating process, but also for a proper sizing for the necessary equipment [29]. A recent review summarizes seven factors that affect the heating of lignocellulosic biomass by microwaves, namely: 1) the dynamics of dipole biomass molecules; 2) the composition and size of the biomass; 3) the induction current of magnetic materials present in the biomass and the ionic conduction of electrolytes; 4) reaction time (residence time) and heating rate; (5) the moisture content of the biomass; 6) the power of the microwave and 7) the depth of penetration [3]. Therefore, in the selection of a microwave pretreatment, or in the sizing of a microwave equipment, these are the variables to be considered.
Being several factors that influence the behavior of lignocellulosic biomass, when subjected to microwave radiation, and these factors being interconnected with each other, it becomes difficult to find the best conditions, for a given pre-treatment, by microwave. In order to overcome this barrier, a a computer simulation, on the Comsol Multiphysics platform, with Maxwell's mathematical equations and the heat transfer equation was recently developed, to simulate microwave heating for three types of lignocellulosic biomass: sugarcane bagasse, palm oil and green algae [26]. The goal was to find the best conditions for microwave pretreatment for the three types of biomass, and they concluded that these conditions depend on temperature, humidity (from 20 to 80 %), volume (from 10-5 to 100×10-5 m3) and the shape of these samples (cylindrical or spherical). This work allowed to reach several conclusions, namely: 1- the selection of the microwave power is fundamental to find the best conditions (temperature, humidity, volume and shape of the sample) 2- so that there is a homogeneous temperature distribution profile inside the sample, the sample size and the penetration depth (Dp) have to have dimensions of the same order of magnitude; 3- materials with high values of dielectric constants (ε,) and dielectric losses (ε,,) will have low penetration depth values (Dp); 4- The distribution of the electric field depends on the geometry of the sample, the humidity and also the type of biomass and 5- the power absorbed by the sample increases with its volume, but decreases with the quotient its surface/volume.
2.1.7. The reasons justifying microwave absorption and lignocellulosic biomass recalcitrance
As already discussed, lignocellulosic biomass is a dielectric material, that is, it absorbs microwaves. The main reasons that justify the absorption of microwaves by lignocellulosic biomass are the presence of water and the polarity of the macromolecules that make up the biomass (cellulose, hemicellulose and lignin). With regard to polarity, it is the polarity of the macromolecules from the biomass that leads to their heating, when microwave radiation falls on these macromolecules (dipole rotation mechanism, already discussed earlier).
It is important to emphasize that the polarity of the constituent macromolecules of biomass is due, in part, to hydroxyl groups (OH-) [8,14]. These hydroxyl groups establish hydrogen bonds, within the polymers of the biomass, but also between these polymers (intrapolymer and interpolymer bonds, respectively) [5]. It is the set of all these cross-links, intrapolymers and interpolymers, that gives robustness to the lignocellulosic biomass and makes it recalcitrant, that is, difficult to deconstruct (Table 5).
The lignocellulosic biomass has a cross-linked and complex structure that gives it recalcitrance, in a review, the researchers listed the factors responsible for the recalcitrance of biomass, namely: the crystallinity of cellulose, the degree of polymerization, the size of the particle, the size and volume of the pores, the accessible surface area and the complexity of the components of the biomass [5]. Before lignocellulosic biomass is used in the synthesis of bio-based products or biofuels, it has to be deconstructed, and this is the main function of any pre-treatment (Part II). The deconstruction of lignocellulosic biomass by incidence of microwave radiation is possible because microwaves force the dipole macromolecules of biomass to align with the oscillating electric field, which results in the rupture of hydrogen bonds and the breakdown of cell walls [40].
2.2. Ultrasounds and two categories of ultrasounds
The sounds of the sound spectrum can be classified, according to frequency (f), into three groups: infrasounds (f < 20 HZ), audible sounds (20 Hz < f < 20 kHz) and ultrassouns (f > 20 kHz). In turn, ultrasounds can be subdivided into two categories: 1) low to medium frequency waves (20 - 100 kHz) also, called "power ultrasounds" and 2) High frequency waves (3 - 10 MHz), also, called "diagnostic ultrasounds". Table 6 summarizes some of the main differences between the two categories of ultrasonics [27,41,42].
When a treatment with ultrasound, to the lignocellulosic biomass, the ultrasounds that are used are those of low and medium frequency.
2.2.1. Basic principles of cavitation
An ultrasound is a cyclic pressure wave, consisting of compression zones and rarefaction zones, alternating, in space and time. When an ultrasound (of low or medium frequency) propagates inside a liquid, the phenomenon of acoustic cavitation occurs. This phenomenon originates in a zone of rarefaction (or zone of negative pressure) that when propagating inside a liquid, forces its particles to separate, thus generating cavities or bubbles. As the wave travels through the liquid, the bubbles grow for successive cycles until they reach an unstable size and then suffer a violent collapse [43,44,45,46].
Briefly, the phenomenon of acoustic cavitation has three phases: 1) the formation of the bubble; 2) the rapid growth of the bubble, during the successive alternating compression-rarefaction cycles, until it reaches an unstable size and 3) the violent collapse of the bubble inside the liquid (Figure 3).
In most situations, after the collapse of the bubble new smaller bubbles result and the cavitation cycle repeats.
In the collapse of the bubble, the temperature and pressure inside it can reach very high values. The literature suggests temperature values between 500K to 15 000K and pressure values from 100 atm to 5000 atm) [3]. Researchers say the life cycle of a bubble can last only a few microseconds [2] and that the rate of warming can reach 1010 kelvins per second! [45]. Bubble collapse is a violent phenomenon that causes points of high temperature and pressure, called "hot spots". It is the "hot spots" that are the theoretical foundation of any pre-treatment, by ultrasound [43].
From the historical point of view, the phenomenon of cavitation was discovered in the year 1895 by Thomycroft and Bamby, but it was not until the year 1917 that the first mathematical model of the phenomenon was realized and disseminated by Lord Rayleigh [45].
2.2.2. Factors that influence the cavitation of lignocellulosic biomass
The phenomenon of cavitation when applied to lignocellulosic biomass is a complex phenomenon that depends on numerous factors, such as the physical properties of the solvent used in the pretreatment, viscosity, surface tension and volatility [4,47]. The literature states that the phenomenon of cavitation occurs preferably in liquids with low volatility, medium viscosity and high surface tension [47]. But in addition to these factors, in a pre-treatment by ultrasound, it is necessary to consider the frequency of the ultrasounds, the sonication time and the acoustic power of the ultrasounds, but also, the geometry of the reactor (it is different to be ultrasonic bath or to be in probe) [11,42,44,47]. Temperature is also a factor that has an influence when applying an ultrasonic treatment to lignocellulosic biomass [42]. In aqueous solvents cavitation is maximum for low temperatures, but for high temperatures solvents are not aqueous [44].
In addition to these factors, the effectiveness of an ultrasonic pretreatment also depends on the type of lignocellulosic biomass. Studies show that the same treatments, when different biomasses are applied, lead to different experimental results [44]. For this reason, when optimizing a treatment route for a given biomass, this route is only suitable for that biomass [44]. The same route applied to other biomass may prove to be ineffective.
Thus, briefly, it can be stated that the effectiveness of ultrasonic pretreatment depends on the following factors: the properties of the solvent (viscosity, surface tension and volatility); the characteristics of ultrasounds (frequency, sonication time and power); the operating temperature, and also the biomass.
2.2.3. Physical effects and chemical effects of ultrasound on lignocellulosic biomass
The effects that ultrasounds have on lignocellulosic biomass are very complex, but can be subdivided into two groups: the physical (or mechanoacoustic) effects and the chemical (or sonochemical) effects [2,44,45,47,48]. The physical effects, during cavitation, are the formation of strong shear forces and the creation of microjets [47,49]. Shear forces and microjets are the consequence, respectively, of symmetrical cavitation (usually spherical) or asymmetric cavitation [47]. Microjets form when cavitation occurs on the surface of a solid particle larger than the bubble [44]. It is important to mention that microjets can reach projection speeds of hundreds of kilometers per hour [44].
As for the chemical effects of ultrasound, the formation of several radicals stands out [2,43,44,45]. The most important free radicals to consider are those that result from the ultrasonic decomposition of water, the OH. hydroxyl radical. and the hydrogen radical H. [49]. Note that these radicals can form, again, water, or else, the two hydroxyl radicals can react with each other and form hydrogen peroxide [44,45]. But the dominant species is the hydroxyl radical, as its reduction potential (+ 2.06V) is higher than that of hydrogen peroxide (+ 1.78V) [41]. In addition to these radicals, others can form depending on the solvent applied in the ultrasonic treatment. In the literature are listed as eight, the techniques to measure the concentration of the various radicals resulting from cavitation [41].
Although the formation of radicals is the most relevant chemical effect, inside the bubbles generated in cavitation, the temperature and pressure are high and can cause luminescence phenomena [44].
The shear forces and the formation of microjets at high speeds lead to the detachment and destruction of the chemical bonds between the macromolecules of the lignocellulosic biomass [4]. While the oxidizing radicals, resulting from cavitation, trigger numerous chemical reactions, which promote the decomposition of the macromolecules that make up the lignocellulosic biomass and which are catalyzed by ultrasound (Part IV exposes the main reactions triggered by ultrasound, in the lignocellulosic biomass).
Still, regarding the effects of acoustic cavitation, it is noteworthy that the main general physicochemical effect is the promotion of mass and energy transfers and as a consequence the increase in the speed of the chemical reactions involved [4,50]. This is due to the fact that acoustic cavitation promotes the localized increase of temperature and pressure, in very short time intervals, which in addition to the turbulence and intensity of the shear forces and microjets, can cause morphological changes in the lignocellulosic biomass, as well as an increase in the speed of the chemical reactions involved [3]. As for changes in the lignocellulosic structure due to ultrasonic pretreatment, as examples, the breakdown of the ∝-O- 4 and β-O-4 bonds of the lignin is mentioned [14,49] and the rupture of ether bonds between hemicellulose and lignin [14].
3. Pre-treatments with microwave and/or ultrasound (Part II)
3.1. The types of microwave and/or ultrasound pretreatments
The main microwave-assisted pre-treatments for lignocellulosic biomass arethose that use: water; acidic solutions; alkaline solutions; deep eutectic solvents or ionic liquids [38]. Regarding ultrasound-assisted pre-treatments, there are the autonomous and those who use: water; acidic solutions; alkaline solutions; ionic liquids; organic solvents; salts; enzymes or TiO2 [38].
The function of pretreatments is to deconstruct lignocellulosic biomass and obtain its functional chemical groups to produce biofuels, and bio-based products, as an alternative to petroleum products.
3.2. Physical effects and chemical effects of ultrasound on lignocellulosic biomass
As already mentioned, when microwave radiation is applied to lignocellulosic biomass, the existence of water in the biomass makes it more absorbing [8,39] Another factor that contributes to the absorption of microwaves is the existence of ions [8,39]. Microwave absorption can also be increased by adding absorbing materials (as seen in Section 2.1.5). The objective is that the biomass macromolecules (lignin, hemicellulose and cellulose) when subjected to microwaves, undergo dipole rotation, so that there is rupture of the bonds and the lignocellulosic structure.
Similarly, when subjected to ultrasound, there is the phenomenon of cavitation that also leads to the same consequence, the rupture of the lignocellulosic structure.
Thus, the effects that ultrasounds or microwaves cause on lignocellulosic biomass are similar. There are five main effects, namely: 1- effect on particle size and surface area; 2- effect on lignin, hemicellulose and cellulose content; 3-effect on cellulose crystallinity index; 4- effect on the solubilization of organic matter; 5- Effect on hydrolysis and reduction of sugars [40,43,51,52].
Next, examples that show each of these effects are presented and discussed.
3.2.1. Effect on particle size and surface area
A group of researchers looked at the effects of an alkaline, microwave-assisted pretreatment when applied to residues from the herbal extraction process [53]. For this, they measured the particle size and the specific surface area, under four different conditions: without pre-treatment; with alkaline pretreatment; with pre-treatment with water, assisted by microwave, and also, with alkaline pre-treatment, assisted by microwave. In this study, the alkaline pretreatment, assisted by microwaves, was the most effective in reducing particle size (from 197.0 to 163.5 μm) and increasing specific surface area (from 0.38 to 0.63 m2g-1) (Table 7). Thus, alkaline pretreatment, assisted by microwave, was the best route to increase the surface area. The objective of this study was to find a route leading to the largest surface area, and then with microorganisms, if biogas is produced [53].
Another group of researchers studied the conversion of microcrystalline cellulose, with various sizes, treating it with NaOH, with and without microwaves. They concluded that using only the alkaline pretreatment, the surface area of the particles increased by 56%, but if this pretreatment was assisted by microwave (P = 800 W) and for 20 minutes, the increase was 75% [54].
In the study by Khanal et al. [55] The ground corn paste was subjected to ultrasounds to increase liquefaction in ethanol production. In this work the corn paste samples were submitted to pre-treatment with ultrasounds and there was a 20-fold increase in particle size in relation to the control
González-Fernándes et al. did a study in which they applied ultrasound, frequency 20 Hz, of five different energy levels, for 15 min, to Scenedesmus microalgae and analyzed the particle size distribution [56]. For untreated biomass, the first peak in the size distribution profile was 7.4 μm while with pre-treatment with ultrasound this peak changed to 5.1 μm (Table 7).
Recently, microwave expansion pretreatment was used to extract hemicellulose from hemp stalk [57]. This work had two parts: in the first part, the microwave expansion (MEP) was done and in the second, the microwave-assisted alkaline extraction process (MAAE) was performed. To perform the MEP, the hemp stalks were peeled and placed with an alkaline solution of ammonium bicarbonate (NH4HCO3) in a microwave and only then, the MAAE was made. The results showed that the specific surface area increased from 1.30 to 1.85 m2 g-1, respectively, without MEP and with MEP (Table 7). In this work the average pore size increased from 10.66 × 10-3 to 13.08 × 10-3 nm. The success of this work is due to the MEP method, in which the ammonium bicarbonate blowing agent decomposed, by microwave heating, into a mixture of gases (NH3, CO2 and H2O). This mixture of gases caused an instantaneous increase in pressure, which contributed to the rupture of the cell wall [57]. These results were achieved with only 3 minutes of microwave incidence (P = 1100 W).
Another groundbreaking work was that in which a group of scientists tested an innovative route of fractional precipitation of cavitation, by means of a negative pressure generated ultrasounds [58]. This method was developed with the aim of purifying (+)-dihydromyricetin. This compound is an important bioactive flavonoid that can be obtained from the medicinal plants Hovenia dulcis and Ampelopsis grossedentata. According to these scientists, fractional precipitation is a simple process based on the difference in solubility. This process has been used for this purpose since 2008, but traditionally it takes 32 hours. In this work the researchers were able to achieve a yield of 97.56% in one minute, using ultrasound. The particle size without treatment and with treatment, went from 14.802 μm (at zero pressure) to 3.719 μm at negative pressure of 200 mm Hg (Table 7). With this work it was demonstrated that the addition of ultrasounds to the fractional precipitation increased the production yield of that flavonoid, to practically 100%, and in addition, it decreased, extraordinarily, the time required.

Table 7.
Effect of microwave radiation and ultrasounds on the size and surface area of the particle.
Table 7.
Effect of microwave radiation and ultrasounds on the size and surface area of the particle.
| Biomass | Pretreatment | Particle size ) |
Specific surface area (m2g-1) | References |
|---|---|---|---|---|
| Residues from the herb extraction process | No treatment | 197.0 | 0.38 | [53] |
| Alkaline (NaOH) | 187.5 | 0.44 | ||
| Water and MW | 179.8 | 0.51 | ||
| Alkaline (NaOH) + MW | 163.5 | 0.63 | ||
| Hemp stalk | No treatment | ………. | 1.30 | [57] |
| With MEP1 | ……. | 1.85 | ||
| Microalgae Scenedesmus | No treatment | 7.4 | N. d. | |
| US | 5.1 | N.d. | [56] | |
| Hovenia dulcis and Ampelopsis grossedentata | No treatment | 14.802 | N.d. | [58] |
| Negative pressure and US2 | 3.719 | N.d. |
1 MEP-Microwave Expansion Pretreatment. 2 Pretreatment with ultrasound- and negative pressure-fractional precipitation method. N.d.- Not determined.
3.2.2. Effect on lignin, hemicellulose and cellulose content
Several studies have shown that the use of microwaves or ultrasounds significantly alters the content of the three main constituents of lignocellulosic biomass (cellulose, hemicellulose and lignin).
Researchers used sugarcane bagasse and made an acidic treatment, assisted by microwave [59]. This acid pretreatment was performed for three different temperatures (130 °C, 160 °C and 190 °C) and for two heating times (5 min and 10 min). Scanning electron microscopy (SEM) was analyzed, where it was observed that with 10 minutes of incidence and 190 °C the lignocellulosic structure was destroyed, so it was concluded that 5 min, at 190 °C, is sufficient. For these ideal conditions, the cellulose, hemicellulose and lignin contents were evaluated, and it was verified, with the application of microwave radiation, almost all the hemicellulose was removed (from 25.97 % to 0.8 %), and that consequently, cellulose content increased (from 52.45 % to 67.31 %) [59] (Table 8).
In another study, three types of pre-treatments were made: alkaline, acidic, and alkaline acid, to Miscanthus Sinensis [60]. All these pre-treatments were assisted microwave. Several temperatures (in the range of 60 °C to 160 °C) and various times of incidence of microwave radiation (from 5 to 60 min) were also tested. In the end, the cellulose, hemicellulose and lignin contents were determined, with and without the application of microwave radiation (Table 8). With the application of microwaves, the amount of cellulose increased, and lignin decreased, in all pre-treatments. However, in terms of hemicellulose content, it decreased in acid pretreatment (from 31.3 to 20.7 %) and in acid pretreatment followed by alkaline (from 31.3 to 18.4 %) but increased slightly in alkaline pretreatment (from 31.3 to 32.9%). It was also verified that it was in the pre-treatment, acid followed by alkaline, and assisted with microwave, that there was a greater removal of hemicellulose (from 31.3 to 18.4%).
In another study, three types of pre-treatments were applied to sugarcane bagasse: ultrasound, ammonia and ammonia combined ultrasounds [61].The results allowed to conclude that the removal of hemicellulose was more effective in the pre-treatment, of combined ammonia ultrasounds (from 32.0 to 19.6 %) (Table 8).
Recently, a study was carried out in which it was applied to the hog plum (Spondias mombin L.) Three types of pretreatments: ultrasounds, nitric acid and nitric acid combined with ultrasounds [62]. The synergistic effect of the acid together with ultrasound, significantly decreased hemicellulose and lignin, from 11.35 to 3.19 % and from 35.28 % to 10.18 %, respectively, and led to an increase in cellulose from 53.74 to 63.15 % (Table 8). FTIR analysis was performed, and it was observed that the characteristic peak of OH elongation was no longer so attenuated, which may indicate depolymerization.
The application of a pre-treatment, assisted by microwave or ultrasound, decreases the lignin and hemicellulose content and increase cellulose content [43,51].This is because hemicellulose, due to its amorphous character, is more easily removed, while cellulose, due to its crystalline character, is more difficult to remove, due to the hydrogen bonds between its microfibers [43]. Once the hemicellulose is removed, in percentage, the cellulose content increases.
3.2.3. Effect on on cellulose crystallinity index
One of the objectives of any pre-treatment is the deconstruction of lignocellulosic biomass, that is, to decrease the degree of polymerization, so that the crystallinity index can be expected to decrease. However, there are studies of pre-treatments, assisted by microwaves and ultrasounds, in which the crystallinity index increases. Several examples are set out below.
In an investigation, microwaves were applied on the following pre-treatments: acid, alkaline, and alkaline followed by acid, to sugarcane bagasse. In all pre-treatments, there was an increase in the crystallinity index from 53.4 to 58.79 %, to 65.29 %, to 53.44 % and to 65.55 %, respectively, for the acid, alkaline, alkaline followed by acid) pre-treatment (Table 9) [63]. While, in another investigation in which only the alkaline pre-treatment, assisted by microwave, to the water hyacinth was carried out, it was verified, the crystallinity index decreased, from 16 to 13 % [64] (Table 9). Thus, the effect of these technologies has on the crystallinity index, is not simple to predict.
An investigation in which a microwave expansion pretreatment (MEP) was used to extract hemicellulose from hemp stalk [57] had two parts, microwave expansion (MEP) and microwave-assisted alkaline extraction (MAAE). The results showed that the crystallinity indices in the stem of the peeled stalk and in the stem with bark decreased, respectively, from 44.96 to 42.83 % and from 54.13 to 50.49 %, with the MEP. (Table 9 only has the values related to the peeled hemp stalk, with and without MEP).
In terms of pre-treatments and treatments it is worth highlighting a promising route developed in black tea residues to obtain microcrystalline cellulose [65]. Researchers have developed a microwave-assisted alkaline peroxide bleaching protocol, briefly the main steps involved are: drying of black tea residues; delenhification for 2 minutes, in the microwave; and then, bleaching with alkaline peroxide performed, also, in the microwave, only 30 seconds. When the bleaching is done with alkaline peroxide, in an oven at 55.ºC during cycles of 90 minutes, the crystallinity index increases from 56.68 to 76.86 %, with microwaves, it can reach 89.77 % (Table 9). This work was pioneering because it discovered a simple microcrystalline cellulose production pathway, and this route can be implemented on an industrial scale [65].
In another study, in which the biomass was water hyacinth, the following ultrasonic pretreatments were performed: only with ionic liquid and with ionic liquid, combined with surfactant (sodium dodecyl sulfate-SDS) [66]. Pre-treatment with ionic liquid was also performed, without ultrasound. It was found that in all pre-treatments the crystallinity index increased (from 19.50 to 32.44 %, to 30.74 % and to 28.50 %, respectively, only with ionic liquid, with ionic liquid assisted by ultrasound and with ionic liquid, with SDS and assisted by ultrasound) (Table 10).
In another work, enzymatic hydrolysis was performed after ultrasonic pretreatment of kenaf powder [67]. Two routes were evaluated: that of the ionic liquid and that of the ultrasound-assisted ionic liquid, and it was found that the crystallinity index decreased, from 49.4 to 38.8 % and to 31.5 %, respectively (Table 10).
In another study, samples of eucalyptus wood were ground and dissolved in different media, namely: soda solution, distilled water, and acetic acid solution, and then subjected to ultrasonic pretreatment for half an hour [68]. It was found that the crystallinity index increased from 31.8 to 34.7 %, to 32.6 % and to 33.4 %, respectively, in soda, water and acetic acid (Table 10). It was also found that the incidence of ultrasounds in wood resulted in a decrease in the content of alkali metals (potassium) and a decrease in the content of alkali (calcium and magnesium).
For biomass the residues of cupuaçu husk was recently studied three ultrasonic routes: aqueous, acidic, alkaline and with ionic liquid [69]. It was found that the crystallinity index, with 30 minutes of ultrasound, increased from 54.3, to 60.0 %, to 63.3 %, to 57.0 % and to 58.2 %, respectively, with pre-treatment: aqueous, acidic, alkaline and with ionic liquid (Table 10).
Table 10.
Effect of ultrasounds on the crystallinity index.
| Biomass | Pretreatment | Operating conditions | crystallinity index (%) | References |
|---|---|---|---|---|
| kenaf powder |
No treatment | 49.4 | [67] |
|
| Ionic liquid | 38.8 | |||
| Ionic liquid +US | P= 35 W f= 24 kHz ∆t = 15 min T= 25 °C |
31.5 | ||
| water hyacinth water hyacinth |
No treatment | 19.50 | [66] |
|
| Ionic liquid | 32.44 | |||
| Ionic liquid + US | P= 100 W f= 20 kHz ∆t = 45 min T= 120 °C |
30.74 | ||
| Ionic liquid +US + SDS1 | P= 100 W f= 20 kHz ∆t = 45 min T=120 °C |
28.73 | ||
| Eucalyptus powder (Eucalyptus grandis) |
No treatment | 31.8 | [68] |
|
| Soda solution + US | P= 300 W f= 28 kHz ∆t = 30 min T= 50 °C |
34.7 |
||
| Water + US | P= 300 W f= 28kHz ∆t = 30 min T= 50 °C |
32.6 |
||
| Acetic acid + US | P= 300 W f= 28kHz ∆t = 30 min T= 50 °C |
33.4 |
||
| Cupuaçu husk (Theobroma grandiflorum) |
No treatment | 54.3 | [69] |
|
| Water + US | P= 100 W f= 40 kHz ∆t= 30 min T= 35 °C |
60.0 | ||
| Acid (HCl) + US | P= 100 W f= 40 kHz ∆t= 30 min T= 35° C |
63.3 | ||
| Alkaline (NaOH) + US | P= 100 W f= 40 kHz ∆t= 30 min T= 35 °C |
57.0 | ||
| Ionic liquid +US | P= 100 W f= 40 kHz ∆t= 30 min T= 35 °C |
58.2 |
1 SDS- Sodium dodecyl sulfate.
There are pre-treatments in which the crystallinity index increases [63,66,68,69] and others in which it decreases [57,64,67]. With a pre-treatment, it is expected that the hydrogen bonds will break and that the cellulose will be more exposed and more susceptible to pre-treatment, and consequently, its crystallinity index will decrease [43,51]. However, there weresome examples where the crystallinity index has increased. Researchers put several hypotheses to what happened, some, think that the microwaves acted better in the amorphous zone of cellulose and not so much in crystalline, which is why the crystallinity index increased [63] others report that the crystallinity index increased because ultrasounds removed lignin and hemicellulose, and then the cellulose became more exposed [68]. In a recent review on ultrasonic processing applied to food waste for value-added products, in most of the examples presented the crystallinity index increases, and the idea is defended that it was because it increased its content [52].
3.2.4. Effect on the solubilization of organic matter
In order to improve the anaerobic digestion of microalgae, researchers compare various types of physical pretreatments, including the incidence of microwaves (P= 900 W, ∆t= 3 min) and ultrasound (P= 70 W, ∆t= 30 min) in this microalgal biomass [70]. These researchers concluded that soluble organic matter, soluble proteins, soluble carbohydrates, and soluble lipids, with pretreatment, with microwave radiation, increased, respectively, 8, 18, 12 and 2 times. With ultrasonic pretreatment, soluble organic matter, soluble proteins, soluble carbohydrates, and soluble lipids increased 7, 12, 9, and 3-fold, respectively (Table 11). This work had as purpose the production of methane, after anaerobic digestion it is important to say that the pre-treatment with microwave incidence had an increase in methane yield by 21 %, however with ultrasound there was no significant increase.
The effect of ultrasound on anaerobic digestion in two types of microalgae was tested in orderto produce methane [71]. The best increase in soluble chemical oxygen demand (sCOD) for the microalgae Tetraselmis suecica was achieved with only 5 s of sonication time and reached 5.13 %. For the microalgae Nannochloropsis oceanic, the best sCOD was 18 %, achieved with 54 s (Table 12). It is concluded that the best algae for methane production is Tetraselmis suecica.
From the analysis, Table 11 and Table 12, it can be concluded that microwave radiation and ultrasound contribute to the breakdown of the cell walls of lignocellulosic materials and consequently to the transfer of organic matter to the soluble phase [40,43,51] which is crucial when the goal is the production of biofuels, such as methane, from lignocellulosic biomass. A review on ultrasonic processing of food waste, with twenty-six studies on the influence of ultrasound on chemical oxygen demand (sCOD) was reported[52].
3.2.5. Effect on the solubilization of organic matter
The main obstacle to the production of biofuels from lignocellulosic biomass is difficulty in hydrolyzing their structural polysaccharides into simple sugars, a step that is necessary for effective further fermentation. In the work of Khamtib et al. [72] an acid pretreatment combined with microwave radiation was used on oil palm trunk in order to produce hydrogen In this work through the Response Surface Methodology (RSM), the optimal conditions for the pre-treatment, assisted by microwaves, were found. With only 7.5 minutes of microwave incidence (P= 450 W), a high yield was achieved in the various sugars: glucose, xylose and arabinose, with a glucose yield of 8.95 g/L (Table 13).
In the work of Zhu et al. [73], the Miscanthus grass was tested at various temperatures, several pre-treatments, assisted by microwaves, namely: aqueous, acidic and alkaline. It was found that for all pre-treatments, regardless of the solvent used, the sugars increased with the increase in temperature, up to 180 °C, but then decreased with the increase in temperature. Another conclusion was that the maximum sugar yield (73 %) was achieved at 180 °C, with acid pretreatment (H2SO4), assisted by microwave. Comparing this result, obtained with microwave incidence (incidence time 20 minutes, but do not refer to the power) with that of the pre-treatment with conventional heating, the researchers claimed to be 17 times higher, and achieved, in half the time.
In another investigation, alkaline pretreatment, combined with ultrasound, was performed to sugarcane bagasse, before the hydrolysis process, for the production of bioethanol [74]. It was found that ultrasonic alkaline pretreatment of only 5 minutes (P= 35 kHz and temperature of 65 °C) increased the production of sugars from 3.62 g/L to 5.78 g/L.
In another study, the residues of cupuaçu (Theobroma grandiflorum) bark were used as biomass for glucose production, with three types of ultrasonic pretreatment: aqueous, acidic and alkaline [69]. The glucose production with the different pre-treatments was: 8.44 g/L, 9.90 g/L and 6.08 g/L, respectively, with the ultrasonic pre-treatments: aqueous, acid and alkaline, and 3.14 g/L without pre-treatment (Table 13). Thus, it was concluded that the best yield, in terms of glucose yield, was the acid pre-treatment. It should be noted that the sugars obtained were subsequently used to prepare 5-hydroxymethylfurfural (5_HMF) and furfural (and the results are discussed in Part III-of this review, Table 16).
Another group of researchers optimized, by central composite methodology, the alkaline pretreatment, assisted by microwave, made from rice straw [1]. After obtaining the sugars, they made the preparation of 5-hydroxymethylfurfural (5_HMF). The optimal conditions found for saccharification were ultrasound power 681 W, temperature 120 °C, sodium hydroxide concentration 0.54 M, and pre-treatment time only 3 minutes (Table 13). Under these conditions they were able to obtain a maximum yield of 350 g of sugars per gram of treated rice straw and a glucose yield of 255 g per gram of treated rice straw. After obtaining the sugars, enzymatic hydrolysis was performed with a microwave 30 min, 120 °C, using as catalyst a compound of titanium magnetic silica nanoparticles. Under these conditions the researchers were able to produce 5_HMF, with 41.1 % yield in half an hour.
An innovative route was hydrotropic pretreatment, assisted by microwave radiation for: pine chips, beech chips and wheat straw [75]. It should be noted that this hydrotropic pretreatment, assisted by microwaves, was carried out for one hour and at a pressure of 117 Psi, and that the hydrotrope used was the sodium cumene sulfonate (NaCs). One of the objectives of this study was to investigate the influence of this hydrotropic pretreatment on the enzymatic hydrolysis of cellulose. Table 13 shows the results obtained after 72 hours of enzymatic hydrolysis, without pre-treatment, with pre-treatment with water, assisted by microwave and with pre-treatment, with NaCs, assisted by microwave, for the three types of biomass. The conclusions were as follows: pine chips are more vulnerable to hydrolysis because they exhibited the highest yield (77 mg of glucose/g of biomass); wheat straw was totally resistant because it had zero yield and beech chips and wheat straw, with hydrotropic pretreatment, assisted by microwave, which reached yields higher than 500 mg of glucose/g of biomass, respectively, 515.5 mg glucose/g biomass and 557.3 mg glucose/g biomass (Table 13).
Combining several types of pre-treatments is also a good strategy for deconstructing biomass. Recent work has combined chemical pretreatment (using a deep eutectic solvent), physical pretreatment (using microwave incidence) and enzymatic pretreatment in a single treatment to produce bioethanol from rice straw [76]. In this work, after optimization by RSM, the efficiency of sugar production increased 1.67 times.
Table 13.
Effect of ultrasound and microwaves on glucose content.
| Biomass | Pretreatment | Operating conditions |
Glucose production |
Reference |
|---|---|---|---|---|
| Oil palm trunk | Acid (H2SO4) +MW | P= 450 W ∆t= 7.5 min |
8.95 mg/L | [72] |
| Rice straw | Alkaline (NaOH) + MW | P= 681 W ∆t= 3 min |
255 g/g1 | [1] |
| Pine chips | No treatment | 77.3 mg/g1 |
[75] |
|
| water + MW | P= 600 W ∆t= 60 min Pressure= 117 Psi |
81.5 mg/g1 | ||
| NaCs2 + MW | P= 600 W ∆t= 60 min Pressure= 117 Psi |
107.8mg/g1 | ||
| Beech chips | No treatment | 35.0 mg/g1 |
[75] |
|
| water + MW | P= 600 W ∆t= 60 min Pressure= 117 Psi |
278.0 mg/g1 | ||
| NaCs2 + MW | P= 600 W ∆t= 60 min Pressure= 117 Psi |
515.5 mg/g1 | ||
| Wheat straw | No treatment | 0.0 mg/g1 |
[75] |
|
| water + MW | P= 600 W ∆t= 60 min Pressure= 117 Psi |
435.8 mg/g1 | ||
| NaCs2 + MW | P= 600 W ∆t= 60 min Pressure= 117 Psi |
557.3 mg/g1 | ||
| No treatment | 3.14 g/L |
[69] |
||
| Residues of cupuaçu (Theobroma grandiflorum) |
water + US | P= 100 W f= 24 kHz ∆t= 30 min |
8.44 g/L | |
| Acid (HCl) + US | P= 100 W f= 24 kHz ∆t= 30 min |
9.90 g/L | ||
| Alkaline (NaOH) + US | P= 100 W f= 24 kHz ∆t= 30 min |
6.08 g/L |
1 mg/g of treated biomass. 2 Hydrotropic pretreatment with sodium cumene sulfanate (NaCs) at a pressure of 117 Psi.
Through the examples discussed it can be concluded that a pre-treatment, assisted by microwaves, or by ultrasound, is decisive for obtaining sugars for subsequent hydrolysis (a theme that will be discussed in Part III of this review), with a view to obtaining biofuels or bio-based products.
4. Microwaves and ultrasounds on the route of value-added products (Part III)
Currently, there is a high number of publications on the application of microwave radiation and ultrasound, as techniques for pretreatment of lignocellulosic biomass, especially directed to the production of biofuels. However, and in the current context, of bioeconomy and biorefinery, these techniques are gaining more and more importance, and conventional operations, with a view to the preparation of biochemicals and value-added products, are now assisted by these two technologies (autonomously or combined). In this context, the following are two conventional operations, often used, when it is intended to transform residual biomass into value-added products: liquefaction and solvent extractions.
4.1. Liquefactions
The thermochemical conversion of lignocellulosic biomass can be carried out by gasification, pyrolysis, or liquefaction. Gasification is carried out at very high temperatures (up to 1000 °C) and as a product a gaseous mixture composed mainly of CO and H2 is obtained [77]. Pyrolysis, like gasification, is also a method of thermal decomposition, but the main difference is that pyrolysis is carried out in an oxygen-free environment. As for the liquefaction of lignocellulosic biomass, there are two types, the one performed at high pressures (5-10 MPa) and the one performed at low pressures and moderate temperatures (100-250 °C) [77]. This liquefaction under conditions of moderate temperature and pressure, has attracted much research, and is called solvolysis.
Conventional liquefactions (or solvolysis) are carried out in a reactor in which the heating is done by an oil bath, at moderate pressures, using polyhydric alcohols as solvents and catalysts (acid or basic). The interest of liquefactions is, as the terminology suggests, to transform lignocellulosic biomass into liquid mixtures for further preparation of value-added products, for example, polyurethane foams and phenolic resins.
The following are examples of how ultrasounds and microwaves are promising techniques in performing liquefactions.
4.1.1. Ultrasound-assisted liquefactions
A group of researchers studied the liquefaction of various types of municipal wood waste, among which, medium density fiber (MDF) boards and veneered particleboard, using ultrasound [78]. In addition to these residues, wheat straw was also liquefied. The time for conventional liquefaction of MDF was 90 min, with ultrasound application it took only 10 min. Therefore, with the introduction of ultrasounds, reaction times were reduced 9 times (Table 14). Another important conclusion was that the use of ultrasounds had no influence on the number of hydroxyl groups of the polyol obtained, so the polyol remained suitable to produce polyurethane foams. In this work an ultrasound probe of P= 400 W and f= 24 kHz was used, the solvent used in liquefaction was a mixture of diethylene glycol and glycerol, and the catalyst was sulfuric acid.
Ultrasounds were also used in the liquefaction of cork powder to produce polyurethane foams [79]. In this work, the researchers considered the kinetics of the liquefaction reaction as being of the first order and concluded that liquefaction with ultrasound, increased the speed of the reaction, about up to 4.5 times, in relation to the liquefaction performed with the conventional method. They also verified that without ultrasounds, 135 min are needed to achieve the best yield of 95 %, and that with the application of ultrasounds, the liquefaction time was only 75 min, with this time reaching a yield higher than 98 % (Table 14). Another important conclusion of this work was that the increase in the amplitude of the ultrasounds, have consequently the decrease in the number of hydroxyl groups of the polyol, but the polyols continue to be indicated to produce polyurethane foams. In this work an ultrasound probe of P= 400W and f= 24 kHz was used, the solvent was the mixture ethylene glycol and 2-ethylhexanol, and the catalyst was p-toluene sulfonic acid (PTSA).
4.1.2. Microwave-assisted liquefactions
One example of one of the liquefaction, assisted by microwave is the liquefaction of poplar sawdust, in only 7 min (Table 14) [80]. In this work the microwave heating was done for 2 min at 500 W and then, followed by another 5 min of microwave incidence with power of 300 W, the catalyst was the PTSA and as solvent was used a mixture of glycerol with glycols.
To study the influence of biomass on the results of its liquefaction, assisted by microwaves was the objective of a study. For this, the liquefaction of five different residual biomass was evaluated, namely: corn stover, rice straw, wheat straw, cotton stalk and corncob [81]. The solvent used for these liquefactions was ethylene glycol and the catalyst was sulfuric acid. The results showed that: all biomass was liquefied, with a good yield of 71 to 82%, in the first five minutes of liquefaction; corn stover and corncob were liquefied in 95% in only 20 minutes of liquefaction (Table 14).
For microwave-assisted liquefaction of bamboo, five solvents were evaluated, namely: glycerol, polyethylene glycol, methanol, alcohol and water [82]. Using sulfuric acid as a catalyst, it was achieved with glycerol to achieve a yield of 96.7 % in 7 minutes of liquefaction, assisted by 550 W microwave power (Table 14).
Recently, microwave-assisted liquefaction of bamboo sawdust was carried out in order to use the polyol obtained in the production of polyurethane foams [83]. In this work, the optimal conditions were achieved with a time and a liquefaction yield, of 8 min and 78%, respectively (Table 14). In this work sulfuric acid was the catalyst and diethylene glycol were the solvent. In this work all the reagents were placed, for 15 minutes, in a bath with ultrasounds of power 253 W, and the liquefaction occurred, in 8 minutes, in the microwave oven. It should be noted that the polyols obtained in liquefaction have been successfully used in the preparation of polyurethane foams with flame resistance.
4.1.3. Liquefactions assisted simultaneously by microwave and ultrasound
In 2016, a liquefaction assisted by microwaves and ultrasounds was carried out for the first time [84]. In this liquefaction spruce sawdust was used and the yield in the optimal conditions reached 91 %. It should be noted that the solvent used was a mixture of polyethylene glycol (PEG 400) and glycerol and the catalyst was sulfuric acid. Compared to traditional liquefaction, this liquefaction allowed to reduce the solvent consumption by half and reduce the liquefaction time from 60 to 20 min (Table 14). The parameters related to microwaves and ultrasounds were adjusted as follows: first, heating with microwave with 250 W, for 2 minutes, then the microwave was set to 60 W, for 18 minutes. The ultrasounds were observed during the entire time of liquefaction.
Another liquefaction of fir sawdust assisted simultaneously by microwave and ultrasound, used as solvent n-octanol and sulfuric acid as catalyst [85]. With this strategy, the researchers claim to have achieved a liquefaction time of less than 20 minutes and an increase in the percentage of liquefaction of 5.24% compared to conventional liquefaction (Table 14).
Table 14.
Examples of ultrasound- and/or microwave-assisted liquefactions compared to the respective conventional liquefactions.
Table 14.
Examples of ultrasound- and/or microwave-assisted liquefactions compared to the respective conventional liquefactions.
| Biomass | Type of liquefaction |
Liquefaction time (min) | Liquefaction yield (%) | Reference |
|---|---|---|---|---|
| Medium density fiberboard (MDF) |
Conventional | 90 | 93.8 | [78] |
| US | 10 | 94.9 | ||
| Wheat straw | Conventional | 90 | 94.4 | |
| US | 15 | 95.4 | ||
| Veneered particleboard | Conventional | 120 | 95.0 | |
| US | 20 | 96.0 | ||
| Cork powder | Conventional | 135 | 95.0 | [79] |
| US | 75 | 98.0 | ||
| Poplar sawdust | Conventional | …. | …. | [80] |
| MW | 7 | 100 | ||
| Corn stover and corncob | Conventional | …. | …. | [81] |
| MW | 20 | 95 | ||
| Bamboo wastes | Conventional | …. | …. | [82] |
| MW | 7 | 96.7 | ||
| Bamboo sawdust | Conventional | ….. | ….. | [83] |
| MW | 8 | 78 | ||
| Fir sawdust | Conventional | 60 | …. | [84] |
| MW+US | 20 | 91 | ||
| Conventional | 60 | … | [85] | |
| MW+US | …. |
Several studies point out the main disadvantages of conventional liquefaction compared to microwave-assisted (or ultrasound) liquefaction. These disadvantages are fundamentally three, namely: the longer reaction time, the low rate of liquefaction and the use of large amounts of solvents, which is environmentally inadvisable (Shao et al., 2019). It should also be noted that in conventional liquefactions, the heating system (usually oil bath) heats up very slowly, which results in a high energy consumption.
A review describes some work with liquefactions, agricultural and forestry residues, using microwave-assisted liquefactions, with a view to producing value-added products, namely polyurethane foams, and phenolic resins [86]. These researchers concluded that microwave liquefaction of lignocellulosic biomass at the laboratory bench scale is an efficient and ecologically recommended route and suggest moving towards pilot scale studies. But they recommend that in the future more studies be done on the ability of biomass to absorb microwave radiation [86]. In this sense, it is of crucial importance to carry out a previous study of the dielectric constant of biomass.
4.2. Microwave-assisted and/or ultrasound-assisted extractions
Extractions are unit operations that aim to separate the bioactive compounds from the solid matrix. The conventional extraction, usually performed by Soxhlet, has several disadvantages such as: high time of realization, use of large amounts of solvents and possibility of degradation of the compounds [19,87,88,89]. Faced with these disadvantages, it became necessary to find a more ecological way for extraction, and thus, the techniques of solvent, ultrasound-assisted and/or microwave-assisted extraction emerge. As explored in Part I, ultrasound, by means of cavitation, and microwaves, by means of dipole rotation and ion conduction, lead to the rupture of cell walls, thereby increasing the mass transfer between the solid phase and the liquid phase. For these reasons the extractions that use these technologies, microwaves, and ultrasounds, prove to be quite effective. It should be noted that ultrasonic extractions have been used successfully in the food industry for many years [15].
Since there is a high number of publications in extraction by microwave and/or ultrasound, it was decided to present only examples that aim to obtain phenolic compounds from lignocellulosic biomass. Phenolic compounds include phenolic acids, flavonoids, and tannins [52]. These compounds extracted from lignocellulosic biomass are currently valued in several areas, mainly in food and pharmaceuticals [89].
Examples of ultrasonic and microwave extraction are then discussed as techniques, autonomous or combined with each other.
In 2015, researchers studied the microwave extraction of phenolic compounds from Eucalyptus robusta [87]. In this work, they pointed out that the main advantages of microwave extraction, compared to conventional extraction, are the reduction of the extraction time, and consequently, the lower energy consumption and, the lower probability of degradation of the compounds. However, they state that the difficulty of applying this technique is due to the lack of knowledge of the optimal conditions (the irradiation time, the power of the microwave apparatus and the sample/solvent ratio). The lack of knowledge of the parameters that optimize the extraction is because these parameters are scarce in the literature, and because these same parameters vary, depending on the biomass in question. In this study, phenolic compounds, flavonoids, proanthocyanidins and antioxidants were extracted from Eucalyptus robusta [87]. For this extraction with wateronly 3 minutes of microwave incidence time at 600 W were necessary (Table 15). The ideal extraction conditions (irradiation time, microwave power and sample/solvent ratio) were found using the Response Surface Methodology (RSM). In conclusion, it was demonstrated that the factor with the greatest effect on the extraction yield is the sample/solvent ratio and the one that has the least influence is the irradiation time. This microwave-assisted extraction of phenolic compounds from Eucalyptus robusta was ultrasound-assisted a few years later. There are two studies carried out on the same biomass, with the same objective, and by the same group of researchers [87,88].
In 2017, Bhuyan et al., [88] with the same objective of extracting phenolic compounds from Eucalyptus robusta did a new work, this time using ultrasonic extraction. In this work, the researchers point out as the main advantage of ultrasonic extraction, the fact that it is a fast, simple, effective technique and in which the decomposition of the compounds is minimized. In this study, the operating conditions were 90 min of incidence time and 250 W of power (Table 15). It should also be noted that in this work several solvents were evaluated, namely: water, ethanol, acetonitrile and ethyl acetate and water proved to be the best solvent. Due to these advantages, these researchers point to the route developed as a green technique for the extraction of phenolics from that eucalyptus species. In this work, the researchers also used the RSM as a computational tool to find the optimal operating conditions.
Another work on the extraction of active compounds, also, from a species of eucalyptus (Eucalyptus globulus) was carried out by the researchers Gullón et al. [90] , who made five types of extraction, namely: enzyme-assisted, microwave-assisted, ultrasound-assisted, eutectic liquid and even conventional extraction. Table 15 shows only microwave-assisted, ultrasound-assisted, and conventional extraction. In this work, the extraction time in conventional extraction was 225 minutes, which was reduced to 90 minutes and to 7 minutes, respectively, using ultrasound and microwave. Given these extraction times, the researchers concluded that the energy consumption of ultrasound-assisted extraction was twice as low as that of conventional extraction, and that the energy consumption of microwave-assisted extraction was thirteen times lower than that of conventional extraction. It should be noted that of the extracts, these researchers were able to identify 26 phenolic compounds. For all these reasons these researchers considered microwave extraction a green method [90].
To compare the two techniques, microwave-assisted extraction and ultrasound-assisted extraction, these technologies were applied to lemon peel residues [91]. After application of the RSM, the ultrasound-assisted extraction (amplitude 38%) took 4 minutes, and the microwave-assisted extraction (P= 140 W) took only 45 seconds (Table 15).
Another extraction of phenolic compounds is the extraction of thirty-six flavonoids from Spatholobus suberectus (an herb used for various medicinal purposes) [92]. In this work the traditional extraction (with Soxhlet) took six hours, but with ultrasounds and microwaves, the extraction took respectively, one hour and half an hour, already with the simultaneous use of microwave and ultrasound, it was found that the extraction took only 7.5 minutes (Table 15).
Recently, a paper was published on the extraction of phenolic compounds from the leaves of coriander (Coriandrum sativum L.) [22]. In this work several solvents were evaluated, namely: ethanol, acetone, and water. Ethanol (at 50%) proved to be the most suitable solvent. In this work, microwave and conventional extraction were applied, and the operating parameters were optimized by RSM. The optimized parameters were ethanol concentration, irradiation time, microwave power and liquid/solid ratio. Regarding the irradiation time and microwave power, values from one to five minutes and from 100 to 900W were tested, and it was concluded that the ideal is four minutes and 500 W (Table 15).
Table 15.
Comparison between various types of solvent extraction to obtain phenolic compounds from different biomasses.
Table 15.
Comparison between various types of solvent extraction to obtain phenolic compounds from different biomasses.
| Biomass | Type of Extraction |
Power | Solvent | Extraction time (min) |
Reference |
|---|---|---|---|---|---|
| Eucalyptus robusta * | MW | 600 W | water | 3 | [87] |
| Eucalyptus robusta * | US | 250 W | water | 90 | [88] |
| Eucalyptus globulus | conventional | Medium |
Ethanol 56 % (V:V) |
225 | [90] |
| US | 90 | ||||
| MW | 7 | ||||
| Lemon peel residues* |
US | Amplitude 38 % | Ethanol: water 55:45 |
4 | [91] |
| MW | 140 W | 0.75 | |||
| Spatholobus suberectus | conventional | 100 % Methanol | 360 | [92] | |
| US | 30-250 W | 70 % Methanol | 60 | ||
| MS | 100-500 W | 70 % Methanol | 30 | ||
| MS +US | 100-500 W 30-250 W |
Methanol 30–100 % + Pure ethanol |
7.5 | ||
| (Coriandrum sativum L.) * | MW | 500 W | 50 % ethanol | 4 | [22] |
* RSM- Response Surface Methodology.
4.3. Factors influencing microwave- and ultrasound-assisted extraction
It can be concluded through the examples discussed that the main factors that influence microwave-assisted extraction are the irradiation time, the power of the microwaves, the frequency of the microwaves, but also the temperature [93]. It should be taken into account, that when the irradiation time is increased, consequently, it can increase the extraction yield, but this can lead to unwanted degradation of the analytes [93]. As for the irradiation time and the power of the microwaves are factors that determine the consumption of energy, and it is advisable to keep microwave power, low or medium [93]. Relatively, to the factors that influence ultrasound-assisted extraction, there is, analogously, to consider: the sonication time, the power of the ultrasounds, the frequency of the ultrasounds and the temperature [93].
4.4. Emerging routes in extraction
In a recent review, researcher Osorio-Tobón compares four emerging techniques for the extraction of phenolic compounds, namely: 1) microwave-assisted extraction, 2) pressurized liquid extraction, 3) supercritical fluid extraction, and 4) ultrasound-assisted extraction. In this review, a list of different biomasses used is also presented for each of these extraction techniques [89].
In this review, the following conclusions are also presented: 1) the processes of extraction assisted by microwave, pressurized liquid, supercritical fluid and ultrasound, are effective processes for obtaining phenolic compounds; 2) for microwave-assisted, pressurized liquid and ultrasonic extraction, the appropriate solvent is ethanol-water; 3) in the case of supercritical fluid-assisted extraction, the best co-solvent is ethanol; 4) microwave-assisted extraction and pressurized liquid extraction require higher temperatures than other methods (but care is recommended to avoid degradation of the compounds); 5) the most promising extraction technique is microwave extraction, followed by ultrasound-assisted extraction, and extraction by pressurized liquid and supercritical fluid (this sequential ordering was done based on total flavonoids) [89]. These researchers suggest, as examples to be applied in the future, two routes, namely: 1) extraction with ultrasound, combined, with extraction, by pressurized liquid, or else, extraction with ultrasound, combined, with extraction by supercritical fluid; 2) supercritical fluid extraction, followed by microwave extraction or ultrasonic extraction, followed by extraction by pressurized liquid [89].
In the context of promising routes, other researchers propose the development of the following combinations between techniques, namely: ultrasound-assisted enzymatic extraction; microwave-assisted enzymatic extraction; and ultrasonic microwave-assisted extraction; as techniques that can exhibit good results [94]. These researchers, in addition to suggesting these combinations, also present successful cases in which these combinations have already been tried.
5. Sonocatalysis of lignocellulosic biomass (Part IV)
The area of chemistry that studies the use of ultrasound in chemical reactions is sonochemistry. From a historical point of view the first time that ultrasounds were used to increase the speed of a chemical reaction was in the year 1927, by Richards and Loomis [45]. But it was only later, in the year 1970, that sonochemistry was born as an emerging area of chemistry [27,41]. Sound is rarely associated with chemical reactions [27]. Nevertheless, it can be found statements of the principles of sonochemistry, in the synthesis of chemical compounds: use of less dangerous chemicals and ecological solvents; increase the yield of chemical reactions; minimize energy consumption in chemical reactions and use renewable raw materials [95]. There is a strong parallel between these four principles of sonochemistry and the 12 principles of Green Chemistry [95,96].
The interception of sonochemistry with catalysis results in sonocatalysis [47]. These two areas, sonochemistry and sonocatalysis, are emerging areas in the current context of bioeconomy and biorefinery. Sonocatalysis aims to find catalysts whose activity is triggered by ultrasound, and which have access to complex compounds, which is relevant when the goal is to deconstruct lignocellulosic biomass, given its recalcitrant nature [50].
The following are presented and discussed, only the main reactions that are catalyzed by ultrasound: hydrolysis, hydrogenation, and oxidation [47,50]. These contribute to the deconstruction of lignocellulosic biomass, to obtain biochemicals and biofuels.
5.1. Examples of hydrolysis
An example of the application of hydrolysis in lignocellulosic biomass consisted of applying an ionic liquid and ultrasounds to three types of biomasses, glucose, cellulose, and local bamboo, to produce 5-hydroxymethylfurfural (HMF) [97]. In this work, furfural yields of 43%, 31% and 13%, respectively, were obtained in glucose, cellulose, and local bamboo, in less than 10 min. It should be noted that the traditional process (without ultrasound) takes 3 hours (Table 16). The importance of reducing the production time of 5_HMF, is because this compound is on the list of the top ten biobased products [1].
Another study mentions that several ionic liquids were tested to produce, using ultrasound, reducing sugars from two agricultural residues, corn straw and soybean straw [98] (Table 16). According to the researchers of this work, the conclusions were as follows: the best ionic liquid was 1-H-3-methylimidazolium chloride ([HMIM]Cl); the presence of ultrasounds greatly improved the yield of sugars; The protocol for obtaining the ionic liquid is simple and economical, and the ionic liquid, in addition to being a good solvent, also has good catalytic activity. This route of preparation of reducing sugars can be a promising step in the production of biofuels [98].
Another work of acid hydrolysis, assisted by ultrasound, was the synthesis of furfural (FF) from cellulose, under mild temperature conditions [99]. In this work several acids (nitric, sulfuric, hydrochloric, and oxalic) were tested, different temperatures were tested (from 30 to 70 °C) and different ultrasonic amplitudes (from 30 to 70 %) were experienced. And it was possible to obtain a yield of 78 % in the production of furfural, with dilute nitric acid, at 60 °C and in 60 min, with 50 % of ultrasound amplitude (Table 16). This route of production of furfural from cellulose, with the addition, only, of dilute nitric acid and ultrasounds can be applied industrially. It should be noted that furfural has multiple applications, namely pharmaceutical.
Another work involving acid hydrolysis was the production of reducing sugars, using microwaves and ultrasounds, from various industrial residues of potato peel [100]. The industrial residues of potato peel used for the synthesis of sugars were ‘potato flour’, ‘wet potato sludge’ and ‘dry potato sludge’. This waste was supplied by a company that generates about 20 tons per day. The results in the yield of sugar synthesis were 61 % with microwaves, and 70 % and 84 % with ultrasound, low and high frequency, respectively (Table 16). From the reducing sugars obtained from the industrial residues of the potato peel it is thought to produce biofuels.
A recent work of acid hydrolysis, with ultrasound, was the synthesis of 5-hydroxymethylfurfural (5_HMF) from banana peels [23] (Table 16). This work has two parts. In the first part, the delignification was performed with alkaline pretreatment, and in the second, acid hydrolysis was performed. Both experimental parts were assisted by ultrasound. In this investigation, several operational parameters were studied and optimized, and the results of both experimental parts, with and without recourse to ultrasound, were also compared. In conclusion, ultrasounds reinforced the delignification and acid hydrolysis.
Another recent work was the preparation of 5_HMF and FF, using ultrasound, from the sugars previously obtained from cupuaçu husk [69]. This pre-treatment has been described previously (in Section 3.2.5). In this study, the best results were 12.94 % and 48.84 %, respectively, in the synthesis of 5_HMF and FF, in one hour with ultrasound (T= 140 °C) and ionic liquid (Table 16).
5.2. Examples of hydrogenations
An example of application of hydrogenation in lignocellulosic biomass was the work of hydrogenation of D-fructose, with ultrasound, to produce D-mannitol [101]. To achieve this goal, three catalysts were studied, namely: Cu/SiO2; Raney-Ni and CuO/ZnO/Al2O3 (Table 16). It was found that not all catalysts increased the hydrogenation rate, and it was concluded that the catalyst with the best performance in the production of D-mannitol, in the presence of ultrasound, was Cu/SiO2. It should be noted that D-mannitol is a sugar that exists in nature, but whose extraction is not profitable and this route of obtaining from D-fructose, through ultrasound, may be a more economical way of obtaining it.
Then, from isolated lignin (from Miscanthus giganteus) by acid hydrolysis and by basic hydrolysis, the lignin obtained was subjected to catalytic depolymerization, by two routes, with thermal conditions and with ultrasonic [102]. In this work, the researchers also tested three different classes of nickel-containing catalysts (Table 16). And they had several conclusions: depolymerization was more efficient in lignin obtained via basic hydrolysis than by acid, and the catalysts exhibited lower catalytic performance under ultrasonic conditions than with conventional heating. This work shows that finding efficient and more ecological catalysts for the treatment of lignocellulosic biomass under ultrasonic conditions is a challenge.
Traditionally, fatty acid methyl esters (FAMEs) are used to produce biodiesel, through the application of hydrogenation, by conventional catalytic transfer, under conditions of high temperatures and pressures, recently, a group of researchers has developed an innovative route [103]. In this route, the ultrasounds intensify the hydrogenation, which occurs at 35 °C, for 120 min, with a yield of 78.66 % in hydrogenated FAMEs. In this work La-doped nickel-boride amorphous alloy (Ni–La–B) as catalyst, sodium borohydride as hydrogen donor and water as solvent.
5.3. Examples of oxidations
Regarding oxidations applied to lignocellulosic biomass in the field of sonochemistry, two studies were prepared in which cellulose nanocrystals with high carboxylate content were prepared, one from cotton pulp, and the other, from hard wood kraft cellulose [104,105] (Table 16). In these two works, the catalyst used was TEMPO (2,2,6,6-tetramethyl-piperidine-N-oxyl) which is a stable nitroxide radical that oxidizes catalytically with high yield [105]
Recently, Ayoub et al. [106] managed to find a route, to produce maleic acid from FF, using high-frequency ultrasound (525 to 565 kHz), which does not require the use of a catalyst. It should be noted the search for the best route to produce maleic acid from furfural has motivated many studies, as this compound is a very important intermediate in the chemical industry. In this innovative route, the yield of 92% in maleic acid was achieved, under mild oxidizing conditions with hydrogen peroxide and at a temperature of 42ºC. and without the use of a catalyst. This is a promising route, as conventional ones require complex catalysts, and sometimes also require high temperatures (Table 16).
Still and as for oxidations and acid hydrolysis, assisted by ultrasound, it is worth mentioning that our previous review, to produce nanocrystals, from the lignocellulosic biomass, in this review the reader can find several examples of these reactions [107].
Table 16.
Some examples of sonocatalysis: hydrolysis, of hydrogenations, applied to lignocellulosic biomass.
Table 16.
Some examples of sonocatalysis: hydrolysis, of hydrogenations, applied to lignocellulosic biomass.
| Reaction | Biomass | Operating conditions |
Product | Main conclusion |
Reference |
|---|---|---|---|---|---|
| Hydrolysis | Bamboo (Gigantochloa scortechinii) |
Ultrasounds 20 kHz, 300 W 10 min, 140 ° C Catalyst: ionic liquid CrCl3 |
5_HMF | From 3 hours from the conventional route to 10 minutes. | [97] |
| Soybean straw and corn straw |
Ultrasounds Bath, 120 min, 70 ° C Catalyst: ionic liquid ([HMIM] Cl) |
Reducing sugars | Simple and economical approach. | [98] | |
| Cellulose |
Ultrasounds 20 kHz, 60 min, 30°C Catalyst: Diluted HNO3 |
FF | Simple synthesis, in 60 min, with yield 78%. | [99] | |
| Potato starch waste |
Ultrasounds 20 kHz and 500 kHz, 120 min, 60 ° C Catalyst: H2SO4 |
Reducing sugars | 70% yield with 20kHz ultrasounds and 84% yield with 500kHz. | [100] | |
| Banana peels |
Ultrasounds 20 kHz, 240 watts Catalyst: H2SO4 |
5_HMF | Production of 50 g/L 5_HMF after 1 h | [23] | |
| Pre-treated sugars obtained from cupuaçu husk (Theobroma grandiflorum) |
Ultrasound It doesn't mention power. 60 min, 140 °C Catalyst: ionic liquid [BMIM][Br] |
FF 5_HMF |
Synthesis with yield of 12.94%, in 5_HMF and 48.84% in FF, in one hour | [69] | |
| Hydrogenation | D- Fructose |
Ultrasounds 20 kHz, 50 W 20 min, 110 °C Catalysts: Cu / SiO2 Raney-Ni, CuO / ZnO /Al2O 3 |
D-mannitol | Cu/SiO2 was the catalyst with better performance. | [101] |
| Lignin from Miscanthus giganteus |
Ultrasounds 35 kHz, 6 h, 25 °C Catalysts: Fe3O4(NiAlO)x, Fe3O4(NiMgAlO)x, ionic liquid [BMIM]OAc |
Low molecular weight compounds |
The performances of the catalysts, under ultrasonic conditions, were inferior to those exhibited with conventional heating. | [102] | |
| Gross FAMEs |
Ultrasounds 40 kHz, 120 W, 35 °C Catalyst: Amorphous alloy of doped nickel boride with La Li-La-B. |
hydrogenated FAMEs |
Intensification of hydrogenation by catalytic transfer, due to the incidence of ultrasound. The same catalyst can be used at least 5 times. |
[103] | |
| Oxidation | Cotton pulp |
Ultrasounds 40 kHz, 300 watts Catalyst: TEMPO (2,2,6,6-tetramethyl-piperidine-N-oxyl) |
Nanocellulose with high COOH content | Cellulose nanocrystals stable in water |
[105] |
| Hardwood Kraft Pulp |
Ultrasounds 68 and 170 kHz, 1000 W Catalyst: TEMPO (2,2,6,6-tetramethyl-piperidine-N-oxyl) |
Nanocellulose with high COOH content | Oxidation selective, in primary hydroxyl groups (C6). |
[104] | |
| FF | High-frequency ultrasound 525 to 565 kHz T=42ºC It uses. H2O2 No catalyst |
Maleic acid | Promising route that dispenses with catalyst, uses mild temperatures and high-frequency ultrasound | [106] |
5.3. Sonophotocatalysis, the emerging area
A new emerging area for obtaining value-added products from lignocellulosic biomass is sonophotocatalysis [108,109]. Sonophotocatalysis uses the synergistic effect of ultrasound and light to be more effective in deconstructing lignocellulosic biomass. Sonophotocatalysis uses the synergistic effect of ultrasound and light to be more effective in deconstructing lignocellulosic biomass. As an example of a sonophotocatalysis, it is only mentioned the first study of the sonophotocatalytic degradation of lignin with TiO2 (photocatalyst) that reached 93 % degradation in 180 min, using ultraviolet radiation and ultrasounds [110].
6. Conclusion
Microwaves and ultrasounds are now two emerging techniques in the use of lignocellulosic biomass. This work led to the conclusion that these techniques make it possible to develop new routes for obtaining biofuels and bio-based products, those with added value from lignocellulosic biomass.
These new routes, using microwaves and/or ultrasounds, can reduce reaction times, reduce energy consumption, and reduce the use of toxic and dangerous solvents, so they are routes that comply with some of the basic principles of Green Chemistry.
Given this evidence, it can be said that, today, for the development of the biorefinery and the bioeconomy, any process of conversion of lignocellulosic biomass must necessarily include (or consider the inclusion) of microwaves and/or ultrasounds, as promising and ecologically greener techniques.
7. Challenges and opportunities
There are immense challenges in the development of new routes that use microwaves and ultrasounds as emerging techniques in the treatment of lignocellulosic materials. Some challenges are listed below:
Study the dielectric parameters (dielectric constant, dielectric loss, dielectric loss tangent) of the lignocellulosic biomass concerned before subjecting it to pre-treatment with microwave radiation [28,29,111];
To understand how the dielectric parameters of lignocellulosic biomass vary with frequency of incident microwaves, and with operating temperature. There are studies that prove that dielectric parameters vary with frequency and temperature [29,36] But so far, it seems to be quite difficult to predict the behavior of biomass in the face of these two factors;
Develop computational tools to find the best conditions for a given microwave pretreatment [26,111];
To investigate why there are studies in which the crystallinity index increases [63,66,68,69] and others in which it decreases [57,64,67], with incidence of microwave or ultrasound;
Advance to the study of liquefactions, with microwaves, on a pilot scale. It is the recommendation of some researchers who argue that at the laboratory scale, they have already been properly tested [86];
Author Contributions
Conceptualization, A.F.; investigation, A.F.; writing—original draft preparation, A.F.; writing—review and editing, B.E., L.C.-L. and D.E.; supervision, B.E., L.C.-L. and D.E.; funding acquisition, B.E., L.C.-L. and D.E. All authors have read and agreed to the published version of the manuscript.
Funding
This research was supported by National Funds through the FCT - Foundation for Science and Technology, I.P., within the scope of the projects Ref. UIDB/00681/2020 (CERNAS), L.C.-L. and B.E. A.F. and D.E. thank the project CICECO-Aveiro Institute of Materials, UIDB/50011/2020, UIDP/50011/2020.
Data Availability Statement
It encourage all authors of articles published in MDPI journals to share their research data. In this section, please provide details regarding where data supporting reported results can be found, including links to publicly archived datasets analyzed or generated during the study. Where no new data were created, or where data is unavailable due to privacy or ethical restrictions, a statement is still required. Suggested Data Availability Statements are available in section “MDPI Research Data Policies” at https://www.mdpi.com/ethics.
Acknowledgments
In this section, you can acknowledge any support given which is not covered by the author contribution or funding sections. This may include administrative and technical support, or donations in kind (e.g., materials used for experiments).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Jasmine A, Rajendran M, Thirunavukkarasu K, et al (2023) Microwave-assisted alkali pre-treatment medium for fractionation of rice straw and catalytic conversion to value-added 5-hydroxymethyl furfural and lignin production. International Journal of Biological Macromolecules 236:123999. [CrossRef]
- Bhutto AW, Qureshi K, Harijan K, et al (2017) Insight into progress in pre-treatment of lignocellulosic biomass. Energy 122:724–745. [CrossRef]
- Kumar B, Bhardwaj N, Agrawal K, et al (2020) Current perspective on pretreatment technologies using lignocellulosic biomass: An emerging biorefinery concept. Fuel Processing Technology 199:106244. [CrossRef]
- Luo J, Fang Z, Smith RL (2014) Ultrasound-enhanced conversion of biomass to biofuels. Progress in Energy and Combustion Science 41:56–93. [CrossRef]
- Roy R, Rahman MS, Raynie DE (2020) Recent advances of greener pretreatment technologies of lignocellulose. Current Research in Green and Sustainable Chemistry 3:100035. [CrossRef]
- Bhatia SK, Jagtap SS, Bedekar AA, et al (2020) Recent developments in pretreatment technologies on lignocellulosic biomass: Effect of key parameters, technological improvements, and challenges. Bioresource Technology 300:122724. [CrossRef]
- Lorenci Woiciechowski A, Dalmas Neto CJ, Porto de Souza Vandenberghe L, et al (2020) Lignocellulosic biomass: Acid and alkaline pretreatments and their effects on biomass recalcitrance – Conventional processing and recent advances. Bioresource Technology 304:122848. [CrossRef]
- Aguilar-Reynosa A, Romaní A, Ma. Rodríguez-Jasso R, et al (2017) Microwave heating processing as alternative of pretreatment in second-generation biorefinery: An overview. Energy Conversion and Management 136:50–65. [CrossRef]
- Anu, Kumar A, Rapoport A, et al (2020) Multifarious pretreatment strategies for the lignocellulosic substrates for the generation of renewable and sustainable biofuels: A review. Renewable Energy 160:1228–1252. [CrossRef]
- Haldar D, Sen D, Gayen K (2016) A review on the production of fermentable sugars from lignocellulosic biomass through conventional and enzymatic route—a comparison. International Journal of Green Energy 13:1232–1253. [CrossRef]
- Kumar AK, Sharma S (2017) Recent updates on different methods of pretreatment of lignocellulosic feedstocks: a review. Bioresour Bioprocess 4:7. [CrossRef]
- Kumari D, Singh R (2018) Pretreatment of lignocellulosic wastes for biofuel production: A critical review. Renewable and Sustainable Energy Reviews 90:877–891. [CrossRef]
- Rezania S, Oryani B, Cho J, et al (2020) Different pretreatment technologies of lignocellulosic biomass for bioethanol production: An overview. Energy 199:117457. [CrossRef]
- Haldar D, Purkait MK (2021) A review on the environment-friendly emerging techniques for pretreatment of lignocellulosic biomass: Mechanistic insight and advancements. Chemosphere 264:128523. [CrossRef]
- Hassan SS, Williams GA, Jaiswal AK (2018) Emerging technologies for the pretreatment of lignocellulosic biomass. Bioresource Technology 262:310–318. [CrossRef]
- Vu HP, Nguyen LN, Vu MT, et al (2020) A comprehensive review on the framework to valorise lignocellulosic biomass as biorefinery feedstocks. Science of The Total Environment 743:140630. [CrossRef]
- Loow Y-L, Wu TY, Yang GH, et al (2016) Role of energy irradiation in aiding pretreatment of lignocellulosic biomass for improving reducing sugar recovery. Cellulose 23:2761–2789. [CrossRef]
- Mehta S, Jha S, Liang H (2020) Lignocellulose materials for supercapacitor and battery electrodes: A review. Renewable and Sustainable Energy Reviews 134:110345. [CrossRef]
- Bhargava N, Mor RS, Kumar K, Sharanagat VS (2021) Advances in application of ultrasound in food processing: A review. Ultrasonics Sonochemistry 70:105293. [CrossRef]
- Mathiarasu A, Pugazhvadivu M (2023) Studies on dielectric properties and microwave pyrolysis of karanja seed. Biomass Conv Bioref 13:2895–2905. [CrossRef]
- Nguyen LH, Naficy S, Chandrawati R, Dehghani F (2019) Nanocellulose for Sensing Applications. Advanced Materials Interfaces 6:1900424. [CrossRef]
- Mouhoubi K, Boulekbache-Makhlouf L, Madani K, et al (2023) Microwave-assisted extraction optimization and conventional extraction of phenolic compounds from coriander leaves: UHPLC characterization and antioxidant activity. Nor Afr J Food Nutr Res 7:69–83. [CrossRef]
- Dutta A, Kininge MM, Priya, Gogate PR (2023) Intensification of delignification and subsequent hydrolysis of sustainable waste as banana peels for the HMF production using ultrasonic irradiation. Chemical Engineering and Processing - Process Intensification 183:109247. [CrossRef]
- Huang Y-F, Chiueh P-T, Lo S-L (2016) A review on microwave pyrolysis of lignocellulosic biomass. Sustainable Environment Research 26:103–109. [CrossRef]
- Zhang X, Rajagopalan K, Lei H, et al (2017) An overview of a novel concept in biomass pyrolysis: microwave irradiation. Sustainable Energy Fuels 1:1664–1699. [CrossRef]
- Fia AZ, Amorim J (2023) Microwave pretreatment of biomass for conversion of lignocellulosic materials into renewable biofuels. Journal of the Energy Institute 106:101146. [CrossRef]
- Leonelli C, Mason TJ (2010) Microwave and ultrasonic processing: Now a realistic option for industry. Chemical Engineering and Processing: Process Intensification 49:885–900. [CrossRef]
- Salema AA, Yeow YK, Ishaque K, et al (2013) Dielectric properties and microwave heating of oil palm biomass and biochar. Industrial Crops and Products 50:366–374. [CrossRef]
- Salema AA, Ani FN, Mouris J, Hutcheon R (2017) Microwave dielectric properties of Malaysian palm oil and agricultural industrial biomass and biochar during pyrolysis process. Fuel Processing Technology 166:164–173. [CrossRef]
- Farag S, Sobhy A, Akyel C, et al (2012) Temperature profile prediction within selected materials heated by microwaves at 2.45GHz. Applied Thermal Engineering 36:360–369. [CrossRef]
- Omar R, Idris A, Yunus R, et al (2011) Characterization of empty fruit bunch for microwave-assisted pyrolysis. Fuel 90:1536–1544. [CrossRef]
- Bossou OV, Mosig JR, Zurcher J-F (2010) Dielectric measurements of tropical wood. Measurement 43:400–405. [CrossRef]
- El-Meligy MG, Mohamed SH, Mahani RM (2010) Study mechanical, swelling and dielectric properties of prehydrolysed banana fiber – Waste polyurethane foam composites. Carbohydrate Polymers 80:366–372. [CrossRef]
- Issa AA, Al-Degs YS, Mashal K, Al Bakain RZ (2015) Fast activation of natural biomasses by microwave heating. Journal of Industrial and Engineering Chemistry 21:230–238. [CrossRef]
- Motasemi F, Afzal MT, Salema AA (2014) Microwave dielectric characterization of hay during pyrolysis. Industrial Crops and Products 61:492–498. [CrossRef]
- Fares O, AL-Oqla FM, Hayajneh MT (2019) Dielectric relaxation of mediterranean lignocellulosic fibers for sustainable functional biomaterials. Materials Chemistry and Physics 229:174–182. [CrossRef]
- Bichot A, Lerosty M, Radoiu M, et al (2020) Decoupling thermal and non-thermal effects of the microwaves for lignocellulosic biomass pretreatment. Energy Conversion and Management 203:112220. [CrossRef]
- Liu Y, Nie Y, Lu X, et al (2019) Cascade utilization of lignocellulosic biomass to high-value products. Green Chem 21:3499–3535. [CrossRef]
- Li J, Dai J, Liu G, et al (2016) Biochar from microwave pyrolysis of biomass: A review. Biomass and Bioenergy 94:228–244. [CrossRef]
- Shabbirahmed AM, Joel J, Gomez A, et al (2023) Environment friendly emerging techniques for the treatment of waste biomass: a focus on microwave and ultrasonication processes. Environ Sci Pollut Res. [CrossRef]
- Islam MH, Burheim OS, Pollet BG (2019) Sonochemical and sonoelectrochemical production of hydrogen. Ultrasonics Sonochemistry 51:533–555. [CrossRef]
- Tyagi VK, Lo S-L, Appels L, Dewil R (2014) Ultrasonic Treatment of Waste Sludge: A Review on Mechanisms and Applications. Critical Reviews in Environmental Science and Technology 44:1220–1288. [CrossRef]
- Bundhoo ZMA, Mohee R (2018) Ultrasound-assisted biological conversion of biomass and waste materials to biofuels: A review. Ultrasonics Sonochemistry 40:298–313. [CrossRef]
- Bussemaker MJ, Zhang D (2013) Effect of Ultrasound on Lignocellulosic Biomass as a Pretreatment for Biorefinery and Biofuel Applications. Ind Eng Chem Res 52:3563–3580. [CrossRef]
- Karimi M, Jenkins B, Stroeve P (2014) Ultrasound irradiation in the production of ethanol from biomass. Renewable and Sustainable Energy Reviews 40:400–421. [CrossRef]
- Le NT, Julcour-Lebigue C, Delmas H (2015) An executive review of sludge pretreatment by sonication. Journal of Environmental Sciences 37:139–153. [CrossRef]
- Kuna E, Behling R, Valange S, et al (2018) Sonocatalysis: A Potential Sustainable Pathway for the Valorization of Lignocellulosic Biomass and Derivatives. In: Lin CSK (ed) Chemistry and Chemical Technologies in Waste Valorization. Springer International Publishing, Cham, pp 1–20.
- Ong VZ, Wu TY (2020) An application of ultrasonication in lignocellulosic biomass valorisation into bio-energy and bio-based products. Renewable and Sustainable Energy Reviews 132:109924. [CrossRef]
- Wang D, Yan L, Ma X, et al (2018) Ultrasound promotes enzymatic reactions by acting on different targets: Enzymes, substrates and enzymatic reaction systems. International Journal of Biological Macromolecules 119:453–461. [CrossRef]
- Gaudino EC, Cravotto G, Manzoli M, Tabasso S (2020) Sono- and mechanochemical technologies in the catalytic conversion of biomass. Chem Soc Rev. [CrossRef]
- Bundhoo ZMA (2018) Microwave-assisted conversion of biomass and waste materials to biofuels. Renewable and Sustainable Energy Reviews 82:1149–1177. [CrossRef]
- Wu Y, Yao S, Narale BA, et al (2022) Ultrasonic Processing of Food Waste to Generate Value-Added Products. Foods 11:2035. [CrossRef]
- Cheng X-Y, Liu C-Z (2010) Enhanced biogas production from herbal-extraction process residues by microwave-assisted alkaline pretreatment. Journal of Chemical Technology & Biotechnology 85:127–131. [CrossRef]
- Peng H, Chen H, Qu Y, et al (2014) Bioconversion of different sizes of microcrystalline cellulose pretreated by microwave irradiation with/without NaOH. Applied Energy 117:142–148. [CrossRef]
- Khanal SK, Montalbo M, Leeuwen J (Hans) van, et al (2007) Ultrasound enhanced glucose release from corn in ethanol plants. Biotechnology and Bioengineering 98:978–985. [CrossRef]
- González-Fernández C, Sialve B, Bernet N, Steyer JP (2012) Comparison of ultrasound and thermal pretreatment of Scenedesmus biomass on methane production. Bioresource Technology 110:610–616. [CrossRef]
- Zhu X, Wang Y, Li K, et al (2023) Microwave-assisted separation hemicellulose from hemp stalk: Extracting performance, extracting mechanism and mass transfer model. Industrial Crops and Products 197:116619. [CrossRef]
- Oh H, Kim J-H (2023) Development of an ultrasound-negative pressure cavitation fractional precipitation for the purification of (+)-dihydromyricetin from biomass. Korean J Chem Eng 40:1133–1140. [CrossRef]
- Chen W-H, Tu Y-J, Sheen H-K (2011) Disruption of sugarcane bagasse lignocellulosic structure by means of dilute sulfuric acid pretreatment with microwave-assisted heating. Applied Energy 88:2726–2734. [CrossRef]
- Boonmanumsin P, Treeboobpha S, Jeamjumnunja K, et al (2012) Release of monomeric sugars from Miscanthus sinensis by microwave-assisted ammonia and phosphoric acid treatments. Bioresource Technology 103:425–431. [CrossRef]
- Ramadoss G, Muthukumar K (2014) Ultrasound assisted ammonia pretreatment of sugarcane bagasse for fermentable sugar production. Biochemical Engineering Journal 83:33–41. [CrossRef]
- Oladunjoye AO, Olawuyi IK, Afolabi TA (2023) Synergistic effect of ultrasound and citric acid treatment on functional, structural and storage properties of hog plum (Spondias mombin L) bagasse. Food sci technol int 10820132231176580. [CrossRef]
- Binod P, Satyanagalakshmi K, Sindhu R, et al (2012) Short duration microwave assisted pretreatment enhances the enzymatic saccharification and fermentable sugar yield from sugarcane bagasse. Renewable Energy 37:109–116. [CrossRef]
- Lin R, Cheng J, Song W, et al (2015) Characterisation of water hyacinth with microwave-heated alkali pretreatment for enhanced enzymatic digestibility and hydrogen/methane fermentation. Bioresource Technology 182:1–7. [CrossRef]
- Debnath B, Duarah P, Purkait MK (2023) Microwave-assisted quick synthesis of microcrystalline cellulose from black tea waste (Camellia sinensis) and characterization. International Journal of Biological Macromolecules 244:125354. [CrossRef]
- Chang K-L, Han Y-J, Wang X-Q, et al (2017) The effect of surfactant-assisted ultrasound-ionic liquid pretreatment on the structure and fermentable sugar production of a water hyacinth. Bioresource Technology 237:27–30. [CrossRef]
- Ninomiya K, Kamide K, Takahashi K, Shimizu N (2012) Enhanced enzymatic saccharification of kenaf powder after ultrasonic pretreatment in ionic liquids at room temperature. Bioresource Technology 103:259–265. [CrossRef]
- He Z, Wang Z, Zhao Z, et al (2017) Influence of ultrasound pretreatment on wood physiochemical structure. Ultrasonics Sonochemistry 34:136–141. [CrossRef]
- Marasca N, Cardoso IA, Rambo MKD, et al (2022) Ultrasound Assisted Pretreatments Applied to Cupuaçu Husk (Theobroma grandiflorum) from Brazilian Legal Amazon for Biorefinery Concept. J Braz Chem Soc 33:906–915. [CrossRef]
- Passos F, Carretero J, Ferrer I (2015) Comparing pretreatment methods for improving microalgae anaerobic digestion: Thermal, hydrothermal, microwave and ultrasound. Chemical Engineering Journal 279:667–672. [CrossRef]
- Paul R, Silkina A, Melville L, et al (2023) Optimisation of Ultrasound Pretreatment of Microalgal Biomass for Effective Biogas Production through Anaerobic Digestion Process. Energies 16:553. [CrossRef]
- Khamtib S, Plangklang P, Reungsang A (2011) Optimization of fermentative hydrogen production from hydrolysate of microwave assisted sulfuric acid pretreated oil palm trunk by hot spring enriched culture. International Journal of Hydrogen Energy 36:14204–14216. [CrossRef]
- Zhu Z, Macquarrie DJ, Simister R, et al (2015) Microwave assisted chemical pretreatment of Miscanthus under different temperature regimes. Sustain Chem Process 3:15. [CrossRef]
- Eblaghi M, Niakousari M, Sarshar M, Mesbahi GR (2016) Combining Ultrasound with Mild Alkaline Solutions as an Effective Pretreatment to Boost the Release of Sugar Trapped in Sugarcane Bagasse for Bioethanol Production. Journal of Food Process Engineering 39:273–282. [CrossRef]
- Mikulski D, Kłosowski G (2023) Cellulose hydrolysis and bioethanol production from various types of lignocellulosic biomass after microwave-assisted hydrotropic pretreatment. Renewable Energy 206:168–179. [CrossRef]
- Sawhney D, Vaid S, Bangotra R, et al (2023) Proficient bioconversion of rice straw biomass to bioethanol using a novel combinatorial pretreatment approach based on deep eutectic solvent, microwave irradiation and laccase. Bioresource Technology 375:128791. [CrossRef]
- Domingos I, Ferreira J, Cruz-Lopes LP, Esteves B (2022) Liquefaction and chemical composition of walnut shells. Open Agriculture 7:249–256. [CrossRef]
- Kunaver M, Jasiukaitytė E, Čuk N (2012) Ultrasonically assisted liquefaction of lignocellulosic materials. Bioresource Technology 103:360–366. [CrossRef]
- Mateus MM, Acero NF, Bordado JC, dos Santos RG (2015) Sonication as a foremost tool to improve cork liquefaction. Industrial Crops and Products 74:9–13. [CrossRef]
- Kržan A, Žagar E (2009) Microwave driven wood liquefaction with glycols. Bioresource Technology 100:3143–3146. [CrossRef]
- Xiao W, Niu W, Yi F, et al (2013) Influence of Crop Residue Types on Microwave-Assisted Liquefaction Performance and Products. Energy Fuels 27:3204–3208. [CrossRef]
- Xie J, Hse C-Y, Shupe TF, Hu T (2016) Influence of solvent type on microwave-assisted liquefaction of bamboo. Eur J Wood Prod 74:249–254. [CrossRef]
- Nguyen TA, Ha TMN, Nguyen BT, et al (2023) Microwave-assisted polyol liquefication from bamboo for bio-polyurethane foams fabrication. Journal of Environmental Chemical Engineering 11:109605. [CrossRef]
- Lu Z, Wu Z, Fan L, et al (2016) Rapid and solvent-saving liquefaction of woody biomass using microwave–ultrasonic assisted technology. Bioresource Technology 199:423–426. [CrossRef]
- Zhao Y, Yan J, Yang Y, et al (2022) Intensification Effect of Ultrasonic-microwave on Liquefaction of Fir Sawdust. Chemistry and Industry of Forest Products 42:87–94. [CrossRef]
- Shao H, Zhao H, Xie J, et al (2019) Agricultural and Forest Residues towards Renewable Chemicals and Materials Using Microwave Liquefaction. International Journal of Polymer Science 2019:e7231263. [CrossRef]
- Bhuyan DJ, Van Vuong Q, Chalmers AC, et al (2015) Microwave-assisted extraction of Eucalyptus robusta leaf for the optimal yield of total phenolic compounds. Industrial Crops and Products 69:290–299. [CrossRef]
- Bhuyan DJ, Vuong QV, Chalmers AC, et al (2017) Development of the ultrasonic conditions as an advanced technique for extraction of phenolic compounds from Eucalyptus robusta. Separation Science and Technology 52:100–112. [CrossRef]
- Osorio-Tobón JF (2020) Recent advances and comparisons of conventional and alternative extraction techniques of phenolic compounds. J Food Sci Technol 57:4299–4315. [CrossRef]
- Gullón B, Muñiz-Mouro A, Lú-Chau TA, et al (2019) Green approaches for the extraction of antioxidants from eucalyptus leaves. Industrial Crops and Products 138:111473. [CrossRef]
- Rodsamran P, Sothornvit R (2019) Extraction of phenolic compounds from lime peel waste using ultrasonic-assisted and microwave-assisted extractions. Food Bioscience 28:66–73. [CrossRef]
- Cheng X-L, Wan J-Y, Li P, Qi L-W (2011) Ultrasonic/microwave assisted extraction and diagnostic ion filtering strategy by liquid chromatography–quadrupole time-of-flight mass spectrometry for rapid characterization of flavonoids in Spatholobus suberectus. Journal of Chromatography A 1218:5774–5786. [CrossRef]
- Walayat N, Yurdunuseven-Yıldız A, Kumar M, et al (2023) Oxidative stability, quality, and bioactive compounds of oils obtained by ultrasound and microwave-assisted oil extraction. Critical Reviews in Food Science and Nutrition 0:1–18. [CrossRef]
- Wen L, Zhang Z, Sun D-W, et al (2020) Combination of emerging technologies for the extraction of bioactive compounds. Critical Reviews in Food Science and Nutrition 60:1826–1841. [CrossRef]
- Mason TJ (2003) Sonochemistry and sonoprocessing: the link, the trends and (probably) the future. Ultrasonics Sonochemistry 10:175–179. [CrossRef]
- Chatel G, De Oliveira Vigier K, Jérôme F (2014) Sonochemistry: What Potential for Conversion of Lignocellulosic Biomass into Platform Chemicals? ChemSusChem 7:2774–2787. [CrossRef]
- Sarwono A, Man Z, Muhammad N, et al (2017) A new approach of probe sonication assisted ionic liquid conversion of glucose, cellulose and biomass into 5-hydroxymethylfurfural. Ultrasonics Sonochemistry 37:310–319. [CrossRef]
- Hu X, Xiao Y, Niu K, et al (2013) Functional ionic liquids for hydrolysis of lignocellulose. Carbohydrate Polymers 97:172–176. [CrossRef]
- Santos D, Silva UF, Duarte FA, et al (2018) Ultrasound-assisted acid hydrolysis of cellulose to chemical building blocks: Application to furfural synthesis. Ultrasonics Sonochemistry 40:81–88. [CrossRef]
- Hernoux A, Lévêque J-M, Lassi U, et al (2013) Conversion of a non-water soluble potato starch waste into reducing sugars under non-conventional technologies. Carbohydrate Polymers 92:2065–2074. [CrossRef]
- Toukoniitty B, Kuusisto J, Mikkola J-P, et al (2005) Effect of Ultrasound on Catalytic Hydrogenation of d-Fructose to d-Mannitol. Ind Eng Chem Res 44:9370–9375. [CrossRef]
- Finch KBH, Richards RM, Richel A, et al (2012) Catalytic hydroprocessing of lignin under thermal and ultrasound conditions. Catalysis Today 196:3–10. [CrossRef]
- Zhang L, Liu K, Wei G, et al (2022) Intensification of catalytic transfer hydrogenation of fatty acid methyl esters by using ultrasound. Chemical Engineering and Processing - Process Intensification 170:108645. [CrossRef]
- Mishra SP, Thirree J, Manent A-S, et al (2011) Ultrasound-catalyzed tempo-mediated oxidation of native cellulose for the production of nanocellulose: effect of process variables. 23.
- Qin Z-Y, Tong G, Chin YCF, Zhou J-C (2011) Preparation of ultrasonic-assisted high carboxylate content cellulose nanocrystals by tempo oxidation. BioResources 6:1136–1146.
- Ayoub N, Toufaily J, Guénin E, Enderlin G (2022) Catalyst-free process for oxidation of furfural to maleic acid by high frequency ultrasonic activation. Green Chem 24:4164–4173. [CrossRef]
- Fernandes A, Cruz-Lopes L, Esteves B, Evtuguin D (2023) Nanotechnology Applied to Cellulosic Materials. Materials 16:3104. [CrossRef]
- Chatel G, Valange S, Behling R, Colmenares JC (2017) A Combined Approach using Sonochemistry and Photocatalysis: How to Apply Sonophotocatalysis for Biomass Conversion? ChemCatChem 9:2615–2621. [CrossRef]
- Djellabi R, Aboagye D, Galloni MG, et al (2023) Combined conversion of lignocellulosic biomass into high-value products with ultrasonic cavitation and photocatalytic produced reactive oxygen species – A review. Bioresource Technology 368:128333. [CrossRef]
- Dhar P, Teja V, Vinu R (2020) Sonophotocatalytic degradation of lignin: Production of valuable chemicals and kinetic analysis. Journal of Environmental Chemical Engineering 8:104286. [CrossRef]
- Asomaning J, Haupt S, Chae M, Bressler DC (2018) Recent developments in microwave-assisted thermal conversion of biomass for fuels and chemicals. Renewable and Sustainable Energy Reviews 92:642–657. [CrossRef]
Figure 1.
Representation of: A - Conventional heating profile; B - Microwave heating profile.
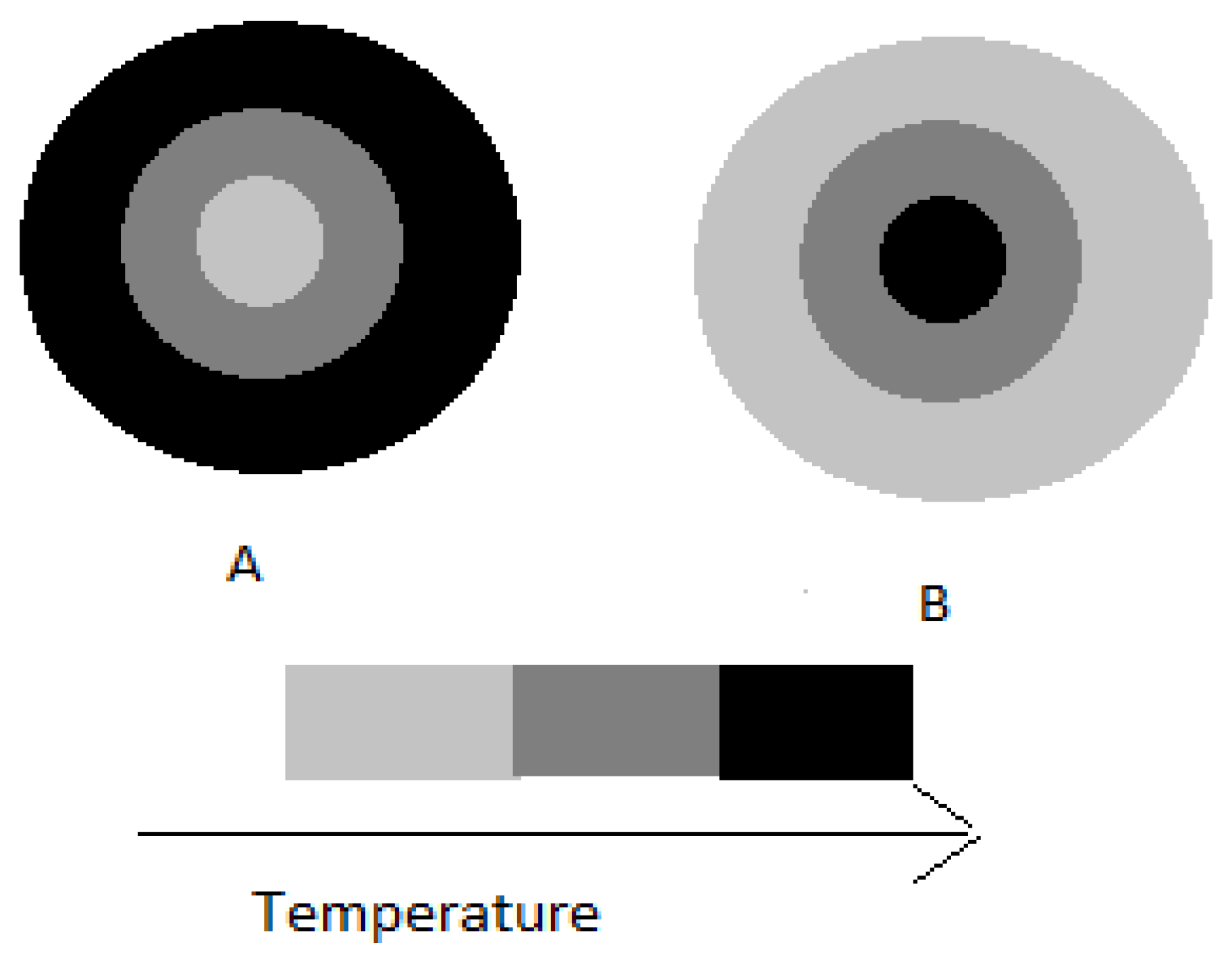
Figure 2.
Illustration of microwave heating mechanisms: A- Dipolar rotation mechanism - Polar molecules; B- Ionic driving mechanism - Ions.
Figure 2.
Illustration of microwave heating mechanisms: A- Dipolar rotation mechanism - Polar molecules; B- Ionic driving mechanism - Ions.
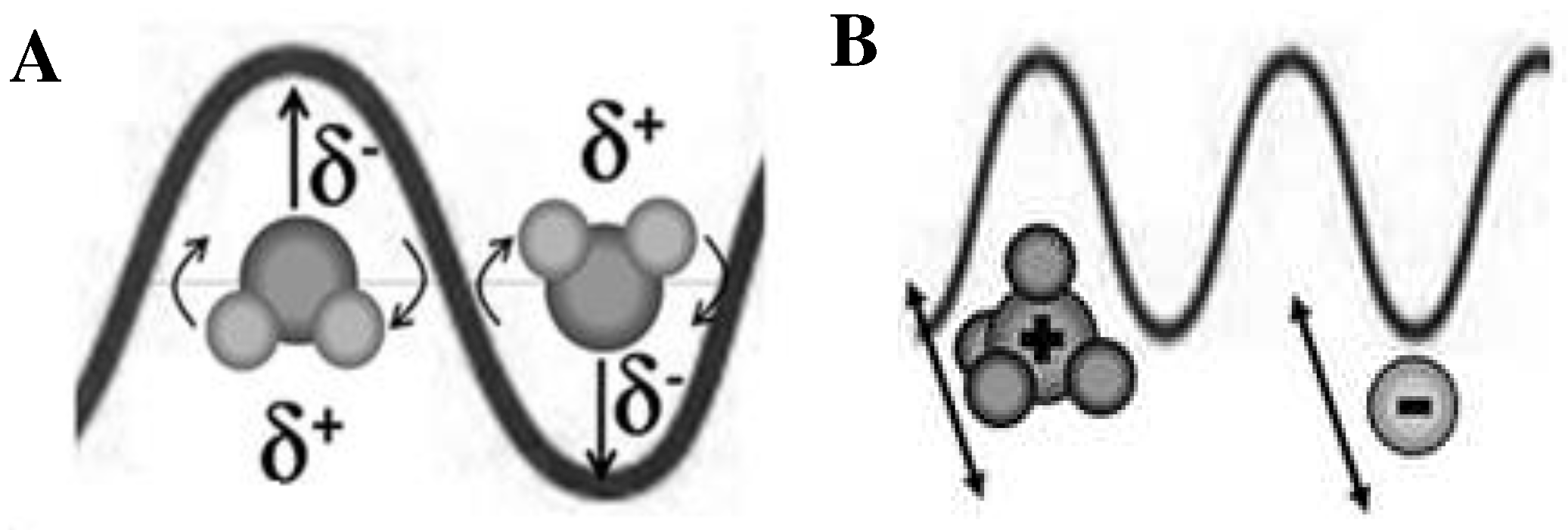
Figure 3.
Illustration of cavitation phases: from blister formation to violent collapse.
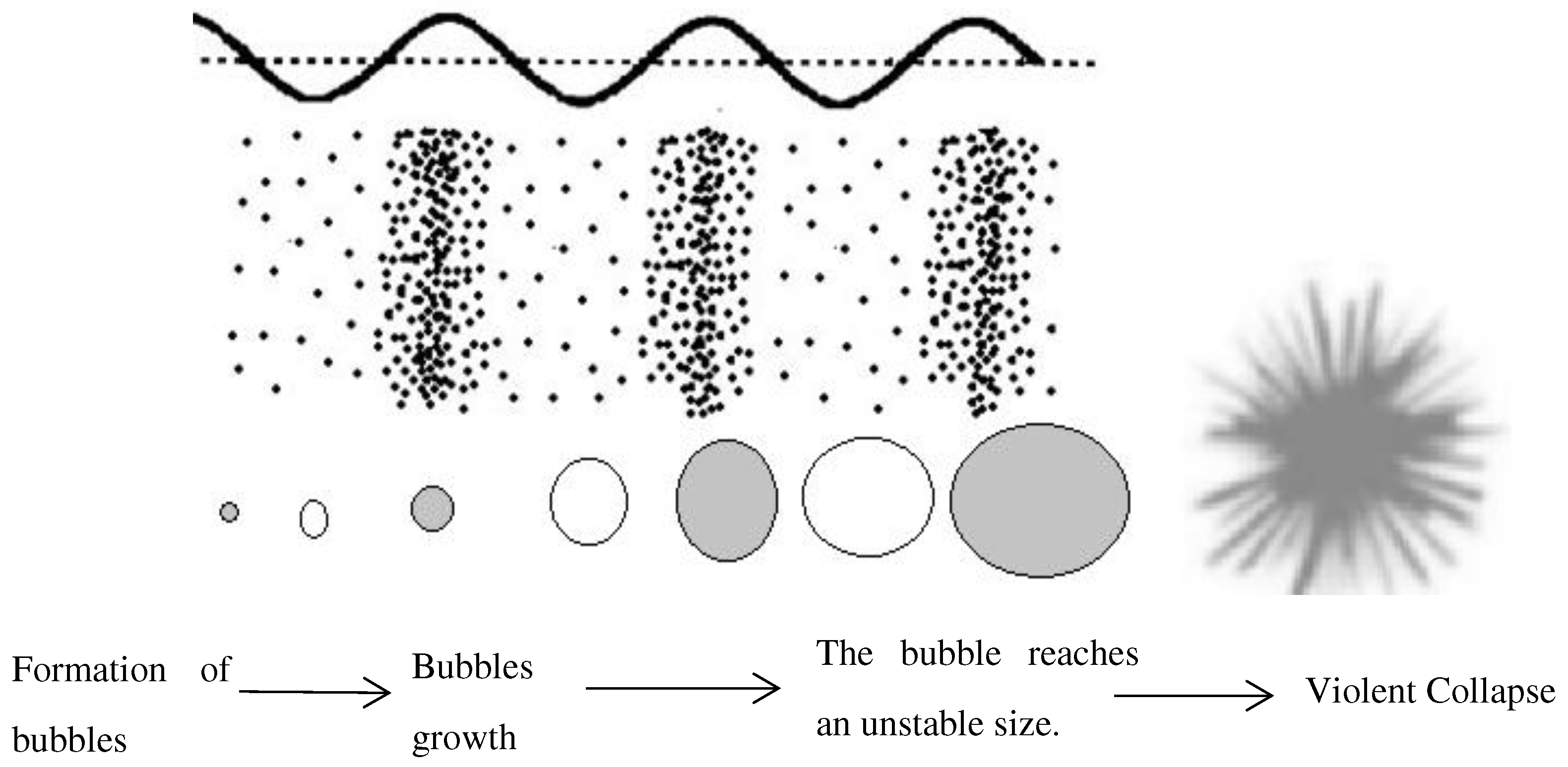
Table 1.
Advantages of microwave heating compared to conventional heating.
| Advantage of microwave heating | |
| Non-contact heating | In microwave heating there is no physical contact between the material to be heated and the heat source. This prevents overheating of the material surfaces. |
| Lower power consumption | In conventional heating, the energy consumption is higher since part of the energy is used to heat the container. |
| Fast heating | In conventional heating, heating is slower. |
| Lower heat losses | The microwave heating container is non-conductive. |
| Shorter reaction times | In conventional heating, reaction times are longer. |
| Volumetric heating | In conventional heating, the heating is superficial. |
| Better level of control | Microwave heating can be turned off immediately. |
| Better product yield | In microwave heating, there is low formation of collateral products. |
| Allows overheating of the material | In microwave heating, the maximum temperature reached is not limited by the boiling point of the substance to be heated. |
| Improved moisture reduction | In microwave heating, moisture loss from the surface of the material first occurs. |
Table 2.
Classification of materials: in conductors, non-conductors, and dielectrics.
| Materials | Characteristics | tan | Examples |
| Conductive | They cannot be penetrated by microwaves. They reflect the microwaves. |
tan | Metals |
| Non-conductive | They are microwave transparent and have low or zero dielectric loss. They are the materials for the construction of containers for microwave heating. |
tan | Glass Teflon Ceramics Quartz Air |
| Dielectric (or absorbers) | They absorb microwaves. They are ideal to be heated by microwave |
tan | Water Methanol Carbon |
Table 3.
Dielectric constants, dielectric losses, dielectric loss tangents and depths of microwave penetration, for various biomasses.
Table 3.
Dielectric constants, dielectric losses, dielectric loss tangents and depths of microwave penetration, for various biomasses.
| Biomass | Dp (cm) |
Frequencies and temperature |
Reference | |||
|---|---|---|---|---|---|---|
| Tropical wood |
2.08 | 0.1849 | 0.0954 | ---- | 8.2 to 12.4 GHz |
[32] |
| Banana fibers with polyurethane 30% | 137 | 26 | 1kHz | [33] | ||
| Empty fruit bunch (18 wt% moisture) |
6.4 | 1.9 | 0.3 | 3.5 | 2.45 GHz, 27 °C | [31] |
| Empty fruit bunch char |
3.5 | 0.47 | 0.13 | 2.45 GHz, 500 °C | [31] | |
| Pinewood | 2.7 | 0.53 | 59 | 2.45 GHZ, 17 °C | [30] | |
| Oil palm fiber |
1.99 | 0.16 | 0.08 | 24.8 | 2.45 GHZ, 500 °C | [28] |
| Oil palm |
2.76 | 0.35 | 0.12 | 13.4 | 2.45 GHz, 500 °C | [28] |
| Oil palm char | 2.83 | 0.23 | 0.08 | 20.6 | 2.45 GHz, 500 °C | [28] |
| Hay | 0,02 | 2.45 GHz, 700 °C | [35] |
|||
| Pinewood |
13.4 | 0.08 | 0.006 | 0.2 | 2.45 GHZ, 25 °C | [34] |
| Arabica coffee |
26.8 | 3.14 | 0.117 | 0.5 | 2.45 GHZ, 25 °C | [34] |
| Wood | 0.11 | [20] |
||||
| Fir plywood | 0.01-0.05 | [20] |
||||
| Karanja seeds | 1.3 | 1,26 | 0.1 to 3.0 GHz at room temperature | [20] |
Table 4.
Dielectric constants ), dielectric losses (), dielectric loss tangent (tan δ), for some solvents usually used in the treatments of lignocellulosic biomass (2.45 GHz and at room temperature) [27].
Table 4.
Dielectric constants ), dielectric losses (), dielectric loss tangent (tan δ), for some solvents usually used in the treatments of lignocellulosic biomass (2.45 GHz and at room temperature) [27].
| Solvent | tan δ | ||
| Water | 80.4 | 0.123 | 9.889 |
| Ethylene glycol | 37.0 | 6.079 | 0.161 |
| Methanol | 32.6 | 21.483 | 0.856 |
| Ethanol | 24.3 | 22.866 | 0.941 |
Table 5.
Hydrogen bonds, intrapolymer and interpolymer, in lignocellulosic biomass (taken from Roy et al., 2020).
Table 5.
Hydrogen bonds, intrapolymer and interpolymer, in lignocellulosic biomass (taken from Roy et al., 2020).
| Cross linkages | Types of bonds | Polymers involved |
| Intrapolymer | Ether | Lignin, cellulose, hemicellulose |
| Esther | Hemicellulose | |
| Hydrogen | Cellulose | |
| C-C | Lignin | |
| Interpolymer | Ether | Lignin-cellulose |
| Ether | Lignin-hemicellulose | |
| Esther | Lignin-hemicellulose | |
| Hydrogen | Cellulose-hemicellulose | |
| Lignin- cellulose | ||
| Lignin- hemicellulose |
Table 6.
Some properties of the two categories of ultrasounds.
| Low and medium frequency waves | High frequency waves |
|---|---|
| 20 kHz100 kHz | 3MHz10 MHz |
| Have high power | Have low power |
| Suffer cavitation | Do not suffer cavitation |
| They influence the environment in which they propagate | They do not influence the environment in which they propagate |
| Applications: Sonochemistry (Part IV- of this review) and Industry | Applications: Medical diagnostics and non-destructive control of materials (eg) |
Table 8.
Effect of microwave radiation and ultrasounds on lignin, hemicellulose and cellulose content.
Table 8.
Effect of microwave radiation and ultrasounds on lignin, hemicellulose and cellulose content.
| Biomass | Pretreatment | Operating conditions | Initial composition (%) |
Composition after treatment (%) |
References |
|---|---|---|---|---|---|
| Sugarcane bagasse | Acid (H2SO4) + MW |
P= 900 W f= 2.45 GHz ∆t= 5 min T=190 °C |
C: 52.45 H: 25.97 L: 12.72 |
C: 67.31 H: 0.8 L: 15.67 |
[59] |
|
Miscanthus sinensis or Winter Wheat |
Alkaline (NH4OH) + MW |
P= 300 W ∆t=15 min T=120 °C |
C: 42.7 H: 31.3 L: 17.4 |
C: 53.1 H: 32.9 L: 12.2 |
[60] |
| Acid (H2SO4) + MW |
P= 300 W ∆t=30 min T=140 °C |
C: 42.7 H: 31.3 L: 17.4 |
C: 61.5 H: 20.7 L: 15.8 |
||
| Acid + Alkaline (H2SO4 + NH4OH) + MW |
∆t=15 min (120 °C) +∆t=30 min (140 °C) |
C: 42.7 H: 31.3 L: 17.4 |
C: 69.7 H: 18.4 L: 10.4 |
||
| Sugarcane bagasse |
US | P= 400 W f=24 kHz ∆t= 45min, T= 50 °C |
C: 38.0 H: 32.0 L: 27.0 |
C: 46.9 H: 29.3 L: 20.7 |
[61] |
| Ammonia (10% v/v) |
P= 400 W f=24 kHz ∆t= 30min, T= 80 °C |
C: 38.0 H: 32.0 L: 27.0 |
C: 50.4 H: 26.8 L: 19.8 |
||
| Ammonia +US (10% v/v) |
P= 400 W f=24 kHz ∆t= 45min, T= 80 °C |
C: 38.0 H: 32.0 L: 27.0 |
C: 56.1 H: 19.6 L: 18.2 |
||
| Hog plum (Spondias mombin L.) | US | P= 400 W f= 40 kHz ∆t= 60 min, T= 80 °C |
C: 53.74 H: 11.35 L: 35.28 |
C: 60.19 H: 6.27 L: 13.17 |
[62] |
| Nitric acid | P= 400 W f= 40 kHz ∆t= 60 min, T= 80 °C |
C: 53.74 H: 11.35 L: 35.28 |
C: 55.27 H: 9.73 L: 24.14 |
||
| Nitric acid + US |
P= 400 W f= 40 kHz ∆t= 60 min, T= 80 °C |
C: 53.74 H: 11.35 L: 35.28 |
C: 63.15 H: 3.19 L: 10.18 |
Table 9.
Effect of microwave radiation on the crystallinity index.
| Biomass | Pretreatment | Operating conditions | crystallinity index after (%) | References |
|---|---|---|---|---|
| Sugarcane bagasse | No treatment | 53.44 | [63] | |
| Sugarcane bagasse |
Acid (H2SO4) + MW | P= 450 W f= 2450 MHZ ∆t= 5 min |
58.79 | [63] |
| Alkaline (NaOH) + MW | P= 450 W f= 2450 MHZ ∆t= 5 min |
65.29 | ||
| Alkaline (NaOH) + Acid (H2SO4) + MW | P= 450 W f= 2450 MHZ ∆t= 10 min |
65.55 | ||
| Water hyacinth |
No treatment | 16.0 | [64] |
|
| Alkaline (NaOH) + MW | P = N.d.3 ∆t = 10 min T= 190 °C |
13.0 | ||
| Hemp stalk |
No treatment | 44.96 | [57] |
|
| With MEP1 | P= 1100 W ∆t = 3 min T= 90 °C |
42.83 |
||
| Black tea residues (Camellia sinensis) |
No treatment | 56.86 | [65] |
|
| Alkaline bleaching with peroxide | P= 1000 W ∆t = 90 min T= 55 °C |
76.86 | ||
| Alkaline bleaching with peroxide +MW2 | P= 1000 W ∆t = 0.5 min |
88.77 |
1 MEP-Microwave Expansion Pretreatment. 2 Microwave-assisted delignification and bleaching. 3N.d- Not determined.
Table 11.
Effect of microwave radiation and ultrasound on the solubilization of organic matter, of biomass microalgal [70].
Table 11.
Effect of microwave radiation and ultrasound on the solubilization of organic matter, of biomass microalgal [70].
| Pretreatment | Operating conditions |
Increase in soluble organic matter |
Increase in soluble proteins |
Increase in soluble carbohydrates |
Increase in soluble lipids |
|---|---|---|---|---|---|
| MW | P= 900 W f= 2450 MHz ∆t= 3 min |
8× |
18× |
12× |
2× |
| US | P=70 W f= 20 kHz ∆t= 30 min |
7× |
12× |
9× |
3× |
Table 12.
Effect of ultrasounds on the increase of sCOD efficiency (%) in two species of microalgae [71].
Table 12.
Effect of ultrasounds on the increase of sCOD efficiency (%) in two species of microalgae [71].
| Biomass | Pretreatment | Operating conditions |
Increased sCOD1 efficiency (%) |
|---|---|---|---|
| Tetraselmis suecica | US | P= 500 W f= 20 kHz ∆t = 5 s T= 19.1 °C |
5.13 |
| Nannochloropsis oceanica | US | P= 500 W f= 20 kHz ∆t = 54 s T= 21.6 °C |
18 |
1 sCOD- soluble chemical oxygen demand.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



