Submitted:
18 September 2023
Posted:
19 September 2023
You are already at the latest version
Abstract
Tungsten carbide inserts (TCI) and polycrystalline diamond compact (PCD) cutters used in two types of drill bits for drilling oil and gas wells were evaluated by a pin-on-disc test. The morphology of the worn surface was characterized by scanning electron microscopy (SEM). The behavior of corrosion resistance was evaluated with the electrodynamic polarization technique. The polycrystalline diamond compact cutter has a higher hardness, better corrosion, and wear behavior compared to tungsten carbide.
Keywords:
Drill Bits
; PCD Cutters
; TCI Cutters
; Wear Rate
; Corrosion Resistance
1. Introduction
When considering material selection and sintering for drill bits applications, specifically in the petrochemical industry, many variables must be considered; we can consider tensile strength, fatigue resistance, hardness, modulus of elasticity, toughness, fracture resistance, expansion coefficient, among others. In a general sense, the bits used to drill bits oil or gas wells at the tip is the auger that removes the material. These drill bits can be, among other options, fixed cut bits also known as drag bits commercially called polycrystalline compact diamond (PDC). These have built-in cutters that rotate together. This type of drill bits cuts soft formations into a ploughshare, gouging or indenting the ground. Modern fixed-cut drills with surface diamond (PDC) bits cut rock similar to a lathe. Their superior abrasion resistance is seen as the main contributor to the greatly improved drilling efficiency and economy [1]. Another type of drill bit is a rotary taper bit, which has metal cones that rotate independently as the drill rotates. Each cone has cutting structures (wear-resistant steel teeth or TCI tungsten carbide inserts) that cut and grind, or plunge and break, much like chisels or spades, depending on the hardness of the formation [2]. Together types of drill bits at the time of working the components are not only subject to wear processes, but are also in contact with chemically aggressive environments, corrosion can play an important role in the degradation of the surface and can significantly accelerate wear [3]. Furthermore, despite their extensive use and excellent abrasion resistance, PDC tools are still very susceptible to fractures [4,5,6,7,8,9]. This is why the development of the wearing surface of PDC and TCI bits is one of the most crucial problems in the drilling industries due to the excessive costs that can result due to an improper choice (or design) of the cutting tool [10]. This is mainly a result of their relatively low fracture toughness [1] and because bit wear is considered an intrinsic cost, achievable Significant savings through effective control and minimization of bit wear [11]. Therefore Development of the wear surface of the PDC bits is one of the most crucial problems in the drilling industries on account of the excessive costs which may result due to an inappropriate choice (or design) of the cutting tool [10]. Finally, although there are various wear studies for the PDC drill bits and for the TCI uncertainties, there is no information on their corrosion behavior [4,5,6,7,8,9,11]. For this reason, the objective of this research is determining the relation between microhardness and abrasion wear on two bodies through the pin or disc test. As well as to determine the wear mechanism by taking SEM electron microscope micrographs after the wear test and comparing with studies where they simulate the conditions of use of these drill bits. Also, determine the corrosion behavior, using the polarization curves. One of the reasons for carrying out the corrosion test is based on what has been stated by Human et al. [3], who reports that there is a considerable amount of research on the corrosion of cemented carbides, but these have been limited to a large extent to comparisons of corrosion rates in different solutions using measures of weight loss. also there have been a few studies aimed at understanding the processes involved and all of them have made use of electrochemical measurements. However Satisfactory explanations of the corrosion mechanisms that occur are lacking. The relationship between microstructural parameters and corrosion is unclear and researchers have reported very high experimental variations, making comparisons between grades of different tungsten carbide grain sizes and binder content inconclusive. Another reason is mentioned by Zeng et al. [12], comment that with the exploitation of oil and gas in high-quality oil fields entering the middle and late stages, the higher content of water and Cl- in the produced water, as well as the high partial pressure of corrosive gases such as CO2 and H2S in transmission pipeline lead to extremely severe corrosion damage, resulting in thinning of the walls and even perforation of the pipelines, causing huge economic losses and serious environmental pollution. Besides, no reports of taffel curves were found for the PDI inserts and a comparison between these two was desired. Finally, a paragraph is made on the selection of materials for the use of drill bits in order that future investigations have information on what are the characteristics that must be had when selecting materials for these applications, one of these materials are Diamon Like Carbon or DLC coatings on tool steels that have good mechanical properties [13,14,15,16] and which decrease production costs compared to the costs of PCI and TCI.
2. Selection of Cutting Materials
According to Ashby [17] , the materials used to make cutting tools are high-carbon steels and ceramics such as NSi, W3C - using Co as the binder. The use of tungsten carbides is due to the fact that about 25% of the annual production of tungsten is converted into mill products; another 60% is used in cutting tools in the form of tungsten carbides. This is because they are rigid, hard, and abrasion-resistant; they also retain their resistance to high temperatures and resist corrosion, hence their use for cutting tools [18].
According to the classification, the three most used types of drill bits correspond to rotary cutter bits with TCI inserts, fixed PDC cutters, and impregnated diamond drill bits [19]. The latter are known as diamond-like carbon (DLC), which are manufactured by different techniques. Among the most relevant are physical vapor deposition (PVD) and chemical vapor deposition (CVD). Currently, plasma-enhanced chemical vapor deposition (PECVD) is used which helps to lower deposition temperatures [19].
Figure 1a shows a rotary Tricone drill bits that rotate independently as the drill rotates with tungsten carbide inserts invited in 1933, and Figure 1b shows fixed-cut drill bits also known as drag bits with polycrystalline compact diamond inserts This was the beginning of synthetic materials for improving the performance of drilling bits [10,20].
In the drilling of wells for the extraction of oil and gas, the two most commonly used types of drill bits are rotary cut drill bits are tungsten carbide inserts (TCI), and fixed cut polycrystalline diamond compact (PDC) drill bits such as those shown in Figure 2, as described below:
Triconic Bits with TCI
They consist of three cutting cones that rotate on their own axis. They vary according to the cutting structure; they can have milled steel teeth or tungsten carbide inserts and change according to their bearing system. In these bits, the manufacturer inserts hard tungsten carbide inserts by applying pressure in holes drilled in the drill cone. Their lifetime is longer because tungsten carbide is more resistant to wear during drilling than steel. WC properties, such as hardness, wear area, tooth impact resistance, cracking time, and microstructure characteristics are a function of grain size [21]. Fine-grained carbides exhibit the best abrasion resistance. Coarse-grained carbides optimize impact toughness. Ultra fine-grained carbides provide excellent wear resistance and anti-impact toughness. Thus, the impact and abrasion resistance of the teeth can be significantly improved.
PDC cutters
PDC fixed cutter drill bits are widely used in oil and gas well drilling. Their abrasion resistance is seen as the main contributor to improved drilling efficiency. These cutters are composed of a layer of polycrystalline diamond bonded in situ on a tungsten carbide substrate [21]. PDC cutters are welded to the bit after being bonded to the body and their main purpose is to obtain a longer-lasting and more wear-resistant cutter. The PCD cutter fractures the rock by cutting. During this action, the direction of the load and the resulting fracture are approximately parallel. As the cutter penetrates the formation, the cutter tip cuts and removes material in layers [22]. The disadvantages of PDC cutters that affect their performance are cobalt content because it is used as a catalyst to facilitate the sintering of the diamond grains, which in turn is detrimental to hardness and thermal stability. This is due to unwanted tungsten carbide phases that weaken the diamond structure, and thus the diamond grain size and residual stress distribution that affect abrasion resistance [23]. An important concept to understand is the effect of diamond grain size. In general, if the initial grit is between 1 and 6 µm, the resulting cutter will have relatively high abrasion resistance, but relatively poor impact resistance. In contrast, a PDC cutter manufactured with a coarse grit diamond grit > 16 µm will have relatively low abrasion resistance, but high impact resistance. In between these two extremes, cutters using a medium grit size diamond grit between 7-15 µm show moderate abrasion and medium impact resistance.
3. Materials and Methods
Several tests were carried out to evaluate the wear and corrosion resistance of two types of materials used in drill bit cutters for oil and gas well drilling. The tests performed, as well as the equipment, instrumentation, and configuration used in each one, are mentioned below.
The study materials are tungsten carbide inserts (TCI) used in a 12 ¼” tri-cone drill bit and 12 ¼” PDC fixed cutter bits. TCI cutters are a sintered material consisting of tungsten carbide (WC) crystals bonded by a cobalt-based binder. Typically, the composition of the blends ranges from 6% to 18% cobalt, in our case 6% by weight see Figure 2a. PDC cutters have a diameter of 16 mm: the tungsten carbide cylinder is 10 mm high and the diamond layer is 2 mm thick. These cutters were sintered by HP-HT (high pressure and high temperature) at a temperature of over 1,400 °C under a pressure of about 5.5 GPa. These cutters are composed of a layer of polycrystalline diamond bonded in-situ on to a tungsten carbide substrate as shown in Figure 2b. The bonding is done during a high pressure and high temperature sintering process. The polycrystalline diamond layer is also created during this process to form a sintered material characterized by strong diamond to diamond bonding [1]. Commonly, the proportion of cobalt can represent 6-18% by weight in the tungsten carbide substrate and 2-8% by weight in the diamond part [10].
Microhardness of tungsten carbide inserts, and polycrystalline compact diamond cutters was performed with a LECO M 400-G2 Hardness Tester, using a Knoop hardness indenter, with a 500 g load for tungsten carbide inserts WC-Co inserts and a 2 kg load for polycrystalline compact diamond cutters for 20 seconds, and a 500X optic to locate the indentations.
The tribometer equipment for pin on disc test was A CETR-UMT-2-110 the test was performed with an Al2O3 ball with a hardness of 13.41 GPa. The test parameters were: load of 3.2 N, speed 10 cm/s, and duration of 600 s. The volume was calculated with (1) according to the Hincapie methodology [24,25],
where:
V=(π*〖Rp*(A)〗^3)/(6*Re)
V is the displaced volume (mm3)
A is the width of the track (mm)
Rp is the radius of the track (3.67 mm)
Re is the radius of the sphere (3.18 mm)
The Rp was measured with the LSM 700 laser confocal microscope that has a 455 nm and 550 nm solid state laser, with a maximum power of 2 mW, horizontal resolution of 667 nm and vertical resolution of 290 nm.
V is the removed volume (mm3)
S is the distance traveled (mm)
N is the charge (N)
After performing the tribology test, the morphology of the tracks was characterized with a FEI QUANTA 200 SEM, taking microscopies in secondary electron mode, in high vacuum, and with a voltage of 30 keV. This microscope is equipped with Mira3 software, which allows the determination of the chemical composition of the sample of tungsten carbide inserts and polycrystalline compact diamond before and after the pin on disc test through X-ray energy dispersive spectrometry (EDX).
To assess the corrosion resistance of the two types of cutters tungsten carbide inserts and polycrystalline compact diamond, potentiodynamics polarization tests were performed with a Gamry Reference 600 potentiostat in a 0.35 % NaCl solution [28,29]. The following configuration was used in the tests: initial potential -0.3 V vs Eoc (open circuit potential), final potential of 0.5 V vs Eoc, scan rate of 0.5 mV/s, and a sampling area of 0.159 cm2.
4. RESULTS AND DISCUSSION
4.1. Hardness and Wear Test
Table 1 shows the results of the microhardness the cutters tungsten carbide inserts and polycrystalline compact diamond.
In the literature the value hardness for are of 50 GPa [11] and 7064 HV (69.28 GPa) [30] for drill bits PCD and for TCI 782 HV (7.69 GPa). The difference in the values may be due to the fact that the hardness, depending on the type of test, changes the results or also that, since the TCI inserts have different percentages of cobalt as a binder, the results vary.
Figure 3 and Figure 4 show the SEM microscopy images at different magnifications. Starting with the width of the tracks left by the pin in the disk test and the chemical composition for EDX of the sample out the track. Following the evolution of the tracks and wear mechanisms. Ending with the shape of the wear left in detail and the chemical composition within the tracks left.
Figure 3a shows the chemical composition in the TCI samples with a concentration of W 88.65 wt.%, Co 6.66 wt.%, O 4.69 wt.% before the pin-on-a-disk test. For the TCI sample, the wear mechanism was due to oxidation and cracking (red box). The oxidation process was evidenced by the chemical composition taken after the test, which was: W 73.94 wt.%, O 18.64 wt.%, Co 6.30 wt.%, Other 1.12 wt.%, this is probably due to the local heating of the sample and then a subsequent reaction with oxygen from the environment, which agrees with Edrisy et al. [31]. In addition, cracks are observed inside the track, Figure 3b and Figure 3c, possibly due to embrittlement of the tracks due to the oxides that were generated, which possibly do not present slip planes that allow plastic deformation since the cracks do not extend. The formation of cracks is explained by Yi Zhou et al. [21], where he explains that the uneven distribution of friction results in the uneven distribution of high local temperatures and a large temperature gradient within the alloy tooth material. Because the coefficient of thermal expansion of the Co binder phase is about three times that of WC, a stress arises from the difference between thermal expansion and cold contraction. With an increase or decrease in temperature, Co undergoes compressive or tensile stress, respectively. If the thermal stress caused by thermal expansion and contraction is greater than the flexural strength of the cemented carbide, a weakened WC/Co phase interface and weak or no adhesion between Co and WC result. The lack of support adhesion provided by the Co will result in constant removal of the WC and this, in turn, can produce microholes [32]. With an increase in the size of the micropores, adjacent holes are connected by the formation of microcracks. Cracks extend across the WC/Co interface and the WC phase (WC phase is brittle, has a high melting point and poor thermal fatigue resistance. Co is hard with favorable thermal fatigue resistance , so thermal fatigue cracks form first and propagate in the hard WC phase [33]). Typical thermal fatigue turtle cracks appear where the worn area is large and subjected to sufficient heat and thermal stress. In this tribological pair, the test indenter was not embedded in the cutter as seen in Table 1, the hardness of the TCI cutter was 12.93 GPa and that of the indenter was 13.41 GPa, Also, according to the chemical composition, the presence of aluminum was not evidenced. Therefore, the wear rate which is of the order of 10-8and coefficient of friction shown in Table 2 is from the TCI sample. No data on wear rates were found for these inserts, but research that studies wear was found [34,35].
Figure 4a shows the chemical composition the PCI sample with the chemical composition before the wear test that was Co 68.63 wt.%, 14.03 wt.%, it was not possible to accurately determine the carbon content because EDX does not have the pressure to determine the energy lines of this element. After the wear test the chemical composition was O 55.56 wt.%, Al 41.32 wt.%. The morphology of the within the tracks have form of scales, This phenomenon is explained by different investigations [4,11,36]. This research postulated four main failure modes of PDC cutters depending on the type of wear mechanism: 1- soft wear, 2- micro-chipping, 3- severe fracture or (chipping) and 4- delamination. They attributed the smooth wear to the grinding of individual diamond crystals removed on a very fine scale, possibly even atom by atom, owing to a combination of mechanical loading and thermal degradation [36]. This type of failure is less important than other failure mechanisms because wear is not severe and material removal from PDC cutters is trivial. The process identified as soft wear is in real life generally experienced when drilling homogeneous formations that are strong and abrasive with bits that have a large number of cutters distributed along the face of the drill bits [36]. Figure 5 shows a micrograph taken by the confocal interferometer of the tracks it looks roughness change which becomes more homogeneous evident that it exists soft wear. In this way, the possibility of calculating the wear rate using a harder or similar material as an indenter is left open, as in the study by Li et al. [6] , they used another PCD as an indenter, they obtained cracks in the PDC, which was due to fatigue cracks in the carbide that seemed to have grown more in the region adjacent to the diamond layer; this is consistent with the fact that, as a result of thermal stresses from the manufacturing process, the diamond is in a state of residual compressive stress, while the carbide next to it is in tension. By way of that the Tribological pair the element that wore out was the indenter of the equipment adhering to the substrate, so that the wear rate and coefficient of friction shown in the table correspond to the indenter. The literature the value wear rate is 9.6 X10-9 mm3 N-1 m-1 [23] and 0.45 for coefficient of friction [30] . This is explained by the difference in hardness that according to Table 1 for the PDC is 39.93 GPa, which exceeds 3 times the hardness of the indenter.
4.2. Electrochemical Test
Table 3 shows the results of voltage (Ecorr) and corrosion current (Icorr) the corrosion test performed on the TCI and PCD cutters, and Figure 6 shows the potentiodynamics polarization curves resulting from the tests carried out on the PCI and TCI samples. In addition, to compare, the curve for a DLC coating with a hardness of 25.3 GPa to improve adhesion different interlayers were used between the substrate and the DLC [37], that was grown on an AISI H13 tool steel with a hardness of 5 GPa. In this research, passive behavior was not considered, since in Human et al. [3] report that the observed behavior qualitatively shows the same characteristics as that exhibited by passivating materials, but the current densities remain high (around 50 µA·cm- 2). Therefore, this system cannot be considered truly passivating, where passive currents of around 10 µA·cm- 2 are expected and this behavior is called here “pseudo-passivity”. It is because in alkaline solutions Co shows stable passivity, whereas W readily dissolves the situation observed in acidic electrolytes is vice versa [38].
As shown in Figure 6, and Table 3 it can be clearly observed that the PCD cutters have a better corrosion behavior than the TCI cutters, having a more positive corrosion potential -287.8 mV and a lower corrosion current 3.75 X 10-9 mA·cm-2. This behavior consequence of the difference in the composition and microstructure of the surface even though both types of drill bits are manufactured by sintering. The corrosion mechanism for this type of composite proceeds predominantly by the loss of electrons from the binder phase; in this case, cobalt. Therefore, it can be expected that as the binder content increases, the corrosion current will increase proportionally. Considering that tungsten carbide inserts have a higher percentage of cobalt than PCD cutters, the corrosion resistance obtained agrees with the results of Human et al. [3]. According to the above results, PCDs have advantages over more conventional cutting tool materials, including sintered tungsten carbide, due to their high hardness, rate wear, and corrosion resistance, which makes them a good candidate to be selected for the most demanding cutting tool applications. Comparing the results of Figure 6, it is seen that the DLC coating on a steel substrate for tools has a better behavior than the TCI coatings, it could even be a substitute for the PDC. Other investigations have also investigated corrosion in API X65 steel pipes used in the petrochemical industry [12], in that research mention, in situ electrochemical measurements were adopted due to the huge challenge of excellent sealing performance for the electrochemical test device in high-pressure dynamic environments. However, the FAC under high CO2 partial pressure conditions is closely related to the electrochemical process. For this reason it is also important to carry out electrochemical corrosion tests.
4.3. Selection material drill bits
Figure 7 shows schematically how today’s materials relate to each other in terms of two important characteristics: toughness and hot hardness/abrasion resistance. The ideal cutting tool material would have very high toughness and equally high wear resistance.
The main advantage of using PCD cutter bits in rock drilling is that these cutters are designed to cut rock by shearing rather than by crushing or grinding, as is the case with TCI cutters. Rock removal by shearing is more efficient, requiring only 15-20% of the energy required by crushing and grinding [19]. This, in turn, means that PCD cutters have the potential to drill much faster than conventional cutters and, in addition, the abrasion and corrosion resistance results make these cutters the most efficient choice for significantly extending bit life.
4. Conclusions
In this work, it was possible to carry out the hardness and wear test by the pin on dis test, uncertain of those used in the petrochemical industry as drill bits, where it was possible to establish:
- The PCD uncertainties have a higher hardness than the TCI ones, this result is to be expected since the PCDs are composed with incrusted diamonds, however the hardness depends on the amount of Co binder present.
- From the wear test, the results of the coefficient of friction of the TCI are high, knowing that its application is as a cutting element; therefore, it implies a higher energy consumption for its work.
- The wear mechanisms of the uncertainties were different. In the TCI, cracks appeared due to the oxidation of the samples. The formation of cracks due to the distribution of friction results in the uneven distribution of high local temperatures and a large temperature gradient of the material. On the other hand, the PCD cutters exhibited a soft wear, this type of failure is less important than other mechanisms present in the PCD inserts, mainly due to the fact that the hardness of the indenter in the test had a lower hardness than the uncertain.
- Finally, the TCI insert exhibited lower corrosion resistance due to the exchange of electrons with the electrolyte through the cobalt present in the material. Although each insert has a specific application for well drilling, PCD cutters can be applied in more aggressive environments due to their corrosion and wear behavior, but they cost at least five times that of inserts. TCI. Therefore, it is necessary to look for a material with similar characteristics and that is more affordable; One option would be DLC coatings, as the results of the corrosion test showed good corrosion properties.
5. Acknowledgments
We are grateful for the collaboration of the personnel in charge of the metallography, heat treatment, and scanning electron microscopy laboratories of the Universidad Nacional de Colombia for the technical support in the handling of the equipment used for the characterization of the samples. We also appreciate the technical support personnel of the drill bit segment of the Schlumberger company for providing the samples for this study (TCI and PCD cutters).
References
- Kanyanta, V.; Dormer, A.; Murphy, N.; Invankovic, A. Impact Fatigue Fracture of Polycrystalline Diamond Compact (PDC) Cutters and the Effect of Microstructure. Int. J. Refract. Met. Hard Mater. 2014, 46, 145–151. [Google Scholar] [CrossRef]
- Centala, P.; Challa, V.; Durairajan, B.; Meehan, R.; Páez, L.; Partin, U.; Segal, S.; Wu, S.; Garrett, I.; Teggart, B.; Tetley, N. El Diseño de Las Barrenas: Desde Arriba Hasta Abajo. Oilf. Rev. Spanish 2003, 23, 4–19. [Google Scholar]
- Human, A.M.; Exner, H.E. Electrochemical Behaviour of Tungsten-Carbide Hardmetals. Mater. Sci. Eng. A 1996, 209, 180–191. [Google Scholar] [CrossRef]
- Zacny, K. Fracture and Fatigue of Polycrystalline-Diamond Compacts. SPE Drill. Complet. 2012, 27, 145–157. [Google Scholar] [CrossRef]
- Moseley, S.G.; Bohn, K.P.; Goedickemeier, M. Core Drilling in Reinforced Concrete Using Polycrystalline Diamond (PCD) Cutters: Wear and Fracture Mechanisms. Int. J. Refract. Met. Hard Mater. 2009, 27, 394–402. [Google Scholar] [CrossRef]
- Lin, T.P.; Cooper, G.A.; Hood, M. Fatigue Test on Polycrystalline Diamond Compacts. Mater. Sci. Eng. A 1993, 163, 23–31. [Google Scholar] [CrossRef]
- Cooley, C.H.; Meany, N.; Hughes, C. The Development of a Fracture-Resistant PDC Cutting Element. In Proceedings of the SPE Annual Technical Conference and Exhibition, 25–28 September 1994; pp. 197–211. [Google Scholar]
- Fang, Z.; Griffo, A.; White, B.; Belnap, D.; Hamilton, R.; Portwood, G.; Cox, P.; Hilmas, G.; Bitler, J. Chipping Resistant Polycrystalline Diamond and Carbide Composite Materials for Roller Cone Bits. Proc. - SPE Annu. Tech. Conf. Exhib 2001, 671–678. [Google Scholar] [CrossRef]
- Fang, Z.Z.; Griffo, A.; White, B.; Lockwood, G.; Belnap, D.; Hilmas, G.; Bitler, J. Fracture Resistant Super Hard Materials and Hardmetals Composite with Functionally Designed Microstructure. Int. J. Refract. Met. Hard Mater. 2001, 19, 453–459. [Google Scholar] [CrossRef]
- Rostamsowlat, I.; Evans, B.; Kwon, H.J. A Review of the Frictional Contact in Rock Cutting with a PDC Bit. J. Pet. Sci. Eng. 2022, 208, 109665. [Google Scholar] [CrossRef]
- Abbas, R.K. A Review on the Wear of Oil Drill Bits (Conventional and the State of the Art Approaches for Wear Reduction and Quantification). Eng. Fail. Anal. 2018, 90, 554–584. [Google Scholar] [CrossRef]
- Zeng, L.; Lv, T.; Chen, H.; Ma, T.; Fang, Z.; Shi, J. Flow Accelerated Corrosion of X65 Steel Gradual Contraction Pipe in High CO2 Partial Pressure Environments. Arab. J. Chem. 2023, 16, 104935. [Google Scholar] [CrossRef]
- Dalibon, E.L.; Pecina, J.N.; Cabo, A.; Trava-Airoldi, V.J.; Brühl, S.P. Fretting Wear Resistance of DLC Hard Coatings Deposited on Nitrided Martensitic Stainless Steel. J. Mater. Res. Technol. 2019, 8, 259–266. [Google Scholar] [CrossRef]
- Yao, N.; Evans, A.G.; Cooper, C. V Wear Mechanism Operating in W-DLC Coatings in Contact with Machined Steel Surfaces. Surf. Coat. Technol. 2004, 179, 306–313. [Google Scholar] [CrossRef]
- Suzuki, M.; Saito, T.; Tanaka, A. Tribological Properties of DLC Films against Different Steels. Wear 2013, 304. [Google Scholar] [CrossRef]
- 16. Papakonstantinou, P.; Zhao, J.F.; Richardot, A.; McAdams, E.T.; McLaughlin, J.A. Evaluation of Corrosion Performance of Ultra-Thin Si-DLC Overcoats with Electrochemical Impedance Spectroscopy. Diam. Relat. Mater. 2002, 11, 1124–1129. [Google Scholar] [CrossRef]
- Ashby, M.F. Materials Selection in Mechanical Design; ELSEVIER, Ed.; Fourth.; Burlington, 2013; Vol. 53; ISBN 9788578110796.
- Field, J.E.; Pickles, C.S.J. Strength, Fracture and Friction Properties of Diamond. Diam. Relat. Mater. 1996, 5, 625–634. [Google Scholar] [CrossRef]
- Sussmann, R.S. Applications of Diamond Synthesized by Chemical Vapor Deposition. In Handbook of Ceramic Hard Materials; Riedel, R., Ed.; 2008; pp. 573–622.
- Islam, M.R.; Hossain, M.E. State-of-the-Art of Drilling. In Drilling Engineering; 2021; pp. 17–178 ISBN 9780128201930.
- Zhou, Y.; Huang, Z.; Zhang, F.; Jing, S.; Chen, Z.; Ma, Y.; Li, G.; Ren, H. Experimental Study of WC-Co Cemented Carbide Air Impact Rotary Drill Teeth Based on Failure Analysis. Eng. Fail. Anal. 2014, 36, 186–198. [Google Scholar] [CrossRef]
- Kembaiyan, K.T.; Keshavan, K. Combating Severe Fluid Erosion and Corrosion of Drill Bits Using Thermal Spray Coatings. Wear 1995, 186–187, 487–492. [Google Scholar] [CrossRef]
- Yahiaoui, M.; Gerbaud, L.; Paris, J.Y.; Denape, J.; Dourfaye, a. A Study on PDC Drill Bits Quality. Wear 2013, 298–299, 32–41. [Google Scholar] [CrossRef]
- Hincapie, W.S.; Olaya, J.J.; Alfonso, J.E. Propiedades Tribológicas de Recubrimientos de CrxOy Depositados Mediante Proyección Térmica Sobre Latón. Ing. MECÁNICA Tecnol. Y Desarro. 2015, 5, 303–311. [Google Scholar]
- Hincapie-campos, W.S.; Jairo, J.; Alfonso-orjuela, J.E. Caracterización Microestructural, Mecánica y de Desgaste de Recubrimientos de Cux Aly Depositados Mediante Proyección Térmica. DYNA 2017, 84, 155–163. [Google Scholar] [CrossRef]
- Wojtanowicz, A.K.; Kuru, E. Mathematical Modeling of Pdc Bit Drilling Process Based on a Single-Cutter Mechanics. J. Energy Resour. Technol. Trans. ASME 1993, 115, 247–256. [Google Scholar] [CrossRef]
- Chen, Y.; Wu, J.M.; Nie, X.; Yu, S. Study on Failure Mechanisms of DLC Coated Ti6Al4V and CoCr under Cyclic High Combined Contact Stress. J. Alloys Compd. 2016, 688, 964–973. [Google Scholar] [CrossRef]
- Liu, C.; Bi, Q.; Leyland, A.; Matthews, A. An Electrochemical Impedance Spectroscopy Study of the Corrosion Behaviour of PVD Coated Steels in 0. 5 N NaCl Aqueous Solution: Part I. Corros. Sci. 2003, 45, 1257–1273. [Google Scholar] [CrossRef]
- Liu, C.; Bi, Q.; Leyland, A.; Matthews, A. An Electrochemical Impedance Spectroscopy Study of the Corrosion Behaviour of PVD Coated Steels in 0. 5 N NaCl Aqueous Solution: Part II. Corros. Sci. 2003, 45, 1243–1256. [Google Scholar] [CrossRef]
- Zhang, K.; Wang, D.; Wang, Z.; Guo, Y. Metals and Hard Materials Material Properties and Tool Performance of PCD Reinforced WC Matrix Composites for Hardbanding Applications. Int. J. Refract. Met. Hard Mater. 2015, 51, 146–152. [Google Scholar] [CrossRef]
- Edrisy, A.; Perry, T.; Cheng, Y.T.; Alpas, A.T. Wear of Thermal Spray Deposited Low Carbon Steel Coatings on Aluminum Alloys. Wear 2001, 251, 1023–1033. [Google Scholar] [CrossRef]
- Bailey, S.G.; Perrott, C.M. Wear Processes Exhibited by WC-Co Rotary Cutters in Mining. Wear 1974, 29, 117–128. [Google Scholar] [CrossRef]
- Llanes, L.; Torres, Y.; Anglada, M. On the Fatigue Crack Growth Behavior of WC-Co Cemented Carbides: Kinetics Description, Microstructural Effects and Fatigue Sensitivity. Acta Mater. 2002, 50, 2381–2393. [Google Scholar] [CrossRef]
- Gee, M.G.; Gant, A.; Roebuck, B. Wear Mechanisms in Abrasion and Erosion of WC/Co and Related Hardmetals. Wear 2007, 263, 137–148. [Google Scholar] [CrossRef]
- Konyashin, I.; Ries, B. Wear Damage of Cemented Carbides with Different Combinations of WC Mean Grain Size and Co Content. Part I: ASTM Wear Tests. Int. J. Refract. Met. Hard Mater. 2014, 46, 12–19. [Google Scholar] [CrossRef]
- Lin, T.-P.; Hood, M.; Cooper, G.A.; Li, X. Wear and Failure Mechanisms of Polycystalline Diamond Compact Bits. Wear 1992, 156, 133–150. [Google Scholar]
- W. S. Hincapie C, J. M. Gutiérrez B, V. J. Trava-airoldi, J. J. Olaya F, J. E. Alfonso, G. Capote Influence of the Ti x Si and Ti x Si / a-Si : H Interlayers on Adherence of Diamond- like Carbon Coatings. Diam. Relat. Mater. 2020, 109. [CrossRef]
- Kellner, F.J.J.; Hildebrand, H.; Virtanen, S. Effect of WC Grain Size on the Corrosion Behavior of WC-Co Based Hardmetals in Alkaline Solutions. Int. J. Refract. Met. Hard Mater. 2009, 27, 806–812. [Google Scholar] [CrossRef]
Figure 1.
a) Tricone drill bits with tungsten carbide inserts. b) Improving performance with synthetic materials with polycrystalline compact diamond. Photo from public domain [20].
Figure 1.
a) Tricone drill bits with tungsten carbide inserts. b) Improving performance with synthetic materials with polycrystalline compact diamond. Photo from public domain [20].
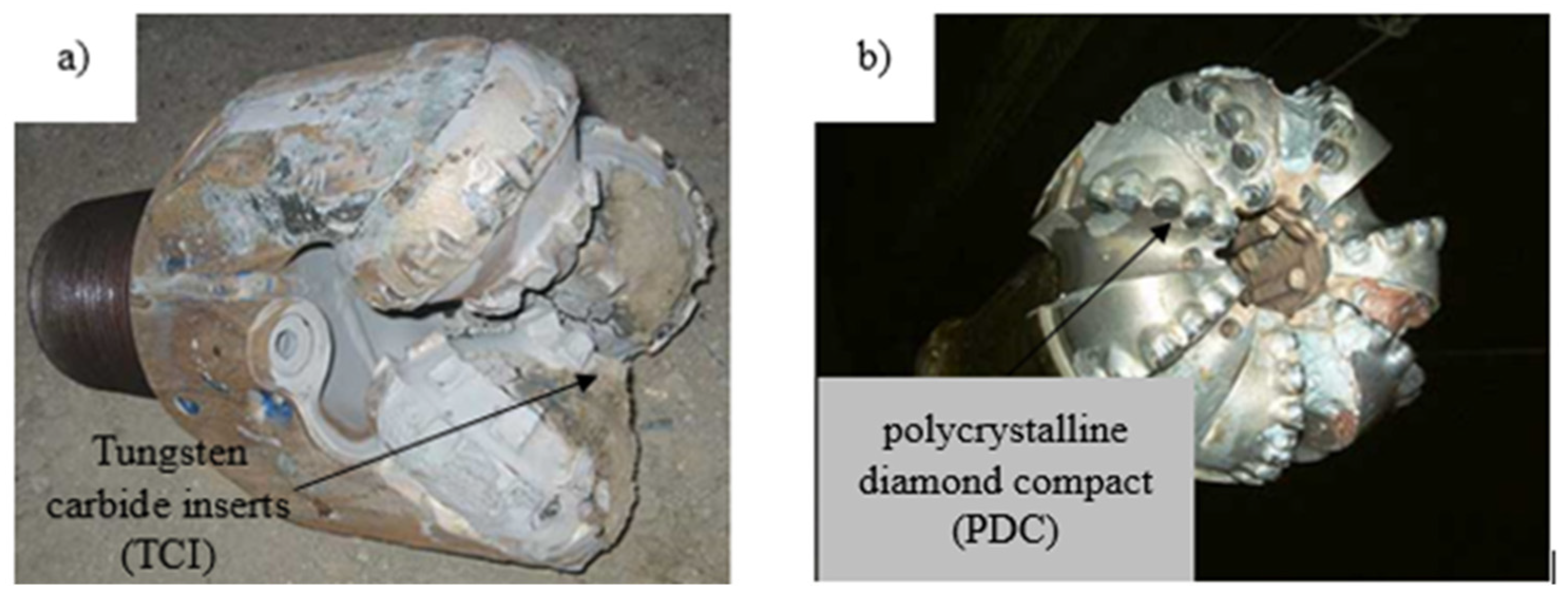
Figure 2.
cutters employed. (a) TCI cutter. (b) PDC cutter used in this research.
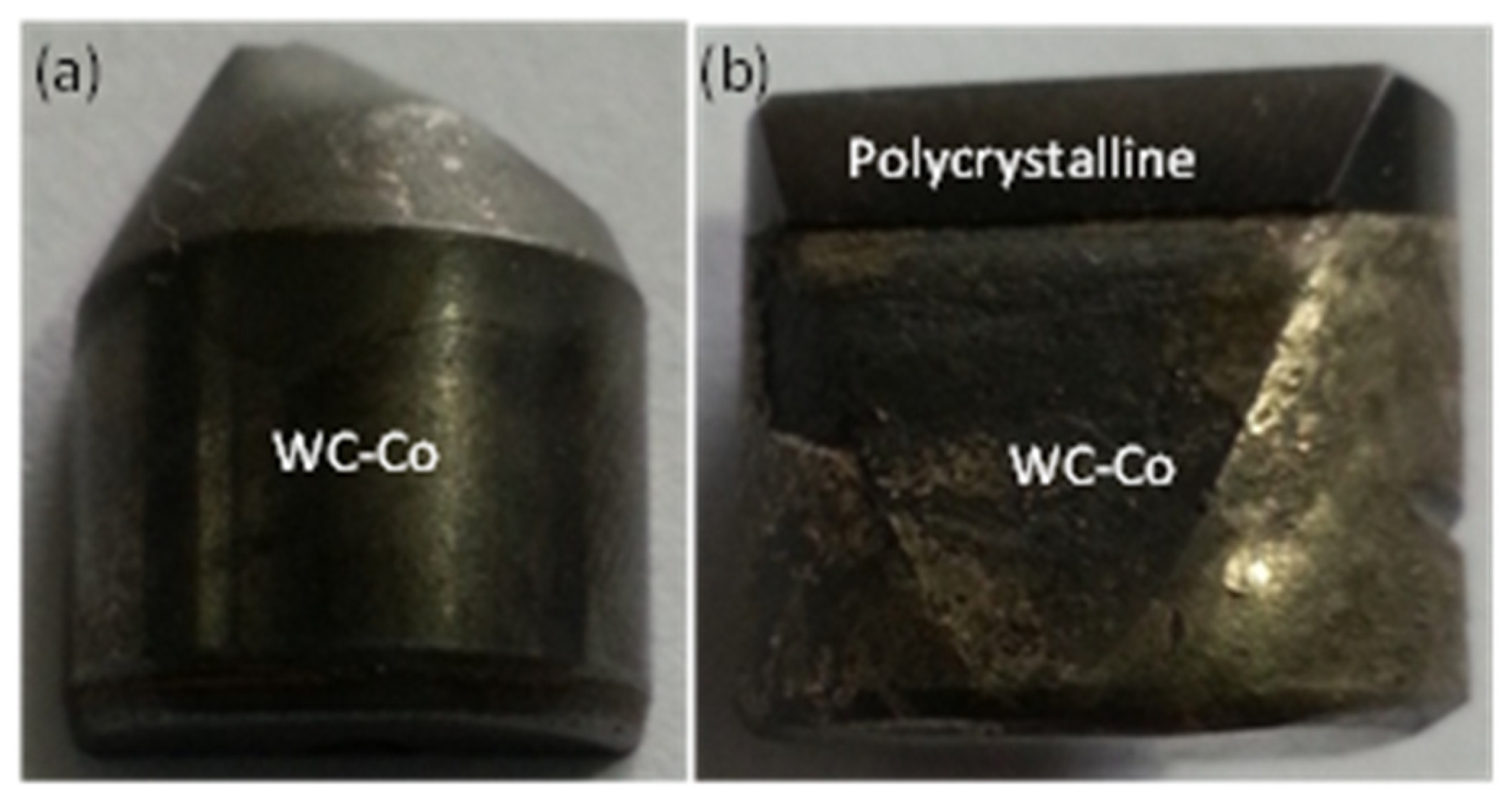
Figure 3.
Microscopy SEM a) chemical composition in the substrate b) chemical composition in tracks with cracks in TCI cutter.
Figure 3.
Microscopy SEM a) chemical composition in the substrate b) chemical composition in tracks with cracks in TCI cutter.
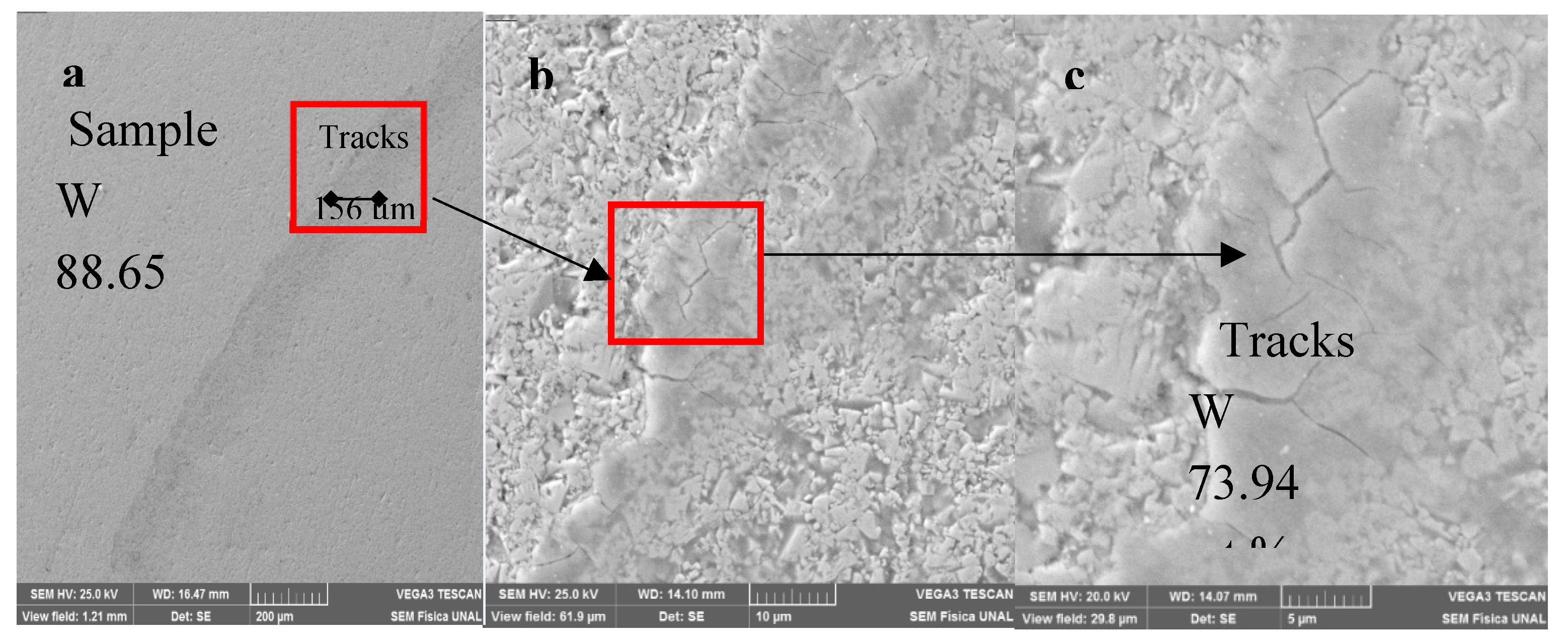
Figure 4.
Microscopy SEM a) chemical composition in the substrate d) chemical composition in the substrate in the tracks with Smooth wear on in PDC sample.
Figure 4.
Microscopy SEM a) chemical composition in the substrate d) chemical composition in the substrate in the tracks with Smooth wear on in PDC sample.
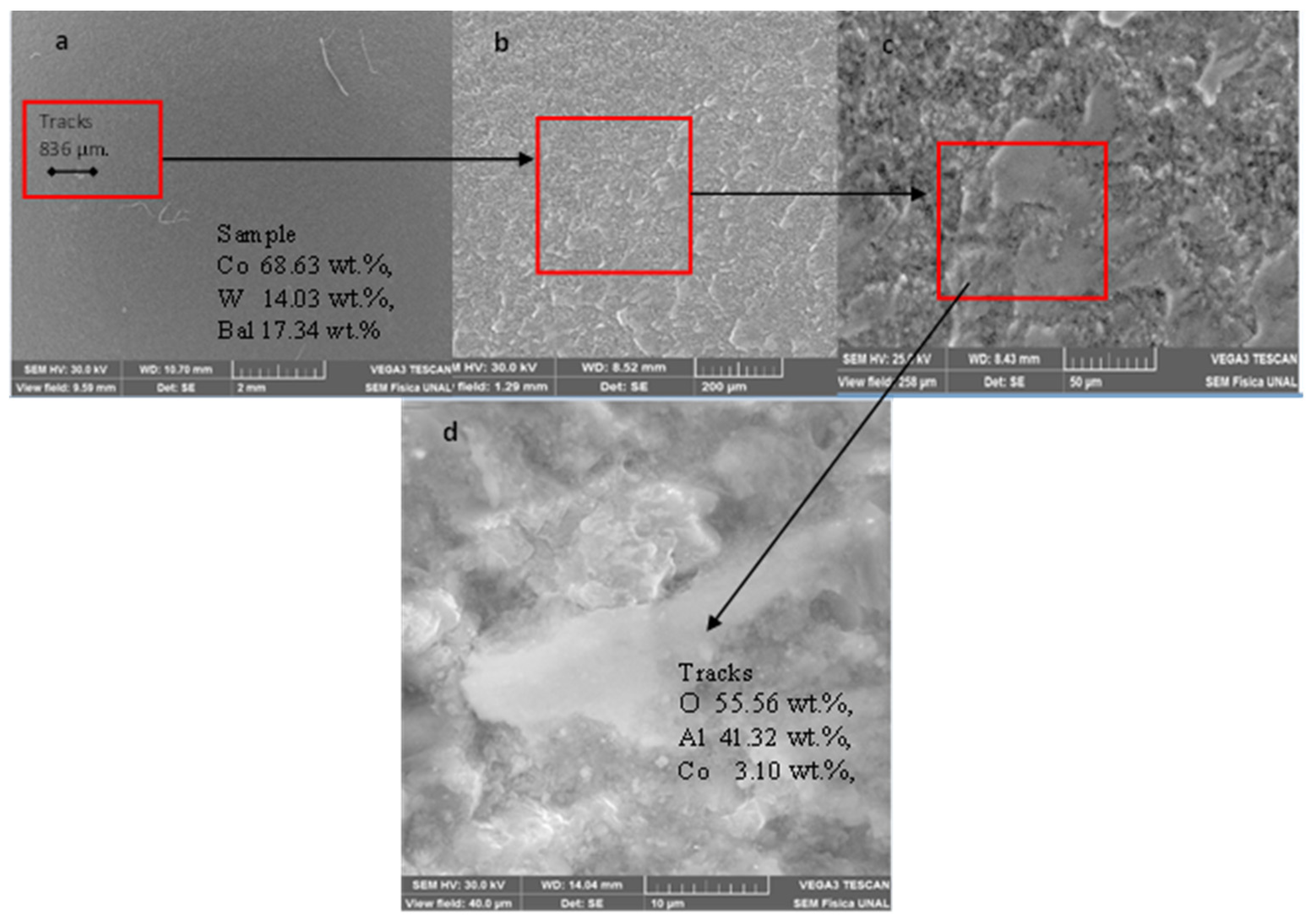
Figure 5.
Confocal interferometry micrograph of PCI tracks with soft wear.
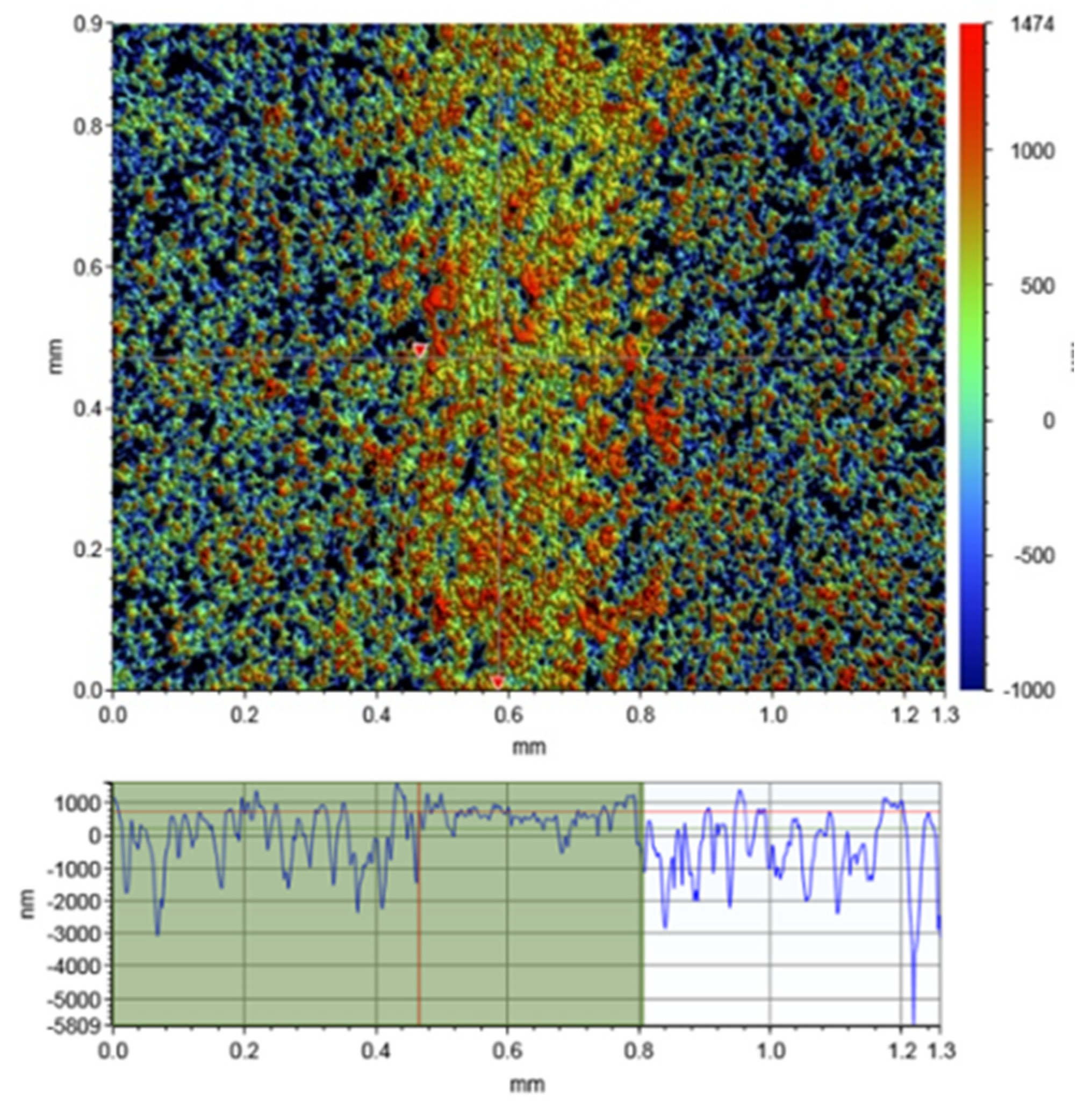
Figure 6.
Potentiodynamics polarization curves TCI (red) and PCD (black) cutters. and DLC (grey).
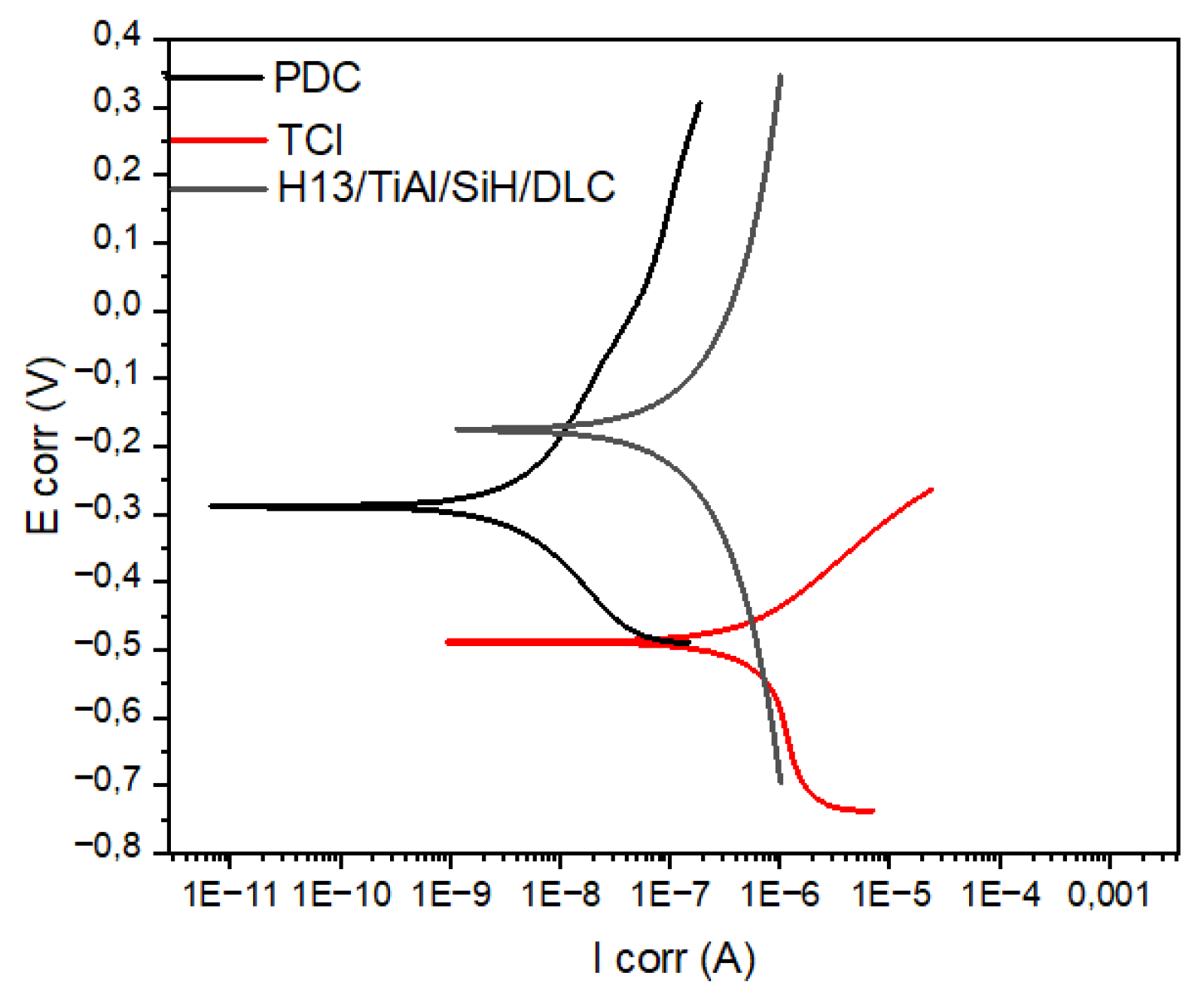
Figure 7.
Materials properties for cutting tools.
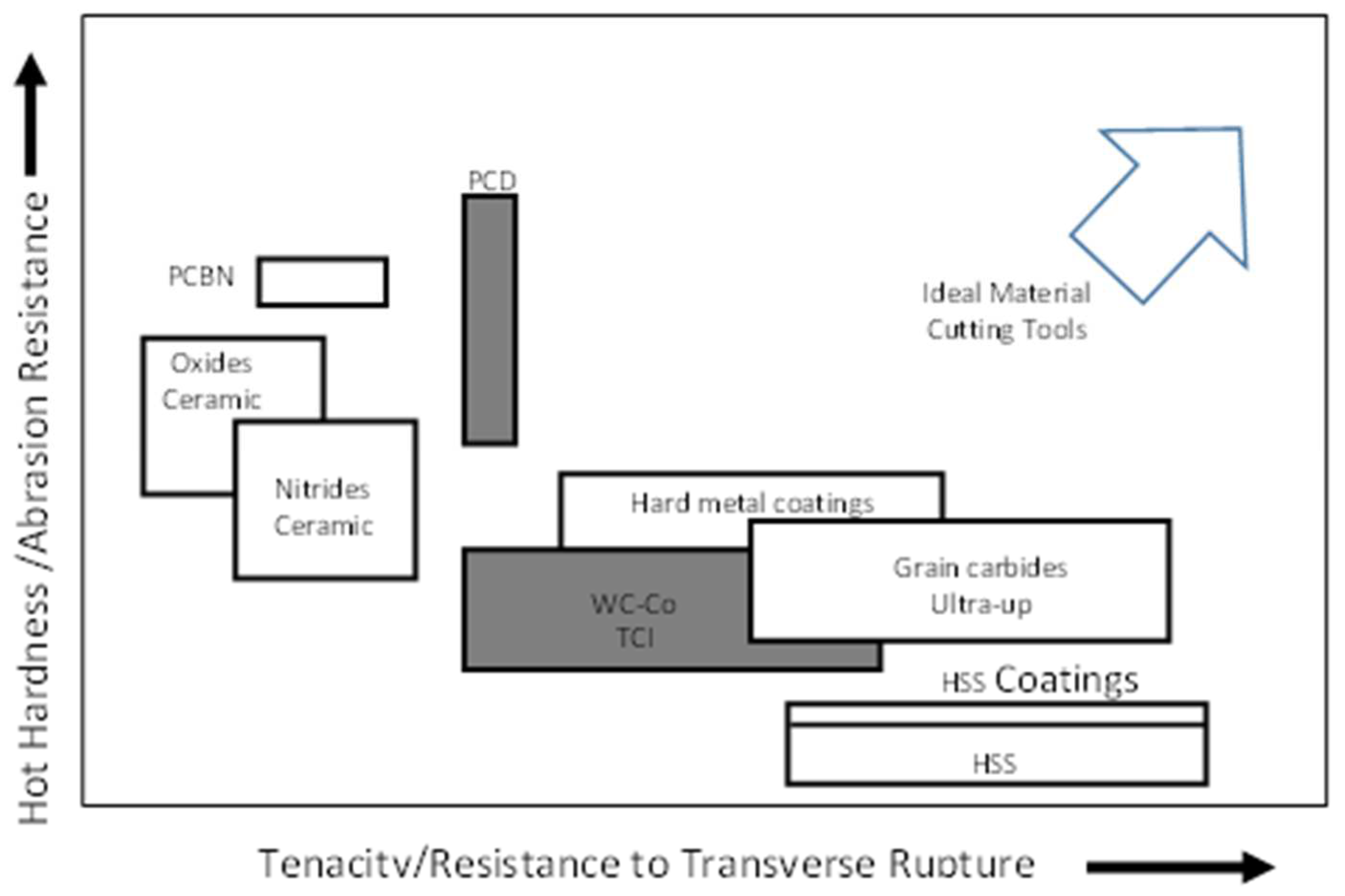

Table 1.
Microhardness.
| SAMPLE | HARDNESS (GPa) |
|---|---|
| TCI | 12,93 ± 0,41 |
| PDC | 39,93 ± 2,30 |
Table 2.
Wear rate results.
| SAMPLE | VOLUME (mm3) | WEAR RATE Q (mm3/N mm) |
COEFFICIENT OF FRICTION |
|---|---|---|---|
| TCI | 0,002±0.01 | 1,0955±0.07 X 10-8 | 0,31996836±0,0595 |
| PDC | 0,392±0.02 | 2,043±0.10 X 10-6 | 0,4036155± 0,1618 |
Table 3.
Results of corrosion voltages and currents.
| Sample | Ecorr (mV) | Icorr (mA/cm2) |
|---|---|---|
| TCI | -487.2 | 1.32 X 10-6 |
| PDC | -287.8 | 3.75 X 10-9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



