
Submitted:
14 September 2023
Posted:
14 September 2023
You are already at the latest version
Abstract
Ryegrass is one such cereal that has been underutilized in human nutrition despite its high nutritional and functional value due to the presence of phytochemicals and dietary fibers It is a viable option, especially for countries that do not produce wheat, as it is easily adaptable and overgrows, making it economically viable. This study evaluated the nutritional impact, bioactive compounds, and physicochemical and technological properties of partially substituting maize flour (MF) with sprouted whole ryegrass flour (SR) in developing extrusion-cooked breakfast cereals. A completely randomized design with substitutions ranging from 0 to 20 % of MF with SR was employed as the experimental strategy (P < 0.05). Partial incorporation of SR increased the bioavailability of γ-aminobutyric acid and total soluble phenolic compounds. Using sprouted grains can adversely affect the technological quality of extruded foods, but ryegrass, with its high dietary fiber and low lipid content, mitigates these negative effects. Consequently, breakfast cereals containing 4 and 8 % SR exhibited better physicochemical properties, such as reduced hardness and increased crispness. These results are promising for ryegrass and suggest combining the age-old germination process with extrusion can enhance cereal-based breakfast products' nutritional quality and bioactive compound content.
Keywords:
Bioprocess
; Cereal
; Extrusion
; Germination
; Healthiness
; Phytochemicals
1. Introduction
Breakfast cereals are among the products ready for consumption that have been gaining market and are widely consumed worldwide. This effect may be associated with allegations such as convenience, rapid and easy preparation, lack of time by the consumers' and excellent availability of products with recognized nutritional and physiological properties [1].
The most common raw materials for producing breakfast cereals are wheat and maize or corn, used mainly as refined flours, where nutrients such as dietary fibers, vitamins and minerals are present at low concentrations. The demand for new products is increasing to meet public health policies and adequate nutrition within assumptions that unite health and sustainability. Ingredients rich in soluble and insoluble dietary fibers and phytochemicals are related to promoting consumer health [2]. In recent years, great interest has been focused on bioactive compounds due to their ability to sequester free radicals or reactive oxygen species with biomolecules, leading to a pathological condition known as oxidative stress and contributing to health promotion and preventing noncommunicable diseases (NCDs). Among the commonly known bioactive compounds, we have phenolic compounds formed by phenolic acids, flavonoids and non-flavonoids, which are naturally present in fruits, vegetables, cereals, pseudocereals, legumes and oilseeds, being also known as secondary compounds that vegetables synthesize as a defense mechanism [3].
In this context, ryegrass (Lolium multiflorum L.) belongs to the Poaceae family, is a high-productivity crop and has not yet been used in human food. This cereal is a potential candidate for innovation and to increase the worldwide supply of food due to its morphological, agronomic and nutritional characteristics, highlighting the easy dispersion and adaptation to low and medium fertility soils and pest resistance, among others [4], having easy adaptation in countries with partial or total territory located below the Capricorn or above the Cancer Tropics.
As a form of grain processing, we have germination, which is a millennial process in which the induction for bioconversion and/or release of bioactive compounds occurs, which is a very advantageous biotechnological process, easy, low cost and that has contributed to improvement in the nutritional, technological and sensory properties of cereal products [5]. Since ryegrass is a dressed caryopsis with smaller morphometric characteristics than rice grains, germination can favor husking during grain benefit.
In general, germination biotechnology is characterized by the visible development of the radicle. Sprouting is only possible due to the metabolic processes that occur on macronutrients for the growth of radicle [6]. Among the main macronutrients found in cereals are starch and structural proteins (prolamine and glutelin), which are found in endosperm. The pericarp has dietary fibers and minerals, and the germ is rich in lipids, reserve proteins (albumin and globulins), sugars, minerals and vitamins [7]. The chemical composition of ryegrass concerning proteins draws attention because it has about 12.11 – 12.83 % of proteins, most of them composed of glutelins (28.87 – 33.09 %) and albumin (29.81 – 31.88 %), followed by prolamines (16.18 – 19.47 %) and globulins (13.11 – 14.79 %) [8].
Thus, through the germination process occurs the hydrolysis of macronutrients by the action of endogenous enzymes, resulting in low molar mass molecules [9,10]. There is also the release and bioconversion of bioactive compounds that are usually complexed to dietary food and, by the action of the esterases and cellulases, these phytochemicals are released, favoring bioavailability and bioaccessibility. However, cereal germination is seen as a possibility for the development of nutritious breakfast cereals, as well as to enhance the content of bioactive compounds.
Cooking extrusion is the most used technological process for producing breakfast cereals and/or expanded extrudates, and it involves a set of unit operations such as mixing, cooking, kneading, shearing, and shaping [11]. During the process, the cereal flour or grits form a viscous and amorphous paste, leading to starch gelatinization and protein denaturation, which will affect the microstructure, chemical characteristics, shape, and texture of the food material [12]. Meza et al. [13] developed gluten-free breakfast cereals using red and black rice as the primary ingredients through thermoplastic extrusion processing technology. They obtained gluten-free breakfast cereals from 100 % pigmented rice flour with satisfactory sensory characteristics. Based on the results, the authors concluded that extrusion is a promising technology for creating innovative extruded products. Furthermore, thermoplastic extrusion is an advantageous processing technology for product development due to its versatility and low cost and is environmentally friendly, generating minimal waste.
Based on the preceding, the objective of this study was to investigate the changes induced by the germination process of ryegrass seed, as well as the performance of germinated ryegrass whole flour on the physicochemical, technological, and nutritional properties of ready-to-eat breakfast cereal.
2. Materials and Methods
2.1. Materials
The seeds of the RG-LE1963 ryegrass variety of Uruguayan origin were acquired from the market in São Lourenço do Sul (Rio Grande do Sul State, Brazil). The yellow dent maize grain was purchased from the market in Nuevo Chimbote (Ancash Province, Peru). The project was registered under number ADE0BDA in the National System for the Management of Genetic Heritage and Associated Traditional Knowledge (SisGen) of the Ministry of the Environment of the Federative Republic of Brazil.
2.2. Methods
2.2.1. Centesimal composition of whole ryegrass and maize flour
The flours were evaluated for their centesimal composition by determining the levels of moisture, proteins, lipids, and ash according to the methods 44-15.02, 46-13.01 (N = 6.25), 30-25.01, and 08-01.01, respectively, as established by the American Association of Cereal Chemists International (AACCI, 2010) [14]. The contents of digestible carbohydrates (sugars and starch) were determined by method 982.14, and total dietary fiber was determined by method 978.10 of the Association of Official Analytical Chemists (AOAC, 2019) [15]. All analyses were performed in triplicate, and the results are expressed as g.100 g-1.
2.2.2. Ryegrass germination
Ryegrass seeds (400 g) were previously sanitized with NaClO 250 ppm (v/v) for 30 min. Grains were washed with distilled water to reach a neutral pH and then soaked in distilled water (1:6 w/v) for 4 h at room temperature (~20 °C). The ryegrass seeds were placed in polyethylene trays (0.14 m2 surface area), with the bottom and top of the trays covered by a layer of cotton, and the seeds of ryegrass were placed inside, separated by an intermediate layer of paper (0,044 g.m-2). Each cotton layer was moistened with 100 mL of distilled water.
The trays were placed in a BOD TF-33A (Telga, Belo Horizonte, Brazil), and the germination process was conducted in the dark at a temperature of 20 °C for 95 h and sprayed with distilled water every 12 h. After this process, the germinated seeds were placed in perforated stainless-steel trays (0.14 m2 surface area) and dried in a forced air circulation and renewal oven (1 m.s-1) TE-394/1 (Tecnal, Piracicaba, Brazil) at 45°C for 20 h. The germinated seeds were packaged in bioriented polypropylene packaging, stored under refrigeration (4 °C), and protected from light for subsequent grinding [6].
2.2.3. Obtaining the whole flours of unsprouted, sprouted and maize
The unsprouted (USR) and sprouted (SR) ryegrass seeds were ground into flour using a knife mill MA1680 (Marconi, Piracicaba, Brazil) with a 0.3 mm sieve (Figure 1a and 1b). The yellow dent maize grains were processed into whole maize flour (MF) using a hammer mill MDNT-60XL (Torrh, Junín, Peru) with a 0.5 mm sieve.
2.2.4. Experimental design, test preparation, and thermoplastic extrusion processing to produce breakfast cereals
The tests for the experiments were developed using a completely randomized design (CRD), and the extrusion processing was carried out at the Departamento de Agroindustria y Agrónoma from the Universidad del Santa, in Nuevo Chimbote (Ancash, Peru). SR partially replaced the MF at proportions of 0 % (SR0 – only MF), 4 % (SR4), 8 % (SR8), 12 % (SR12), 16 % (SR16), and 20 % (SR20), and by 10 % of USR (USR10).
The samples were preconditioned to 15 % moisture content by slowly and gradually adding potable water (~20 °C) and mixing for 5 min at low speed in a K45SS planetary mixer (Kitchen Aid Professional, St. Joseph, United States of America). They were then transferred to bioriented polypropylene packaging, vacuum-sealed, and stored overnight under refrigeration (7 °C) for moisture equilibrium.
The extrusion process was carried out using a Labor PQ DRX-50 intermeshing co-rotating twin-screw extruder (Inbramaq, Ribeirão Preto, Brazil), with a barrel consisting of seven heating zones, with temperatures ranging from 30, 45, 55, 75, 95, 105 and 115 °C from the feeding zone to the die, respectively. The feeding rate was set at 107 g.min-1, and the screw speed was set at 330 rpm, with a screw length of 870 mm and a diameter of 32 mm (L/D = 27). A circular die with one orifice (6 mm in diameter) was used. The samples were cut using a rotary knife, cooled, and stored in bioriented polypropylene packaging at room temperature (~20 °C), protected from light.
2.2.5. Physico-chemical properties of breakfast cereals
The breakfast cereals produced were evaluated for the following parameters: radial expansion index (REI), bulk density (BD), instrumental color, instrumental texture of dry and bowl-life, water absorption index (WAI), water solubility index (WSI), γ-aminobutyric acid (GABA), and total soluble phenolic compounds (TSPC).
2.2.4.1. Expansion index, bulk density
The REI and BD were performed according to the methodology described by Paucar-Menacho et al. [11]. REI was obtained by the ratio of the extrudate and the die diameters. Measurements were taken with ten repetitions using a professional 150 mm analog caliper (Loyal, Poços de Caldas, Brazil).
For BD, measurements of the dimensions of the extrudates were obtained using a professional 150 mm analog caliper, and the weight of samples was determined on an analytical balance AUY220 (Shimadzu, Tokyo, Japan), with ten repetitions. The BD data were obtained according to Equation 1, and the results were expressed in g.cm-3.
BD (g.cm-3) = w/πl(d/2)2
Where: w is the weight (g), l is the length (cm), and d is the diameter (cm) of the sample.
2.2.4.2. Instrumental color
For instrumental color analysis, a CM-5 Konica spectrophotometer colorimeter (Minolta, Chiyoda, Japan) was used, with four repetitions for each raw material and breakfast cereals, and the results were obtained using the CIE L*a*b* system. The total color difference (ΔE) was defined by the numerical comparison between the test made with MF only (SR0) and the other tests. Equation 2 was used to determine ΔE between the three coordinates. The test conditions were illuminant D65, observation angle of 10°, and calibration mode in RSIN (Reflectance Specular Included).
ΔE = [ΔL*2 + Δa*2 + Δb*2 ]1/2 (2)
2.2.4.3. Instrumental texture of dry breakfast cereals and after immersion in refrigerated whole milk (bowl-life)
The breakfast cereals were dehydrated in a TE-394/1 oven with air circulation and renewal (1 m.s-1) (Tecnal, Piracicaba, Brazil) at 80 °C for 2 h to achieve a moisture content below 6 %, as established for breakfast cereals. The texture of dry breakfast cereals was evaluated as described by Paucar-Menacho et al. [11].
The bowl-life analysis was conducted as described by Oliveira et al. [16], with little modifications. In summary, the breakfast cereals were immersed in whole milk (3 % lipids) at 9 °C for 3 min in a ratio of 1:3 (breakfast cereals:whole milk). Subsequently, the breakfast cereals were drained for 10 s using a household sieve and then subjected to texture analysis.
The extrudates were evaluated using a TAXT Plus texture analyzer (MicroStable Systems, Halsemere, Australia) adopted with an HDP/90 platform and a Warner Bratzler probe with a thickness of 1 mm and a 60° angular blade. The tests were conducted in compression mode under the following operating conditions: pre-test and test speeds of 0.5 mm.s-1, post-test speed of 10 mm.s-1, a distance of 25 mm, and a detection threshold of 0.049 N. Eight repetitions were performed for each dry and bowl-life test. The extrudates were evaluated for hardness, rupture strength and crispness, where hardness was defined as the peak of the maximum force (N) from the first compression required to break the sample, rupture force (rupture resistance) was defined as the area under the curve (N.s), and crispness was determined by the total number of force peaks measured along the curve.
2.2.4.4. Water absorption index and water solubility index
The samples were ground in a TE-350 ball mill (Tecnal, Piracicaba-SP, Brazil) for 4 min, and WAI and WSI were determined according to the methodology described by Schmiele et al. [17]. In Falcon tubes with a capacity of 15 mL, 1.0 g of the sample was suspended in 10 mL of distilled water at 25 °C for 30 min, with manual stirring every 5 min. Subsequently, the samples were subjected to phase separation in a Fanem Baby | Centrifuge (Tecnal, Piracicaba, Brazil) for 10 min at 3,200 x g. The supernatant was collected in a pre-weighed Petri dish. The water was evaporated in a TE-394/1 oven with air circulation and renewal at 85 °C overnight, and then final dehydration was performed at 2 h at 105 °C without air renewal. The analysis was performed in triplicate for the raw materials and breakfast cereals, and the results were expressed in g of gel per g of sample for WAI and in percentage for WSI, in dry basis.
2.2.4.5. γ -aminobutiric acid
The GABA analysis was conducted in raw materials and breakfast cereals as described by Genčić et al. [18] with modifications. GABA was extracted from previously ground samples using a ball mill, and the extraction was performed with 75 % ethanol (v/v), using 1.0 g of samples for 15 mL of extraction solution. Falcon tubes were placed on an SL 180/DT orbital shaker (Solab, Piracicaba, Brazil) for 1 h at 200 rpm, and centrifugation at 9,600 g at 4 °C for 15 min in a Sorvall ST8 Centrifuge (Thermo Fisher Scientific centrifuge, Waltham-MA, Estados Unidos), with the supernatants collected volumetric flask and the final volume adjusted at 20 mL with extraction solvent. The GABA present in the supernatant was derivatized to DNS-GABA, using 100 µL of the extract, 200 µL of dansyl chloride (10 mM solution in acetonitrile (ACN)), and 200 µL of 5 M sodium carbonate buffer (pH 10). The solutions were subjected to low-frequency ultrasound in a CBU/100/3LDG ultrasonic bath (Plana TC, São Paulo, Brazil) (40 Hz/100 W) for 3 min, followed by heating at 65 °C for 25 min in a SL-150 static water bath (Solab, Piracicaba, Brazil).
The identification and quantification of GABA were performed using a 1260 Infinity High-Performance Liquid Chromatography (HPLC) system (Agilent Technologies, Santa Clara, United States of America) equipped with a quaternary pump and a G1314B diode array detector (DAD). The standard used for analysis was γ-aminobutyric acid (Merk, >99 % of purity). Chromatographic separations were carried in a Zorbax Eclipse C18 column (4.6 x 100 mm, 3.5 µm). The mobile phase consisted of sodium phosphate buffer (0.05 M, pH 7.2) and ACN with a flow rate of 1.0 mL.min-1. The column was initially eluted with a linear gradient in which the amount of ACN was gradually increased - 14–20 % ACN (0–7 min), 20–22 % ACN (7–10 min), 22–25 % ACN (10–15 min). Then, ACN was maintained at 85 % for 3 min, followed by a linear gradient in which ACN decreased from 85 to 14 % (25 to 26 min). All mobile-phase solvents were of HPLC grade. The injection volume was 10 µL and detection was carried out at 254 nm. Quantification of GABA in the samples was performed using the GABA calibration curve method. External calibration was carried out using standard solutions of GABA in the linear range of six points between 0 and 184 mg.L-1) based on integrating the corresponding peak area (y = 29,245x + 30,702; r = 0.9994). The results were expressed as mg of GABA per 100 g of sample, in dry basis.
2.2.4.6. Total soluble phenolic compounds
The TSPC content of the raw materials, in the sanitization and maceration water and for breakfast cereals was performed according to Lima et al. [19]. In summary, for raw materials and ground breakfast cereals, an aliquot of 200 mg was weighed into 2000 μL Eppendorf tubes, and 1500 μL of the extraction solution composed of 41 % water, 3 % methanol, 12 % acetone, and 43 % acetic acid (v/v/v/v) was added. The tubes were stirred using an NA 3600 vortex mixer (Norte Científica, Araraquara, Brazil) to ensure the homogeneous suspension of the sample, and the extraction process was carried out exhaustively for six consecutive cycles (in duplicate). This extraction process involved low-frequency ultrasound for 5 min at room temperature (~20 °C), followed by centrifugation at 5,000 x g for 10 min at 20 °C, with the supernatants collected volumetric flask and the final volume adjusted at 10 mL with extraction solvent. Sanitization and soaking water have the volume adjusted to 250 mL. The Folin-Ciocalteu method was used to determine the absorbance of phenolic compounds. For the color reaction, 100 μL of the extract from raw material or breakfast cereals or 200 μL of sanitization and maceration water, was added by 250 μL of Folin-Ciocalteu reagent (1:9 in distilled water), 3 mL of distilled water, and 1 mL of Na2CO3 15 %. The mixture was kept in a dark environment for 30 min to allow a complete color reaction. Absorbance readings were performed using an Anthos 200 ZT microplate reader spectrophotometer (Zenyth, São Paulo, Brazil) at 750 nm. The 7-point standard curve was constructed using gallic acid (0 to 600 mgL-1; y = 0.0008x - 0.0019; r = 0.9979).
2.2.6. Statistical analysis
The data normality was checked using the Shapiro-Wilk test. The differences in centesimal composition between USR and SR, SR and MF, and USR and MF were performed by Student's t-test (P < 0.05). Analyses conducted for WAI and WSI, instrumental color, and TSPC of flours, as well as for the responses of breakfast cereal trials (REI, BD, instrumental texture, GABA, and TSPC), were evaluated by one-way analysis of variance (P < 0.05), assuming a Gaussian normal distribution and homogeneity of variances. When significant differences were observed, the Scott-Knott test was applied to detect differences among the samples.
3. Results e Discussion
3.1. Nutritional, technological, and physicochemical properties of raw material
The proximate composition (Table 1) of (MF), (SR), and (USR) used for the preparation of breakfast cereals includes digestible and non-digestible carbohydrates, as well as proteins, ash, and lipids.
The studied whole flours had moisture values below 15 %, complying with the requirements stipulated for the adequate moisture content of cereals and vegetable flours, ensuring the quality and safety of the flours [20].
The data obtained for the proximate composition confirm that SR had a higher protein and mineral content than MF but lower levels of lipids and total carbohydrates (P < 0.05). In the case of USR compared to MF, significant differences were observed for the component’s proteins, lipids, and ash (P < 0.001), but with a similar behavior to SR. Significant differences in digestible carbohydrates were observed between SR and USR (P < 0.05). On the other hand, SR and USR flours did not differ statistically for protein content (P = 0.630). It is worth noting that the protein analysis is performed by quantifying total nitrogen, and consequently, all nitrogen compounds (condensed, bound, and free) are quantified. The values obtained for SR and USR align with those described for ryegrass flour from the Winter Star 3 cultivar (originating from Uruguay), which had an average protein content of 12.86 ± 0.44 g.100 g-1 [21]. The increase in dietary fiber about the sprouting of ryegrass might be due to substantial cell wall biosynthesis [22].
The proposal of combining two whole flours (maize and ryegrass) aimed to increase the protein and dietary fiber content and, in the case of SR, to enhance the presence of phenolic compounds resulting from the germination process, while preserving or minimizing the detrimental effects on technological functionality provided by the substitution of MF. Initially, the technological properties of the raw materials were evaluated concerning the water absorption index (WAI) and water solubility index (WSI). According to Table 2, the values for WAI ranged from 2.75 ± 0.01 to 3.82 ± 0.02 (g of gel.g-1 of the sample), and WSI ranged from 5.31 ± 0.07 to 11.72 ± 0.19 % for MF, SR, and USR, respectively.
The WAI of MF was lower than that of SR and USR, and statistically, all the whole flours differed from each other (P < 0.001). The same behavior was observed for WSI (P < 0.001). SR exhibited the highest WAI, which may be related to the higher dietary fiber content in the sample and, due to the germination process, soluble fibers favored hydration and viscosity development. Additionally, SR had a higher WSI compared to the other whole flours. This behavior can be attributed to the action of enzymes involved in the germination process, including α-amylases, β-amylases, and amyloglucosidase, which partially hydrolyze starch, promoting starch dextrinization, which is used as a carbon source for embryo development during germination.
Furthermore, esterases, phytases, and endo-β-glucanases increase the solubility of insoluble dietary fibers. The action of these enzymes results in the formation of smaller molecules of non-starch polysaccharides, making them more soluble by breaking covalent and non-covalent bonds. Germination alters the cell wall polysaccharide structure, breaks the carbohydrate-protein linkages, and promotes the release of cellulose, hemicellulose and pectic polysaccharides. Additionally, other components, such as starch and proteins, undergo partial hydrolysis, facilitating the hydration of macro-components by promoting the development of a porous structure in starch granules and breaking the crystalline structure of dietary fibers, leading to higher viscosities [23]. The result is a gel with a high potential for trapping water and molecules with lower molecular weight within the gel. According to El Sohaimy et al. [24], WAI and WSI are important technological properties as viscosity affects the texture conditions of expanded extruded products.
The instrumental color (Table 2) of the whole flours used was assessed by the parameters of brightness (L*), red/green coordinate (a*), and yellow/blue coordinate (b*), with the colors resulting from the presence of natural pigments in the raw materials. Brightness ranged from 67.60 ± 0.04 to 77.37 ± 0.10. It was observed that the flours differed from each other (P < 0.001), with MF (Figure 2) showing a lighter shade, reddish (+a*) and yellowish (+b*) tons when compared to SR and USR.
The MF contains carotenoids (lutein and zeaxanthin) as natural pigments responsible for the yellow color of many foods [25]. In contrast, the SR and USR exhibited darker shades, which can be attributed to the high dietary fiber content in whole flours. This is satisfactory as consumers often associate darker colors with artisanal, whole, and healthier products [26]. For SR and USR, the main pigments are chlorophyll and carotenoids. SR showed higher values for the reddish (+a*) and yellowish (+b*) colors compared to USR (P < 0.001). Chlorophyll comprises a pyrrolic structure with central porphyrin rings and hydroporphyrin stabilized by a magnesium atom [27]. However, chlorophyll can be divided into a part that has a methyl group in its chemical structure and another that has a carbonyl at the primary carbon (aldehyde), making its structure more unstable due to greater polarity and electronegativity, resulting in a shift towards lower a* values, leading to a greener ton. In most cases, chlorophyll is accompanied by carotenoids, which act as self-protection against oxidative stress and free radical scavenging. Carotenoids consist of carotenes (non-oxygenated) and xanthophylls (oxygenated), with nonpolar characteristics and tons ranging from yellow to red [28].
The germination technique induces the hydrolysis of macronutrients (starch, protein, dietary fiber, and lipids) and, at the same time, promotes the bioconversion of new health-promoting metabolites, notably phenolic compounds and GABA. According to Table 2, GABA values ranged from 4.37 ± 0.02 to 40.83 ± 3.78 mg.100 g-1 (d.b.) for the flours. It was observed that USR and MF did not differ in terms of GABA content. On the other hand, the germination process increased the GABA content in ryegrass by 6.7 times (P < 0.001). These results confirm that germinated seeds are rich sources of GABA compared to non-germinated grains [3]. This effect can be attributed to the activation of seed metabolism, particularly the activation of glutamate decarboxylase (GAD) during the germination process, favoring the conversion of glutamate into GABA. The transferase enzyme can also be activated, resulting in increased glutamic acid, which is subsequently converted into GABA [11].
Phenolic compounds are secondary metabolites that commonly feature a hydroxylated aromatic ring. They act as a plant defense system against biotic and abiotic factors or when subjected to stress conditions such as infections, pests, mechanical injuries, and radiation. In foods, phenolic compounds are responsible for color, astringency, aroma, and oxidative stability [29]. The TSPC content in SR and USR flours was statistically higher when compared to MF and differed from each other (P = 0.001). When we look at the values obtained for SR concerning the other flours, we can infer the action of endogenous enzymes such as carbohydrases, proteases, lipases, phytases, tannases, cellulases, and hemicellulases, which are synthesized during the germination process. These enzymes promote the release of phenolic compounds from their bound forms to free forms and also contribute to the degradation and/or bioconversion of macromolecules present in the raw material [30].
In summary, it was observed that SR suffered a loss of TSPC through leaching into the sanitization and soaking water. Therefore, the quantification of TSPC for sanitization water was 29.75 mg GAE.100 g-1 (d.b.), and for soaking water, it was 20.56 mg GAE.100 g-1 (d.b.), representing a loss of approximately 5.98 % of TSPC through leaching. Considering these losses, the germination process was conducted using a sample with 791.15 mg GAE.100 g-1, d.b. However, on the other hand, SR showed a 35.82 % increase in TSPC achieved through the germination process. Furthermore, the isolation, identification, and characterization of bioactive compounds followed by an appropriate extraction process are only possible. The phenolic compounds' extraction process involves using different solvents due to the varying polarities within this group. Therefore, solvent selection is one of the most crucial parameters in recovering the target compound.
Another crucial factor is the type of raw material. As reported by Kagan et al. [31], the cultivar may promote changes in the profile and concentration of phenolic compounds. A comparison of two perennial ryegrass (PRG) cultivars was investigated by the authors, where "Calibra" (PRG) showed higher values of 1,210 mg GAE.100 g-1, compared to "Linn" (PRG), which had values around 970 mg GAE.100 g-1 using an extract solution composed by methanol 60 %, water 39 % and acetic acid 1 %.
3.2. Technological properties of breakfast cereals
3.2.1. Radial expansion index and bulk density of breakfast cereal
The REI assesses the physical characteristics of the extruded material related to the size, quantity, and distribution of air cells within it. Expansion occurs when the viscous material exits the extruder's die. After expansion, there is a slight collapse of the material until the structure stabilizes when it reaches the glass transition with a sharp temperature reduction. The higher the REI, the greater the material's porosity, and the lower the BD, representing the weight the structured extrudate occupies in a given volume. The values ranged from 1.93 ± 0.15 to 2.50 ± 0.09 for REI and from 0.13 ± 0.02 to 0.18 ± 0.03 (g.cm-3) for BD (Table 3).
By the Scott-Knott test (P < 0.05), REI showed a similarity between SR4 and USR10, with higher values. The assays with higher percentages of SR (SR16 and SR20) presented the lowest REI values. In contrast, the assay with the lowest addition of SR (SR4) showed higher REI, differing statistically from the others (P < 0.001). This effect can probably be explained by the increase in protein and dietary fiber contents with SR since these macrocomponents hinder extrudate expansion by promoting a more dense material, resistant to flow and capable of physically rupturing air bubbles during growth. Additionally, the action of endogenous enzymes from the germination process acts on the starch, forming molecules with lower molar weight. This also favors the reduction of the medium's viscosity, as indicated by the WSI for SR in Table 2 [9]. SR0 differed statistically from all other assays, presenting a lower REI value. The expansion of breakfast cereals depends on the size of starch granules and the length of the amylopectin molecule, knowing that amylopectin has ramifications that contribute to high molar weight, possibly generating impacts on the degree of expansion [13]. Starch is the best material to undergo the thermoplastic extrusion process for expanded extrudates. In the case of SR0, elaborated only with MF, it was observed in Table 2 that it has a high lipid content (6.27 %), which results in lubrication within the extruder barrel, reducing friction and shear, resulting in a lower degree of starch thermodextrination, an essential characteristic for the occurrence of expansion. The harmful effect of MF lipids was minimized in the presence of small quantities of SR because there was partial substitution of MF, and with the presence of starch from SR, as well as proteins and dietary fiber (in small proportions), possibly increased mechanical work inside the extruder barrel, favoring the REI with the use of 4 % SR (SR4). Values above this promoted a reduction in REI because the fiber contents were higher, resulting in the physical rupture of air bubbles.
For the assay of substituting MF with USR (USR 10), a similar effect was observed because it is a flour obtained from non-germinated grains, inferring that the hydrolysis of part of the starch may have resulted in lower viscosity inside the extruder, promoting a lower degree of expansion. It is worth clarifying that measuring specific mechanical energy during the thermoplastic extrusion process would be an important factor to help better understand this phenomenon presented. Still, the extruder used did not allow for torque recording during processing.
In this context, Hashimoto et al. [32] used cowpea cotyledon flour to make expanded extrudates and noted that proteins and fibers are macrocomponents that hinder the expansion of extrudates. However, the researchers used decorticated cowpea grains to obtain the flour, resulting in higher expansion index values. This can be explained by removing the hull, reducing the dietary fiber content and decreasing the deleterious effects of fibers on expanding extrudates.
Regarding the BD of the extrudates, SR4 and USR10 differed from each other (P < 0.001). This characteristic may be related to the contribution of the germination process to SR, favoring starch gelatinization, providing SR4 with gas bubble growth, resulting in a product with higher REI and lower BD compared to USR10 with USR. With this, we can observe that USR showed a more significant influence of fibers, affecting REI and resulting in higher BD. It is known that REI and BD are inversely proportional parameters, so larger air bubbles in the expanded product promote an increase in specific volume. The conditioning water acts as a plasticizer for the amorphous region of starch granules, contributing to the thermomechanical gelatinization process, favoring fusion rheological properties and air bubble formation [32].
3.2.2. Water absorption index and water solubility index of breakfast cereals
The WAI of breakfast cereals (Table 3) ranged from 7.31 ± 0.14 to 7.71 ± 0.02 g of gel.g-1 of sample (d.b.). There was a trend of reduced WAI for extrudates with higher percentages of SR, since SR12, SR16, and SR20 were similar (P > 0.05). According to Hashimoto et al. [32], as the protein and fiber contents increase, the WAI of extrudates decreases. Dietary fibers are classified into insoluble and soluble fibers based on their solubility in water. Soluble fibers comprise non-cellulosic polysaccharides (β-glucans, some hemicelluloses, pectins, gums, mucilages, and others). Pectins and gums are easily hydrated, forming highly viscous gels [33], and thus, the contribution of soluble fibers led to a decrease in WAI in extrudates made with SR. The germination process likely made these components more bioavailable, resulting in lower values for these extrudates.
Regarding the WSI (Table 3), it reflects the amount of starch degraded into smaller molecules (dextrins) during extrusion through thermomechanical changes [34]. SR12 and SR20 were similar to each other and showed the highest WSI values, probably due to the greater release of dextrins from SR. Dextrins, in turn, are more soluble in water and consequently promote higher WSI. In addition, endogenous amylolytic enzymes that act during germination promote partial starch fragmentation. Scanning electron microscopy (SEM) is commonly used to assess the action of enzymes on starch after germination. As observed by Andressa et al. [35], when comparing the control corn starch sample to germinated corn starch, the control corn starch had intact starch granules with a hexagonal shape and small pores on the surface, commonly found in corn starch. However, SEM images of germinated corn starch showed the presence of larger pores. This result can be attributed to the catabolism of endogenous enzymes, which hydrolyze the protein matrix and the α-1,4-D-glucosidic bonds of starch.
3.2.3. Instrumental color of breakfast cereals
The instrumental color is a commonly used evaluation tool by consumers directly related to product acceptance and quality, consequently influencing consumers' choices. Therefore, it is an important attribute to be analyzed. Additionally, in extruded products, color has a significant impact associated with the numerous reactions that occur during the extrusion process and can affect color [16].
The L* parameter (luminosity) was statistically significant (p < 0.001). The L* values of the extrudates ranged from 50.29 ± 0.48 to 60.88 ± 0.28. At the same time, the non-extruded flours (SR, USR, and MF) had luminosity L* values of 67.60 ± 0.04, 68.75 ± 0.04, and 77.37 ± 0.10, respectively, indicating color changes caused by the extrusion process. The extruded products containing levels above 8 % of SR and with 10 % of USR were darker (Figure 3 and Table 4) and did not differ from each other.
The SR0 showed higher L* values, related to the difference between the out layers of ryegrass grain (husk, pericarp, and aleurone cells) and maize grain (pericarp and aleurone cells). These layers consist of polysaccharides (cellulose, arabinoxylans, lignin, glucomannans, and β-glucan) that give the flours a brown appearance, which is even more noticeable for SR due to the contribution of the husk. Additionally, darkening can be explained by non-enzymatic browning reactions, such as Maillard and caramelization, occurring during extrusion. Moreover, extruded products with a higher expansion index can appear visibly lighter due to the greater distance between the components of the raw materials that contribute color to the foods.
For the reddish ton (a*), higher values were observed in breakfast cereals with MF and with the use of SR4, which were similar, and, in contrast, differences in the estimated color were observed. For the coordinate b*, a reduction was noticed in breakfast cereals obtained with higher levels of SR, with SR20 showing the lowest b* value, and this effect was attributed to the degradation of carotenoids during the extrusion process [36, 37] as by the MF replacement by SR. In the case of ΔE (Table 4), similarities were observed between SR4, SR8, and SR16. Similarities were also observed between SR12 and SR20, and USR10 differed statistically from all assays (P < 0.001).
3.2.4. Total soluble phenolic compounds and γ-aminobutyric acid for breakfast cereals
Phenolic compounds are a broad group of substances, and in cereals and pseudocereals, they are divided into phenolic acids (hydroxybenzoic acids - gallic, protocatechuic, p-hydroxybenzoic, vanillic, and syringic acids - and hydroxycinnamic acids - p-coumaric, ferulic, caffeic, sinapic, chlorogenic, and cinnamic acids), flavonoids (flavonols, flavanols, flavones, flavanones, anthocyanidins, and isoflavonoids), and non-flavonoids (stilbenes, chalcones, coumarins, lignans, and tannins) [3]. These compounds differ in chemical structure (aromatic rings and organic carboxylic acid), the number of functional chemical groups (hydroxyls), and distinct polarities. Phenolic compounds are considered secondary metabolites that plants use as a defense, resulting from biotic factors (insects, microorganisms, rodents, and birds) and abiotic factors (humidity, temperature, ultraviolet solar radiation, and nutrients). These compounds have antioxidant, immunomodulatory, antimutagenic, and anti-inflammatory properties [38] and are also associated with palatability and food intake. There is relatively little information on the total phenolic concentrations of winter-grown grasses. According to Kagan et al. [39], the phenolic compounds in perennial ryegrass (Lolium perenne L.) are esterified in the cell walls and contain vacuole-soluble phenolic compounds.
The whole grain flours studied here and the extrusion process significantly affected the experiments, with a decrease in TSPC levels for SR4 (8.84 %), SR8 (16.25 %), SR12 (22.54 %), SR16 (27.96 %), SR20 (32.66 %), USR10 (22.07 %), based on the mass balance of their respective unprocessed samples (P <0.001). This reduction can be explained by thermal destruction or changes in their molecular structure promoted by the extrusion process. The TSPC levels (Table 5) ranged from 372.19±28.04 to 699.36±39.92 mg GAE.100 g-1 (d.b.). Regarding the experiments, SR20 had the highest TSPC content of 699.36 mg GAE.100 g-1 (d.b.), produced with 20 % SR replacing MF, confirming the expected result for the flour obtained through germination.
Kagan et al. [31] evaluated perennial ryegrass from the "Calibra" and "Linn" cultivars of the Lolium genus and identified in the extracts of Linn PRG and Calibra, 5-caffeoylquinic acid (neochlorogenic acid), 3-caffeoylquinic acid (chlorogenic acid), and 4-caffeoylquinic acid (cryptochlorogenic acid). The putative peak of 3-caffeoylquinic acid (retention time of 5.2 minutes) was about 10 times more abundant than the peak of 4-caffeoylquinic acid and the previously identified chlorogenic acid in grasses. It is worth noting that some groups were not identified due to the extraction method. Additionally, compound concentrations are influenced by genotype and cultivar origin [40] and environmental changes [41].
Regarding GABA in the experiments (Table 5), it was observed that USR had a higher GABA content compared to MF, demonstrating that ryegrass is an excellent candidate for food development due to its considerable GABA content. Furthermore, the germination process increased the GABA content in SR by 6.7 times (P <0.001), making it a promising technique for increasing health-beneficial compounds.
In this context, the breakfast cereals presented significant variations influenced mainly by the raw materials. Therefore, comparing the experiment prepared without the addition of germinated ryegrass flour (SR0) (only with MF) with the experiments designed with the incorporation of SR at higher percentages (16 and 20 %) showed a significant increase in TPC and GABA levels. The same trend occurs when comparing SR16 and SR20 with the 10 % USR (USR10) experiment.
3.2.5. Instrumental texture for breakfast cereals
Texture is an attribute of great importance in extruded products. The breakfast cereals were evaluated for hardness (N), rupture force (N.s), and crispness both for dry breakfast cereals and in the bowl, referred to as bowl-life (Figure 4).
The hardness values (N) were statistically significant for dry breakfast cereals and texture in the bowl-life. It is worth noting that the values were not statistically significant for rupture force (N.s), and for crispness, the obtained values were statistically significant.
According to the Scott-Knott Test (P < 0.001), USR had higher mean hardness and rupture force values for dry breakfast cereals. The same trend was observed for the bowl-life analysis, with higher mean hardness and rupture force values. Consequently, USR had lower crispness values for dry breakfast cereals and bowl-life analysis. Therefore, the breakfast cereal obtained with USR exhibited increased hardness and rupture force and a decrease in crispness, as shown in Figure 4. According to Menis-Henrique et al. [33], dietary fibers, especially insoluble fibers, tend to increase the hardness of extruded products due to the high fiber content of whole-grain flours.
Therefore, low hardness in breakfast cereals can be considered an essential attribute for their acceptability, as it will result in highly crisp extruded products, another characteristic of this product. The extruded breakfast cereal with minimal percentages of SR, such as SR8 (8 %), showed better performance, with lower hardness and rupture force and higher crispness values both for dry breakfast cereals and for the analysis after immersion in whole milk (bowl-life).
4. Conclusions
The ryegrass grain has a higher content of dietary fiber and phenolic compounds and a lower amount of lipids and digestible carbohydrates compared to maize, making ryegrass an alternative to improve the nutritional quality of flours for use in cereal technology, such as in the case of breakfast cereals. SR and USR had superior nutritional value to MF, and thus, the use of the biotechnological germination process in ryegrass seeds proved to be interesting because the action of endogenous enzymes during germination resulted in significant increases in TSPC and GABA content, suggesting a possible increase in the bioavailability and bioaccessibility of macronutrients. Furthermore, breakfast cereals developed with SR showed adequate nutritional and physicochemical properties. From a technological standpoint, the expansion index and solubility index were improved with the partial replacement of MF by SR. From a healthy perspective, SR had higher amounts of dietary fiber, proteins, and bioactive compounds (TSPC, GABA). Therefore, these findings demonstrate that ryegrass can be an excellent alternative for the development of healthy foods and/or as a source of bioactive compounds for food applications.
Author Contributions
Conceptualization, M.S.; methodology, C.T.L., T.M.S., N.A.N., A.A.L-C., L.M.P-M. and M.S.; software, C.T.L, S.L.R.M and M.S.; validation, N.A.N., S.L.R.M. and M.S.; formal analysis, C.T.L., T.M.S., N.A.N., A.A.L-C. and L.M.P-M.; investigation, C.T.L., N.A.N., L.M.P-M., M.T.P.S.C., S.L.R.M. and M.S.; resources, L.M.P-M., M.T.P.S.C. and M.S.; data curation, C.T.L., T.M.S., N.A.N., A.A.L-C., L.M.P-M., M.T.P.S.C., S.L.R.M. and M.S.; writing—original draft preparation, C.T.L., L.M.P-M., M.T.P.S.C. and S.L.R.M.; writing—review and editing, S.L.R.M and M.S.; visualization, C.T.L., T.M.S., N.A.N., A.A.L-C., L.M.P-M., M.T.P.S.C., S.L.R.M. and M.S.; supervision, S.L.R.M. and M.S.; project administration, M.S.; funding acquisition, M.S. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Research Support Foundation of the State of Minas Gerais – FAPEMIG, grant number APQ-01456-21 and by Coordination for the Improvement of Higher Education Personnel – CAPES, financial code 001.
Data Availability Statement
All the data presented in this study are available in this article.
Acknowledgments
The authors thank to Federal University of Jequitinhonha and Mucury Valleys, Federal University of Pelotas, University of Campinas and Universidad Nacional del Santa for institutional support. Thanks also to Coordination for the Improvement of Higher Education Personnel – CAPES, for C.T. Lima scholarship (# 88882461706/2019-01), to National Council for Scientific and Technological Development for T.M. dos Santos scholarship (#138128/2022-7) and M.T.P.S.C research productivity fellowship (#312786/2020-4) and to Research Support Foundation of the State of Rio Grande do Sul – FAPERGS, for S.L.R Meza scholarship (#22/2551-0001051-2).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Caporizzi, R.; Schönlechner, R.; D’amico, S.; Severini, C.; Derossi, A. Novel gluten-free breakfast cereals produced by extrusion cooking from rice and teff: Effects on microstructural, physical and nutritional properties. Foods 2023, 12, 609. [CrossRef]
- Lima, C.T.; Lima, N.G.; Rodrigues, S.M.; Schmiele, M. Enteropatias e perspectivas de um mundo sem glúten como alternativa: uma revisão. In I SICITAL - Simpósio de Ciência e Tecnologia de Alimentos, Diamantina, Brasil, 05-07 July 2022.
- Paucar-Menacho, L.M.; Castillo-Martínez, W.E.; Simpalo-Lopez, W.D.; Verona-Ruiz, A.L.; Lavado-Cruz, A.A.; Martínez-Villuenga, C.; Peñas, E; Frias, J.; Schmiele, M. Performance of thermoplastic extrusion, germination, fermentation, and hydrolysis techniques on phenolic compounds in cereals and pseudocereals. Foods, 2022, 11, 1957. [CrossRef]
- Mittelmann, A. Azevém BRS Integração. Embrapa Gado de Leite, 39-41, 2017. Available online: https://ainfo.cnptia.embrapa.br/digital/bitstream/item/165502/1/Cnpgl-2017-Cap-Mittelmann-Doc-Cpact.pdf (accessed on 11 September 2023).
- Lemmens, E.; Montori, A.V.; Pangand, J.; Heirbaut, P.; Ritala, A.; Karlen, Y.; Delcour, J.A. Impact of cereal seed sprouting on its nutritional and technological properties: A critical review. Compr. Rev. Food Sci. Food Saf. 2019, 18, 305-328. [CrossRef]
- Carvalho, H.J.M; Lima, C.T; Leoro, M.G.V; Schmiele, M. Sprouted sorghum impacts the grain radicle development and carbohydrates and protein levels in water-soluble extracts. In V Congreso Internacional en Investigación e Innovación en Ingeniería, Ciencia y Tecnología de los Alimentos – IICTA, Manizales, Colombia, 07-09 Octubre 2022.
- Bakhshy, E.; Zarinkamar, F.; Nazari, M. Structural and quantitative changes of starch in seed of Trigonella persica during germination. Int. J. Biol. Macromol. 2020, 164, 1284-1293. [CrossRef]
- Lima, C.T.; Santos, T.M.; Leite, I.A.; Gomes, L.R.; Meza, S.L.R.; Schmiele, M. Ryegrass as a novel source of food protein. In IX International Conference on Food Proteins and Colloids (CIPCA 2023), Rio de Janeiro, Brazil, 09-11 May 2023.
- Srichuwong, S.; Curti, D.; Austin, S.; Kimg, R.; Lamothe, L.; Gloria-Thabet, S.G.; Moursi, Y.S., Karam, M.A.; Ggraner, A.; Alqudar, A.M. Genetic basis of drought tolerance during seed germination in barley. Plos one 2018, 13, e0206682.
- Xia, Q. Investigating the influence of selected texture-improved pretreatment techniques on storage stability of wholegrain brown rice: Involvement of processing-induced mineral changes with lipid degradation. Food Res. Int. 2017, 99, 510-521. [CrossRef]
- Paucar-Menacho, L.M.; Schmiele M.; Lavado-Cruz, A.A.; Verona-Ruiz A.L.; Mollá C.; Peñas E.; Frias J.; Simpalo-Lopez, W.D.; Castillo-Martínez, W.E.; Martínez-Villuenga, C. Andean sprouted pseudocereals to produce healthier extrudates: Impact in nutritional and physicochemical properties. Foods 2022, 11, 3259. [CrossRef]
- Xiang, Z., Deng, J., Yang, K., Zhu, Y., Xia, C., Chen, J., Liu, T. Effect of processing on the release of phenolic compounds and antioxidant activity during in vitro digestion of hulless barley. Arab. J. Chem. 2021, 14, 103447. [CrossRef]
- Meza, S.L.R.; Sinnecker, P.; Schmiele, M.; Massaretto, I.L.; Chang, Y.K.; Marquez, U.M.L. Production of innovative gluten-free breakfast cereals based on red black rice by extrusion processing technology. J. Food Sci. Technol. 2019, 56, 4855-4866. [CrossRef]
- AACCI. American Association of Cereal Chemists International. Approved Methods of AACCI, 11th ed.; St. Paul, MN, USA, 2010.
- AOAC. Association of Official Analysis Chemists International. Official Methods of Analysis of AOAC International, 21st ed., Gaithersburg, MG, USA, 2019.
- Oliveira, L.C.; Schmiele, M.; Steel C.J. Development of whole grain wheat flour extruded cereal and process impacts on color, expansion, and dry and bowl-life texture. LWT – Food Sci. Tech. 2017, 75, 261-270. [CrossRef]
- Schmiele, M.; Jaekel, L. Z.; Ishida, P.M.G.; Chang, Y.K.; Steel, C.J. Gluten-free pasta with high protein content obtained by conventional processing. Ciência Rural, 2013, 43, 908-914.
- Genčić, M.S.; Stojanović, N.M.; Mladenović, M.Z.; Radulović, N.S. An HPLC-based assay for improved measurement of glutamate decarboxylase inhibition/activation. Neurochem. Int. 2022, 161, 105433. [CrossRef]
- Lima, C.T.; Santos, T.M.; Silva, L.E.P.; Leite, I.A.; Vendruscolo, R.G.; Neves, N.A.; Meza, S.L.R.; Schmiele, M. Optimization of extracting solution of total soluble phenolic compounds from ryegrass using white technology assisted by low-frequency ultrasound. In XV Latin American Symposium on Food Science and Nutrition - 15 SLACAN - The Food and Nutrition Science Revolution: Feeding the World Sustainably, Campinas, Brazil, 12-14 November 2023.
- Shewry, P.R.; Koksel, H.; Taylor, J.J. ICC Handbook of 21st Century Cereal Science and Technology, 1st ed.; Elsevier Science, Cambridge, USA, 2023; 400p.
- Pimenta, T.S. Prospecção do nanoamido nativo de azevém. Dissertation, Master in Food Science and Technology, Federal University of Jequitinhonha and Mucuri Valleys, Diamantina, 2022.
- Torbica, A.; Radosavljević, M., Belović, M. Tamilselvan, T.; Prabhasankar, P. Biotechnological tools for cereal and pseudocereal dietary fibre modification in the bakery products creation–Advantages, disadvantages and challenges. Trends Food Sci. Technol. 2022, 129, 194-209.
- Spotti, M.J.; Campanella, O.H. Functional modifications by physical treatments of dietary fibers used in food formulations. Curr. Opin. Food Sci. 2017, 15, 70-78. [CrossRef]
- El Sohaimy, S.A.; Mohamed, S.E.; Shehata, M.G.; Mehany, T.; Zaitoun, M. A. Compositional analysis and functional characteristics of quinoa flour. Annu. Res. Rev.Biol. 2018, 22, 1-11. [CrossRef]
- Dalbhagat, C.G.; Mahato, D.K.; Mishra, H.N. Effect of extrusion processing on physicochemical, functional and nutritional characteristics of rice and rice-based products: A review. Trends Food Sci. Technol. 2019, 85, 226-240. [CrossRef]
- Barros, S.K.A.; Souza, A.R.M.; Silva, F.S.; Pires, C.R.F.; Damiani, C.; Silveira, M.F.A.; Silva, C.R.E. Preparation of fresh gluten free pasta enriched with açaí waste flour (Euterpe oleracea Mart.) and bacaba (Oenocarpus bacaba Mart.) Res. Soc. Dev. 2021, 10, e1810613722.
- Osório, C.; Machado, S.; Peixoto, J.; Bessada, S.; Pimentel, F.B.; Alves, R.C.; Oliveira, M.B.P.P. Pigments content (chlorophylls, fucoxanthin and phycobiliproteins) of different commercial dried algae. Separations, 2020, 7, 33. [CrossRef]
- Silva, L.E.P.; Rodrigues, S.M.; Leoro, M.G.V.; Neves, N.A.; Schmiele, M. Prospecção da radiação por micro-ondas e da liofilização na elaboração e características tecnológicas e nutricionais da farinha de palma. In I SICITAL - Simpósio de Ciência e Tecnologia de Alimentos, Diamantina, Brasil, 05-07 July 2022.
- Hitayezu, R.; Baakdah, M. M.; Kinnin, J.; Henderson, K.; Tsopmo, A. Antioxidant activity, avenanthramide and phenolic acid contents of oat milling fractions. J. Cereal Sci., 2015, 63, 35-40. [CrossRef]
- Kasote, D.; Tiozon, R.N.J.; Sartagoda, K.J.D.; Itagi, H.; Roy, P.; Kohili, A.; Regina, A. Sreenivasulu N. Food processing technologies to develop functional foods with enriched bioactive phenolic compounds in cereals. Front. Plant Sci., 2021, 12, 771276. [CrossRef]
- Kagan, I.A.; Goodman, J.P.; Seman, D.H.; Lawrence, L.M.; Smith, S. R. Effects of harvest date, sampling tie, and cultivar on total phenolic concentrations, water-soluble carbohydrate concentrations, and phenolic profiles of selected cool-season grasses in central Kentucky. J. Equine Vet. Sci. 2019, 79, 86-93. [CrossRef]
- Hashimoto, J.M.; Schmiele, M.; Nabeshima, E.H. Modelling to obtain expanded cowpea products in a twin screw extruder. Braz. J. Food Technol. 2021, 24, 11120. [CrossRef]
- Menis-Henrique, M.E.C.; Scarton, M.; Piran, M.V.F.; Clerici, M.T.P.S. Cereal fiber: Extrusion modifications for food industry. Curr. Opin. Food Sci. 2020, 33, 141-148. [CrossRef]
- Pereira, A.M.; Schmiele, M.; Souza, E.J.D.; Ávila, B.P.; Ramos, A.H.; Zavareze, E.R.; Gularte, M.A. Extrudate gluten-free breakfast cereals frow rice and corn flours with different amylose content: technological and sensory properties. Food Sci. Technol. 2021, 56, 4182-4190.
- Andressa, I.; Nascimento, G.K.S.; Santos, T.M.; Oliveira, J.R.; Benassi, V.M.; Schmiele, M. Physicochemical changes induced by the sprouting process of purple pericap corn kernels. Braz. J. Dev. 2023, 9, 8051-8070.
- Liang, M.H.; He, Y.J.; Liu, D.M.; Jiang, J.G. Regulation of carotenoid degradation and production of apocarotenoids in natural and engineered organisms. Crit. Rev. Biotechnol. 2021, 41, 513-534. [CrossRef]
- Los, F.G.B.; Zielinski, A.A.F.; Wojeicchowski, J.P.; Nogueira, A.; Demiate, I.M. Beans (Phaseolus vulgaris L.): whole seeds with complex chemical composition. Curr. Opin. Food Sci., 2018, 19, 63-71. [CrossRef]
- Bešlo, D.; Došlić, G.; Agić, D.; Rastija, V.; Šperanda, M.; Gantner, V.; Lučić, B. Polyphenols in ruminant nutrition and their effects on reproduction. Antioxidants 2022; 11, 970. [CrossRef]
- Kagan, I.A. Soluble phenolic compounds of perennial ryegrass (Lolium perenne L.): Potential effects on animal performance, and challenges in determining profiles and concentrations. Anim. Feed Sci. Technol. 2021, 277, 114960. [CrossRef]
- Cao, M.; Fraser, K.; Jones, C.; Stewart, A.; Lyons, T.; Faville, M.; Barrett, B. Untargeted metabotyping Lolium perenne reveals population-level variation in plant flavonoids and alkaloids. Front. Plant Sci. 2017, 8, 133. [CrossRef]
- Fariaszewska, A.; Aper, J.; Van Huylenbroeck, J.; De Swaef, T.; Baert, J.; Pecio, Ł. Physiological and biochemical responses of forage grass varieties to mild drought stress under field conditions. Int. J. Plant Prod. 2020, 14, 335-353.
Figure 1.
Flowchart of the process of obtaining the whole ryegrass flour: (a) unsprouted whole ryegrass flour where, ryegrass: whole ryegrass seeds; unsprouted ryegrass: unsprouted whole ryegrass seeds; and milling: grinding of unsprouted whole ryegrass seeds using a knife mill; (b) sprouted whole ryegrass flour where, ryegrass: whole ryegrass seeds; sanitization: disinfection of ryegrass seeds with a 250 ppm sodium hypochlorite solution for 30 min (1:6 w/v) (20 ± 2 °C); soaking: maceration of whole ryegrass seeds in distilled water (1:6 w/v) at 20 ± 2 °C for 4 h; germination: germination process of ryegrass seeds conducted in a BOD (20 ± 2 °C) for 95 h; drying: drying in an oven with forced air circulation and renewal (45 ± 2 °C) for 20 h; and milling: Grinding of germinated ryegrass seeds using a knife mill. The symbols were acquired from FlatIcon®, freely available at https://www.flaticon.com/br/.
Figure 1.
Flowchart of the process of obtaining the whole ryegrass flour: (a) unsprouted whole ryegrass flour where, ryegrass: whole ryegrass seeds; unsprouted ryegrass: unsprouted whole ryegrass seeds; and milling: grinding of unsprouted whole ryegrass seeds using a knife mill; (b) sprouted whole ryegrass flour where, ryegrass: whole ryegrass seeds; sanitization: disinfection of ryegrass seeds with a 250 ppm sodium hypochlorite solution for 30 min (1:6 w/v) (20 ± 2 °C); soaking: maceration of whole ryegrass seeds in distilled water (1:6 w/v) at 20 ± 2 °C for 4 h; germination: germination process of ryegrass seeds conducted in a BOD (20 ± 2 °C) for 95 h; drying: drying in an oven with forced air circulation and renewal (45 ± 2 °C) for 20 h; and milling: Grinding of germinated ryegrass seeds using a knife mill. The symbols were acquired from FlatIcon®, freely available at https://www.flaticon.com/br/.
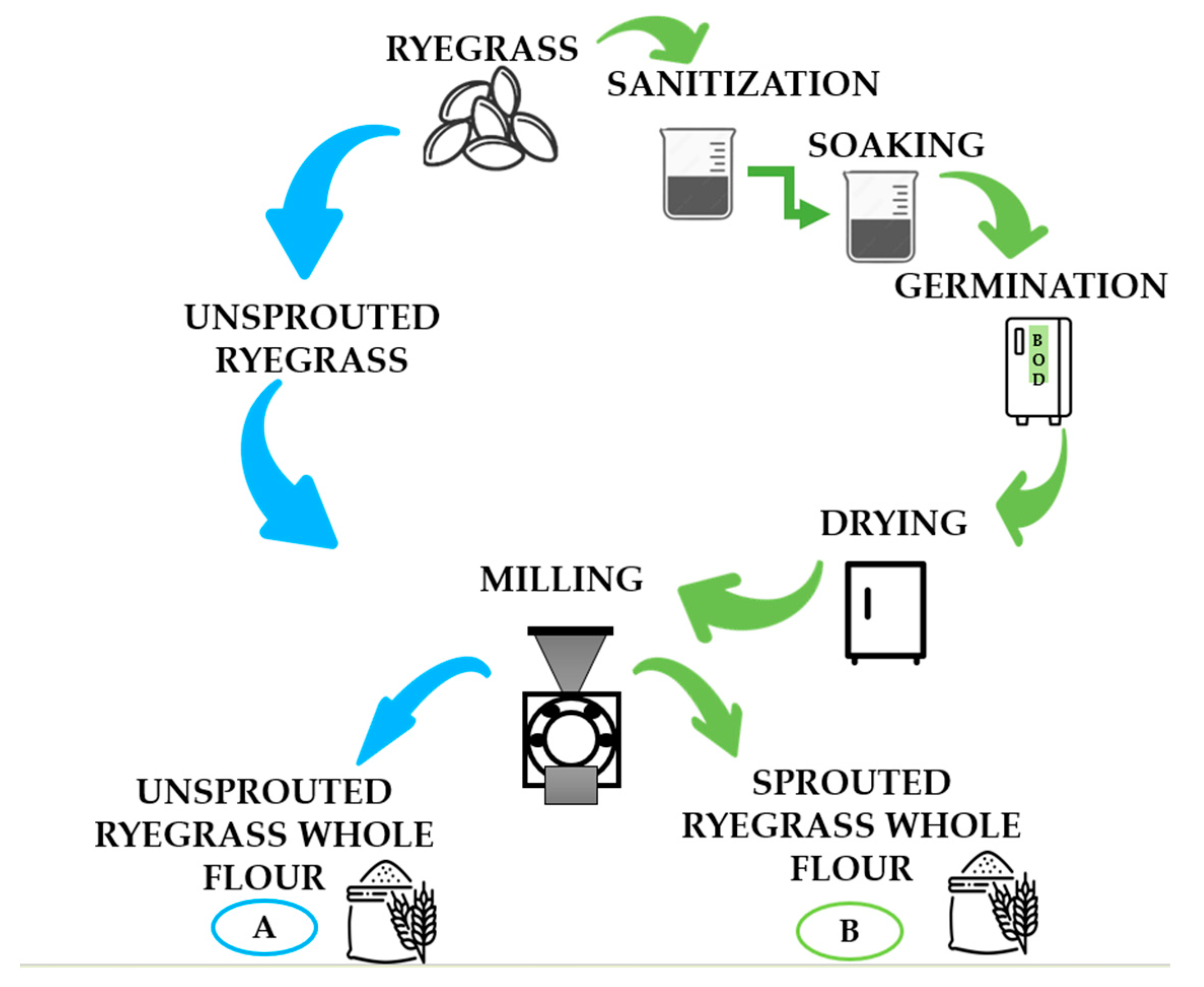
Figure 2.
Visual appearance of the raw materials, where: (1) whole maize flour; (2) whole sprouted ryegrass flour; (3) whole unsprouted ryegrass flour.
Figure 2.
Visual appearance of the raw materials, where: (1) whole maize flour; (2) whole sprouted ryegrass flour; (3) whole unsprouted ryegrass flour.

Figure 3.
Visual representation of the breakfast cereals made with whole maize flour, sprouted whole ryegrass flour, and unsprouted whole ryegrass flour for each experimental trial is as follows: (1) SR0: without sprouted whole ryegrass flour (0 %); (2) SR4: sprouted whole ryegrass flour (4 %); (3) SR8: sprouted whole ryegrass flour (8 %); (4) SR12: sprouted whole ryegrass flour (12 %); (5) SR16: sprouted whole ryegrass flour (16 %); (6) SR20: sprouted whole ryegrass flour (20 %); (7) USR10: unsprouted whole ryegrass flour (10 %).
Figure 3.
Visual representation of the breakfast cereals made with whole maize flour, sprouted whole ryegrass flour, and unsprouted whole ryegrass flour for each experimental trial is as follows: (1) SR0: without sprouted whole ryegrass flour (0 %); (2) SR4: sprouted whole ryegrass flour (4 %); (3) SR8: sprouted whole ryegrass flour (8 %); (4) SR12: sprouted whole ryegrass flour (12 %); (5) SR16: sprouted whole ryegrass flour (16 %); (6) SR20: sprouted whole ryegrass flour (20 %); (7) USR10: unsprouted whole ryegrass flour (10 %).

Figure 4.
Instrumental texture data for the instrumental texture of dry and bowl-life breakfast cereals produced from whole maize flour, whole sprouted ryegrass flour and whole unsprouted ryegrass flour. Where, SR0: sprouted whole ryegrass flour (0 %); SR4: sprouted whole ryegrass flour (4 %); SR8: sprouted whole ryegrass flour (8 %); SR12: sprouted whole ryegrass flour (12 %); SR16: sprouted whole ryegrass flour (16 %); SR20: sprouted whole ryegrass flour (20 %); USR10: unsprouted whole ryegrass flour (10 %).
Figure 4.
Instrumental texture data for the instrumental texture of dry and bowl-life breakfast cereals produced from whole maize flour, whole sprouted ryegrass flour and whole unsprouted ryegrass flour. Where, SR0: sprouted whole ryegrass flour (0 %); SR4: sprouted whole ryegrass flour (4 %); SR8: sprouted whole ryegrass flour (8 %); SR12: sprouted whole ryegrass flour (12 %); SR16: sprouted whole ryegrass flour (16 %); SR20: sprouted whole ryegrass flour (20 %); USR10: unsprouted whole ryegrass flour (10 %).
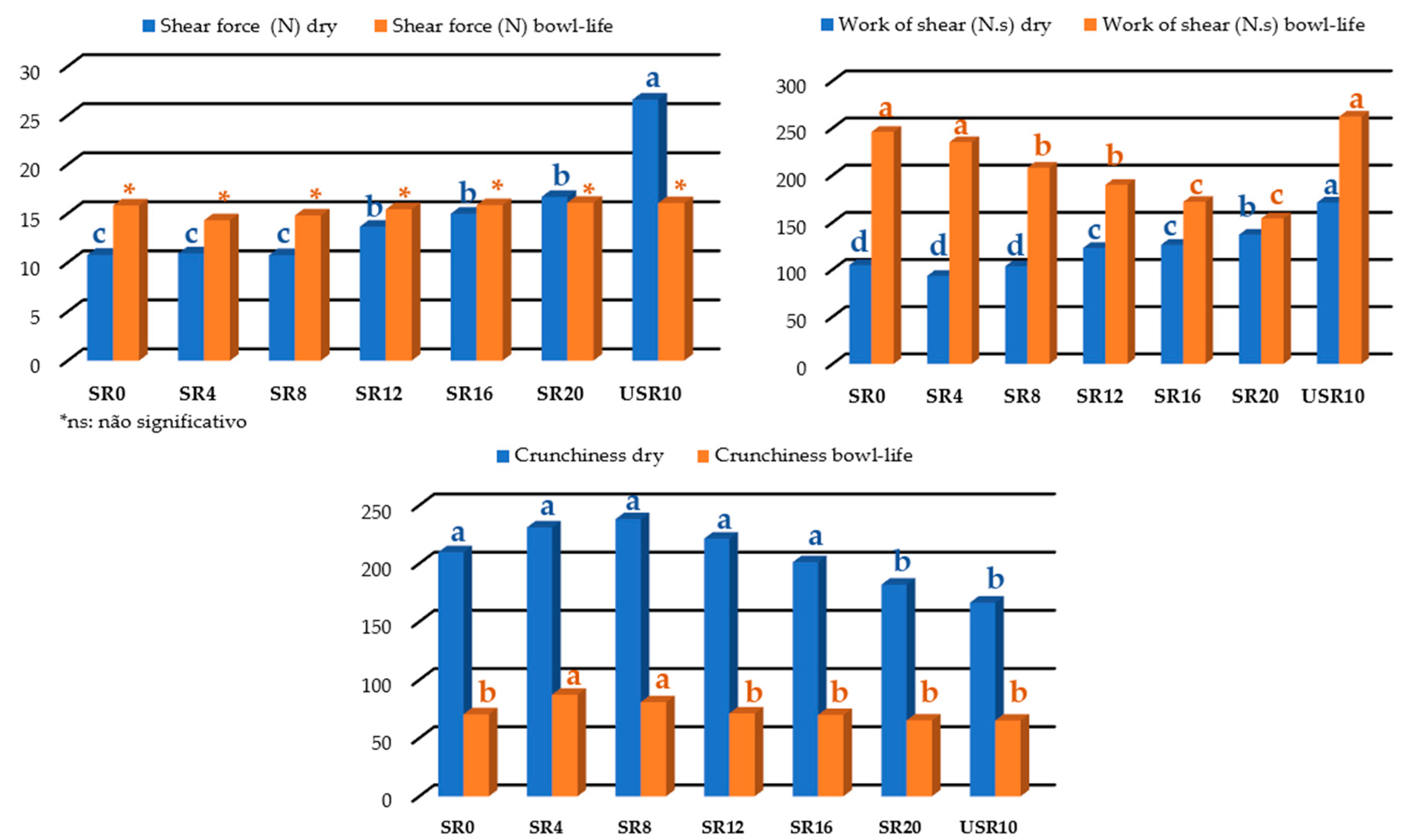

Table 1.
Chemical composition of raw material (g. 100g-1, in dry basis).
| Component | Maize flour | Sprouted ryegrass | Unsprouted ryegrass |
|---|---|---|---|
| Proteins | 7.03 ± 0.50 | 13.12 ± 0.16 | 13.11 ± 0.37 |
| Lipids | 6.27 ± 0.05 | 2.70 ± 0.10 | 2.15 ± 0.18 |
| Ashes | 1.51 ± 0.68 | 5.09 ± 0.02 | 5.78 ± 0.01 |
| Digestible carbohydrates (starch and sugars) | 80.19 ± 0.64 | 65.17 ± 0.56 | 63.69 ± 0.43 |
| Total dietary fibers* | 5.00 ± 0.87# | 13.92 ± 0.77# | 15.27 ± 0.35# |
Data are means ± standard deviation of three replicates (n = 3). * Total dietary fiber content was calculated by difference. #Standard deviation calculated by error propagation.
Table 2.
Physico-chemical parameters and nutritional composition of raw materials.
| Parameters | Maize flour | Sprouted ryegrass | Unsprouted ryegrass | |
|---|---|---|---|---|
| Water absorption index (g of gel.g-1 of sample, d.b.) | 2.75 ± 0.01c | 3.82 ± 0.02a | 3.48 ± 0.17 b | |
| Water solubility index (%, d.b.) | 5.31 ± 0.07c | 11.72 ± 0.19a | 6.80 ± 0.21b | |
| Instrumental color | L* | 77.37 ± 0.10a | 67.60 ± 0.04c | 68.75 ± 0.04b |
| a* | 7.28 ± 0.01a | 2.72 ± 0.01b | 2.57 ± 0.01c | |
| b* | 39.74 ± 0.05a | 14.75 ± 0.01b | 14.43 ± 0.02c | |
| γ-aminobutic acid (mg.100 g-1, d.b.) | 4.37 ± 0.02b | 40.83 ± 3.78a | 6.07 ± 0.04b | |
| TSPC (mg GAE.100 g-1, d.b.) | 537.19 ± 31.48c | 1002.58 ± 37.67a | 841.46 ± 14.56b | |
Data are means ± standard deviation of three replicates (n = 3). Different letters in the row denote statistical differences among raw materials (ANOVA, Scott-Knott, P ≤ 0.05). Abbreviations: d.b., dry basis; TSPC, Total soluble phenolic compounds; GAE, gallic acid equivalents.
Table 3.
Technological properties and physicochemical characterization of breakfast cereals produced from maize flour, whole sprouted ryegrass flour and whole unsprouted ryegrass flour.
Table 3.
Technological properties and physicochemical characterization of breakfast cereals produced from maize flour, whole sprouted ryegrass flour and whole unsprouted ryegrass flour.
| Trials | Expansion index | Bulk density (g.cm-3) | Water absorption index (g of gel/g of sample, d.b.) |
Water solubility index (%, d.b.) |
|---|---|---|---|---|
| SR0 | 1.93 ± 0.15d | 0.18 ± 0.03a | 7.71 ± 0.02a | 25.68 ± 1.05b |
| SR4 | 2.36 ± 0.13a | 0.13 ± 0.02c | 7.31 ± 0.14b | 25.28 ± 1.95b |
| SR8 | 2.30 ± 0.10b | 0.13 ± 0.01c | 7.59 ± 0.30a | 24.48 ± 0.75b |
| SR12 | 2.05 ± 0.08b | 0.15 ± 0.02b | 7.42 ± 0.03b | 30.47 ± 1.50a |
| SR16 | 2.03 ± 0.09c | 0.15 ± 0.01b | 7.36 ± 0.05b | 22.96 ± 0.77b |
| SR20 | 2.18 ± 0.08c | 0.14 ± 0.01c | 7.26 ± 0.07b | 27.63 ± 1.15a |
| USR10 | 2.50 ± 0.09a | 0.15 ± 0.01b | 7.60 ± 0.09a | 22.18 ± 1.22b |
| p-value | <0.001 | <0.001 | 0.038 | <0.001 |
Data are means ± standard deviation of three replicates (n = 3). Different letters in the row denote statistical differences among raw materials (ANOVA, Scott-Knott, P ≤ 0.05). Sprouted ryegrass flour (SR) partially replaced MF in proportions of 0 (SR0), 4 (SR4), 8 (SR8), 12 (SR12), 16 (SR16), and 20 % (SR20), and by 10 % of unsprouted ryegrass flour (USR) (USR10).
Table 4.
Instrumental color of breakfast cereals produced from whole maize flour, whole sprouted ryegrass flour and whole unsprouted ryegrass flour.
Table 4.
Instrumental color of breakfast cereals produced from whole maize flour, whole sprouted ryegrass flour and whole unsprouted ryegrass flour.
| Trials | L* | a* | b* | ΔE |
|---|---|---|---|---|
| SR0 | 60.88±0.28a | 7.11±0.11a | 39.73±0.22a | - |
| SR4 | 54.26±1.42b | 7.06±0.14a | 34.96±0.39b | 8.12±1.34b |
| SR8 | 51.79±1.25c | 6.60±0.14b | 30.66±0.61c | 12.80±1.32b |
| SR12 | 50.44±0.53c | 5.80±0.05d | 27.40±0.39d | 16.15±0.61a |
| SR16 | 50.67±0.37c | 5.86±0.06d | 25.77±0.21e | 17.29±0.22b |
| SR20 | 50.29±0.48c | 5.46±0.10e | 24.13±0.11f | 18.88±0.30a |
| USR10 | 50.69±0.70c | 6.19±0.20c | 27.26±0.30d | 16.09±0.38d |
| p-value | <0.001 | <0.001 | <0.001 | <0.001 |
Data are means ± standard deviation of three replicates (n = 3). Different letters in the row denote statistical differences among raw materials (ANOVA, Scott-Knott, P ≤ 0.05). Sprouted ryegrass flour (SR) partially replaced MF in proportions of 0 (SR0), 4 (SR4), 8 (SR8), 12 (SR12), 16 (SR16), and 20 % (SR20), and by 10 % of unsprouted ryegrass flour (USR) (USR10). L* is the luminosity, a* is the red/green coordinate; b* is the yellow/blue coordinate; and ΔE is total color difference.
Table 5.
Total soluble phenolic compounds and γ-aminobutyric acid content of breakfast cereals produced from whole maize flour, whole sprouted ryegrass flour and whole unsprouted ryegrass flour.
Table 5.
Total soluble phenolic compounds and γ-aminobutyric acid content of breakfast cereals produced from whole maize flour, whole sprouted ryegrass flour and whole unsprouted ryegrass flour.
| Trials | Total soluble phenolic compounds (mg GAE.100 g-1) |
γ-aminobutyric acid (mg. 100 g ) |
|---|---|---|
| SR0 | 372.19±28.04f | 3.50 ± 0.10e |
| SR4 | 485.96±17.31e | 7.96 ± 0.55c |
| SR8 | 535.52±44.56d | 8.48 ± 0.71c |
| SR12 | 586.37±45.82c | 8.64 ± 0.41c |
| SR16 | 644.52±34.75b | 11.70 ± 0.60b |
| SR20 | 699.36±39.92a | 14.52 ± 0.97a |
| USR10 | 548.38±30.18d | 6.55 ± 0.20d |
| p-value | <0.001 | <0.001 |
Data are means ± standard deviation of three replicates (n = 3). Different letters in the row denote statistical differences among raw materials (ANOVA, Scott-Knott, P ≤ 0.05). Sprouted ryegrass flour (SR) partially replaced MF in proportions of 0 (SR0), 4 (SR4), 8 (SR8), 12 (SR12), 16 (SR16), and 20 % (SR20), and by 10 % of unsprouted ryegrass flour (USR) (USR10).
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



