Submitted:
05 September 2023
Posted:
06 September 2023
You are already at the latest version
Abstract
Various methods including electrochemical purification, chemical precipitation, solvent extraction, and ion-exchange resins, have maturely been used for removal of copper from nickel anolyte. Interestingly, these approaches of copper removal from nickel anolyte by precipitation are well used as the primary industrial method in nickel production again. However, these methods suffer from several severe drawbacks in industrial practices. One is that a small amount of nickel precipitates with copper in slags,resulting in slag treatment difficulties. Second, this process requires an extremely high activity of the sulfide-based copper removal agents which results in high production costs; the short storage period of the copper removal agent is another drawback of this method. These have been the key challenges in the smelting process of nickel. Herein, we present a comprehensive review of the nickel removal methods used for nickel anolyte purification, electrochemical purification, chemical precipitation, solvent extraction, and ionexchange resins. The advantages and feasibilities of each technique in industrial applications are also explored and analyzed. Finally, we demonstrate that ion-exchange resin-based extraction method can pave a new path for metallurgical research on nickel.
Keywords:
nickel electrolysis
; copper removal
; iminodiacetic acid chelating resin
; electrochemical purification
; isostere principle
1. Introduction
Nickel is a metal that has always played an important role in human history, and had been widely used in daily life even before it was recognized by human beings. It was an important additive in the production of appliances in the old times. The name of nickel originated from Germany in the medieval times, which was found to have a red mineral similar to copper ore in Urs Mountains and it named Kupfernickel. This ore is what was known as the red arsenic nickel mine in the contemporary world. In 1751, Baron Axel Frederik Cronstedt obtained a white metal when smelting copper and named “Nickel”[1]. However, it was only until 1775 when Torbern Bergman synthesized pure nickel in the laboratory that people started to acknowledge nickel as a new element.
Along with increasing research on nickel, it has been found that introducing nickel as an additive in the production of iron can effectively delay the occurrence of rust, as a consequence, the demand for nickel has increased dramatically. So far, the total production of nickel has reached nearly 2 million tons worldwide, more than 70% of the total nickel production has been used in the field of metal materials such as manufacturing of stainless steel, heat-resistant alloy steel, and other various alloys[2, 3]. Around 15% has been used for nickel plating on metal surfaces to enhance their resistance to corrosion. In addition, nickel has also been used in many important applications such as battery energy, chemical dyes, catalysts, and petrochemicals[4]. Recently, the production and metallurgical technology of nickel has reached a bottleneck. On one hand, the production scale in nickel industry is being constantly compressed due to the accumulation of excessive products caused by overcapacity and the increasing public awareness of environmental protection[5, 6]. On the other hand, along with increasing demand for quality nickel in the international market and the protection of high-purity nickel production technology in developed countries, it has become increasingly difficult for developing countries to develop new technologies in the nickel industry[7, 8]. In summary, there is barely some markets for low-quality nickel supply, while it is expensive to produce high-purity nickel, and difficult to make innovations in the production process. This is the major dilemma faced by the nickel industry in the industrial transformation period. This paper provides a systematic review of the current nickel production process and some new thoughts on the production of high-purity nickel, emphasizing efficiency improvement, resource regeneration, and environmental protection.
2. Nickel production process
2.1. Distribution of nickel ore
Approximately, the world has a total of 64 million tons of nickel reserves. Most of them are located in Cuba, Canada, Russia, South Africa, Australia, China, and Brazil. The total nickel reserves in these countries constitute 91% of the global nickel reserve[9]. In China, nickel ores are primarily distributed in the northwest, southwest, and northeast regions which contribute to 76.8%, 12.1%, and 4.9% of the national nickel reserve in China, respectively[10].
Nickel ores are mainly divided into copper-sulfide nickel ore and nickel oxide ore. The nickel-sulfide ore accounts for 30–40% of total nickel ore, while the nickel oxide ore accounts for the remaining 60–70%. Despite the small proportion of nickel sulfide ore, the production of nickel from nickel sulfide ore accounts for more than 60% of the world’s total nickel production due to its simpler production process. However in China, nickel sulfide ore and nickel oxide ore account for 87% and 13% of the total national nickel reserve, respectively. Therefore, nickels are almost generally produced from nickel sulfide ore in China[11].
2.2. The primary production process of nickel
Nickel ore is characterized by low grade, complex composition, large quantity of associated ore, and high smelting difficulty. The products generated from nickel ore can vary substantially. Therefore, the production process of nickel is generally quite complex. In general, nickel concentrate must be obtained through ore dressing first before it is smelted. Depending on the type of nickel ore, two basic smelting methods have been used in the production process as show in Figure 1[12] [13].
2.3. Electrolytic refining process of nickel sulfide
Nickel production generally involves producing nickel sulfide anode plate from raw copper-nickel sulfide ore and obtaining metal nickel by electrolysis. This process was developed around the 1950s, and adopted for nickel production in a number of plants [14]. So far, this method has been used as the primary approach to nickel production in China. There are two procedures involved in this method: electrolysis of nickel and anode purge. The schematic diagram of nickel electrolysis is shown in Figure 2.
The primary reactions occurring on the anode include[15]:
Ni3S2 =Ni2++2NiS+2e
NiS=Ni2++S+2e
Ni3S2+8H2O=3Ni2++2SO42-+16H++18e
The primary reactions occurring on the cathode include:
Ni2++2e=Ni
During the deposition of nickel on cathode, some of the impurities in solution will also react and deposit on nickel surface. Therefore, there is a strict requirement on catholyte composition during electrolysis process. According to the standards specified in GB-6516-86, catholyte composition required to produce 1# electro-nickel and 0# electro-nickel is shown in Table 1. During electrolysis process, Cu, Zn, Fe, Co, and Pb enter anolyte through the anode plates[15]. Therefore, it is necessary to purge the anode for electrolysis process. The anode purging procedure is shown in Figure 3.
3. The removal of copper from nickel electrolysis anolyte
Removal of copper from nickel electrolysis anolyte is a key issue in nickel metallurgical industry. The copper concentration in the solution after copper removal has to be less than 4.72×10-5 mol/L. Furthermore, the mass ratio of copper to nickel in copper slag must be greater than or equal to 15. To meet these targets, a considerable amount of long-term research work has been performed by many metallurgists. Various methods of removing copper have also been proposed.
3.1. Potential-based separation method
As shown in Table 2, copper has been found to exhibits a relatively higher electric potential [16]. Therefore, copper can be precipitated from a solution with high nickel concentration by adjusting the electric potential applied to the solution. Currently, the potential-based separation method has been primarily used as replacement or electrolysis technique. In replacement separation, since the electric potential of copper is much greater than that of nickel, nickel can completely replace copper in theory. However, a key issue that needs to be considered here is the reaction time that is determined by reaction kinetics. The displacement method has been used to remove copper in many nickel refineries, including Port Colborne nickel refinery in Canada and the Niihama nickel refinery in Japan. The replacement method used by Jinchuan Group Ltd. involves the use of nickel powder with nickel purity exceeding 99.8% and diameter less than 0.04 mm[17]. Such nickel powder is produced from hydrogenation reduction reaction, when nickel powder of 1.4 times theoretical amount is used in copper removal, copper content in the nickel anolyte can be reduced to 6.3×10-6 mol/L, which yields a copper removal rate greater than 99%. The advantage of this method is its good copper removal performance and elimination of any impurity. However, quality of the nickel powder used to remove copper has a significant impact on the performance and efficiency of copper removal. The replacement method for copper removal has a strict requirement for quality and particle size of nickel powder. However, nickel powder with a high activity should not be stored for a long time. In summary, the electrochemical replacement method is costly, and has a complex preparation process. The addition of nickel power that exceeds the theoretical amount also brings more difficulty to the further treatment of the waste slag.
In electrolysis technique,copper precipitates on the cathode before nickel when performing electrolysis on mixed solution containing nickel and copper. Researchers have attempted to remove copper through the electrolysis method that yields copper powder with a copper content exceeding 95% and nickel content less than 1%. This method greatly reduces the difficulty of recycling copper. However, this method requires a copper concentration exceeding 0.55 mol/L in the electrolyte. It is only suitable for nickel electrolyte with a relatively high copper concentration[18]. The concentration of copper in purging solution of electrodeposited copper-nickel anode is only 0.08~0.16 mol/L, which does not meet the requirement for electrolysis method. In addition, electrolysis performs difficultly since electric current efficient is quite small (only 70%). When using porous nickel as a cathode for electrolysis, there is then no requirement on the copper solution. Along with a cathode potential greater than or equal to -0.50 V, the copper concentration in anolyte is reduced to less than 3.15×10-5 mol/L at ambient temperature condition[19]. Furthermore, the byproduct from copper removal is copper powder with purity exceeding 99%. This method not only meets the requirement of copper purging in the solution, but also eliminates addition steps required to treat copper slag. However, it is not suitable for mass-production because the electrolysis process consumes a large amount of power and treat solution only in a small volume.
3.2. Chemical precipitation method
In chemical precipitation method, metals are separated based on their difference solubility products, as shown in Table 3. It may be found from the table that Cu(OH)2 and CuS exhibit a small solubility product constant. Therefore, by increasing concentration of OH- and S2- ions in the solution, copper can be precipitated from the solution with a high nickel concentration. Currently, the chemical precipitation method mainly includes hydrolysis precipitation method associated with OH- ion and sulfide precipitation method associated with S2- ion. In hydrolysis precipitation method, the solubility product of Cu(OH)2 is smaller than that of Ni(OH)2, adjusting pH value of the solution within a specific range can allow Cu(OH)2 to be preferentially precipitated from the solution, therefore, realizing the purging effect in nickel anolyte. Some researchers have adopted this method to separate copper from a solution with a nickel concentration of CNi = 20 g/L and a copper concentration of CCu = 2.5 g/L. Copper concentration in the treated solution was reduced to 1.75×10-5 mol/L. However, around 9~11% of nickel was also precipitated together with copper during copper precipitation process. This behavior results in a huge loss of nickel in the solution and a small copper-to-nickel concentration, 9-10 mol/L in the slag[20]. Therefore, hydrolysis precipitation cannot meet nickel production requirement. In sulfide precipitation, the solubility product of CuS is much smaller than that of other metal sulfides (Table 3). Therefore, addition of S2- ion to the solution allows formation of CuS precipitate from Cu2+, even if the concentration of nickel is high in the solution. This characteristic enables copper removal from nickel anolyte. Copper removal by sulfide precipitation is a primary method used in current nickel production and explored in research work. A large collection of sulfide additives has been used, including hydrogen sulfide, sulfur and sulfur dioxide, nickel concentrate plus anode mud, nickel xanthate, active sulfur powder, active anode mud, active nickel sulfide, nickel thiosulfate, and NAS. Among them, H2S, S, or (SO)2 may achieve decent copper removal performance, thus, meet the production requirement without introducing any impurity to copper slag[21]. Therefore, these three additives have been widely used in industrial production. However, H2S and SO2 are toxic gases during the production process. Therefore, other additives are used in precipitation processes to replace these two gases.
Addition of anode mud and nickel xanthate to nickel concentrate can reduce copper concentration to meet production requirement while avoiding the generation of toxic gases[21]. In addition, these methods can increase nickel content in the product to a certain extent. However, the copper slag generated from such methods exhibits a small copper-to-nickel ratio that makes it more difficult to treat the copper slag in the subsequent procedure. Therefore, further improvements are also required for these methods. The use of active sulfur powder, active anode mud, active nickel sulfide, and nickel thiosulfate may achieve good copper removal performance, and generate copper slag with a high copper-to-nickel ratio[22-25]. The copper slag may be directly used in the copper smelting system. Therefore, sulfide precipitation using these four additives is one of the major research directions in the field of nickel smelting.
NAS is a novel copper removal agent developed based on active nickel sulfide, and synthesized based on the principle of drug molecules. The synthesis and application of NAS in copper removal have been investigated by many researchers. Experiments have verified that the addition of NAS can reduce the copper concentration to 3×10-3 g/L in the solution, while maintaining a copper-to-nickel ratio greater than 20 in the slag. In addition, NAS material can sustain a high activity and a decent copper removal performance for ten days after being synthesized[26]. However, further studies are still required to improve the industrial synthesis technique of NAS copper removal agent, and to reduce the synthesis cost.
3.3. Solvent extraction
In solvent extraction method, metal ions are separated based on differences in the binding properties between the metal and the organic functional groups. This method is usually used for enrichment and separation of heavy metals. Currently, two types of extractants have commonly been used for copper removal in solvent extraction: amine extractants and aldoxime extractants. Amine extractants are based on the different properties of complex anions formed by heavy metals in the aqueous phase, different metal ions can be extracted and separated from the solution[27]. Metal ions are extracted and separated based on the difference in complex anions formed by heavy metals in the aqueous phase. The extraction reaction is given by:
Many studies have explored the extraction of transition metals from chloride media using quaternary ammonium salt extractants. Ivanov IM, et al. extracted cobalt, copper, and iron from nickel electrolyte using alkylbenzylammonium chloride[28]. Bagreev VV et al. analyzed the effect of coexisting metals in the chloride system on the extraction performance[29]. Park KH et al. used quaternary ammonium salts to extract copper from the solution. They were able to achieve a decent copper removal rate with an initial copper concentration of 2.18×10-2 mol/L that was reduced to 7.847×10-5 mol/L after extraction. The separation coefficient of their method reached as high as 106 in copper-nickel system[30]. However, this process cannot be used to extract copper from a solution with a chloride ion concentration exceeding 1.408 mmol/L. This feature greatly limits the application of this method.
Aldehyde oxime extractant allows the formation of chelate complex by coordinating copper ion with oxygen atom in hydroxy group and nitrogen donor atoms in the oxime group. Therefore, the copper ion is extracted and separated from the solution. The extraction reaction is given by:
Cu2++2HR(O)=CuR2(O)+2H+
Fang Wu et al. separated copper from nickel sulfate using an M5640-kerosene-H2SO4 extraction system[31]. Specifically, they used M5460 solution with concentration of 20~30% as the extractant, and sulfuric acid with concentration of 2 mmol/L as the stripping agent. After three stages of the extraction and stripping process, 99.9% copper was removed from a nickel sulfate solution with 50 g/L nickel concentration and 5.0 g/L copper concentration. The loss rate of nickel was less than 0.5% during extraction process. However, pH value of the solution must be maintained at around 2.0 during extraction process, while pH of nickel electrolysis anolyte is around 4.5. Therefore, excessive acid is required to adjust pH value of the solution, which reduces the economic value and the applicability of this method.
3.4. Ion-exchange method
The ion-exchange resin is a synthetic polymer material containing functional groups. The essence of ion-exchange method is a reaction between exchangeable ions with metal ions in solution. There are three types of resins: anion-exchange resin, cation-exchange resin, and chelating resin. Anion-exchange resin is used when the concentration of Cl- is greater than 1.5 mol/L, Cu+ ion can form complex anions in the solution. However, when the concentration of Cl- is between 0.1~12 mol/L, Ni2+ cannot form anionic complex. Therefore, copper can be separated from nickel anolyte with an anion-exchange resin by adjusting the concentration of chloride ion in the solution. Ailiang Chen et al. separated copper from nickel sulfate solution using 201×7 gel type strong basic anion exchange. Their study demonstrated a good copper removal performance[32]. The adsorbed resin can be regenerated using an acidic NaCl solution containing hydrogen peroxide, and reused afterwards. The concentration of copper and nickel are greater than 1.575 mol/L and less than 1.5×10-3 mol/L in the regenerant, respectively. Therefore, the regenerant can be used as a raw material for copper production. However, a large amount of chloride acid is required in this method, thus leading to a high recovery and separation cost. Therefore, this method is not suitable for large-scale industrial production. In cation-exchange resin, metal ions can be adsorbed by functional groups in cation-exchange resin through ionic bond. The adsorption force and distance are determined by the charge number of metal ions and hydrated ions formed by metal ions, respectively. The selective adsorption coefficient of heavy metal ions by cation-exchange resin decreases with increasing hydration radius and charge number[33]. The cation-exchange resin exhibits good separation performance on metal ions such as Cr3+ and Pb2+, both of which possess a greater valence difference and small hydration radius, but a weak selectivity for metal ions sharing the same valence. There is no difference in their valence states because Ni2+ and Cu2+ are both divalent. Therefore, cation-exchange resin is rarely used for separating nickel and copper. Chelating resins are widely used in wastewater treatment due to their ability to form stable complexes with heavy metal ions[34]. Table 4 shows a selective adsorption of heavy metals by common chelating resins. As shown in the Table 4, most chelating resins are more selective for copper than nickel. Considering that chelating resin requires a simple regeneration condition and exhibits a greater number of reuse cycles, they have been used in many separation and purification process in China[35, 36].
4. Extraction of nickel using iminodiacetic acid chelating resin
The chemical formula of iminodiacetic acid, a dicarboxylic acid amine, is HN (CH2CO2H)2, which is generally abbreviated as IDA. The nitrogen atom forms a secondary amino group, while the iminodiacetic acid anion may function as tridentate ligand to form a metal complex with the two coupled five-membered chelate rings. Hydrogen ions in the nitrogen atom can be replaced by carbon atoms in the polymer in order to produce an ion-exchange resin. IDA-based chelating resin has become a major research topic on nickel smelting in recent years due to its superior adsorption and physicochemical properties.
4.1. Synthesis method
Chelating resin can be synthesized by two methods. The first method involves the polymerization of functional groups with small molecules, such as imidazole, pyridine, and acrylic acid, into macromolecules. The second method seeks to first obtain a high molecular polymer, and then introduce a functional group[37]. The second synthesis method has drawn more interest from researchers because it is more advantageous in terms of greater structural varieties, high structural stability, and larger adsorption quantity of the product. There are three methods of synthesizing IDA chelating resin, reaction of acetic acid with acrylonitrile styrene-divinylbenzene crosslinked polymer, reaction of ethylenediamine with chloromethyl polystyrene polymer, and bonding of imine acetate group to the surface of macroporous crosslinked polystyrene microspheres. In industrial production, IDA chelating resin is usually synthesized by first performing Friedel-Craft reaction on a polystyrene-based resin skeleton, and then, introducing a highly active chloromethyl group to the aromatic ring[38].
4.2. Adsorption mechanism
IDA group, i.e., -N(CH2COOH)2, is a tridentate ligand where the electrons are provided by an oxygen atom on two carboxyl groups and a nitrogen atom on the amino group. Even if the adsorbed metal ion does not form a coordinate bond with the nitrogen atom, the chemical bond formed by two oxygen atoms can still form a stable chelating body in IDA. This feature enables greater adsorption selectivity for IDA resin. As shown in Figure 4, there is a triple bond between copper and IDA, and a double bond between nickel and IDA. This makes IDA more strongly adsorb copper. Therefore, it can be used for the selective adsorption of copper in nickel anolyte.
4.3. The practical application of IDA chelating resin in nickel extraction
Many different models have been developed for IDA chelating resin. These resin models exhibit various levels of selectivity and absorptivity[39-46]. Table 5 lists the adsorption performance of several typical IDA resins currently being used in experimental research and industrial applications. In metal enrichment and recovery, the distinctive feature of IDA chelating resin is its excellent complexing ability of heavy metals, which is much superior when compared to alkali metals. The binding ability of IDA functional groups to heavy metals is 5000 times that of alkali metals[47]. Therefore, IDA type chelating resin has been widely used in hydrometallurgical industry. Zaionl et al. used Lewatit TP-207 and Amberlite IRC-748 to recover nickel and cobalt from the acid leachate after leaching laterite nickel ore tailings. A better recovery performance is achieved when a fixed bed is used[48]. F.D. Mendes et al. achieved selective adsorption of nickel and cobalt from Brazilian laterite nickel ore oxygen-pressure acid leaching solution using the chelating resin Amberlite IRC-748 packed column. The nickel solution is enriched for more than 20 times with very few impurities[49]. In water purification, chelating resins with IDA functional groups possess several advantages, including high selectivity, fast adsorption rate, and easy desorption of heavy metals in water. Therefore, these resins have been widely used for purification of industrial wastewater and treatment of domestic water. For example, IRC-718 and Chelex-100 are commonly used for treating the wastewater generated by printed circuit board manufacturers. Korngold et al. used Purolite S930 to remove Cu2+, Ni2+, Co2+, Cd2+ from tap water containing a small amount of carboxylate, and reduced their content to 10-6. Such content meets the standard for drinking water[50]. In substance analysis, IDA chelating resin exhibits a very high sensitivity to heavy metal, such that even trace amounts of heavy metal can be adsorbed effectively by the resin. Therefore, they can be used to test and analyze the trace metals in solutions. Yebra et al. used flame atomic absorption spectrometry to automatically detect nickel at μg/g content level in food[51]. The metals were enriched in a microcolumn before being tested. Their results showed high accuracy and small deviation in the detection of nickel metal. Nicalai et al. used Metpac CC-1 chelate resin to enrich 17 trace elements in seawater, and subsequently detect them using the ICP-MS technique[52]. They compared the results with the evaluation report, and found a high agreement between them. This finding demonstrated that using IDA chelating resins can provide highly accurate results in analytical chemistry and radiochemistry applications.
5. Perspective
In industrial practices, copper removal from nickel anolyte using sulfide precipitation method suffers from several drawbacks, including high energy consumption and issues associated with the waste slag. These issues make it difficult to meet environmental requirements. Although the solvent extraction process can compensate for aforementioned shortcomings to certain extent when used for copper removal from the nickel anolyte, it still exhibits many other problems, including the entrainment of organic phase, easy formation of the third phase, and intense environmental impact. As an alternative approach, the ion-exchange method has drawn significant attentions due to its strong selectivity and small adsorption quantity. These advantages make the ion-exchange method ideal for separating low-concentration matters. Because the ion-exchange separation process does not generate any slag and the ion-exchange resin can be recycled and reused, this method has a great potential in a wide range of application. In particular, the ion-exchange method is especially suitable for the separation process of trace heavy metal. On this basis, the chelating resin is an ideal candidate for the ion-exchange method. IDA chelating resin with high selectivity for copper and nickel is especially suitable for the ion-exchange process, and has widely been used in enrichment production of copper and nickel. It is worth noting that the selectivity of IDA resin for copper is generally greater than that of nickel. Therefore, it is necessary for future studies to examine how to take advantage of this feature for separating copper from nickel anolytes.
Author Contributions
XT and KZ drafted the manuscript. KZ revised the manuscript. All authors reviewed and approved the final manuscript.
Funding
This work was supported in part by the National Natural Science Foundation of China (81872226).
Acknowledgments
We appreciate the contributions and helpful discussion of various members in Professor Zhongwei Zhao’s Lab of School of Metallurgical Science and Engineering.
Competing interests: The authors declare that they have no competing interests.
References
- Sutherland WF. The Story of Nickel. Scientific American. 1919;121(20):480-1.
- Morinaga M. Nickel Alloys: A Quantum Approach to Alloy Design; 2019.
- COLE, Mining LJA. NICKEL: THE 2015 OUTLOOK. 2014.
- Loto, Silicon CAJ. Electroless Nickel Plating – A Review. 2016;8(2):177-86.
- Li MA, Bai YN, Hong Quan PU, Jie HE, Bassig BA, Dai M, et al. A Retrospective Cohort Mortality Study in Jinchang, the Largest Nickel Production Enterprise in China. 2014;000(7):567-71. [CrossRef]
- Yang AM, Hui SU, Wei RX, Bin HX, Bai YN, Hong Quan PU, et al. Prevalence of Metabolic Syndrome in Chinese Nickel-exposed Workers. 2014;000(6):475-7. [CrossRef]
- Bao-Zhong MA, Yang WJ, Qian LI, Wang CY, Wang HJNM. Mineral Phase Analysis and Treatment Technological Selection of Magnesium-rich Nickel Oxide Ore. 2016.
- metals WY-gJwn. Development status and sustainable development strategy of nickel resources in China and its key technologies. 2018.
- Yang XS, Guo YS, Chen BY, Cui YL, Guo XJAGS. The distribution and the exploration, development and utilization situation of the lateritic nickel ore resources in the world. 2013;34:193-201.
- Lu C LX, Zou X, Cheng H, Xu Q. Current situation and utilization technology of nickel ore in China. Chinese Journal of Nature. Chinese Journal of Nature. 2015;37(04):269-77.
- Huang CL, Vause J, Ma HW, Li Y, Yu CPJJoCP. Substance flow analysis for nickel in mainland China in 2009. 2014;84(dec.1):450-8. [CrossRef]
- Zhou HP, Yun-Qiang LI, Lei MF, Jing XU, Wang PC, Weng CJJM, et al. New Beneficiation Technique for Certain Refractory Fine Copper-Nickel Sulfide Ore. 2015.
- Wang H, Ye Z, Hao F, Yuan HJMM. Experimental Study on a Low-grade Copper-nickel Sulfide Ore. 2015.
- Dutton MD, Vasiluk L, Ford F, Perco MB, Taylor SR, Lopez K, et al. Towards an exposure narrative for metals and arsenic in historically contaminated Ni refinery soils: Relationships between speciation, bioavailability, and bioaccessibility. 2019;686(OCT.10):805-18. [CrossRef]
- Illis A. Nickel metallurgy. 2008.
- Liu T, Zhou EJJoBIoT. Thermodynamics of Standard Solubility Product. 1996.
- Ruijuan S. Study on the process of copper removal by nickel electrolysis purification: Lanzhou University of Technology; 2012.
- Zeng Zhenou ZY, Wu Hongru. Research on the Electrodeposition Method for Purifying and Removing Copper from Jinchuan Nickel Electrolytic Anode Liquid Hunan Metallurgy. 1994;000 (4):11-4.
- Zeng Zhenou ZY, Wu Hongru. Study on direct electrolytic purification of copper removal in nickel electrolysis anode liquid Journal of South China University of Technology (Natural Science Edition). 1994;000(5):32.
- M. Lira-Cantu AMS, A. brustenga, et al. Electrochemical deposition of black nickel solar absorber coatings on stainless steel AISI316L for thermal solar cells. Solar Energy Materials and Solar Cells. 2005;87(1-4):685-94.
- Ruijuan S. Study on the process of copper removal by nickel electrolysis purification 2012.
- Zhai Xiujing LB. Research on sulfur-containing active nickel. Nonferrous Mining and Metallurgy. 1998;14(4):31-3.
- Shu Yude YX. Preparation of active anode slime for removing copper from nickel electrolyte. Nonferrous Metals: Smelting Section. 1996;(5):24-6.
- Gu Guobang WX, Cheng Fei, et al. Application of ultrafine particles in chemical separation-research on the characteristics of activated nickel sulfide. Journal of South China University of Technology: Natural Science Edition. 1996;(8):96-100.
- Zeng Dewen LZ, Xu Shengming, et al. Experimental study on the removal of copper from nickel electrolysis anolyte with nickel thiosulfate. Hunan Nonferrous Metals. 1996;(4):49-52.
- Ailiang C. A new process and basic research of copper removal and purification by nickel sulfide electrolysis anode liquid. Changsha: Central South University; 2006.
- Dai K LY, Hu H, Cheng Z, Liu S, Chen Q. Removal of copper from nickel anode electrolyte by AMPY-1. Nonferrous Metals (Extractive Metallurgy). 2015;(10):10-3.
- Ivanov IM NA, Gindin LM. Solvent extraction removal of cobalt and other impurity elements from nickel electrolytes. Hydrometallurgy. 1979;4(4):377-87.
- Fischer C WH, Bagreev VV. On the tri-n-octylammonium chloro complexes of Cu (II), Zn (II) and Co (II) in benzene solution. Polyhedron. 1983; 2(11):1141-6.
- Sarangi K PP, Padhan E. Separation of iron (III), copper (II) and zinc (II) from a mixed sulphate/chloride solution using TBP, LIX 84I and Cyanex 923. Separation and Purification Technology. 2007;55(1):44-9.
- Wu F LJ. Study on separation of Cu2+ from nickel sulphaate solution with extraction M5640. Journal of Wuyi University (Natural Science Edition). 2004;18(1):25-7.
- Chen A SP, Zhao Z, Chen X, Zhang Y. Coper removal from Nickel anode electrolyte by ion exchange. Minning and Metallurgical Engineering. 2005;25(6:51-4.
- Ma J HB. The application of ion exchange resins in hydrometallurgy. Ion Exchange and Adsorption. 1993;9(3):250-60.
- Xiang W LZ. New progress of synthesis and application study of specific ion exchange. Technology and Development of Chemical Industry. 2003;32(2):16-22.
- Lou F DB, Bi Y, Xie J. Adsorption of metalcation by chelating resin. Technology of Water Treatment. 2011;37(01):23-7.
- Xu Y YY, Li H. Study on chelatingresins-Syntheses and Adsorption properties of thiourea type resin. Wuhan University.45(2):23-7.
- Zhuang H ZZ, Jin W, Gou L. Preparation and adsorption properties of crosslinked polyaminated chitosan chelating resin. Ion Exchange and Adsorption. 2001;17(6):507-14.
- Kong L WZ, Zhang X, Yang Y. Syntheses and application of specific ion exchanger. Inner Mongolia Petrochemical Industry. 2006;(2):19-21.
- Kuz’min VI KmD. Sorption of nickel and copper from leach pulps of low-grade sulfide ores using Purolite S930 chelating resin. Hydrometallurgy. 2014;141:76-81.
- Noureddine C LA, Mubarak MS. Sorption properties of the iminodiacetate ion exchange resin, amberlite IRC-718, toward divalent metal ions. Journal of Applied Polymer Science. 2008;107(2):1316-9.
- Mendes FD MA. Selective sorption of nickel and cobalt from sulphate solutions using chelating resins. International Journal of Mineral Processing. 2004;74(1-4):359-71.
- Dinu MV DE. Heavy metals adsorption on some iminodiacetate chelating resins as a function of the adsorption parameters. Reactive and Functional Polymers. 2008;68(9):1346-54.
- Silva RMP MJ, Rodrigues JRC, Lagoa RJL. A comparative study of alginate beads and an ion-exchange resin for the removal of heavy metals from a metal plating effluent. Journal of Environmental Science and Health Part A. 2008;43(11):1311-7.
- Agrawal A SK. Separation and recovery of lead from a mixture of some heavy metals using Amberlite IRC 718 chelating resin. Journal of hazardous materials. 2006;133(1-3):299-303.
- Valverde JL dLA, Carmona M. Equilibrium data of the exchange of Cu2+, Cd2+ and Zn2+ ions for H+ on the cationic exchanger Lewatit TP-207. Journal of Chemical Technology and Biotechnology. 2004;79(12):1371-5.
- Jachuła J KD, Hubicki Z. Removal of Cd (II) and Pb (II) complexes with glycolic acid from aqueous solutions on different ion exchangers. Canadian Journal of Chemistry. 2010;88(6):540-7.
- Johnson BE SP, Chuang CY, Otosaka S. Collection of lanthanides and actinides from natural waters with conventional and nanoporous sorbents. Environmental ence & Technology. 2012;46(20):11251-8. https://doi.org/10.1021/es204192r. [CrossRef]
- Zainol Z NM. Comparative study of chelating ion exchange resins for the recovery of nickel and cobalt from laterite leach tailings. Hydrometallurgy. 2009;96(4):283-7.
- Mendes FD MA. Selective nickel and cobalt uptake from pressure sulfuric acid leach solutions using column resin sorption. international journal of mineral processing. 2005;77(1):53-63.
- Korngold E BN, Aronov L, Titelman S. Influence of complexing agents on the removal of metals from water by a cation exchanger. Desalination. 2001; 133(1):83-8. https://doi.org/10.1016/s0011-9164(01)00085-6. [CrossRef]
- Yebra-Biurrun MC C-MN. Flow injection flame atomic absorption determination of Cu, Mn and Zn partitioning in seawater by on-line room temperature sonolysis and minicolumn chelating resin methodology. Talanta. 2010;83(2):425-30.
- Nicolai M RC, Tousset N, Nicolai Y. Trace metals analysis in estuarine and seawater by ICP-MS using online preconcentration and matrixe limination with chelating resin. Talanta. 1999;50(2):433-44.
Figure 1.
Experimental apparatus for the production of nickel from nickel sulfide by electrolysis.
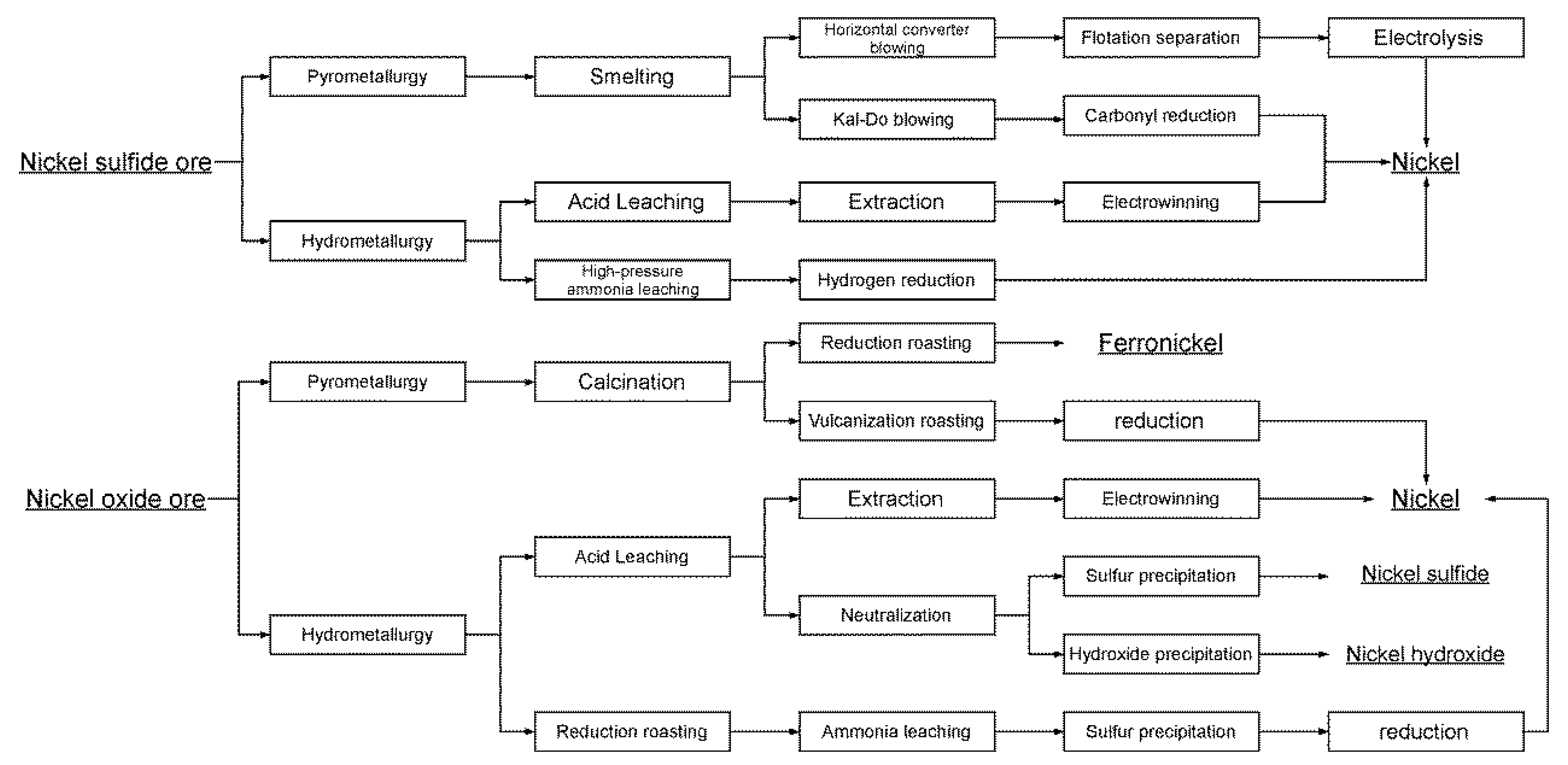
Figure 2.
Flow sheet of producing nickel by electrolysis.
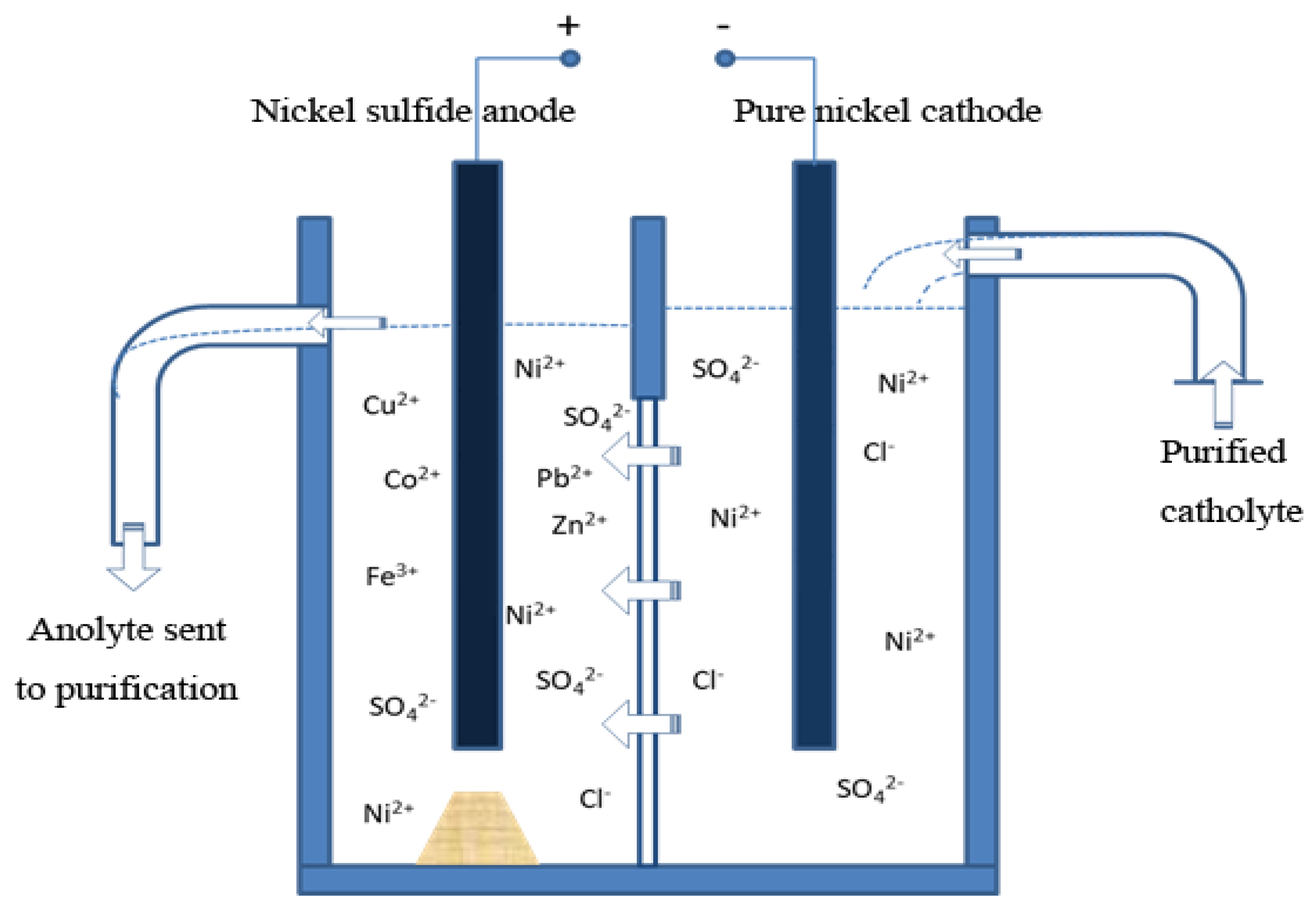
Figure 3.
Different cation-based IDA chelating resins.
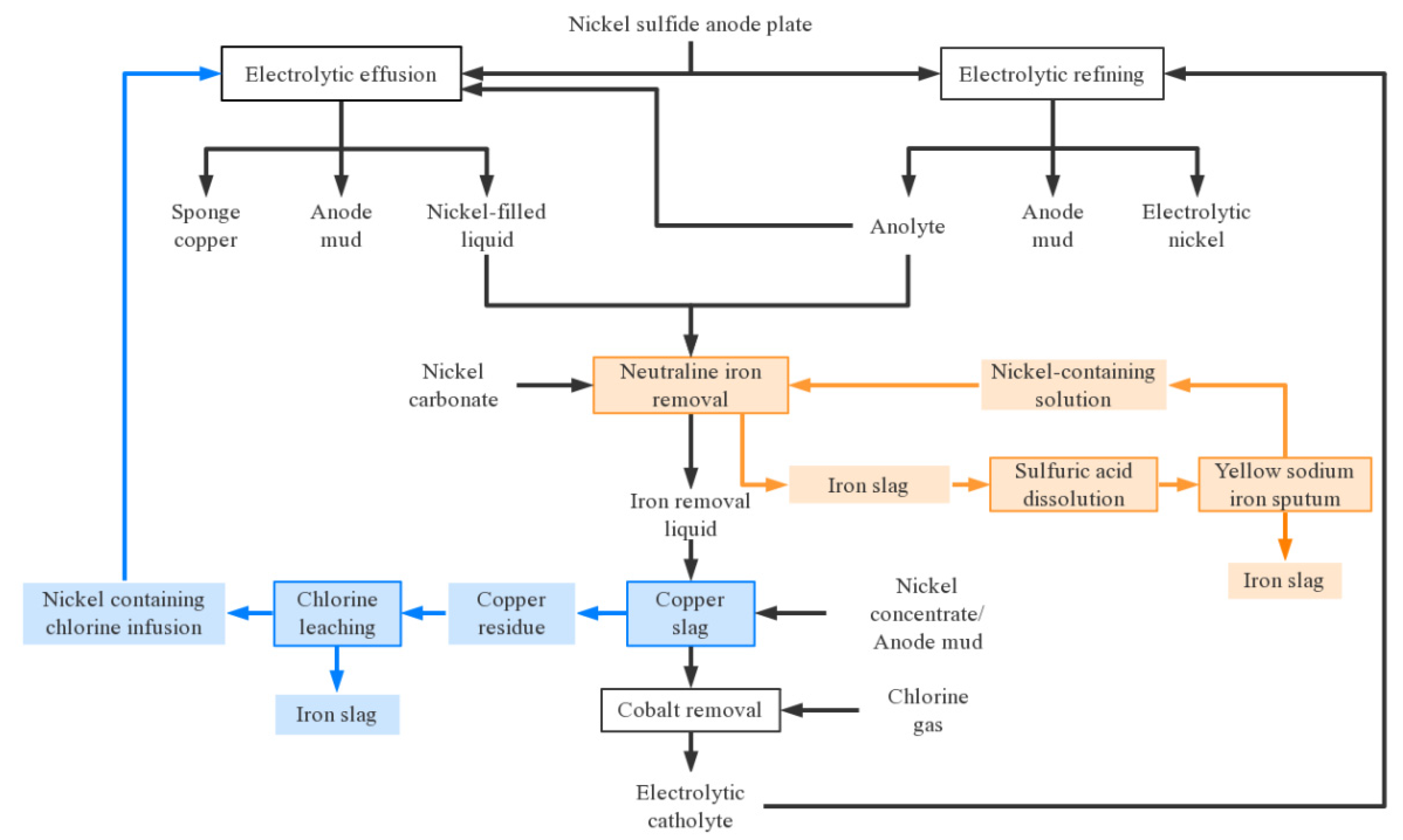
Figure 4.
A triple bond between copper and IDA, and a double bond between nickel and IDA.


Table 1.
Cathode composition of nickel 1# and 0#.
| Element | Nickel 1# (mol/L) | Nickel 0# (mol/L) |
|---|---|---|
| Ni | 1.19 | 1.19 |
| Cu | <4.72×10-5 | <4.72×10-6 |
| Fe | <7.14×10-5 | <5.36×10-6 |
| Co | <1.70×10-4 | <1.70×10-5 |
| Zn | <5.35×10-6 | <1.53×10-6 |
| Pb | <3.00×10-4 | <7.00×10-5 |
| Na+ | <1.96 | <1.96 |
| Cl- | >1.41 | >1.41 |
| H3BO3 | <9.7×10-2 | <9.7×10-2 |
Table 2.
Standard electrode potential of common metal.
| Electrode | Electrode process | φϴ/V |
|---|---|---|
| Cd | Cd2+ | Cd2++2e= Cd | -0.403 |
| Co | Co2+ | Co2++2e= Co | -0.28 |
| Cu | Cu2+ | Cu2++2e= Cu | 0.342 |
| Fe | Fe2+ | Fe2++2e= Fe | -0.447 |
| Fe | Fe3+ | Fe3++3e= Fe | -0.037 |
| Mn | Mn2+ | Mn2++2e= Mn | -1.185 |
| Ni | Ni2+ | Ni2++2e= Ni | -0.257 |
| Pb | Pb2+ | Pb2++2e= Pb | -0.126 |
| Zn | Zn2+ | Zn2++2e= Zn | -0.7618 |
Table 3.
Solubility product constant of common insoluble compounds.
| Cation | Ksp(S2-) | Ksp(OH-) |
|---|---|---|
| Cd2+ | 8.0×-27 | 2.8×10-14 |
| Co2+ | 4.0×-21 | 1.6×10-15 |
| Cu2+ | 6.0×-36 | 1.3×10-20 |
| Fe2+ | 6.0×-18 | 8.0×10-16 |
| Fe3+ | - | 3.0×10-39 |
| Mn2+ | 3.0×10-13 | 1.9×10-13 |
| Ni2+ | 2.0×10-26 | 2.0×10-15 |
| Pb2+ | 3×10-28 | 1.2×10-15 |
| Zn2+ | 1.6×10-24 | 3.0×10-17 |
Table 4.
Functional groups and adsorption selectivity order to metals of chelating resins.
| Chelating resins | Functional groups | Selectivity order |
|---|---|---|
| Aminocarboxylic acid | —NC(H2COOH)2 | Fe3+>Ni2+>Cu2+>Zn2+ |
| Iminodiacetic acid | —N(CH2COOH)2 | Cu2+≫ Ni2+>Zn2+>Fe2+ |
| Phosphoric acid | —PO(OH)2 | U4+>Fe3+≥UO22+>Cu2+ |
| Polyamide | —CH2CH2NH— | Hg2+>Cu2+>Zn2+>Ni2+ |
| Dithiocarboxylic acid | —CSSH | Ag+>Cu2+>Zn2+>Mn2+ |
| Thiourea | —NC(NH2)S | Ag+>Au3+=Pd2+>Hg2+ |
Table 5.
The adsorption proprieties of common typical IDA chelating resin.
| Resin type | Selectivity | pH | Max capacity/mmol·g-1 |
|---|---|---|---|
| Amberlite IRC-748 | Cu2+>Ni2+>Co2+ | 5.0 | 1.060 |
| 4.0 | 1.252 | ||
| 1.0 | 2.000 | ||
| Amberlite IRC-718 | Fe2+>Cu2+>Zn2+>Ni2+ | 5.0 | 2.250 |
| 4.0 | 0.95 | ||
| Lewatit TP-207 | Cu2+>Zn2+>Cd2+ | 5.0 | 0.87 |
| 4.0 | 1.38 | ||
| Chelex-100 | Cu2+>Zn2+>Cd2+ | 6.0 | 0.021 |
| 5.6 | 2.15 | ||
| Purolite S-930 | Cr3+>Cu2+>Ni2+>Zn2+>Co2+>Cd2+>Fe2+>Mn2+ | 4.0 | 0.89 |
| Lonac SR-5 | 1.0 | 1.25 | |
| Diaion CR-10 | 5.0 | 2.809 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



