Submitted:
20 August 2023
Posted:
22 August 2023
You are already at the latest version
Abstract
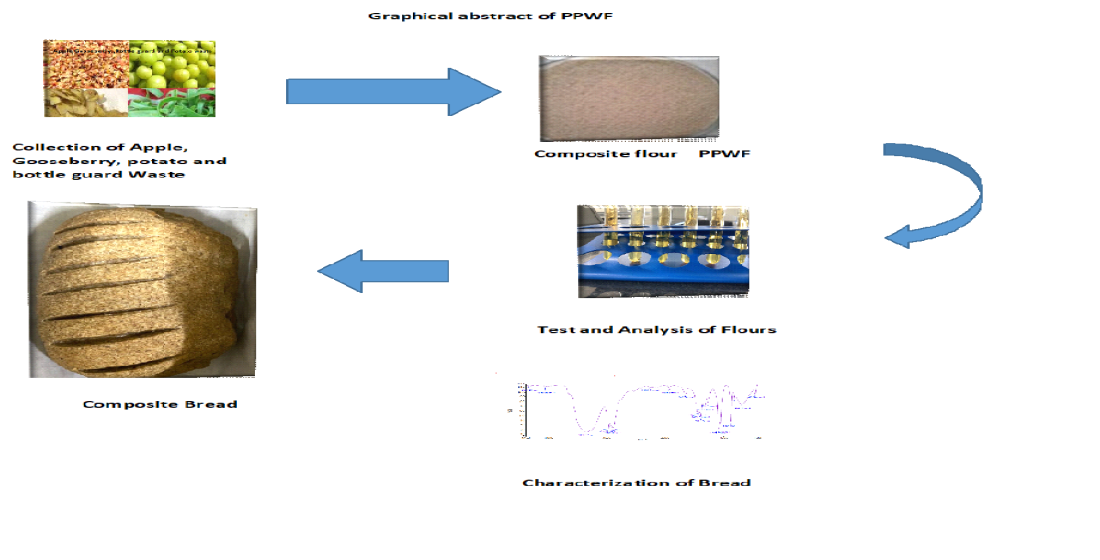
Development of high nutritious bakery products with optimum utilization of food waste is a major challenge for food industries. Food waste is major challenge in an each country. The optimum utilization of food waste for sustainable development goal of country is important ant for growth of the nation. The aim of the present work is to prepare value-added composite flour mixed bread from wastes of fruit and vegetables. The composite flour was prepared in four formulations of Peel and Pomace Wheat Flour (PPWF), as PPWF1, PPWF2, PPWF3 and PPWF4. Compositing flour was blended by a mix of vegetable and fruits pomace powders and whole wheat flour. Indian gooseberry pomace powder, apple pomace powder, bottle gourd peel powder, and potato peel powder were used with whole wheat flour to make pomace and whole wheat flour compositions as PPWF1, PPWF2, PPWF3 and PPWF4. Broadly this work was divided into three phases, first phase has conducted nutritional and functional analysis on peel and pomace powders individually, which shows the significance of using them for our research work. The second phase works in the creation of composite flours with different composition ratios as discussed above as PPWF. This phase shows the nutritional and functional analysis of four composite flours. Out of these four flours, PPWF3 contained a good amount of fiber 8.16%, crude protein 3.18%, total phenolic content 14.48%, moisture 9.5%, vitamin C 13.64mg/100g, and total phenolic compound 14.48(mg/GAE/g) which are maximum and acceptable range values as compared to other three composite flours and the wheat flour-control group flour. Then in the third phase, the PPWF3 is used as a partial replacement ratio of wheat flour in wheat flour due to its high phenolic content, Vitamin C, and the richness of fibers. This composite flour is used to make bread dough, two samples G1 and G2 are made; out of which G2 offers better nutritional, functional, and sensory evaluations in comparison with refined wheat four bread is taken as a control group. Thus, such utilization of food wastes in bread making can generate a value of wastes and can improve nutritional attributes of bread, which may improve an individual’s health.
Keywords:
Waste utilization
; Pomace
; Peel
; Gooseberry
; Apple
; Bottle Gourd
; Potato
; Bread
; Phenolic content
1. Introduction
Food is a major essential human need, and food waste has been investigated as a major challenge[1] facing humanity today. The food wastes are mainly organic waste which generally comes from the kitchen, hotel industries, restaurants, food processing industries. A significant percentage up to 17% of food is thrown in dustbins by different users as per the Food Waste Index Report 2021 [2]. As the population is growing exponentially and for economic development, global attention has come towards food waste. According to World Bank and FAO, roughly greater than 1.33 billion tons of food gets wasted per year in the world and this wastage can rise to 2.2 billion tons up to year 2025 [3]. A large volume of low-cost by-products gives economic advantages of its potentially valuable components and environmental benefits, as shown in earlier works [4,5]. Today food is not only needed to fulfill our hunger but also to provide the basic important nutrients which have health benefits [6]and that protect us from several diseases. Different food nanotechnologies, smart agricultural[7] and plant disease control [8] studies are also aligned towards human health[9] and sustainable production. Quality food production with the utilization of food waste is a major challenge in every food processing industry [10]. Food that is not used by food processing industries and domestic kitchens is considered "food waste”. Nutrient recovery and awareness of bioactive compounds are a crucial thing in food formulation [11]. The food industry produces a huge amount of waste or by-products annually around the globe, and that waste or by-products contains many such components that are beneficial for human health. Food waste is produced from many sources in which the vegetables derived from processing food waste include peels, stems, seeds, bran, juice, and sugar. Food waste can also be converted into the form of renewable energy in some of the proposals [12,13], with offers the advantage to reduce the current dependency on energy derived from fossil fuels. Food waste can be referred to as the loss of food in the later stages of the food supply chain intended for human consumption. The loss may be accidental or intentional, which ultimately leads to a shortage of food. The industrial processing of apples and gooseberries produces huge quantities of waste material that are unknowingly discarded or undervalued. Despite this, apple waste has a high content of antioxidant compounds and many valuable compounds. The skin of ripened apples and other vegetables contains enough amount of anthocyanins other than this flavanols accumulate in the peels[14].The dried powder has been used in different soups and ready-mix powder in food processing industries [15]. Bottle gourd and potato are mainly used for domestic and industrial purposes for their valuable compounds and offers their waste in the form of peels. Thus, the availability of this waste has given a scope of research to researchers[16,17] for creating some useful value-added products using this food waste. Potato peel is an inexpensive by-product from food-based industries, which is a very valuable and affordable raw product for some of value-added products like food additives, nutraceuticals, processed foods etc. The valuable components that are present in food waste and by-products include polysaccharides, fats, proteins, and certain bioactive compounds. Annually, the food industries generate a large amount of waste around the world. Around 38% of food waste occurs at the time of food processing itself. Conventionally flour for any bakery products is prepared by whole wheat and refined wheat flours. Refined wheat flour or whole wheat flour contains a good amount of gluten which plays an efficient role in the resistance ability and viscoelastic characteristics of dough. The gas-holding capacity of gluten-rich flour bread is generally high because of good resistance to mechanical stress [18,19]. Composite flour increases nutrition efficiency and reduces the burden of wheat production in an agricultural areas in developing countries [20]. A lot of health benefits of plant-based flour with the presence of anti-nutrient factors such as phytate and oxalate which limit nutrient utilization [21,22]. The problem of anti-nutrients is reduced by soaking, heating, and boiling methods of food processing. Thus, making food products better and enriched with nutrients is a need of today due to more and more nutritional deficiencies found in human’s diet. Composite flours are designed to full fill nutritional needs, which offers more phenolic, vitamin C, fiber, and mineral values (ash content) than wheat flours and their products. Immunity is an important aspect to maintain good health to fight infectious diseases like the SARS-CoV-2 virus [23,24]. A good number of micronutrients plays a vital role in building and developing immunity. Thus, this work offers a nutritional substitute of wheat bread with peel and pomace powder composite flour bread and offers a solution for common food waste utilization for taking value out of it. Moreover, peel and pomace-enriched composite flours can offer more phenolic, fiber, vitamin C, and minerals to food products. This detailed introduction of work is shown systematically in Figure 1. This work offers a value-added product in the form of peel pomace composite flour bread, with more nutritional attributes and with the utilization of food wastes which are majorly available in abundance everywhere in nearby places. The aim of this research study was to check the effect of the contribution of Indian gooseberry and Apple pomace with the support of bottle guard and potato peel for the preparation of composite flour to enhance the nutritional quality of flour in terms of nutrients like total phenolic compound, vitamin C, Dietary fibers and bioactive compounds. Overall challenges and contributions are given in Figure 1. For this purpose, formulation of composite flour was prepared in 4 different ratios with names PPWF1, PPWF2, PPWF3, and PPWF4 to analyze various changes in the nutritional and functional parameters of flour. Several tests and analyses were performed in triplicate to check the quality parameter of four different ratios of composite flour. The proximate test like moisture, total ash, crude protein, crude fat, fiber, carbohydrate, and energy were analyzed in triplicate by AACC standard methods. The phenolic test, ascorbic acid and total sugar was performed to check the advanced nutritional availability of composite flour. The functional analysis of composite flour also was performed to check the basic functional quality of flour for the preparation of bread. The water and oil absorption capacity of flour with Swelling, foaming, and emulsion capacity of flour were performed to get information on the strength of flour for bread preparation. The physical parameter of the loaf also was analyzed to check the physical quality of the loaf bread. The selected prepared bread was further analyzed for crumbliness and softness, which were determined by a digital penetrometer. The hardness cohesiveness, and adhesiveness of bread were analyzed by texture analyzer. The advance characterization of bread was determined by FTIR, GC-MS, and XRD for the determination of the active compound and solubility of bread.
2. Material and method
The current study was carried out in the food nutrition lab of SoHST ,UPES Dehradun. The PPP formulation is mixed for preparations of composite flour. The prepared composite flour is used for the formulation of bread. Nutritional and functional analysis methods are carried out on PPP powder, composite flour, and bread to estimate their nutritional and functional properties.
2.1. Procurement of raw material
Fresh Indian gooseberry fruit waste are collected from the local juice shop of Anurag Chowk and Prem Nagar Dehradun and Apple waste from fruit processing unit of Dehradun, where most of the apples were from local gadwall farms under Himalayan region while the potato and bottle gourd peels are collected from the hostel kitchen mess as per Figure 2. Whole wheat flour and other raw products are procured from the local market of Panditwadi, Dehradun. All chemicals are used from analytical grade procured from Merck and High Media. Here onwards this research work is presented in three phases of its working, first phase shows the creation of peel and pomace powder, and its nutritional and functional analysis. Then in the second phase, peel and pomace powders are used to make composite flours such as PPWF1, PPWF2, PPEF3, and PPWF4. These composite flours were analyzed and tested for their nutritional, functional, and proximate attributes, the results are computed and shown in coming section 3. Based on triplicate test results, PPWF3 stands out due to its high nutritional value and is taken further for bread creation. Then in phase third, the dough is created using composite flours PPWF3 and whole wheat flour. Then prepared bread is analyzed with a control group of refined wheat flour bread. The overall process and methods are shown in given below sub-sections given below in 2.2, 2.3, and 2.4.
2.2. Preparation of peel and pomace powder (PPP):
Peel and pomace (PP) of fruits and vegetables were washed with running tap water and then dip in clean water after that blanched in hot water at 82 ± 2oC with atmospheric pressure [25] for 2 minutes to control the activity of enzymes and stop the growth of microorganism. The seeds contain toxic components, and it is not suitable for flour, so it is removed. All peel and pomace are separately dried in a vacuum dryer (GMP standard, with model no 140795) at 600C for 4 − 8 hours till it becomes dry. Then dried PP is placed in a blender to make a coarse fine powder and then pass it through 40 mesh strain for a smooth powder called PPP (peel and pomace powder). The prepared powder is packed in separate pouches and stored at a temperature of 200C. The whole process and method are shown in Figure 2.
2.3. Preparation of peel and pomace powder composite flour
The flour is prepared in four formulations with the use of peel and pomace. Peel-Pomace- Wheat-Flour (PPWF), PPWF1, PPWF2, PPWF3, and PPWF4. Compositing flour is blended with a mix of vegetable and fruit pomace powders and whole wheat flour. Indian gooseberry pomace powder, apple pomace powder, bottle gourd peel powder, and potato peel powder are used with whole wheat flour. The formulation of PPWF flours has been prepared by the number of ingredients and minimum requirement of nutrients like dietary fiber, phenolic content, and vitamin C as per estimated average requirement (EAR) [26] for adult males and females 19 to 39 years of age. After the laboratory tests on peels, and pomaces, four formulations have been selected for the preparation of PPWF flours. The PPWF formulations were optimized using laboratory trials. The percentage ratio of pomace and whole wheat flour used is 24:76 (PPWF1), 43:57 (PPWF2), 62:38 (PPWF3), and 81:19 (PPWF4) respectively as given in Table 1. On the basis of the definition composite flour are a mixture of different flour in whole wheat flour for enrichment of nutrients [27]. The nutritional and functional analysis is done on all PPWF flours. Their nutritional parameters are computed [28]and compared with the control sample.
2.4. Preparation of bread
The composite bread is prepared by substituting whole wheat flour with the PPWF3 composite flour, PPWF3 is the formulation of 62% of peel and pomace with 38% of whole wheat flour. The straight dough method[29] was used to prepare the composite flour bread. It includes the addition of all the ingredients i.e., flour, water, salt, yeast, sugar, etc. at the mixing stage and kneading to obtain the optimum quality of dough. The complete details of the ingredients used are given in Table 2. Different dough samples are placed in baking pans smeared with butter and are covered with a moist cloth on the dough to ferment at a temperature of 29oC for about 1 hour. The dough is then baked in the oven of Bajaj make, with model no 1603 T Oven Toaster Griller (OTG) with a stainless-steel body. It was set to preheat temperature at 238oC for 15 minutes and then the baking temperature was set at 210oC. for 20 minutes. The bread is prepared in triplets[30] in three different ratios (whole wheat flour: peel and pomace flour-PPWF3): tested samples of 80: 20(G1);70: 30(G2) and Control bread 100 : 0 (refined wheat flour with ash content 3.85%-Control group). The physical, sensory, nutritional and functional analysis is conducted on prepared bread after 4 hours of cooling.
2.5. Nutritional evaluations
The nutritional analysis of PPP powders and PPWF flours are analyzed using the AACC standard method [31]. The moisture, total ash, crude protein, crude fat, fiber was analyzed by method no 44 − 15A,08 − 01,46 − 30,30 − 25A,32 − 10 respectively. Protein content in the samples was determined using the Bradford method[32]. The carbohydrates content of flour and bread were estimated by the differentiate method as given below in equation 1 and energy can be computed as per equation 2. All the analyses are performed in triplicates as per recommendation of method.
Carbohydrates%= 100−(%Moisture+ %Ash+ %Fat+ %Fibre+ %Protein)
The total energy of flour is calculated by as per the given formula:
Energy (kcal) = (Protein × 4)+(Fat ×9)+(Carbohydrates × 4)
2.5.1. Total Phenolic Content Analysis
Total phenolic content is measured as per the method used by author Sudha et al.[33]. The absorbance is taken at 765 nm with a UV-VIS spectrophotometer of YUCHENGTECH, Model no. 5555917, USA. The phenol contents of the samples are expressed as mg gallic acid equivalent per gram dry matter (mg/GAE/g). A standard curve of phenolic content is plotted in the range of 50-500 mg GAE/L by taking 0.1, 0.2, 0.3, 0.4, 0.5, 0.6, 0.7, 0.8, 0.9, and 1.0 mg/mL.
2.5.2. Ascorbic Acid Analysis
Ascorbic acid measured by Kohli et al.[34] mg/100g by 2, 6- Dichlorophenol indophenols solution method 52 mg of the sodium salt of dye and 42 mg of sodium bicarbonate is makeup to 500 mL using distilled water. 6% metaphosphoric acids are prepared by dissolving 60 g in distilled water and making the volume 1000 mL. Standard solutions are prepared by dissolving 10 mg L-Ascorbic acid in 6% prepared metaphosphoric acid solution and making the volume 1000 mL. In this 1 g of the sample is centrifuged with 9 mL of 6% metaphosphoric acid. The supernatant so obtained is used for titration against the dye. Transfer 20 mL standard solution in Erlenmeyer flask. Titrate against the dye solution till the appearance of a light pink color. Note the volume of the dye used. Titrate 20 mL of sample solution against the dye solution and record the volume of dye used, say y mL amount of ascorbic acid in 100 mL of undiluted juice is calculated by using the formula given in equation no 3 below:
AscorbicAcid(mg/100mL) = (y/x)× 10mg
2.5.3. Total sugar analysis:
The total sugar (TS)[35] of samples are estimated phenol-sulphuric acid method of using glucose as standard. The absorbance is recorded at a wavelength of 490 nm using a spectrophotometer. Reducing sugars (RS) is estimated by the method of G.L. Millar[36]. Non-reducing sugar (NRS) was estimated by Lane and Eynon method (1923). NRS was calculated by deducting reducing sugar from total sugars as per given in equation 4.
NRS= (totalinvertsugar − reducingsugar) × 0.95
2.6. Functional Analysis
2.6.1. Water Absorption Capacity
The water absorption capacity (WAC) is determined according to the standard method of Giami et al. [37]. Water hydration or WAC is the quantity of water absorbed by flour. This method works as one gram sample is mixed with 10 mL of distilled water and allowed to rest at a temperature (30oc) for 30 minutes. It is then centrifuged for 10 minutes at 2800 * g. The supernatant is discarded. The weight of water absorbed by 1 g of flour is calculated and expressed as water absorption capacity.
2.6.2. Oil Absorption Capacity
The oil absorption capacity (OAC) is determined according to the method of Giami et. al.[37] 1 g of sample is mixed with 10 mL of oil and allowed to stand at ambient temperature (30oC) for 30 minutes. It is then centrifuged for 10 minutes at 2800 * g. The supernatant is discarded. The weight of oil absorbed by 1 g of flour is calculated and expressed as oil absorption capacity.
2.6.3. Swelling Capacity
The swelling capacity of flour was determined by the method described by Lim et al. [38]. this method covered 100 mL graduated cylinder which was filled with the sample to the 10 mL mark. The distilled water for flour testing was added to give a total volume of 50 mL. The top of the graduated cylinder of the sample was tightly covered and mixed by inverting the cylinder. The suspension was inverted again after 2 minutes and left to rest for a further 8 minutes and the volume occupied by the sample was taken after 8 minutes. The swelling capacity of the sample was calculated by the swelling index. It is calculated as the ratio of the final volume to the primary volume.
2.6.4. Emulsion Capacity
The emulsion capacity (EC) of composite flour was performed by the centrifuged method as per author Lim et al. [38]. In this 1-gram sample mixed in 10 mL distilled water and 10 mL edible oil. This mixture was centrifuged at 448 *g per gram for 5 minutes. The emulsion activity in percentage is computed as a ratio of the height of the emulsion to the total height of the mixture. The emulsion stability is estimated after heating the emulsion contained in the calibrated centrifuged tube at 80 °C for 30 min in a water bath. Then under running tap water, it is cooled for 15 minutes, and it is centrifuged at 448 RCF for the next 15 minutes.
2.6.5. Foam Capacity:
The foam capacity (FC) is determined by Chandra et.al.[27] with slight modification. The method was used with a 1.0 g flour sample added to 50 mL distilled water at 30oC. This solution is mixed and shacked for the next 5 minutes to make foams. The volume of foam after whipping up to 30 sec can be given as FC formula given in equation no 5:
Where VAFW:Volume of Foam After Whipping(mL) and VBW:Volume of Foam Before Whipping(mL)
The volume of foam is recorded after 1 hour, after whipping to determine foam stability as per percent of initial foam volume.
The following test is performed in selected bread samples of G1, G2 and control groups.
2.7. Physical Analysis
A physical analysis is examined in the loaf and the prepared bread. Digital balance is used for the determination of the weight and volume of loaf and bread samples [39]. It is determined by the displacement method. After the cooling of obtained bread, the bread is weighed and its volume (cm3) is determined. The specific volume of the sample is determined as follows in equation 6.

The breadcrumb softness was determined by a digital penetrometer and texture was analyzed by a Brookfield CT3 texture analyzer. The thick 2.2 cm bread was sliced cut and placed on a texture analyzer (speed 2mm/s distance 10mm, trigger: auto 5g) [38] the hardness cohesiveness, and adhesiveness were measured. This method was analyzed by Lim et al. [38]surface color of bread was determined by measuring tristimulus L* (lightness), a* (redness), and b* (yellowness). These values have been determined using a Colour Flex Spectrocolorimeter (Hunter Lab, USA).
2.8. FTIR Analysis:
The selected sample of bread was analyzed by FTIR spectrophotometer (FTIR Frontier with operating range mid-IR 18300-350 cm -1 and 14700-2000 cm-1 PerkinElmer Spectrum Version 10.03.09.) to detect IR-absorption spectra of the prepared sample. The FTIR spectrum of bread was recorded by using the powdered form of bread. A similar procedure was followed for the preparation of the dough sample. The test was used to examine the variations in the bread and other ingredients that resulted from different mixing amounts and times to comprehend better formulation of the sample. The region in the range of 4000–1500 cm−1 is called the functional group region, and the region below 1500 cm−1 is called the diagnostic region.
2.9. GC–MS Analysis:
Gas chromatography-mass spectrometry was performed in selected bread samples (Gas Chromatograph Clarus®590/ Mass Spectrometer Clarus ®S Q 8 S, PerkinElmer) for the determination of bioactive compounds. The bread samples were dipped in methanol solvent for extraction of active compounds. The extract was identified using a perkinelmer GC Claurus 500 system and a gas chromatograph interfaced with a mass spectrometer (GC/MS).it is full fledge with Elite -1Fused Silica Capillary column (30 m×0.25mm ID) the helium gas was used to perform the test it was used as a carrier gas for a constant performance rate of 1ml/min for this the injection volume was two microliters. The temperature was 250°C for the injector. The oven temperature for the test was 110°C with an increased intensity up to 10 °C /minute.
2.10. XRD Analysis:
XRD from PerkinElmer was used for determination of solubility of samples. It is to check the crystallite size of bread samples as per study report conducted by X-ray diffraction (XRD) is an advanced characterization and scanning tool, which has been confirmed to be a reliable and advanced asset in analytical food particle, so this scanning tool is useful of solubility determination of sample. The XRD has been used for the identification of polymorphism, amorphism, and crystallinity, among others. This XRD characteristic is used to understand the regulation of pomace powder functional characteristics like texture and stability under various baking processing and storage settings. This test has performed on bread samples which were processed under high bakery temperature of 210-230° C Temperature. The operating parameters were as follows: 0-900 intensity scanning from 10° to 90° for wide and small angle XRD.
2.11. Sensory Analysis:
The effect of PPP on the sensory properties of prepared bread was analyzed by 20 untrained people from the same institute. There are ten males and ten females, who are aware of tasting, they follow the Hedonic rating scale as described by Ranganna et al. [40] and Usman et al.[41]. The final composite bread and control products are evaluated for color and appearance, texture, flavor, and overall acceptability. To overcome the sensory fatigue of experts, the sensory tests are conducted in 6 sessions. The overall acceptability of bread is based on mean scores obtained from all the sensory characters. The sensory quality was rated on 9 points Hedonic scale in which 1 is considered ’dislike extremely’, and 9 was considered as ’like extremely’.
2.12. Statistical Analysis
All data were analyzed by data of variance. All samples were performed in triplicate. All data are subjected to analysis by statistical parameters. For each analysis, the means and standard deviation were determined and analyzed using One-way ANOVA using SPSS-2021, IBM, USA. The significant difference was determined when p < 0.05. The lab-tested values of PPP, PPWF, and baked bread samples are evaluated statistically for their parameters like mean and standard deviations. Nutritional, and functional parameters like moisture, TPC, fiber, and Vitamin C are found to be statistically different significantly at p ≤ 0.05. This shows the effect of the addition of PPP powder on these parameters. Then same Annova test and hypothesis is conducted on prepared bread samples of G1, G2, and Control sample as given below:
Hypothesis Conducted
µ0 : is the mean of control bread sample. µ1: is the mean of G1 bread sample. µ2:is the mean of G2 bread sample.
Then for any analysed parameter like ash content means are statistically analysedwith hypothesis testing with following hypothesis.
Null Hypothesis (H0): µ0=µ1=µ2
: that is: all means are significantly the same.
Alternate Hypothesis- (H1): All sample means are different.
Then based on Annova one way test for ash parameter, found that null hypothesis is rejected, which means all means are not same and they are statistically different significantly with (p ≤ 0.05). Then at next level, hypothesis is checked for null hypothesis as
µ0=µ1
µ0=µ2
µ1=µ2
For ash content found that, µ0 = µ1, µ0 ̸= µ2, µ1 ̸= µ2 .It means ash content of control sample is significantly similar to G1 sample, but is significantly different from G2 sample. Then accordingly superscripts are marked as a, and b . Then as per this statistical analysis is conducted and values are superscripted as a,b and ab.
3. Results and Discussion
In this research work, the analysis is conducted in three phases as described in earlier sections i.e., phase 1 PPP, their nutritional and functional analysis and phase 2 PPWF their nutritional and functional analysis, then in phase 3 composite bread baking, its nutritional, functional, physical and sensory evaluations. Composite flour mixed with whole wheat which was high in dietary fiber but low in foaming of bread as gluten content was low. So PPWF3 was mixed with refined wheat flour so that foaming of bread becomes possible. Thus, this section shows the results of lab tests performed on PPP powders as per Table 3, then in other parts tests are been performed on composite flours PPWF formulations Table 3. All tests have shown the nutritional, physical, and functional capacity of composite flour. It is performed in order to explore the possibilities of bread by alternate composite flour to enhance maximum nutrients by utilization of waste peel and pomace. This is an alternative flour source for sustainable development by reducing agricultural load and food waste. Then using this nutritious composite flour, bread is created and tested for nutritional, functional, and sensory analysis.
3.1. Nutritional analysis result
Adding food waste in wheat flour can be a better choice for the improvement of the nutrient benefit of composite flour and prepared products. The nutritional attributes are observed to be much higher in such peel and pomace as compared to whole wheat flour, its detailed results are shown in Table 3. It is observed that the moisture content of apple pomace and Indian gooseberry is up to 9.31%, but it is higher in potato and bottle gourd peel up to 11.44%. Moreover, ash content is highest in bottle gourd peel powder, with a value of 3.92% than other peel pomace powders and wheat flours. The fat percentage of all PPP powders is up to 6.14%. Additionally, fiber content is highest in apple pomace powder with the value of 10.15%. Thus, all such results are significantly different than the control at (p < 0.05) by the addition of PP. These results are similar in value ranges related to the study of Usman et al. [34], which is also conducted on apple pomace addition in wheat flour. Moreover, pectin content is higher in highest in apple pomace powder with a value of 10.2%. Thus, due to these nutritional advantages, these peel and pomace powders become a better substitute for wheat flour to make composite flours. PPWF2, PPWF3, PPWF4 have acceptable moisture content of up to 9.5%, except PPWF1. The total moisture content of these composite flours is within the acceptable range of not more than 10%, which can enhance its storage stability by avoiding mold growth and other biochemical reactions as per Nasir et al. [42]. The moisture content is found to be statistically significant (p < 0.05). All these values can be seen in Table 4.
The ash content of the PPWF flours is in the range of 2.58 − 4.67%. The ash content determines the mineral contents in any food as per [43]. The ash content is found to be statistical. The analysis shows that PPWF3 stands outstanding in terms of protein, vitamin C, Total phenolic compound, and fiber, which becomes a favoring choice for making bread in the next stage. The fat content range of PPWF varies from 1.5 − 5.17%. The highest fat content is found in PPWF2 while the lowest is recorded in PPWF1. The average fat value present is in PPWF3, which is in the acceptable range as compared with the mean differences with the control. Treated peel gives inactivation of enzymes and settles the physical state of the peel. It helps to reduce the interference of antinutrients and enzymes in flour. The fat contents in the flours are statistically significant at (p < 0.05). The protein level in various PPWF samples ranges from 2.57 to 3.18%. Results show that the PPWF3[44] has the highest level of protein. The fiber contents in PPWF flours range from 6.26 to 8.28%. Higher values of proteins are found in PPWF3 and PPWF4, but due to higher moisture content in PPWF4, it is found not suitable for dough preparation for bread. Thus, as per moisture, fiber, and fat content, PPWF3 is favorable for the further creation of bread using PPWF3 flour with whole wheat flour. This bread is made using PPWF3 with whole wheat flour. The tested bread sample is prepared in two different ratios (whole wheat flour: peel and pomace flour-PPWF3) of 80:20 (group1-G1); 70:30 (group2-G2), and bread (control sample) is taken 100:0 (refined wheat flour: other flours); as shown in Table 5, which shows nutritional and functional analysis of prepared bread samples. The tested bread sample G1 and G2 contain 30.5% and 9.11% moisture respectively. The moisture value is in the acceptable range in G2 as compared to control bread and G1 samples. The ash value of G2 is better than G1 and the control bread sample up to the value of 5.4%, it may be due to high values of potato and bottle gourd peel powders richness in PPWF3 Moreover, more percentage i.e., 30% of PPWF3 is added in the G2 sample. The fiber values are of the same order in G2 and G2 up to the ranges of 4.95 to 5.1%, which is better than the control group. The carbohydrate estimations are best in G2 up to values of 70.36% than in G1 and control group bread. The total energy is higher in G2 up to the value of 365.46Kcal/100g, as compared to G1 and control group bread. The total sugar value 48.5mg/gm is satisfactory and lowest than the other two G1 and control groups. The total phenolic content is available in apple pomace powder and Indian gooseberry pomace powder with values of 10.447 and 45.754 of gallic acid equivalent per gram (mg/GAE/g). these values are significantly higher than the control bread samples. The TPC is found in PPWF to be in range between 2.23 − 14.48(mg/GAE/g). The highest TPC is observed in PPWF3 i.e., 14.48mg/GAE/g, which is 7 times higher than control sample, while the lowest is observed in control sample. The bread sample G1, contains 9.58(mg/GAE/g) andG2 contains 9.26(mg/GAE/g) of phenolic content, which are higher than the control bread.
3.2. Functional Analysis
3.2.1. Water absorption capacity (WAC)
The WAC in the different samples of PPP powders ranges from 316 − 831%. It is found that the Indian gooseberry powder absorbs more water than the other PPP powders. The WAC ranged between 424.4 − 460.4% for PPWF flours, while for the control group, it is 129.4%. The WAC is observed higher in PPWF3 and PPWF4; while lowest in wheat flour. It is reported that the lower WAC in some flours may be due to less availability of polar amino acids in flours. The high WAC of composite flours suggests that the flour can be used in the preparation of many foods. The observed variation in different flours may be due to different protein concentrations, their degree of interaction with water, and conformations characteristics. Moreover, more fiber content also offers more WAC. Thus, these flours are suitable for the creation of bread due to their nutritional, and functional analysis. The increase in WAC might lead to the production of more moist and soft textured bread as well as also increases in loaf weight.
The difference between TPC is statistically significant (p < 0.05) between PPWF3 and control sample. The ascorbic acid level in different samples of PPP powders ranges from 2.14 to 272.71 mg/ml. Indian gooseberry being the richest source of test ingredient and having great antioxidant properties, shows the highest level of Vitamin C content among all samples whereas potato peel powder tends to show the minimum level of vitamin C content. It is observed that vitamin C is higher in Indian gooseberry up to value of 272.71mg/g. The ascorbic acid ranges from 1.48– 13.64 mg/g in PPWF flours, and whole wheat flour has the lowest Vitamin C content. It is found that the PPWF3 has the highest vitamin C content of the other flour. This is due to Indian gooseberry. The difference in Ascorbic acid content is statistically significantly different with (p < 0.05) in PPWF3 with the control sample. Vitamin C is the body’s first line of defense in fighting against diseases and infections.
3.2.2. Oil Absorption Capacity (OAC):
It indicates the rate at which the protein binds to fat in food formulations. The PPP powders carry less OAC than the wheat flour. Higher OAC is found in PPWF1 and PPWF3, while the lower OAC is found in wheat flour. Ubbor and Akobundu, (2009) reported that the higher OAC shows the lipophilic nature of flour constituents[45]. The OAC is found to be significant (p > 0.05) with respect to the control group. The increase in oil absorption in PPWF1 and PPWF3 is due to the presence of more hydrophobic proteins which shows superior binding of lipids and thus, due to a large portion of hydrophilic groups or polar amino acids on the surface of protein molecules results in a decrease oil absorption.
3.2.3. Swelling capacity results
As per Table 6, the swelling capacity of PPP powders is in the range of 15.40-19%, which comes in acceptable ranges. Then swelling capacity of PPWF flours ranged between 11.77 to 20.18. These details can be seen in Table 6. The swelling capacity of flour depends on the size of particles and types of processing methods or units of operations as stated by Udomkun et al. [46].
3.2.4. Emulsion capacity results
As per Table 7, protein is the main component for emulsion quality [47]. PP powders have shown a range of 36.33 to 43.88% emulsion capacity. While the emulsion capacity of PPWF flours is up to a range of 48.88%, PPWF flours have shown a significance of (p < 0.05) with respect to control group flour.
3.2.5. Foaming capacity results
The foam capacity of a protein refers to the amount of inter-facial area that can be created by the protein. Foam is colloidal of many gas bubbles trapped in a liquid or solid. Small air bubbles are surrounded by thin liquid films. The foam capacity of different PPP powders is in the range of 15.22 − 17.33%. Moreover, the highest foam capacity is in PPWF4 with a value of 25.36%. Then PPWF3 has a value of 24.66%. This variation of foaming capacities is based on the different flours used to substitute wheat flour.

Table 7.
Swelling, Emulsion and Foaming Capacity of PPWF flours.
| Parameters | PPWF1 | PPWF2 | PPWF3 | PPWF4 | Control |
|---|---|---|---|---|---|
| Swelling capacity(mL) | 17.30±1.85 | 18.20±0.81 | 20.18±0.71 | 19.45±0.56 | 11.77±0.51 |
| Emulsion capacity (%) | 47.88±5.12 | 48.88±4.12 | 41.88±3.52 | 33.88±5.12 | 23.88±4.12 |
| Foaming capacity (%) | 20.72±5.03 | 21.12±4.7 | 24.66±5.5 | 25.36±5.77 | 12.42±5.3 |
3.3. Physical analysis results
The dough size and expansion show the effect of mixing flour. The volume of dough slightly decreases with the addition of PPWF flour in comparison to control flour. Significant changes and differences were observed with the fortification of PPWF flours. The dough expansion is based on the fortification of PPWF flours. The Indian gooseberry retains the water and absorbs a suitable amount of water and increases the volume of the dough. These all values and effects can be seen in Table 8. Thus, loaf volume gets maximized in G2 as compared to G1 and control bread. All peel and pomace of PPWF3 contribute significant changes in the color of the dough, which is much darker compared to the control sample. L* value gets decreased as PPWF3 is added in more ratios in G2 as compared to G1 and control. It offers the value of L* as 45.5 in G2 with respect to a value of 76.5 in the control group. As per values of a* prepared samples are redder than the control group due to the addition of PPWF3 flours. The maximum value of a* is in G2 as 4.2. The value of b* is maximum in G2 due to its highest yellowish appearance than control bread. The hardness of bread is increased with the addition of flour, thus highest hardness is exhibited by G2 as 464 while control bread is softer with the value of hardness as 310. This is because of fiber inclusion in the flour. This concept can also be observed in kenaf leaves addition in earlier studies and in quinoa addition in flour [48]. There are no significant changes observed in the cohesiveness of G1, G2, and control samples.
3.4. FTIR analysis results:
The results of FTIR spectrum are represented in Figure 3. Different bands of FTIR analysis of water populations indicated a rise in strong or weak hydrogen bonds between proteins and water molecules and a deficiency or excess of free water in the gluten protein network. The results of composite bread sample were compared with control bread. The result of the prepared G2 bread sample showed broadband between 4300-400 cm-1. The peaks at 3349 cm-1 confirms the presence of O–H stretching due to hydrogen bonding, the peaks at 1663.54 and 1925.36 falls in range between 1650-2000 which represents the C-H bending of aromatic compounds[49], medium C-H stretching of amine confirmed by the peak at 1088.73 cm-1 , peak at 670.37 cm-1 represents the strong bending of alkene[50].
3.5. GC-MS analysis results:
The Gas chromatography-mass spectrometry (GC-MS) spectra analysis shows various peaks for the different compounds from the GC fractions of the hexane extract of G2 bread sample. As per Figure 4 Out of many peaks selected highest peaks were identified for determination of bioactive compounds. The peak 28.95,29.02,32.32,32.39 were the identified peaks for the determination of bioactive compounds like Oxalic acid, Heptadecane, 2,6,10,15 tetramethyl, Cinnamylcarbanilate, Octane, 3,5-dimethyl Piperazine, isohexylneopentyl ester. The results were slightly higher than the previous study conducted on Bread by kumar Sanjay et al 2021. The results of bread were compared with previous conducted studies by Kumar sanjay et al 2021 for study of active compounds.
3.6. XRD analysis result:
The X-rays detector is analyzed for quantitative and qualitative parameters on the micro- and macro structures of the native starch compound of bread as per Figure 5. The results revealed that the percentage of crystallinity is quite lower, and the solubility index is much better with an intensity peak 805-1000. This was elucidated by the appearance of diffraction peaks at reflection angles of 7 and 13 degrees. The results are compared with control bread samples. The study report of experimental bread revealed that the diffraction pattern of the composite flour changed to the V-type pattern as against the A-type pattern, characteristic of the composite flour from waste indicating a loss in starch crystallinity and good in solubility.
3.7. Sensory evaluation results
Sensory attributes may be considered a major factor in the acceptance of any product. The PPWF3 composite flour bread was prepared in two groups where G2 (30:70) is more acceptable than G1 (20:80), because of the high amount of Gooseberry and apple pomace in composite flour. It increased the palatability and color of bread, the G2 bread was high in the score of taste and aroma of the bread which increases the acceptability of bread. G1 got the lowest score in color and texture than G2, because of the low ratio of peel and pomace in bread making. The G2 bread has a high color value in the Hedonic scale value as shown in Figure 6, because of the good amount of pomace in bread preparation. The study revealed that a high amount of potato and bottle guard flour also increases the color score in prepared bread. The highest score of texture and aroma and taste are observed in G2 as per Figure 6. Composite tested bread. Thus 30% of PPWF3 flour has a balanced effect on taste and texture due to its ingredients. Similar results of the addition of pomace to increase acceptability were reported in Usman et al.[41].
4. Discussion
The formulation of composite bread from food waste for value addition in normal bread was highly effective with presence of apple pomace. As the results show that the G2 bread was enriched with total phenolic content 9.58 ± 0.06 mg/GAE/g in compared to control bread 7.46 ± 0.08 mg/GAE/g. The important phenolic acids available in apple pomace are derivatives of hydroxycinnamic acid. The phenolic content increase antioxidant activity of bread. The fiber content of apple pomace is considered as the best substitute for innovative food development and processing. It treats as a water absorbing agent of food product and improves intestinal mobility. The Apple pomace fiber comprised of pectin, cellulose, hemicellulose, and gums[41]. The presence of amla pomace to increase the content of vitamin C in composite bread, it is rarely have seen in any normal bread. The such type of formulation with high level of vitamin C have done in cookies and biscuits of previous research on utilization of food waste[34]. The absorption capacity of water in PPP flour is increased by amla and apple pomace, as fiber contents increase water absorption. Apple and Amla pomace like any other fiber source increase the water absorption capacity of the bakery flour and such formulations. The sensory characteristics were also increased by the addition of bottle guard potato peel and apple pomace powder.
5. Conclusion
Common food wastes like peel and pomace are used as a substitute in whole wheat flour, due to their high nutritive contents, as PPP powders for good moisture, fiber, and protein. This makes them suitable to use in food products to enhance the nutritional and functional properties of tested bread samples. This improves the nutritional quality of composite flour bread than the wheat flour bread. The inclusion of PPP flour, as a substitute for wheat flour, improves the PPWF3 flour in, fiber value as 8.6%, protein value as 3.18%, moisture content of 9.5%, vitamin C content of 13.64mg/100g and total phenolic compound 14.48% than the wheat flour values as their means are significantly different than the control sample. This makes good utilization of potato, bottle gourd peel Indian gooseberry, and apple. Indian gooseberry pomace in making bread increases vitamin C and Fiber content high in bread and enriches other nutritional properties of bread. As per Figure 4 and Figure 5, the ranges of FTIR and GC-MS show the presence of the bioactive compound in prepared G2 bread. As per Figure 6, the XRD value shows the solubility of bread. The nutritional, functional, and sensory evaluations have shown that PPP, PPWF, and baked tested bread is more nutritious and functionally better, in terms of moisture content 27.9 %, fiber, vitamin C 2.75% and TPC 9.26% as these are significantly different from control sample at p ≤ 0.05. This will help people to eat a healthy variant of bread and will help them to keep track of their health and immunity. Moreover, it utilizes food waste in a much more constructive way by offering nutritive bread and fetching value out of the waste.
Author Contributions
Conceptualization, Shuchi Upadhyay; Data curation, Shraddha Gupta and Vinod Kumar, Supervision; Rajeev Tiwari; Investigation, Shuchi Upadhyay; Methodology, Shuchi Upadhyay and Vinod Kumar; Project administration, Indra Rautela and B Rawat; Resources, B Rawat; Software, Rajeev Tiwari and Deepika Kohli; Supervision, Rajeev Tiwari, Sanjay Kumar and Indra Rautela; Validation, Rajeev Tiwari, Deepika Kohli and Ravinder Kaushik; Visualization, Sanjay Kumar and Shraddha Gupta; Writing – original draft, Shuchi Upadhyay and Rajeev Tiwari; Writing – review & editing, Vinod Kumar and Ravinder Kaushik.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
VK wants to acknowledge that this paper has been supported by the RUDN University Strategic Academic Leadership Program. S.U wants to acknowledge SoHST, R&D UPES for lab support and facilities.
Conflicts of Interest
The authors declare that they have no conflict of interest.
References
- P. Morone, A. Koutinas, N. Gathergood, M. Arshadi, and A. Matharu, “Food waste: Challenges and opportunities for enhancing the emerging bio-economy,” J. Clean. Prod., vol. 221, pp. 10–16, 2019. [CrossRef]
- H. Forbes, T. Quested, and C. O’Connor, “Food Waste Index Report 2021,” United Nations Environ. Program. Nairobi, Kenya, 2021.
- Y. M. Yun et al., “Biohydrogen production from food waste: Current status, limitations, and future perspectives,” Bioresour. Technol., vol. 248, pp. 79–87, 2018. [CrossRef]
- Rico, X., Gullón, B., Alonso, J.L. and Yáñez, R., 2020. Recovery of high value-added compounds from pineapple, melon, watermelon and pumpkin processing by-products: An overview. Food Research International, 132, p.109086, 2020. [CrossRef]
- Shahidi, F., Varatharajan, V., Peng, H. and Senadheera, R., Utilization of marine by-products for the recovery of value-added products. Journal of Food Bioactives, Vol 6, 2019. [CrossRef]
- A. M. Mishra, S. Harnal, V. Gautam, R. Tiwari, and S. Upadhyay, “Weed density estimation in soya bean crop using deep convolutional neural networks in smart agriculture,” J. Plant Dis. Prot., vol. 129, no. 3, pp. 593–604, 2022. [CrossRef]
- N. Gaurav, “Current scenario and future perspectives of nanotechnology in sustainable agriculture and food production,” 2021.
- M. Nagaraju, P. Chawla, S. Upadhyay, and R. Tiwari, “Convolution network model based leaf disease detection using augmentation techniques,” Expert Syst., vol. 39, no. 4, p. e12885, 2022. [CrossRef]
- M. Shashikant et al., “In-vitro antimicrobial and anti-inflammatory activity of modified solvent evaporated ethanolic extract of Calocybe indica: GCMS and HPLC characterization,” Int. J. Food Microbiol., vol. 376, p. 109741, 2022. [CrossRef]
- S. P. Cauvain, “Other cereals in breadmaking,” in Technology of Breadmaking, Springer, 2007, pp. 371–388.
- A. Walia et al., “Bioactive compounds in Ficus fruits, their bioactivities, and associated health benefits: a review,” J. Food Qual., vol. 2022, pp. 1–19, 2022. [CrossRef]
- A. Sridhar, A. Kapoor, P. Senthil, M. Ponnuchamy, S. Balasubramanian, and S. Prabhakar, “Conversion of food waste to energy : A focus on sustainability and life cycle assessment,” Fuel, no. March, p. 121069, 2021. [CrossRef]
- V. Kumar et al., “Production of high value-added biomolecules by microalgae cultivation in wastewater from anaerobic digestates of food waste: a review,” Biomass Convers. Biorefinery, pp. 1–18, 2021. [CrossRef]
- C. E. Lister, J. E. Lancaster, and J. R. L. Walker, “Phenylalanine ammonia-lyase (PAL) activity and its relationship to anthocyanin and flavonoid levels in New Zealand-grown apple cultivars,” J. Am. Soc. Hortic. Sci., vol. 121, no. 2, pp. 281–285, 1996. [CrossRef]
- Tulasi, G., U. Deepika, P. Venkateshwarlu, V. Santhosh, and P. Srilatha. "Development of millet based instant soup mix and Pulav mix." IJCS vol 8, no. 5, pp. 832-835, 2020. [CrossRef]
- R. R. Gajera, D. C. Joshi, and A. Ravani, “Processing potential of bottle gourd (L. siceraria) Fruits: An overview,” Int J Herb Med, vol. 16, pp. 16–40, 2017.
- A. Javed, A. Ahmad, A. Tahir, U. Shabbir, M. Nouman, and A. Hameed, “Potato peel waste-its nutraceutical, industrial and biotechnological applacations,” AIMS Agric. Food, vol. 4, no. 3, pp. 807–823, 2019. [CrossRef]
- A. Torbica, K. M. Blažek, M. Belović, and E. J. Hajnal, “Quality prediction of bread made from composite flours using different parameters of empirical rheology,” J. Cereal Sci., vol. 89, p. 102812, 2019. [CrossRef]
- E. I. Ohimain, “The prospects and challenges of cassava inclusion in wheat bread policy in Nigeria,” Int. J. Sci. Technol. Soc., vol. 2, no. 1, pp. 6–17, 2014. [CrossRef]
- T. A. Shittu, A. O. Raji, and L. O. Sanni, “Bread from composite cassava-wheat flour: I. Effect of baking time and temperature on some physical properties of bread loaf,” Food Res. Int., vol. 40, no. 2, pp. 280–290, 2007. [CrossRef]
- M. A. Chowdhury et al., “A comparative study on the chemical composition of wild and cuntivated germaplasm of Phaseolus lunatus L.,” Waste Manag., vol. 7, no. 4, pp. 296–305, Feb. 2020. [CrossRef]
- V. Kumar, A. K. Sinha, H. P. S. Makkar, and K. Becker, “Dietary roles of phytate and phytase in human nutrition: A review,” Food Chem., vol. 120, no. 4, pp. 945–959, 2010. [CrossRef]
- M. A. Chowdhury, N. Hossain, M. A. Kashem, M. A. Shahid, and A. Alam, “Immune response in COVID-19: A review,” J. Infect. Public Health, 2020. [CrossRef]
- F. Aman and S. Masood, “How Nutrition can help to fight against COVID-19 Pandemic,” Pakistan J. Med. Sci., vol. 36, no. COVID19-S4, p. S121, 2020. [CrossRef]
- H.-W. Xiao et al., “Recent developments and trends in thermal blanching--A comprehensive review,” Inf. Process. Agric., vol. 4, no. 2, pp. 101–127, 2017. [CrossRef]
- ICMR-NiN, “Short Report of Nutritional requiremnets of Indians-RDA and Estimated Average Requirements-ICMR-NiN.” Feb. 2020.
- S. Chandra, S. Singh, and D. Kumari, “Evaluation of functional properties of composite flours and sensorial attributes of composite flour biscuits,” J. Food Sci. Technol., vol. 52, no. 6, pp. 3681–3688, 2015. [CrossRef]
- [28] Ghosh Paulami, and Shuchi Upadhyay. "Food Waste Management and Nutrient Recycling in a Sustainable Way—A Review." In International Conference on Advances and Innovations in Recycling Engineering, Springer Nature pp. 157-164,2021.
- Z. H. Al-Attabi, T. M. Merghani, A. Ali, and M. S. Rahman, “Effect of barley flour addition on the physico-chemical properties of dough and structure of bread,” J. Cereal Sci., vol. 75, pp. 61–68, 2017. [CrossRef]
- D. Živančev, A. Torbica, J. Tomić, and E. Janić-Hajnal, “Possibility of utilization alternative cereals (millet and barley) for improvement technological properties of bread gained from flour of poor technological quality,” J. Process. Energy Agric., vol. 20, no. 4, pp. 165–169, 2016.
- A. A. of Cereal Chemists. Approved Methods Committee, Approved methods of the American association of cereal chemists, vol. 1. Amer Assn of Cereal Chemists, 2000.
- A. Rekowski, G. Langenkämper, M. Dier, M. A. Wimmer, K. A. Scherf, and C. Zörb, “Determination of soluble wheat protein fractions using the Bradford assay,” Cereal Chem., 2021.
- M. L. Sudha, V. Baskaran, and K. Leelavathi, “Apple pomace as a source of dietary fiber and polyphenols and its effect on the rheological characteristics and cake making,” Food Chem., vol. 104, no. 2, pp. 686–692, 2007. [CrossRef]
- D. Kohli, A. Kumar, S. Kumar, and S. Upadhyay, “Waste Utilization of Amla Pomace and Germinated Finger Millets for Value Addition of Biscuits,” Curr. Res. Nutr. Food Sci. J., vol. 7, no. 1, pp. 272–279, 2019. [CrossRef]
- M. Mecozzi, “Estimation of total carbohydrate amount in environmental samples by the phenol--sulphuric acid method assisted by multivariate calibration,” Chemom. Intell. Lab. Syst., vol. 79, no. 1–2, pp. 84–90, 2005. [CrossRef]
- P. Chandra, I. S. Singh, and S. B. Singh, “Biochemical changes during flowering of sugarcane,” Sugar Tech, vol. 7, no. 4, pp. 160–162, 2005. [CrossRef]
- S. Y. Giami, “Comparison of bread making properties of composite flour from kernels of roasted and boiled African bread fruit (Treculia Africana decne) seeds,” J. Mat. Res., vol. 1, no. 1, pp. 16–25, 2004.
- P. Y. Lim, Y. Y. Sim, and K. L. Nyam, “Influence of kenaf (Hibiscus cannabinus L.) leaves powder on the physico-chemical, antioxidant and sensorial properties of wheat bread,” J. Food Meas. Charact., vol. 14, pp. 2425–2432, 2020. [CrossRef]
- S. S. Arya and N. K. Shakya, “High fiber, low glycaemic index (GI) prebiotic multigrain functional beverage from barnyard, foxtail and kodo millet,” Lwt, vol. 135, no. August 2020, p. 109991, 2021. [CrossRef]
- R. S. 2000, Handbook of Analysis and Quality Control for Fruits and Vegetables Products. Tata Me Graw-Hill. 2000.
- M. Usman et al., “Effect of apple pomace on nutrition, rheology of dough and cookies quality,” J. Food Sci. Technol., pp. 1–8, 2020. [CrossRef]
- M. Nasir, M. S. Butt, F. M. Anjum, K. Sharif, and R. Minhas, “Effect of moisture on the shelf life of wheat flour,” Int. J. Agric. Biol, vol. 5, no. 4, pp. 458–459, 2003.
- C. R. Daubert and E. A. Foegeding, “Rheological principles for food analysis,” in Food analysis, Springer, 2010, pp. 541–554. [CrossRef]
- Z. Wang, Y. Li, and et al. Yang, “New insight into the function of wheat glutenin proteins as investigated with two series of genetic mutants,” Sci. Rep., vol. 7, no. 1, pp. 1–14, 2017. [CrossRef]
- S. C. Ubbor, E. N. T. Akobundu, and others, “Quality characteristics of cookies from composite flours of watermelon seed, cassava and wheat,” Pakistan J. Nutr., vol. 8, no. 7, pp. 1097–1102, 2009.
- P. Udomkun et al., “Promoting the use of locally produced crops in making cereal-legume-based composite flours: An assessment of nutrient, antinutrient, mineral molar ratios, and aflatoxin content,” Food Chem., vol. 286, pp. 651–658, 2019.. [CrossRef]
- G. O. Phillips and P. A. Williams, Handbook of hydrocolloids. Elsevier, 2009.
- M. Swieca, L. Skeczyk, U. Gawlik-Dziki, and D. Dziki, “Bread enriched with quinoa leaves-the influence of protein-phenolics interactions on the nutritional and antioxidant quality.,” Food Chem., vol. 162, pp. 54–62, 2014. [CrossRef]
- S. Kumar et al., “Numerical optimization of microwave treatment and impact of storage period on bioactive components of cumin, black pepper and mustard oil incorporated coriander leave paste,” J. Food Meas. Charact., vol. 16, no. 3, pp. 2071–2085, 2022. [CrossRef]
- S. Kumar et al., “Physicochemical properties, nutritional and sensory quality of low-fat Ashwagandha and Giloy-fortified sponge cakes during storage,” J. Food Process. Preserv., vol. 46, no. 2, pp. 1–14, 2022. [CrossRef]
Figure 1.
Challenges and Contributions for preparing Peel-Pomace-Powder based composite bread.
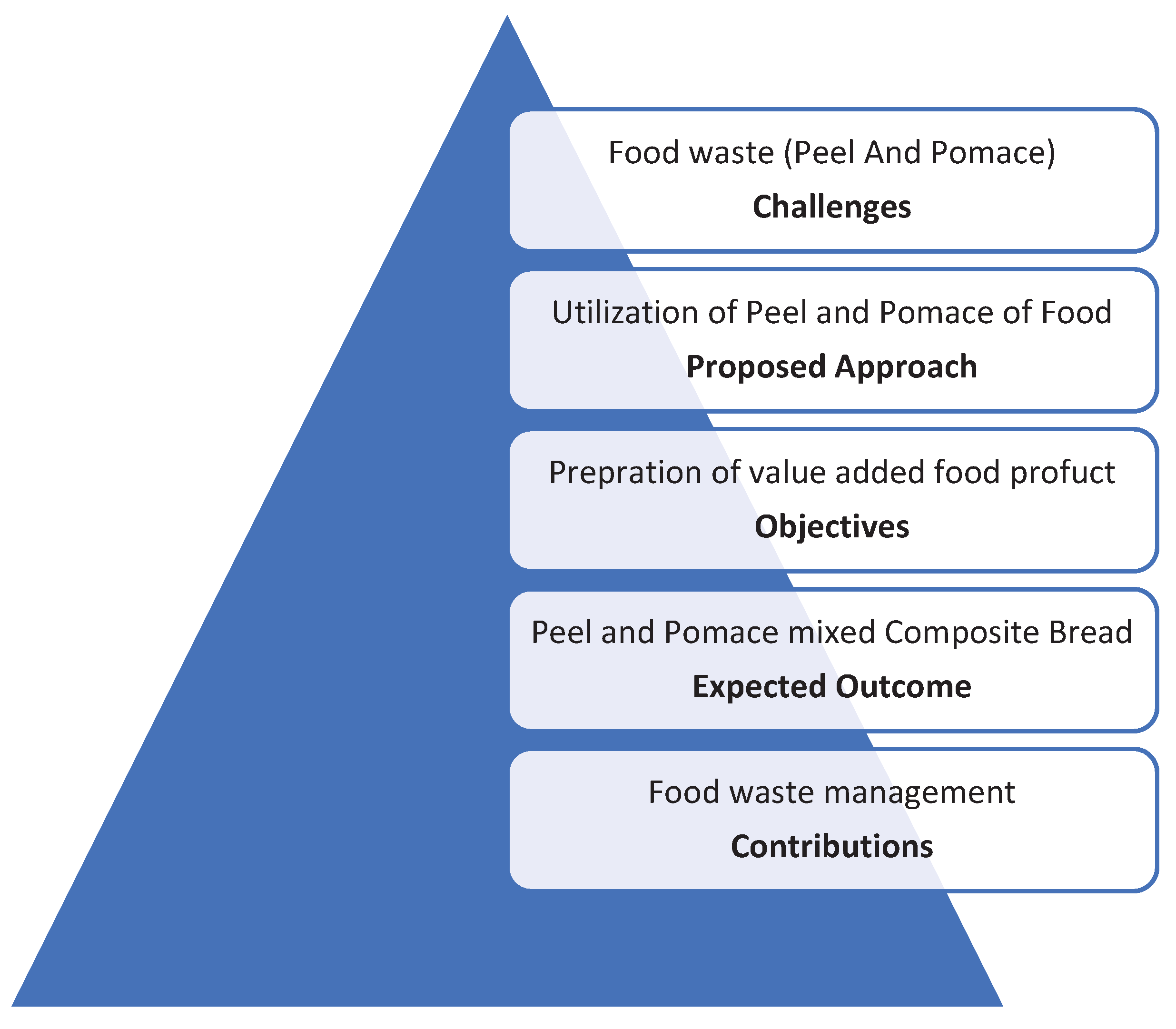
Figure 2.
Flowchart for Preparation of Peel-Pomace-Powder.
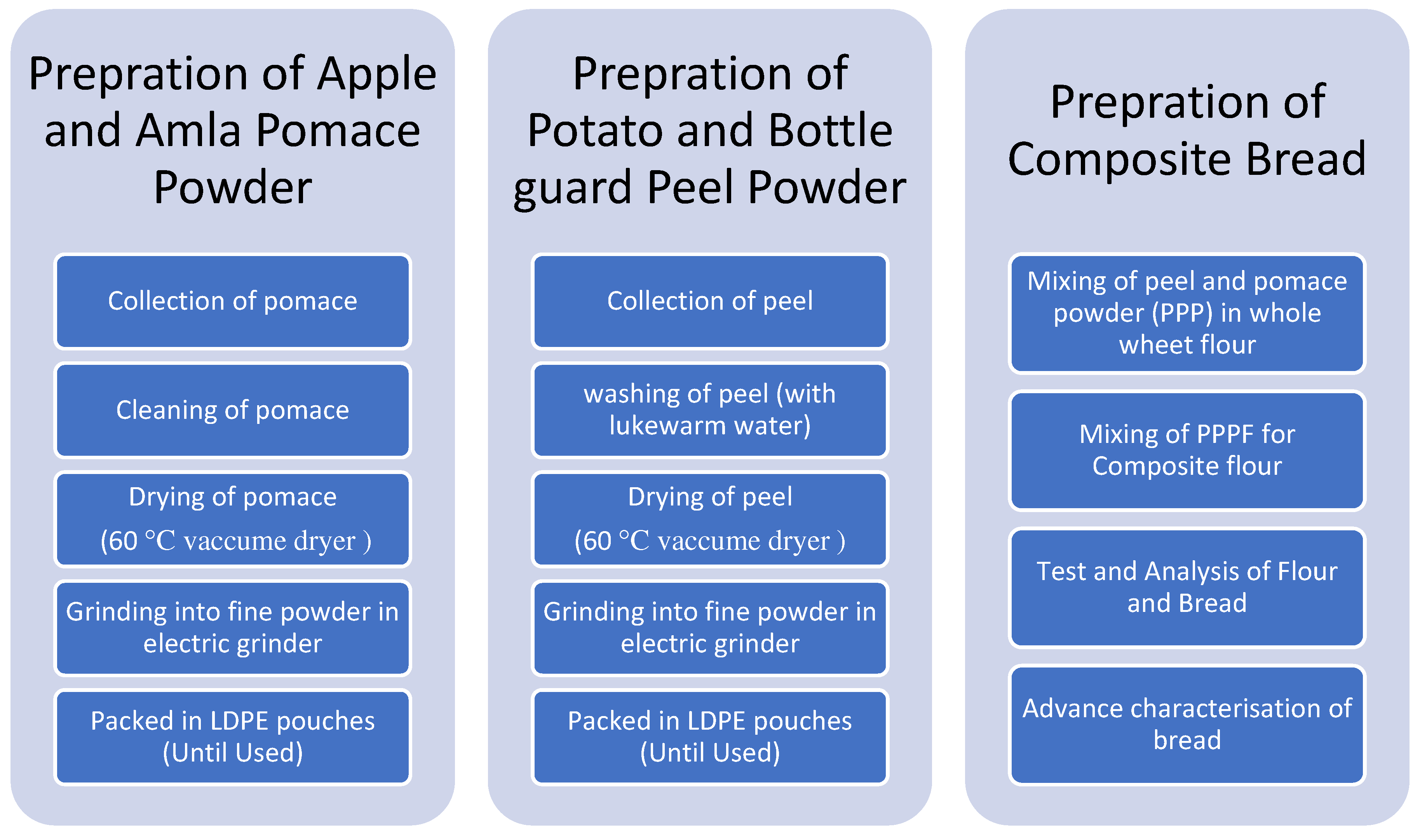
Figure 3.
FTIR analysis of G2 bread sample.
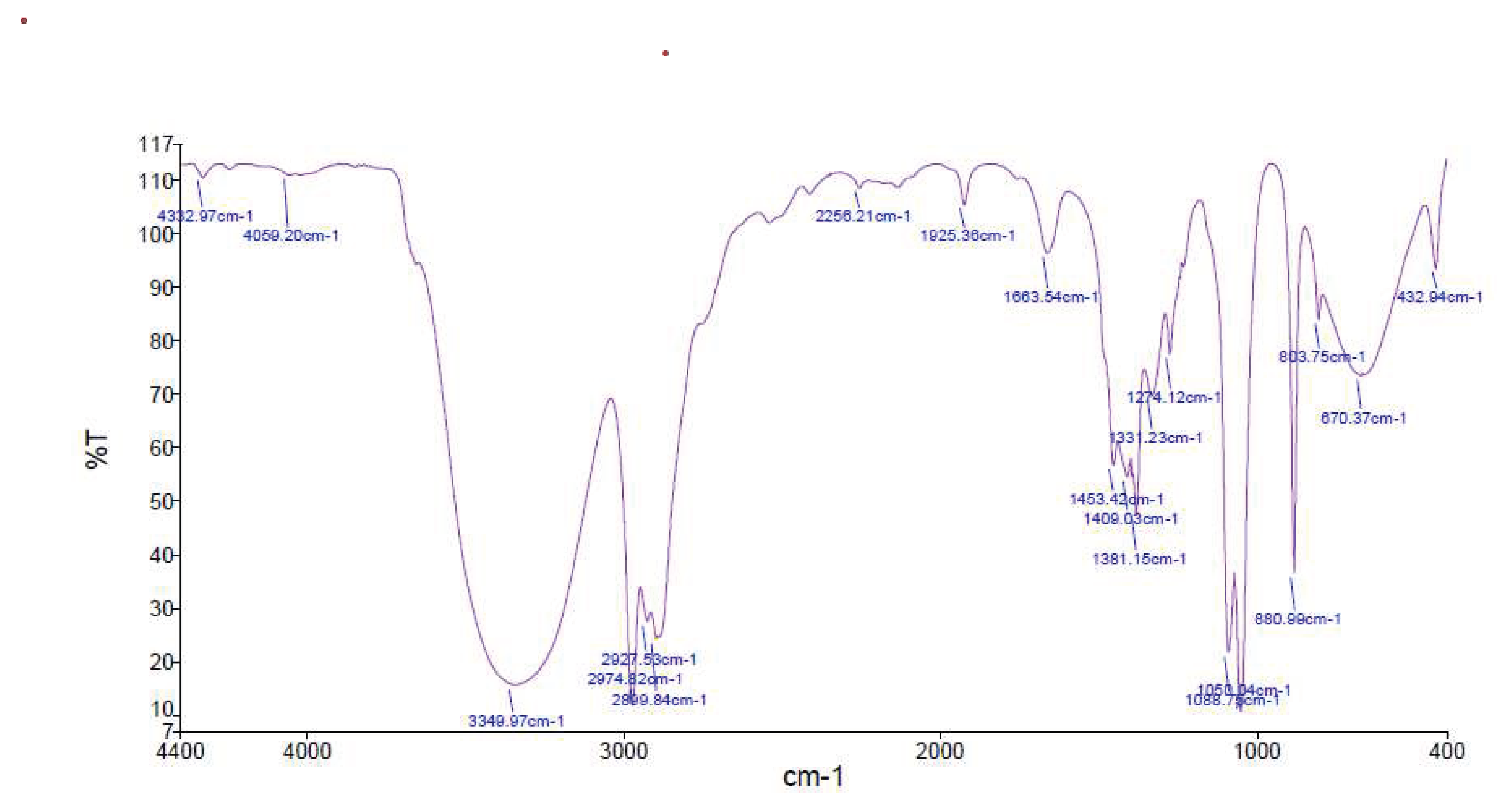
Figure 4.
GC-MS spectra of G2 bread sample.
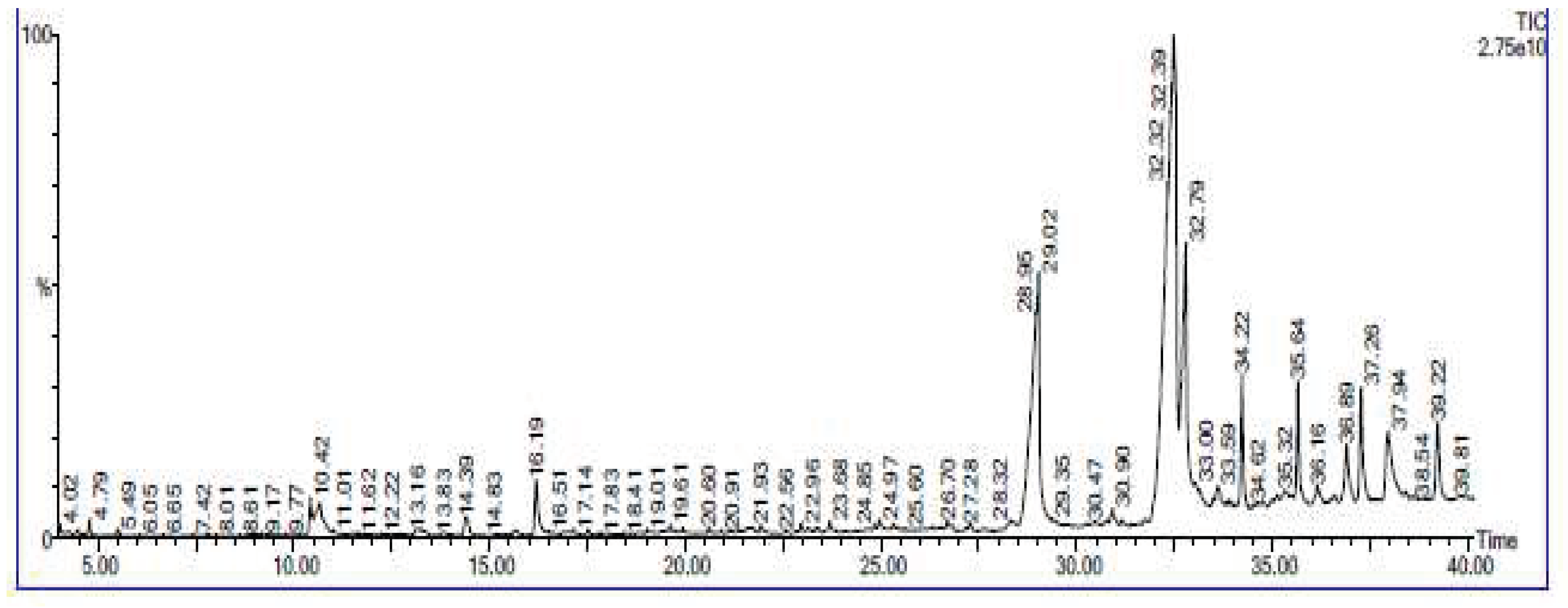
Figure 5.
XRD image of G2 bread sample.
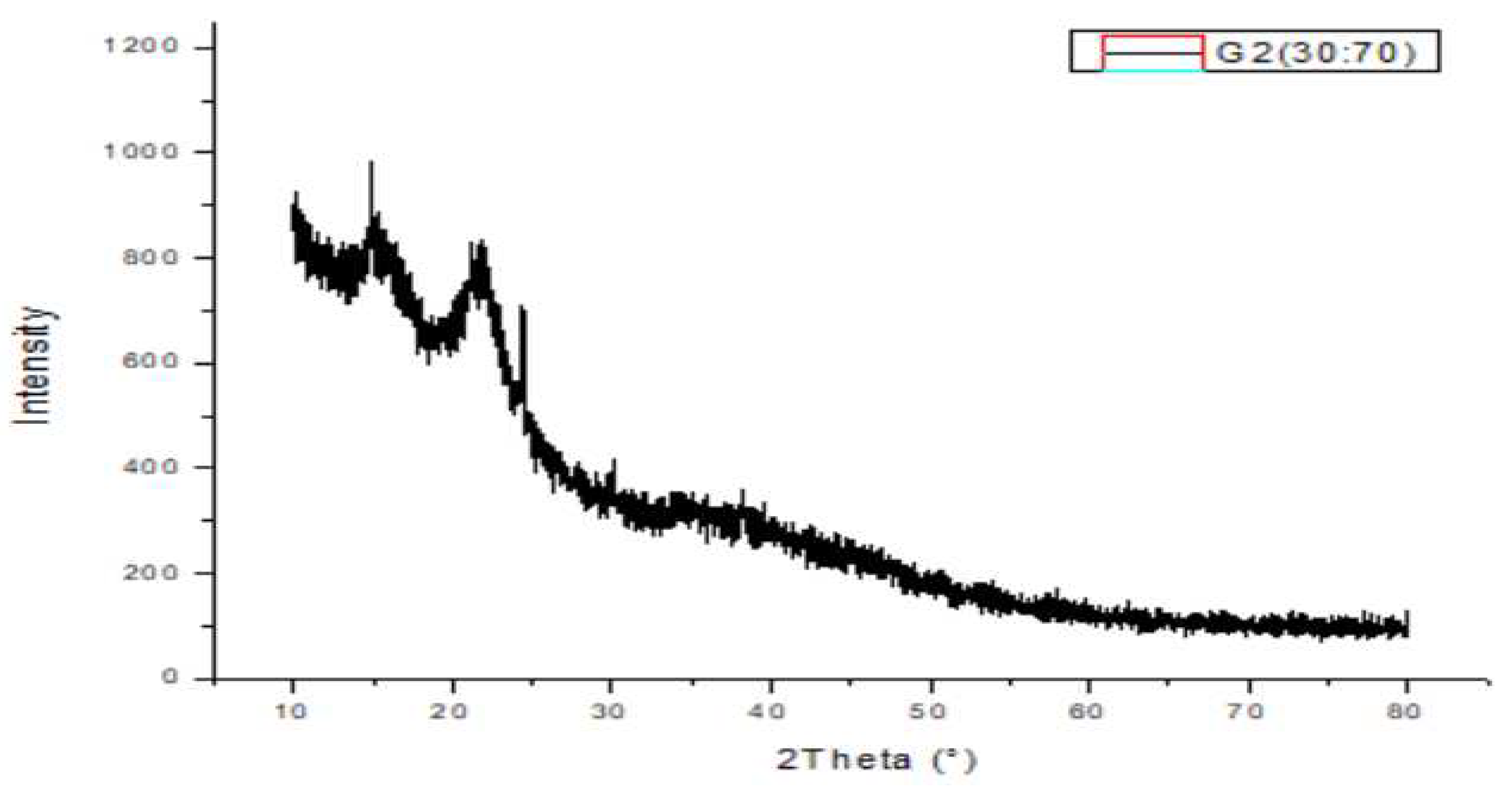
Figure 6.
Sensory evaluation of prepared bread formulations Hedonic scale values: 1-9.
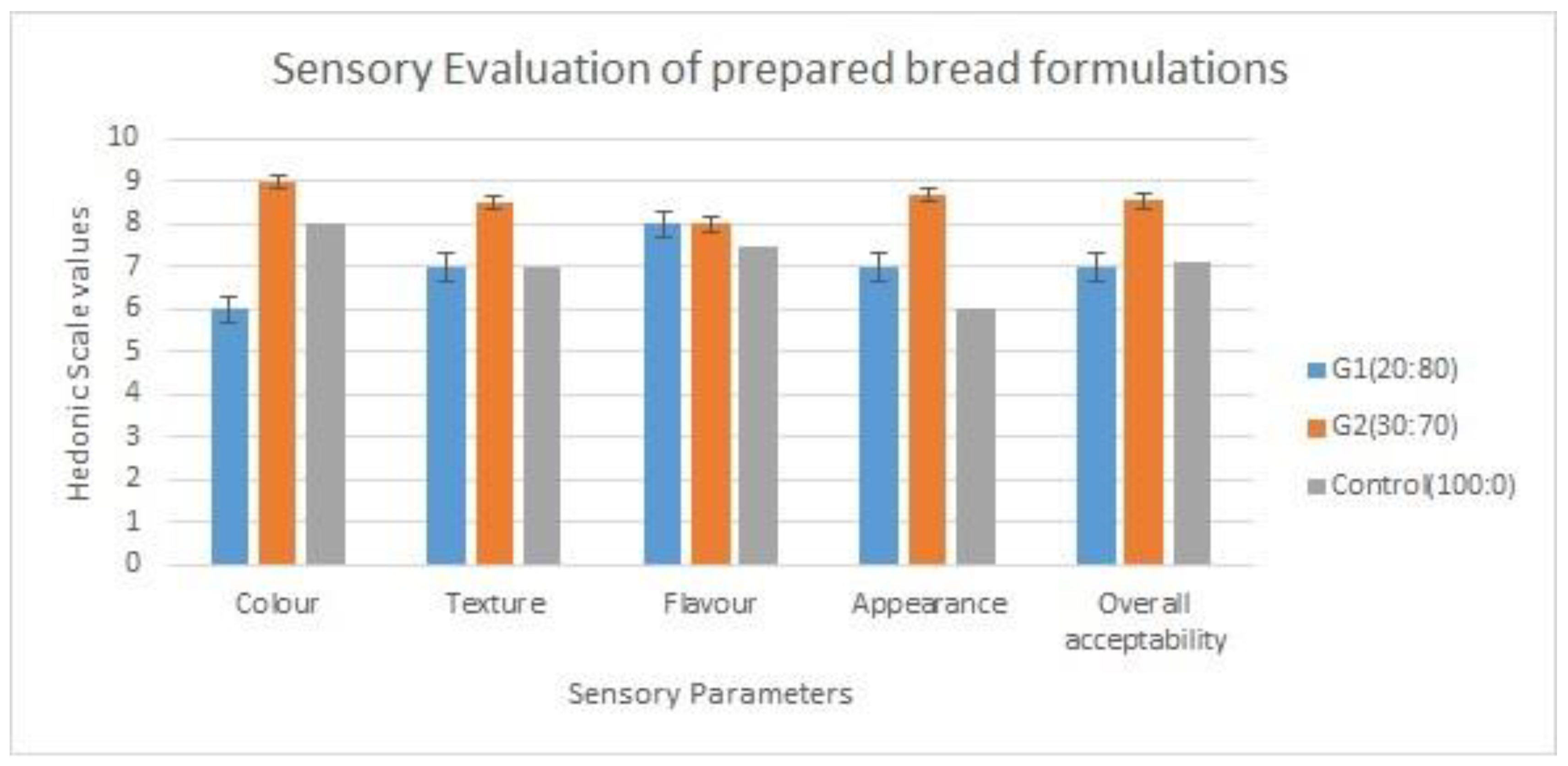
Table 1.
Composition of different flour of PPWF (Peel-Pomace-Wheat-Flour).
| Flour Mix |
Apple pomace pow- der |
Indian gooseberry pomace powder | Potato peel powder | Bottle gourd peel powder | Whole wheat flour |
| PPWF1 | 10% | 5% | 5% | 4% | 76% |
| PPWF2 | 15% | 10% | 10% | 8% | 57% |
| PPWF3 | 20% | 15% | 15% | 12% | 38% |
| PPWF4 | 25% | 20% | 20% | 16% | 19% |
Table 2.
List of all ingredients used for bread formulation.
| Ingredients | G1 (20-80%) | G2 (30-70%) | Control 100% |
|---|---|---|---|
| Refined wheat flour | 80 g | 70 g | 100 g |
| PPWF3 | 20 g | 30 g | 0 g |
| Lukewarm Water (43°C) | 60 ml | 60 ml | 60 ml |
| Salt | 2 g | 2 g | 2 g |
| Baker’s yeast | 6 g | 6 g | 6 g |
| Sugar | 4 g | 4 g | 4 g |
| SoybeanCookingOil | 2 mL | 2 mL | 2 mL |
Table 3.
Nutritional and functional analysis of PPP Powders.
| Attributes | Apple Pomace Powder |
Indian gooseberry Pomace Powder | Potato Peels Powder |
Bottle Gourd Peels powders | Whole Wheat Flour |
|---|---|---|---|---|---|
| Moisture(%) | 5.5 ± 0.28 | 9.31 ± 0.16 | 11.44 ± 0.04 | 9.40 ± 0.04 | 12.3 ± 0.28 |
| Ash (%) | 1.89 ± 0.10 | 0.86 ± 0.09 | 2.92 ± 0.04 | 3.92 ± 0.01 | 1.5 ± 0.07 |
| Fat(%) | 4.15 ± 0.19 | 6.14 ± 0.20 | 2.42 ± 0.03 | 2.43 ± 0.12 | 1.7 ± 0.36 |
| Fiber (%) | 10.15 ± 1.19 | 13.15 ± 0.29 | 8.15 ± 0.22 | 7.24± 0.13 | 0.3 ± 0.11 |
| Pectin (%) | 10.2 ± 0.21 | 4.27 ± 0.28 | 0.64 ± 0.42 | 1.17 ± 0.21 | Non Detectable |
| Vitamin C (mg/g) |
10.54 ± 0.17 | 272.71 ± 0.06 | 2.14 ± 0.07 | 13.53 ± 0.05 | 1.48 ± 0.06 |
| Protein(%) | 1.53 ± 0.05 | 1.77 ± 0.11 | 2.17 ± 0.07 | 2.74 ± 0.07 | 11.79 ± 0.10 |
| WAC(%) a | 418.66 ± 3.53 | 831 ± 33.94 | 367.33 ± 8.48 | 316 ± 12.72 | 129 ± 16.26 |
| OAC(%) b | 132 ± 5.65 | 454 ± 5.65 | 168.66 ± 13.43 |
152 ± 10.60 | 169 ± 16.97 |
| TPC (mg/GAE/g)c |
10.447 ± 0.06 | 45.754 ± 0.08 | 2.144 ± 0.03 | 6.467 ± 0.03 | 2.23 ± 0.05 |
| TS(mg/g) d | 121.35 ± 0.12 | 72.54 ± 0.20 | 41.40 ± 0.24 | 95.33 ± 0.18 | 25.14 ± 0.10 |
| RS(mg/g) e | 16.19 ± 0.30 | 34.71 ± 0.32 | 23.69 ± 0.06 | 3.37 ± 0.12 | 11.41 ± 0.13 |
| NRS (mg/g) f | 99.79 ± 0.16 | 35.75 ± 0.05 | 17.08 ± 0.002 | 87.33 ± 0.08 | 13 ± 0.02 |
aWater Absorption Capacity, bOil Absorption Capacity, cTotal Phenolic Compound, dTotal Sugar, eReducing Sugar, fNon Reducing Sugar.
Table 4.
Nutritional and functional analysis of PPWF flours with control group refined wheat flour.
| Parameters | PPWF1 | PPWF2 | PPWF3 | PPWF4 | Control |
|---|---|---|---|---|---|
| Moisture (%) | 12.246 ± 0.30 | 9.5 ± 0.28 | 9.5 ± 0.07 a | 9.38 ± 0.37 | 12.2 ± 0.28 b |
| Ash (%) | 3.30 ± 0.23 | 3.5 ± 0.28 | 2.58 ± 0.23 a | 4.67 ± 0.14 | 0.50 ± 0.07 a |
| Fat (%) | 1.5 ± 0.28 | 5.17 ± 0.05 | 3.3 ± 0.28 a | 3.15 ± 0.03 | 1.74 ± 0.36 a |
| Fiber (%) | 6.26 ± 0.11 | 7.28 ± 0.01 | 8.16 ± 0.17 a | 8.28 ± 0.01 | 3.16 ± 0.11 b |
| Protein (%) | 2.57 ± 0.14 | 2.82 ± 0.04 | 3.18 ± 0.06a | 3.16 ± 0.09 | 10.79 ± 0.10b |
|
Vitamin C (mg/100g) |
7.16 ± 0.11 | 8.28 ± 0.01 | 13.64 ± 0.09 a | 4.4 ± 0.49 | 1.48 ± 0.06 b |
| WAC (%) | 424.66 ± 2.12 | 424.4 ± 13.43 | 431.4± 25.45a | 460.4 ± 8.48 | 129.4 ± 16.26a |
| OAC (%) | 255.66 ± 8.48 | 231.66 ± 24.78 |
253 ± 2.82 a | 235.66 ± 13.43 |
169 ± 16.97a |
|
TPC (mg/GAE/g) |
13.34 ± 0.06 | 11.89 ± 0.08 | 14.48 ± 0.11 a | 13.27 ± 0.09 | 2.23 ± 0.05 b |
| TS (mg/g) | 93.56 ± 0.31 | 105.67 ± 0.26 | 78.66 ± 0.29 a | 59.31 ± 0.12 | 25.14 ± 0.10 b |
| RS (mg/g) | 47.48 ± 0.03 | 66.54 ± 0.10 | 38.05 ± 3.26a | 41.55 ± 0.15 | 11.41 ± 0.13 b |
| NRS (mg/g) | 43.77 ± 0.33 | 37.17 ± 0.35 | 41.14 ± 0.55a | 16.87 ± 0.03 | 13 ± 0.02 b |
WAC− Water Absorption Capacity, OAC− Oil Absorption Capacity, TPC− Total Phenolic Compound, TS− Total Sugar, RS− Reducing Sugar, NRS− Non-Reducing Sugar Mean and standard deviation values in the same row with different superscripts differ significantly (p< 0.05).
Table 5.
Nutritional and function analysis of prepared bread with control group refined wheat flour.
Table 5.
Nutritional and function analysis of prepared bread with control group refined wheat flour.
| Parameters | 100% | G1(20-80) % | G2(30-70) % |
|---|---|---|---|
| Moisture Content (%) | 20.31 ± 0.40 a | 30.5 ± 0.28b | 27.9 ± 0.09b |
| Ash Content (%) | 4.7 ± 0.25 a | 4.8 ± 0.11 a | 5.4 ± 0.01 b |
| Fat (%) | 3.44 ± 0.28a | 3.26 ± 0.14 a | 8.24 ± 0.35 b |
| Protein (%) | 2.3 ± 0.19 a | 2.42 ± 0.05 a | 2.44 ± 0.42a |
| Fibre (%) | 2.57 ± 0.06 a | 5.1 ± 0.35 b | 4.95 ± 0.14 b |
| Carbohydrates (%) | 65.41 ± 0.26 a | 54.32 ± 0.57b | 70.36 ± 0.15 ab |
| Energy (Kcal/100 gm) | 303.04 ± 0.04 a | 255.2 ± 0.21b | 365.46 ± 0.52 ab |
| Vitamin C (mg/100g) | 2.18 ± 0.07 a | 2.11 ± 0.01a | 2.75 ± 0.008 b |
| TPC (mg/GAE/g) | 7.46 ± 0.08 a | 9.58 ± 0.06 b | 9.26 ± 0.10 b |
| TS (mg/g) | 121 ± 0.14 a | 72 ± 60 b | 48.5 ± 0.05 ab |
| RS (mg/g) | 28.41 ± 0.15a | 22.35 ± 0.13 b | 34.6 ± 0.32 ab |
| NRS (mg/g) | 88.26 ± 0.28 a | 47.74 ± 0.01b | 13.20 ± 0.25 ab |
TPC− Total Phenolic Compound, TS− Total Sugar, RS− Reducing Sugar, NRS− Non-Reducing Sugar Mean and standard deviation values in the same row with different superscripts differ significantly (p< 0.05).
Table 6.
Swelling, Emulsion and Foaming Capacity of PPP powders.
| Attributes | Apple Pomace Powder |
Amla Pomace Powder |
Potato Peels Powder | Bottle Gourd Peels |
|---|---|---|---|---|
| Swelling capacity(mL) | 17.60±1.85 | 15.40±1.85 | 19.00±0.71 | 17.40±1.85 |
| Emulsion capacity (%) | 36.33±3.05 | 38.4±3.22 | 41.66±3.77 | 43.88±4.12 |
| Foaming capacity (%) | 16.9±4.00 | 17.2±5.3 | 15.22±4.04 | 17.33±3.23 |
Table 8.
Effect of PPWF3 flour substitution on physical characteristics of the breads.
| Parameters | 100% | G1(20-80)% | G2(30-70)% |
|---|---|---|---|
| Loaf weight (g) | 93.8 ± 1.68 a | 96.2 ± 3.7a | 96.17 ± 0.88 a |
| Loaf Volume (cm3) | 349 ± 2.6 a | 302 ± 24.1 a | 247 ± 12.4 b |
| Specific Volume (cm3/g) | 3.68 ± 0.07a | 3.60 ± 0.07 a | 3.96 ± 0.06 b |
|
Colour L* |
74.9 ± 0.08 a | 55.7 ± 1.6 b | 42.9 ± 1.25 c |
| a* | 1.59 ± 0.17 b | 2.39 ± 0.70b | 3.84 ± 0.46 a |
| b* | 21.6 ± 0.17 b | 36.0 ± 2.98a | 37.0 ± 1.97 a |
| Hardness | 317 ± 62.6 c | 421 ± 71.2a | 464 ± 76.4 b |
| Cohesiveness | 0.89 ± 0.04 a | 0.84 ± 0.02 a | 0.82 ± 0.01 a |
Mean and standard deviation values in the same row with different superscripts differ significantly (p< 0.05).
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



